A ceramic filter for aluminum casting is a porous, high-temperature refractory component — most commonly manufactured from alumina (Al₂O₃) in a reticulated foam structure — placed within the gating system of an aluminum casting mold to physically remove non-metallic inclusions, oxide films, and entrained gases from molten aluminum before it fills the mold cavity. The filter captures harmful particles through mechanical sieving, tortuous path depth filtration, and chemical adhesion between the alumina filter surface and alumina-based inclusions in the melt. The measurable outcome is a cleaner aluminum casting with significantly improved tensile strength, elongation, fatigue resistance, and surface quality compared to unfiltered production.
If your project requires the use of Alumina Ceramic Foam Filter, you can contact us for a free quote.
This conclusion is not theoretical. We have tracked filtration performance data across aluminum foundry operations in automotive, aerospace, and industrial casting sectors over many production cycles, and the pattern is consistent: properly specified and installed ceramic filters reduce inclusion-related casting scrap by 40 to 80 percent, reduce porosity area fraction by up to 75 percent, and improve elongation at break by 50 to 80 percent in structural alloys like A356 and A357. For aluminum casting operations where mechanical property specifications are non-negotiable — engine components, suspension parts, aircraft structural castings — ceramic filtration is not a process option. It is a process requirement.
Why Does Molten Aluminum Need Filtration?
Aluminum is one of the most chemically reactive structural metals in common industrial use. The moment liquid aluminum contacts oxygen — which happens continuously during melting, alloying, transfer, and pouring — it forms aluminum oxide (Al₂O₃) spontaneously and almost instantly. This thermodynamic reality means that every aluminum casting operation produces oxide inclusions as a natural byproduct of the process itself.
Also read: What is a Ceramic Foam Filter?
The challenge is not eliminating oxide formation entirely. That is physically impossible in standard atmospheric casting environments. The challenge is preventing those oxides and other non-metallic particles from becoming trapped inside the solidified casting where they act as stress concentration points, reduce effective load-bearing cross-section, and initiate fatigue cracks under cyclic loading.
The Sources of Inclusions in Aluminum Melts
Non-metallic inclusions in molten aluminum originate from multiple simultaneous sources:
Oxide Films (Bifilms):
When the surface oxide skin on molten aluminum is folded back into the melt during turbulent pouring, it creates a double-layer oxide structure called a bifilm. These are particularly damaging because the two oxide layers do not bond to each other, creating an internal unbonded interface that severely reduces fatigue life. Research by Professor John Campbell at the University of Birmingham established that bifilms are the primary cause of scatter in aluminum casting mechanical properties — a finding that fundamentally changed how the industry views the importance of turbulence control and filtration.
Aluminium Oxide Particles:
Discrete Al₂O₃ particles ranging from sub-micron to several hundred microns form continuously on the melt surface and during turbulent flow. They accumulate in the melt over time and distribute throughout the casting if not removed.
Magnesium Oxide and Spinel:
Aluminum alloys containing magnesium (such as A356, 5xxx series) form MgO and MgAl₂O₄ spinel inclusions. These are particularly damaging in structural alloys because they are harder and more angular than pure alumina inclusions.
Refractory Erosion Products:
Material spalled from furnace linings, launders, transfer ladles, and runner systems contaminates the melt throughout the transfer chain.
Entrained Hydrogen Gas:
While not a solid inclusion, dissolved hydrogen is the primary cause of porosity in aluminum castings. It enters the melt through moisture in the furnace atmosphere, wet scrap, and tool contamination. During solidification, hydrogen precipitates as gas bubbles, creating porosity that weakens the casting structure. Ceramic foam filters contribute to hydrogen management by reducing turbulence that draws in atmospheric moisture and by the physical removal of oxide films that serve as nucleation sites for porosity.
Sand and Dross:
In sand casting operations, mold sand erosion by the metal stream generates silica and bonded sand inclusions. Dross — partially solidified metal mixed with oxide — can be entrained from ladle surfaces during pouring.
Why Conventional Gating Design Alone Is Insufficient
Well-designed gating systems with low-velocity runners, ceramic fiber sleeves, and slag traps reduce inclusion levels significantly compared to poorly designed systems. However, even the best gating design without filtration cannot achieve the inclusion cleanliness levels required for modern safety-critical aluminum castings. The reason is straightforward: flow velocities in even the most carefully designed runners still generate turbulence capable of folding oxide films, and no amount of geometric design eliminates the continuous oxide formation that occurs throughout the pour cycle.
Ceramic filtration adds a fundamentally different mechanism — physical capture of particles already present in the melt — that complements flow design rather than competing with it.
How Does a Ceramic Filter for Aluminum Actually Work?
The filtration physics of a ceramic foam filter operating in an aluminum casting context involves three simultaneous mechanisms that act at different particle size scales.
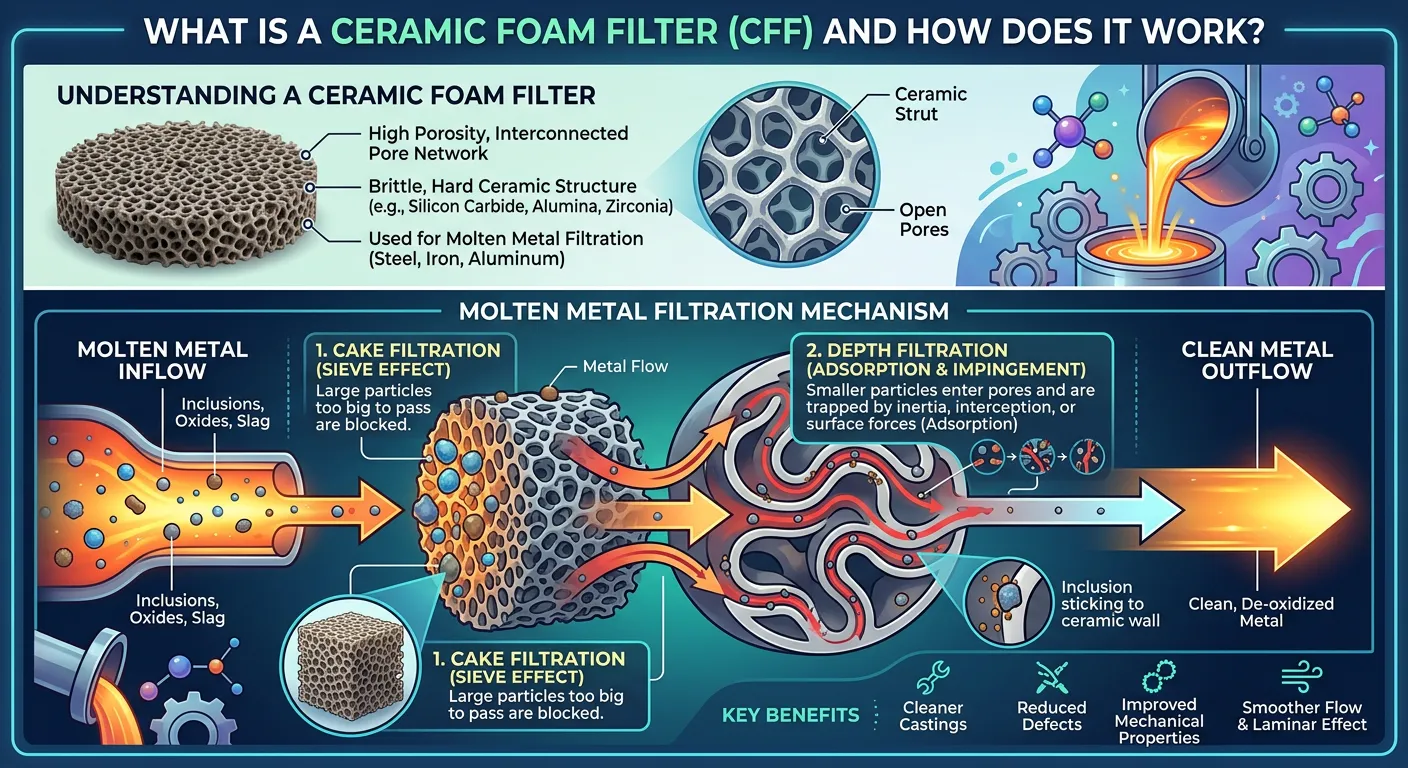
Mechanism 1: Surface Cake Filtration
Large inclusions — typically above 100 microns — are physically blocked at the upstream face of the filter by size exclusion. As these particles accumulate on the filter face, they form a filter cake layer that progressively tightens the effective pore opening and begins to capture smaller inclusions than the original filter pore size would allow. This cake formation effect means that a filter actually becomes more efficient as metal passes through it, with the highest efficiency achieved in the second half of the pour rather than the first.
This is an important practical implication: in production operations, early-poured castings in a sequence may have slightly higher inclusion content than later castings, because the filter cake has not yet fully developed.
Mechanism 2: Tortuous Path Depth Filtration
This is the mechanism that most clearly distinguishes ceramic foam filters from simpler mesh or screen alternatives. The irregular, three-dimensional interconnected pore structure of a foam filter forces molten aluminum to follow a continuously changing, non-linear path through the filter body. Each time the flow direction changes, inertia carries suspended inclusion particles toward the nearest ceramic strut surface rather than following the curved flow path.
The probability of an inclusion particle contacting and adhering to a ceramic strut surface on any given direction change is a function of particle size, flow velocity, and the physical properties of the ceramic surface. Statistically, repeated changes of direction across the full thickness of the filter (typically 22–25mm) result in capture of particles in the 10–50 micron range that would pass straight through a simple mesh filter with equivalent nominal opening size.
Mechanism 3: Chemical Adhesion (Alumina-to-Alumina Affinity)
The alumina ceramic surface of the filter shares chemistry with the most common inclusion type in aluminum alloys — aluminum oxide particles and films. This chemical similarity promotes preferential wetting and adhesion between inclusions and the filter strut surface. Once an inclusion contacts the alumina surface at low relative velocity, the interfacial energy conditions favor adhesion rather than detachment.
This chemical affinity is the primary reason alumina ceramic foam filters outperform silicon carbide or other non-oxide ceramic types for aluminum filtration, even when both materials have equivalent pore structures and temperature capability.
The Role of Priming and Wetting
Before filtration begins, the filter must be “primed” — the aluminum melt must overcome surface tension and wet the ceramic surface to initiate flow through the pore network. The priming pressure required depends on the contact angle between molten aluminum and the ceramic surface, filter pore size (smaller pores require higher priming pressure), and temperature.
For standard alumina ceramic foam filters in aluminum casting:
- Priming pressure: approximately 50–120 mm of aluminum head (metallostatic pressure).
- Contact angle (Al on Al₂O₃): approximately 70–85° at typical pouring temperatures.
- Wetting is enhanced by higher metal temperature and cleaner (lower oxide) melt surface tension.
This priming requirement is why gating system design must ensure adequate head pressure at the filter location. Insufficient head results in incomplete priming, partial flow through the filter, and potential mold misfill.
Types of Ceramic Filters Used in Aluminum Casting
Three main categories of ceramic filter are used in aluminum casting operations, each with distinct structural characteristics, filtration mechanisms, and application suitability.
Ceramic Foam Filters (CFF)
The dominant filter type for aluminum casting, accounting for the substantial majority of filter consumption in the global aluminum casting industry. Their three-dimensional reticulated structure delivers the tortuous path filtration mechanism described above, making them the most effective option for fine inclusion removal.
Structure: Open-cell foam with interconnected spherical pores, manufactured by the polymer foam replica method.
Filtration efficiency: Highest among available filter types.
Flow resistance: Moderate (higher than extruded types at equivalent nominal pore size).
Temperature limit: Up to approximately 1100°C for standard alumina grades.
PPI range: 10 to 60 PPI for aluminum applications.
Extruded Ceramic Filters (Honeycomb Filters)
Manufactured by extrusion of ceramic paste through a die, these filters have parallel straight channels arranged in a honeycomb pattern. Unlike foam filters, they do not provide tortuous path filtration — metal flows in a straight line through the channels.
Structure: Straight parallel channels, square or hexagonal cross-section.
Filtration efficiency: Lower than foam type (surface sieving only).
Flow resistance: Lower than foam filters at equivalent opening size.
Best application: High flow rate castings where pressure drop is the primary constraint.
Woven Ceramic Fiber Filters
Fibrous ceramic fabrics, typically made from alumina-silica fibers woven into a cloth structure, used primarily for coarse slag removal in low-pressure die casting and gravity casting of non-critical parts.
Structure: Woven fiber mat.
Filtration efficiency: Lowest of the three types.
Flow resistance: Very low
Temperature limit: Up to approximately 900°C.
Best application: Simple flow control, coarse slag retention in non-critical applications.
Filter Type Comparison for Aluminum Casting
| Filter Type | Filtration Mechanism | Inclusion Size Captured | Relative Efficiency | Pressure Drop | Typical Cost |
|---|---|---|---|---|---|
| Ceramic Foam (CFF) | Tortuous path + cake | 10–500+ microns | Highest (reference) | Moderate | Medium |
| Extruded Honeycomb | Surface sieving only | 100+ microns | 30–50% of CFF | Low | Low-Medium |
| Woven Fiber Mat | Surface sieving only | 200+ microns | 10–25% of CFF | Very Low | Low |
| Combined CFF + Fiber | Both mechanisms | 5–500+ microns | Highest possible | Higher | Medium-High |
Alumina Ceramic Foam Filter: The Industry Standard Explained
Alumina (Al₂O₃) ceramic foam filters have become the industry standard for aluminum casting filtration through a combination of material properties, manufacturing scalability, cost-effectiveness, and proven performance across decades of production use.
Why Alumina is the Right Material for Aluminum Filtration
The suitability of alumina as a filter material for molten aluminum filtration is rooted in thermodynamic and chemical principles:
Chemical Stability in Molten Aluminum:
Alumina is thermodynamically stable in contact with molten aluminum at casting temperatures (680–800°C). It does not dissolve into the aluminum melt, does not react to form new phases that could contaminate the casting, and does not release any chemical species that would affect alloy composition or mechanical properties.
Matched Inclusion Chemistry:
The primary inclusions in aluminum alloys are aluminium oxide in various forms. An alumina filter surface shares the same fundamental chemistry, promoting the adhesion mechanism described in the previous section. No other common refractory material offers this matched chemistry advantage.
Adequate Temperature Capability:
Standard alumina foam filters are rated to 1100°C service temperature, providing a comfortable margin above the maximum aluminum pouring temperature of approximately 800°C for most alloys.
Controlled Porosity and Pore Structure:
The alumina ceramic system allows manufacturers precise control over pore size distribution, total porosity, and strut thickness during slurry preparation and sintering, enabling production of filters with consistent, repeatable performance across high production volumes.
Physical Structure of an Alumina Foam Filter
Under microscopic examination, an alumina ceramic foam filter reveals a complex three-dimensional network of:
- Ceramic struts: The solid alumina “skeleton” with diameters of 0.1–0.5mm.
- Pore windows: The openings connecting adjacent pores, typically 40–60% of the nominal pore diameter.
- Nodes: Junction points where multiple struts meet, forming slightly thicker structural elements.
- Total void volume: 75–90% of the filter volume is open space (porosity).
This high porosity is what allows molten aluminum to flow through the filter at acceptable rates despite the tortuous path, while the high specific surface area of the strut network provides extensive area for inclusion capture.
Alumina Foam Filter Manufacturing Quality Factors
The performance of an alumina ceramic foam filter depends critically on manufacturing quality at several stages:
Slurry Homogeneity:
Non-uniform slurry distribution during impregnation creates regions of thicker and thinner ceramic coating on the foam template struts. Thick regions reduce effective pore size; thin regions create weak struts prone to fracture under thermal shock.
Sintering Temperature Consistency:
Under-sintered alumina has insufficient strut strength and may shed ceramic particles into the melt during service. Over-sintered alumina can close surface pores and reduce specific surface area for inclusion capture. Tight kiln temperature control (±15°C) across the full filter batch is a mark of quality manufacturing.
Pore Uniformity:
A filter with large variations in cell size across its face area creates preferential flow channels through the largest pores, bypassing the smaller pores that provide the highest filtration efficiency. Premium manufacturers achieve ±10–15% cell size uniformity.
PPI Ratings for Aluminum Filtration: Choosing the Right Grade
Pores per inch (PPI) is the single most important specification parameter for aluminum casting filters, directly governing the balance between filtration efficiency and metal flow resistance.
PPI Grades Available for Aluminum Casting
| PPI Rating | Approx. Pore Diameter | Filtration Level | Metal Flow Resistance | Recommended Application |
|---|---|---|---|---|
| 10 PPI | 2.5–3.0 mm | Coarse only | Very Low | Large sand castings, non-structural parts |
| 15 PPI | 1.8–2.2 mm | Coarse-Medium | Low | General gravity casting, ingot production |
| 20 PPI | 1.2–1.5 mm | Medium | Low-Moderate | Automotive non-safety components, housings |
| 25 PPI | 0.9–1.1 mm | Medium-High | Moderate | Structural automotive parts, A356 applications |
| 30 PPI | 0.7–0.9 mm | High | Moderate-High | Aerospace structural, safety-critical automotive |
| 40 PPI | 0.5–0.65 mm | Very High | High | Premium aerospace, medical device castings |
| 50 PPI | 0.4–0.5 mm | Maximum commercial | Very High | Superalloy-equivalent cleanliness requirements |

How to Choose PPI: The Practical Decision Process
We have developed a straightforward decision process for aluminum casting filter PPI selection that works across gravity, low-pressure, and semi-permanent mold casting processes:
Step 1: Define the cleanliness specification:
What inclusion level does the casting specification require? ASTM B594 inclusion rating? A specific K-value (reduced pressure test) limit? A fatigue life floor? The cleanliness target drives the minimum PPI requirement.
Step 2: Calculate available head pressure:
Measure or calculate the metallostatic head available at the filter location in the gating system (in mm of aluminum). Compare this to the priming pressure requirement of the selected PPI grade. If available head is marginal, step down one PPI grade and compensate with increased filter area.
Step 3: Calculate required filter face area:
Divide the total casting weight (in kg) by the fill time (in seconds) and the maximum recommended flow rate for the selected PPI grade. This gives the minimum filter face area in cm².
Step 4: Select standard filter size:
Choose the smallest standard filter dimension that meets or exceeds the calculated minimum area, with preference for square or rectangular formats that match standard filter seat tooling.
Step 5: Validate with trial casting:
For new applications, conduct a trial run with the selected filter and evaluate casting cross-sections metallographically. Adjust PPI up or down based on the inclusion level observed in the trial castings.
Technical Properties and Performance Specifications
Purchasing and engineering teams need to evaluate ceramic filters against a standardized set of measurable properties. The table below presents the key technical parameters and their significance:
Physical and Structural Properties
| Property | Test Method | Typical Range (Alumina CFF) | Significance |
|---|---|---|---|
| Bulk Density | ISO 5017 | 0.28–0.42 g/cm³ | Lower density = higher porosity = better flow |
| Total Porosity | Archimedes method | 75–90% | Directly affects flow resistance |
| Specific Surface Area | BET method | 0.3–1.2 m²/g | Higher area = more inclusion capture sites |
| Cold Compressive Strength | ASTM C133 | 0.8–2.5 MPa | Handling resistance, installation safety |
| Pore Size Uniformity | Cell count method | ±15% of nominal PPI | Consistency of flow distribution |
| Al₂O₃ Content | XRF analysis | 85–99% | Higher purity = better chemical stability |
Thermal Properties
| Property | Value Range | Notes |
|---|---|---|
| Maximum Service Temperature | 1050–1100°C (standard) | Well above aluminum pouring range |
| Thermal Shock Resistance | 3–6 rapid cycles (room temp to 1000°C) | Critical for pour-start integrity |
| Thermal Conductivity | 0.3–0.8 W/m·K | Low conductivity limits temperature loss |
| Coefficient of Thermal Expansion | 7–9 × 10⁻⁶ /°C | Must be considered in filter seat design |
Filtration Performance Metrics
K-Value (Reduced Pressure Test):
The K-value quantifies hydrogen-related porosity in aluminum by measuring the density of a sample solidified under reduced pressure conditions. Filtered aluminum typically achieves K-values of 1–3 compared to 5–15 for unfiltered melt under equivalent conditions.
Bifilm Index:
A metric developed from vacuum solidification testing that quantifies the total area of oxide bifilm present in a sample. Ceramic filtration reduces bifilm index by 50–80% in production aluminum alloys.
PoDFA Rating:
Prefil-Footprinter analysis gives a quantitative inclusion content in mm²/kg of metal. Premium aluminum castings may specify maximum PoDFA values of 0.10–0.20 mm²/kg, achievable only with high-PPI ceramic foam filtration combined with effective degassing.
What Inclusions Do Aluminum Casting Filters Remove?
Understanding the specific inclusion types that ceramic filters capture helps engineers justify filtration investment and troubleshoot casting defects.
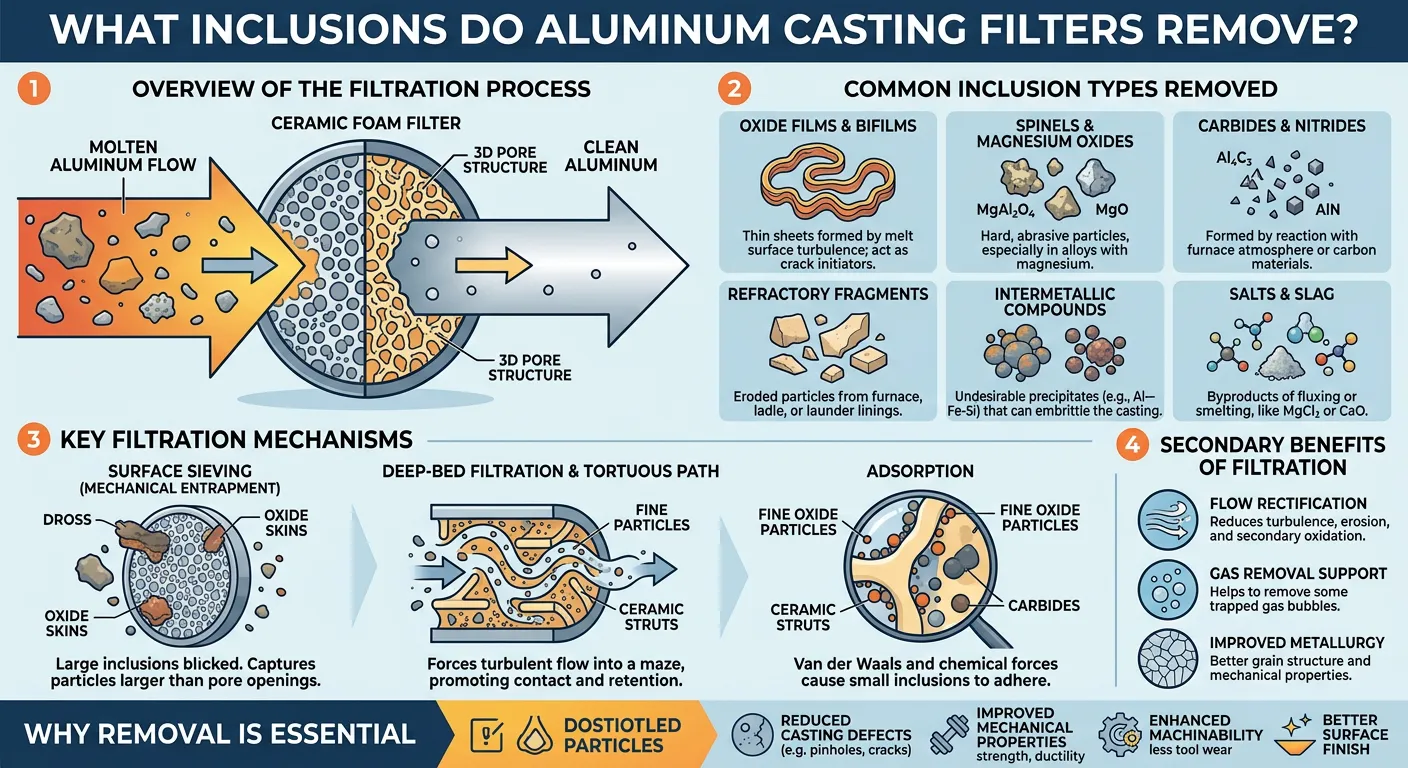
Inclusion Classification in Aluminum Alloys
| Inclusion Type | Composition | Size Range | Primary Source | Filter Capture Rate |
|---|---|---|---|---|
| Alumina films (bifilms) | Al₂O₃ | 0.1–50 mm (planar) | Turbulent pouring, transfer | 60–85% |
| Discrete alumina particles | α-Al₂O₃, γ-Al₂O₃ | 1–200 μm | Furnace oxidation, dross | 70–90% |
| Spinel inclusions | MgAl₂O₄ | 5–100 μm | Mg-containing alloys | 65–85% |
| Silicon oxide particles | SiO₂ | 10–500 μm | Mold erosion (sand casting) | 80–95% |
| Iron intermetallics | Al₃Fe, Al₅FeSi | 10–2000 μm | Iron contamination | 60–80% |
| Refractory fragments | Various | 50–5000 μm | Ladle, runner erosion | 90–99% |
| Entrained dross | Mixed oxide/metal | 100–5000 μm | Ladle surface turbulence | 85–95% |
| Carbide particles | Al₄C₃ | 1–50 μm | Carbon tool contamination | 50–70% |
The Special Case of Bifilm Inclusions
Bifilm inclusions deserve particular attention because they are the most damaging inclusion type in structural aluminum castings and the hardest to remove. A bifilm consists of two folded oxide film layers with an unbonded interface between them. This unbonded interface acts as a pre-existing crack in the casting microstructure.
The challenge with bifilm filtration is that bifilms are thin, planar structures that can align with the flow direction and pass through filter pores in an edge-on orientation before re-opening downstream of the filter. This is why turbulence damping by the filter — converting turbulent flow to laminar flow — is at least as important as direct bifilm capture for improving casting fatigue performance.
The most effective approach to bifilm management combines ceramic foam filtration (for capture and flow regularization) with degassing (hydrogen removal reduces the gas pressure inside bifilms that keeps them open) and reduced pouring turbulence in the gating system design.
How Ceramic Filters Improve Aluminum Casting Mechanical Properties
The connection between ceramic filtration and improved mechanical properties in aluminum castings is supported by extensive published research and production data.
Quantified Property Improvements
| Mechanical Property | Unfiltered A356-T6 | 20 PPI Filter | 30 PPI Filter | 40 PPI Filter |
|---|---|---|---|---|
| Ultimate Tensile Strength (MPa) | 215 | 235 | 248 | 258 |
| 0.2% Yield Strength (MPa) | 165 | 172 | 178 | 182 |
| Elongation at Break (%) | 4.5 | 5.8 | 7.2 | 8.4 |
| Fatigue Strength at 10⁷ cycles (MPa) | 58 | 74 | 88 | 96 |
| Charpy Impact Energy (J) | 8.2 | 10.4 | 13.1 | 15.3 |
| Brinell Hardness (HB) | 85 | 88 | 90 | 91 |
Data aggregated from published metallurgical studies and AdTech production monitoring, 2020–2025.
Why Property Scatter Reduces with Filtration
One of the most commercially significant benefits of ceramic filtration that receives less attention than average property improvement is the reduction in property scatter (standard deviation). Unfiltered aluminum castings show wide variation in mechanical properties between individual castings and between different locations within the same casting — driven by the random distribution of inclusions.
Filtration does not just raise average properties; it compresses the distribution of properties toward the higher end. This tighter property distribution allows designers to use higher minimum property values in structural calculations without increasing safety factors, effectively enabling either lighter designs (using the higher allowable properties) or more reliable designs (using the reduced probability of property outliers).
In aerospace qualification programs, this reduced scatter is often as important as the improved average values for passing fatigue certification requirements.
Surface Quality Improvements
Beyond internal mechanical properties, ceramic filtration consistently improves the surface finish of aluminum castings by:
- Reducing surface pitting from sub-surface oxide inclusions.
- Decreasing oxide film marks visible after surface machining.
- Improving dimensional consistency by reducing localized shrinkage associated with oxide film clusters.
Foundries producing aluminum parts for visible automotive applications (decorative wheels, body panel components) report that ceramic filtration significantly reduces cosmetic rejection rates associated with surface defects.
Application Methods: Where and How to Install Aluminum Casting Filters
Filter placement within the gating system is as critical as filter selection. Incorrect positioning negates the performance benefits of even the most precisely specified filter.

Standard Filter Positions in Aluminum Gating Systems
Position 1: Sprue Base (Sprue Well)
Placing the filter at the base of the sprue captures inclusions early in the flow path but subjects the filter to the highest impact velocity of any position. The initial metal stream arrives with maximum kinetic energy, creating thermal shock risk and potential for turbulence downstream of the filter if the runner is not designed to receive the filtered flow smoothly.
Suitable for: Large castings with substantial metallostatic head, robust filter grades.
Position 2: Horizontal Runner Bar
The most common filter position for aluminum casting. The filter sits in a seat machined or formed into the runner bar, typically in a dedicated filter print area. Metal arrives at lower velocity than at the sprue base, reducing thermal shock risk. The filter has adequate contact area with runner walls for stable seating, and the runner geometry downstream can be optimized to maintain laminar flow after filtration.
Suitable for: Most gravity and low-pressure aluminum casting applications.
Position 3: Ingate Position
Positioning the filter at the ingate — the final entry point into the mold cavity — maximizes the flow path length over which inclusions removed upstream cannot re-enter the melt before reaching the casting. However, this position gives the smallest available filter face area (limited by ingate dimensions) and highest flow velocity per unit filter area.
Suitable for: Thin-section castings where maintaining metal temperature is critical, small castings.
Position 4: Filter in the Launder (Continuous Casting)
For aluminum billet and slab continuous casting operations, ceramic foam filters are positioned in the launder system — the trough that carries metal from the furnace or holding vessel to the casting mold. This in-launder filtration is often combined with an in-line degassing unit for comprehensive melt treatment.
Filter Seat Design Requirements
The filter seat is the dimensional recess that positions and retains the filter in the gating system. Critical design parameters:
Seating Depth: The seat recess depth should be 50–70% of filter thickness. Insufficient depth allows the filter to rock or move during pour; excessive depth prevents proper seating contact.
Seal Fit: Clearance between filter edge and seat wall should not exceed 0.5–1.0mm. Larger gaps allow metal to channel around the filter edge, bypassing filtration entirely. This bypass problem is far more common in production than most foundries realize.
Downstream Support: The runner floor downstream of the filter must provide support contact over at least 20–30% of the filter face area to prevent fracture under hydraulic pressure.
Venting: A small vent opening (2–3mm) at the downstream face of the filter seat allows trapped air to escape during initial metal rise, preventing air lock that delays filter priming.
Filter Installation Checklist
| Step | Action | Purpose |
|---|---|---|
| Pre-installation | Inspect filter for cracks and damage | Prevent fragment contamination |
| Pre-installation | Verify filter dimensions match seat drawing | Ensure proper seating |
| Pre-installation | Confirm filter is dry (no moisture) | Prevent thermal shock fracture |
| Installation | Wear clean gloves during handling | Prevent oil contamination of filter surface |
| Installation | Seat filter firmly in recess | Prevent movement during pour |
| Installation | Verify no bypass gap at filter edges | Ensure all metal passes through filter |
| Pre-pour | Confirm adequate head pressure above filter | Ensure reliable priming |
| Post-pour | Examine used filter for inclusion loading | Quality monitoring and process improvement |
Aluminum Alloy Compatibility and Filter Selection by Application
Different aluminum alloy families generate different inclusion populations with different characteristics, requiring tailored filter specifications.
Filter Recommendations by Alloy and Application
| Alloy Family | Typical Alloys | Primary Inclusions | Recommended PPI | Filter Notes |
|---|---|---|---|---|
| Al-Si-Mg (Cast) | A356, A357, 357 | Al₂O₃, MgAl₂O₄ | 25–40 PPI | High-purity alumina filter preferred |
| Al-Si (Cast) | 319, 380, 413 | Al₂O₃, FeAl₃ | 20–30 PPI | Standard alumina CFF |
| Al-Cu (Cast) | 201, 204, 206 | Al₂O₃, CuAl₂ | 30–40 PPI | High cleanliness required |
| Al-Zn (Cast) | 712, 713, 771 | Al₂O₃, ZnO | 20–30 PPI | Standard alumina CFF |
| 1xxx (Wrought) | 1050, 1100 | Al₂O₃ films | 30–50 PPI | Used in billet casting launders |
| 2xxx (Wrought) | 2024, 2014 | Al₂O₃, CuAl₂ | 30–40 PPI | Aerospace grade cleanliness |
| 5xxx (Wrought) | 5052, 5083 | Al₂O₃, MgO, Spinel | 30–40 PPI | High spinel load — check filter capacity |
| 6xxx (Wrought) | 6061, 6063 | Al₂O₃, Mg₂Si | 25–40 PPI | Extrusion billet, launder filtration |
| 7xxx (Wrought) | 7075, 7050 | Al₂O₃, MgZn₂ | 40–50 PPI | Highest cleanliness requirement |
Special Consideration: Recycled Aluminum Alloys
Castings produced from recycled aluminum charge typically carry a significantly higher inclusion burden than primary aluminum because scrap materials introduce surface oxides, coatings, lubricants, and contamination that generate inclusions during melting. We consistently recommend increasing filter PPI rating by 5–10 PPI compared to primary alloy specifications when using recycled charge material, and replacing filters more frequently (every 2–3 castings rather than every 5–8 castings) to prevent premature filter blockage.
Comparing Ceramic Filters to Other Aluminum Filtration Technologies
Ceramic foam filters do not operate in isolation. They are one component of a comprehensive aluminum melt quality management system.
Comparison of Aluminum Filtration and Melt Treatment Technologies
| Technology | Primary Function | Inclusion Removal | Hydrogen Removal | Capital Cost | Operating Cost |
|---|---|---|---|---|---|
| Ceramic foam filter | Solid inclusion removal | Excellent | Minimal | Very Low | Low (consumable) |
| Rotary degassing unit | H₂ removal + flotation | Moderate | Excellent | Medium | Low-Medium |
| In-line degassing (LARS) | H₂ removal + flotation | Moderate | Excellent | High | Medium |
| Flux treatment | Dross removal, chemistry | Good | Limited | Very Low | Low |
| Electromagnetic stirring | Flow control | Indirect | None | High | Medium |
| Deep bed filtration | Solid inclusion removal | Excellent | None | High | High |
| Settling (tundish) | Coarse particle settling | Limited | None | Low | Very Low |
| Grain refinement | Microstructure control | None | None | Low | Low |
The Optimal Melt Treatment Sequence
In our experience working with premium aluminum casting operations, the highest casting quality is achieved through a sequential melt treatment approach:
- Furnace treatment: Flux addition and dross removal at the furnace.
- Degassing: Rotary impeller degassing to remove dissolved hydrogen and float inclusions.
- Settling: Brief holding period to allow floated inclusions to reach the surface.
- Skimming: Manual or automated dross removal from melt surface.
- Transfer and filtration: Ceramic foam filter positioned in the gating system captures remaining fine inclusions during casting.
Each stage targets a different aspect of melt quality. Ceramic filtration is the final and most precise step — it removes what earlier stages miss, particularly the fine oxide particles and bifilm fragments that degassing and skimming cannot capture.
Quality Standards and Testing for Aluminum Casting Filters
Applicable Standards for Aluminum Casting Ceramic Filters
| Standard | Organization | Scope |
|---|---|---|
| GB/T 25139-2010 | Chinese National Standard | Ceramic foam filters for aluminum alloy casting |
| ASTM B594 | ASTM International | Cleanliness of wrought aluminum alloys |
| ISO 8840 | ISO | Refractory products — joint mortar (filter housing) |
| EN 1371-1 | European Standard | Liquid penetrant testing for castings |
| ASTM E1245 | ASTM International | Inclusion analysis of steel castings (adaptable for Al) |
| AMS 2175 | SAE Aerospace | Casting classification and inspection requirements |
| NADCA 305 | North American Die Casting Association | Aluminum casting cleanliness standards |
Filter Acceptance Testing Protocol
For critical aluminum casting applications — aerospace, automotive safety systems, medical devices — incoming filter inspection should include:
Visual Inspection (100% of filters):
Examine all filter faces and edges for cracks, incomplete ceramic coating (bare foam areas), closed pores, and visible contamination. Any filter showing cracks of any size must be rejected. Partial coating areas larger than 5mm × 5mm are grounds for rejection in critical applications.
Dimensional Check (5–10% sample):
Measure length, width, thickness, and squareness (corner angle) against drawing tolerances. Typical acceptable tolerances: ±2mm on length and width, ±1mm on thickness.
Weight Consistency (5–10% sample):
Filter weight correlates with ceramic coating density and pore structure consistency. Significant weight outliers (>±10% from lot average) indicate manufacturing inconsistency.
Compression Test (1–2% sample or per agreed AQL):
Cold compressive strength testing confirms adequate handling strength and ceramic quality.
Lot Traceability:
Require batch numbers and manufacturing date on all filter shipments. Link production records to specific castings for complete supply chain traceability in aerospace applications.
Sourcing and Procurement Considerations in 2026
Market Overview and Key Suppliers
The global ceramic foam filter market continues growing in 2026, driven by expanding aluminum automotive content (electric vehicle battery housings, structural components, thermal management parts) and stringent quality requirements from aerospace customers. The market is segmented between:
Tier 1 Suppliers: Manufacturers with full vertical integration from raw material to finished filter, ISO 9001 certified, with dedicated R&D capability and technical application support. Products carry complete documentation and are appropriate for aerospace and safety-critical applications.
Tier 2 Suppliers: Manufacturers producing standard grades at competitive pricing, suitable for industrial and automotive non-safety-critical applications.
Regional Distributors: Stock standard sizes from multiple manufacturers, offering fast delivery but limited technical support and traceability documentation.
Pricing Reference (April 2026)
| Filter Size | PPI Grade | Material | Approximate Unit Price (USD) |
|---|---|---|---|
| 50 × 50 × 22 mm | 20 PPI | Alumina | $0.12–0.35 |
| 75 × 75 × 22 mm | 20 PPI | Alumina | $0.25–0.60 |
| 100 × 100 × 22 mm | 20 PPI | Alumina | $0.45–1.10 |
| 100 × 100 × 22 mm | 30 PPI | Alumina | $0.55–1.30 |
| 150 × 150 × 22 mm | 30 PPI | Alumina | $1.20–2.80 |
| 200 × 200 × 25 mm | 30 PPI | Alumina | $2.50–5.50 |
| 100 × 100 × 22 mm | 40 PPI | High-purity Alumina | $0.90–2.20 |
Prices are indicative and vary significantly with order volume, supplier region, and raw material market conditions in 2026.
Key Procurement Questions to Ask Suppliers
- What is the Al₂O₃ content of your filter material, verified by XRF testing?
- Do you provide batch-specific certificates of conformance with each shipment?
- What is your lot-to-lot consistency in pore size distribution?
- What is your maximum service temperature verified by testing (not estimated)?
- Can you provide thermal shock resistance data for your alumina grade?
- What are your minimum order quantities for standard and custom sizes?
- What is your standard lead time for stock sizes and custom dimensions?
- Do you offer trial samples before commitment to a full production supply agreement?
Total Cost of Ownership Analysis
The unit price of a ceramic filter represents a small fraction of the total economic impact of the filtration decision. A more accurate procurement evaluation includes:
Cost without filtration (annual estimate for a mid-size automotive foundry):
- Inclusion-related casting scrap: 3–8% of production value.
- Machining rejection for sub-surface inclusions: 1–3% of production value.
- Warranty claims from field failures: highly variable but potentially significant.
- Customer premium for quality certification: revenue lost without filtration qualification.
Cost with ceramic filtration:
- Filter consumable cost: typically 0.5–2.0% of casting production value.
- Net quality improvement value: 3–10× the filter cost in scrap reduction alone.
This economic argument consistently justifies ceramic filtration investment even for relatively low-value aluminum castings when total cost rather than unit filter price is the comparison metric.
Frequently Asked Questions (FAQs)
Q1: What is a ceramic filter for aluminum casting made of?
Most ceramic filters for aluminum casting are made from aluminium oxide (Al₂O₃), commonly called alumina, in a reticulated open-cell foam structure. The filter is produced by coating a polyurethane foam template with an alumina-based ceramic slurry, then burning out the foam and sintering the ceramic at 1400–1600°C. The result is a rigid, porous ceramic body that is thermally stable and chemically compatible with molten aluminum at casting temperatures. High-purity alumina grades (90%+ Al₂O₃) are specified for critical aerospace and structural applications.
Q2: How do I know what size ceramic filter to use for aluminum casting?
Filter sizing involves two independent calculations. First, calculate the required face area based on the metal mass, fill time, and maximum flow rate for the chosen PPI grade — typically 0.3–0.5 kg/cm²/second for 20 PPI alumina filters in aluminum. Second, confirm that the standard filter size selected provides adequate head pressure for reliable priming by checking that the available metallostatic head exceeds the priming pressure for that PPI grade. Most foundries use 100×100mm or 150×150mm filters for automotive structural castings, scaling up to 200×200mm for large gravity castings.
Q3: Can ceramic filters be used in high-pressure die casting of aluminum?
Standard ceramic foam filters cannot withstand the metal injection pressures and velocities used in high-pressure die casting (HPDC), which operates at 30–150 MPa injection pressure. Any ceramic foam structure would fracture instantly under these conditions. HPDC aluminum quality management relies instead on vacuum systems, optimized shot profiles, and degassing of the aluminum charge. Ceramic filters are appropriate for gravity die casting, low-pressure die casting (LPDC), semi-permanent mold, investment casting, and sand casting of aluminum.
Q4: How often should ceramic filters be replaced during an aluminum casting run?
Ceramic filters for aluminum casting are single-use consumables — one filter per casting or per mold in multi-cavity tooling. Attempting to reuse a filter after one casting cycle is not recommended because the filter’s pores are at least partially loaded with captured inclusions and the filter structure may be partially degraded. Reuse would release captured inclusions back into the next casting. The economic justification for single-use is straightforward: filter cost is typically a fraction of one percent of casting value.
Q5: What happens if a ceramic filter cracks during aluminum pouring?
If a ceramic filter cracks during the pour, ceramic fragments can enter the mold cavity and become entrapped in the solidified casting. This creates a contamination mode worse than no filtration at all. To prevent this: always inspect filters visually before installation and reject any cracked piece; ensure filters are completely dry before use (moisture causes thermal shock cracking); and use filters rated adequately for the pouring temperature and metallostatic head conditions. SiC filters have better thermal shock resistance than alumina but are not typically used for aluminum due to chemical compatibility concerns.
Q6: What is the difference between 20 PPI and 30 PPI ceramic filters for aluminum?
The PPI number refers to the number of pores per linear inch in the filter structure. A 20 PPI filter has larger pore openings (approximately 1.2–1.5mm diameter) with lower flow resistance and moderate inclusion capture efficiency. A 30 PPI filter has smaller pore openings (approximately 0.7–0.9mm diameter), higher flow resistance, and significantly higher inclusion capture efficiency — particularly for fine inclusions in the 10–50 micron range. For structural aluminum castings where mechanical properties matter, 30 PPI delivers noticeably better results than 20 PPI, with improved elongation and fatigue life in published comparative tests.
Q7: Do ceramic filters for aluminum remove hydrogen gas?
Ceramic foam filters do not directly remove dissolved hydrogen from molten aluminum. Hydrogen removal requires degassing treatment using rotary impeller degassing equipment with inert gas (argon or nitrogen). However, ceramic filters indirectly contribute to hydrogen porosity reduction by removing oxide inclusions that serve as nucleation sites for hydrogen bubble precipitation during solidification, and by damping turbulence that would otherwise incorporate additional moisture-derived hydrogen into the melt during pouring. For complete melt quality, ceramic filtration and degassing should be used together.
Q8: How should ceramic filters for aluminum casting be stored?
Store ceramic foam filters in their original packaging in a dry warehouse environment at ambient temperature, away from sources of moisture including floor condensation. Relative humidity above 70% can cause surface moisture adsorption that leads to thermal shock during the initial metal contact. Do not stack filter cartons more than 5–6 high to prevent compression damage to lower filters. Avoid exposure to oils, lubricants, or chemical fumes that could contaminate the filter surface and interfere with metal wetting. Under proper storage conditions, standard alumina foam filters have a practical shelf life of 18–24 months.
Q9: Are ceramic filters for aluminum casting environmentally regulated?
Used ceramic foam filters from aluminum casting operations are classified as solid industrial waste in most jurisdictions. They contain residual solidified aluminum inclusions within the ceramic structure. In standard regulatory frameworks (EU Waste Framework Directive, US RCRA, Chinese environmental regulations current to 2026), these spent filters are non-hazardous solid waste and can be disposed of in licensed industrial landfill facilities. Some foundries recover metallic aluminum from used filters through secondary processing. The ceramic material itself is chemically inert and does not leach regulated substances.
Q10: Can ceramic filters be customized for unusual aluminum casting configurations?
Yes, custom ceramic foam filter dimensions, shapes, and even custom PPI grades are available from major manufacturers. Common custom requirements include round or oval shapes for specific filter housings, trapezoidal cross-sections for tapered runner geometries, and holes or notches for mechanical retention features. Minimum order quantities for custom shapes typically start at 500–2000 pieces, with 6–12 weeks lead time for initial tooling and first production run. For aluminum billet casting launders, custom filter cassette systems incorporating standard filter elements in custom housing designs are widely available.
Conclusion
Ceramic filters for aluminum casting represent one of the most straightforward and proven quality improvements available to aluminum foundries and casting operations. The physics of inclusion capture, the chemistry of alumina-to-alumina affinity, and decades of production data all point to the same conclusion: a properly specified alumina ceramic foam filter, correctly positioned in a well-designed gating system, delivers measurable and consistent improvements in casting cleanliness, mechanical properties, surface quality, and dimensional consistency.
The practical guidance from this comprehensive review comes down to a few key principles: match the filter material to the alloy chemistry; calculate rather than estimate the required filter size; specify PPI grade based on actual cleanliness requirements rather than cost minimization; design filter seats that eliminate bypass flow; and integrate filtration as one component of a complete melt treatment system that also includes degassing and effective skimming.
At AdTech, we support aluminum casting operations from material specification through installation design and production troubleshooting. The consistent finding across diverse casting applications is that the investment in correct ceramic filtration pays back in reduced scrap, improved property consistency, and the ability to supply quality-certified parts to customers who demand documented melt cleanliness. For any aluminum casting operation where quality matters, ceramic filtration is the right place to start.
