A Keramikfilter für Aluminiumguss ist ein poröses Hochtemperatur-Feuerfestbauteil - meist hergestellt aus Aluminiumoxid (Al₂O₃) in einer netzartigen Schaumstruktur -, das in das Anschnittsystem einer Aluminiumgießform eingesetzt wird, um nichtmetallische Einschlüsse, Oxidschichten und mitgerissene Gase physikalisch aus der Aluminiumschmelze zu entfernen, bevor diese den Formhohlraum füllt. Der Filter fängt schädliche Partikel durch mechanisches Sieben, gewundene Tiefenfiltration und chemische Adhäsion zwischen der Aluminiumoxid-Filteroberfläche und Aluminiumoxid-basierten Einschlüssen in der Schmelze auf. Das messbare Ergebnis ist ein sauberer Aluminiumguss mit deutlich verbesserter Zugfestigkeit, Dehnung, Ermüdungsbeständigkeit und Oberflächenqualität im Vergleich zur ungefilterten Produktion.
Wenn Ihr Projekt den Einsatz von Aluminiumoxid-Keramikschaumfiltern erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Diese Schlussfolgerung ist nicht theoretisch. Wir haben die Daten zur Filtrationsleistung in Aluminiumgießereien in der Automobil-, Luft- und Raumfahrtindustrie sowie im Industrieguss über viele Produktionszyklen hinweg verfolgt, und das Muster ist einheitlich: Richtig spezifizierte und installierte Keramikfilter reduzieren den einschlussbedingten Gussausschuss um 40 bis 80 Prozent, verringern den Porositätsflächenanteil um bis zu 75 Prozent und verbessern die Bruchdehnung bei Strukturlegierungen wie A356 und A357 um 50 bis 80 Prozent. Für Aluminiumgießverfahren, bei denen die mechanischen Eigenschaften nicht verhandelbar sind - Triebwerkskomponenten, Aufhängungsteile, Flugzeugstrukturgussteile - ist die keramische Filtration keine Prozessoption. Sie ist eine Prozessanforderung.
Warum muss geschmolzenes Aluminium gefiltert werden?
Aluminium ist eines der chemisch reaktivsten Konstruktionsmetalle, die in der Industrie verwendet werden. In dem Moment, in dem flüssiges Aluminium mit Sauerstoff in Berührung kommt - was beim Schmelzen, Legieren, Umfüllen und Gießen ständig geschieht -, bildet es spontan und fast sofort Aluminiumoxid (Al₂O₃). Diese thermodynamische Realität bedeutet, dass bei jedem Aluminiumgussverfahren Oxideinschlüsse als natürliches Nebenprodukt des Prozesses selbst entstehen.
Lesen Sie auch: Was ist ein keramischer Schaumstofffilter?
Die Herausforderung besteht nicht darin, die Oxidbildung vollständig zu vermeiden. Das ist unter normalen atmosphärischen Gussbedingungen physikalisch unmöglich. Die Herausforderung besteht darin, zu verhindern, dass diese Oxide und andere nichtmetallische Partikel im Inneren des erstarrten Gussteils eingeschlossen werden, wo sie als Spannungskonzentrationspunkte wirken, den effektiven tragenden Querschnitt verringern und bei zyklischer Belastung Ermüdungsrisse auslösen.
Die Quellen von Einschlüssen in Aluminiumschmelzen
Nichtmetallische Einschlüsse in geschmolzenem Aluminium stammen aus mehreren gleichzeitigen Quellen:
Oxidfilme (Bifilme):
Wenn die Oberflächenoxidhaut auf geschmolzenem Aluminium während des turbulenten Gießens in die Schmelze zurückgefaltet wird, entsteht eine doppelschichtige Oxidstruktur, die als Bifilm bezeichnet wird. Diese sind besonders schädlich, weil die beiden Oxidschichten nicht miteinander verbunden sind und eine innere, nicht verbundene Grenzfläche bilden, die die Ermüdungslebensdauer stark verringert. Forschungen von Professor John Campbell an der Universität Birmingham ergaben, dass Bifilme die Hauptursache für Streuungen in den mechanischen Eigenschaften von Aluminiumgussteilen sind - eine Erkenntnis, die die Sichtweise der Industrie auf die Bedeutung von Turbulenzkontrolle und Filtration grundlegend veränderte.
Partikel aus Aluminiumoxid:
Diskrete Al₂O₃-Partikel im Bereich von wenigen Mikrometern bis zu mehreren hundert Mikrometern bilden sich kontinuierlich auf der Schmelzoberfläche und während der turbulenten Strömung. Sie sammeln sich mit der Zeit in der Schmelze an und verteilen sich im gesamten Gussteil, wenn sie nicht entfernt werden.
Magnesiumoxid und Spinell:
Magnesiumhaltige Aluminiumlegierungen (wie A356, 5xxx-Serie) bilden MgO- und MgAl₂O₄-Spinell-Einschlüsse. Diese sind in Strukturlegierungen besonders schädlich, da sie härter und kantiger sind als reine Aluminiumoxideinschlüsse.
Feuerfeste Erosionsprodukte:
Material, das von Ofenauskleidungen, Gießrinnen, Transferpfannen und Rinnensystemen abplatzt, verunreinigt die Schmelze in der gesamten Transferkette.
Mitgeführtes Wasserstoffgas:
Obwohl es sich nicht um einen festen Einschluss handelt, ist gelöster Wasserstoff die Hauptursache für Porosität in Aluminiumgussteilen. Er gelangt durch Feuchtigkeit in der Ofenatmosphäre, nassen Schrott und Werkzeugkontamination in die Schmelze. Während der Erstarrung scheidet sich Wasserstoff in Form von Gasblasen aus und verursacht Porosität, die das Gussgefüge schwächt. Keramische Schaumstofffilter tragen zum Wasserstoffmanagement bei, indem sie Turbulenzen reduzieren, die Feuchtigkeit aus der Atmosphäre anziehen, und indem sie Oxidschichten entfernen, die als Keimzellen für Porosität dienen.
Sand und Schlacke:
Beim Sandguss entstehen durch die Erosion des Formsandes durch den Metallstrom Quarz- und gebundene Sandeinschlüsse. Krätze - teilweise erstarrtes, mit Oxid vermischtes Metall - kann während des Gießens von der Pfannenoberfläche mitgerissen werden.
Warum herkömmliches Gating-Design allein nicht ausreicht
Gut konzipierte Anschnittsysteme mit Niedriggeschwindigkeitskanälen, Keramikfaserhülsen und Schlackenfängern reduzieren den Einschlussgrad im Vergleich zu schlecht konzipierten Systemen erheblich. Doch selbst das beste Anschnittdesign ohne Filtration kann nicht die Reinheitsgrade von Einschlüssen erreichen, die für moderne sicherheitskritische Aluminiumgussteile erforderlich sind. Der Grund dafür ist einfach: Die Strömungsgeschwindigkeiten in selbst den sorgfältigsten Angusskanälen erzeugen immer noch Turbulenzen, die Oxidschichten bilden können, und keine noch so gute geometrische Gestaltung kann die kontinuierliche Oxidbildung während des gesamten Gießzyklus verhindern.
Die keramische Filtration fügt einen grundlegend anderen Mechanismus hinzu - die physikalische Abscheidung von Partikeln, die bereits in der Schmelze vorhanden sind -, der die Strömungsgestaltung ergänzt, anstatt mit ihr zu konkurrieren.
Wie funktioniert eigentlich ein keramischer Filter für Aluminium?
Die Filtrationsphysik eines keramischen Schaumstofffilters, der in einer Aluminiumgießerei eingesetzt wird, beinhaltet drei gleichzeitige Mechanismen, die auf verschiedenen Partikelgrößenstufen wirken.
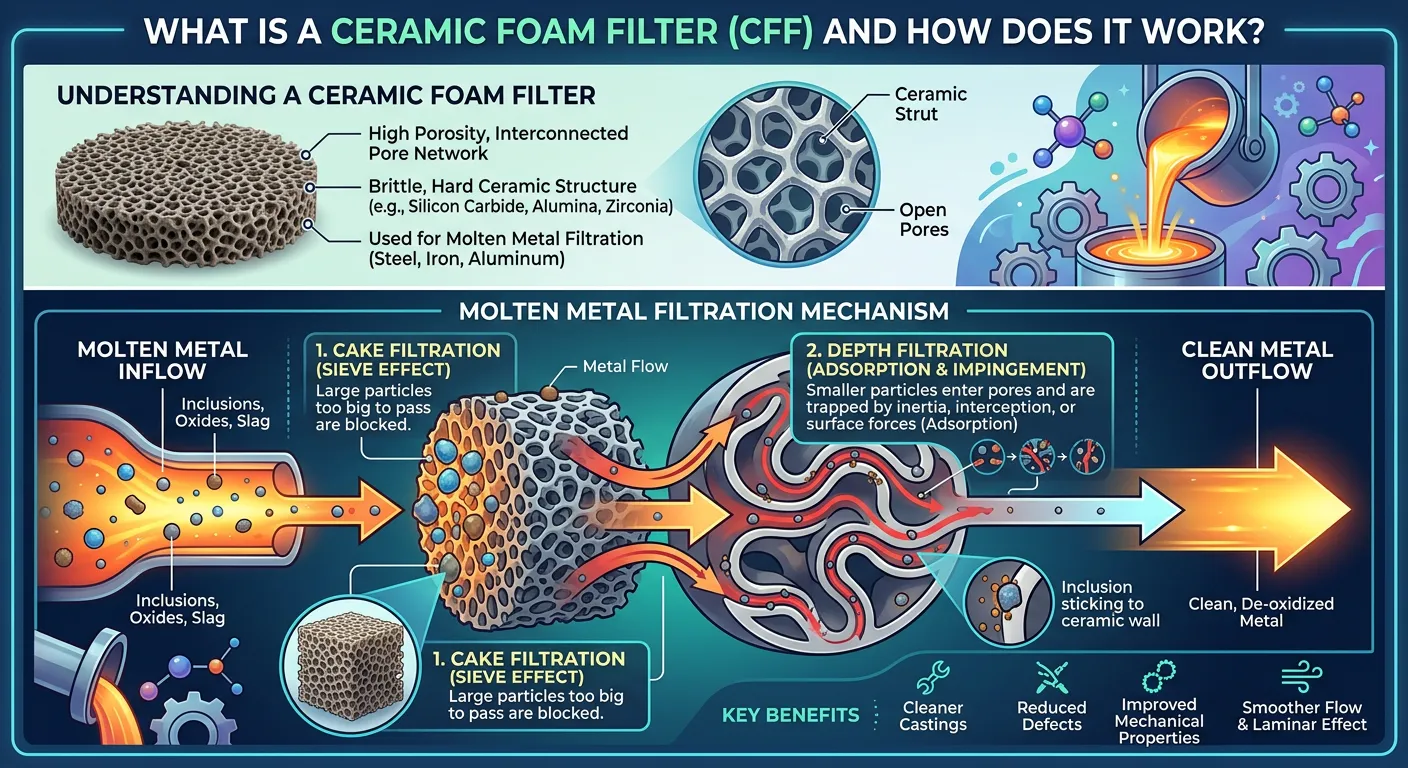
Mechanismus 1: Oberflächenkuchenfiltration
Große Einschlüsse - in der Regel über 100 Mikrometer - werden an der stromaufwärts gelegenen Seite des Filters durch Größenausschluss physisch blockiert. Wenn sich diese Partikel auf der Filterfläche ansammeln, bilden sie eine Filterkuchenschicht, die die effektive Porenöffnung zunehmend verengt und beginnt, kleinere Einschlüsse aufzufangen, als es die ursprüngliche Porengröße des Filters erlauben würde. Dieser Kuchenbildungseffekt bedeutet, dass ein Filter tatsächlich effizienter wird, je mehr Metall ihn passiert, wobei die höchste Effizienz in der zweiten Hälfte des Gusses erreicht wird und nicht in der ersten.
Dies ist eine wichtige praktische Auswirkung: In der Produktion können früh gegossene Gussteile in einer Sequenz einen etwas höheren Gehalt an Einschlüssen aufweisen als spätere Gussteile, da der Filterkuchen noch nicht vollständig entwickelt ist.
Mechanismus 2: Verschlungene Pfade - Tiefenfiltration
Dies ist der Mechanismus, der keramische Schaumstofffilter am deutlichsten von einfacheren Netz- oder Siebalternativen unterscheidet. Die unregelmäßige, dreidimensionale, miteinander verbundene Porenstruktur eines Schaumstofffilters zwingt das geschmolzene Aluminium, einem sich ständig ändernden, nicht linearen Weg durch den Filterkörper zu folgen. Jedes Mal, wenn sich die Strömungsrichtung ändert, werden schwebende Einschlusspartikel durch die Trägheit in Richtung der nächstgelegenen keramischen Strebenoberfläche getragen, anstatt dem gekrümmten Strömungsweg zu folgen.
Die Wahrscheinlichkeit, dass ein Einschlusspartikel bei einer bestimmten Richtungsänderung mit einer Keramikstrebenoberfläche in Kontakt kommt und daran haftet, ist eine Funktion der Partikelgröße, der Strömungsgeschwindigkeit und der physikalischen Eigenschaften der Keramikoberfläche. Statistisch gesehen führen wiederholte Richtungsänderungen über die gesamte Dicke des Filters (typischerweise 22-25 mm) zum Auffangen von Partikeln im Bereich von 10-50 Mikron, die einen einfachen Maschenfilter mit der gleichen Nennöffnungsgröße direkt passieren würden.
Mechanismus 3: Chemische Adhäsion (Affinität von Aluminiumoxid zu Aluminiumoxid)
Die keramische Aluminiumoxid-Oberfläche des Filters weist chemische Ähnlichkeiten mit dem häufigsten Einschlusstyp in Aluminiumlegierungen auf - Aluminiumoxidpartikel und -filme. Diese chemische Ähnlichkeit fördert die bevorzugte Benetzung und Haftung zwischen den Einschlüssen und der Oberfläche der Filterstreben. Sobald ein Einschluss die Aluminiumoxidoberfläche mit niedriger Relativgeschwindigkeit berührt, begünstigen die Bedingungen der Grenzflächenenergie eher die Adhäsion als die Ablösung.
Diese chemische Affinität ist der Hauptgrund dafür, dass Aluminiumoxid-Keramikschaumfilter bei der Aluminiumfiltration besser abschneiden als Siliziumkarbid oder andere nichtoxidische Keramiktypen, selbst wenn beide Materialien die gleiche Porenstruktur und Temperaturbeständigkeit aufweisen.
Die Rolle von Grundierung und Benetzung
Bevor die Filtration beginnt, muss der Filter “geprimert” werden - die Aluminiumschmelze muss die Oberflächenspannung überwinden und die Keramikoberfläche benetzen, um den Durchfluss durch das Porennetzwerk zu initiieren. Der erforderliche Ansaugdruck hängt vom Kontaktwinkel zwischen geschmolzenem Aluminium und der Keramikoberfläche, der Porengröße des Filters (kleinere Poren erfordern einen höheren Ansaugdruck) und der Temperatur ab.
Für Standard-Aluminiumoxid-Keramikschaumfilter in Aluminiumguss:
- Ansaugdruck: ca. 50-120 mm des Aluminiumkopfes (metallostatischer Druck).
- Kontaktwinkel (Al auf Al₂O₃): etwa 70-85° bei typischen Gießtemperaturen.
- Die Benetzung wird durch eine höhere Metalltemperatur und eine sauberere (niedrigere Oxid-) Oberflächenspannung der Schmelze verbessert.
Aus diesem Grund muss die Konstruktion des Anschnittsystems einen ausreichenden Druck an der Filterstelle gewährleisten. Eine unzureichende Druckhöhe führt zu einer unvollständigen Ansaugung, einem unvollständigen Durchfluss durch den Filter und einer möglichen Fehlbefüllung der Form.
Arten von keramischen Filtern für den Aluminiumguss
Beim Aluminiumguss werden drei Hauptkategorien von Keramikfiltern verwendet, die sich in ihren strukturellen Merkmalen, Filtrationsmechanismen und ihrer Eignung für bestimmte Anwendungen unterscheiden.
Keramische Schaumstoff-Filter (CFF)
Der vorherrschende Filtertyp für den Aluminiumguss, der den Großteil des Filterverbrauchs in der weltweiten Aluminiumgussindustrie ausmacht. Ihre dreidimensionale netzartige Struktur bietet den oben beschriebenen gewundenen Filtrationsmechanismus, der sie zur effektivsten Option für die Entfernung feiner Einschlüsse macht.
Struktur: Offenzelliger Schaumstoff mit miteinander verbundenen kugelförmigen Poren, hergestellt nach dem Polymerschaum-Replika-Verfahren.
Effizienz der Filtration: Höchster Wert unter den verfügbaren Filtertypen.
Strömungswiderstand: Mäßig (höher als bei extrudierten Typen bei gleicher nominaler Porengröße).
Temperatur-Grenzwert: Bis zu ca. 1100°C für Standard-Aluminiumoxid-Sorten.
PPI-Bereich: 10 bis 60 PPI für Aluminiumanwendungen.
Extrudierte keramische Filter (Wabenfilter)
Diese Filter werden durch Extrusion von Keramikpaste durch eine Düse hergestellt und haben parallele, gerade Kanäle, die in einem Wabenmuster angeordnet sind. Im Gegensatz zu Schaumstofffiltern bieten sie keine verschlungenen Filtrationswege - das Metall fließt in einer geraden Linie durch die Kanäle.
Struktur: Gerade, parallele Kanäle mit quadratischem oder sechseckigem Querschnitt.
Effizienz der Filtration: Niedriger als beim Schaumstofftyp (nur Oberflächenabsiebung).
Strömungswiderstand: Niedriger als Schaumstofffilter bei gleicher Öffnungsgröße.
Beste Anwendung: Gussteile mit hohem Durchsatz, bei denen der Druckabfall die wichtigste Einschränkung ist.
Gewebte Keramikfaser-Filter
Keramische Fasergewebe, in der Regel aus Aluminiumoxid-Siliziumdioxid-Fasern, die zu einer Gewebestruktur gewebt sind, die hauptsächlich für die Grobschlackenentfernung beim Niederdruck- und Schwerkraftgießen von unkritischen Teilen verwendet wird.
Struktur: Gewebte Fasermatte.
Effizienz der Filtration: Der niedrigste der drei Typen.
Strömungswiderstand: Sehr niedrig
Temperatur-Grenzwert: Bis zu etwa 900°C.
Beste Anwendung: Einfache Durchflussregelung, grobe Schlackenrückhaltung bei unkritischen Anwendungen.
Vergleich von Filtertypen für Aluminiumguß
| Filter Typ | Mechanismus der Filtration | Eingeschlossene Größe Erfasst | Relative Effizienz | Druckabfall | Typische Kosten |
|---|---|---|---|---|---|
| Keramischer Schaumstoff (CFF) | Gewundener Pfad + Kuchen | 10-500+ Mikrometer | Höchste (Referenz) | Mäßig | Mittel |
| Stranggepresste Honigwabe | Nur Oberflächensiebung | 100+ Mikrometer | 30-50% von CFF | Niedrig | Niedrig bis mittel |
| Gewebte Fasermatte | Nur Oberflächensiebung | 200+ Mikrometer | 10-25% von CFF | Sehr niedrig | Niedrig |
| Kombinierte CFF + Faser | Beide Mechanismen | 5-500+ Mikrometer | Höchstmögliche | Höher | Mittel-Hoch |
Aluminiumoxid-Keramik-Schaumstofffilter: Der Industriestandard erklärt
Schaumkeramikfilter aus Aluminiumoxid (Al₂O₃) sind durch die Kombination von Materialeigenschaften, Skalierbarkeit der Herstellung, Kosteneffizienz und bewährter Leistung über Jahrzehnte hinweg zum Industriestandard für die Filtration von Aluminiumguss geworden.
Warum Tonerde das richtige Material für die Aluminiumfiltration ist
Die Eignung von Tonerde als Filtermaterial für die Filtration von Aluminiumschmelzen beruht auf thermodynamischen und chemischen Prinzipien:
Chemische Stabilität in geschmolzenem Aluminium:
Aluminiumoxid ist im Kontakt mit geschmolzenem Aluminium bei Gießtemperaturen (680-800 °C) thermodynamisch stabil. Es löst sich nicht in der Aluminiumschmelze auf, reagiert nicht unter Bildung neuer Phasen, die das Gussteil verunreinigen könnten, und setzt keine chemischen Spezies frei, die die Legierungszusammensetzung oder die mechanischen Eigenschaften beeinträchtigen würden.
Abgestimmte Einschluss-Chemie:
Die primären Einschlüsse in Aluminiumlegierungen sind Aluminiumoxid in verschiedenen Formen. Eine Aluminiumoxid-Filteroberfläche hat dieselbe grundlegende Chemie, die den im vorigen Abschnitt beschriebenen Haftmechanismus fördert. Kein anderes gebräuchliches feuerfestes Material bietet diesen abgestimmten chemischen Vorteil.
Angemessene Temperaturfähigkeit:
Standard-Aluminiumoxidschaumfilter sind für eine Betriebstemperatur von 1100°C ausgelegt, was für die meisten Legierungen einen komfortablen Spielraum oberhalb der maximalen Aluminiumgießtemperatur von etwa 800°C bietet.
Kontrollierte Porosität und Porenstruktur:
Das Aluminiumoxid-Keramiksystem ermöglicht den Herstellern eine präzise Kontrolle der Porengrößenverteilung, der Gesamtporosität und der Strebendicke während der Schlickeraufbereitung und des Sinterns, was die Herstellung von Filtern mit gleichbleibender, wiederholbarer Leistung bei hohen Produktionsmengen ermöglicht.
Physikalische Struktur eines Aluminiumoxidschaumfilters
Bei der mikroskopischen Untersuchung eines Aluminiumoxid-Keramikschaumfilters zeigt sich ein komplexes dreidimensionales Netz aus:
- Keramische Streben: Das feste Aluminiumoxid-“Skelett” mit Durchmessern von 0,1-0,5 mm.
- Porenfenster: Die Öffnungen, die benachbarte Poren verbinden, betragen in der Regel 40-60% des nominalen Porendurchmessers.
- Knotenpunkte: Verbindungspunkte, an denen mehrere Streben zusammentreffen und etwas dickere Strukturelemente bilden.
- Gesamtes Hohlraumvolumen: 75-90% des Filtervolumens ist offener Raum (Porosität).
Diese hohe Porosität ermöglicht es dem geschmolzenen Aluminium, trotz des gewundenen Weges mit akzeptablen Raten durch den Filter zu fließen, während die hohe spezifische Oberfläche des Strebennetzes eine große Fläche für die Aufnahme von Einschlüssen bietet.
Herstellung von Aluminiumoxidschaumfiltern Qualitätsfaktoren
Die Leistung eines Aluminiumoxid-Keramikschaumfilters hängt entscheidend von der Herstellungsqualität in mehreren Stufen ab:
Homogenität des Schlamms:
Durch die ungleichmäßige Verteilung des Schlickers während der Imprägnierung entstehen Bereiche mit dickerer und dünnerer Keramikbeschichtung auf den Schaumstoffschablonenstreben. Dicke Bereiche verringern die effektive Porengröße; dünne Bereiche führen zu schwachen Streben, die bei Temperaturschocks brechen können.
Konsistenz der Sintertemperatur:
Zu wenig gesintertes Aluminiumoxid hat eine unzureichende Strebenfestigkeit und kann während des Betriebs Keramikpartikel in die Schmelze abgeben. Übersintertes Aluminiumoxid kann die Oberflächenporen schließen und die spezifische Oberfläche für die Aufnahme von Einschlüssen verringern. Eine strenge Kontrolle der Ofentemperatur (±15°C) über die gesamte Filtercharge ist ein Zeichen für eine qualitativ hochwertige Herstellung.
Gleichmäßigkeit der Poren:
Ein Filter mit großen Schwankungen in der Zellgröße über die gesamte Fläche schafft bevorzugte Strömungskanäle durch die größten Poren und umgeht die kleineren Poren, die die höchste Filtrationsleistung bieten. Premium-Hersteller erreichen eine Gleichmäßigkeit der Zellgröße von ±10-15%.
PPI-Bewertungen für Aluminiumfiltration: Die Wahl der richtigen Qualität
Die Poren pro Zoll (PPI) sind der wichtigste Spezifikationsparameter für Aluminiumgussfilter, da sie direkt das Gleichgewicht zwischen Filtrationseffizienz und Metallflusswiderstand bestimmen.
Verfügbare PPI-Sorten für Aluminiumguß
| PPI-Bewertung | Ca. Porendurchmesser | Filtrationsgrad | Metallflusswiderstand | Empfohlene Anwendung |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Nur grob | Sehr niedrig | Große Sandgussstücke, nicht-strukturelle Teile |
| 15 PPI | 1,8-2,2 mm | Grob-Mittel | Niedrig | Allgemeiner Schwerkraftguss, Barrenherstellung |
| 20 PPI | 1,2-1,5 mm | Mittel | Gering-Mäßig | Nicht sicherheitsrelevante Automobilteile, Gehäuse |
| 25 PPI | 0,9-1,1 mm | Mittel-Hoch | Mäßig | Strukturelle Automobilteile, A356-Anwendungen |
| 30 PPI | 0,7-0,9 mm | Hoch | Mäßig-hoch | Luft- und Raumfahrtstruktur, sicherheitskritische Automobiltechnik |
| 40 PPI | 0,5-0,65 mm | Sehr hoch | Hoch | Hochwertige Gussteile für die Luft- und Raumfahrt, medizinische Geräte |
| 50 PPI | 0,4-0,5 mm | Maximale kommerzielle | Sehr hoch | Superalloy-äquivalente Sauberkeitsanforderungen |

Wie man PPI auswählt: Der praktische Entscheidungsprozess
Wir haben einen einfachen Entscheidungsprozess für die Auswahl von Aluminiumgussfiltern entwickelt, der für alle Schwerkraft-, Niederdruck- und Semi-Permanent-Kokillengussverfahren gilt:
Schritt 1: Definieren Sie die Sauberkeitsspezifikation:
Welchen Einschlussgrad verlangt die Gießereispezifikation? ASTM B594 Einschlussgrad? Einen bestimmten Grenzwert für den K-Wert (reduzierter Drucktest)? Eine Untergrenze für die Ermüdungslebensdauer? Das Reinheitsziel bestimmt die Mindestanforderung für den PPI.
Schritt 2: Berechnen Sie den verfügbaren Kopfdruck:
Messen oder berechnen Sie die metallostatische Druckhöhe, die an der Filterstelle im Anschnittsystem verfügbar ist (in mm Aluminium). Vergleichen Sie dies mit dem erforderlichen Ansaugdruck für die gewählte PPI-Klasse. Wenn die verfügbare Druckhöhe gering ist, gehen Sie eine PPI-Stufe zurück und kompensieren Sie dies mit einer größeren Filterfläche.
Schritt 3: Berechnen Sie die erforderliche Filterfläche:
Dividieren Sie das Gesamtgewicht des Gussteils (in kg) durch die Füllzeit (in Sekunden) und die maximale empfohlene Durchflussmenge für die gewählte PPI-Klasse. Daraus ergibt sich die minimale Filterfläche in cm².
Schritt 4: Wählen Sie die Standardfiltergröße:
Wählen Sie die kleinste Standardabmessung des Filters, die der berechneten Mindestfläche entspricht oder diese übertrifft, wobei quadratische oder rechteckige Formate zu bevorzugen sind, die zu den Standard-Filtersitzwerkzeugen passen.
Schritt 5: Validierung durch Probeabgüsse:
Führen Sie bei neuen Anwendungen einen Probelauf mit dem ausgewählten Filter durch und bewerten Sie die Gussquerschnitte metallografisch. Passen Sie den PPI nach oben oder unten an, je nachdem, wie hoch die Einschlüsse in den Probeabgüssen sind.
Technische Eigenschaften und Leistungsspezifikationen
Einkaufs- und Entwicklungsteams müssen keramische Filter anhand einer standardisierten Reihe von messbaren Eigenschaften bewerten. In der nachstehenden Tabelle sind die wichtigsten technischen Parameter und ihre Bedeutung aufgeführt:
Physikalische und strukturelle Eigenschaften
| Eigentum | Prüfverfahren | Typischer Bereich (Tonerde CFF) | Bedeutung |
|---|---|---|---|
| Schüttdichte | ISO 5017 | 0,28-0,42 g/cm³ | Geringere Dichte = höhere Porosität = besserer Durchfluss |
| Gesamtporosität | Archimedes-Verfahren | 75-90% | Wirkt sich direkt auf den Strömungswiderstand aus |
| Spezifische Oberfläche | BET-Methode | 0,3-1,2 m²/g | Größere Fläche = mehr Einschlussstellen |
| Kaltdruckfestigkeit | ASTM C133 | 0,8-2,5 MPa | Handhabungsfestigkeit, Installationssicherheit |
| Gleichmäßigkeit der Porengröße | Methode der Zellzählung | ±15% des nominalen PPI | Konsistenz der Flussverteilung |
| Al₂O₃-Gehalt | XRF-Analyse | 85-99% | Höhere Reinheit = bessere chemische Stabilität |
Thermische Eigenschaften
| Eigentum | Wertebereich | Anmerkungen |
|---|---|---|
| Maximale Betriebstemperatur | 1050-1100°C (Standard) | Weit über dem Aluminium-Gießbereich |
| Widerstandsfähigkeit gegen thermische Schocks | 3-6 schnelle Zyklen (Raumtemperatur bis 1000°C) | Entscheidend für die Integrität des Startvorgangs |
| Wärmeleitfähigkeit | 0,3-0,8 W/m-K | Geringe Leitfähigkeit begrenzt Temperaturverluste |
| Wärmeausdehnungskoeffizient | 7-9 × 10-⁶ /°C | Muss bei der Konstruktion des Filtersitzes berücksichtigt werden |
Metriken zur Filtrationsleistung
K-Wert (Prüfung mit reduziertem Druck):
Der K-Wert quantifiziert die wasserstoffbedingte Porosität in Aluminium, indem er die Dichte einer unter reduzierten Druckbedingungen erstarrten Probe misst. Gefiltertes Aluminium erreicht in der Regel K-Werte von 1-3 im Vergleich zu 5-15 für ungefilterte Schmelze unter gleichen Bedingungen.
Bifilm-Index:
Eine aus der Vakuumverfestigungsprüfung entwickelte Kennzahl, die die Gesamtfläche des in einer Probe vorhandenen Oxidbifilms quantifiziert. Die keramische Filtration reduziert den Bifilm-Index in der Produktion von Aluminiumlegierungen um 50-80%.
PoDFA-Bewertung:
Die Prefil-Footprinter-Analyse liefert einen quantitativen Einschlussgehalt in mm²/kg Metall. Für hochwertige Aluminiumgussteile können maximale PoDFA-Werte von 0,10-0,20 mm²/kg angegeben werden, die nur mit einer Schaumkeramikfiltration mit hohem PPI-Wert in Verbindung mit einer wirksamen Entgasung erreicht werden können.
Welche Einschlüsse werden durch Aluminiumgussfilter entfernt?
Das Wissen um die spezifischen Einschlussarten, die von Keramikfiltern erfasst werden, hilft Ingenieuren bei der Rechtfertigung von Filtrationsinvestitionen und der Fehlersuche bei Gussfehlern.
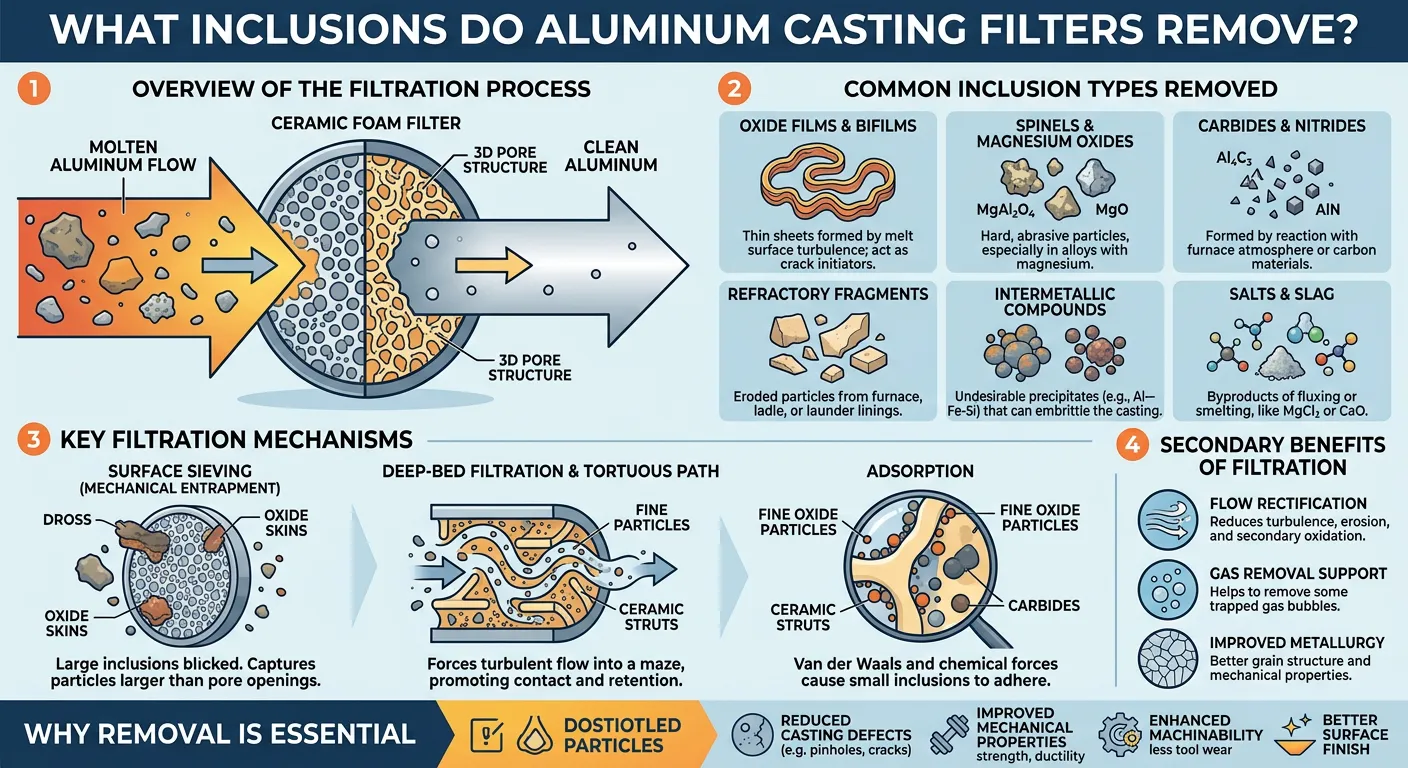
Klassifizierung von Einschlüssen in Aluminiumlegierungen
| Einschluss Typ | Zusammensetzung | Größenbereich | Primäre Quelle | Filter Erfassungsrate |
|---|---|---|---|---|
| Aluminiumoxid-Filme (Bifilme) | Al₂O₃ | 0,1-50 mm (planar) | Turbulentes Gießen, Transfer | 60-85% |
| Diskrete Tonerdepartikel | α-Al₂O₃, γ-Al₂O₃ | 1-200 μm | Oxidation im Ofen, Krätze | 70-90% |
| Spinell-Einschlüsse | MgAl₂O₄ | 5-100 μm | Mg-haltige Legierungen | 65-85% |
| Siliziumoxid-Teilchen | SiO₂ | 10-500 μm | Formenerosion (Sandguss) | 80-95% |
| Intermetallisches Eisen | Al₃Fe, Al₅FeSi | 10-2000 μm | Kontamination mit Eisen | 60-80% |
| Feuerfeste Fragmente | Verschiedene | 50-5000 μm | Schöpfkelle, Läufererosion | 90-99% |
| Mitgeschleppte Krätze | Gemischtes Oxid/Metall | 100-5000 μm | Turbulenzen an der Pfannenoberfläche | 85-95% |
| Karbidteilchen | Al₄C₃ | 1-50 μm | Verunreinigung von Kohlenstoffwerkzeugen | 50-70% |
Der Sonderfall der Bifilmeinschlüsse
Bifilm-Einschlüsse verdienen besondere Aufmerksamkeit, da sie die schädlichste Art von Einschlüssen in strukturellen Aluminiumgussteilen sind und sich am schwersten entfernen lassen. Ein Bifilm besteht aus zwei gefalteten Oxidfilmschichten mit einer unverbundenen Grenzfläche zwischen ihnen. Diese unverbundene Grenzfläche wirkt wie ein bereits vorhandener Riss im Gussgefüge.
Die Herausforderung bei der Bifilm-Filtration besteht darin, dass es sich bei den Bifilmen um dünne, flache Strukturen handelt, die sich mit der Strömungsrichtung ausrichten und die Filterporen mit der Kante nach oben passieren können, bevor sie sich stromabwärts des Filters wieder öffnen. Aus diesem Grund ist die Turbulenzdämpfung durch den Filter - die Umwandlung einer turbulenten Strömung in eine laminare Strömung - für die Verbesserung der Ermüdungseigenschaften des Gussstücks mindestens ebenso wichtig wie die direkte Abscheidung von Bifilmen.
Der effektivste Ansatz für das Bifilm-Management kombiniert die keramische Schaumstofffiltration (zum Auffangen und zur Regulierung des Durchflusses) mit der Entgasung (Wasserstoffentfernung reduziert den Gasdruck im Inneren der Bifilme, der sie offen hält) und der Verringerung der Gussturbulenzen im Design des Anschnittsystems.
Wie keramische Filter die mechanischen Eigenschaften des Aluminiumgusses verbessern
Der Zusammenhang zwischen keramischer Filtration und verbesserten mechanischen Eigenschaften von Aluminiumgussteilen wird durch umfangreiche veröffentlichte Forschungs- und Produktionsdaten belegt.
Quantifizierte Eigentumsverbesserungen
| Mechanische Eigenschaften | Ungefiltert A356-T6 | 20 PPI-Filter | 30 PPI-Filter | 40 PPI-Filter |
|---|---|---|---|---|
| Endgültige Zugfestigkeit (MPa) | 215 | 235 | 248 | 258 |
| 0.2% Streckgrenze (MPa) | 165 | 172 | 178 | 182 |
| Bruchdehnung (%) | 4.5 | 5.8 | 7.2 | 8.4 |
| Ermüdungsfestigkeit bei 10⁷ Zyklen (MPa) | 58 | 74 | 88 | 96 |
| Charpy-Schlagenergie (J) | 8.2 | 10.4 | 13.1 | 15.3 |
| Brinell-Härte (HB) | 85 | 88 | 90 | 91 |
Aggregierte Daten aus veröffentlichten metallurgischen Studien und der AdTech-Produktionsüberwachung, 2020-2025.
Warum die Streuung von Immobilien durch Filtration abnimmt
Einer der wirtschaftlich bedeutendsten Vorteile der keramischen Filtration, dem weniger Aufmerksamkeit geschenkt wird als der Verbesserung der durchschnittlichen Eigenschaften, ist die Verringerung der Streuung der Eigenschaften (Standardabweichung). Ungefilterte Aluminiumgussteile weisen aufgrund der zufälligen Verteilung von Einschlüssen große Schwankungen der mechanischen Eigenschaften zwischen einzelnen Gussteilen und zwischen verschiedenen Stellen innerhalb desselben Gussteils auf.
Die Filterung erhöht nicht nur die durchschnittlichen Eigenschaften, sondern komprimiert auch die Verteilung der Eigenschaften zum oberen Ende hin. Diese engere Eigenschaftsverteilung ermöglicht es den Konstrukteuren, höhere Mindesteigenschaftswerte in den Strukturberechnungen zu verwenden, ohne die Sicherheitsfaktoren zu erhöhen, was entweder leichtere Konstruktionen (unter Verwendung der höheren zulässigen Eigenschaften) oder zuverlässigere Konstruktionen (unter Verwendung der geringeren Wahrscheinlichkeit von Eigenschaftsausreißern) ermöglicht.
In Qualifizierungsprogrammen für die Luft- und Raumfahrt ist diese geringere Streuung oft ebenso wichtig wie die verbesserten Durchschnittswerte für das Bestehen der Anforderungen für die Ermüdungszertifizierung.
Verbesserungen der Oberflächenqualität
Abgesehen von den internen mechanischen Eigenschaften verbessert die keramische Filtration die Oberflächenbeschaffenheit von Aluminiumgussteilen durchweg:
- Verringerung der Lochfraßbildung an der Oberfläche durch unterirdische Oxideinschlüsse.
- Verringerung der nach der Oberflächenbearbeitung sichtbaren Oxidschichtspuren.
- Verbesserung der Maßhaltigkeit durch Verringerung der lokalen Schrumpfung in Verbindung mit Oxidschichtclustern.
Gießereien, die Aluminiumteile für sichtbare Automobilanwendungen (Zierräder, Karosserieteile) herstellen, berichten, dass die keramische Filtration die mit Oberflächenfehlern verbundenen kosmetischen Ausschussraten erheblich reduziert.
Anwendungsmethoden: Wo und wie man Aluminiumgussfilter einbaut
Die Platzierung des Filters innerhalb des Anschnittsystems ist ebenso wichtig wie die Auswahl des Filters. Durch eine falsche Positionierung werden die Leistungsvorteile selbst des am genauesten spezifizierten Filters zunichte gemacht.

Standard-Filterpositionen in Aluminiumverschlusssystemen
Position 1: Angussbasis (Angussmulde)
Die Platzierung des Filters an der Basis des Angusses fängt Einschlüsse früh im Fließweg ein, setzt den Filter jedoch der höchsten Aufprallgeschwindigkeit von allen Positionen aus. Der anfängliche Metallstrom trifft mit maximaler kinetischer Energie ein, was das Risiko eines thermischen Schocks und potenzieller Turbulenzen stromabwärts des Filters mit sich bringt, wenn der Anguss nicht so ausgelegt ist, dass er den gefilterten Strom reibungslos aufnehmen kann.
Geeignet für: Große Gussteile mit hohem metallostatischen Kopf, robuste Filtersorten.
Position 2: Horizontale Laufschiene
Die häufigste Filterposition beim Aluminiumguss. Der Filter sitzt in einem Sitz, der maschinell bearbeitet oder in die Angussleiste geformt wird, normalerweise in einem speziellen Filterdruckbereich. Das Metall trifft mit einer geringeren Geschwindigkeit ein als an der Angussbasis, was das Risiko von Temperaturschocks verringert. Der Filter hat eine ausreichende Kontaktfläche mit den Angusswänden, um einen stabilen Sitz zu gewährleisten, und die stromabwärts gelegene Angussgeometrie kann optimiert werden, um eine laminare Strömung nach der Filtration aufrechtzuerhalten.
Geeignet für: Die meisten Schwerkraft- und Niederdruck-Aluminiumgussanwendungen.
Position 3: Ingate Position
Die Positionierung des Filters am Anschnitt - dem letzten Eintrittspunkt in den Formhohlraum - maximiert die Länge des Fließweges, über den stromaufwärts entfernte Einschlüsse nicht wieder in die Schmelze gelangen können, bevor sie das Gussteil erreichen. Diese Position bietet jedoch die kleinste verfügbare Filterfläche (begrenzt durch die Abmessungen des Anschnitts) und die höchste Fließgeschwindigkeit pro Filterfläche.
Geeignet für: Dünnwandige Gussstücke, bei denen die Aufrechterhaltung der Metalltemperatur kritisch ist, kleine Gussstücke.
Position 4: Filter in der Rinne (Strangguss)
Beim Stranggießen von Aluminiumknüppeln und -brammen werden Schaumkeramikfilter im Rinnensystem positioniert - der Rinne, die das Metall vom Ofen oder Warmhaltebehälter zur Gießform befördert. Diese Rinnenfiltration wird häufig mit einer Inline-Entgasungseinheit für eine umfassende Schmelzebehandlung kombiniert.
Anforderungen an den Filtersitz
Der Filtersitz ist die dimensionale Aussparung, die den Filter im Anschnittsystem positioniert und hält. Kritische Konstruktionsparameter:
Sitztiefe: Die Tiefe der Sitzvertiefung sollte 50-70% der Filterdicke betragen. Bei unzureichender Tiefe kann der Filter während des Gießens wackeln oder sich bewegen; eine zu große Tiefe verhindert den richtigen Sitzkontakt.
Dichtung passen: Der Abstand zwischen Filterrand und Sitzwand sollte 0,5-1,0 mm nicht überschreiten. Größere Abstände ermöglichen es, dass Metall um die Filterkante herumfließt und die Filterung vollständig umgeht. Dieses Bypass-Problem tritt in der Produktion weit häufiger auf, als den meisten Gießereien bewusst ist.
Nachgelagerte Unterstützung: Der dem Filter nachgeschaltete Kanalboden muss auf mindestens 20-30% der Filterfläche aufliegen, um ein Brechen unter hydraulischem Druck zu verhindern.
Entlüftung: Eine kleine Entlüftungsöffnung (2-3 mm) an der stromabwärts gelegenen Seite des Filtersitzes ermöglicht das Entweichen von eingeschlossener Luft während des anfänglichen Metallanstiegs und verhindert so einen Lufteinschluss, der das Ansaugen des Filters verzögert.
Checkliste für die Filterinstallation
| Schritt | Aktion | Zweck |
|---|---|---|
| Vor der Installation | Filter auf Risse und Schäden untersuchen | Verhindern der Kontamination von Fragmenten |
| Vor der Installation | Prüfen Sie, ob die Abmessungen des Filters mit der Sitzzeichnung übereinstimmen. | Richtigen Sitzplatz sicherstellen |
| Vor der Installation | Sicherstellen, dass der Filter trocken ist (keine Feuchtigkeit) | Verhinderung von Thermoschockbrüchen |
| Einrichtung | Bei der Handhabung saubere Handschuhe tragen | Verhinderung von Ölverschmutzung der Filteroberfläche |
| Einrichtung | Filter fest in die Aussparung einsetzen | Verhindern Sie Bewegungen während des Gießens |
| Einrichtung | Überprüfen Sie, dass kein Bypass-Spalt an den Filterkanten vorhanden ist. | Sicherstellen, dass das gesamte Metall den Filter passiert |
| Vor dem Ausgießen | Ausreichenden Druck über dem Filter bestätigen | Sicherstellung einer zuverlässigen Ansaugung |
| Nach dem Gießen | Verwendete Filter auf Einschlussbelastung prüfen | Qualitätsüberwachung und Prozessverbesserung |
Kompatibilität von Aluminiumlegierungen und Filterauswahl nach Anwendung
Verschiedene Aluminiumlegierungsfamilien erzeugen unterschiedliche Einschlusspopulationen mit unterschiedlichen Eigenschaften, die maßgeschneiderte Filterspezifikationen erfordern.
Filterempfehlungen nach Legierung und Anwendung
| Legierung Familie | Typische Legierungen | Primäre Einschlüsse | Empfohlener PPI | Filter-Notizen |
|---|---|---|---|---|
| Al-Si-Mg (gegossen) | A356, A357, 357 | Al₂O₃, MgAl₂O₄ | 25-40 PPI | Filter aus hochreinem Aluminiumoxid bevorzugt |
| Al-Si (Guss) | 319, 380, 413 | Al₂O₃, FeAl₃ | 20-30 PPI | Standard Tonerde CFF |
| Al-Cu (Guss) | 201, 204, 206 | Al₂O₃, CuAl₂ | 30-40 PPI | Hohe Sauberkeit erforderlich |
| Al-Zn (Guss) | 712, 713, 771 | Al₂O₃, ZnO | 20-30 PPI | Standard Tonerde CFF |
| 1xxx (geschmiedet) | 1050, 1100 | Al₂O₃-Filme | 30-50 PPI | Verwendung in Knüppelgießrinnen |
| 2xxx (geschmiedet) | 2024, 2014 | Al₂O₃, CuAl₂ | 30-40 PPI | Sauberkeit wie in der Luft- und Raumfahrt |
| 5xxx (geschmiedet) | 5052, 5083 | Al₂O₃, MgO, Spinell | 30-40 PPI | Hohe Spinellbelastung - Filterkapazität prüfen |
| 6xxx (geschmiedet) | 6061, 6063 | Al₂O₃, Mg₂Si | 25-40 PPI | Extrusion von Knüppeln, Rinnenfiltration |
| 7xxx (geschmiedet) | 7075, 7050 | Al₂O₃, MgZn₂ | 40-50 PPI | Höchste Sauberkeitsanforderung |
Besondere Erwägung: Recycelte Aluminium-Legierungen
Gussteile, die aus recyceltem Aluminiumeinsatz hergestellt werden, weisen in der Regel eine wesentlich höhere Belastung durch Einschlüsse auf als Primäraluminium, da Schrottmaterialien Oberflächenoxide, Beschichtungen, Schmiermittel und Verunreinigungen einbringen, die beim Schmelzen Einschlüsse erzeugen. Wir empfehlen stets, die PPI-Werte der Filter um 5-10 PPI im Vergleich zu den Spezifikationen für Primärlegierungen zu erhöhen, wenn recyceltes Chargenmaterial verwendet wird, und die Filter häufiger auszutauschen (alle 2-3 Gussteile statt alle 5-8 Gussteile), um ein vorzeitiges Verstopfen der Filter zu verhindern.
Vergleich von Keramikfiltern mit anderen Aluminium-Filtertechnologien
Keramische Schaumstofffilter arbeiten nicht isoliert. Sie sind ein Bestandteil eines umfassenden Qualitätsmanagementsystems für Aluminiumschmelzen.
Vergleich von Aluminiumfiltrations- und Schmelzbehandlungstechnologien
| Technologie | Primäre Funktion | Einschluss Entfernung | Wasserstoff-Entfernung | Kapitalkosten | Betriebskosten |
|---|---|---|---|---|---|
| Keramischer Schaumstofffilter | Entfernung von festen Einschlüssen | Ausgezeichnet | Minimal | Sehr niedrig | Niedrig (Verbrauchsmaterial) |
| Rotations-Entgasungseinheit | H₂-Entfernung + Flotation | Mäßig | Ausgezeichnet | Mittel | Niedrig bis mittel |
| Inline-Entgasung (LARS) | H₂-Entfernung + Flotation | Mäßig | Ausgezeichnet | Hoch | Mittel |
| Flussmittelbehandlung | Krätzeentfernung, Chemie | Gut | Begrenzt | Sehr niedrig | Niedrig |
| Elektromagnetisches Rühren | Durchflusskontrolle | Indirekt | Keine | Hoch | Mittel |
| Tiefbettfiltration | Entfernung von festen Einschlüssen | Ausgezeichnet | Keine | Hoch | Hoch |
| Absetzen (Tundish) | Absetzen von groben Partikeln | Begrenzt | Keine | Niedrig | Sehr niedrig |
| Verfeinerung des Korns | Kontrolle der Mikrostruktur | Keine | Keine | Niedrig | Niedrig |
Die optimale Abfolge der Schmelzbehandlung
Nach unserer Erfahrung mit hochwertigen Aluminiumgießereien wird die höchste Gussqualität durch eine sequenzielle Schmelzbehandlung erreicht:
- Behandlung im Ofen: Flussmittelzugabe und Krätzeentfernung am Ofen.
- Entgasung: Drehflügelentgasung zur Entfernung von gelöstem Wasserstoff und Schwimmstoffeinschlüssen.
- Abrechnung: Kurze Haltezeit, damit aufgeschwemmte Einschlüsse an die Oberfläche gelangen können.
- Abschöpfen: Manuelle oder automatische Krätzeentfernung von der Schmelzoberfläche.
- Umfüllen und Filtrieren: Ein keramischer Schaumstofffilter im Anschnittsystem fängt während des Gießens verbleibende feine Einschlüsse auf.
Jede Stufe zielt auf einen anderen Aspekt der Schmelzequalität ab. Die keramische Filtration ist der letzte und präziseste Schritt - sie entfernt, was in den früheren Stufen nicht erfasst wurde, insbesondere die feinen Oxidpartikel und Bifilmfragmente, die durch Entgasung und Abschöpfung nicht erfasst werden können.
Qualitätsstandards und Prüfungen für Aluminiumgussfilter
Anwendbare Normen für Aluminiumguss-Keramik-Filter
| Standard | Organisation | Umfang |
|---|---|---|
| GB/T 25139-2010 | Chinesischer Nationaler Standard | Keramische Schaumstofffilter für den Guss von Aluminiumlegierungen |
| ASTM B594 | ASTM International | Sauberkeit von Aluminium-Knetlegierungen |
| ISO 8840 | ISO | Feuerfeste Produkte - Fugenmörtel (Filtergehäuse) |
| EN 1371-1 | Europäische Norm | Flüssigkeitseindringprüfung für Gussteile |
| ASTM E1245 | ASTM International | Einschlussanalyse von Stahlgussteilen (anpassbar für Al) |
| AMS 2175 | SAE Luft- und Raumfahrt | Gussstückklassifizierung und Inspektionsanforderungen |
| NADCA 305 | Nordamerikanischer Druckgießerverband | Sauberkeitsstandards für Aluminiumguss |
Protokoll der Filterabnahmeprüfung
Bei kritischen Aluminiumgussanwendungen - Luft- und Raumfahrt, Sicherheitssysteme in der Automobilindustrie, medizinische Geräte - sollte die Eingangsprüfung von Filtern umfassen:
Sichtprüfung (100% der Filter):
Untersuchen Sie alle Filterflächen und -kanten auf Risse, unvollständige Keramikbeschichtung (blanke Schaumstoffbereiche), geschlossene Poren und sichtbare Verunreinigungen. Jeder Filter, der Risse jeglicher Größe aufweist, muss zurückgewiesen werden. Partielle Beschichtungsbereiche von mehr als 5 mm × 5 mm sind bei kritischen Anwendungen ein Grund für die Ablehnung.
Maßkontrolle (Muster 5-10%):
Messen Sie Länge, Breite, Dicke und Rechtwinkligkeit (Eckwinkel) anhand der Zeichnungstoleranzen. Typische zulässige Toleranzen: ±2 mm für Länge und Breite, ±1 mm für die Dicke.
Gewichtskonsistenz (Probe 5-10%):
Das Filtergewicht korreliert mit der Dichte der Keramikbeschichtung und der Konsistenz der Porenstruktur. Signifikante Gewichtsausreißer (>±10% vom Chargendurchschnitt) deuten auf Unstimmigkeiten bei der Herstellung hin.
Druckprüfung (1-2% Probe oder nach vereinbartem AQL):
Die Prüfung der Kaltdruckfestigkeit bestätigt eine ausreichende Verarbeitungsfestigkeit und Keramikqualität.
Rückverfolgbarkeit der Partie:
Verlangen Sie Chargennummern und Herstellungsdatum auf allen Filtersendungen. Verknüpfen Sie Produktionsaufzeichnungen mit bestimmten Gussteilen für eine vollständige Rückverfolgbarkeit in der Lieferkette bei Luft- und Raumfahrtanwendungen.
Überlegungen zu Beschaffung und Einkauf im Jahr 2026
Marktübersicht und Hauptlieferanten
Der globale Markt für keramische Schaumstofffilter wird bis 2026 weiter wachsen, angetrieben durch den wachsenden Aluminiumanteil in der Automobilindustrie (Batteriegehäuse für Elektrofahrzeuge, Strukturkomponenten, Teile für das Wärmemanagement) und die strengen Qualitätsanforderungen von Kunden aus der Luft- und Raumfahrt. Der Markt ist segmentiert zwischen:
Tier-1-Lieferanten: Hersteller mit vollständiger vertikaler Integration vom Rohmaterial bis zum fertigen Filter, ISO 9001-zertifiziert, mit speziellen F&E-Kapazitäten und technischer Anwendungsunterstützung. Die Produkte verfügen über eine vollständige Dokumentation und sind für die Luft- und Raumfahrt und sicherheitskritische Anwendungen geeignet.
Tier-2-Lieferanten: Hersteller, die Standardqualitäten zu wettbewerbsfähigen Preisen herstellen, die für nicht sicherheitskritische Anwendungen in der Industrie und im Automobilbau geeignet sind.
Regionale Vertriebspartner: Wir haben Standardgrößen von mehreren Herstellern auf Lager und bieten schnelle Lieferung, aber nur begrenzten technischen Support und Rückverfolgbarkeitsdokumentation.
Preisreferenz (April 2026)
| Filter Größe | PPI Note | Material | Ungefährer Stückpreis (USD) |
|---|---|---|---|
| 50 × 50 × 22 mm | 20 PPI | Tonerde | $0.12-0.35 |
| 75 × 75 × 22 mm | 20 PPI | Tonerde | $0,25-0,60 |
| 100 × 100 × 22 mm | 20 PPI | Tonerde | $0.45-1.10 |
| 100 × 100 × 22 mm | 30 PPI | Tonerde | $0.55-1.30 |
| 150 × 150 × 22 mm | 30 PPI | Tonerde | $1.20-2.80 |
| 200 × 200 × 25 mm | 30 PPI | Tonerde | $2.50-5.50 |
| 100 × 100 × 22 mm | 40 PPI | Hochreine Tonerde | $0.90-2.20 |
Die Preise sind Richtwerte und variieren je nach Auftragsvolumen, Lieferregion und Rohstoffmarktbedingungen im Jahr 2026 erheblich.
Wichtige Beschaffungsfragen an die Lieferanten
- Wie hoch ist der Al₂O₃-Gehalt Ihres Filtermaterials, überprüft durch XRF-Tests?
- Legen Sie jeder Sendung chargenspezifische Konformitätsbescheinigungen bei?
- Wie ist die Konsistenz der Porengrößenverteilung von Charge zu Charge?
- Wie hoch ist Ihre maximale Betriebstemperatur, die durch Tests nachgewiesen wurde (nicht geschätzt)?
- Können Sie Daten zur Temperaturwechselbeständigkeit für Ihre Aluminiumoxid-Sorte angeben?
- Wie hoch sind Ihre Mindestbestellmengen für Standard- und Sondergrößen?
- Was ist Ihre Standardvorlaufzeit für Lagergrößen und Sondermaße?
- Bieten Sie Probemuster an, bevor Sie einen Vertrag über die Lieferung der gesamten Produktion abschließen?
Analyse der Gesamtbetriebskosten (Total Cost of Ownership)
Der Stückpreis eines Keramikfilters macht nur einen kleinen Teil der gesamten wirtschaftlichen Auswirkungen der Filtrationsentscheidung aus. Eine genauere Bewertung der Beschaffung beinhaltet:
Kosten ohne Filtration (jährliche Schätzung für eine mittelgroße Automobilgießerei):
- Einschlussbedingter Gussbruch: 3-8% des Produktionswertes.
- Ablehnung der Bearbeitung bei unterirdischen Einschlüssen: 1-3% des Produktionswertes.
- Gewährleistungsansprüche aufgrund von Feldausfällen: sehr unterschiedlich, aber potenziell bedeutend.
- Kundenprämie für Qualitätszertifizierung: Umsatzverluste ohne Filtrationsqualifikation.
Kosten mit Keramikfiltration:
- Kosten für Filterverbrauchsmaterial: typischerweise 0,5-2,0% des Gussproduktionswerts.
- Nettowert der Qualitätsverbesserung: Das 3-10fache der Filterkosten allein durch die Reduzierung des Ausschusses.
Dieses wirtschaftliche Argument rechtfertigt die Investition in die keramische Filtration selbst bei relativ geringwertigen Aluminiumgussteilen, wenn die Gesamtkosten und nicht der Filterstückpreis als Vergleichsmaßstab herangezogen werden.
Häufig gestellte Fragen (FAQs)
Q1: Woraus besteht ein Keramikfilter für Aluminiumguss?
Die meisten keramischen Filter für den Aluminiumguss werden aus Aluminiumoxid (Al₂O₃), gemeinhin als Tonerde bezeichnet, in einer netzartigen, offenzelligen Schaumstruktur hergestellt. Der Filter wird hergestellt, indem eine Polyurethanschaumschablone mit einer Keramikaufschlämmung auf Aluminiumoxidbasis beschichtet, dann der Schaum ausgebrannt und die Keramik bei 1400-1600 °C gesintert wird. Das Ergebnis ist ein steifer, poröser Keramikkörper, der bei Gießtemperaturen thermisch stabil und chemisch kompatibel mit geschmolzenem Aluminium ist. Hochreine Aluminiumoxid-Sorten (90%+ Al₂O₃) werden für kritische Anwendungen in der Luft- und Raumfahrt und im Bauwesen spezifiziert.
Q2: Woher weiß ich, welche Größe der Keramikfilter für den Aluminiumguss zu verwenden ist?
Die Filterdimensionierung umfasst zwei unabhängige Berechnungen. Berechnen Sie zunächst die erforderliche Filterfläche auf der Grundlage der Metallmasse, der Füllzeit und der maximalen Durchflussrate für die gewählte PPI-Klasse - in der Regel 0,3-0,5 kg/cm²/Sekunde für 20 PPI-Aluminiumoxidfilter in Aluminium. Zweitens muss sichergestellt werden, dass die gewählte Standardfiltergröße einen ausreichenden Kopfdruck für eine zuverlässige Ansaugung bietet, indem überprüft wird, ob die verfügbare metallostatische Druckhöhe den Ansaugdruck für diese PPI-Sorte übersteigt. Die meisten Gießereien verwenden 100×100mm- oder 150×150mm-Filter für Gussteile aus dem Automobilbau und skalieren bis zu 200×200mm für große Schwerkraftgussteile.
F3: Können keramische Filter beim Druckguss von Aluminium verwendet werden?
Herkömmliche Schaumkeramikfilter können den Metallinjektionsdrücken und -geschwindigkeiten nicht standhalten, die beim Druckguss (HPDC) mit einem Injektionsdruck von 30-150 MPa herrschen. Jede keramische Schaumstoffstruktur würde unter diesen Bedingungen sofort zerbrechen. Das Qualitätsmanagement von HPDC-Aluminium beruht stattdessen auf Vakuumsystemen, optimierten Schussprofilen und der Entgasung der Aluminiumcharge. Keramische Filter eignen sich für Kokillenguss, Niederdruckguss (NDK), semipermanente Formen, Feinguss und Sandguss von Aluminium.
F4: Wie oft sollten die Keramikfilter während eines Aluminiumgießvorgangs ausgetauscht werden?
Keramische Filter für den Aluminiumguss sind Verbrauchsmaterialien für den einmaligen Gebrauch - ein Filter pro Gussstück oder pro Form in einem Mehrkavitätenwerkzeug. Der Versuch, einen Filter nach einem Gießzyklus wiederzuverwenden, wird nicht empfohlen, da die Poren des Filters zumindest teilweise mit eingeschlossenen Einschlüssen beladen sind und die Filterstruktur teilweise degradiert sein kann. Durch die Wiederverwendung würden eingefangene Einschlüsse in den nächsten Guss zurückgeführt. Die wirtschaftliche Rechtfertigung für die Einmalverwendung ist einfach: Die Filterkosten betragen in der Regel nur einen Bruchteil von einem Prozent des Gusswertes.
F5: Was passiert, wenn ein keramischer Filter beim Gießen von Aluminium bricht?
Wenn ein keramischer Filter während des Gießens bricht, können Keramikfragmente in den Formhohlraum eindringen und sich im erstarrten Gussteil verfangen. Dies führt zu einer Kontamination, die schlimmer ist als gar keine Filtration. Um dies zu verhindern, sollten Sie die Filter vor dem Einbau immer einer Sichtprüfung unterziehen und gerissene Teile aussortieren. Stellen Sie sicher, dass die Filter vor dem Einsatz vollständig trocken sind (Feuchtigkeit verursacht Thermoschockrisse), und verwenden Sie Filter, die für die Gießtemperatur und die Bedingungen der metallostatischen Druckhöhe ausreichend ausgelegt sind. SiC-Filter haben eine bessere Temperaturwechselbeständigkeit als Aluminiumoxid, werden aber aufgrund von Bedenken hinsichtlich der chemischen Kompatibilität normalerweise nicht für Aluminium verwendet.
F6: Was ist der Unterschied zwischen 20 PPI und 30 PPI Keramikfiltern für Aluminium?
Die PPI-Zahl bezieht sich auf die Anzahl der Poren pro Linearzoll in der Filterstruktur. Ein 20 PPI-Filter hat größere Porenöffnungen (ca. 1,2-1,5 mm Durchmesser) mit einem geringeren Durchflusswiderstand und einer mäßigen Effizienz bei der Abscheidung von Einschlüssen. Ein 30 PPI-Filter hat kleinere Porenöffnungen (ca. 0,7-0,9 mm Durchmesser), einen höheren Durchflusswiderstand und eine deutlich höhere Effizienz bei der Abscheidung von Einschlüssen - insbesondere bei feinen Einschlüssen im Bereich von 10-50 Mikron. Bei strukturellen Aluminiumgussteilen, bei denen es auf die mechanischen Eigenschaften ankommt, liefert ein 30 PPI-Filter deutlich bessere Ergebnisse als ein 20 PPI-Filter, wobei in veröffentlichten Vergleichstests die Dehnung und Ermüdungslebensdauer verbessert wurden.
F7: Können Keramikfilter für Aluminium Wasserstoffgas entfernen?
Keramische Schaumstofffilter entfernen gelösten Wasserstoff nicht direkt aus geschmolzenem Aluminium. Die Entfernung von Wasserstoff erfordert eine Entgasungsbehandlung mit Hilfe einer Rotationsentgasungsanlage mit Inertgas (Argon oder Stickstoff). Keramikfilter tragen jedoch indirekt zur Verringerung der Wasserstoffporosität bei, indem sie Oxideinschlüsse entfernen, die während der Erstarrung als Keimzellen für die Ausfällung von Wasserstoffblasen dienen, und indem sie Turbulenzen dämpfen, die andernfalls während des Gießens zusätzlichen, aus Feuchtigkeit stammenden Wasserstoff in die Schmelze einbringen würden. Um eine vollständige Schmelzequalität zu erreichen, sollten die keramische Filtration und die Entgasung gemeinsam eingesetzt werden.
F8: Wie sollten Keramikfilter für Aluminiumguss gelagert werden?
Lagern Sie Schaumkeramikfilter in ihrer Originalverpackung in einem trockenen Lager bei Umgebungstemperatur, fern von Feuchtigkeitsquellen, einschließlich Bodenkondensation. Eine relative Luftfeuchtigkeit von mehr als 70% kann zu einer Adsorption von Feuchtigkeit an der Oberfläche führen, die beim ersten Metallkontakt einen Temperaturschock verursacht. Stapeln Sie die Filterkartons nicht mehr als 5-6 Mal übereinander, um Druckschäden an den unteren Filtern zu vermeiden. Vermeiden Sie den Kontakt mit Ölen, Schmiermitteln oder chemischen Dämpfen, die die Filteroberfläche verunreinigen und die Metallbenetzung beeinträchtigen könnten. Bei ordnungsgemäßer Lagerung haben Standard-Aluminiumoxidschaumfilter eine praktische Haltbarkeit von 18-24 Monaten.
F9: Sind keramische Filter für den Aluminiumguss umweltrechtlich geregelt?
Gebrauchte Schaumkeramikfilter aus Aluminiumgießereien werden in den meisten Ländern als fester Industrieabfall eingestuft. Sie enthalten restliche verfestigte Aluminiumeinschlüsse innerhalb der Keramikstruktur. In den üblichen Regelwerken (EU-Abfallrahmenrichtlinie, US RCRA, chinesische Umweltvorschriften bis 2026) sind diese verbrauchten Filter nicht gefährlicher fester Abfall und können in zugelassenen Industriedeponien entsorgt werden. Einige Gießereien gewinnen metallisches Aluminium aus gebrauchten Filtern durch sekundäre Verarbeitung zurück. Das keramische Material selbst ist chemisch inert und laugt keine regulierten Stoffe aus.
Q10: Können keramische Filter für ungewöhnliche Aluminiumguss-Konfigurationen angepasst werden?
Ja, kundenspezifische Abmessungen und Formen von Schaumkeramikfiltern und sogar kundenspezifische PPI-Qualitäten sind bei den großen Herstellern erhältlich. Zu den üblichen kundenspezifischen Anforderungen gehören runde oder ovale Formen für bestimmte Filtergehäuse, trapezförmige Querschnitte für konische Angussgeometrien und Löcher oder Kerben für mechanische Rückhaltevorrichtungen. Die Mindestbestellmengen für kundenspezifische Formen beginnen in der Regel bei 500-2000 Stück, mit einer Vorlaufzeit von 6-12 Wochen für die erste Werkzeugherstellung und den ersten Produktionslauf. Für Aluminium-Gussrinnen sind kundenspezifische Filterkassettensysteme mit Standard-Filterelementen in kundenspezifischen Gehäusedesigns in großem Umfang erhältlich.
Schlussfolgerung
Keramische Filter für den Aluminiumguss stellen eine der einfachsten und bewährtesten Qualitätsverbesserungen dar, die Aluminiumgießereien und Gießbetrieben zur Verfügung stehen. Die Physik des Einschlusses, die Chemie der Affinität von Aluminiumoxid zu Aluminiumoxid und jahrzehntelange Produktionsdaten deuten alle auf die gleiche Schlussfolgerung hin: Ein richtig spezifizierter Aluminiumoxid-Keramikschaumfilter, der korrekt in einem gut konzipierten Anschnittsystem positioniert ist, liefert messbare und beständige Verbesserungen der Gusssauberkeit, der mechanischen Eigenschaften, der Oberflächenqualität und der Maßhaltigkeit.
Die praktische Anleitung aus diesem umfassenden Überblick lässt sich auf einige wenige Schlüsselprinzipien reduzieren: Abstimmung des Filtermaterials auf die Legierungschemie; Berechnung statt Schätzung der erforderlichen Filtergröße; Festlegung der PPI-Qualität auf der Grundlage der tatsächlichen Reinheitsanforderungen statt Kostenminimierung; Konstruktion von Filtersitzen, die einen Bypass-Fluss verhindern; und Integration der Filtration als eine Komponente eines kompletten Schmelzebehandlungssystems, das auch Entgasung und effektive Abschäumung umfasst.
Wir bei AdTech unterstützen Aluminiumgießereien von der Materialspezifikation über die Anlagenplanung bis hin zur Fehlerbehebung in der Produktion. Bei den verschiedensten Gussanwendungen zeigt sich immer wieder, dass sich die Investition in die richtige keramische Filtration in Form von reduziertem Ausschuss, verbesserter Eigenschaftskonsistenz und der Möglichkeit, qualitätszertifizierte Teile an Kunden zu liefern, die eine dokumentierte Schmelzesauberkeit verlangen, auszahlt. Für jeden Aluminiumgussbetrieb, bei dem Qualität eine Rolle spielt, ist die keramische Filtration der richtige Ansatzpunkt.
