A керамический фильтр для алюминиевого литья это пористый высокотемпературный огнеупорный компонент, чаще всего изготавливаемый из глинозема (Al₂O₃) в виде сетчатой пены, помещаемый в литниковую систему формы для литья алюминия для физического удаления неметаллических включений, оксидных пленок и увлекаемых газов из расплавленного алюминия до заполнения им полости формы. Фильтр улавливает вредные частицы благодаря механическому просеиванию, извилистой глубине фильтрации и химической адгезии между поверхностью глиноземного фильтра и включениями на основе глинозема в расплаве. Измеримый результат - более чистое алюминиевое литье со значительно улучшенными показателями прочности на разрыв, удлинения, усталостной прочности и качества поверхности по сравнению с производством без фильтра.
Если ваш проект требует использования вспененного глиноземного керамического фильтра, вы можете связаться с нами для получения бесплатного предложения.
Этот вывод не является теоретическим. Мы отслеживали данные по эффективности фильтрации на протяжении многих производственных циклов на алюминиевых литейных предприятиях в автомобильной, аэрокосмической и промышленной отраслях, и картина неизменна: правильно подобранные и установленные керамические фильтры снижают количество брака при литье на 40-80 %, уменьшают долю пористости на 75 % и повышают удлинение при разрыве на 50-80 % в конструкционных сплавах, таких как A356 и A357. Для операций алюминиевого литья, где спецификации механических свойств не подлежат обсуждению - компоненты двигателей, детали подвески, конструкционные отливки для самолетов - керамическая фильтрация не является опцией процесса. Это технологическое требование.
Почему расплавленный алюминий нуждается в фильтрации?
Алюминий - один из самых химически реактивных конструкционных металлов, используемых в промышленности. В момент контакта жидкого алюминия с кислородом - а это происходит постоянно во время плавки, легирования, передачи и разливки - он спонтанно и практически мгновенно образует оксид алюминия (Al₂O₃). Эта термодинамическая реальность означает, что каждая операция литья алюминия приводит к образованию оксидных включений как естественного побочного продукта самого процесса.
Читайте также: Что такое фильтр из керамической пены?
Сложность заключается не в том, чтобы полностью исключить образование оксидов. Это физически невозможно в стандартных атмосферных условиях литья. Задача состоит в том, чтобы предотвратить попадание этих оксидов и других неметаллических частиц внутрь затвердевшей отливки, где они действуют как точки концентрации напряжений, уменьшают эффективное несущее сечение и инициируют усталостные трещины при циклическом нагружении.
Источники включений в расплавах алюминия
Неметаллические включения в расплавленном алюминии возникают одновременно из нескольких источников:
Оксидные фильмы (бифильмы):
Когда поверхностная оксидная пленка на расплавленном алюминии складывается обратно в расплав во время турбулентной заливки, образуется двухслойная оксидная структура, называемая бифильмом. Они особенно вредны, поскольку два оксидных слоя не соединяются друг с другом, создавая внутреннюю несвязанную границу раздела, которая значительно снижает усталостную прочность. Исследование профессора Джона Кэмпбелла из Бирмингемского университета показало, что бифилмы являются основной причиной разброса механических свойств алюминиевого литья. Это открытие в корне изменило представление промышленности о важности контроля турбулентности и фильтрации.
Частицы оксида алюминия:
Дискретные частицы Al₂O₃ размером от субмикронных до нескольких сотен микрон постоянно образуются на поверхности расплава и во время турбулентного потока. Они накапливаются в расплаве с течением времени и распространяются по всей отливке, если их не удалить.
Оксид магния и шпинель:
Алюминиевые сплавы, содержащие магний (например, A356, серия 5xxx), образуют включения MgO и MgAl₂O₄ в виде шпинели. Они особенно вредны в конструкционных сплавах, поскольку они более твердые и угловатые, чем включения чистого глинозема.
Огнеупорные противоэрозионные изделия:
Материал, отколовшийся от футеровки печей, промывочных устройств, перегрузочных ковшей и систем бегунов, загрязняет расплав по всей цепи передачи.
Увлекаемый водородный газ:
Хотя растворенный водород и не является твердым включением, он является основной причиной пористости в алюминиевых отливках. Он попадает в расплав через влагу в атмосфере печи, влажный лом и загрязнение инструмента. Во время затвердевания водород выпадает в осадок в виде пузырьков газа, образуя пористость, которая ослабляет структуру отливки. Пенокерамические фильтры способствуют борьбе с водородом за счет снижения турбулентности, притягивающей атмосферную влагу, и физического удаления оксидных пленок, которые служат местами зарождения пористости.
Песок и отбросы:
При литье в песчаные формы в результате эрозии формовочной смеси потоком металла образуются включения кремнезема и связанного песка. Дросс - частично затвердевший металл, смешанный с оксидами, - может увлекаться с поверхности ковша во время разливки.
Почему недостаточно только традиционной конструкции стробирования
Хорошо спроектированные литниковые системы с низкоскоростными бегунами, рукавами из керамического волокна и шлакоуловителями значительно снижают уровень включений по сравнению с плохо спроектированными системами. Однако даже самая лучшая конструкция литниковой системы без фильтрации не может достичь уровня чистоты включений, необходимого для современных алюминиевых отливок, критичных с точки зрения безопасности. Причина проста: скорость потока даже в самых тщательно спроектированных литниковых системах все равно создает турбулентность, способную образовывать оксидные пленки, и никакая геометрическая конструкция не устраняет непрерывное образование оксидов, которое происходит в течение всего цикла разливки.
Керамическая фильтрация добавляет принципиально иной механизм - физический захват частиц, уже присутствующих в расплаве, - который дополняет конструкцию потока, а не конкурирует с ней.
Как на самом деле работает керамический фильтр для алюминия?
Физика фильтрации в керамическом пенном фильтре, работающем в условиях алюминиевого литья, включает три одновременных механизма, действующих на разных масштабах размера частиц.
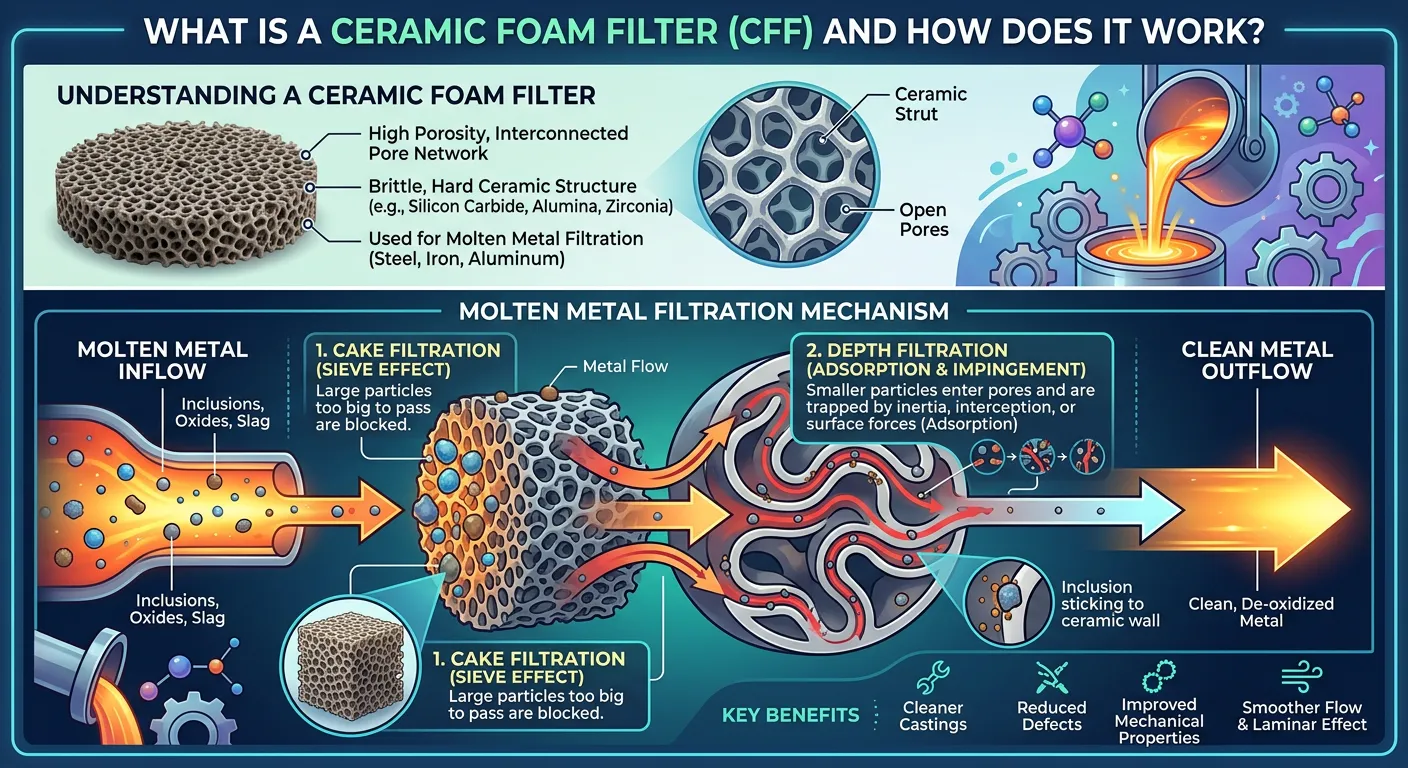
Механизм 1: Фильтрация поверхностного осадка
Крупные включения - обычно более 100 микрон - физически блокируются на верхней поверхности фильтра за счет исключения размера. По мере накопления этих частиц на поверхности фильтра они образуют слой фильтровальной лепешки, которая постепенно сужает эффективное отверстие пор и начинает захватывать более мелкие включения, чем позволял исходный размер пор фильтра. Этот эффект образования лепешки означает, что фильтр фактически становится более эффективным по мере прохождения через него металла, причем наибольшая эффективность достигается во второй половине заливки, а не в первой.
Это имеет важное практическое значение: в производственных операциях отливки, залитые в начале последовательности, могут иметь несколько большее содержание включений, чем отливки, залитые позже, поскольку фильтровальная корка еще не полностью сформировалась.
Механизм 2: Фильтрация глубины извилистого пути
Именно этот механизм наиболее четко отличает керамические поролоновые фильтры от более простых сетчатых или ситовых вариантов. Неравномерная трехмерная взаимосвязанная структура пор поролонового фильтра заставляет расплавленный алюминий двигаться по постоянно меняющемуся нелинейному пути через корпус фильтра. При каждом изменении направления потока инерция уносит взвешенные частицы включений к ближайшей поверхности керамической стойки, а не по извилистой траектории потока.
Вероятность контакта и прилипания частицы включения к поверхности керамической стойки при любом заданном изменении направления зависит от размера частицы, скорости потока и физических свойств керамической поверхности. По статистике, повторяющиеся изменения направления по всей толщине фильтра (обычно 22-25 мм) приводят к захвату частиц в диапазоне 10-50 микрон, которые прошли бы через простой сетчатый фильтр с эквивалентным номинальным размером отверстия.
Механизм 3: Химическая адгезия (сродство алюмина к алюминию)
Алюмокерамическая поверхность фильтра имеет общие химические свойства с наиболее распространенным типом включений в алюминиевых сплавах - частицами и пленками оксида алюминия. Такое химическое сходство способствует преимущественному смачиванию и адгезии между включениями и поверхностью фильтрующей стойки. Как только включение соприкасается с поверхностью глинозема с низкой относительной скоростью, условия межфазной энергии способствуют адгезии, а не отрыву.
Это химическое сродство является основной причиной того, что вспененные фильтры из глиноземистой керамики превосходят карбид кремния или другие виды неоксидной керамики для фильтрации алюминия, даже когда оба материала имеют эквивалентную структуру пор и температурные возможности.
Роль грунтовки и смачивания
Перед началом фильтрации фильтр необходимо “загрунтовать” - расплав алюминия должен преодолеть поверхностное натяжение и смочить керамическую поверхность, чтобы инициировать поток через сеть пор. Необходимое давление грунтовки зависит от угла контакта между расплавленным алюминием и керамической поверхностью, размера пор фильтра (меньшие поры требуют более высокого давления грунтовки) и температуры.
Для стандартных пенокерамических фильтров из глинозема в алюминиевом литье:
- Давление заливки: около 50-120 мм алюминиевой головки (металлостатическое давление).
- Контактный угол (Al на Al₂O₃): около 70-85° при типичных температурах заливки.
- Смачивание усиливается при более высокой температуре металла и более чистом (с низким содержанием оксидов) поверхностном натяжении расплава.
Именно поэтому при проектировании затворной системы необходимо обеспечить достаточное давление напора в месте установки фильтра. Недостаточный напор приводит к неполной заливке, частичному прохождению потока через фильтр и возможному неправильному заполнению формы.
Типы керамических фильтров, используемых при литье алюминия
В производстве алюминиевого литья используются три основные категории керамических фильтров, каждая из которых имеет свои конструктивные особенности, механизмы фильтрации и пригодность к применению.
Фильтры из керамической пены (CFF)
Доминирующий тип фильтров для литья алюминия, составляющий значительную часть потребления фильтров в мировой индустрии литья алюминия. Их трехмерная сетчатая структура обеспечивает механизм фильтрации по извилистому пути, описанный выше, что делает их наиболее эффективным вариантом для удаления мелких включений.
Структура: Открытопористая пена с взаимосвязанными сферическими порами, изготовленная методом репликации полимерной пены.
Эффективность фильтрации: Самый высокий показатель среди доступных типов фильтров.
Сопротивление потоку: Умеренная (выше, чем у экструдированных типов при эквивалентном номинальном размере пор).
Предельная температура: Приблизительно до 1100°C для стандартных сортов глинозема.
Диапазон PPI: От 10 до 60 PPI для алюминиевых приложений.
Экструдированные керамические фильтры (сотовые фильтры)
Изготовленные методом экструзии керамической пасты через фильеру, эти фильтры имеют параллельные прямые каналы, расположенные в виде сот. В отличие от поролоновых фильтров, они не обеспечивают фильтрацию по извилистой траектории - металл проходит по каналам прямолинейно.
Структура: Прямые параллельные каналы, квадратное или шестигранное сечение.
Эффективность фильтрации: Ниже, чем у пенопласта (только поверхностное просеивание).
Сопротивление потоку: Ниже, чем у поролоновых фильтров при эквивалентном размере отверстия.
Лучшее применение: Отливки с высокой пропускной способностью, где перепад давления является основным ограничением.
Тканые фильтры из керамического волокна
Волокнистые керамические ткани, обычно изготовленные из волокон глинозема и кремнезема, сплетенных в полотно, используются в основном для удаления грубого шлака при литье под низким давлением и гравитационном литье некритичных деталей.
Структура: Коврик из тканого волокна.
Эффективность фильтрации: Самый низкий из трех типов.
Сопротивление потоку: Очень низкий
Предельная температура: До приблизительно 900°C.
Лучшее применение: Простое управление потоком, задержка крупного шлака в некритичных условиях.
Сравнение типов фильтров для алюминиевого литья
| Тип фильтра | Механизм фильтрации | Размер захваченного включения | Относительная эффективность | Перепад давления | Типичная стоимость |
|---|---|---|---|---|---|
| Керамическая пена (CFF) | Извилистый путь + торт | 10-500+ микрон | Самый высокий (справочный) | Умеренный | Средний |
| Экструдированные соты | Только поверхностное просеивание | 100+ микрон | 30-50% из CFF | Низкий | Низкий-средний |
| Коврик из тканого волокна | Только поверхностное просеивание | 200+ микрон | 10-25% из CFF | Очень низкий | Низкий |
| Комбинированный CFF + волокно | Оба механизма | 5-500+ микрон | Максимально возможный | Выше | Средний и высокий |
Глиноземистый керамический фильтр: Промышленный стандарт: объяснение
Глиноземные (Al₂O₃) керамические фильтры из вспененного материала стали промышленным стандартом для фильтрации алюминиевого литья благодаря сочетанию свойств материала, масштабируемости производства, экономичности и доказанной производительности в течение десятилетий использования в производстве.
Почему глинозем является подходящим материалом для фильтрации алюминия
Пригодность глинозема в качестве фильтрующего материала для фильтрации расплавленного алюминия основана на термодинамических и химических принципах:
Химическая устойчивость в расплавленном алюминии:
Глинозем термодинамически стабилен в контакте с расплавленным алюминием при температурах литья (680-800°C). Он не растворяется в расплаве алюминия, не вступает в реакцию с образованием новых фаз, которые могут загрязнить отливку, и не выделяет никаких химических веществ, которые могли бы повлиять на состав сплава или механические свойства.
Химия включений:
Первичными включениями в алюминиевых сплавах является оксид алюминия в различных формах. Поверхность алюминиевого фильтра имеет тот же фундаментальный химический состав, способствующий механизму адгезии, описанному в предыдущем разделе. Ни один другой распространенный огнеупорный материал не обладает таким преимуществом в отношении химического состава.
Достаточная температурная устойчивость:
Стандартные фильтры из вспененного глинозема рассчитаны на рабочую температуру 1100°C, что обеспечивает комфортный запас над максимальной температурой заливки алюминия, составляющей около 800°C для большинства сплавов.
Контролируемая пористость и структура пор:
Система из глиноземистой керамики позволяет производителям точно контролировать распределение пор по размерам, общую пористость и толщину стоек в процессе приготовления суспензии и спекания, что обеспечивает производство фильтров с постоянными, воспроизводимыми характеристиками при больших объемах производства.
Физическая структура фильтра из вспененного глинозема
При микроскопическом исследовании фильтр из вспененной глиноземистой керамики обнаруживает сложную трехмерную сеть:
- Керамические стойки: Твердый глиноземный “скелет” диаметром 0,1-0,5 мм.
- Поровые окна: Отверстия, соединяющие соседние поры, обычно составляют 40-60% от номинального диаметра пор.
- Узлы: Места соединения нескольких стоек, образующие несколько более толстые элементы конструкции.
- Общий объем пустоты: 75-90% объема фильтра составляет открытое пространство (пористость).
Высокая пористость позволяет расплавленному алюминию протекать через фильтр с приемлемой скоростью, несмотря на извилистый путь, а высокая удельная поверхность сети стоек обеспечивает обширную площадь для захвата включений.
Производство фильтров из вспененного глинозема Факторы качества
Эффективность работы фильтра из вспененной глиноземистой керамики в значительной степени зависит от качества изготовления на нескольких этапах:
Однородность суспензии:
Неравномерное распределение суспензии во время пропитки создает области более толстого и более тонкого керамического покрытия на стойках пенопластового шаблона. Толстые участки уменьшают эффективный размер пор; тонкие участки создают слабые стойки, склонные к разрушению при тепловом ударе.
Постоянство температуры спекания:
Недостаточно спеченный глинозем обладает недостаточной прочностью и может выбрасывать керамические частицы в расплав во время эксплуатации. Избыточно спеченный глинозем может закрыть поверхностные поры и уменьшить удельную площадь поверхности для захвата включений. Строгий контроль температуры в печи (±15°C) для всей партии фильтров является признаком качественного производства.
Равномерность пор:
Фильтр с большим разбросом размеров ячеек по площади поверхности создает каналы преимущественного потока через самые крупные поры, минуя более мелкие поры, которые обеспечивают наивысшую эффективность фильтрации. Производители премиум-класса добиваются равномерности размера ячеек ±10-15%.
Рейтинги PPI для алюминиевой фильтрации: Выбор правильного класса
Поры на дюйм (PPI) - важнейший параметр спецификации для фильтров алюминиевого литья, напрямую определяющий баланс между эффективностью фильтрации и сопротивлением течению металла.
Доступные марки PPI для алюминиевого литья
| Рейтинг PPI | Приблизительный диаметр пор | Уровень фильтрации | Сопротивление течению металла | Рекомендуемое применение |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 мм | Только грубая | Очень низкий | Крупные отливки из песка, неконструкционные детали |
| 15 PPI | 1,8-2,2 мм | Грубые и средние | Низкий | Общее гравитационное литье, производство слитков |
| 20 PPI | 1,2-1,5 мм | Средний | Низкий-умеренный | Автомобильные небезопасные компоненты, корпуса |
| 25 PPI | 0,9-1,1 мм | Средний и высокий | Умеренный | Конструкционные автомобильные детали, применение A356 |
| 30 PPI | 0,7-0,9 мм | Высокий | Умеренно-высокий | Аэрокосмические конструкции, критически важные автомобильные системы безопасности |
| 40 PPI | 0,5-0,65 мм | Очень высокий | Высокий | Премиальные отливки для аэрокосмической промышленности и медицинского оборудования |
| 50 PPI | 0,4-0,5 мм | Максимальная коммерческая | Очень высокий | Требования к чистоте, эквивалентные суперсплаву |

Как выбрать ИПП: Практический процесс принятия решения
Мы разработали простой процесс принятия решений по выбору ППИ для фильтров алюминиевого литья, который подходит для процессов гравитационного, низконапорного и полупостоянного литья в формы:
Шаг 1: Определите спецификацию чистоты:
Какой уровень включения требуется в спецификации на литье? Номинальный уровень включения по стандарту ASTM B594? Определенный предел K-значения (испытание на пониженное давление)? Предел усталостной прочности? Цель чистоты определяет минимальное требование PPI.
Шаг 2: Рассчитайте доступный напор:
Измерьте или рассчитайте металлостатический напор, имеющийся в месте расположения фильтра в затворной системе (в мм алюминия). Сравните его с требуемым давлением заливки для выбранного класса PPI. Если имеющийся напор незначителен, снизьте класс PPI на одну ступень и компенсируйте его увеличением площади фильтра.
Шаг 3: Рассчитайте необходимую площадь фильтрующей поверхности:
Разделите общий вес заливки (в кг) на время заполнения (в секундах) и максимальную рекомендуемую скорость потока для выбранной марки PPI. Это дает минимальную площадь фильтрующей поверхности в см².
Шаг 4: Выберите стандартный размер фильтра:
Выберите наименьший стандартный размер фильтра, который соответствует или превышает рассчитанную минимальную площадь, отдавая предпочтение квадратным или прямоугольным форматам, которые соответствуют стандартной оснастке для посадки фильтра.
Шаг 5: Проверка с помощью пробного литья:
Для новых применений проведите пробный запуск с выбранным фильтром и оцените сечения отливок металлографически. Отрегулируйте PPI в большую или меньшую сторону в зависимости от уровня включений, наблюдаемого в пробных отливках.
Технические свойства и эксплуатационные характеристики
Группам специалистов по закупкам и инженерным вопросам необходимо оценивать керамические фильтры по стандартному набору измеряемых свойств. В таблице ниже представлены ключевые технические параметры и их значение:
Физические и структурные свойства
| Недвижимость | Метод испытания | Типичный диапазон (глинозем CFF) | Значение |
|---|---|---|---|
| Насыпная плотность | ISO 5017 | 0,28-0,42 г/см³ | Меньшая плотность = большая пористость = лучшая текучесть |
| Общая пористость | Метод Архимеда | 75-90% | Непосредственно влияет на сопротивление потоку |
| Удельная площадь поверхности | Метод БЭТ | 0,3-1,2 м²/г | Большая площадь = больше мест захвата включений |
| Прочность на сжатие в холодном состоянии | ASTM C133 | 0,8-2,5 МПа | Устойчивость к механическим воздействиям, безопасность при монтаже |
| Однородность размера пор | Метод подсчета клеток | ±15% от номинального PPI | Последовательность распределения потока |
| Содержание Al₂O₃ | рентгенофлуоресцентный анализ | 85-99% | Более высокая чистота = лучшая химическая стабильность |
Тепловые свойства
| Недвижимость | Диапазон значений | Примечания |
|---|---|---|
| Максимальная температура эксплуатации | 1050-1100°C (стандарт) | Выше диапазона заливки алюминия |
| Устойчивость к тепловому удару | 3-6 быстрых циклов (от комнатной температуры до 1000°C) | Критически важен для обеспечения целостности заливки |
| Теплопроводность | 0,3-0,8 Вт/м-К | Низкая электропроводность ограничивает температурные потери |
| Коэффициент теплового расширения | 7-9 × 10-⁶ /°C | Необходимо учитывать при проектировании седла фильтра |
Показатели эффективности фильтрации
Значение K-Value (испытание на пониженное давление):
Количественная оценка пористости алюминия, связанной с водородом, производится путем измерения плотности образца, затвердевшего в условиях пониженного давления. Фильтрованный алюминий обычно имеет значение K 1-3 по сравнению с 5-15 для нефильтрованного расплава в эквивалентных условиях.
Индекс бифильмов:
Метрика, разработанная на основе испытаний на вакуумное затвердевание, которая количественно определяет общую площадь оксидной бифильной пленки, присутствующей в образце. Керамическая фильтрация снижает индекс бифильма на 50-80% в производственных алюминиевых сплавах.
Рейтинг PoDFA:
Анализ Prefil-Footprinter дает количественное содержание включений в мм²/кг металла. Для алюминиевых отливок премиум-класса максимальные значения PoDFA могут составлять 0,10-0,20 мм²/кг, что достижимо только при использовании фильтрации керамической пеной с высоким содержанием полипропилена в сочетании с эффективной дегазацией.
Какие включения удаляют фильтры для литья алюминия?
Понимание специфических типов включений, которые улавливают керамические фильтры, помогает инженерам обосновать инвестиции в фильтрацию и устранить дефекты литья.
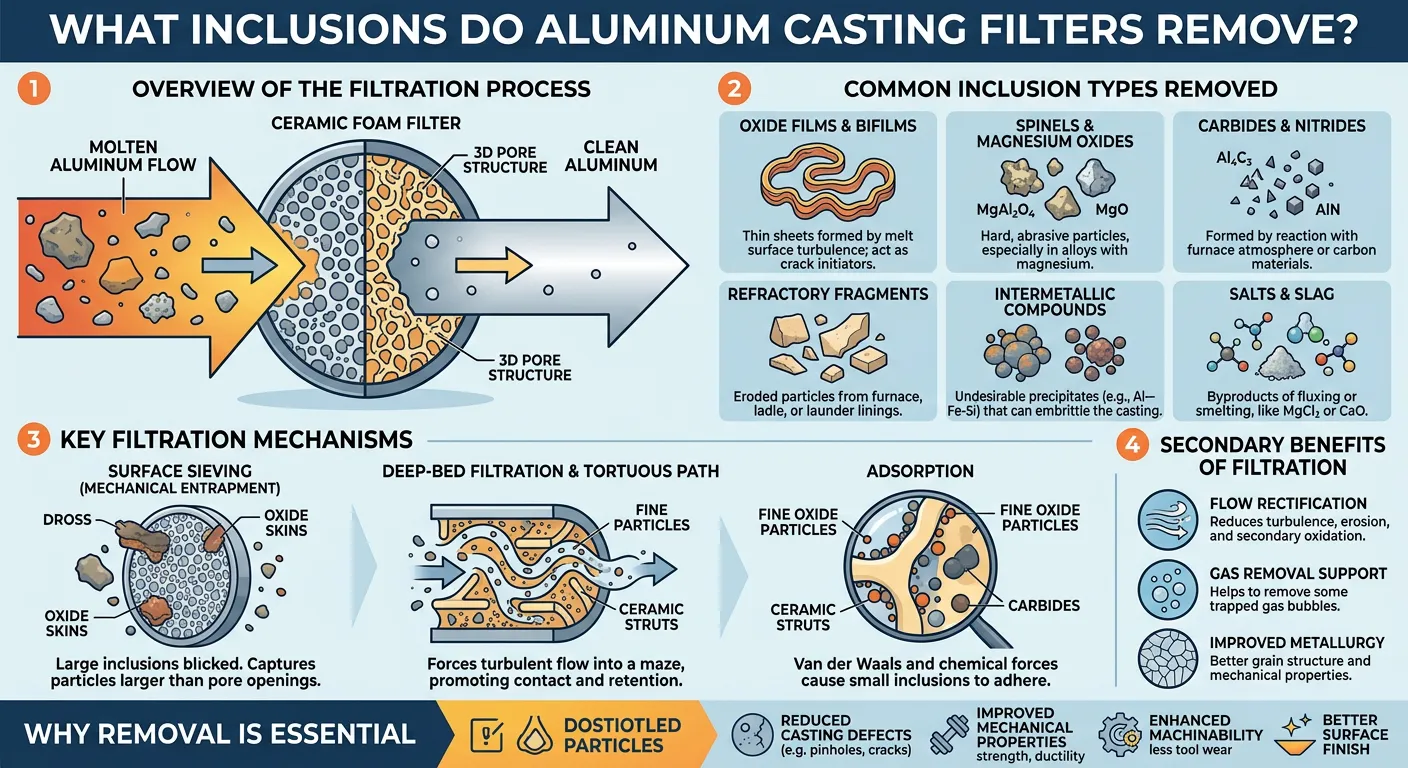
Классификация включений в алюминиевых сплавах
| Тип включения | Состав | Диапазон размеров | Первоисточник | Скорость захвата фильтра |
|---|---|---|---|---|
| Алюмооксидные пленки (бифильмы) | Al₂O₃ | 0,1-50 мм (плоский) | Турбулентное наливание, перенос | 60-85% |
| Дискретные частицы глинозема | α-Al₂O₃, γ-Al₂O₃ | 1-200 мкм | Окисление в печи, окалина | 70-90% |
| Включения шпинели | MgAl₂O₄ | 5-100 мкм | Mg-содержащие сплавы | 65-85% |
| Частицы оксида кремния | SiO₂ | 10-500 мкм | Эрозия формы (литье в песок) | 80-95% |
| Железные интерметаллиды | Al₃Fe, Al₅FeSi | 10-2000 мкм | Загрязнение железом | 60-80% |
| Тугоплавкие фрагменты | Разное | 50-5000 мкм | Ковш, бегунок эрозионный | 90-99% |
| Увлеченная окалина | Смешанный оксид/металл | 100-5000 мкм | Турбулентность поверхности ковша | 85-95% |
| частицы карбида | Аль₄C₃ | 1-50 мкм | Загрязнение углеродного инструмента | 50-70% |
Особый случай бифилярных включений
Бифильные включения заслуживают особого внимания, поскольку они являются наиболее разрушительным типом включений в конструкционных алюминиевых отливках и труднее всего поддаются удалению. Бифильм состоит из двух слоев оксидной пленки с несвязанной границей раздела между ними. Эта несвязанная граница раздела действует как уже существующая трещина в микроструктуре отливки.
Сложность фильтрации бифильтра заключается в том, что бифильтры представляют собой тонкие плоские структуры, которые могут выравниваться по направлению потока и проходить через поры фильтра в ориентации "край на край", прежде чем снова открыться ниже по течению от фильтра. Именно поэтому гашение турбулентности фильтром - преобразование турбулентного потока в ламинарный - имеет не меньшее значение, чем непосредственное улавливание бифильмов для улучшения усталостных характеристик литья.
Наиболее эффективный подход к управлению бифильмами сочетает фильтрацию керамической пеной (для улавливания и упорядочивания потока) с дегазацией (удаление водорода снижает давление газа внутри бифильмов, что удерживает их открытыми) и уменьшением турбулентности потока в конструкции литниковой системы.
Как керамические фильтры улучшают механические свойства алюминиевого литья
Связь между керамической фильтрацией и улучшением механических свойств алюминиевых отливок подтверждается обширными опубликованными исследованиями и производственными данными.
Количественное улучшение имущества
| Механические свойства | Нефильтрованный A356-T6 | Фильтр 20 PPI | Фильтр 30 PPI | Фильтр 40 PPI |
|---|---|---|---|---|
| Предельная прочность на разрыв (МПа) | 215 | 235 | 248 | 258 |
| 0,2% Предел текучести (МПа) | 165 | 172 | 178 | 182 |
| Удлинение при разрыве (%) | 4.5 | 5.8 | 7.2 | 8.4 |
| Усталостная прочность при 10⁷ циклах (МПа) | 58 | 74 | 88 | 96 |
| Энергия удара по Шарпи (Дж) | 8.2 | 10.4 | 13.1 | 15.3 |
| Твердость по Бринеллю (HB) | 85 | 88 | 90 | 91 |
Данные собраны из опубликованных металлургических исследований и мониторинга производства AdTech, 2020-2025 гг.
Почему разброс свойств уменьшается при фильтрации
Одним из наиболее значимых с коммерческой точки зрения преимуществ керамической фильтрации, которому уделяется меньше внимания, чем среднему улучшению свойств, является уменьшение разброса свойств (стандартного отклонения). Нефильтрованные алюминиевые отливки демонстрируют широкий разброс механических свойств между отдельными отливками и между различными участками в пределах одной отливки - это обусловлено случайным распределением включений.
Фильтрация не просто повышает средние свойства; она сжимает распределение свойств в сторону более высоких значений. Такое более жесткое распределение свойств позволяет проектировщикам использовать более высокие минимальные значения свойств в структурных расчетах без увеличения коэффициентов безопасности, что позволяет создавать либо более легкие конструкции (с использованием более высоких допустимых свойств), либо более надежные конструкции (с уменьшенной вероятностью отклонения свойств).
В аэрокосмических квалификационных программах уменьшение разброса часто так же важно, как и улучшение средних значений для прохождения сертификации на усталость.
Улучшение качества поверхности
Помимо внутренних механических свойств, керамическая фильтрация постоянно улучшает качество поверхности алюминиевых отливок:
- Уменьшение точечной коррозии поверхности от подповерхностных оксидных включений.
- Уменьшение следов оксидной пленки, видимых после обработки поверхности.
- Улучшение стабильности размеров за счет уменьшения локальной усадки, связанной со скоплениями оксидных пленок.
Литейные заводы, производящие алюминиевые детали для видимых автомобильных применений (декоративные колеса, элементы кузовных панелей), сообщают, что керамическая фильтрация значительно снижает процент косметического брака, связанного с дефектами поверхности.
Методы применения: Где и как устанавливать литые алюминиевые фильтры
Размещение фильтра в системе фильтрации имеет такое же значение, как и выбор фильтра. Неправильное размещение сводит на нет преимущества производительности даже самого точно подобранного фильтра.

Стандартные положения фильтров в алюминиевых воротных системах
Позиция 1: Основание литника (колодец литника)
Размещение фильтра у основания литника захватывает включения на ранней стадии потока, но подвергает фильтр самой высокой скорости удара из всех возможных. Начальный поток металла поступает с максимальной кинетической энергией, создавая риск теплового удара и потенциальную турбулентность ниже по потоку от фильтра, если бегунок не рассчитан на плавный прием отфильтрованного потока.
Подходит для: Крупные отливки со значительным металлостатическим напором, прочные марки фильтров.
Положение 2: Горизонтальная бегущая строка
Наиболее распространенное положение фильтра при литье алюминия. Фильтр располагается в гнезде, обработанном или сформированном в бегущей строке, обычно в специальной зоне печати фильтра. Металл поступает с меньшей скоростью, чем на основание литника, что снижает риск теплового удара. Фильтр имеет достаточную площадь контакта со стенками бегунка для стабильной посадки, а геометрия бегунка ниже по потоку может быть оптимизирована для поддержания ламинарного потока после фильтрации.
Подходит для: Большинство гравитационных и низконапорных алюминиевых отливок.
Позиция 3: Позиция Ingate
Расположение фильтра у сливного отверстия - конечной точки входа в полость формы - максимизирует длину пути потока, по которому включения, удаленные выше по течению, не могут снова попасть в расплав до достижения отливки. Однако такое расположение обеспечивает наименьшую доступную площадь поверхности фильтра (ограниченную размерами слитка) и наибольшую скорость потока на единицу площади фильтра.
Подходит для: Тонкостенные отливки, где поддержание температуры металла является критическим, небольшие отливки.
Позиция 4: Фильтр в стиральной машине (непрерывная разливка)
При непрерывной разливке алюминиевых заготовок и слябов фильтры из керамической пены устанавливаются в систему отмывки - желоб, по которому металл поступает из печи или емкости для выдержки в литейную форму. Такая фильтрация в промывочной системе часто сочетается с поточной дегазационной установкой для комплексной обработки расплава.
Требования к конструкции седла фильтра
Седло фильтра - это размерное углубление, которое позиционирует и удерживает фильтр в затворной системе. Критические параметры конструкции:
Глубина посадочного места: Глубина углубления в седле должна составлять 50-70% от толщины фильтра. Недостаточная глубина позволяет фильтру раскачиваться или смещаться во время заливки; чрезмерная глубина препятствует правильному контакту с седлом.
Уплотнение подходит: Зазор между краем фильтра и стенкой седла не должен превышать 0,5-1,0 мм. Большие зазоры позволяют металлу обтекать кромку фильтра, полностью минуя фильтрацию. Эта проблема обхода фильтра встречается в производстве гораздо чаще, чем это представляют себе большинство литейщиков.
Поддержка при спуске: Пол бегунка ниже по течению от фильтра должен обеспечивать опорный контакт по крайней мере на 20-30% площади поверхности фильтра, чтобы предотвратить разрушение под гидравлическим давлением.
Вентиляция: Небольшое вентиляционное отверстие (2-3 мм) на нижней поверхности седла фильтра позволяет задержанному воздуху выходить во время первоначального подъема металла, предотвращая воздушную пробку, которая задерживает загрузку фильтра.
Контрольный список по установке фильтра
| Шаг | Действие | Назначение |
|---|---|---|
| Предварительная установка | Осмотрите фильтр на предмет трещин и повреждений | Предотвращение загрязнения фрагментов |
| Предварительная установка | Убедитесь, что размеры фильтра соответствуют чертежу седла | Обеспечьте правильную посадку |
| Предварительная установка | Убедитесь, что фильтр сухой (без влаги). | Предотвращение разрушения от теплового удара |
| Установка | Надевайте чистые перчатки во время работы | Предотвращение загрязнения поверхности фильтра маслом |
| Установка | Плотно установите фильтр в углубление | Предотвращение движения во время заливки |
| Установка | Убедитесь в отсутствии перепускного зазора на краях фильтра | Убедитесь, что весь металл прошел через фильтр |
| Предварительная заливка | Убедитесь в достаточном давлении над фильтром | Обеспечьте надежную заливку |
| После заливки | Осмотрите использованный фильтр на предмет загрузки включений | Мониторинг качества и совершенствование процессов |
Совместимость с алюминиевыми сплавами и выбор фильтров по применению
Различные семейства алюминиевых сплавов генерируют различные популяции включений с разными характеристиками, что требует индивидуальных спецификаций фильтров.
Рекомендации по фильтрации по сплавам и применению
| Семейство сплавов | Типичные сплавы | Основные включения | Рекомендуемые ИПП | Примечания к фильтру |
|---|---|---|---|---|
| Al-Si-Mg (литой) | A356, A357, 357 | Al₂O₃, MgAl₂O₄ | 25-40 PPI | Предпочтителен фильтр из высокочистого глинозема |
| Аль-Си (литой) | 319, 380, 413 | Al₂O₃, FeAl₃ | 20-30 PPI | Стандартный глинозем CFF |
| Al-Cu (литой) | 201, 204, 206 | Al₂O₃, CuAl₂ | 30-40 PPI | Требуется высокая чистота |
| Al-Zn (литье) | 712, 713, 771 | Al₂O₃, ZnO | 20-30 PPI | Стандартный глинозем CFF |
| 1xxx (кованый) | 1050, 1100 | Фильмы Al₂O₃ | 30-50 PPI | Используется в литых заготовках для прачечных |
| 2xxx (кованый) | 2024, 2014 | Al₂O₃, CuAl₂ | 30-40 PPI | Чистота аэрокосмического класса |
| 5xxx (кованый) | 5052, 5083 | Al₂O₃, MgO, шпинель | 30-40 PPI | Высокая загрузка шпинели - проверьте производительность фильтра |
| 6xxx (кованый) | 6061, 6063 | Al₂O₃, Mg₂Si | 25-40 PPI | Экструзионная заготовка, отмывочная фильтрация |
| 7xxx (кованый) | 7075, 7050 | Al₂O₃, MgZn₂ | 40-50 PPI | Высочайшие требования к чистоте |
Особое внимание: Переработанные алюминиевые сплавы
Отливки, произведенные из переработанной алюминиевой шихты, обычно содержат значительно больше включений, чем первичный алюминий, поскольку в отходы попадают поверхностные окислы, покрытия, смазки и загрязнения, которые образуют включения в процессе плавки. Мы постоянно рекомендуем увеличивать рейтинг PPI фильтров на 5-10 PPI по сравнению со спецификациями первичного сплава при использовании вторичного шихтового материала и заменять фильтры чаще (каждые 2-3 отливки, а не каждые 5-8 отливок), чтобы предотвратить преждевременное засорение фильтра.
Сравнение керамических фильтров с другими технологиями фильтрации алюминия
Фильтры из керамической пены не работают сами по себе. Они являются одним из компонентов комплексной системы управления качеством расплава алюминия.
Сравнение технологий фильтрации и обработки расплава алюминия
| Технология | Основная функция | Удаление включений | Удаление водорода | Капитальные затраты | Операционные расходы |
|---|---|---|---|---|---|
| Керамический поролоновый фильтр | Удаление твердых включений | Превосходно | Минимум | Очень низкий | Низкий (расходный материал) |
| Роторная дегазационная установка | Удаление H₂ + флотация | Умеренный | Превосходно | Средний | Низкий-средний |
| Поточная дегазация (LARS) | Удаление H₂ + флотация | Умеренный | Превосходно | Высокий | Средний |
| Обработка флюсом | Удаление окалины, химия | Хорошо | Ограниченный | Очень низкий | Низкий |
| Электромагнитное перемешивание | Контроль потока | Косвенные | Нет | Высокий | Средний |
| Глубокая фильтрация | Удаление твердых включений | Превосходно | Нет | Высокий | Высокий |
| Оседание (промковш) | Осаждение крупных частиц | Ограниченный | Нет | Низкий | Очень низкий |
| Рафинирование зерна | Контроль микроструктуры | Нет | Нет | Низкий | Низкий |
Оптимальная последовательность обработки расплава
По нашему опыту работы с премиальными предприятиями по литью алюминия, наивысшее качество отливок достигается благодаря последовательному подходу к обработке расплава:
- Печная обработка: Добавление флюса и удаление окалины в печи.
- Дегазация: Дегазация с помощью роторной крыльчатки для удаления растворенного водорода и плавающих включений.
- Поселение: Краткий период выдержки, чтобы дать возможность всплывшим включениям достичь поверхности.
- Скимминг: Ручное или автоматическое удаление окалины с поверхности расплава.
- Перенос и фильтрация: Фильтр из керамической пены, расположенный в литниковой системе, улавливает оставшиеся мелкие включения во время литья.
Каждая стадия направлена на различные аспекты качества расплава. Керамическая фильтрация является заключительным и наиболее точным этапом - она удаляет то, что пропущено на предыдущих этапах, в частности мелкие частицы оксидов и фрагменты бифила, которые дегазация и обезжиривание не могут уловить.
Стандарты качества и испытания для фильтров из алюминиевого литья
Применяемые стандарты для керамических фильтров из алюминиевого литья
| Стандарт | Организация | Область применения |
|---|---|---|
| GB/T 25139-2010 | Китайский национальный стандарт | Фильтры из керамической пены для литья алюминиевых сплавов |
| ASTM B594 | ASTM International | Чистота деформируемых алюминиевых сплавов |
| ISO 8840 | ISO | Огнеупорные изделия - раствор для швов (корпус фильтра) |
| EN 1371-1 | Европейский стандарт | Испытание отливок с помощью жидкого пенетранта |
| ASTM E1245 | ASTM International | Анализ включений в стальные отливки (адаптирован для Al) |
| AMS 2175 | SAE Aerospace | Классификация отливок и требования к контролю |
| NADCA 305 | Североамериканская ассоциация литья под давлением | Стандарты чистоты алюминиевого литья |
Протокол приемочного тестирования фильтров
Для критически важных областей применения алюминиевого литья - аэрокосмической промышленности, автомобильных систем безопасности, медицинского оборудования - входной контроль фильтров должен включать:
Визуальный осмотр (100% фильтров):
Осмотрите все поверхности и края фильтра на предмет трещин, неполного керамического покрытия (оголенные участки поролона), закрытых пор и видимых загрязнений. Любой фильтр с трещинами любого размера должен быть забракован. Частичные участки покрытия размером более 5 мм × 5 мм являются основанием для отбраковки в критических областях применения.
Проверка размеров (образец 5-10%):
Измерьте длину, ширину, толщину и квадратность (угол наклона) в соответствии с допусками на чертеже. Типичные допустимые отклонения: ±2 мм по длине и ширине, ±1 мм по толщине.
Консистенция веса (образец 5-10%):
Вес фильтра коррелирует с плотностью керамического покрытия и однородностью структуры пор. Значительные отклонения веса (>±10% от среднего по партии) указывают на несоответствие производства.
Испытание на сжатие (образец 1-2% или в соответствии с согласованным AQL):
Испытания на прочность при холодном сжатии подтверждают достаточную прочность при работе и качество керамики.
Прослеживаемость партий:
Требуйте указания номера партии и даты изготовления на всех партиях фильтров. Привязка производственных записей к конкретным отливкам для полного отслеживания цепочки поставок в аэрокосмической отрасли.
Вопросы поиска и закупок в 2026 году
Обзор рынка и основные поставщики
Мировой рынок фильтров из вспененной керамики продолжит расти в 2026 году благодаря увеличению доли алюминия в автомобильной промышленности (корпуса батарей электромобилей, структурные компоненты, детали терморегулирования) и жестким требованиям к качеству со стороны заказчиков из аэрокосмической отрасли. Рынок сегментирован на:
Поставщики уровня 1: Производители с полной вертикальной интеграцией от сырья до готового фильтра, сертифицированные по стандарту ISO 9001, со специальным научно-исследовательским потенциалом и технической поддержкой по применению. Продукция имеет полную документацию и подходит для применения в аэрокосмической отрасли и в системах, критически важных для безопасности.
Поставщики уровня 2: Производители выпускают стандартные марки по конкурентоспособным ценам, подходящие для промышленных и автомобильных применений, не связанных с обеспечением безопасности.
Региональные дистрибьюторы: На складе имеются стандартные размеры от нескольких производителей, предлагающих быструю доставку, но ограниченную техническую поддержку и документацию по отслеживанию.
Справочник цен (апрель 2026 года)
| Размер фильтра | Класс PPI | Материал | Приблизительная цена за единицу продукции (USD) |
|---|---|---|---|
| 50 × 50 × 22 мм | 20 PPI | Глинозем | $0.12-0.35 |
| 75 × 75 × 22 мм | 20 PPI | Глинозем | $0.25-0.60 |
| 100 × 100 × 22 мм | 20 PPI | Глинозем | $0.45-1.10 |
| 100 × 100 × 22 мм | 30 PPI | Глинозем | $0.55-1.30 |
| 150 × 150 × 22 мм | 30 PPI | Глинозем | $1.20-2.80 |
| 200 × 200 × 25 мм | 30 PPI | Глинозем | $2.50-5.50 |
| 100 × 100 × 22 мм | 40 PPI | Высокочистый глинозем | $0.90-2.20 |
Цены являются ориентировочными и существенно зависят от объема заказа, региона поставщика и состояния рынка сырья в 2026 году.
Ключевые вопросы о закупках, которые следует задавать поставщикам
- Каково содержание Al₂O₃ в вашем фильтровальном материале, подтвержденное рентгеноструктурным анализом?
- Предоставляете ли вы сертификаты соответствия на конкретную партию с каждой поставкой?
- Какова стабильность распределения пор по размерам от партии к партии?
- Какова максимальная температура эксплуатации, подтвержденная испытаниями (не расчетная)?
- Можете ли вы предоставить данные о стойкости к тепловому удару для вашей марки глинозема?
- Каковы ваши минимальные объемы заказа для стандартных и нестандартных размеров?
- Каково ваше стандартное время выполнения заказа для складских и нестандартных размеров?
- Предлагаете ли вы пробные образцы, прежде чем заключить договор на поставку полного объема продукции?
Анализ совокупной стоимости владения
Цена единицы керамического фильтра представляет собой небольшую часть общего экономического воздействия решения о фильтрации. Более точная оценка закупок включает в себя:
Стоимость без фильтрации (годовая оценка для среднего автомобильного литейного завода):
- Связанный с включением литейный лом: 3-8% производственной стоимости.
- Отказ от механической обработки при наличии подповерхностных включений: 1-3% от производственной стоимости.
- Гарантийные претензии в связи с отказами на местах: сильно различаются, но потенциально значимы.
- Премия клиента за сертификацию качества: потеря дохода без квалификации фильтрации.
Стоимость с керамической фильтрацией:
- Расходные материалы для фильтров: обычно 0,5-2,0% от стоимости производства отливок.
- Чистая стоимость улучшения качества: 3-10× стоимости фильтра только за счет сокращения количества брака.
Этот экономический аргумент постоянно оправдывает инвестиции в керамическую фильтрацию даже для относительно малоценных алюминиевых отливок, когда в качестве критерия сравнения используется общая стоимость, а не цена единицы фильтра.
Часто задаваемые вопросы (FAQ)
Q1: Из чего состоит керамический фильтр для алюминиевого литья?
Большинство керамических фильтров для литья алюминия изготавливаются из оксида алюминия (Al₂O₃), обычно называемого глиноземом, в сетчатой пенопластовой структуре с открытыми порами. Фильтр изготавливается путем покрытия пенополиуретанового шаблона керамической суспензией на основе глинозема, затем выжигания пены и спекания керамики при температуре 1400-1600°C. В результате получается жесткое пористое керамическое тело, термически стабильное и химически совместимое с расплавленным алюминием при температуре литья. Высокочистые сорта глинозема (90%+ Al₂O₃) используются для критически важных аэрокосмических и конструкционных применений.
Вопрос 2: Как узнать, какой размер керамического фильтра использовать для алюминиевого литья?
Определение размера фильтра включает в себя два независимых расчета. Во-первых, рассчитайте требуемую площадь лицевой поверхности, исходя из массы металла, времени заполнения и максимальной скорости потока для выбранной марки PPI - обычно 0,3-0,5 кг/см²/с для алюминиевых фильтров с алюминием 20 PPI. Во-вторых, убедитесь, что выбранный стандартный размер фильтра обеспечивает достаточное давление напора для надежной заливки, проверив, что имеющийся металлостатический напор превышает давление заливки для данной марки PPI. Большинство литейных заводов используют фильтры размером 100×100 мм или 150×150 мм для автомобильных конструкционных отливок, увеличивая их размер до 200×200 мм для крупных гравитационных отливок.
Вопрос 3: Можно ли использовать керамические фильтры при литье алюминия под высоким давлением?
Стандартные фильтры из вспененной керамики не выдерживают давления и скорости впрыска металла, используемых при литье под высоким давлением (ЛВД), которое работает при давлении впрыска 30-150 МПа. Любая структура из керамической пены мгновенно разрушится в таких условиях. Для обеспечения качества алюминия в HPDC используются вакуумные системы, оптимизированные профили выстрелов и дегазация алюминиевой шихты. Керамические фильтры подходят для гравитационного литья под давлением, литья под низким давлением (LPDC), полупостоянной формы, литья по выплавляемым моделям и литья в песчаные формы.
Вопрос 4: Как часто следует заменять керамические фильтры во время литья алюминия?
Керамические фильтры для алюминиевого литья являются одноразовыми расходными материалами - один фильтр на одну отливку или на одну форму в многогнездовой оснастке. Попытка повторного использования фильтра после одного цикла литья не рекомендуется, поскольку поры фильтра, по крайней мере, частично заполнены захваченными включениями, а структура фильтра может быть частично деградирована. Повторное использование приведет к тому, что захваченные включения попадут обратно в следующую отливку. Экономическое обоснование одноразового использования простое: стоимость фильтра обычно составляет доли одного процента от стоимости отливки.
Q5: Что произойдет, если керамический фильтр треснет во время заливки алюминия?
Если керамический фильтр треснет во время заливки, керамические осколки могут попасть в полость формы и оказаться в затвердевшей отливке. Это создает режим загрязнения, худший, чем отсутствие фильтрации вообще. Для предотвращения этого: всегда визуально осматривайте фильтры перед установкой и отбраковывайте любые треснувшие детали; убедитесь, что фильтры полностью сухие перед использованием (влага вызывает растрескивание от теплового удара); используйте фильтры, рассчитанные на температуру заливки и условия металлостатического напора. Фильтры SiC обладают лучшей стойкостью к тепловому удару, чем глиноземные, но обычно не используются для алюминия из-за проблем с химической совместимостью.
Q6: В чем разница между керамическими фильтрами 20 PPI и 30 PPI для алюминия?
Число PPI означает количество пор на линейный дюйм в структуре фильтра. Фильтр 20 PPI имеет более крупные поры (диаметром примерно 1,2-1,5 мм), меньшее сопротивление потоку и умеренную эффективность улавливания включений. Фильтр 30 PPI имеет меньшие отверстия (диаметром примерно 0,7-0,9 мм), большее сопротивление потоку и значительно более высокую эффективность улавливания включений - особенно для мелких включений в диапазоне 10-50 микрон. Для конструкционных алюминиевых отливок, где важны механические свойства, 30 PPI обеспечивает заметно лучшие результаты, чем 20 PPI, с улучшенными показателями удлинения и усталостной прочности в опубликованных сравнительных тестах.
Q7: Удаляют ли керамические фильтры для алюминия газообразный водород?
Пенокерамические фильтры не удаляют растворенный водород из расплавленного алюминия напрямую. Для удаления водорода требуется дегазация с использованием оборудования для дегазации с вращающейся крыльчаткой и инертным газом (аргоном или азотом). Однако керамические фильтры косвенно способствуют снижению водородной пористости, удаляя оксидные включения, которые служат местами зарождения пузырьков водорода во время застывания, и гася турбулентность, которая в противном случае могла бы включить дополнительный водород, полученный из влаги, в расплав во время заливки. Для обеспечения полного качества расплава керамическая фильтрация и дегазация должны использоваться вместе.
Q8: Как следует хранить керамические фильтры для литья алюминия?
Храните пенокерамические фильтры в оригинальной упаковке в сухом складском помещении при температуре окружающей среды, вдали от источников влаги, включая конденсат на полу. Относительная влажность выше 70% может вызвать адсорбцию влаги на поверхности, что приведет к тепловому удару во время первоначального контакта с металлом. Не складывайте картонные коробки с фильтрами в штабель высотой более 5-6 штук во избежание повреждения нижних фильтров при сжатии. Избегайте воздействия масел, смазок или химических паров, которые могут загрязнить поверхность фильтра и препятствовать смачиванию металла. При надлежащих условиях хранения стандартные фильтры из вспененного глинозема имеют практический срок годности 18-24 месяца.
Q9: Являются ли керамические фильтры для литья алюминия экологически регламентированными?
Отработанные керамические пенопластовые фильтры, полученные в результате операций по литью алюминия, в большинстве юрисдикций классифицируются как твердые промышленные отходы. Они содержат остаточные затвердевшие включения алюминия в керамической структуре. В соответствии со стандартными нормативными документами (Рамочная директива ЕС по отходам, RCRA США, экологические нормы Китая, действующие до 2026 года) эти отработанные фильтры относятся к неопасным твердым отходам и могут быть утилизированы на лицензированных промышленных полигонах. Некоторые литейные заводы извлекают металлический алюминий из использованных фильтров путем вторичной переработки. Сам керамический материал химически инертен и не выщелачивает регулируемые вещества.
Q10: Можно ли изготовить керамические фильтры для нестандартных конфигураций алюминиевого литья?
Да, размеры, формы и даже марки PPI для фильтров из вспененной керамики, изготовленных на заказ, доступны у крупных производителей. Обычные требования включают круглые или овальные формы для конкретных корпусов фильтров, трапециевидные сечения для конической геометрии бегунков, а также отверстия или выемки для механических удерживающих элементов. Минимальные объемы заказов для нестандартных форм обычно начинаются с 500-2000 штук, а время изготовления первоначальной оснастки и первой партии продукции составляет 6-12 недель. Для отмывочных устройств, отлитых из алюминиевых заготовок, широко предлагаются заказные системы фильтрующих кассет, включающие стандартные фильтрующие элементы в заказных корпусах.
Заключение
Керамические фильтры для литья алюминия представляют собой одно из наиболее простых и проверенных средств повышения качества, доступных для алюминиевых литейных заводов и литейных операций. Физика улавливания включений, химия сродства глинозема к глинозему и десятилетия производственных данных указывают на один и тот же вывод: правильно подобранный вспененный глиноземный керамический фильтр, правильно размещенный в хорошо спроектированной литниковой системе, обеспечивает измеримое и последовательное улучшение чистоты литья, механических свойств, качества поверхности и соответствия размеров.
Практические рекомендации, содержащиеся в этом всеобъемлющем обзоре, сводятся к нескольким ключевым принципам: подбирайте материал фильтра в соответствии с химическим составом сплава; рассчитывайте, а не оценивайте необходимый размер фильтра; определяйте класс PPI, исходя из реальных требований к чистоте, а не минимизации затрат; проектируйте седла фильтра, исключающие перепускной поток; интегрируйте фильтрацию как один из компонентов полной системы обработки расплава, которая также включает дегазацию и эффективное обезжиривание.
Компания AdTech оказывает поддержку операциям по литью алюминия, начиная со спецификации материала и заканчивая проектированием установки и устранением неполадок на производстве. Последовательный вывод, сделанный в различных областях применения литья, заключается в том, что инвестиции в правильную керамическую фильтрацию окупаются снижением количества брака, улучшением свойств и возможностью поставлять сертифицированные по качеству детали клиентам, которые требуют документального подтверждения чистоты расплава. Для любого производства алюминиевого литья, где качество имеет значение, керамическая фильтрация - это то, с чего следует начать.
