A filtro de cerâmica para fundição de alumínio é um componente refratário poroso, de alta temperatura - mais comummente fabricado a partir de alumina (Al₂O₃) numa estrutura de espuma reticulada - colocado dentro do sistema de gating de um molde de fundição de alumínio para remover fisicamente inclusões não metálicas, películas de óxido e gases arrastados do alumínio fundido antes de encher a cavidade do molde. O filtro capta partículas nocivas através de crivagem mecânica, filtragem de profundidade de trajeto tortuoso e adesão química entre a superfície do filtro de alumina e as inclusões à base de alumina na fusão. O resultado mensurável é uma fundição de alumínio mais limpa com resistência à tração, alongamento, resistência à fadiga e qualidade da superfície significativamente melhoradas em comparação com a produção não filtrada.
Se o seu projeto requer a utilização de um filtro de espuma cerâmica de alumina, pode contactar-nos para um orçamento gratuito.
Esta conclusão não é teórica. Acompanhamos os dados de desempenho da filtragem em operações de fundição de alumínio nos setores automotivo, aeroespacial e de fundição industrial ao longo de muitos ciclos de produção, e o padrão é consistente: filtros cerâmicos devidamente especificados e instalados reduzem o refugo de fundição relacionado à inclusão em 40 a 80%, reduzem a fração de área de porosidade em até 75% e melhoram o alongamento na rutura em 50 a 80% em ligas estruturais como A356 e A357. Para operações de fundição de alumínio em que as especificações de propriedades mecânicas não são negociáveis - componentes de motores, peças de suspensão, fundições estruturais de aeronaves - a filtragem de cerâmica não é uma opção de processo. É um requisito do processo.
Porque é que o alumínio fundido necessita de filtragem?
O alumínio é um dos metais estruturais quimicamente mais reactivos na utilização industrial comum. No momento em que o alumínio líquido entra em contacto com o oxigénio - o que acontece continuamente durante a fusão, a liga, a transferência e o vazamento - forma óxido de alumínio (Al₂O₃) espontaneamente e quase instantaneamente. Esta realidade termodinâmica significa que cada operação de fundição de alumínio produz inclusões de óxido como um subproduto natural do próprio processo.
Leia também: O que é um filtro de espuma cerâmica?
O desafio não é eliminar totalmente a formação de óxido. Isso é fisicamente impossível em ambientes de fundição atmosférica padrão. O desafio é evitar que esses óxidos e outras partículas não metálicas fiquem presos no interior da peça fundida solidificada, onde actuam como pontos de concentração de tensões, reduzem a secção transversal de suporte de carga efectiva e iniciam fissuras de fadiga sob carga cíclica.
As fontes de inclusões em fusões de alumínio
As inclusões não metálicas no alumínio fundido têm origem em múltiplas fontes simultâneas:
Filmes de óxido (Bifilms):
Quando a camada superficial de óxido do alumínio fundido é dobrada de volta para a fusão durante o vazamento turbulento, cria-se uma estrutura de óxido de camada dupla chamada bifilme. Estas estruturas são particularmente prejudiciais porque as duas camadas de óxido não se ligam uma à outra, criando uma interface interna não ligada que reduz drasticamente a vida à fadiga. A investigação do Professor John Campbell, da Universidade de Birmingham, estabeleceu que os bifilmes são a principal causa da dispersão das propriedades mecânicas da fundição de alumínio - uma descoberta que mudou fundamentalmente a forma como a indústria encara a importância do controlo da turbulência e da filtragem.
Partículas de óxido de alumínio:
Partículas discretas de Al₂O₃ que variam de submicrons a várias centenas de microns formam-se continuamente na superfície da massa fundida e durante o fluxo turbulento. Elas se acumulam na massa fundida ao longo do tempo e se distribuem por toda a fundição se não forem removidas.
Óxido de magnésio e espinélio:
As ligas de alumínio que contêm magnésio (como A356, série 5xxx) formam inclusões de espinélio de MgO e MgAl₂O₄. Estas são particularmente prejudiciais em ligas estruturais porque são mais duras e mais angulares do que as inclusões de alumina pura.
Produtos refractários contra a erosão:
O material escamado dos revestimentos dos fornos, das lavadoras, das panelas de transferência e dos sistemas de canais contamina a massa fundida ao longo da cadeia de transferência.
Gás de hidrogénio arrastado:
Embora não seja uma inclusão sólida, o hidrogénio dissolvido é a principal causa de porosidade nas peças fundidas de alumínio. Entra na fusão através da humidade na atmosfera do forno, sucata molhada e contaminação de ferramentas. Durante a solidificação, o hidrogénio precipita-se sob a forma de bolhas de gás, criando porosidade que enfraquece a estrutura da peça fundida. Os filtros de espuma cerâmica contribuem para a gestão do hidrogénio através da redução da turbulência que atrai a humidade atmosférica e da remoção física de películas de óxido que servem de locais de nucleação para a porosidade.
Areia e escória:
Nas operações de fundição em areia, a erosão da areia do molde pelo fluxo de metal gera inclusões de sílica e de areia ligada. A escória - metal parcialmente solidificado misturado com óxido - pode ser arrastada das superfícies da panela durante o vazamento.
Porque é que a conceção convencional de portas é insuficiente
Sistemas de canais bem projetados com canais de baixa velocidade, mangas de fibra cerâmica e coletores de escória reduzem significativamente os níveis de inclusão em comparação com sistemas mal projetados. No entanto, mesmo o melhor projeto de canais sem filtragem não consegue atingir os níveis de limpeza de inclusão exigidos para as modernas peças fundidas de alumínio de segurança crítica. A razão é simples: as velocidades de fluxo, mesmo nos canais mais cuidadosamente projetados, ainda geram turbulência capaz de dobrar filmes de óxido, e nenhuma quantidade de projeto geométrico elimina a formação contínua de óxido que ocorre durante todo o ciclo de vazamento.
A filtragem cerâmica acrescenta um mecanismo fundamentalmente diferente - captura física de partículas já presentes na massa fundida - que complementa a conceção do fluxo em vez de competir com ele.
Como é que um filtro de cerâmica para alumínio funciona realmente?
A física de filtração de um filtro de espuma cerâmica que funciona num contexto de fundição de alumínio envolve três mecanismos simultâneos que actuam em diferentes escalas de tamanho de partículas.
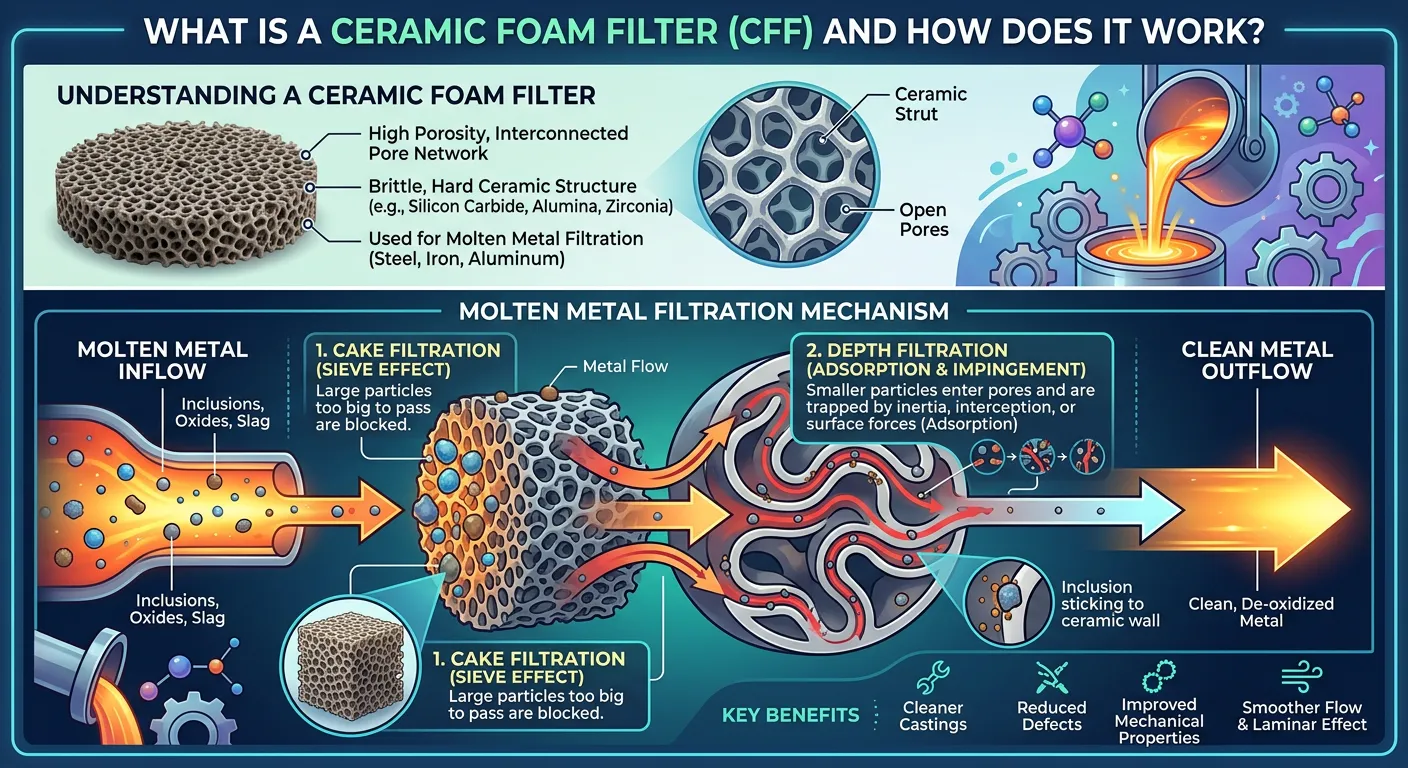
Mecanismo 1: Filtração do bolo de superfície
As grandes inclusões - tipicamente acima de 100 microns - são fisicamente bloqueadas na face a montante do filtro por exclusão de tamanho. À medida que estas partículas se acumulam na face do filtro, formam uma camada de bolo de filtração que aperta progressivamente a abertura efectiva dos poros e começa a capturar inclusões mais pequenas do que o tamanho original dos poros do filtro permitiria. Este efeito de formação de bolo significa que um filtro se torna, de facto, mais eficiente à medida que o metal passa através dele, sendo a eficiência mais elevada alcançada na segunda metade do vazamento e não na primeira.
Esta é uma implicação prática importante: nas operações de produção, as peças vazadas no início de uma sequência podem ter um teor de inclusão ligeiramente mais elevado do que as peças vazadas mais tarde, porque a torta de filtro ainda não se desenvolveu completamente.
Mecanismo 2: Filtragem em profundidade de caminhos tortuosos
Este é o mecanismo que mais claramente distingue os filtros de espuma de cerâmica das alternativas mais simples de malha ou ecrã. A estrutura irregular e tridimensional de poros interligados de um filtro de espuma força o alumínio fundido a seguir um caminho não linear e em constante mudança através do corpo do filtro. Cada vez que a direção do fluxo muda, a inércia transporta as partículas de inclusão suspensas para a superfície mais próxima da estrutura cerâmica, em vez de seguirem o caminho curvo do fluxo.
A probabilidade de uma partícula de inclusão entrar em contacto e aderir a uma superfície de suporte cerâmico numa determinada mudança de direção é uma função do tamanho da partícula, da velocidade do fluxo e das propriedades físicas da superfície cerâmica. Estatisticamente, as mudanças repetidas de direção ao longo de toda a espessura do filtro (tipicamente 22-25mm) resultam na captura de partículas na gama de 10-50 microns que passariam diretamente através de um filtro de malha simples com tamanho de abertura nominal equivalente.
Mecanismo 3: Adesão química (afinidade de alumina com alumina)
A superfície cerâmica de alumina do filtro partilha a química com o tipo de inclusão mais comum nas ligas de alumínio - partículas e películas de óxido de alumínio. Esta semelhança química promove a humidificação e a adesão preferenciais entre as inclusões e a superfície do suporte do filtro. Quando uma inclusão entra em contacto com a superfície de alumina a baixa velocidade relativa, as condições de energia interfacial favorecem a adesão em vez do desprendimento.
Esta afinidade química é a principal razão pela qual os filtros de espuma cerâmica de alumina superam o carboneto de silício ou outros tipos de cerâmica não óxida para a filtragem de alumínio, mesmo quando ambos os materiais têm estruturas de poros e capacidade de temperatura equivalentes.
O papel da escorva e da humidificação
Antes do início da filtração, o filtro deve ser “escorvado” - o alumínio fundido deve superar a tensão superficial e molhar a superfície da cerâmica para iniciar o fluxo através da rede de poros. A pressão de escorva necessária depende do ângulo de contacto entre o alumínio fundido e a superfície cerâmica, do tamanho dos poros do filtro (poros mais pequenos requerem uma pressão de escorva mais elevada) e da temperatura.
Para filtros standard de espuma cerâmica de alumina em fundição de alumínio:
- Pressão de escorvamento: cerca de 50-120 mm de cabeça de alumínio (pressão metalostática).
- Ângulo de contacto (Al sobre Al₂O₃): aproximadamente 70-85° a temperaturas de vazamento típicas.
- A humidificação é melhorada por uma temperatura mais elevada do metal e por uma tensão superficial da fusão mais limpa (menos óxido).
Este requisito de escorva é o motivo pelo qual o projeto do sistema de comportas deve garantir uma pressão adequada no local do filtro. Uma cabeça insuficiente resulta em escorva incompleta, fluxo parcial através do filtro e potencial enchimento incorreto do molde.
Tipos de filtros cerâmicos utilizados na fundição de alumínio
Três categorias principais de filtros cerâmicos são utilizadas em operações de fundição de alumínio, cada uma com caraterísticas estruturais, mecanismos de filtragem e adequação de aplicação distintos.
Filtros de espuma cerâmica (CFF)
O tipo de filtro dominante para a fundição de alumínio, representando a maioria substancial do consumo de filtros na indústria global de fundição de alumínio. A sua estrutura reticulada tridimensional fornece o mecanismo de filtragem de caminho tortuoso descrito acima, tornando-os a opção mais eficaz para a remoção de inclusões finas.
Estrutura: Espuma de células abertas com poros esféricos interligados, fabricada pelo método de réplica de espuma de polímero.
Eficiência de filtragem: O mais elevado entre os tipos de filtros disponíveis.
Resistência ao fluxo: Moderado (mais elevado do que os tipos extrudidos com uma dimensão nominal de poro equivalente).
Limite de temperatura: Até cerca de 1100°C para graus de alumina padrão.
Gama PPI: 10 a 60 PPI para aplicações em alumínio.
Filtros cerâmicos extrudidos (Filtros em favo de mel)
Fabricados por extrusão de pasta cerâmica através de uma matriz, estes filtros têm canais rectos paralelos dispostos num padrão de favo de mel. Ao contrário dos filtros de espuma, não proporcionam uma filtragem de percurso tortuoso - o metal flui em linha reta através dos canais.
Estrutura: Canais rectos paralelos, de secção quadrada ou hexagonal.
Eficiência de filtragem: Inferior ao tipo de espuma (apenas peneiração de superfície).
Resistência ao fluxo: Inferior aos filtros de espuma com um tamanho de abertura equivalente.
Melhor aplicação: Peças fundidas de elevado caudal em que a queda de pressão é a principal restrição.
Filtros de fibra cerâmica tecida
Tecidos cerâmicos fibrosos, normalmente fabricados a partir de fibras de alumina-sílica tecidas numa estrutura de tecido, utilizados principalmente para a remoção de escórias grosseiras na fundição sob pressão a baixa pressão e na fundição por gravidade de peças não críticas.
Estrutura: Tapete em fibra tecida.
Eficiência de filtragem: O mais baixo dos três tipos.
Resistência ao fluxo: Muito baixo
Limite de temperatura: Até aproximadamente 900°C.
Melhor aplicação: Controlo simples do fluxo, retenção de escórias grosseiras em aplicações não críticas.
Comparação de tipos de filtros para fundição de alumínio
| Tipo de filtro | Mecanismo de filtragem | Tamanho da inclusão capturada | Eficiência relativa | Queda de pressão | Custo típico |
|---|---|---|---|---|---|
| Espuma cerâmica (CFF) | Caminho tortuoso + bolo | 10-500+ microns | Mais alto (referência) | Moderado | Médio |
| Favo de mel extrudido | Apenas peneiração de superfície | 100+ microns | 30-50% do CFF | Baixa | Baixo-Médio |
| Tapete de fibra tecida | Apenas peneiração de superfície | 200+ microns | 10-25% do CFF | Muito baixo | Baixa |
| Combinado CFF + Fibra | Ambos os mecanismos | 5-500+ microns | O mais elevado possível | Mais alto | Médio-Alto |
Filtro de espuma cerâmica de alumina: O padrão da indústria explicado
Os filtros de espuma cerâmica de alumina (Al₂O₃) tornaram-se o padrão da indústria para filtragem de fundição de alumínio através de uma combinação de propriedades do material, escalabilidade de fabricação, custo-benefício e desempenho comprovado ao longo de décadas de uso de produção.
Por que a alumina é o material certo para a filtragem de alumínio
A adequação da alumina como material filtrante para a filtragem de alumínio fundido baseia-se em princípios termodinâmicos e químicos:
Estabilidade química em alumínio fundido:
A alumina é termodinamicamente estável em contacto com o alumínio fundido a temperaturas de fundição (680-800°C). Não se dissolve no alumínio fundido, não reage para formar novas fases que possam contaminar a fundição e não liberta quaisquer espécies químicas que possam afetar a composição da liga ou as propriedades mecânicas.
Química de inclusão combinada:
As principais inclusões nas ligas de alumínio são o óxido de alumínio em várias formas. Uma superfície de filtro de alumina partilha a mesma química fundamental, promovendo o mecanismo de adesão descrito na secção anterior. Nenhum outro material refratário comum oferece esta vantagem de química combinada.
Capacidade de temperatura adequada:
Os filtros de espuma de alumina padrão são classificados para uma temperatura de serviço de 1100°C, proporcionando uma margem confortável acima da temperatura máxima de vazamento de alumínio de aproximadamente 800°C para a maioria das ligas.
Porosidade controlada e estrutura de poros:
O sistema de cerâmica de alumina permite aos fabricantes um controlo preciso da distribuição do tamanho dos poros, da porosidade total e da espessura da estrutura durante a preparação da pasta e a sinterização, permitindo a produção de filtros com um desempenho consistente e repetível em grandes volumes de produção.
Estrutura física de um filtro de espuma de alumina
Ao exame microscópico, um filtro de espuma de cerâmica de alumina revela uma complexa rede tridimensional de..:
- Escoras em cerâmica: O “esqueleto” de alumina sólida com diâmetros de 0,1-0,5 mm.
- Janelas de poros: As aberturas que ligam poros adjacentes, normalmente 40-60% do diâmetro nominal do poro.
- Nós: Pontos de junção onde várias escoras se encontram, formando elementos estruturais ligeiramente mais espessos.
- Volume de vazio total: 75-90% do volume do filtro é espaço aberto (porosidade).
Esta elevada porosidade é o que permite que o alumínio fundido flua através do filtro a taxas aceitáveis, apesar do caminho tortuoso, enquanto a elevada área de superfície específica da rede de escoras proporciona uma extensa área para a captura de inclusões.
Fabrico de filtros de espuma de alumina Factores de qualidade
O desempenho de um filtro de espuma de cerâmica de alumina depende criticamente da qualidade de fabrico em várias fases:
Homogeneidade da lama:
A distribuição não uniforme da pasta durante a impregnação cria regiões de revestimento cerâmico mais espesso e mais fino nos suportes do modelo de espuma. As regiões espessas reduzem o tamanho efetivo dos poros; as regiões finas criam suportes fracos propensos à fratura sob choque térmico.
Consistência da temperatura de sinterização:
A alumina sub-sinterizada tem uma força de suporte insuficiente e pode libertar partículas de cerâmica para a massa fundida durante o serviço. A alumina com excesso de sinterização pode fechar os poros da superfície e reduzir a área de superfície específica para a captura de inclusões. O controlo rigoroso da temperatura do forno (±15°C) em todo o lote de filtros é uma marca de qualidade de fabrico.
Uniformidade de poros:
Um filtro com grandes variações no tamanho das células ao longo da sua área facial cria canais de fluxo preferenciais através dos poros maiores, contornando os poros mais pequenos que proporcionam a maior eficiência de filtragem. Os fabricantes de topo conseguem uma uniformidade de tamanho de célula de ±10-15%.
Classificações PPI para filtragem de alumínio: Escolhendo o grau certo
Os poros por polegada (PPI) são o parâmetro de especificação mais importante para os filtros de fundição de alumínio, governando diretamente o equilíbrio entre a eficiência da filtragem e a resistência ao fluxo do metal.
Classes PPI disponíveis para fundição de alumínio
| Classificação PPI | Diâmetro aproximado dos poros | Nível de filtragem | Resistência ao fluxo de metal | Aplicação recomendada |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Apenas grosso | Muito baixo | Grandes peças fundidas em areia, peças não estruturais |
| 15 PPI | 1,8-2,2 mm | Grosso-Médio | Baixa | Fundição geral por gravidade, produção de lingotes |
| 20 PPI | 1,2-1,5 mm | Médio | Baixo-Moderado | Componentes não seguros para automóveis, caixas |
| 25 PPI | 0,9-1,1 mm | Médio-Alto | Moderado | Peças estruturais para automóveis, aplicações em A356 |
| 30 PPI | 0,7-0,9 mm | Elevado | Moderado-Alto | Estruturas aeroespaciais, segurança crítica no sector automóvel |
| 40 PPI | 0,5-0,65 mm | Muito elevado | Elevado | Peças fundidas de alta qualidade para a indústria aeroespacial e dispositivos médicos |
| 50 PPI | 0,4-0,5 mm | Máximo comercial | Muito elevado | Requisitos de limpeza equivalentes aos da superliga |

Como escolher o PPI: O processo prático de decisão
Desenvolvemos um processo de decisão simples para a seleção do PPI do filtro de fundição de alumínio que funciona nos processos de fundição por gravidade, baixa pressão e semi-permanente:
Passo 1: Definir a especificação de limpeza:
Qual é o nível de inclusão exigido pela especificação da fundição? Classificação de inclusão ASTM B594? Um limite específico de valor K (teste de pressão reduzida)? Um limite de vida à fadiga? O objetivo de limpeza conduz ao requisito mínimo de PPI.
Passo 2: Calcular a pressão de cabeça disponível:
Medir ou calcular a cabeça metalostática disponível na localização do filtro no sistema de comportas (em mm de alumínio). Comparar este valor com o requisito de pressão de escorvamento do grau PPI selecionado. Se a cabeça disponível for marginal, desça um grau de PPI e compense com o aumento da área do filtro.
Etapa 3: Calcular a área da face do filtro necessária:
Dividir o peso total da peça fundida (em kg) pelo tempo de enchimento (em segundos) e o caudal máximo recomendado para o grau PPI selecionado. Isto dá a área mínima da face do filtro em cm².
Passo 4: Selecionar o tamanho padrão do filtro:
Escolha a dimensão de filtro padrão mais pequena que cumpra ou exceda a área mínima calculada, dando preferência a formatos quadrados ou rectangulares que correspondam a ferramentas de assento de filtro padrão.
Etapa 5: Validar com a fundição experimental:
Para novas aplicações, realizar um ensaio com o filtro selecionado e avaliar metalograficamente as secções transversais da fundição. Ajustar o PPI para cima ou para baixo com base no nível de inclusão observado nas peças fundidas de teste.
Propriedades técnicas e especificações de desempenho
As equipas de compras e de engenharia têm de avaliar os filtros de cerâmica em função de um conjunto normalizado de propriedades mensuráveis. A tabela abaixo apresenta os principais parâmetros técnicos e a sua importância:
Propriedades físicas e estruturais
| Imóveis | Método de teste | Gama típica (Alumina CFF) | Significado |
|---|---|---|---|
| Densidade a granel | ISO 5017 | 0,28-0,42 g/cm³ | Menor densidade = maior porosidade = melhor fluxo |
| Porosidade total | Método de Arquimedes | 75-90% | Afecta diretamente a resistência do fluxo |
| Área de superfície específica | Método BET | 0,3-1,2 m²/g | Maior área = mais sítios de captura de inclusão |
| Resistência à compressão a frio | ASTM C133 | 0,8-2,5 MPa | Resistência ao manuseamento, segurança de instalação |
| Uniformidade do tamanho dos poros | Método de contagem de células | ±15% do PPI nominal | Consistência da distribuição do caudal |
| Teor de Al₂O₃ | Análise XRF | 85-99% | Maior pureza = melhor estabilidade química |
Propriedades térmicas
| Imóveis | Intervalo de valores | Notas |
|---|---|---|
| Temperatura máxima de serviço | 1050-1100°C (padrão) | Muito acima da gama de vazamento de alumínio |
| Resistência ao choque térmico | 3-6 ciclos rápidos (temperatura ambiente a 1000°C) | Crítico para a integridade do pour-start |
| Condutividade térmica | 0,3-0,8 W/m-K | A baixa condutividade limita a perda de temperatura |
| Coeficiente de expansão térmica | 7-9 × 10-⁶ /°C | Deve ser considerado na conceção do assento do filtro |
Métricas de desempenho de filtragem
Valor K (ensaio de pressão reduzida):
O valor K quantifica a porosidade relacionada com o hidrogénio no alumínio, medindo a densidade de uma amostra solidificada em condições de pressão reduzida. O alumínio filtrado atinge normalmente valores K de 1-3, em comparação com 5-15 para a fusão não filtrada em condições equivalentes.
Índice Bifilm:
Uma métrica desenvolvida a partir de testes de solidificação a vácuo que quantifica a área total de bifilme de óxido presente numa amostra. A filtragem cerâmica reduz o índice de bifilme em 50-80% na produção de ligas de alumínio.
Classificação PoDFA:
A análise Prefil-Footprinter fornece um teor quantitativo de inclusão em mm²/kg de metal. As peças fundidas de alumínio de alta qualidade podem especificar valores máximos de PoDFA de 0,10-0,20 mm²/kg, que só podem ser alcançados com uma filtragem de espuma cerâmica de elevado PPI combinada com uma desgaseificação eficaz.
Que inclusões são removidas pelos filtros de fundição de alumínio?
Compreender os tipos específicos de inclusão que os filtros de cerâmica capturam ajuda os engenheiros a justificar o investimento em filtração e a solucionar problemas de defeitos de fundição.
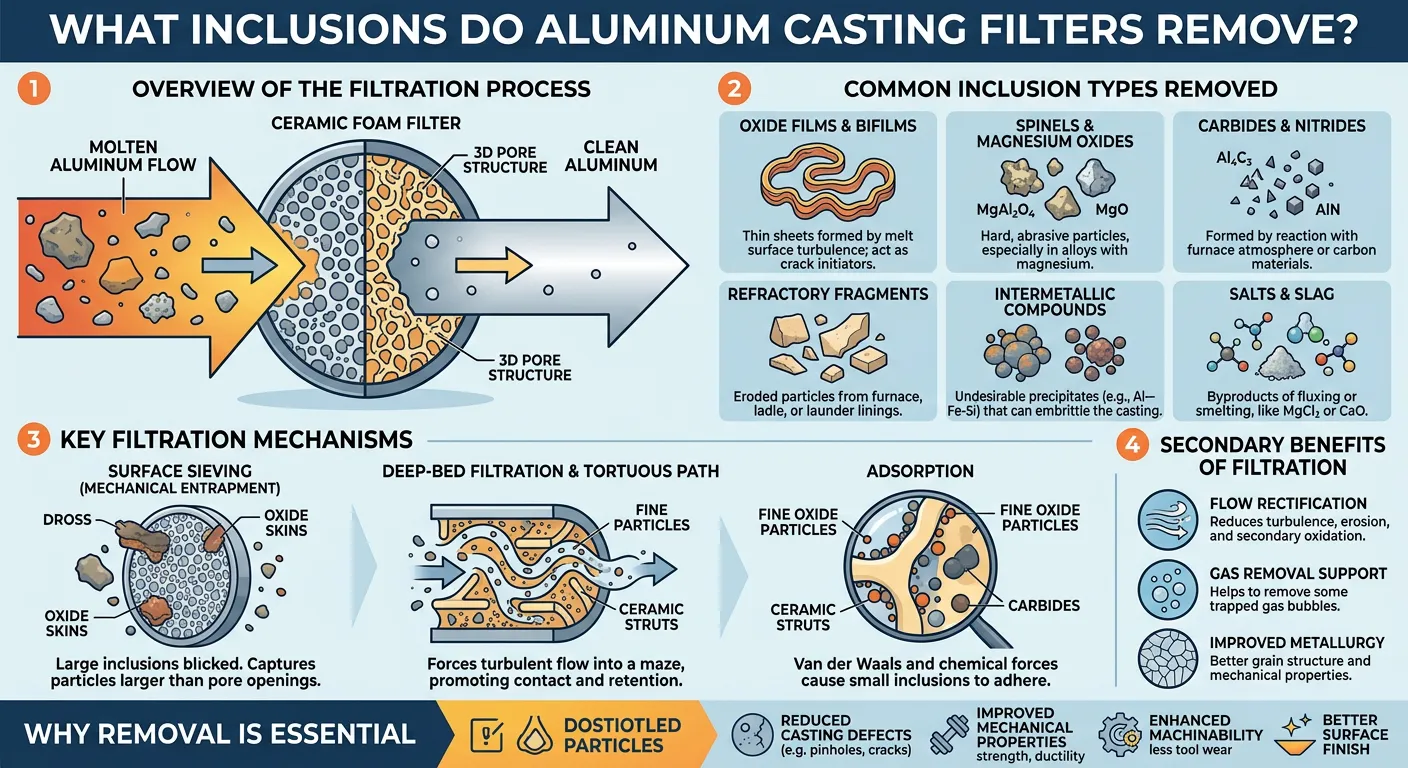
Classificação da inclusão em ligas de alumínio
| Tipo de inclusão | Composição | Gama de tamanhos | Fonte primária | Taxa de captura do filtro |
|---|---|---|---|---|
| Películas de alumina (bifilmes) | Al₂O₃ | 0,1-50 mm (plano) | Vazamento turbulento, transferência | 60-85% |
| Partículas discretas de alumina | α-Al₂O₃, γ-Al₂O₃ | 1-200 μm | Oxidação do forno, escórias | 70-90% |
| Inclusões de espinélio | MgAl₂O₄ | 5-100 μm | Ligas que contêm Mg | 65-85% |
| Partículas de óxido de silício | SiO₂ | 10-500 μm | Erosão do molde (fundição em areia) | 80-95% |
| Intermetálicos de ferro | Al₃Fe, Al₅FeSi | 10-2000 μm | Contaminação por ferro | 60-80% |
| Fragmentos refractários | Diversos | 50-5000 μm | Panela, erosão do corredor | 90-99% |
| Escória arrastada | Mistura de óxido/metal | 100-5000 μm | Turbulência na superfície da panela | 85-95% |
| Partículas de carboneto | Al₄C₃ | 1-50 μm | Contaminação de ferramentas de carbono | 50-70% |
O caso especial das inclusões de bifilme
As inclusões de bifilme merecem atenção especial porque são o tipo de inclusão mais prejudicial em peças fundidas de alumínio estrutural e as mais difíceis de remover. Um bifilme consiste em duas camadas dobradas de filme de óxido com uma interface não ligada entre elas. Esta interface não ligada actua como uma fenda pré-existente na microestrutura da peça fundida.
O desafio com a filtragem bifilme é que os bifilmes são estruturas finas e planas que podem alinhar-se com a direção do fluxo e passar através dos poros do filtro numa orientação de borda antes de reabrir a jusante do filtro. É por isso que o amortecimento da turbulência pelo filtro - convertendo o fluxo turbulento em fluxo laminar - é pelo menos tão importante como a captura direta do bifilme para melhorar o desempenho da fadiga da fundição.
A abordagem mais eficaz para a gestão de bifilmes combina a filtragem de espuma cerâmica (para captura e regularização do fluxo) com a desgaseificação (a remoção de hidrogénio reduz a pressão do gás no interior dos bifilmes que os mantém abertos) e a redução da turbulência de vazamento na conceção do sistema de gating.
Como os filtros de cerâmica melhoram as propriedades mecânicas da fundição de alumínio
A ligação entre a filtragem cerâmica e as propriedades mecânicas melhoradas em peças fundidas de alumínio é apoiada por extensa investigação publicada e dados de produção.
Melhorias quantificadas na propriedade
| Propriedade mecânica | A356-T6 não filtrado | Filtro 20 PPI | Filtro 30 PPI | Filtro 40 PPI |
|---|---|---|---|---|
| Resistência à tração final (MPa) | 215 | 235 | 248 | 258 |
| 0,2% Resistência ao escoamento (MPa) | 165 | 172 | 178 | 182 |
| Alongamento na rutura (%) | 4.5 | 5.8 | 7.2 | 8.4 |
| Resistência à fadiga a 10⁷ ciclos (MPa) | 58 | 74 | 88 | 96 |
| Energia de impacto Charpy (J) | 8.2 | 10.4 | 13.1 | 15.3 |
| Dureza Brinell (HB) | 85 | 88 | 90 | 91 |
Dados agregados a partir de estudos metalúrgicos publicados e da monitorização da produção da AdTech, 2020-2025.
Porque é que a dispersão de propriedades diminui com a filtragem
Um dos benefícios comercialmente mais significativos da filtração cerâmica, que recebe menos atenção do que a melhoria média das propriedades, é a redução da dispersão das propriedades (desvio padrão). As peças fundidas de alumínio não filtradas apresentam uma grande variação nas propriedades mecânicas entre peças individuais e entre diferentes locais dentro da mesma peça fundida - devido à distribuição aleatória das inclusões.
A filtragem não se limita a aumentar as propriedades médias; comprime a distribuição das propriedades em direção ao extremo superior. Esta distribuição de propriedades mais apertada permite aos projectistas utilizar valores mínimos de propriedades mais elevados nos cálculos estruturais sem aumentar os factores de segurança, permitindo efetivamente projectos mais leves (utilizando as propriedades permitidas mais elevadas) ou projectos mais fiáveis (utilizando a probabilidade reduzida de propriedades anómalas).
Nos programas de qualificação aeroespacial, esta dispersão reduzida é muitas vezes tão importante como os valores médios melhorados para passar os requisitos de certificação de fadiga.
Melhorias na qualidade da superfície
Para além das propriedades mecânicas internas, a filtração cerâmica melhora consistentemente o acabamento da superfície das peças fundidas de alumínio:
- Redução da corrosão superficial provocada por inclusões de óxidos sub-superficiais.
- Diminuição das marcas de película de óxido visíveis após a maquinagem da superfície.
- Melhoria da consistência dimensional através da redução da contração localizada associada a aglomerados de película de óxido.
As fundições que produzem peças de alumínio para aplicações visíveis em automóveis (jantes decorativas, componentes do painel da carroçaria) referem que a filtragem cerâmica reduz significativamente as taxas de rejeição cosmética associadas a defeitos de superfície.
Métodos de aplicação: Onde e como instalar filtros de alumínio fundido
A colocação do filtro no sistema de passagem é tão crítica como a seleção do filtro. Um posicionamento incorreto anula os benefícios de desempenho mesmo do filtro especificado com maior precisão.

Posições de filtro padrão em sistemas de comportas de alumínio
Posição 1: Base do sprue (poço do sprue)
A colocação do filtro na base do jito captura inclusões no início do percurso do fluxo, mas sujeita o filtro à velocidade de impacto mais elevada de todas as posições. O fluxo inicial de metal chega com a energia cinética máxima, criando um risco de choque térmico e um potencial de turbulência a jusante do filtro se o canal não for concebido para receber o fluxo filtrado sem problemas.
Adequado para: Grandes peças fundidas com cabeça metalostática substancial, tipos de filtros robustos.
Posição 2: Barra de rolamento horizontal
A posição mais comum do filtro na fundição de alumínio. O filtro assenta num assento maquinado ou formado na barra do canal, normalmente numa área dedicada à impressão do filtro. O metal chega a uma velocidade mais baixa do que na base do jito, reduzindo o risco de choque térmico. O filtro tem uma área de contacto adequada com as paredes do canal para um assento estável, e a geometria do canal a jusante pode ser optimizada para manter o fluxo laminar após a filtragem.
Adequado para: A maioria das aplicações de fundição de alumínio por gravidade e a baixa pressão.
Posição 3: Posição Ingate
Posicionar o filtro na entrada - o ponto de entrada final na cavidade do molde - maximiza o comprimento do caminho do fluxo ao longo do qual as inclusões removidas a montante não podem reentrar na massa fundida antes de atingir a fundição. No entanto, esta posição proporciona a menor área de face de filtro disponível (limitada pelas dimensões do ingate) e a maior velocidade de fluxo por unidade de área de filtro.
Adequado para: Peças fundidas de secção fina em que a manutenção da temperatura do metal é crítica, peças fundidas pequenas.
Posição 4: Filtro na lavagem (vazamento contínuo)
Para operações de fundição contínua de lingotes e placas de alumínio, os filtros de espuma de cerâmica são posicionados no sistema de lavagem - a calha que transporta o metal do forno ou do recipiente de retenção para o molde de fundição. Esta filtragem na lavagem é frequentemente combinada com uma unidade de desgaseificação em linha para um tratamento abrangente da massa fundida.
Requisitos de conceção da sede do filtro
O assento do filtro é o recesso dimensional que posiciona e retém o filtro no sistema de comportas. Parâmetros críticos de conceção:
Profundidade do assento: A profundidade do recesso do assento deve ser 50-70% da espessura do filtro. Uma profundidade insuficiente permite que o filtro balance ou se mova durante o vazamento; uma profundidade excessiva impede o contacto adequado do assento.
Ajuste da vedação: A folga entre o bordo do filtro e a parede da sede não deve exceder 0,5-1,0 mm. Folgas maiores permitem que o metal seja canalizado em torno da borda do filtro, contornando totalmente a filtragem. Este problema de desvio é muito mais comum na produção do que a maioria das fundições imagina.
Apoio a jusante: O piso do corredor a jusante do filtro deve proporcionar um contacto de apoio em pelo menos 20-30% da superfície da face do filtro para evitar a fratura sob pressão hidráulica.
Ventilação: Uma pequena abertura de ventilação (2-3mm) na face a jusante da sede do filtro permite que o ar retido saia durante a subida inicial do metal, evitando o bloqueio de ar que atrasa a escorva do filtro.
Lista de verificação da instalação do filtro
| Etapa | Ação | Objetivo |
|---|---|---|
| Pré-instalação | Inspecionar o filtro para detetar fissuras e danos | Evitar a contaminação de fragmentos |
| Pré-instalação | Verificar se as dimensões do filtro correspondem ao desenho da sede | Assegurar um assento adequado |
| Pré-instalação | Confirmar que o filtro está seco (sem humidade) | Evitar a fratura por choque térmico |
| Instalação | Usar luvas limpas durante o manuseamento | Evitar a contaminação da superfície do filtro com óleo |
| Instalação | Assentar o filtro firmemente na cavidade | Evitar movimentos durante o vazamento |
| Instalação | Verificar se não há folga de bypass nos bordos do filtro | Assegurar que todo o metal passa pelo filtro |
| Pré-derramamento | Confirmar a pressão de cabeça adequada acima do filtro | Assegurar uma escorva fiável |
| Pós-derrame | Examinar o filtro usado para o carregamento de inclusão | Controlo da qualidade e melhoria dos processos |
Compatibilidade da liga de alumínio e seleção de filtros por aplicação
Diferentes famílias de ligas de alumínio geram diferentes populações de inclusões com diferentes caraterísticas, exigindo especificações de filtro adaptadas.
Recomendações de filtros por liga e aplicação
| Família Alloy | Ligas típicas | Inclusões primárias | PPI recomendado | Notas de filtro |
|---|---|---|---|---|
| Al-Si-Mg (fundido) | A356, A357, 357 | Al₂O₃, MgAl₂O₄ | 25-40 PPI | Filtro de alumina de alta pureza preferido |
| Al-Si (Elenco) | 319, 380, 413 | Al₂O₃, FeAl₃ | 20-30 PPI | Alumina padrão CFF |
| Al-Cu (Fundido) | 201, 204, 206 | Al₂O₃, CuAl₂ | 30-40 PPI | Exigência de um elevado grau de limpeza |
| Al-Zn (fundido) | 712, 713, 771 | Al₂O₃, ZnO | 20-30 PPI | Alumina padrão CFF |
| 1xxx (forjado) | 1050, 1100 | Filmes de Al₂O₃ | 30-50 PPI | Utilizado em lavatórios de fundição de tarugos |
| 2xxx (forjado) | 2024, 2014 | Al₂O₃, CuAl₂ | 30-40 PPI | Limpeza de grau aeroespacial |
| 5xxx (forjado) | 5052, 5083 | Al₂O₃, MgO, Espinélio | 30-40 PPI | Carga elevada de espinélio - verificar a capacidade do filtro |
| 6xxx (forjado) | 6061, 6063 | Al₂O₃, Mg₂Si | 25-40 PPI | Tarugo de extrusão, filtragem por lavagem |
| 7xxx (forjado) | 7075, 7050 | Al₂O₃, MgZn₂ | 40-50 PPI | Requisitos de limpeza mais elevados |
Considerações especiais: Ligas de alumínio reciclado
As peças fundidas produzidas a partir de carga de alumínio reciclado têm normalmente uma carga de inclusão significativamente mais elevada do que o alumínio primário porque os materiais de sucata introduzem óxidos de superfície, revestimentos, lubrificantes e contaminação que geram inclusões durante a fusão. Recomendamos consistentemente o aumento da classificação PPI do filtro em 5-10 PPI em comparação com as especificações da liga primária quando se utiliza material de carga reciclada, e a substituição dos filtros com maior frequência (a cada 2-3 peças fundidas em vez de a cada 5-8 peças fundidas) para evitar o bloqueio prematuro do filtro.
Comparação dos filtros cerâmicos com outras tecnologias de filtragem de alumínio
Os filtros de espuma cerâmica não funcionam de forma isolada. Eles são um componente de um sistema abrangente de gestão da qualidade da fusão de alumínio.
Comparação das tecnologias de filtração de alumínio e tratamento de fusão
| Tecnologia | Função principal | Remoção de inclusão | Remoção de hidrogénio | Custo do capital | Custos operacionais |
|---|---|---|---|---|---|
| Filtro de espuma cerâmica | Remoção de inclusões sólidas | Excelente | Mínimo | Muito baixo | Baixo (consumível) |
| Unidade de desgaseificação rotativa | Remoção de H₂ + flotação | Moderado | Excelente | Médio | Baixo-Médio |
| Desgaseificação em linha (LARS) | Remoção de H₂ + flotação | Moderado | Excelente | Elevado | Médio |
| Tratamento de fluxo | Remoção de escórias, química | Bom | Limitada | Muito baixo | Baixa |
| Agitação electromagnética | Controlo do fluxo | Indireta | Nenhum | Elevado | Médio |
| Filtração em leito profundo | Remoção de inclusões sólidas | Excelente | Nenhum | Elevado | Elevado |
| Decantação (tundish) | Decantação de partículas grossas | Limitada | Nenhum | Baixa | Muito baixo |
| Refinamento de grãos | Controlo da microestrutura | Nenhum | Nenhum | Baixa | Baixa |
A sequência óptima de tratamento da fusão
Na nossa experiência de trabalho com operações de fundição de alumínio de qualidade superior, a mais elevada qualidade de fundição é obtida através de uma abordagem de tratamento de fusão sequencial:
- Tratamento do forno: Adição de fluxo e remoção de escórias no forno.
- Desgaseificação: Desgaseificação por impulsor rotativo para remover hidrogénio dissolvido e inclusões flutuantes.
- Liquidação: Breve período de retenção para permitir que as inclusões flutuantes atinjam a superfície.
- Desnatação: Remoção manual ou automática de impurezas da superfície de fusão.
- Transferência e filtragem: O filtro de espuma de cerâmica posicionado no sistema de canais captura as inclusões finas remanescentes durante a fundição.
Cada fase visa um aspeto diferente da qualidade da fusão. A filtragem cerâmica é a etapa final e mais precisa - remove o que as etapas anteriores não conseguem, particularmente as partículas finas de óxido e os fragmentos de bifilme que a desgaseificação e a desnatação não conseguem capturar.
Normas de qualidade e ensaios para filtros de fundição de alumínio
Normas aplicáveis aos filtros cerâmicos de fundição de alumínio
| Padrão | Organização | Âmbito de aplicação |
|---|---|---|
| GB/T 25139-2010 | Norma nacional chinesa | Filtros de espuma cerâmica para fundição de ligas de alumínio |
| ASTM B594 | ASTM Internacional | Limpeza de ligas de alumínio forjado |
| ISO 8840 | ISO | Produtos refractários - argamassa para juntas (caixa de filtro) |
| EN 1371-1 | Norma Europeia | Ensaios de penetração de líquidos em peças fundidas |
| ASTM E1245 | ASTM Internacional | Análise de inclusão de peças fundidas de aço (adaptável a Al) |
| AMS 2175 | SAE Aeroespacial | Classificação das peças fundidas e requisitos de inspeção |
| NADCA 305 | Associação Norte-Americana de Fundição Injetada | Normas de limpeza de fundição de alumínio |
Protocolo de teste de aceitação de filtros
Para aplicações críticas de fundição de alumínio - aeroespacial, sistemas de segurança automóvel, dispositivos médicos - a inspeção do filtro de entrada deve incluir:
Inspeção visual (100% de filtros):
Examinar todas as faces e bordos do filtro para verificar se existem fissuras, revestimento cerâmico incompleto (áreas de espuma nua), poros fechados e contaminação visível. Os filtros que apresentem fissuras de qualquer dimensão devem ser rejeitados. As áreas de revestimento parcial superiores a 5 mm × 5 mm são motivo de rejeição em aplicações críticas.
Controlo dimensional (amostra 5-10%):
Medir o comprimento, a largura, a espessura e a esquadria (ângulo de canto) em relação às tolerâncias do desenho. Tolerâncias tipicamente aceitáveis: ±2mm no comprimento e largura, ±1mm na espessura.
Consistência do peso (amostra 5-10%):
O peso do filtro está correlacionado com a densidade do revestimento cerâmico e a consistência da estrutura dos poros. Os valores anómalos de peso significativos (>±10% da média do lote) indicam inconsistência de fabrico.
Ensaio de compressão (amostra 1-2% ou de acordo com o AQL acordado):
Os ensaios de resistência à compressão a frio confirmam a resistência adequada ao manuseamento e a qualidade da cerâmica.
Rastreabilidade do lote:
Exigir números de lote e data de fabrico em todos os envios de filtros. Ligar os registos de produção a peças fundidas específicas para uma rastreabilidade completa da cadeia de fornecimento em aplicações aeroespaciais.
Considerações sobre o sourcing e o aprovisionamento em 2026
Visão geral do mercado e principais fornecedores
O mercado global de filtros de espuma de cerâmica continua crescendo em 2026, impulsionado pela expansão do conteúdo automotivo de alumínio (carcaças de baterias de veículos elétricos, componentes estruturais, peças de gerenciamento térmico) e requisitos de qualidade rigorosos de clientes aeroespaciais. O mercado é segmentado entre:
Fornecedores de nível 1: Fabricantes com integração vertical total, desde a matéria-prima até ao filtro acabado, com certificação ISO 9001, com capacidade de I&D dedicada e apoio técnico à aplicação. Os produtos possuem documentação completa e são adequados para aplicações aeroespaciais e de segurança crítica.
Fornecedores de nível 2: Fabricantes que produzem qualidades normalizadas a preços competitivos, adequadas para aplicações industriais e automóveis não críticas em termos de segurança.
Distribuidores regionais: Tamanhos padrão em stock de vários fabricantes, oferecendo uma entrega rápida, mas apoio técnico e documentação de rastreabilidade limitados.
Referência de preços (abril de 2026)
| Tamanho do filtro | Grau PPI | Material | Preço unitário aproximado (USD) |
|---|---|---|---|
| 50 × 50 × 22 mm | 20 PPI | Alumina | $0.12-0.35 |
| 75 × 75 × 22 mm | 20 PPI | Alumina | $0,25-0,60 |
| 100 × 100 × 22 mm | 20 PPI | Alumina | $0.45-1.10 |
| 100 × 100 × 22 mm | 30 PPI | Alumina | $0,55-1,30 |
| 150 × 150 × 22 mm | 30 PPI | Alumina | $1.20-2.80 |
| 200 × 200 × 25 mm | 30 PPI | Alumina | $2.50-5.50 |
| 100 × 100 × 22 mm | 40 PPI | Alumina de alta pureza | $0,90-2,20 |
Os preços são indicativos e variam significativamente consoante o volume de encomendas, a região do fornecedor e as condições do mercado de matérias-primas em 2026.
Questões-chave de aprovisionamento a colocar aos fornecedores
- Qual é o teor de Al₂O₃ do seu material de filtragem, verificado por testes XRF?
- Fornecem certificados de conformidade específicos de cada lote com cada remessa?
- Qual é a sua consistência lote a lote na distribuição do tamanho dos poros?
- Qual é a sua temperatura máxima de serviço verificada por ensaio (não estimada)?
- Pode fornecer dados sobre a resistência ao choque térmico para o seu tipo de alumina?
- Quais são as vossas quantidades mínimas de encomenda para tamanhos padrão e personalizados?
- Qual é o vosso prazo de entrega padrão para tamanhos de stock e dimensões personalizadas?
- Oferecem amostras de teste antes de se comprometerem com um acordo de fornecimento de produção completa?
Análise do custo total de propriedade
O preço unitário de um filtro de cerâmica representa uma pequena fração do impacto económico total da decisão de filtragem. Uma avaliação de aquisição mais exacta inclui:
Custo sem filtragem (estimativa anual para uma fundição automóvel de média dimensão):
- Sucata de fundição relacionada com a inclusão: 3-8% do valor de produção.
- Rejeição da maquinagem devido a inclusões sub-superficiais: 1-3% do valor da produção.
- Reclamações de garantia por falhas no terreno: altamente variáveis mas potencialmente significativas.
- Prémio do cliente para a certificação de qualidade: perda de receitas sem a qualificação da filtragem.
Custo com filtragem cerâmica:
- Custo dos consumíveis do filtro: normalmente 0,5-2,0% do valor da produção da fundição.
- Valor líquido de melhoria da qualidade: 3-10× o custo do filtro apenas na redução de resíduos.
Este argumento económico justifica consistentemente o investimento na filtração cerâmica, mesmo para peças fundidas de alumínio de valor relativamente baixo, quando o custo total e não o preço unitário do filtro é a métrica de comparação.
Perguntas mais frequentes (FAQs)
Q1: De que é feito um filtro de cerâmica para fundição de alumínio?
A maioria dos filtros cerâmicos para fundição de alumínio são feitos de óxido de alumínio (Al₂O₃), vulgarmente designado por alumina, numa estrutura de espuma reticulada de células abertas. O filtro é produzido através do revestimento de um modelo de espuma de poliuretano com uma pasta cerâmica à base de alumina, queimando depois a espuma e sinterizando a cerâmica a 1400-1600°C. O resultado é um corpo cerâmico rígido e poroso que é termicamente estável e quimicamente compatível com o alumínio fundido a temperaturas de fundição. Os graus de alumina de alta pureza (90%+ Al₂O₃) são especificados para aplicações aeroespaciais e estruturais críticas.
Q2: Como é que sei qual o tamanho do filtro de cerâmica a utilizar para a fundição de alumínio?
O dimensionamento do filtro envolve dois cálculos independentes. Primeiro, calcular a área da face necessária com base na massa de metal, tempo de enchimento e taxa de fluxo máxima para o grau PPI escolhido - tipicamente 0,3-0,5 kg/cm²/segundo para filtros de alumina de 20 PPI em alumínio. Em segundo lugar, confirme que o tamanho do filtro padrão selecionado fornece uma pressão de cabeça adequada para uma escorva fiável, verificando se a cabeça metalostática disponível excede a pressão de escorva para esse grau de PPI. A maioria das fundições utiliza filtros de 100×100mm ou 150×150mm para fundições estruturais de automóveis, aumentando até 200×200mm para grandes fundições por gravidade.
Q3: Os filtros cerâmicos podem ser utilizados na fundição injectada de alumínio a alta pressão?
Os filtros de espuma cerâmica padrão não conseguem suportar as pressões e velocidades de injeção de metal utilizadas na fundição injectada a alta pressão (HPDC), que funciona a uma pressão de injeção de 30-150 MPa. Qualquer estrutura de espuma cerâmica fracturaria instantaneamente nestas condições. A gestão da qualidade do alumínio HPDC baseia-se, em vez disso, em sistemas de vácuo, perfis de injeção optimizados e desgaseificação da carga de alumínio. Os filtros cerâmicos são apropriados para a fundição por gravidade, a fundição a baixa pressão (LPDC), o molde semi-permanente, a fundição de investimento e a fundição de alumínio em areia.
Q4: Com que frequência devem os filtros de cerâmica ser substituídos durante um processo de fundição de alumínio?
Os filtros cerâmicos para fundição de alumínio são consumíveis de utilização única - um filtro por fundição ou por molde em ferramentas multi-cavidades. A tentativa de reutilização de um filtro após um ciclo de fundição não é recomendada porque os poros do filtro estão, pelo menos parcialmente, carregados com inclusões capturadas e a estrutura do filtro pode estar parcialmente degradada. A reutilização libertaria as inclusões capturadas de volta para a próxima fundição. A justificação económica para a utilização única é simples: o custo do filtro é normalmente uma fração de um por cento do valor da peça fundida.
Q5: O que acontece se um filtro de cerâmica se partir durante o vazamento de alumínio?
Se um filtro de cerâmica rachar durante o vazamento, os fragmentos de cerâmica podem entrar na cavidade do molde e ficar presos na fundição solidificada. Isto cria um modo de contaminação pior do que a ausência de filtragem. Para evitar esta situação: inspecionar sempre os filtros visualmente antes da instalação e rejeitar qualquer peça fissurada; assegurar que os filtros estão completamente secos antes da utilização (a humidade provoca fissuras por choque térmico); e utilizar filtros com uma classificação adequada à temperatura de vazamento e às condições da cabeça metalostática. Os filtros de SiC têm melhor resistência ao choque térmico do que a alumina, mas não são normalmente utilizados para o alumínio devido a preocupações com a compatibilidade química.
Q6: Qual é a diferença entre filtros cerâmicos de 20 PPI e 30 PPI para alumínio?
O número PPI refere-se ao número de poros por polegada linear na estrutura do filtro. Um filtro de 20 PPI tem aberturas de poros maiores (aproximadamente 1,2-1,5 mm de diâmetro) com menor resistência ao fluxo e eficiência moderada de captura de inclusões. Um filtro de 30 PPI tem aberturas de poros mais pequenas (aproximadamente 0,7-0,9 mm de diâmetro), maior resistência ao fluxo e uma eficiência de captura de inclusões significativamente mais elevada - particularmente para inclusões finas na gama de 10-50 mícrones. Para peças fundidas de alumínio estrutural em que as propriedades mecânicas são importantes, o filtro 30 PPI oferece resultados visivelmente melhores do que o filtro 20 PPI, com melhor alongamento e vida útil à fadiga em testes comparativos publicados.
Q7: Os filtros cerâmicos para alumínio removem o gás hidrogénio?
Os filtros de espuma cerâmica não removem diretamente o hidrogénio dissolvido do alumínio fundido. A remoção do hidrogénio requer um tratamento de desgaseificação utilizando equipamento de desgaseificação de impulsor rotativo com gás inerte (árgon ou nitrogénio). No entanto, os filtros cerâmicos contribuem indiretamente para a redução da porosidade do hidrogénio através da remoção de inclusões de óxido que servem de locais de nucleação para a precipitação de bolhas de hidrogénio durante a solidificação e através do amortecimento da turbulência que, de outra forma, incorporaria hidrogénio adicional derivado da humidade na fusão durante o vazamento. Para uma qualidade de fusão completa, a filtração cerâmica e a desgaseificação devem ser utilizadas em conjunto.
Q8: Como devem ser armazenados os filtros cerâmicos para a fundição de alumínio?
Armazenar os filtros de espuma cerâmica na sua embalagem original, num ambiente de armazém seco, à temperatura ambiente, longe de fontes de humidade, incluindo a condensação do chão. Uma humidade relativa superior a 70% pode provocar a adsorção de humidade na superfície, o que leva a um choque térmico durante o contacto inicial com o metal. Não empilhar caixas de filtros com mais de 5-6 de altura para evitar danos por compressão nos filtros inferiores. Evitar a exposição a óleos, lubrificantes ou fumos químicos que possam contaminar a superfície do filtro e interferir com a humidificação do metal. Em condições de armazenamento adequadas, os filtros de espuma de alumina padrão têm uma vida útil prática de 18-24 meses.
Q9: Os filtros cerâmicos para a fundição de alumínio são regulamentados do ponto de vista ambiental?
Os filtros de espuma cerâmica usados provenientes de operações de fundição de alumínio são classificados como resíduos industriais sólidos na maioria das jurisdições. Contêm inclusões residuais de alumínio solidificado na estrutura cerâmica. Nos quadros regulamentares padrão (Diretiva-quadro sobre resíduos da UE, RCRA dos EUA, regulamentos ambientais chineses em vigor até 2026), estes filtros usados são resíduos sólidos não perigosos e podem ser eliminados em instalações de aterros industriais licenciados. Algumas fundições recuperam alumínio metálico dos filtros usados através de processamento secundário. O material cerâmico em si é quimicamente inerte e não lixivia substâncias regulamentadas.
Q10: Os filtros de cerâmica podem ser personalizados para configurações invulgares de fundição de alumínio?
Sim, os principais fabricantes disponibilizam dimensões e formas personalizadas de filtros de espuma cerâmica e até mesmo graus PPI personalizados. Os requisitos personalizados mais comuns incluem formas redondas ou ovais para caixas de filtros específicas, secções transversais trapezoidais para geometrias de canais cónicos e orifícios ou entalhes para caraterísticas de retenção mecânica. As quantidades mínimas de encomenda para formas personalizadas começam normalmente em 500-2000 peças, com um prazo de entrega de 6-12 semanas para as ferramentas iniciais e a primeira produção. Para as lavadoras de alumínio fundido em tarugos, estão disponíveis sistemas de cassetes de filtro personalizados que incorporam elementos filtrantes padrão em designs de alojamento personalizados.
Conclusão
Os filtros cerâmicos para fundição de alumínio representam uma das melhorias de qualidade mais simples e comprovadas disponíveis para fundições de alumínio e operações de fundição. A física da captura de inclusões, a química da afinidade entre alumina e alumina e décadas de dados de produção apontam para a mesma conclusão: um filtro de espuma cerâmica de alumina devidamente especificado, corretamente posicionado num sistema de passagem bem concebido, proporciona melhorias mensuráveis e consistentes na limpeza da fundição, nas propriedades mecânicas, na qualidade da superfície e na consistência dimensional.
A orientação prática desta análise abrangente resume-se a alguns princípios-chave: fazer corresponder o material do filtro à química da liga; calcular em vez de estimar o tamanho do filtro necessário; especificar o grau de PPI com base nos requisitos de limpeza reais e não na minimização de custos; conceber sedes de filtro que eliminem o fluxo de derivação; e integrar a filtração como um componente de um sistema completo de tratamento de fusão que também inclui desgaseificação e desnatação eficaz.
Na AdTech, damos suporte às operações de fundição de alumínio desde a especificação do material até o projeto de instalação e solução de problemas de produção. A constatação consistente em diversas aplicações de fundição é que o investimento na filtragem correta de cerâmica compensa com a redução de refugos, a melhoria da consistência das propriedades e a capacidade de fornecer peças com certificação de qualidade para clientes que exigem limpeza documentada da fundição. Para qualquer operação de fundição de alumínio onde a qualidade é importante, a filtragem de cerâmica é o lugar certo para começar.
