A alüminyum döküm için seramik filtre metalik olmayan kalıntıları, oksit filmlerini ve sürüklenen gazları kalıp boşluğunu doldurmadan önce erimiş alüminyumdan fiziksel olarak uzaklaştırmak için bir alüminyum döküm kalıbının yolluk sistemine yerleştirilen gözenekli, yüksek sıcaklıkta refrakter bir bileşendir - en yaygın olarak ağsı bir köpük yapısında alüminadan (Al₂O₃) üretilir. Filtre, mekanik eleme, kıvrımlı yol derinliği filtrasyonu ve alümina filtre yüzeyi ile eriyikteki alümina bazlı kalıntılar arasındaki kimyasal yapışma yoluyla zararlı partikülleri yakalar. Ölçülebilir sonuç, filtresiz üretime kıyasla önemli ölçüde iyileştirilmiş gerilme mukavemeti, uzama, yorulma direnci ve yüzey kalitesine sahip daha temiz bir alüminyum dökümdür.
Projeniz Alümina Seramik Köpük Filtre kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
Bu sonuç teorik değildir. Birçok üretim döngüsü boyunca otomotiv, havacılık ve endüstriyel döküm sektörlerindeki alüminyum dökümhane operasyonlarında filtreleme performansı verilerini takip ettik ve sonuç tutarlı: uygun şekilde belirlenmiş ve kurulmuş seramik filtreler, inklüzyonla ilgili döküm hurdasını yüzde 40 ila 80 oranında azaltır, gözeneklilik alanı fraksiyonunu yüzde 75'e kadar azaltır ve A356 ve A357 gibi yapısal alaşımlarda kopma uzamasını yüzde 50 ila 80 oranında iyileştirir. Mekanik özellik spesifikasyonlarının pazarlık konusu olmadığı alüminyum döküm işlemleri için - motor bileşenleri, süspansiyon parçaları, uçak yapısal dökümleri - seramik filtreleme bir proses seçeneği değildir. Bu bir proses gerekliliğidir.
Erimiş Alüminyum Neden Filtrasyona İhtiyaç Duyar?
Alüminyum, yaygın endüstriyel kullanımda kimyasal olarak en reaktif yapısal metallerden biridir. Sıvı alüminyum oksijenle temas ettiği anda - ki bu eritme, alaşımlama, aktarma ve dökme sırasında sürekli olarak gerçekleşir - kendiliğinden ve neredeyse anında alüminyum oksit (Al₂O₃) oluşturur. Bu termodinamik gerçeklik, her alüminyum döküm işleminin, sürecin doğal bir yan ürünü olarak oksit kalıntıları ürettiği anlamına gelir.
Ayrıca okuyun: Seramik Köpük Filtre Nedir?
Buradaki zorluk oksit oluşumunu tamamen ortadan kaldırmak değildir. Standart atmosferik döküm ortamlarında bu fiziksel olarak imkansızdır. Buradaki zorluk, bu oksitlerin ve diğer metalik olmayan partiküllerin katılaşmış dökümün içinde hapsolmasını ve burada stres konsantrasyon noktaları olarak hareket etmesini, etkili yük taşıma kesitini azaltmasını ve döngüsel yükleme altında yorulma çatlaklarını başlatmasını önlemektir.
Alüminyum Eriyiklerindeki Kapanımların Kaynakları
Erimiş alüminyumdaki metalik olmayan kalıntılar aynı anda birden fazla kaynaktan meydana gelir:
Oksit Filmler (Bifilmler):
Erimiş alüminyum üzerindeki yüzey oksit tabakası türbülanslı döküm sırasında eriyiğin içine geri katlandığında, bifilm adı verilen çift katmanlı bir oksit yapısı oluşturur. Bunlar özellikle zararlıdır çünkü iki oksit tabakası birbirine bağlanmaz ve yorulma ömrünü ciddi şekilde azaltan dahili bir bağlanmamış arayüz oluşturur. Birmingham Üniversitesi'nden Profesör John Campbell tarafından yapılan araştırma, alüminyum döküm mekanik özelliklerindeki dağınıklığın birincil nedeninin bifilmler olduğunu ortaya koymuştur - bu bulgu, endüstrinin türbülans kontrolü ve filtrasyonun önemine bakışını temelden değiştirmiştir.
Alüminyum Oksit Parçacıkları:
Mikron altı ile birkaç yüz mikron arasında değişen ayrık Al₂O₃ partikülleri eriyik yüzeyinde ve türbülanslı akış sırasında sürekli olarak oluşur. Zamanla eriyik içinde birikirler ve uzaklaştırılmadıkları takdirde döküm boyunca dağılırlar.
Magnezyum Oksit ve Spinel:
Magnezyum içeren alüminyum alaşımları (A356, 5xxx serisi gibi) MgO ve MgAl₂O₄ spinel inklüzyonları oluşturur. Bunlar özellikle yapısal alaşımlarda zararlıdır çünkü saf alümina kalıntılarından daha sert ve daha köşelidirler.
Refrakter Erozyon Ürünleri:
Fırın astarlarından, yolluklardan, transfer potalarından ve yolluk sistemlerinden dökülen malzeme, transfer zinciri boyunca eriyiği kirletir.
Sızan Hidrojen Gazı:
Katı bir inklüzyon olmasa da, çözünmüş hidrojen alüminyum dökümlerde gözenekliliğin birincil nedenidir. Eriyiğe fırın atmosferindeki nem, ıslak hurda ve takım kontaminasyonu yoluyla girer. Katılaşma sırasında hidrojen gaz kabarcıkları olarak çökelir ve döküm yapısını zayıflatan gözeneklilik oluşturur. Seramik köpük filtreler, atmosferik nemi içeri çeken türbülansı azaltarak ve gözeneklilik için çekirdeklenme alanı görevi gören oksit filmlerinin fiziksel olarak uzaklaştırılmasını sağlayarak hidrojen yönetimine katkıda bulunur.
Kum ve Cüruf:
Kum döküm işlemlerinde, kalıp kumunun metal akışı tarafından aşındırılması silika ve bağlı kum kalıntıları oluşturur. Cüruf - oksitle karışmış kısmen katılaşmış metal - dökme sırasında pota yüzeylerinden sürüklenebilir.
Geleneksel Geçit Tasarımı Neden Tek Başına Yetersizdir?
Düşük hızlı yolluklara, seramik elyaf manşonlara ve cüruf tutuculara sahip iyi tasarlanmış yolluk sistemleri, kötü tasarlanmış sistemlere kıyasla inklüzyon seviyelerini önemli ölçüde azaltır. Bununla birlikte, filtreleme olmadan en iyi yolluk tasarımı bile modern güvenlik açısından kritik alüminyum dökümler için gereken inklüzyon temizliği seviyelerine ulaşamaz. Bunun nedeni açıktır: en dikkatli şekilde tasarlanmış yolluklardaki akış hızları bile oksit filmlerini katlayabilen türbülans oluşturmaya devam eder ve hiçbir geometrik tasarım, döküm döngüsü boyunca meydana gelen sürekli oksit oluşumunu ortadan kaldırmaz.
Seramik filtrasyon, akış tasarımıyla rekabet etmek yerine onu tamamlayan temelde farklı bir mekanizma (eriyikte zaten mevcut olan partiküllerin fiziksel olarak yakalanması) ekler.
Alüminyum için Seramik Filtre Aslında Nasıl Çalışır?
Alüminyum döküm bağlamında çalışan bir seramik köpük filtrenin filtrasyon fiziği, farklı partikül boyutu ölçeklerinde hareket eden üç eşzamanlı mekanizmayı içerir.
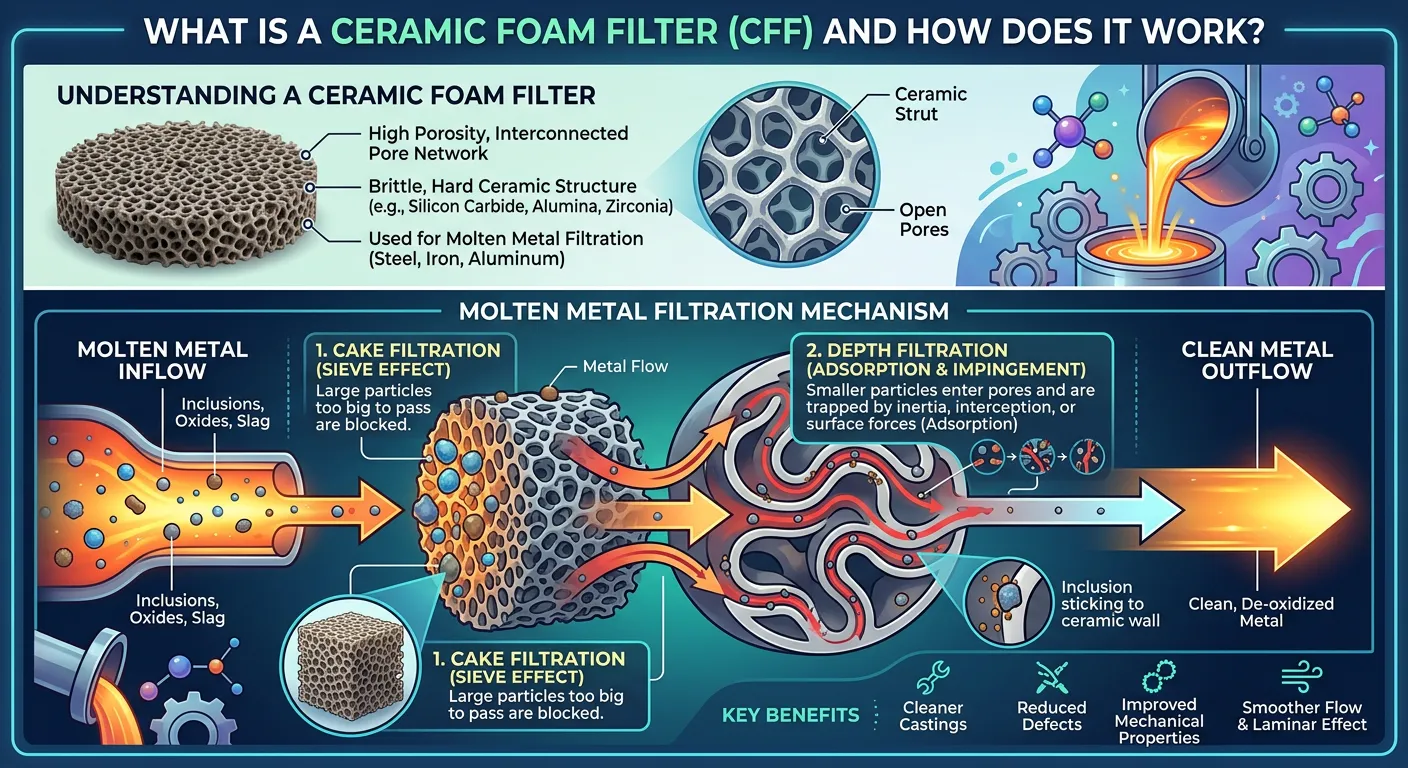
Mekanizma 1: Yüzey Keki Filtrasyonu
Tipik olarak 100 mikronun üzerindeki büyük inklüzyonlar, boyut dışlama yoluyla filtrenin yukarı akış yüzünde fiziksel olarak bloke edilir. Bu partiküller filtre yüzeyinde biriktikçe, etkili gözenek açıklığını giderek daraltan ve orijinal filtre gözenek boyutunun izin verdiğinden daha küçük inklüzyonları yakalamaya başlayan bir filtre keki tabakası oluştururlar. Bu kek oluşumu etkisi, bir filtrenin içinden metal geçtikçe aslında daha verimli hale geldiği ve en yüksek verimin dökmenin ilk yarısından ziyade ikinci yarısında elde edildiği anlamına gelir.
Bu önemli bir pratik sonuçtur: üretim operasyonlarında, bir sıradaki erken dökülen dökümler, filtre keki henüz tam olarak gelişmediğinden, sonraki dökümlere göre biraz daha yüksek inklüzyon içeriğine sahip olabilir.
Mekanizma 2: Kıvrımlı Yol Derinliği Filtrasyonu
Bu, seramik köpük filtreleri daha basit ağ veya elek alternatiflerinden en açık şekilde ayıran mekanizmadır. Bir köpük filtrenin düzensiz, üç boyutlu birbirine bağlı gözenek yapısı, erimiş alüminyumu filtre gövdesi boyunca sürekli değişen, doğrusal olmayan bir yol izlemeye zorlar. Akış yönü her değiştiğinde, atalet askıda kalan inklüzyon partiküllerini kavisli akış yolunu takip etmek yerine en yakın seramik dikme yüzeyine doğru taşır.
Bir inklüzyon partikülünün herhangi bir yön değişiminde seramik bir dikme yüzeyine temas etme ve yapışma olasılığı partikül boyutunun, akış hızının ve seramik yüzeyin fiziksel özelliklerinin bir fonksiyonudur. İstatistiksel olarak, filtrenin tam kalınlığı boyunca (tipik olarak 22-25 mm) tekrarlanan yön değişiklikleri, eşdeğer nominal açıklık boyutuna sahip basit bir ağ filtreden doğrudan geçebilecek 10-50 mikron aralığındaki partiküllerin yakalanmasıyla sonuçlanır.
Mekanizma 3: Kimyasal Yapışma (Alümina-Alümina Afinitesi)
Filtrenin alümina seramik yüzeyi, alüminyum alaşımlarındaki en yaygın inklüzyon türü olan alüminyum oksit partikülleri ve filmleri ile aynı kimyayı paylaşır. Bu kimyasal benzerlik, inklüzyonlar ve filtre dikme yüzeyi arasında tercihli ıslanmayı ve yapışmayı teşvik eder. Bir inklüzyon alümina yüzeyine düşük bağıl hızda temas ettiğinde, arayüzey enerji koşulları ayrılma yerine yapışmayı destekler.
Bu kimyasal yakınlık, her iki malzeme de eşdeğer gözenek yapısına ve sıcaklık kapasitesine sahip olsa bile, alümina seramik köpük filtrelerin alüminyum filtreleme için silikon karbür veya diğer oksit olmayan seramik türlerinden daha iyi performans göstermesinin temel nedenidir.
Hazırlama ve Islatmanın Rolü
Filtrasyon başlamadan önce filtre “astarlanmalıdır” - alüminyum eriyiği yüzey geriliminin üstesinden gelmeli ve gözenek ağından akışı başlatmak için seramik yüzeyi ıslatmalıdır. Gerekli hazırlama basıncı, erimiş alüminyum ile seramik yüzey arasındaki temas açısına, filtre gözenek boyutuna (daha küçük gözenekler daha yüksek hazırlama basıncı gerektirir) ve sıcaklığa bağlıdır.
Alüminyum dökümde standart alümina seramik köpük filtreler için:
- Hazırlama basıncı: yaklaşık 50-120 mm alüminyum kafa (metalostatik basınç).
- Temas açısı (Al₂O₃ üzerinde Al): tipik dökme sıcaklıklarında yaklaşık 70-85°.
- Islatma, daha yüksek metal sıcaklığı ve daha temiz (daha düşük oksit) eriyik yüzey gerilimi ile geliştirilir.
Bu hazırlama gereksinimi, yolluk sistemi tasarımının filtre konumunda yeterli kafa basıncını sağlamasının nedenidir. Yetersiz basınç, eksik hazırlama, filtreden kısmi akış ve potansiyel kalıp yanlış dolumu ile sonuçlanır.
Alüminyum Dökümde Kullanılan Seramik Filtre Çeşitleri
Alüminyum döküm işlemlerinde, her biri farklı yapısal özelliklere, filtreleme mekanizmalarına ve uygulama uygunluğuna sahip üç ana seramik filtre kategorisi kullanılır.
Seramik Köpük Filtreler (CFF)
Alüminyum döküm için baskın filtre türüdür ve küresel alüminyum döküm endüstrisindeki filtre tüketiminin önemli bir çoğunluğunu oluşturur. Üç boyutlu ağsı yapıları, yukarıda açıklanan dolambaçlı yol filtreleme mekanizmasını sağlar ve bu da onları ince kalıntıların giderilmesi için en etkili seçenek haline getirir.
Yapı: Polimer köpük çoğaltma yöntemiyle üretilen, birbirine bağlı küresel gözeneklere sahip açık hücreli köpük.
Filtrasyon verimliliği: Mevcut filtre türleri arasında en yükseği.
Akış direnci: Orta (eşdeğer nominal gözenek boyutunda ekstrüde tiplerden daha yüksek).
Sıcaklık limiti: Standart alümina kaliteleri için yaklaşık 1100°C'ye kadar.
ÜFE aralığı: Alüminyum uygulamalar için 10 ila 60 PPI.
Ekstrüde Seramik Filtreler (Petek Filtreler)
Seramik macunun bir kalıptan ekstrüzyonu ile üretilen bu filtreler, bal peteği şeklinde düzenlenmiş paralel düz kanallara sahiptir. Köpük filtrelerin aksine, dolambaçlı yol filtrasyonu sağlamazlar - metal kanallar boyunca düz bir çizgide akar.
Yapı: Düz paralel kanallar, kare veya altıgen kesitli.
Filtrasyon verimliliği: Köpük tipinden daha düşük (sadece yüzey eleme).
Akış direnci: Eşdeğer açıklık boyutunda köpük filtrelerden daha düşük.
En iyi uygulama: Basınç düşüşünün birincil kısıtlama olduğu yüksek debili dökümler.
Dokuma Seramik Elyaf Filtreler
Tipik olarak bir kumaş yapısına dokunmuş alümina-silika liflerinden yapılan lifli seramik kumaşlar, öncelikle düşük basınçlı dökümde ve kritik olmayan parçaların gravite dökümünde kaba cüruf giderme için kullanılır.
Yapı: Dokuma elyaf paspas.
Filtrasyon verimliliği: Üç türün en düşüğü.
Akış direnci: Çok düşük
Sıcaklık limiti: Yaklaşık 900°C'ye kadar.
En iyi uygulama: Basit akış kontrolü, kritik olmayan uygulamalarda kaba cüruf tutma.
Alüminyum Döküm için Filtre Tipi Karşılaştırması
| Filtre Tipi | Filtrasyon Mekanizması | Yakalanan Dahil Etme Boyutu | Göreceli Verimlilik | Basınç Düşüşü | Tipik Maliyet |
|---|---|---|---|---|---|
| Seramik Köpük (CFF) | Dolambaçlı yol + kek | 10-500+ mikron | En yüksek (referans) | Orta düzeyde | Orta |
| Ekstrüde Petek | Sadece yüzey eleme | 100+ mikron | CFF'nin 30-50% | Düşük | Düşük-Orta |
| Dokuma Elyaf Paspas | Sadece yüzey eleme | 200+ mikron | CFF'nin 10-25% | Çok Düşük | Düşük |
| Kombine CFF + Fiber | Her iki mekanizma | 5-500+ mikron | Mümkün olan en yüksek | Daha yüksek | Orta-Yüksek |
Alümina Seramik Köpük Filtre: Endüstri Standardı Açıklandı
Alümina (Al₂O₃) seramik köpük filtreler, malzeme özellikleri, üretim ölçeklenebilirliği, maliyet etkinliği ve onlarca yıllık üretim kullanımı boyunca kanıtlanmış performans kombinasyonu sayesinde alüminyum döküm filtrasyonu için endüstri standardı haline gelmiştir.
Alümina Alüminyum Filtrasyonu için Neden Doğru Malzemedir?
Alüminanın erimiş alüminyum filtrasyonu için bir filtre malzemesi olarak uygunluğu termodinamik ve kimyasal prensiplere dayanmaktadır:
Erimiş Alüminyumda Kimyasal Kararlılık:
Alümina, döküm sıcaklıklarında (680-800°C) erimiş alüminyum ile temas halinde termodinamik olarak kararlıdır. Alüminyum eriyiği içinde çözünmez, dökümü kirletebilecek yeni fazlar oluşturmak için reaksiyona girmez ve alaşım bileşimini veya mekanik özelliklerini etkileyecek herhangi bir kimyasal tür salmaz.
Eşleşen İçerme Kimyası:
Alüminyum alaşımlarındaki birincil inklüzyonlar çeşitli şekillerde alüminyum oksittir. Bir alümina filtre yüzeyi, önceki bölümde açıklanan yapışma mekanizmasını destekleyen aynı temel kimyayı paylaşır. Başka hiçbir yaygın refrakter malzeme bu uyumlu kimya avantajını sunmamaktadır.
Yeterli Sıcaklık Kapasitesi:
Standart alümina köpük filtreler 1100°C servis sıcaklığına kadar derecelendirilmiştir ve çoğu alaşım için yaklaşık 800°C olan maksimum alüminyum dökme sıcaklığının üzerinde rahat bir marj sağlar.
Kontrollü Porozite ve Gözenek Yapısı:
Alümina seramik sistemi, üreticilere bulamaç hazırlama ve sinterleme sırasında gözenek boyutu dağılımı, toplam gözeneklilik ve dikme kalınlığı üzerinde hassas kontrol sağlayarak yüksek üretim hacimlerinde tutarlı, tekrarlanabilir performansa sahip filtrelerin üretilmesine olanak tanır.
Alümina Köpük Filtrenin Fiziksel Yapısı
Mikroskobik incelemede, bir alümina seramik köpük filtre karmaşık bir üç boyutlu ağ ortaya çıkarır:
- Seramik payandalar: Çapı 0,1-0,5 mm olan katı alümina “iskelet”.
- Gözenek pencereleri: Bitişik gözenekleri birbirine bağlayan açıklıklar, tipik olarak nominal gözenek çapının 40-60%'si kadardır.
- Düğümler: Birden fazla dikmenin bir araya gelerek biraz daha kalın yapısal elemanlar oluşturduğu birleşme noktaları.
- Toplam boşluk hacmi: Filtre hacminin 75-90%'si açık alandır (gözeneklilik).
Bu yüksek gözeneklilik, erimiş alüminyumun dolambaçlı yola rağmen kabul edilebilir oranlarda filtreden akmasını sağlarken, dikme ağının yüksek spesifik yüzey alanı, inklüzyon yakalama için geniş bir alan sağlar.
Alümina Köpük Filtre İmalatı Kalite Faktörleri
Bir alümina seramik köpük filtrenin performansı, çeşitli aşamalardaki üretim kalitesine kritik derecede bağlıdır:
Bulamaç Homojenliği:
Emdirme sırasında homojen olmayan bulamaç dağılımı, köpük şablon destekleri üzerinde daha kalın ve daha ince seramik kaplama bölgeleri oluşturur. Kalın bölgeler etkili gözenek boyutunu azaltır; ince bölgeler termal şok altında kırılmaya eğilimli zayıf destekler oluşturur.
Sinterleme Sıcaklığı Tutarlılığı:
Yetersiz sinterlenmiş alümina yetersiz destek mukavemetine sahiptir ve servis sırasında seramik parçacıklarını eriyiğe dökebilir. Aşırı sinterlenmiş alümina yüzey gözeneklerini kapatabilir ve inklüzyon yakalama için spesifik yüzey alanını azaltabilir. Filtre partisinin tamamında sıkı fırın sıcaklığı kontrolü (±15°C) kaliteli üretimin bir işaretidir.
Gözenek Düzgünlüğü:
Yüzey alanı boyunca hücre boyutunda büyük farklılıklar gösteren bir filtre, en yüksek filtrasyon verimliliğini sağlayan daha küçük gözenekleri atlayarak en büyük gözenekler boyunca tercihli akış kanalları oluşturur. Birinci sınıf üreticiler ±10-15% hücre boyutu homojenliği elde eder.
Alüminyum Filtrasyon için PPI Derecelendirmeleri: Doğru Dereceyi Seçmek
İnç başına gözenek (PPI), alüminyum döküm filtreler için en önemli spesifikasyon parametresidir ve filtrasyon verimliliği ile metal akış direnci arasındaki dengeyi doğrudan yönetir.
Alüminyum Döküm için Mevcut PPI Kaliteleri
| ÜFE Değerlendirmesi | Yaklaşık Gözenek Çapı | Filtrasyon Seviyesi | Metal Akış Direnci | Önerilen Uygulama |
|---|---|---|---|---|
| 10 ÜFE | 2,5-3,0 mm | Sadece kaba | Çok Düşük | Büyük kum dökümler, yapısal olmayan parçalar |
| 15 ÜFE | 1,8-2,2 mm | Kaba-Orta | Düşük | Genel gravite döküm, ingot üretimi |
| 20 ÜFE | 1,2-1,5 mm | Orta | Düşük-Orta | Otomotiv güvenlik dışı bileşenleri, muhafazalar |
| 25 ÜFE | 0,9-1,1 mm | Orta-Yüksek | Orta düzeyde | Yapısal otomotiv parçaları, A356 uygulamaları |
| 30 ÜFE | 0,7-0,9 mm | Yüksek | Orta-Yüksek | Havacılık ve uzay yapısal, güvenlik açısından kritik otomotiv |
| 40 ÜFE | 0,5-0,65 mm | Çok Yüksek | Yüksek | Birinci sınıf havacılık, tıbbi cihaz dökümleri |
| 50 ÜFE | 0,4-0,5 mm | Maksimum ticari | Çok Yüksek | Süperalaşım eşdeğeri temizlik gereklilikleri |

PPI Nasıl Seçilir: Pratik Karar Süreci
Alüminyum döküm filtre PPI seçimi için gravite, düşük basınç ve yarı kalıcı kalıp döküm proseslerinde çalışan basit bir karar süreci geliştirdik:
Adım 1: Temizlik spesifikasyonunu tanımlayın:
Döküm spesifikasyonu hangi inklüzyon seviyesini gerektirir? ASTM B594 inklüzyon derecesi? Belirli bir K-değeri (azaltılmış basınç testi) limiti? Bir yorulma ömrü tabanı mı? Temizlik hedefi minimum PPI gereksinimini yönlendirir.
Adım 2: Mevcut kafa basıncını hesaplayın:
Yolluk sistemindeki filtre konumunda mevcut metalostatik yüksekliği ölçün veya hesaplayın (alüminyum mm cinsinden). Bunu seçilen PPI derecesinin hazırlama basıncı gereksinimiyle karşılaştırın. Mevcut basma yüksekliği marjinalse, bir PPI derecesi düşürün ve artan filtre alanıyla telafi edin.
Adım 3: Gerekli filtre yüzey alanını hesaplayın:
Toplam döküm ağırlığını (kg cinsinden) dolum süresine (saniye cinsinden) ve seçilen PPI sınıfı için önerilen maksimum akış hızına bölün. Bu, cm² cinsinden minimum filtre yüzey alanını verir.
Adım 4: Standart filtre boyutunu seçin:
Standart filtre yuvası takımlarına uyan kare veya dikdörtgen biçimleri tercih ederek, hesaplanan minimum alanı karşılayan veya aşan en küçük standart filtre boyutunu seçin.
Adım 5: Deneme dökümü ile doğrulayın:
Yeni uygulamalar için, seçilen filtre ile bir deneme çalışması yapın ve döküm kesitlerini metalografik olarak değerlendirin. Deneme dökümlerinde gözlemlenen inklüzyon seviyesine göre PPI'yı yukarı veya aşağı ayarlayın.
Teknik Özellikler ve Performans Spesifikasyonları
Satın alma ve mühendislik ekiplerinin seramik filtreleri standartlaştırılmış bir dizi ölçülebilir özelliğe göre değerlendirmesi gerekir. Aşağıdaki tabloda temel teknik parametreler ve bunların önemi sunulmaktadır:
Fiziksel ve Yapısal Özellikler
| Mülkiyet | Test Yöntemi | Tipik Aralık (Alümina CFF) | Önem |
|---|---|---|---|
| Yığın Yoğunluğu | ISO 5017 | 0,28-0,42 g/cm³ | Daha düşük yoğunluk = daha yüksek gözeneklilik = daha iyi akış |
| Toplam Gözeneklilik | Arşimet yöntemi | 75-90% | Akış direncini doğrudan etkiler |
| Spesifik Yüzey Alanı | BET yöntemi | 0,3-1,2 m²/g | Daha yüksek alan = daha fazla dahil etme yakalama alanı |
| Soğuk Basınç Dayanımı | ASTM C133 | 0,8-2,5 MPa | Taşıma direnci, montaj güvenliği |
| Gözenek Boyutu Tekdüzeliği | Hücre sayımı yöntemi | Nominal ÜFE'nin ±15%'si | Akış dağılımının tutarlılığı |
| Al₂O₃ İçeriği | XRF analizi | 85-99% | Daha yüksek saflık = daha iyi kimyasal kararlılık |
Termal Özellikler
| Mülkiyet | Değer Aralığı | Notlar |
|---|---|---|
| Maksimum Servis Sıcaklığı | 1050-1100°C (standart) | Alüminyum dökme aralığının çok üzerinde |
| Termal Şok Direnci | 3-6 hızlı döngü (oda sıcaklığından 1000°C'ye) | Dökme-başlangıç bütünlüğü için kritik |
| Termal İletkenlik | 0,3-0,8 W/m-K | Düşük iletkenlik sıcaklık kaybını sınırlar |
| Termal Genleşme Katsayısı | 7-9 × 10-⁶ /°C | Filtre yuvası tasarımında dikkate alınmalıdır |
Filtrasyon Performans Ölçütleri
K-Değeri (Azaltılmış Basınç Testi):
K-değeri, düşük basınç koşulları altında katılaşan bir numunenin yoğunluğunu ölçerek alüminyumdaki hidrojenle ilgili gözenekliliği ölçer. Filtrelenmiş alüminyum, eşdeğer koşullar altında filtrelenmemiş eriyik için 5-15'e kıyasla tipik olarak 1-3 K değerlerine ulaşır.
Bifilm İndeksi:
Vakum katılaştırma testinden geliştirilen ve bir numunede bulunan toplam oksit bifilm alanını ölçen bir metrik. Seramik filtrasyon, üretim alüminyum alaşımlarında bifilm indeksini 50-80% oranında azaltır.
PoDFA Değerlendirmesi:
Prefil-Footprinter analizi mm²/kg metal cinsinden nicel bir inklüzyon içeriği verir. Premium alüminyum dökümlerde maksimum 0,10-0,20 mm²/kg PoDFA değerleri belirtilebilir ve bu değerlere yalnızca etkili gaz giderme ile birlikte yüksek PPI seramik köpük filtreleme ile ulaşılabilir.
Alüminyum Döküm Filtreleri Hangi Kalıntıları Giderir?
Seramik filtrelerin yakaladığı belirli inklüzyon türlerinin anlaşılması, mühendislerin filtrasyon yatırımını gerekçelendirmesine ve döküm hatalarını gidermesine yardımcı olur.
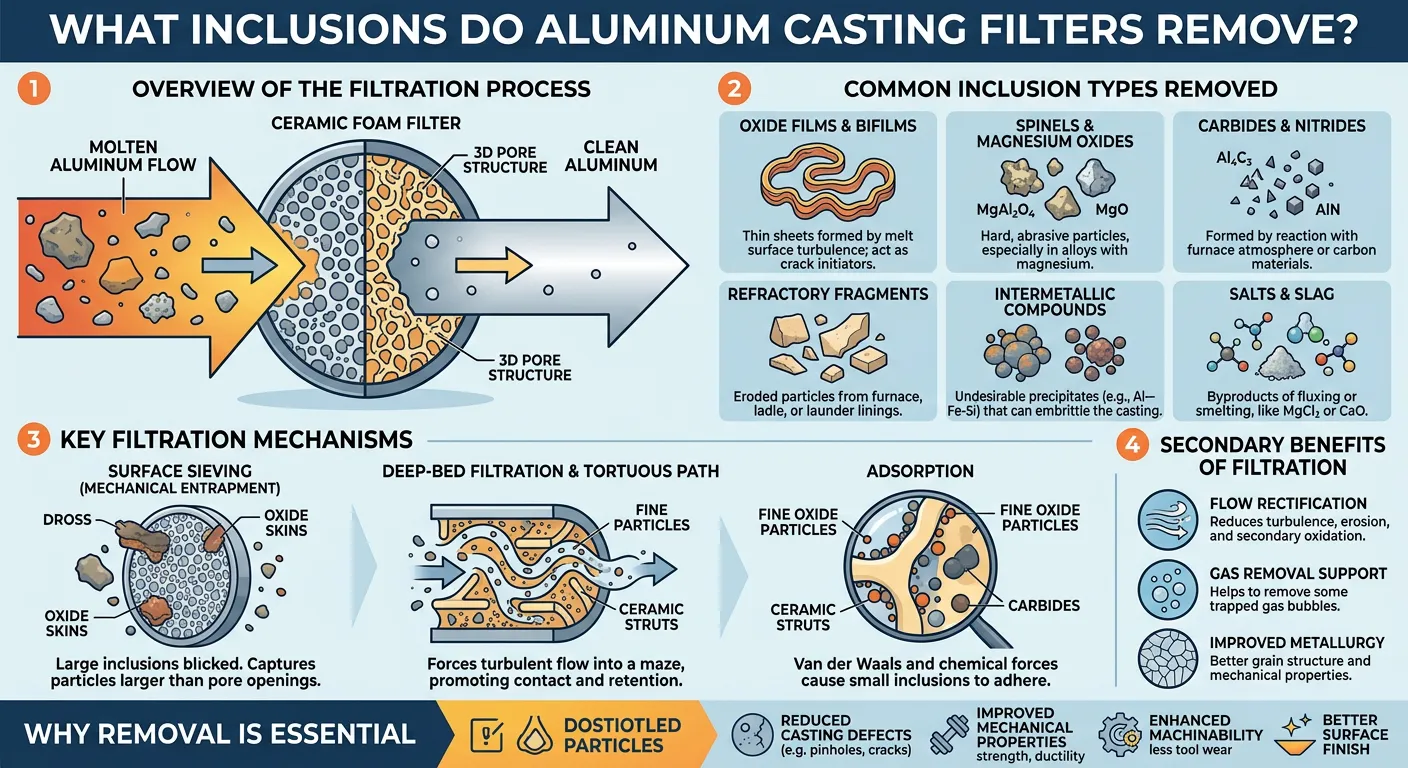
Alüminyum Alaşımlarında İnklüzyon Sınıflandırması
| Dahil Etme Türü | Kompozisyon | Boyut Aralığı | Birincil Kaynak | Filtre Yakalama Oranı |
|---|---|---|---|---|
| Alümina filmler (bifilmler) | Al₂O₃ | 0,1-50 mm (düzlemsel) | Türbülanslı dökme, transfer | 60-85% |
| Ayrık alümina partikülleri | α-Al₂O₃, γ-Al₂O₃ | 1-200 μm | Fırın oksidasyonu, cüruf | 70-90% |
| Spinel kalıntıları | MgAl₂O₄ | 5-100 μm | Mg içeren alaşımlar | 65-85% |
| Silikon oksit partikülleri | SiO₂ | 10-500 μm | Kalıp erozyonu (kum döküm) | 80-95% |
| Demir intermetalikler | Al₃Fe, Al₅FeSi | 10-2000 μm | Demir kirliliği | 60-80% |
| Refrakter parçalar | Çeşitli | 50-5000 μm | Kepçe, yolluk erozyonu | 90-99% |
| Sürüklenmiş cüruf | Karışık oksit/metal | 100-5000 μm | Pota yüzey türbülansı | 85-95% |
| Karbür parçacıkları | Al₄C₃ | 1-50 μm | Karbon alet kirlenmesi | 50-70% |
Bifilm Kapanımlarının Özel Durumu
Bifilm inklüzyonlar, yapısal alüminyum dökümlerde en çok zarar veren ve çıkarılması en zor inklüzyon türü olduğu için özel bir ilgiyi hak etmektedir. Bir bifilm, aralarında bağlanmamış bir arayüz bulunan iki katlanmış oksit film tabakasından oluşur. Bu bağlanmamış arayüz, döküm mikroyapısında önceden var olan bir çatlak görevi görür.
Bifilm filtrasyonundaki zorluk, bifilmlerin akış yönüyle hizalanabilen ince, düzlemsel yapılar olması ve filtrenin aşağı akış yönünde yeniden açılmadan önce filtre gözeneklerinden kenar-açık yönde geçebilmesidir. Bu nedenle filtre tarafından türbülans sönümleme - türbülanslı akışı laminer akışa dönüştürme - döküm yorulma performansını iyileştirmek için en az doğrudan bifilm yakalama kadar önemlidir.
Bifilm yönetimine yönelik en etkili yaklaşım, seramik köpük filtrasyonunu (yakalama ve akış düzenlemesi için) gaz giderme (hidrojen giderme, bifilmlerin içindeki gaz basıncını düşürerek onları açık tutar) ve yolluk sistemi tasarımında azaltılmış dökme türbülansı ile birleştirir.
Seramik Filtreler Alüminyum Döküm Mekanik Özelliklerini Nasıl İyileştirir?
Alüminyum dökümlerde seramik filtreleme ve iyileştirilmiş mekanik özellikler arasındaki bağlantı, yayınlanmış kapsamlı araştırma ve üretim verileriyle desteklenmektedir.
Sayısallaştırılmış Mülk İyileştirmeleri
| Mekanik Özellik | Filtrelenmemiş A356-T6 | 20 PPI Filtre | 30 PPI Filtre | 40 PPI Filtre |
|---|---|---|---|---|
| Nihai Çekme Dayanımı (MPa) | 215 | 235 | 248 | 258 |
| 0,2% Akma Dayanımı (MPa) | 165 | 172 | 178 | 182 |
| Kopma Uzaması (%) | 4.5 | 5.8 | 7.2 | 8.4 |
| 10⁷ döngüde Yorulma Dayanımı (MPa) | 58 | 74 | 88 | 96 |
| Charpy Darbe Enerjisi (J) | 8.2 | 10.4 | 13.1 | 15.3 |
| Brinell Sertliği (HB) | 85 | 88 | 90 | 91 |
Yayınlanmış metalürjik çalışmalardan ve AdTech üretim takibinden derlenen veriler, 2020-2025.
Mülkiyet Dağılımı Filtreleme ile Neden Azalır?
Seramik filtrelemenin ticari açıdan en önemli faydalarından biri, ortalama özellik iyileştirmesinden daha az dikkat çeken özellik dağılımındaki (standart sapma) azalmadır. Filtrelenmemiş alüminyum dökümler, tek tek dökümler arasında ve aynı döküm içindeki farklı konumlar arasında, inklüzyonların rastgele dağılımından kaynaklanan mekanik özelliklerde büyük farklılıklar gösterir.
Filtreleme sadece ortalama özellikleri yükseltmekle kalmaz; özellik dağılımını üst uca doğru sıkıştırır. Bu daha sıkı özellik dağılımı, tasarımcıların güvenlik faktörlerini artırmadan yapısal hesaplamalarda daha yüksek minimum özellik değerleri kullanmalarına olanak tanıyarak ya daha hafif tasarımlara (daha yüksek izin verilen özellikler kullanılarak) ya da daha güvenilir tasarımlara (özellik aykırı değerlerinin azaltılmış olasılığı kullanılarak) etkin bir şekilde olanak tanır.
Havacılık ve uzay yeterlilik programlarında, bu azaltılmış dağılım genellikle yorulma sertifikasyon gerekliliklerini geçmek için iyileştirilmiş ortalama değerler kadar önemlidir.
Yüzey Kalitesi İyileştirmeleri
İç mekanik özelliklerin ötesinde, seramik filtrasyon alüminyum dökümlerin yüzey kalitesini sürekli olarak iyileştirir:
- Yüzey altı oksit kalıntılarından kaynaklanan yüzey çukurlaşmasının azaltılması.
- Yüzey işlemeden sonra görülebilen oksit film izlerinin azaltılması.
- Oksit film kümeleriyle ilişkili lokalize büzülmeyi azaltarak boyutsal tutarlılığı iyileştirme.
Görünür otomotiv uygulamaları (dekoratif jantlar, gövde paneli bileşenleri) için alüminyum parçalar üreten dökümhaneler, seramik filtrasyonun yüzey kusurlarıyla ilişkili kozmetik ret oranlarını önemli ölçüde azalttığını bildirmektedir.
Uygulama Yöntemleri: Alüminyum Döküm Filtreler Nereye ve Nasıl Takılır
Yolluk sistemi içinde filtre yerleşimi, filtre seçimi kadar kritiktir. Yanlış konumlandırma, en hassas şekilde belirlenmiş filtrenin bile performans avantajlarını ortadan kaldırır.

Alüminyum Yolluk Sistemlerinde Standart Filtre Konumları
Pozisyon 1: Yolluk Tabanı (Yolluk Kuyusu)
Filtrenin yolluk tabanına yerleştirilmesi, inklüzyonları akış yolunun başlarında yakalar ancak filtreyi herhangi bir konumdaki en yüksek darbe hızına maruz bırakır. İlk metal akışı maksimum kinetik enerji ile gelir, termal şok riski yaratır ve yolluk filtrelenmiş akışı sorunsuz bir şekilde alacak şekilde tasarlanmamışsa filtrenin akış aşağısında türbülans potansiyeli yaratır.
Şunlar için uygundur: Önemli metalostatik kafaya sahip büyük dökümler, sağlam filtre kaliteleri.
Konum 2: Yatay Yolluk Çubuğu
Alüminyum döküm için en yaygın filtre pozisyonu. Filtre, tipik olarak özel bir filtre baskı alanında, yolluk çubuğuna işlenmiş veya şekillendirilmiş bir yuvaya oturur. Metal, yolluk tabanına göre daha düşük hızda gelir ve termal şok riskini azaltır. Filtre, sabit oturma için yolluk duvarları ile yeterli temas alanına sahiptir ve yolluk geometrisi filtrasyondan sonra laminer akışı korumak için optimize edilebilir.
Şunlar için uygundur: Çoğu gravite ve düşük basınçlı alüminyum döküm uygulamaları.
Pozisyon 3: Ingate Pozisyonu
Filtrenin kalıp boşluğuna son giriş noktası olan ingate'te konumlandırılması, yukarı yönde çıkarılan inklüzyonların döküme ulaşmadan önce eriyiğe tekrar giremeyeceği akış yolu uzunluğunu maksimuma çıkarır. Ancak bu konum, mevcut en küçük filtre yüzey alanını (ingate boyutları ile sınırlıdır) ve birim filtre alanı başına en yüksek akış hızını verir.
Şunlar için uygundur: Metal sıcaklığının korunmasının kritik olduğu ince kesitli dökümler, küçük dökümler.
Pozisyon 4: Yıkamada Filtre (Sürekli Döküm)
Alüminyum kütük ve slab sürekli döküm operasyonları için seramik köpük filtreler, metali fırın veya bekletme teknesinden döküm kalıbına taşıyan oluk olan yıkama sistemine yerleştirilir. Bu altlık içi filtreleme, kapsamlı eriyik işleme için genellikle hat içi gaz giderme ünitesi ile birleştirilir.
Filtre Yuvası Tasarım Gereksinimleri
Filtre yuvası, filtreyi yolluk sistemi içinde konumlandıran ve tutan boyutsal girintidir. Kritik tasarım parametreleri:
Oturma Derinliği: Yuva girintisi derinliği filtre kalınlığının 50-70%'si kadar olmalıdır. Yetersiz derinlik, döküm sırasında filtrenin sallanmasına veya hareket etmesine izin verir; aşırı derinlik ise düzgün oturma temasını engeller.
Conta Uyumu: Filtre kenarı ile yuva duvarı arasındaki boşluk 0,5-1,0 mm'yi geçmemelidir. Daha büyük boşluklar metalin filtre kenarı etrafında kanalize olmasına ve filtrelemeyi tamamen atlamasına izin verir. Bu bypass sorunu üretimde çoğu dökümhanenin fark ettiğinden çok daha yaygındır.
Aşağı Akım Desteği: Filtrenin aşağı akış yönündeki yolluk zemini, hidrolik basınç altında kırılmayı önlemek için filtre yüzey alanının en az 20-30%'si üzerinde destek teması sağlamalıdır.
Havalandırma: Filtre yuvasının aşağı akış yüzündeki küçük bir havalandırma deliği (2-3 mm), ilk metal yükselmesi sırasında sıkışan havanın çıkmasını sağlayarak filtrenin çalışmaya başlamasını geciktiren hava kilitlenmesini önler.
Filtre Kurulumu Kontrol Listesi
| Adım | Eylem | Amaç |
|---|---|---|
| Kurulum öncesi | Filtreyi çatlak ve hasar açısından inceleyin | Parça kontaminasyonunu önleyin |
| Kurulum öncesi | Filtre boyutlarının koltuk çizimiyle eşleştiğini doğrulayın | Uygun oturma düzeni sağlayın |
| Kurulum öncesi | Filtrenin kuru olduğunu onaylayın (nem yok) | Termal şok kırılmasını önleyin |
| Kurulum | Taşıma sırasında temiz eldiven giyin | Filtre yüzeyinin yağla kirlenmesini önleyin |
| Kurulum | Filtreyi girintiye sıkıca oturtun | Dökme sırasında hareketi önleyin |
| Kurulum | Filtre kenarlarında bypass boşluğu olmadığını doğrulayın | Tüm metalin filtreden geçtiğinden emin olun |
| Ön döküm | Filtre üzerinde yeterli basınç olduğunu teyit edin | Güvenilir hazırlama sağlayın |
| Dökme sonrası | Dahil etme yüklemesi için kullanılmış filtreyi inceleyin | Kalite izleme ve süreç iyileştirme |
Uygulamaya Göre Alüminyum Alaşım Uyumluluğu ve Filtre Seçimi
Farklı alüminyum alaşım aileleri, farklı özelliklere sahip farklı inklüzyon popülasyonları oluşturur ve özel filtre özellikleri gerektirir.
Önerileri Alaşım ve Uygulamaya Göre Filtreleyin
| Alaşım Ailesi | Tipik Alaşımlar | Birincil Kapanımlar | Önerilen PPI | Filtre Notları |
|---|---|---|---|---|
| Al-Si-Mg (Döküm) | A356, A357, 357 | Al₂O₃, MgAl₂O₄ | 25-40 ÜFE | Yüksek saflıkta alümina filtre tercih edilir |
| Al-Si (Döküm) | 319, 380, 413 | Al₂O₃, FeAl₃ | 20-30 ÜFE | Standart alümina CFF |
| Al-Cu (Döküm) | 201, 204, 206 | Al₂O₃, CuAl₂ | 30-40 ÜFE | Yüksek temizlik gerekli |
| Al-Zn (Döküm) | 712, 713, 771 | Al₂O₃, ZnO | 20-30 ÜFE | Standart alümina CFF |
| 1xxx (Dövme) | 1050, 1100 | Al₂O₃ filmleri | 30-50 ÜFE | Kütük döküm akıtıcılarda kullanılır |
| 2xxx (Dövme) | 2024, 2014 | Al₂O₃, CuAl₂ | 30-40 ÜFE | Havacılık ve uzay sınıfı temizlik |
| 5xxx (Dövme) | 5052, 5083 | Al₂O₃, MgO, Spinel | 30-40 ÜFE | Yüksek spinel yükü - filtre kapasitesini kontrol edin |
| 6xxx (Dövme) | 6061, 6063 | Al₂O₃, Mg₂Si | 25-40 ÜFE | Ekstrüzyon kütüğü, akıtma filtrasyonu |
| 7xxx (Dövme) | 7075, 7050 | Al₂O₃, MgZn₂ | 40-50 ÜFE | En yüksek temizlik gereksinimi |
Özel Değerlendirme: Geri Dönüştürülmüş Alüminyum Alaşımları
Geri dönüştürülmüş alüminyum şarjından üretilen dökümler tipik olarak birincil alüminyumdan önemli ölçüde daha yüksek inklüzyon yükü taşır, çünkü hurda malzemeler eritme sırasında inklüzyon oluşturan yüzey oksitleri, kaplamalar, yağlayıcılar ve kontaminasyon içerir. Geri dönüştürülmüş şarj malzemesi kullanılırken filtre PPI değerinin birincil alaşım spesifikasyonlarına kıyasla 5-10 PPI artırılmasını ve filtrelerin erken tıkanmasını önlemek için filtrelerin daha sık değiştirilmesini (her 5-8 döküm yerine her 2-3 dökümde bir) sürekli olarak tavsiye ediyoruz.
Seramik Filtrelerin Diğer Alüminyum Filtrasyon Teknolojileriyle Karşılaştırılması
Seramik köpük filtreler tek başına çalışmaz. Kapsamlı bir alüminyum eriyik kalite yönetim sisteminin bir bileşenidir.
Alüminyum Filtrasyon ve Eriyik Arıtma Teknolojilerinin Karşılaştırılması
| Teknoloji | Birincil İşlev | Dahil Etme Kaldırma | Hidrojen Giderimi | Sermaye Maliyeti | İşletme Maliyeti |
|---|---|---|---|---|---|
| Seramik köpük filtre | Katı inklüzyon giderme | Mükemmel | Minimal | Çok Düşük | Düşük (sarf malzemesi) |
| Döner gaz giderme ünitesi | H₂ giderimi + flotasyon | Orta düzeyde | Mükemmel | Orta | Düşük-Orta |
| Hat içi gaz giderme (LARS) | H₂ giderimi + flotasyon | Orta düzeyde | Mükemmel | Yüksek | Orta |
| Akı tedavisi | Cüruf giderme, kimya | İyi | Sınırlı | Çok Düşük | Düşük |
| Elektromanyetik karıştırma | Akış kontrolü | Dolaylı | Hiçbiri | Yüksek | Orta |
| Derin yatak filtrasyonu | Katı inklüzyon giderme | Mükemmel | Hiçbiri | Yüksek | Yüksek |
| Çökeltme (tundish) | Kaba partikül çökelmesi | Sınırlı | Hiçbiri | Düşük | Çok Düşük |
| Tane inceltme | Mikroyapı kontrolü | Hiçbiri | Hiçbiri | Düşük | Düşük |
Optimal Eriyik İşlem Sırası
Birinci sınıf alüminyum döküm operasyonları ile çalışma deneyimimize göre, en yüksek döküm kalitesi sıralı eriyik işleme yaklaşımı ile elde edilmektedir:
- Fırın tedavisi: Fırında akı ilavesi ve cüruf giderme.
- Gaz giderme: Çözünmüş hidrojeni ve şamandıra kalıntılarını gidermek için döner pervaneli gaz giderme.
- Yerleşme: Yüzen kalıntıların yüzeye ulaşmasını sağlamak için kısa bekletme süresi.
- Gözden geçirme: Eriyik yüzeyinden manuel veya otomatik cüruf giderme.
- Aktarma ve filtreleme: Yolluk sistemine yerleştirilen seramik köpük filtre, döküm sırasında kalan ince kalıntıları yakalar.
Her aşama eriyik kalitesinin farklı bir yönünü hedefler. Seramik filtrasyon son ve en hassas adımdır - daha önceki aşamaların kaçırdıklarını, özellikle gaz giderme ve sıyırmanın yakalayamadığı ince oksit partiküllerini ve bifilm parçalarını giderir.
Alüminyum Döküm Filtreler için Kalite Standartları ve Testleri
Alüminyum Döküm Seramik Filtreler için Uygulanabilir Standartlar
| Standart | Organizasyon | Kapsam |
|---|---|---|
| GB/T 25139-2010 | Çin Ulusal Standardı | Alüminyum alaşımlı döküm için seramik köpük filtreler |
| ASTM B594 | ASTM Uluslararası | Dövme alüminyum alaşımlarının temizliği |
| ISO 8840 | ISO | Refrakter ürünler - derz harcı (filtre muhafazası) |
| EN 1371-1 | Avrupa Standardı | Dökümler için sıvı penetrant testi |
| ASTM E1245 | ASTM Uluslararası | Çelik dökümlerin inklüzyon analizi (Al için uyarlanabilir) |
| AMS 2175 | SAE Havacılık ve Uzay | Döküm sınıflandırması ve denetim gereklilikleri |
| NADCA 305 | Kuzey Amerika Basınçlı Döküm Birliği | Alüminyum döküm temizlik standartları |
Filtre Kabul Testi Protokolü
Havacılık, otomotiv güvenlik sistemleri, tıbbi cihazlar gibi kritik alüminyum döküm uygulamaları için gelen filtre denetimi şunları içermelidir:
Görsel Muayene (100% filtre):
Tüm filtre yüzeylerini ve kenarlarını çatlaklar, eksik seramik kaplama (çıplak köpük alanları), kapalı gözenekler ve görünür kirlenme açısından inceleyin. Herhangi bir boyutta çatlak gösteren tüm filtreler reddedilmelidir. Kritik uygulamalarda 5 mm × 5 mm'den büyük kısmi kaplama alanları ret nedenidir.
Boyutsal Kontrol (5-10% örneği):
Çizim toleranslarına göre uzunluğu, genişliği, kalınlığı ve kareliği (köşe açısı) ölçün. Tipik kabul edilebilir toleranslar: uzunluk ve genişlikte ±2mm, kalınlıkta ±1mm.
Ağırlık Tutarlılığı (5-10% numunesi):
Filtre ağırlığı seramik kaplama yoğunluğu ve gözenek yapısı tutarlılığı ile ilişkilidir. Önemli ağırlık aykırı değerleri (lot ortalamasından >±10%) üretim tutarsızlığını gösterir.
Sıkıştırma Testi (1-2% numune veya kararlaştırılan AQL başına):
Soğuk basınç dayanımı testi, yeterli taşıma dayanımını ve seramik kalitesini onaylar.
Lot İzlenebilirliği:
Tüm filtre sevkiyatlarında parti numaralarını ve üretim tarihini zorunlu kılın. Havacılık ve uzay uygulamalarında eksiksiz tedarik zinciri izlenebilirliği için üretim kayıtlarını belirli dökümlere bağlayın.
2026'da Kaynak Kullanımı ve Satın Alma Hususları
Pazara Genel Bakış ve Başlıca Tedarikçiler
Küresel seramik köpük filtre pazarı, genişleyen alüminyum otomotiv içeriği (elektrikli araç batarya muhafazaları, yapısal bileşenler, termal yönetim parçaları) ve havacılık müşterilerinin katı kalite gereksinimleri nedeniyle 2026 yılında büyümeye devam ediyor. Pazar şu şekilde bölümlere ayrılmıştır:
1. Kademe Tedarikçiler: Hammaddeden bitmiş filtreye kadar tam dikey entegrasyona sahip, ISO 9001 sertifikalı, özel Ar-Ge kabiliyetine ve teknik uygulama desteğine sahip üreticiler. Ürünler eksiksiz belgelere sahiptir ve havacılık ve güvenlik açısından kritik uygulamalar için uygundur.
2. Kademe Tedarikçiler: Endüstriyel ve otomotivde güvenlik açısından kritik olmayan uygulamalar için uygun, rekabetçi fiyatlarla standart kaliteler üreten üreticiler.
Bölgesel Distribütörler: Birden fazla üreticiden standart boyutları stoklayın, hızlı teslimat ancak sınırlı teknik destek ve izlenebilirlik belgeleri sunun.
Fiyatlandırma Referansı (Nisan 2026)
| Filtre Boyutu | ÜFE Sınıfı | Malzeme | Yaklaşık Birim Fiyat (USD) |
|---|---|---|---|
| 50 × 50 × 22 mm | 20 ÜFE | Alümina | $0.12-0.35 |
| 75 × 75 × 22 mm | 20 ÜFE | Alümina | $0.25-0.60 |
| 100 × 100 × 22 mm | 20 ÜFE | Alümina | $0.45-1.10 |
| 100 × 100 × 22 mm | 30 ÜFE | Alümina | $0.55-1.30 |
| 150 × 150 × 22 mm | 30 ÜFE | Alümina | $1.20-2.80 |
| 200 × 200 × 25 mm | 30 ÜFE | Alümina | $2.50-5.50 |
| 100 × 100 × 22 mm | 40 ÜFE | Yüksek Saflıkta Alümina | $0.90-2.20 |
Fiyatlar gösterge niteliğindedir ve 2026 yılındaki sipariş hacmi, tedarikçi bölge ve hammadde piyasası koşullarına göre önemli ölçüde değişiklik gösterebilir.
Tedarikçilere Sorulacak Temel Satın Alma Soruları
- Filtre malzemenizin XRF testi ile doğrulanmış Al₂O₃ içeriği nedir?
- Her sevkiyatla birlikte partiye özel uygunluk sertifikaları sağlıyor musunuz?
- Gözenek boyutu dağılımında lottan lota tutarlılığınız nedir?
- Testlerle doğrulanmış maksimum servis sıcaklığınız nedir (tahmini değil)?
- Alümina kaliteniz için termal şok direnci verileri sağlayabilir misiniz?
- Standart ve özel boyutlar için minimum sipariş miktarlarınız nelerdir?
- Stok boyutları ve özel boyutlar için standart teslim süreniz nedir?
- Tam üretim tedarik anlaşması yapmadan önce deneme numuneleri sunuyor musunuz?
Toplam Sahip Olma Maliyeti Analizi
Bir seramik filtrenin birim fiyatı, filtreleme kararının toplam ekonomik etkisinin küçük bir kısmını temsil eder. Daha doğru bir satın alma değerlendirmesi şunları içerir:
Filtreleme olmadan maliyet (orta ölçekli bir otomotiv dökümhanesi için yıllık tahmin):
- İçerme ile ilgili döküm hurdası: 3-8% üretim değeri.
- Yüzey altı kalıntılar için işleme reddi: Üretim değerinin 1-3%'si.
- Saha arızalarından kaynaklanan garanti talepleri: oldukça değişken ancak potansiyel olarak önemli.
- Kalite sertifikasyonu için müşteri primi: filtrasyon yeterliliği olmadan kaybedilen gelir.
Seramik filtreleme ile maliyet:
- Filtre sarf malzemesi maliyeti: tipik olarak döküm üretim değerinin 0,5-2,0%'si.
- Net kalite iyileştirme değeri: Sadece hurda azaltmada filtre maliyetinin 3-10 katı.
Bu ekonomik argüman, karşılaştırma ölçütü birim filtre fiyatı yerine toplam maliyet olduğunda, nispeten düşük değerli alüminyum dökümler için bile seramik filtrasyon yatırımını tutarlı bir şekilde haklı çıkarmaktadır.
Sıkça Sorulan Sorular (SSS)
S1: Alüminyum döküm için seramik filtre neyden yapılır?
Alüminyum döküm için çoğu seramik filtre, ağsı açık hücreli köpük yapısında yaygın olarak alümina olarak adlandırılan alüminyum oksitten (Al₂O₃) yapılır. Filtre, bir poliüretan köpük şablonunun alümina bazlı bir seramik bulamacı ile kaplanması, ardından köpüğün yakılması ve seramiğin 1400-1600°C'de sinterlenmesi ile üretilir. Sonuç, termal olarak stabil ve döküm sıcaklıklarında erimiş alüminyum ile kimyasal olarak uyumlu olan sert, gözenekli bir seramik gövdedir. Yüksek saflıkta alümina kaliteleri (90%+ Al₂O₃) kritik havacılık ve yapısal uygulamalar için belirlenmiştir.
S2: Alüminyum döküm için hangi boyutta seramik filtre kullanacağımı nasıl bilebilirim?
Filtre boyutlandırması iki bağımsız hesaplamayı içerir. İlk olarak, seçilen PPI sınıfı için metal kütlesi, dolum süresi ve maksimum akış hızına dayalı olarak gerekli yüzey alanını hesaplayın - alüminyumda 20 PPI alümina filtreler için tipik olarak 0,3-0,5 kg/cm²/saniye. İkinci olarak, seçilen standart filtre boyutunun, mevcut metalostatik yüksekliğin söz konusu PPI sınıfı için hazırlama basıncını aşıp aşmadığını kontrol ederek güvenilir hazırlama için yeterli basınç sağladığını doğrulayın. Çoğu dökümhane, otomotiv yapısal dökümleri için 100×100mm veya 150×150mm filtreler kullanır ve büyük ağırlık dökümleri için 200×200mm'ye kadar ölçeklendirir.
S3: Seramik filtreler alüminyumun yüksek basınçlı dökümünde kullanılabilir mi?
Standart seramik köpük filtreler, 30-150 MPa enjeksiyon basıncında çalışan yüksek basınçlı dökümde (HPDC) kullanılan metal enjeksiyon basınçlarına ve hızlarına dayanamaz. Herhangi bir seramik köpük yapısı bu koşullar altında anında kırılır. HPDC alüminyum kalite yönetimi bunun yerine vakum sistemlerine, optimize edilmiş atış profillerine ve alüminyum şarjının gazdan arındırılmasına dayanır. Seramik filtreler, kokil döküm, düşük basınçlı döküm (LPDC), yarı kalıcı kalıp, hassas döküm ve alüminyumun kum dökümü için uygundur.
S4: Bir alüminyum döküm çalışması sırasında seramik filtreler ne sıklıkla değiştirilmelidir?
Alüminyum döküm için seramik filtreler tek kullanımlık sarf malzemeleridir - döküm başına veya çok gözlü takımlarda kalıp başına bir filtre. Bir döküm döngüsünden sonra bir filtrenin yeniden kullanılmaya çalışılması tavsiye edilmez çünkü filtrenin gözenekleri en azından kısmen yakalanan inklüzyonlarla yüklüdür ve filtre yapısı kısmen bozulmuş olabilir. Yeniden kullanım, yakalanan inklüzyonları bir sonraki döküme geri salacaktır. Tek kullanım için ekonomik gerekçe basittir: filtre maliyeti tipik olarak döküm değerinin yüzde birinin bir kısmıdır.
S5: Alüminyum dökümü sırasında bir seramik filtre çatlarsa ne olur?
Döküm sırasında bir seramik filtre çatlarsa, seramik parçaları kalıp boşluğuna girebilir ve katılaşmış dökümün içinde hapsolabilir. Bu, hiç filtreleme olmamasından daha kötü bir kontaminasyon modu yaratır. Bunu önlemek için: montajdan önce filtreleri her zaman görsel olarak inceleyin ve çatlak parçaları reddedin; filtrelerin kullanımdan önce tamamen kuru olduğundan emin olun (nem termal şok çatlamasına neden olur); ve döküm sıcaklığı ve metalostatik kafa koşulları için uygun şekilde derecelendirilmiş filtreler kullanın. SiC filtreler alüminaya göre daha iyi termal şok direncine sahiptir ancak kimyasal uyumluluk endişeleri nedeniyle alüminyum için tipik olarak kullanılmaz.
S6: Alüminyum için 20 PPI ve 30 PPI seramik filtreler arasındaki fark nedir?
PPI sayısı, filtre yapısındaki doğrusal inç başına düşen gözenek sayısını ifade eder. 20 PPI filtre daha büyük gözenek açıklıklarına (yaklaşık 1,2-1,5 mm çap), daha düşük akış direncine ve orta düzeyde inklüzyon yakalama verimliliğine sahiptir. 30 PPI filtre daha küçük gözenek açıklıklarına (yaklaşık 0,7-0,9 mm çap), daha yüksek akış direncine ve özellikle 10-50 mikron aralığındaki ince inklüzyonlar için önemli ölçüde daha yüksek inklüzyon yakalama verimliliğine sahiptir. Mekanik özelliklerin önemli olduğu yapısal alüminyum dökümler için 30 PPI, yayınlanan karşılaştırmalı testlerde daha iyi uzama ve yorulma ömrü ile 20 PPI'dan belirgin şekilde daha iyi sonuçlar verir.
S7: Alüminyum için seramik filtreler hidrojen gazını giderir mi?
Seramik köpük filtreler erimiş alüminyumdan çözünmüş hidrojeni doğrudan uzaklaştırmaz. Hidrojenin giderilmesi için inert gazlı (argon veya nitrojen) döner pervaneli gaz giderme ekipmanı kullanılarak gaz giderme işlemi yapılması gerekir. Bununla birlikte, seramik filtreler katılaşma sırasında hidrojen kabarcığı çökelmesi için çekirdeklenme alanları olarak hizmet eden oksit kalıntılarını gidererek ve aksi takdirde dökme sırasında eriyiğe nemden kaynaklanan ek hidrojeni dahil edecek türbülansı sönümleyerek hidrojen gözenekliliğinin azaltılmasına dolaylı olarak katkıda bulunur. Tam eriyik kalitesi için seramik filtreleme ve gaz giderme birlikte kullanılmalıdır.
S8: Alüminyum döküm için seramik filtreler nasıl saklanmalıdır?
Seramik köpük filtreleri orijinal ambalajlarında, ortam sıcaklığında kuru bir depo ortamında, zemin yoğuşması dahil nem kaynaklarından uzakta saklayın. 70%'nin üzerindeki bağıl nem, ilk metal teması sırasında termal şoka yol açan yüzey nemi adsorpsiyonuna neden olabilir. Alt filtrelerde sıkıştırma hasarını önlemek için filtre kartonlarını 5-6 yükseklikten fazla istiflemeyin. Filtre yüzeyini kirletebilecek ve metalin ıslanmasını engelleyebilecek yağlara, yağlayıcılara veya kimyasal dumanlara maruz kalmaktan kaçının. Uygun depolama koşulları altında, standart alümina köpük filtrelerin pratik raf ömrü 18-24 aydır.
S9: Alüminyum döküm için seramik filtreler çevresel olarak düzenleniyor mu?
Alüminyum döküm işlemlerinden elde edilen kullanılmış seramik köpük filtreler çoğu ülkede katı endüstriyel atık olarak sınıflandırılmaktadır. Seramik yapı içinde artık katılaşmış alüminyum kalıntıları içerirler. Standart düzenleyici çerçevelerde (AB Atık Çerçeve Direktifi, ABD RCRA, 2026'ya kadar geçerli Çin çevre düzenlemeleri), bu kullanılmış filtreler tehlikeli olmayan katı atıklardır ve lisanslı endüstriyel depolama tesislerinde bertaraf edilebilirler. Bazı dökümhaneler kullanılmıĢ filtrelerden ikincil iĢleme yoluyla metalik alüminyum geri kazanmaktadır. Seramik malzemenin kendisi kimyasal olarak inerttir ve düzenlemeye tabi maddeleri sızdırmaz.
Q10: Seramik filtreler alışılmadık alüminyum döküm konfigürasyonları için özelleştirilebilir mi?
Evet, özel seramik köpük filtre boyutları, şekilleri ve hatta özel PPI dereceleri büyük üreticilerden temin edilebilir. Yaygın özel gereksinimler arasında belirli filtre muhafazaları için yuvarlak veya oval şekiller, konik yolluk geometrileri için trapez kesitler ve mekanik tutma özellikleri için delikler veya çentikler bulunur. Özel şekiller için minimum sipariş miktarları tipik olarak 500-2000 adetten başlar ve ilk takımlama ve ilk üretim çalışması için 6-12 hafta teslim süresi vardır. Alüminyum kütük döküm akıtıcılar için, özel muhafaza tasarımlarında standart filtre elemanlarını içeren özel filtre kaset sistemleri yaygın olarak mevcuttur.
Sonuç
Alüminyum döküm için seramik filtreler, alüminyum dökümhaneleri ve döküm operasyonları için mevcut olan en basit ve kanıtlanmış kalite iyileştirmelerinden birini temsil eder. Kapsama yakalama fiziği, alümina-alümina afinitesinin kimyası ve onlarca yıllık üretim verilerinin tümü aynı sonuca işaret etmektedir: iyi tasarlanmış bir yolluk sistemine doğru şekilde yerleştirilmiş, uygun şekilde belirlenmiş bir alümina seramik köpük filtre, döküm temizliğinde, mekanik özelliklerde, yüzey kalitesinde ve boyutsal tutarlılıkta ölçülebilir ve tutarlı iyileştirmeler sağlar.
Bu kapsamlı incelemeden elde edilen pratik rehberlik birkaç temel ilkeye dayanmaktadır: filtre malzemesini alaşım kimyasıyla eşleştirmek; gerekli filtre boyutunu tahmin etmek yerine hesaplamak; PPI derecesini maliyet minimizasyonu yerine gerçek temizlik gereksinimlerine göre belirlemek; baypas akışını ortadan kaldıran filtre yuvaları tasarlamak ve filtrasyonu, gaz giderme ve etkili sıyırma işlemlerini de içeren eksiksiz bir eriyik işleme sisteminin bir bileşeni olarak entegre etmek.
AdTech olarak, alüminyum döküm operasyonlarını malzeme spesifikasyonundan kurulum tasarımına ve üretim sorunlarının giderilmesine kadar destekliyoruz. Çeşitli döküm uygulamalarındaki tutarlı bulgu, doğru seramik filtrelemeye yapılan yatırımın daha az hurda, gelişmiş özellik tutarlılığı ve belgelenmiş eriyik temizliği talep eden müşterilere kalite sertifikalı parçalar tedarik etme yeteneği ile geri döndüğüdür. Kalitenin önemli olduğu tüm alüminyum döküm operasyonları için seramik filtreleme, başlamak için doğru yerdir.
