A filtre en céramique pour la coulée d'aluminium est un composant réfractaire poreux à haute température - le plus souvent fabriqué à partir d'alumine (Al₂O₃) dans une structure de mousse réticulée - placé dans le système de fermeture d'un moule de coulée d'aluminium pour éliminer physiquement les inclusions non métalliques, les films d'oxyde et les gaz entraînés de l'aluminium en fusion avant qu'il ne remplisse la cavité du moule. Le filtre capture les particules nocives par un tamisage mécanique, une filtration en profondeur sur un chemin tortueux et une adhésion chimique entre la surface du filtre d'alumine et les inclusions à base d'alumine dans la matière fondue. Le résultat mesurable est une coulée d'aluminium plus propre avec une résistance à la traction, un allongement, une résistance à la fatigue et une qualité de surface considérablement améliorés par rapport à une production non filtrée.
Si votre projet nécessite l'utilisation d'un filtre en mousse de céramique d'alumine, vous pouvez nous contacter pour un devis gratuit.
Cette conclusion n'est pas théorique. Nous avons suivi les données de performance de la filtration dans les fonderies d'aluminium des secteurs de l'automobile, de l'aérospatiale et de la fonderie industrielle pendant de nombreux cycles de production, et le schéma est cohérent : des filtres céramiques correctement spécifiés et installés réduisent les déchets de fonderie liés à l'inclusion de 40 à 80 %, réduisent la fraction de surface de porosité jusqu'à 75 % et améliorent l'allongement à la rupture de 50 à 80 % dans les alliages structurels tels que A356 et A357. Pour les opérations de moulage d'aluminium où les spécifications des propriétés mécaniques ne sont pas négociables - composants de moteur, pièces de suspension, pièces moulées structurelles d'avion - la filtration céramique n'est pas une option de procédé. Il s'agit d'une exigence.
Pourquoi l'aluminium fondu a-t-il besoin d'être filtré ?
L'aluminium est l'un des métaux structurels les plus chimiquement réactifs couramment utilisés dans l'industrie. Dès que l'aluminium liquide entre en contact avec l'oxygène - ce qui se produit continuellement pendant la fusion, l'alliage, le transfert et la coulée - il forme spontanément et presque instantanément de l'oxyde d'aluminium (Al₂O₃). Cette réalité thermodynamique signifie que chaque opération de coulée d'aluminium produit des inclusions d'oxyde en tant que sous-produit naturel du processus lui-même.
A lire également : Qu'est-ce qu'un filtre en mousse céramique ?
Le défi n'est pas d'éliminer complètement la formation d'oxyde. C'est physiquement impossible dans les environnements de coulée atmosphérique standard. Le défi consiste à empêcher ces oxydes et autres particules non métalliques d'être piégés à l'intérieur de la pièce moulée solidifiée, où ils agissent comme des points de concentration des contraintes, réduisent la section de charge effective et provoquent des fissures de fatigue sous l'effet de la charge cyclique.
Les sources d'inclusions dans les fusions d'aluminium
Les inclusions non métalliques dans l'aluminium en fusion proviennent de plusieurs sources simultanées :
Films d'oxyde (Bifilms) :
Lorsque la peau d'oxyde superficielle de l'aluminium en fusion est repliée dans la masse fondue au cours d'une coulée turbulente, elle crée une structure d'oxyde à double couche appelée bifilm. Ces structures sont particulièrement dommageables car les deux couches d'oxyde ne se lient pas l'une à l'autre, créant une interface interne non liée qui réduit considérablement la durée de vie en fatigue. Les recherches menées par le professeur John Campbell de l'université de Birmingham ont établi que les bifilms sont la principale cause de dispersion des propriétés mécaniques des pièces moulées en aluminium - une découverte qui a fondamentalement changé la façon dont l'industrie perçoit l'importance du contrôle des turbulences et de la filtration.
Particules d'oxyde d'aluminium :
Des particules discrètes d'Al₂O₃ allant de l'ordre du sous-micron à plusieurs centaines de microns se forment continuellement à la surface de la matière fondue et au cours de l'écoulement turbulent. Elles s'accumulent dans la masse fondue au fil du temps et se répartissent dans la coulée si elles ne sont pas éliminées.
Oxyde de magnésium et spinelle :
Les alliages d'aluminium contenant du magnésium (tels que A356, série 5xxx) forment des inclusions spinelles MgO et MgAl₂O₄. Ces inclusions sont particulièrement dommageables dans les alliages structurels car elles sont plus dures et plus anguleuses que les inclusions d'alumine pure.
Produits d'érosion réfractaires :
Les matériaux arrachés aux revêtements des fours, aux bassins de décantation, aux poches de transfert et aux systèmes de coulée contaminent la matière fondue tout au long de la chaîne de transfert.
Gaz hydrogène entraîné :
Bien qu'il ne s'agisse pas d'une inclusion solide, l'hydrogène dissous est la principale cause de porosité dans les pièces moulées en aluminium. Il pénètre dans la masse fondue par l'intermédiaire de l'humidité de l'atmosphère du four, de la ferraille humide et de la contamination des outils. Pendant la solidification, l'hydrogène précipite sous forme de bulles de gaz, créant une porosité qui affaiblit la structure de la pièce moulée. Les filtres en mousse céramique contribuent à la gestion de l'hydrogène en réduisant les turbulences qui attirent l'humidité atmosphérique et en éliminant physiquement les films d'oxyde qui servent de sites de nucléation pour la porosité.
Sable et crasse :
Dans les opérations de moulage au sable, l'érosion du sable du moule par le flux de métal génère des inclusions de silice et de sable lié. Les crasses - métal partiellement solidifié mélangé à de l'oxyde - peuvent être entraînées depuis les surfaces de la poche de coulée pendant la coulée.
Pourquoi la conception conventionnelle de la grille est-elle insuffisante ?
Les systèmes d'injection bien conçus, avec des canaux à faible vitesse, des manchons en fibre céramique et des pièges à scories, réduisent les niveaux d'inclusion de manière significative par rapport aux systèmes mal conçus. Cependant, même la meilleure conception de grille sans filtration ne permet pas d'atteindre les niveaux de propreté des inclusions exigés pour les moulages d'aluminium modernes à sécurité critique. La raison en est simple : les vitesses d'écoulement, même dans les canaux les plus soigneusement conçus, génèrent encore des turbulences capables de plier les films d'oxyde, et aucune conception géométrique n'élimine la formation continue d'oxyde qui se produit tout au long du cycle de coulée.
La filtration céramique ajoute un mécanisme fondamentalement différent - la capture physique des particules déjà présentes dans la matière fondue - qui complète la conception du flux plutôt que de la concurrencer.
Comment fonctionne un filtre céramique pour l'aluminium ?
La physique de filtration d'un filtre à mousse céramique fonctionnant dans un contexte de coulée d'aluminium implique trois mécanismes simultanés qui agissent à différentes échelles de taille des particules.
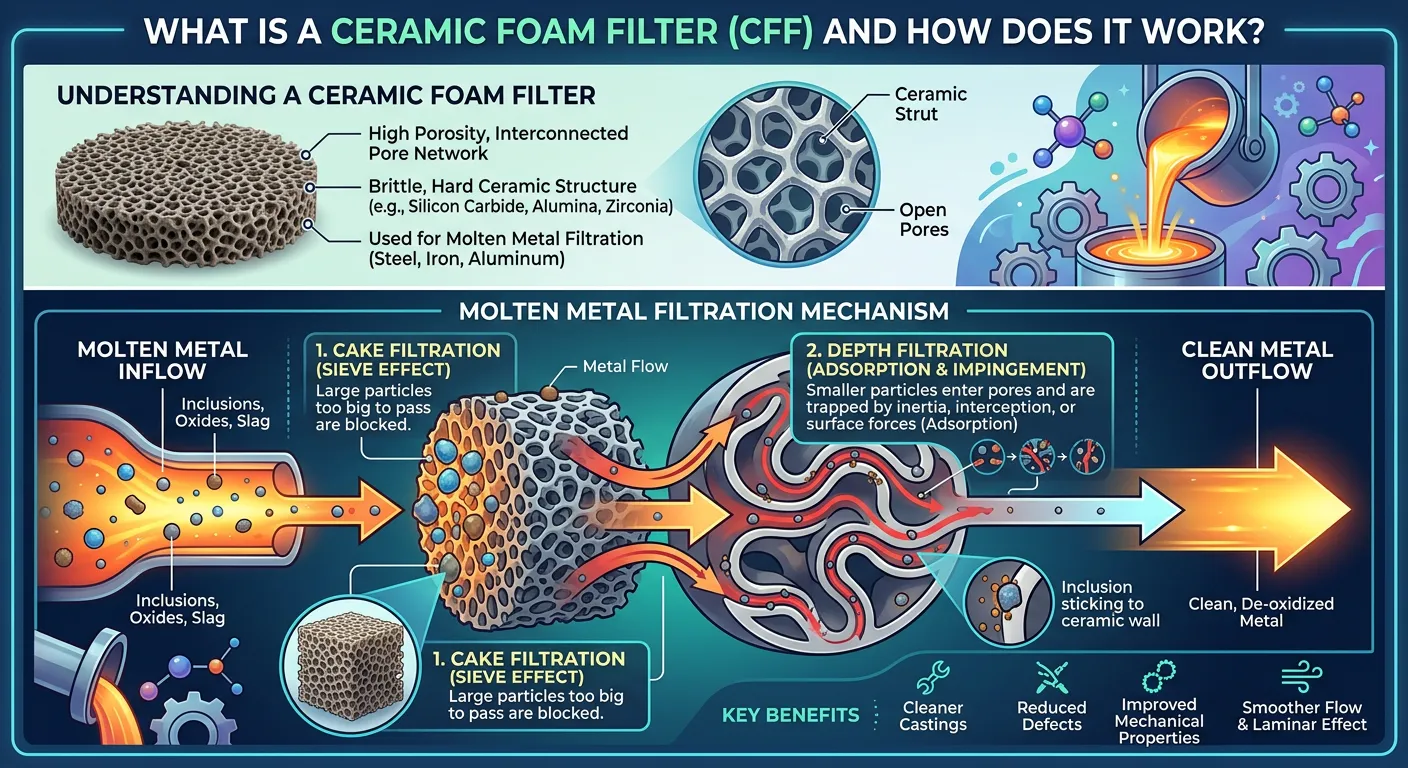
Mécanisme 1 : Filtration en surface
Les grosses inclusions - généralement supérieures à 100 microns - sont physiquement bloquées sur la face amont du filtre par l'exclusion de taille. Lorsque ces particules s'accumulent sur la face du filtre, elles forment une couche de gâteau qui resserre progressivement l'ouverture effective des pores et commence à capturer des inclusions plus petites que la taille originale des pores du filtre ne l'aurait permis. Cet effet de formation de gâteau signifie qu'un filtre devient en fait plus efficace au fur et à mesure que le métal le traverse, l'efficacité la plus élevée étant atteinte dans la seconde moitié de la coulée plutôt que dans la première.
Il s'agit là d'une implication pratique importante : dans les opérations de production, les pièces coulées au début d'une séquence peuvent avoir une teneur en inclusions légèrement plus élevée que les pièces coulées plus tardives, parce que le gâteau de filtration ne s'est pas encore complètement développé.
Mécanisme 2 : Filtration en profondeur du chemin tortueux
C'est le mécanisme qui distingue le plus clairement les filtres en mousse de céramique des autres filtres à mailles ou à tamis plus simples. La structure irrégulière et tridimensionnelle des pores interconnectés d'un filtre en mousse oblige l'aluminium fondu à suivre une trajectoire non linéaire qui change continuellement à travers le corps du filtre. Chaque fois que la direction du flux change, l'inertie entraîne les particules d'inclusion en suspension vers la surface de la jambe de force en céramique la plus proche au lieu de suivre la trajectoire incurvée du flux.
La probabilité qu'une particule d'inclusion entre en contact et adhère à la surface d'un support en céramique lors d'un changement de direction donné est fonction de la taille de la particule, de la vitesse d'écoulement et des propriétés physiques de la surface en céramique. Statistiquement, des changements de direction répétés sur toute l'épaisseur du filtre (typiquement 22-25 mm) entraînent la capture de particules de l'ordre de 10-50 microns qui passeraient directement au travers d'un simple filtre à mailles de taille d'ouverture nominale équivalente.
Mécanisme 3 : Adhésion chimique (affinité alumine-alumine)
La surface en céramique d'alumine du filtre partage des caractéristiques chimiques avec le type d'inclusion le plus courant dans les alliages d'aluminium, à savoir les particules et les films d'oxyde d'aluminium. Cette similarité chimique favorise le mouillage préférentiel et l'adhésion entre les inclusions et la surface du filtre. Une fois qu'une inclusion entre en contact avec la surface d'alumine à une faible vitesse relative, les conditions d'énergie interfaciale favorisent l'adhésion plutôt que le détachement.
Cette affinité chimique est la principale raison pour laquelle les filtres en mousse de céramique d'alumine sont plus performants que le carbure de silicium ou d'autres types de céramiques non oxydées pour la filtration de l'aluminium, même lorsque les deux matériaux ont des structures de pores et une capacité de température équivalentes.
Le rôle de l'apprêt et du mouillage
Avant que la filtration ne commence, le filtre doit être “amorcé” - l'aluminium en fusion doit surmonter la tension superficielle et mouiller la surface de la céramique pour amorcer le flux à travers le réseau de pores. La pression d'amorçage requise dépend de l'angle de contact entre l'aluminium fondu et la surface de la céramique, de la taille des pores du filtre (les pores plus petits nécessitent une pression d'amorçage plus élevée) et de la température.
Pour les filtres standard en mousse de céramique d'alumine en fonte d'aluminium :
- Pression d'amorçage : environ 50-120 mm de tête d'aluminium (pression métallostatique).
- Angle de contact (Al sur Al₂O₃) : environ 70-85° à des températures de coulée typiques.
- Le mouillage est favorisé par une température plus élevée du métal et une tension superficielle de la matière fondue plus propre (moins d'oxyde).
Cette exigence d'amorçage est la raison pour laquelle la conception du système d'obturation doit garantir une pression de tête adéquate à l'emplacement du filtre. Une hauteur de charge insuffisante entraîne un amorçage incomplet, un écoulement partiel à travers le filtre et un risque de mauvais remplissage du moule.
Types de filtres céramiques utilisés dans la fonderie d'aluminium
Trois catégories principales de filtres céramiques sont utilisées dans les opérations de moulage de l'aluminium, chacune ayant des caractéristiques structurelles, des mécanismes de filtration et des possibilités d'application distincts.
Filtres en mousse céramique (CFF)
Le type de filtre dominant pour le moulage de l'aluminium, représentant la majorité substantielle de la consommation de filtres dans l'industrie mondiale du moulage de l'aluminium. Leur structure réticulée tridimensionnelle fournit le mécanisme de filtration à chemin tortueux décrit ci-dessus, ce qui en fait l'option la plus efficace pour l'élimination des inclusions fines.
Structure : Mousse à cellules ouvertes avec des pores sphériques interconnectés, fabriquée par la méthode de réplique de la mousse polymère.
Efficacité de la filtration : La plus élevée parmi les types de filtres disponibles.
Résistance à l'écoulement : Modéré (plus élevé que les types extrudés à taille de pore nominale équivalente).
Limite de température : Jusqu'à environ 1100°C pour les qualités d'alumine standard.
Gamme PPI : 10 à 60 PPI pour les applications en aluminium.
Filtres en céramique extrudée (filtres en nid d'abeille)
Fabriqués par extrusion d'une pâte céramique à travers une filière, ces filtres présentent des canaux droits parallèles disposés en nid d'abeille. Contrairement aux filtres en mousse, ils n'offrent pas de chemin de filtration tortueux - le métal s'écoule en ligne droite à travers les canaux.
Structure : Canaux parallèles droits, de section carrée ou hexagonale.
Efficacité de la filtration : Inférieur au type de mousse (tamisage de surface uniquement).
Résistance à l'écoulement : Plus faible que les filtres en mousse à taille d'ouverture équivalente.
Meilleure application : Pièces moulées à haut débit où la perte de charge est la principale contrainte.
Filtres en fibres céramiques tissées
Tissus céramiques fibreux, généralement constitués de fibres d'alumine et de silice tissées dans une structure en toile, utilisés principalement pour l'élimination des scories grossières dans le moulage sous pression et le moulage par gravité de pièces non critiques.
Structure : Tapis en fibres tissées.
Efficacité de la filtration : Le plus bas des trois types.
Résistance à l'écoulement : Très faible
Limite de température : Jusqu'à environ 900°C.
Meilleure application : Contrôle simple du débit, rétention des scories grossières dans les applications non critiques.
Comparaison des types de filtres pour la fonte d'aluminium
| Type de filtre | Mécanisme de filtration | Taille d'inclusion capturée | Efficacité relative | Chute de pression | Coût typique |
|---|---|---|---|---|---|
| Mousse céramique (CFF) | Chemin tortueux + gâteau | 10-500+ microns | Le plus élevé (référence) | Modéré | Moyen |
| Nid d'abeille extrudé | Tamisage de surface uniquement | 100+ microns | 30-50% du CFF | Faible | Faible-Moyen |
| Tapis en fibres tissées | Tamisage de surface uniquement | 200+ microns | 10-25% du CFF | Très faible | Faible |
| Combiné CFF + Fibre | Les deux mécanismes | 5-500+ microns | Le plus élevé possible | Plus élevé | Moyenne-élevée |
Filtre en mousse de céramique d'alumine : La norme industrielle expliquée
Les filtres en mousse céramique d'alumine (Al₂O₃) sont devenus la norme industrielle pour la filtration de l'aluminium coulé grâce à la combinaison des propriétés du matériau, de l'évolutivité de la fabrication, de la rentabilité et de la performance éprouvée au cours de décennies d'utilisation en production.
Pourquoi l'alumine est-elle le matériau idéal pour la filtration de l'aluminium ?
La pertinence de l'alumine en tant que matériau filtrant pour la filtration de l'aluminium fondu repose sur des principes thermodynamiques et chimiques :
Stabilité chimique dans l'aluminium fondu :
L'alumine est thermodynamiquement stable au contact de l'aluminium en fusion à des températures de coulée (680-800°C). Elle ne se dissout pas dans l'aluminium en fusion, ne réagit pas pour former de nouvelles phases susceptibles de contaminer la coulée et ne libère aucune espèce chimique susceptible d'affecter la composition de l'alliage ou ses propriétés mécaniques.
Chimie d'inclusion appariée :
Les principales inclusions dans les alliages d'aluminium sont l'oxyde d'aluminium sous diverses formes. La surface d'un filtre en alumine partage la même chimie fondamentale, favorisant le mécanisme d'adhésion décrit dans la section précédente. Aucun autre matériau réfractaire courant n'offre cet avantage chimique.
Capacité de température adéquate :
Les filtres standard en mousse d'alumine ont une température de service de 1100°C, ce qui offre une marge confortable par rapport à la température maximale de coulée de l'aluminium, qui est d'environ 800°C pour la plupart des alliages.
Porosité et structure des pores contrôlées :
Le système de céramique d'alumine permet aux fabricants de contrôler avec précision la distribution de la taille des pores, la porosité totale et l'épaisseur de la structure pendant la préparation de la boue et le frittage, ce qui permet de produire des filtres aux performances constantes et reproductibles sur des volumes de production élevés.
Structure physique d'un filtre en mousse d'alumine
L'examen microscopique d'un filtre en mousse de céramique d'alumine révèle un réseau tridimensionnel complexe de.. :
- Entretoises en céramique : Le “squelette” d'alumine solide avec des diamètres de 0,1 à 0,5 mm.
- Fenêtres de pore : Les ouvertures reliant les pores adjacents, typiquement 40-60% du diamètre nominal du pore.
- Nœuds : Points de jonction où plusieurs entretoises se rencontrent, formant des éléments structurels légèrement plus épais.
- Volume total de vide : 75-90% du volume du filtre est un espace ouvert (porosité).
Cette porosité élevée permet à l'aluminium fondu de s'écouler à travers le filtre à des taux acceptables malgré le chemin tortueux, tandis que la surface spécifique élevée du réseau d'entretoises fournit une zone étendue pour la capture des inclusions.
Fabrication de filtres en mousse d'alumine Facteurs de qualité
Les performances d'un filtre en mousse de céramique d'alumine dépendent essentiellement de la qualité de fabrication à plusieurs stades :
Homogénéité du lisier :
La distribution non uniforme de la boue pendant l'imprégnation crée des zones de revêtement céramique plus épaisses et plus fines sur les supports de gabarit en mousse. Les zones épaisses réduisent la taille effective des pores ; les zones minces créent des supports fragiles susceptibles de se fracturer sous l'effet d'un choc thermique.
Cohérence de la température de frittage :
L'alumine insuffisamment frittée n'a pas une résistance suffisante et peut rejeter des particules de céramique dans la masse fondue pendant le service. L'alumine sur-étuvée peut fermer les pores de surface et réduire la surface spécifique pour la capture des inclusions. Le contrôle rigoureux de la température du four (±15°C) sur l'ensemble du lot de filtres est un gage de qualité de fabrication.
Uniformité des pores :
Un filtre dont la taille des cellules varie considérablement sur toute sa surface crée des canaux d'écoulement préférentiels à travers les pores les plus grands, en contournant les pores plus petits qui offrent la plus grande efficacité de filtration. Les fabricants haut de gamme atteignent une uniformité de la taille des cellules de ±10-15%.
Notes PPI pour la filtration de l'aluminium : Choisir la bonne qualité
Les pores par pouce (PPI) sont le paramètre de spécification le plus important pour les filtres en fonte d'aluminium, car ils régissent directement l'équilibre entre l'efficacité de la filtration et la résistance à l'écoulement du métal.
Grades PPI disponibles pour la fonderie d'aluminium
| Classement PPI | Diamètre approximatif des pores | Niveau de filtration | Résistance à l'écoulement du métal | Application recommandée |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Grossier seulement | Très faible | Grandes pièces moulées en sable, pièces non structurelles |
| 15 PPI | 1,8-2,2 mm | Grossier-Moyen | Faible | Coulée générale par gravité, production de lingots |
| 20 PPI | 1,2-1,5 mm | Moyen | Faible-modéré | Composants automobiles non liés à la sécurité, boîtiers |
| 25 PPI | 0,9-1,1 mm | Moyenne-élevée | Modéré | Pièces automobiles structurelles, applications A356 |
| 30 PPI | 0,7-0,9 mm | Haut | Modérée-élevée | Structures aérospatiales, automobiles à sécurité critique |
| 40 PPI | 0,5-0,65 mm | Très élevé | Haut | Pièces moulées de première qualité pour l'aérospatiale et les appareils médicaux |
| 50 PPI | 0,4-0,5 mm | Maximum commercial | Très élevé | Exigences de propreté équivalentes au superalliage |

Comment choisir l'IPP : Le processus de décision pratique
Nous avons mis au point un processus de décision simple pour la sélection du PPI des filtres de coulée d'aluminium qui fonctionne pour les procédés de coulée par gravité, à basse pression et de coulée en moule semi-permanent :
Étape 1 : Définir la spécification de propreté :
Quel est le niveau d'inclusion exigé par la spécification de la coulée ? L'indice d'inclusion ASTM B594 ? Une limite spécifique pour la valeur K (essai de pression réduite) ? Un seuil de résistance à la fatigue ? L'objectif de propreté détermine l'exigence minimale en matière de PPI.
Étape 2 : Calculer la pression de tête disponible :
Mesurer ou calculer la hauteur de charge métallostatique disponible à l'emplacement du filtre dans le système d'obturation (en mm d'aluminium). Comparez cette valeur à la pression d'amorçage requise pour le grade PPI sélectionné. Si la hauteur de charge disponible est marginale, descendre d'un grade PPI et compenser en augmentant la surface du filtre.
Étape 3 : Calculer la surface de filtration requise :
Diviser le poids total de la coulée (en kg) par le temps de remplissage (en secondes) et le débit maximum recommandé pour la qualité PPI sélectionnée. On obtient ainsi la surface minimale de la face du filtre en cm².
Étape 4 : Sélectionner la taille standard du filtre :
Choisissez la plus petite dimension de filtre standard qui respecte ou dépasse la surface minimale calculée, avec une préférence pour les formats carrés ou rectangulaires qui correspondent à l'outillage standard des sièges de filtre.
Étape 5 : Validation par un essai de moulage :
Pour les nouvelles applications, effectuer un essai avec le filtre sélectionné et évaluer métallographiquement les sections transversales de la coulée. Ajuster le PPI à la hausse ou à la baisse en fonction du niveau d'inclusion observé dans les coulées d'essai.
Propriétés techniques et spécifications de performance
Les équipes d'acheteurs et d'ingénieurs doivent évaluer les filtres céramiques en fonction d'un ensemble normalisé de propriétés mesurables. Le tableau ci-dessous présente les principaux paramètres techniques et leur importance :
Propriétés physiques et structurelles
| Propriété | Méthode d'essai | Gamme typique (Alumina CFF) | Importance |
|---|---|---|---|
| Densité en vrac | ISO 5017 | 0,28-0,42 g/cm³ | Densité plus faible = porosité plus élevée = meilleur écoulement |
| Porosité totale | Méthode d'Archimède | 75-90% | Influence directe sur la résistance à l'écoulement |
| Surface spécifique | Méthode BET | 0,3-1,2 m²/g | Plus grande surface = plus de sites de capture d'inclusion |
| Résistance à la compression à froid | ASTM C133 | 0,8-2,5 MPa | Résistance à la manipulation, sécurité d'installation |
| Uniformité de la taille des pores | Méthode de comptage des cellules | ±15% de l'IPP nominal | Cohérence de la distribution du débit |
| Teneur en Al₂O₃ | Analyse XRF | 85-99% | Plus grande pureté = meilleure stabilité chimique |
Propriétés thermiques
| Propriété | Plage de valeurs | Notes |
|---|---|---|
| Température de service maximale | 1050-1100°C (standard) | Bien au-dessus de la plage de coulée de l'aluminium |
| Résistance aux chocs thermiques | 3-6 cycles rapides (de la température ambiante à 1000°C) | Essentiel pour l'intégrité du démarrage de la coulée |
| Conductivité thermique | 0,3-0,8 W/m-K | La faible conductivité limite les pertes de température |
| Coefficient de dilatation thermique | 7-9 × 10-⁶ /°C | Doit être pris en compte dans la conception du siège du filtre |
Mesures de performance de la filtration
Valeur K (essai à pression réduite) :
La valeur K quantifie la porosité liée à l'hydrogène dans l'aluminium en mesurant la densité d'un échantillon solidifié dans des conditions de pression réduite. L'aluminium filtré atteint généralement des valeurs K de 1 à 3, contre 5 à 15 pour la fonte non filtrée dans des conditions équivalentes.
Indice Bifilm :
Une mesure développée à partir de tests de solidification sous vide qui quantifie la surface totale du bifilm d'oxyde présent dans un échantillon. La filtration céramique réduit l'indice de bifilm de 50-80% dans les alliages d'aluminium de production.
Classement de la PoDFA :
L'analyse Prefil-Footprinter donne une teneur quantitative en inclusions en mm²/kg de métal. Les moulages d'aluminium de première qualité peuvent spécifier des valeurs maximales de PoDFA de 0,10-0,20 mm²/kg, qui ne peuvent être atteintes qu'avec une filtration par mousse céramique à haut IPP combinée à un dégazage efficace.
Quelles sont les inclusions que les filtres pour fonderie d'aluminium éliminent ?
La compréhension des types d'inclusion spécifiques que les filtres céramiques capturent aide les ingénieurs à justifier l'investissement dans la filtration et à dépister les défauts de moulage.
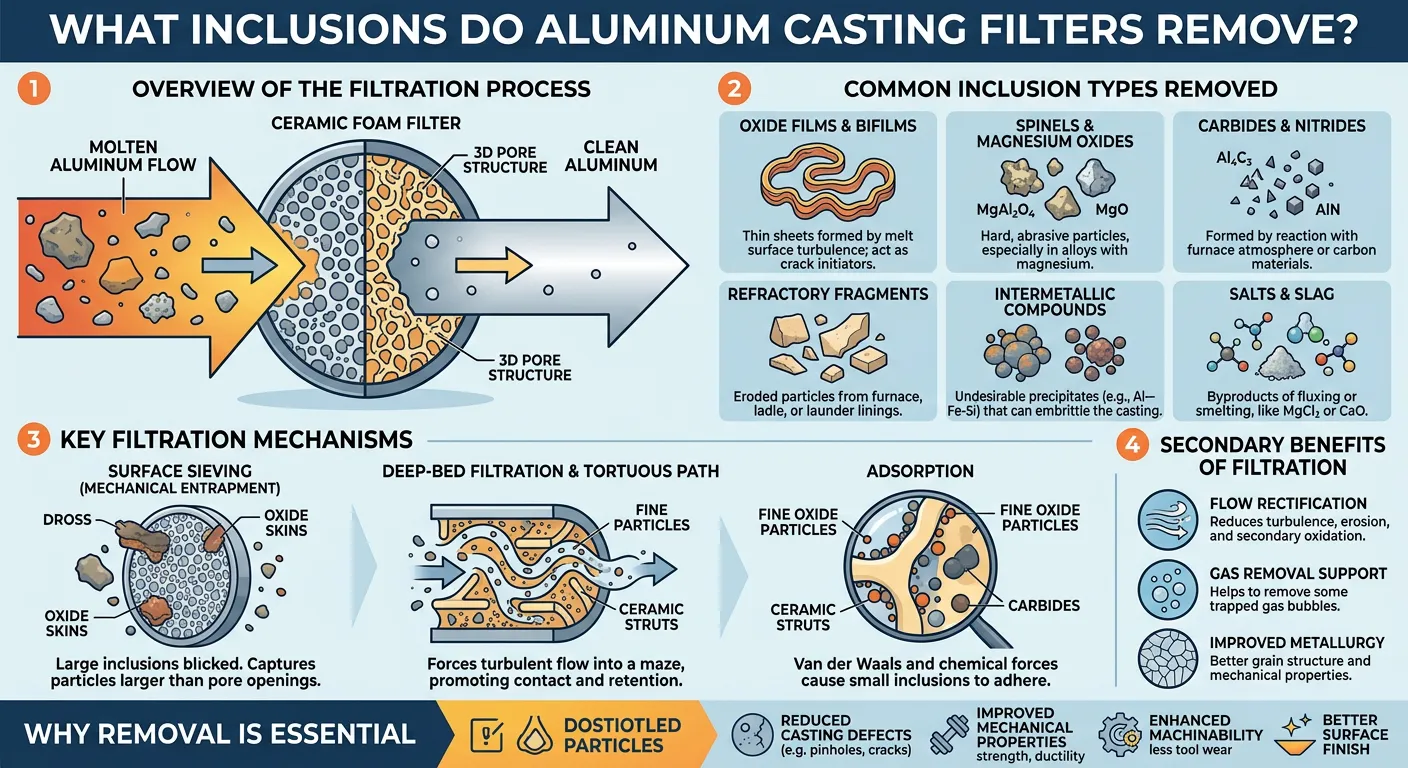
Classification des inclusions dans les alliages d'aluminium
| Type d'inclusion | Composition | Gamme de tailles | Source primaire | Taux de capture du filtre |
|---|---|---|---|---|
| Films d'alumine (bifilms) | Al₂O₃ | 0,1-50 mm (planaire) | Coulée turbulente, transfert | 60-85% |
| Particules d'alumine discrètes | α-Al₂O₃, γ-Al₂O₃ | 1-200 μm | Oxydation du four, crasses | 70-90% |
| Inclusions de spinelle | MgAl₂O₄ | 5-100 μm | Alliages contenant du Mg | 65-85% |
| Particules d'oxyde de silicium | SiO₂ | 10-500 μm | Érosion du moule (moulage au sable) | 80-95% |
| Intermétalliques de fer | Al₃Fe, Al₅FeSi | 10-2000 μm | Contamination par le fer | 60-80% |
| Fragments réfractaires | Divers | 50-5000 μm | Louche, érosion des coureurs | 90-99% |
| Crasse entraînée | Oxyde mixte/métal | 100-5000 μm | Turbulences à la surface de la louche | 85-95% |
| Particules de carbure | Al₄C₃ | 1-50 μm | Contamination de l'outil au carbone | 50-70% |
Le cas particulier des inclusions bifilmiques
Les inclusions bifilm méritent une attention particulière car elles constituent le type d'inclusion le plus dommageable dans les moulages structurels d'aluminium et le plus difficile à éliminer. Un bifilm consiste en deux couches de film d'oxyde pliées avec une interface non liée entre elles. Cette interface non liée agit comme une fissure préexistante dans la microstructure de la coulée.
La difficulté de la filtration bifilm réside dans le fait que les bifilms sont des structures minces et planes qui peuvent s'aligner sur la direction du flux et passer à travers les pores du filtre dans une orientation bord à bord avant de s'ouvrir à nouveau en aval du filtre. C'est pourquoi l'amortissement des turbulences par le filtre - qui transforme un flux turbulent en flux laminaire - est au moins aussi important que la capture directe des bifilms pour améliorer les performances en matière de fatigue des pièces moulées.
L'approche la plus efficace de la gestion des bifilms combine la filtration sur mousse céramique (pour la capture et la régularisation du flux) avec le dégazage (l'élimination de l'hydrogène réduit la pression du gaz à l'intérieur des bifilms qui les maintient ouverts) et la réduction des turbulences de coulée dans la conception du système d'obturation.
Comment les filtres céramiques améliorent les propriétés mécaniques de la coulée d'aluminium
Le lien entre la filtration céramique et l'amélioration des propriétés mécaniques des pièces moulées en aluminium est étayé par de nombreuses recherches et données de production publiées.
Améliorations immobilières quantifiées
| Propriété mécanique | Non filtré A356-T6 | Filtre 20 PPI | Filtre 30 PPI | Filtre 40 PPI |
|---|---|---|---|---|
| Résistance ultime à la traction (MPa) | 215 | 235 | 248 | 258 |
| 0,2% Limite d'élasticité (MPa) | 165 | 172 | 178 | 182 |
| Allongement à la rupture (%) | 4.5 | 5.8 | 7.2 | 8.4 |
| Résistance à la fatigue à 10⁷ cycles (MPa) | 58 | 74 | 88 | 96 |
| Énergie d'impact Charpy (J) | 8.2 | 10.4 | 13.1 | 15.3 |
| Dureté Brinell (HB) | 85 | 88 | 90 | 91 |
Données agrégées à partir d'études métallurgiques publiées et du suivi de la production par AdTech, 2020-2025.
Pourquoi la dispersion des biens diminue-t-elle avec la filtration ?
La réduction de la dispersion des propriétés (écart-type) est l'un des avantages de la filtration céramique les plus importants sur le plan commercial, mais qui reçoit moins d'attention que l'amélioration moyenne des propriétés. Les pièces moulées en aluminium non filtrées présentent de grandes variations de propriétés mécaniques entre les pièces individuelles et entre les différents endroits d'une même pièce, en raison de la distribution aléatoire des inclusions.
La filtration ne se contente pas d'augmenter les propriétés moyennes ; elle comprime la distribution des propriétés vers l'extrémité supérieure. Cette distribution plus serrée des propriétés permet aux concepteurs d'utiliser des valeurs minimales de propriétés plus élevées dans les calculs structurels sans augmenter les facteurs de sécurité, ce qui permet d'alléger les conceptions (en utilisant les propriétés autorisées plus élevées) ou de les rendre plus fiables (en utilisant la probabilité réduite de propriétés aberrantes).
Dans les programmes de qualification aérospatiale, cette réduction de la dispersion est souvent aussi importante que l'amélioration des valeurs moyennes pour satisfaire aux exigences de certification en matière de fatigue.
Amélioration de la qualité de surface
Au-delà des propriétés mécaniques internes, la filtration céramique améliore constamment l'état de surface des pièces moulées en aluminium :
- Réduction des piqûres de surface dues à des inclusions d'oxyde sous la surface.
- Diminution des traces de film d'oxyde visibles après l'usinage de la surface.
- Amélioration de la cohérence dimensionnelle en réduisant le retrait localisé associé aux amas de films d'oxyde.
Les fonderies produisant des pièces en aluminium pour des applications automobiles visibles (roues décoratives, composants de panneaux de carrosserie) signalent que la filtration céramique réduit considérablement les taux de rejet cosmétique associés aux défauts de surface.
Méthodes d'application : Où et comment installer les filtres en fonte d'aluminium
Le positionnement du filtre dans le système d'obturation est aussi important que la sélection du filtre. Un mauvais positionnement annule les avantages des performances du filtre, même s'il est spécifié avec la plus grande précision.

Positions standard des filtres dans les systèmes de fermeture en aluminium
Position 1 : Base de la carotte (puits de carotte)
Le fait de placer le filtre à la base de la carotte capture les inclusions au début de la trajectoire du flux, mais soumet le filtre à la vitesse d'impact la plus élevée de toutes les positions. Le flux initial de métal arrive avec une énergie cinétique maximale, ce qui crée un risque de choc thermique et un potentiel de turbulence en aval du filtre si la glissière n'est pas conçue pour recevoir le flux filtré en douceur.
Convient pour : Grandes pièces moulées avec une tête métallostatique importante, qualités de filtre robustes.
Position 2 : Barre horizontale
La position du filtre la plus courante pour le moulage de l'aluminium. Le filtre est placé dans un siège usiné ou formé dans la barre de coulée, généralement dans une zone d'impression dédiée au filtre. Le métal arrive à une vitesse plus faible qu'à la base de la carotte, ce qui réduit le risque de choc thermique. Le filtre dispose d'une surface de contact suffisante avec les parois de la barre de coulée pour une assise stable, et la géométrie de la barre de coulée en aval peut être optimisée pour maintenir un flux laminaire après la filtration.
Convient pour : La plupart des applications de moulage d'aluminium par gravité et à basse pression.
Position 3 : Position ingate
Le positionnement du filtre à l'entrée - le point d'entrée final dans la cavité du moule - maximise la longueur de la voie d'écoulement sur laquelle les inclusions éliminées en amont ne peuvent pas pénétrer à nouveau dans la matière fondue avant d'atteindre la coulée. Cependant, cette position donne la plus petite surface de filtre disponible (limitée par les dimensions de l'ingrédient) et la vitesse d'écoulement la plus élevée par unité de surface de filtre.
Convient pour : Les pièces moulées de faible épaisseur pour lesquelles le maintien de la température du métal est essentiel, les petites pièces moulées.
Position 4 : Filtre dans la machine à laver (coulée continue)
Pour les opérations de coulée continue de billettes et de brames d'aluminium, les filtres en mousse céramique sont placés dans le système de lavage - l'auge qui transporte le métal du four ou de la cuve de rétention au moule de coulée. Cette filtration dans le système de lavage est souvent associée à une unité de dégazage en ligne pour un traitement complet de la matière fondue.
Exigences en matière de conception des sièges de filtres
Le siège du filtre est le renfoncement dimensionnel qui positionne et retient le filtre dans le système d'obturation. Paramètres de conception essentiels :
Profondeur de l'assise : La profondeur de l'évidement du siège doit être égale à 50-70% de l'épaisseur du filtre. Une profondeur insuffisante permet au filtre de basculer ou de se déplacer pendant la coulée ; une profondeur excessive empêche un contact correct avec le siège.
Joint d'étanchéité : L'espace libre entre le bord du filtre et la paroi du siège ne doit pas dépasser 0,5 à 1,0 mm. Des espaces plus importants permettent au métal de contourner le bord du filtre, contournant ainsi entièrement la filtration. Ce problème de contournement est beaucoup plus courant en production que ne le pensent la plupart des fonderies.
Soutien en aval : Le fond de roulement en aval du filtre doit assurer un contact d'appui sur au moins 20-30% de la surface de la face du filtre afin d'éviter une rupture sous la pression hydraulique.
Ventilation : Une petite ouverture d'aération (2-3 mm) sur la face aval du siège du filtre permet à l'air piégé de s'échapper lors de la montée initiale du métal, évitant ainsi le blocage de l'air qui retarde l'amorçage du filtre.
Liste de contrôle pour l'installation du filtre
| Étape | Action | Objectif |
|---|---|---|
| Pré-installation | Inspecter le filtre pour vérifier qu'il n'est pas fissuré ou endommagé | Prévenir la contamination des fragments |
| Pré-installation | Vérifier que les dimensions du filtre correspondent au dessin du siège | Assurer une bonne assise |
| Pré-installation | Confirmer que le filtre est sec (pas d'humidité) | Prévenir les fractures dues aux chocs thermiques |
| Installation | Porter des gants propres lors de la manipulation | Empêche la contamination de la surface du filtre par l'huile |
| Installation | Placer fermement le filtre dans le logement | Empêcher les mouvements pendant la coulée |
| Installation | Vérifier qu'il n'y a pas d'espace de dérivation sur les bords du filtre | S'assurer que tout le métal passe à travers le filtre |
| Pré-coulée | Vérifier que la pression de tête au-dessus du filtre est suffisante | Garantir un amorçage fiable |
| Après la coulée | Examiner le filtre usagé pour vérifier s'il est chargé ou non | Contrôle de la qualité et amélioration des processus |
Compatibilité des alliages d'aluminium et sélection des filtres par application
Les différentes familles d'alliages d'aluminium génèrent des populations d'inclusion différentes avec des caractéristiques différentes, ce qui nécessite des spécifications de filtrage adaptées.
Filtrer les recommandations par alliage et par application
| Famille d'alliages | Alliages typiques | Inclusions primaires | PPI recommandé | Notes sur les filtres |
|---|---|---|---|---|
| Al-Si-Mg (coulé) | A356, A357, 357 | Al₂O₃, MgAl₂O₄ | 25-40 PPI | Filtre en alumine de haute pureté de préférence |
| Al-Si (fonte) | 319, 380, 413 | Al₂O₃, FeAl₃ | 20-30 PPI | Alumine standard CFF |
| Al-Cu (fonte) | 201, 204, 206 | Al₂O₃, CuAl₂ | 30-40 PPI | Grande propreté requise |
| Al-Zn (coulé) | 712, 713, 771 | Al₂O₃, ZnO | 20-30 PPI | Alumine standard CFF |
| 1xxx (corroyé) | 1050, 1100 | Al₂O₃ films | 30-50 PPI | Utilisé dans les lavoirs coulés en billette |
| 2xxx (corroyé) | 2024, 2014 | Al₂O₃, CuAl₂ | 30-40 PPI | Propreté de qualité aérospatiale |
| 5xxx (corroyé) | 5052, 5083 | Al₂O₃, MgO, Spinel | 30-40 PPI | Charge élevée en spinelles - vérifier la capacité du filtre |
| 6xxx (corroyé) | 6061, 6063 | Al₂O₃, Mg₂Si | 25-40 PPI | billettes d'extrusion, filtration par lavage |
| 7xxx (corroyé) | 7075, 7050 | Al₂O₃, MgZn₂ | 40-50 PPI | Exigences les plus élevées en matière de propreté |
Considération spéciale : Alliages d'aluminium recyclé
Les pièces moulées produites à partir de charges d'aluminium recyclé présentent généralement une charge d'inclusion nettement plus élevée que l'aluminium primaire, car les matériaux de rebut introduisent des oxydes de surface, des revêtements, des lubrifiants et des contaminations qui génèrent des inclusions lors de la fusion. Nous recommandons systématiquement d'augmenter l'indice PPI du filtre de 5 à 10 PPI par rapport aux spécifications de l'alliage primaire lors de l'utilisation de matériaux de charge recyclés, et de remplacer les filtres plus fréquemment (toutes les 2-3 coulées plutôt que toutes les 5-8 coulées) afin d'éviter une obstruction prématurée du filtre.
Comparaison entre les filtres céramiques et les autres technologies de filtration de l'aluminium
Les filtres en mousse céramique ne fonctionnent pas de manière isolée. Ils constituent l'un des éléments d'un système complet de gestion de la qualité de la fonte d'aluminium.
Comparaison des technologies de filtration de l'aluminium et de traitement de la matière fondue
| Technologie | Fonction principale | Suppression de l'inclusion | Élimination de l'hydrogène | Coût du capital | Coût de fonctionnement |
|---|---|---|---|---|---|
| Filtre en mousse céramique | Élimination des inclusions solides | Excellent | Minime | Très faible | Faible (consommable) |
| Unité de dégazage rotative | Élimination de H₂ + flottation | Modéré | Excellent | Moyen | Faible-Moyen |
| Dégazage en ligne (LARS) | Élimination de H₂ + flottation | Modéré | Excellent | Haut | Moyen |
| Traitement des flux | Élimination de l'écume, chimie | Bon | Limitée | Très faible | Faible |
| Agitation électromagnétique | Contrôle du débit | Indirect | Aucun | Haut | Moyen |
| Filtration en lit profond | Élimination des inclusions solides | Excellent | Aucun | Haut | Haut |
| Décantation (tundish) | Décantation des particules grossières | Limitée | Aucun | Faible | Très faible |
| Raffinement des grains | Contrôle de la microstructure | Aucun | Aucun | Faible | Faible |
Séquence optimale de traitement de la matière fondue
D'après notre expérience des opérations de coulée d'aluminium de qualité supérieure, la meilleure qualité de coulée est obtenue par une approche de traitement séquentiel de la fonte :
- Traitement au four : Ajout de flux et élimination des crasses au four.
- Dégazage : Dégazage par turbine rotative pour éliminer l'hydrogène dissous et les inclusions flottantes.
- L'installation : Brève période d'attente pour permettre aux inclusions flottantes d'atteindre la surface.
- Écrémage : Élimination manuelle ou automatisée de l'écume de la surface de fusion.
- Transfert et filtration : Un filtre en mousse céramique placé dans le système d'ouverture capture les inclusions fines restantes pendant la coulée.
Chaque étape cible un aspect différent de la qualité de la matière fondue. La filtration sur céramique est l'étape finale et la plus précise - elle élimine ce que les étapes précédentes n'ont pas permis d'éliminer, en particulier les fines particules d'oxyde et les fragments de bifilm que le dégazage et l'écrémage ne peuvent pas capturer.
Normes de qualité et essais pour les filtres en fonte d'aluminium
Normes applicables aux filtres céramiques en fonte d'aluminium
| Standard | Organisation | Champ d'application |
|---|---|---|
| GB/T 25139-2010 | Norme nationale chinoise | Filtres en mousse céramique pour le moulage d'alliages d'aluminium |
| ASTM B594 | ASTM International | Propreté des alliages d'aluminium corroyés |
| ISO 8840 | ISO | Produits réfractaires - mortier de joint (boîtier de filtre) |
| EN 1371-1 | Norme européenne | Ressuage des pièces de fonderie |
| ASTM E1245 | ASTM International | Analyse des inclusions dans les pièces moulées en acier (adaptable à l'aluminium) |
| AMS 2175 | SAE Aerospace | Exigences en matière de classification et d'inspection des pièces moulées |
| NADCA 305 | North American Die Casting Association (Association nord-américaine du moulage sous pression) | Normes de propreté des pièces coulées en aluminium |
Protocole de test d'acceptation des filtres
Pour les applications critiques de moulage d'aluminium - aérospatiale, systèmes de sécurité automobile, appareils médicaux - l'inspection des filtres entrants doit comprendre les éléments suivants
Inspection visuelle (100% de filtres) :
Examinez toutes les faces et tous les bords du filtre pour détecter les fissures, les revêtements céramiques incomplets (zones de mousse nue), les pores fermés et les contaminations visibles. Tout filtre présentant des fissures, quelle que soit leur taille, doit être rejeté. Les zones de revêtement partiel de plus de 5 mm × 5 mm sont des motifs de rejet dans les applications critiques.
Contrôle dimensionnel (échantillon 5-10%) :
Mesurer la longueur, la largeur, l'épaisseur et l'équerrage (angle) par rapport aux tolérances du dessin. Tolérances typiques acceptables : ±2 mm sur la longueur et la largeur, ±1 mm sur l'épaisseur.
Cohérence du poids (échantillon 5-10%) :
Le poids du filtre est en corrélation avec la densité du revêtement céramique et la cohérence de la structure des pores. Des écarts de poids significatifs (>±10% par rapport à la moyenne du lot) indiquent un manque de cohérence dans la fabrication.
Essai de compression (échantillon de 1-2% ou selon le NQA convenu) :
Les tests de résistance à la compression à froid confirment la résistance à la manipulation et la qualité de la céramique.
Traçabilité des lots :
Exiger le numéro de lot et la date de fabrication sur toutes les expéditions de filtres. Relier les dossiers de production à des pièces moulées spécifiques pour une traçabilité complète de la chaîne d'approvisionnement dans les applications aérospatiales.
Considérations relatives à l'approvisionnement et aux achats en 2026
Aperçu du marché et fournisseurs clés
Le marché mondial des filtres en mousse céramique continue de croître en 2026, stimulé par l'expansion du contenu automobile en aluminium (boîtiers de batterie de véhicules électriques, composants structurels, pièces de gestion thermique) et les exigences de qualité strictes des clients de l'aérospatiale. Le marché est segmenté entre :
Fournisseurs de niveau 1 : Fabricants bénéficiant d'une intégration verticale complète, de la matière première au filtre fini, certifiés ISO 9001, dotés de capacités de R&D et d'une assistance technique à l'application. Les produits sont accompagnés d'une documentation complète et conviennent aux applications aérospatiales et critiques en matière de sécurité.
Fournisseurs de niveau 2 : Fabricants produisant des qualités standard à des prix compétitifs, convenant aux applications industrielles et automobiles non critiques pour la sécurité.
Distributeurs régionaux : Stocker des tailles standard provenant de plusieurs fabricants, offrant une livraison rapide mais une assistance technique et une documentation de traçabilité limitées.
Prix de référence (avril 2026)
| Taille du filtre | Note de l'IPP | Matériau | Prix unitaire approximatif (USD) |
|---|---|---|---|
| 50 × 50 × 22 mm | 20 PPI | Alumine | $0.12-0.35 |
| 75 × 75 × 22 mm | 20 PPI | Alumine | $0.25-0.60 |
| 100 × 100 × 22 mm | 20 PPI | Alumine | $0.45-1.10 |
| 100 × 100 × 22 mm | 30 PPI | Alumine | $0.55-1.30 |
| 150 × 150 × 22 mm | 30 PPI | Alumine | $1.20-2.80 |
| 200 × 200 × 25 mm | 30 PPI | Alumine | $2.50-5.50 |
| 100 × 100 × 22 mm | 40 PPI | Alumine de haute pureté | $0.90-2.20 |
Les prix sont indicatifs et varient considérablement en fonction du volume de commande, de la région du fournisseur et des conditions du marché des matières premières en 2026.
Questions clés à poser aux fournisseurs en matière de marchés publics
- Quelle est la teneur en Al₂O₃ de votre matériau filtrant, vérifiée par test XRF ?
- Fournissez-vous des certificats de conformité spécifiques à chaque lot avec chaque envoi ?
- Quelle est l'uniformité de la distribution de la taille des pores d'un lot à l'autre ?
- Quelle est votre température de service maximale vérifiée par des essais (et non pas estimée) ?
- Pouvez-vous fournir des données sur la résistance aux chocs thermiques pour votre qualité d'alumine ?
- Quelles sont les quantités minimales de commande pour les tailles standard et personnalisées ?
- Quel est votre délai de livraison standard pour les tailles en stock et les dimensions personnalisées ?
- Proposez-vous des échantillons d'essai avant de vous engager à fournir une production complète ?
Analyse du coût total de possession
Le prix unitaire d'un filtre céramique ne représente qu'une petite fraction de l'impact économique total de la décision de filtration. Une évaluation plus précise des achats comprend
Coût sans filtration (estimation annuelle pour une fonderie automobile de taille moyenne) :
- Déchets de fonderie liés à l'inclusion : 3-8% de la valeur de production.
- Refus d'usinage en cas d'inclusions sous la surface : 1-3% de la valeur de production.
- Les réclamations au titre de la garantie à la suite de défaillances sur le terrain : très variables mais potentiellement importantes.
- Prime au client pour la certification de la qualité : perte de revenus sans qualification de la filtration.
Coût de la filtration céramique :
- Coût des consommables du filtre : typiquement 0,5-2,0% de la valeur de production de la coulée.
- Valeur nette de l'amélioration de la qualité : 3 à 10 fois le coût du filtre pour la seule réduction des déchets.
Cet argument économique justifie systématiquement l'investissement dans la filtration céramique, même pour les pièces moulées en aluminium de valeur relativement faible, lorsque le coût total plutôt que le prix unitaire du filtre est le critère de comparaison.
Foire aux questions (FAQ)
Q1 : De quoi est constitué un filtre céramique pour la coulée de l'aluminium ?
La plupart des filtres céramiques pour la coulée d'aluminium sont fabriqués à partir d'oxyde d'aluminium (Al₂O₃), communément appelé alumine, dans une structure de mousse réticulée à cellules ouvertes. Le filtre est produit en recouvrant un gabarit de mousse de polyuréthane d'une boue céramique à base d'alumine, puis en brûlant la mousse et en frittant la céramique à 1400-1600°C. Le résultat est un corps céramique rigide et poreux qui est thermiquement stable et chimiquement compatible avec l'aluminium fondu aux températures de coulée. Les qualités d'alumine de haute pureté (90%+ Al₂O₃) sont spécifiées pour les applications aérospatiales et structurelles critiques.
Q2 : Comment savoir quelle taille de filtre céramique utiliser pour la coulée d'aluminium ?
Le dimensionnement du filtre implique deux calculs indépendants. Tout d'abord, il faut calculer la surface frontale requise en fonction de la masse de métal, du temps de remplissage et du débit maximum pour la qualité PPI choisie - généralement 0,3-0,5 kg/cm²/seconde pour des filtres en alumine de 20 PPI dans l'aluminium. Deuxièmement, confirmez que la taille de filtre standard sélectionnée fournit une pression de tête adéquate pour un amorçage fiable en vérifiant que la tête métallostatique disponible dépasse la pression d'amorçage pour cette qualité de PPI. La plupart des fonderies utilisent des filtres de 100×100 mm ou 150×150 mm pour les pièces moulées de structure automobile, allant jusqu'à 200×200 mm pour les grandes pièces moulées par gravité.
Q3 : Les filtres céramiques peuvent-ils être utilisés dans le moulage sous pression de l'aluminium ?
Les filtres en mousse céramique standard ne peuvent pas résister aux pressions et vitesses d'injection de métal utilisées dans le moulage sous haute pression (HPDC), qui fonctionne à une pression d'injection de 30 à 150 MPa. Toute structure en mousse céramique se fracturerait instantanément dans ces conditions. La gestion de la qualité de l'aluminium en HPDC repose plutôt sur des systèmes à vide, des profils de tir optimisés et le dégazage de la charge d'aluminium. Les filtres céramiques sont appropriés pour le moulage sous pression par gravité, le moulage sous pression à basse pression (LPDC), le moulage semi-permanent, le moulage à la cire perdue et le moulage au sable de l'aluminium.
Q4 : À quelle fréquence les filtres céramiques doivent-ils être remplacés au cours d'une coulée d'aluminium ?
Les filtres céramiques pour la coulée de l'aluminium sont des consommables à usage unique - un filtre par coulée ou par moule dans le cas d'un outillage à cavités multiples. Il n'est pas recommandé de tenter de réutiliser un filtre après un cycle de coulée, car les pores du filtre sont au moins partiellement chargés d'inclusions capturées et la structure du filtre peut être partiellement dégradée. La réutilisation libérerait les inclusions capturées dans la coulée suivante. La justification économique de l'usage unique est simple : le coût du filtre représente généralement une fraction d'un pour cent de la valeur de la coulée.
Q5 : Que se passe-t-il si un filtre en céramique se fissure lors de la coulée de l'aluminium ?
Si un filtre céramique se fissure pendant la coulée, des fragments de céramique peuvent pénétrer dans la cavité du moule et se retrouver piégés dans la coulée solidifiée. Cela crée un mode de contamination pire que l'absence de filtration. Pour éviter cela : toujours inspecter visuellement les filtres avant leur installation et rejeter toute pièce fissurée ; s'assurer que les filtres sont complètement secs avant leur utilisation (l'humidité provoque des fissures dues aux chocs thermiques) ; et utiliser des filtres dont les caractéristiques sont adaptées à la température de coulée et aux conditions métallostatiques. Les filtres en SiC ont une meilleure résistance aux chocs thermiques que l'alumine, mais ne sont généralement pas utilisés pour l'aluminium en raison de problèmes de compatibilité chimique.
Q6 : Quelle est la différence entre les filtres céramiques 20 PPI et 30 PPI pour l'aluminium ?
Le nombre de PPI fait référence au nombre de pores par pouce linéaire dans la structure du filtre. Un filtre de 20 PPI a des ouvertures de pores plus grandes (environ 1,2-1,5 mm de diamètre) avec une résistance au flux plus faible et une efficacité de capture des inclusions modérée. Un filtre de 30 PPI a des ouvertures de pores plus petites (environ 0,7-0,9 mm de diamètre), une résistance au flux plus élevée et une efficacité de capture des inclusions significativement plus élevée - en particulier pour les inclusions fines dans la gamme 10-50 microns. Pour les pièces moulées en aluminium structurel dont les propriétés mécaniques sont importantes, le 30 PPI donne des résultats nettement meilleurs que le 20 PPI, avec une élongation et une résistance à la fatigue améliorées dans les essais comparatifs publiés.
Q7 : Les filtres céramiques pour l'aluminium éliminent-ils l'hydrogène gazeux ?
Les filtres en mousse céramique n'éliminent pas directement l'hydrogène dissous dans l'aluminium fondu. L'élimination de l'hydrogène nécessite un traitement de dégazage à l'aide d'un équipement de dégazage à roue rotative avec un gaz inerte (argon ou azote). Cependant, les filtres céramiques contribuent indirectement à la réduction de la porosité de l'hydrogène en éliminant les inclusions d'oxyde qui servent de sites de nucléation pour la précipitation des bulles d'hydrogène pendant la solidification, et en amortissant les turbulences qui, autrement, incorporeraient de l'hydrogène supplémentaire dérivé de l'humidité dans la matière fondue pendant la coulée. Pour une qualité totale de la matière fondue, la filtration céramique et le dégazage doivent être utilisés conjointement.
Q8 : Comment les filtres céramiques pour la coulée de l'aluminium doivent-ils être stockés ?
Stocker les filtres en mousse céramique dans leur emballage d'origine dans un entrepôt sec, à température ambiante, à l'abri des sources d'humidité, y compris la condensation au sol. Une humidité relative supérieure à 70% peut entraîner l'adsorption de l'humidité de surface, ce qui provoque un choc thermique lors du premier contact avec le métal. Ne pas empiler les cartons de filtres sur plus de 5 à 6 mètres de haut pour éviter d'endommager les filtres inférieurs par compression. Éviter l'exposition aux huiles, lubrifiants ou fumées chimiques qui pourraient contaminer la surface du filtre et interférer avec le mouillage du métal. Dans des conditions de stockage appropriées, les filtres en mousse d'alumine standard ont une durée de vie pratique de 18 à 24 mois.
Q9 : Les filtres céramiques pour le moulage de l'aluminium font-ils l'objet d'une réglementation environnementale ?
Les filtres en mousse céramique usagés provenant des opérations de coulée d'aluminium sont classés comme déchets industriels solides dans la plupart des juridictions. Ils contiennent des inclusions résiduelles d'aluminium solidifié dans la structure de la céramique. Dans les cadres réglementaires standard (directive-cadre sur les déchets de l'UE, RCRA des États-Unis, réglementations environnementales chinoises en vigueur jusqu'en 2026), ces filtres usagés sont des déchets solides non dangereux et peuvent être éliminés dans des décharges industrielles agréées. Certaines fonderies récupèrent l'aluminium métallique des filtres usagés par le biais d'un traitement secondaire. Le matériau céramique lui-même est chimiquement inerte et ne lixivie pas les substances réglementées.
Q10 : Les filtres céramiques peuvent-ils être personnalisés pour des configurations inhabituelles de moulage d'aluminium ?
Oui, les principaux fabricants proposent des dimensions et des formes personnalisées pour les filtres en mousse céramique, et même des qualités PPI personnalisées. Les exigences de personnalisation les plus courantes sont les formes rondes ou ovales pour les boîtiers de filtres spécifiques, les sections trapézoïdales pour les géométries de glissières coniques et les trous ou encoches pour les caractéristiques de rétention mécanique. Les quantités minimales de commande pour les formes personnalisées commencent généralement à 500-2000 pièces, avec un délai de 6-12 semaines pour l'outillage initial et la première série de production. Pour les lavoirs en aluminium moulé, des systèmes de cassettes filtrantes sur mesure incorporant des éléments filtrants standard dans des boîtiers sur mesure sont largement disponibles.
Conclusion
Les filtres céramiques pour la coulée de l'aluminium représentent l'une des améliorations de la qualité les plus simples et les plus éprouvées pour les fonderies d'aluminium et les opérations de coulée. La physique de la capture des inclusions, la chimie de l'affinité entre l'alumine et l'alumine et des décennies de données de production mènent toutes à la même conclusion : un filtre en mousse de céramique d'alumine correctement spécifié, correctement positionné dans un système d'accès bien conçu, apporte des améliorations mesurables et cohérentes à la propreté de la coulée, aux propriétés mécaniques, à la qualité de la surface et à la cohérence dimensionnelle.
Les conseils pratiques tirés de cette étude exhaustive se résument à quelques principes clés : adapter le matériau filtrant à la chimie de l'alliage ; calculer plutôt qu'estimer la taille requise du filtre ; spécifier la qualité PPI en fonction des exigences de propreté réelles plutôt que de la minimisation des coûts ; concevoir des sièges de filtre qui éliminent le flux de dérivation ; et intégrer la filtration comme l'un des composants d'un système complet de traitement des matières fondues qui comprend également le dégazage et un écrémage efficace.
Chez AdTech, nous soutenons les opérations de moulage de l'aluminium depuis la spécification des matériaux jusqu'à la conception de l'installation et au dépannage de la production. Le constat constant dans les diverses applications de moulage est que l'investissement dans une filtration céramique correcte est rentabilisé par la réduction des déchets, l'amélioration de la consistance des propriétés et la capacité à fournir des pièces de qualité certifiée aux clients qui exigent une propreté documentée de la fonte. Pour toute opération de coulée d'aluminium où la qualité est importante, la filtration céramique est le bon point de départ.
