A مرشح سيراميك لصب الألومنيوم عبارة عن مكون حراري مسامي عالي الحرارة - يتم تصنيعه في الغالب من الألومينا (Al₂O₃) في هيكل رغوي شبكي - يوضع داخل نظام البوابات في قالب صب الألومنيوم لإزالة الشوائب غير المعدنية وأغشية الأكسيد والغازات المحبوسة من الألومنيوم المصهور قبل أن يملأ تجويف القالب. يقوم المرشح بالتقاط الجسيمات الضارة من خلال الغربلة الميكانيكية والترشيح بعمق المسار المتعرج والالتصاق الكيميائي بين سطح مرشح الألومينا والشوائب القائمة على الألومينا في المصهور. وتتمثل النتيجة القابلة للقياس في صب ألومنيوم أنظف مع تحسن كبير في قوة الشد والاستطالة ومقاومة التعب وجودة السطح مقارنةً بالإنتاج غير المرشح.
إذا كان مشروعك يتطلب استخدام مرشح رغوة سيراميك الألومينا السيراميك، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
هذا الاستنتاج ليس نظريًا. لقد تتبعنا بيانات أداء الترشيح عبر بيانات أداء مسابك الألومنيوم في قطاعات سبك السيارات والفضاء الجوي والصناعي على مدار العديد من دورات الإنتاج، والنمط ثابت: تقلل المرشحات الخزفية المحددة والمثبتة بشكل صحيح من خردة الصب المتعلقة بالتضمين بنسبة 40 إلى 80 في المائة، وتقلل من جزء مساحة المسامية بنسبة تصل إلى 75 في المائة، وتحسن الاستطالة عند الكسر بنسبة 50 إلى 80 في المائة في السبائك الهيكلية مثل A356 و A357. بالنسبة لعمليات صب الألومنيوم حيث تكون مواصفات الخصائص الميكانيكية غير قابلة للتفاوض - مكونات المحرك، وأجزاء التعليق، والمسبوكات الهيكلية للطائرات - لا يعد الترشيح الخزفي خيارًا للعملية. إنه أحد متطلبات العملية.
لماذا يحتاج الألومنيوم المصهور إلى الترشيح؟
الألومنيوم هو أحد أكثر المعادن الهيكلية تفاعلية كيميائيًا في الاستخدام الصناعي الشائع. في اللحظة التي يتلامس فيها الألومنيوم السائل مع الأكسجين - وهو ما يحدث باستمرار أثناء الصهر والسبائك والنقل والصب - فإنه يشكل أكسيد الألومنيوم (Al₂O₃) تلقائيًا وعلى الفور تقريبًا. وتعني هذه الحقيقة الديناميكية الحرارية أن كل عملية صب ألومنيوم تنتج شوائب أكسيد كمنتج ثانوي طبيعي للعملية نفسها.
اقرأ أيضًا: ما هو فلتر رغوة السيراميك؟
لا يكمن التحدي في القضاء على تكوين الأكسيد بالكامل. فهذا أمر مستحيل فيزيائيًا في بيئات الصب الجوية القياسية. ويتمثل التحدي في منع تلك الأكاسيد والجسيمات غير المعدنية الأخرى من أن تصبح محاصرة داخل الصب المتصلب حيث تعمل كنقاط تركيز إجهاد، وتقلل من المقطع العرضي الفعال الحامل، وتبدأ في إحداث شقوق إجهاد تحت التحميل الدوري.
مصادر الشوائب في ذوبان الألومنيوم
تنشأ الشوائب غير المعدنية في الألومنيوم المصهور من مصادر متعددة ومتزامنة:
أفلام الأكسيد (Bifilms):
عندما يتم طي جلد الأكسيد السطحي على الألومنيوم المصهور إلى الذوبان أثناء الصب المضطرب، فإنه يخلق بنية أكسيد مزدوجة الطبقة تسمى طبقة ثنائية الأكسيد. وهذه ضارة بشكل خاص لأن طبقتين من الأكسيد لا ترتبطان ببعضهما البعض، مما يخلق واجهة داخلية غير مترابطة تقلل بشدة من عمر التعب. أثبت البحث الذي أجراه البروفيسور جون كامبل في جامعة برمنجهام أن الأغشية الثنائية هي السبب الرئيسي للتشتت في الخواص الميكانيكية لصب الألومنيوم - وهي النتيجة التي غيرت بشكل أساسي نظرة الصناعة إلى أهمية التحكم في الاضطراب والترشيح.
جسيمات أكسيد الألومنيوم:
تتشكل جسيمات Al₂O₃O₃ المنفصلة التي تتراوح من دون الميكرون إلى عدة مئات من الميكرون بشكل مستمر على سطح الذوبان وأثناء التدفق المضطرب. تتراكم في الذوبان بمرور الوقت وتتوزع في جميع أنحاء الصب إذا لم تتم إزالتها.
أكسيد المغنيسيوم والسبينيل:
تشكل سبائك الألومنيوم التي تحتوي على المغنيسيوم (مثل A356 وسلسلة 5xxx) شوائب مغنيسيوم مغنيسيوم ومغنيسيوم أل₂O₄O₄ شوائب سبينيل. وهذه تكون ضارة بشكل خاص في السبائك الهيكلية لأنها أكثر صلابة وزاوية من شوائب الألومينا النقية.
منتجات التآكل الحراري:
المواد المتطايرة من بطانات الأفران، والمغاسل، ومغارف النقل، وأنظمة العدّاء، تلوث الذوبان في جميع أنحاء سلسلة النقل.
غاز الهيدروجين المحتبس:
على الرغم من أن الهيدروجين المذاب ليس مادة صلبة متضمنة، إلا أنه السبب الرئيسي للمسامية في مصبوبات الألومنيوم. يدخل الهيدروجين إلى الذوبان من خلال الرطوبة في جو الفرن والخردة الرطبة وتلوث الأدوات. أثناء عملية التصلب، يترسب الهيدروجين على شكل فقاعات غازية، مما يخلق مسامية تضعف بنية الصب. تساهم مرشحات الرغوة الخزفية في إدارة الهيدروجين عن طريق تقليل الاضطراب الذي يجذب الرطوبة الجوية وعن طريق الإزالة الفيزيائية لأغشية الأكسيد التي تعمل كمواقع تنوي للمسامية.
الرمل والخبث
في عمليات الصب بالرمل، يولد تآكل رمل القالب بواسطة التيار المعدني شوائب السيليكا والرمل المترابط. الخبث - وهو معدن متصلب جزئيًا ممزوج بالأكسيد - يمكن أن يتسرب من أسطح المغرفة أثناء الصب.
لماذا يعتبر تصميم البوابات التقليدية وحدها غير كافٍ
تقلل أنظمة البوابات المصممة جيدًا والمزودة بعدادات منخفضة السرعة وأكمام من الألياف الخزفية ومصائد الخبث من مستويات التضمين بشكل كبير مقارنةً بالأنظمة سيئة التصميم. ومع ذلك، حتى أفضل تصميم للبوابات بدون ترشيح لا يمكن أن يحقق مستويات نظافة التضمين المطلوبة لمسبوكات الألومنيوم الحديثة ذات الأهمية الحرجة للسلامة. والسبب واضح ومباشر: لا تزال سرعات التدفق حتى في أكثر العدّادات المصممة بعناية فائقة تولد اضطرابات قادرة على طي أغشية الأكسيد، ولا يوجد قدر من التصميم الهندسي يزيل تكوين الأكسيد المستمر الذي يحدث طوال دورة الصب.
يضيف الترشيح الخزفي آلية مختلفة جذريًا - الالتقاط المادي للجسيمات الموجودة بالفعل في الذوبان - والتي تكمل تصميم التدفق بدلاً من التنافس معه.
كيف يعمل فلتر السيراميك للألومنيوم بالفعل؟
تنطوي فيزياء الترشيح لمرشح رغوة السيراميك الذي يعمل في سياق صب الألومنيوم على ثلاث آليات متزامنة تعمل بمقاييس مختلفة لحجم الجسيمات.
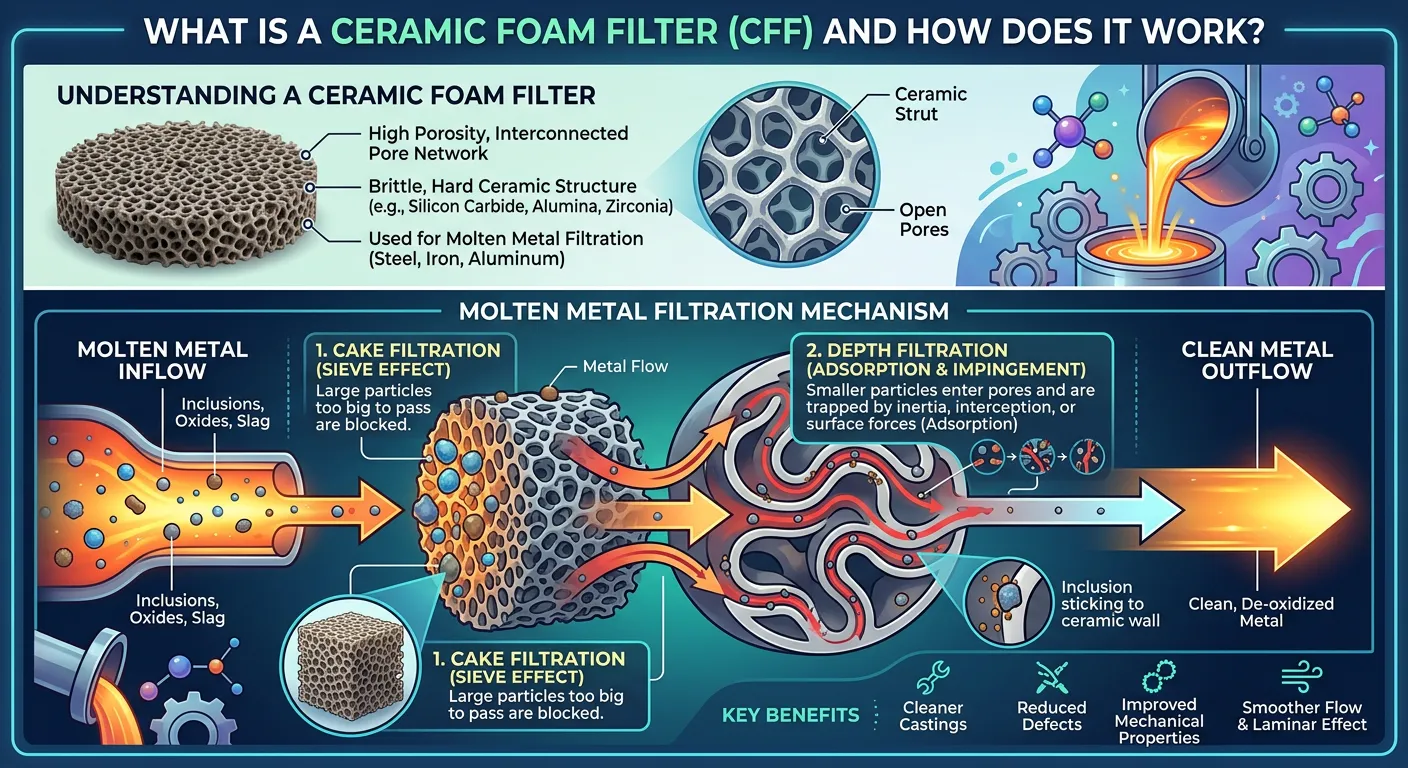
الآلية 1: ترشيح الكعكة السطحية
يتم حظر الشوائب الكبيرة - التي عادةً ما تكون أعلى من 100 ميكرون - فيزيائيًا عند الوجه العلوي للمرشح عن طريق استبعاد الحجم. وعندما تتراكم هذه الجسيمات على وجه المرشح، فإنها تشكل طبقة كعكة المرشح التي تضيق تدريجيًا فتحة المسام الفعالة وتبدأ في التقاط شوائب أصغر مما يسمح به حجم مسام المرشح الأصلي. ويعني تأثير تكوين الكعكة هذا أن المرشح يصبح في الواقع أكثر كفاءة مع مرور المعدن من خلاله، مع تحقيق أعلى كفاءة في النصف الثاني من الصب بدلاً من الأول.
هذا هو الأثر العملي المهم: في عمليات الإنتاج، قد تحتوي المسبوكات المصبوبة في وقت مبكر في التسلسل على محتوى شوائب أعلى قليلاً من المسبوكات المتأخرة، لأن كعكة المرشح لم تتطور بالكامل بعد.
الآلية 2: ترشيح عمق المسار المتعرج
هذه هي الآلية التي تميز بوضوح مرشحات الرغوة الخزفية عن البدائل الشبكية أو الشبكية الأبسط. إن بنية المسام غير المنتظمة ثلاثية الأبعاد المترابطة لمرشح الرغوة تجبر الألومنيوم المصهور على اتباع مسار غير خطي متغير باستمرار عبر جسم المرشح. في كل مرة يتغير فيها اتجاه التدفق، يحمل القصور الذاتي جسيمات التضمين المعلقة نحو أقرب سطح دعامة خزفية بدلاً من اتباع مسار التدفق المنحني.
إن احتمال تلامس جسيم التضمين والتصاقه بسطح الدعامة الخزفية في أي تغيير اتجاه معين هو دالة لحجم الجسيمات وسرعة التدفق والخصائص الفيزيائية لسطح السيراميك. إحصائيًا، تؤدي التغييرات المتكررة في الاتجاه عبر السماكة الكاملة للمرشح (عادةً 22-25 مم) إلى التقاط جسيمات في نطاق 10-50 ميكرون التي تمر مباشرةً عبر مرشح شبكي بسيط بحجم فتحة اسمي مكافئ.
الآلية 3: الالتصاق الكيميائي (تقارب الألومينا إلى الألومينا)
يشترك سطح سيراميك الألومينا للمرشح في الكيمياء مع أكثر أنواع الشوائب شيوعًا في سبائك الألومنيوم - جسيمات وأغشية أكسيد الألومنيوم. ويعزز هذا التشابه الكيميائي التبليل والالتصاق التفضيلي بين الشوائب وسطح دعامة المرشح. وبمجرد أن يلامس أحد الشوائب سطح الألومينا بسرعة نسبية منخفضة، فإن ظروف الطاقة البينية تفضل الالتصاق بدلاً من الانفصال.
هذا التقارب الكيميائي هو السبب الرئيسي في تفوق مرشحات رغوة الألومينا الخزفية على كربيد السيليكون أو أنواع السيراميك الأخرى غير الأكسيدية لترشيح الألومنيوم، حتى عندما يكون لكلتا المادتين بنية مسام متكافئة وقدرة على تحمل درجات الحرارة.
دور التهيئة والترطيب
قبل أن يبدأ الترشيح، يجب أن يكون المرشح “مهيأ” - يجب أن يتغلب ذوبان الألومنيوم على التوتر السطحي ويبلل سطح السيراميك لبدء التدفق عبر شبكة المسام. ويعتمد ضغط التهيئة المطلوب على زاوية التلامس بين الألومنيوم المصهور وسطح السيراميك، وحجم مسام المرشح (تتطلب المسام الأصغر ضغط تهيئة أعلى)، ودرجة الحرارة.
لمرشحات رغوة الألومينا الخزفية القياسية في صب الألومنيوم:
- الضغط التمهيدي: حوالي 50-120 مم من رأس الألومنيوم (الضغط المعدني).
- زاوية التلامس (Al على Al₂O₃): حوالي 70-85 درجة في درجات حرارة الصب النموذجية.
- ويتعزز الترطيب من خلال ارتفاع درجة حرارة المعدن والتوتر السطحي الذائب الأنظف (أكسيد أقل).
هذا الشرط التمهيدي هو السبب في أن تصميم نظام البوابات يجب أن يضمن ضغط رأس كافٍ في موقع المرشح. يؤدي عدم كفاية الرأس إلى عدم اكتمال التحضير، والتدفق الجزئي من خلال المرشح، واحتمال سوء ملء القالب.
أنواع الفلاتر الخزفية المستخدمة في صب الألومنيوم
تُستخدم ثلاث فئات رئيسية من مرشحات السيراميك في عمليات صب الألومنيوم، ولكل منها خصائص هيكلية وآليات ترشيح وملاءمة للتطبيق.
مرشحات رغوة السيراميك (CFF)
النوع المهيمن من المرشحات لصب الألومنيوم، وهو يمثل الغالبية العظمى من استهلاك المرشحات في صناعة صب الألومنيوم العالمية. ويوفر هيكلها الشبكي ثلاثي الأبعاد آلية الترشيح ذات المسار المتعرج الموصوفة أعلاه، مما يجعلها الخيار الأكثر فعالية لإزالة الشوائب الدقيقة.
الهيكل: رغوة مفتوحة الخلية ذات مسام كروية مترابطة، مصنعة بطريقة النسخ المتماثل لرغوة البوليمر.
كفاءة الترشيح: الأعلى بين أنواع الفلاتر المتوفرة.
مقاومة التدفق: معتدل (أعلى من الأنواع المبثوقة بحجم مسام اسمي مكافئ).
حد درجة الحرارة: حتى 1100 درجة مئوية تقريبًا لدرجات الألومينا القياسية.
نطاق PPI: من 10 إلى 60 PPI لتطبيقات الألومنيوم.
مرشحات السيراميك المبثوق (مرشحات قرص العسل)
تُصنع هذه المرشحات عن طريق بثق عجينة السيراميك من خلال قالب، وتحتوي هذه المرشحات على قنوات مستقيمة متوازية مرتبة في نمط قرص العسل. وخلافًا للمرشحات الرغوية، فهي لا توفر ترشيحًا بمسار متعرج - حيث يتدفق المعدن في خط مستقيم عبر القنوات.
الهيكل: قنوات متوازية مستقيمة، مربعة أو سداسية المقطع العرضي.
كفاءة الترشيح: أقل من نوع الرغوة (نخل السطح فقط).
مقاومة التدفق: أقل من المرشحات الرغوية بحجم فتحة مكافئ.
أفضل تطبيق: المسبوكات ذات معدل التدفق العالي حيث يكون انخفاض الضغط هو العائق الأساسي.
مرشحات الألياف الخزفية المنسوجة
الأقمشة الخزفية الليفية، المصنوعة عادةً من ألياف الألومينا-سيليكا المنسوجة في هيكل قماشي، وتستخدم في المقام الأول لإزالة الخبث الخشن في الصب بالقالب منخفض الضغط والصب بالجاذبية للأجزاء غير الحرجة.
الهيكل: حصيرة من الألياف المنسوجة.
كفاءة الترشيح: أدنى الأنواع الثلاثة.
مقاومة التدفق: منخفضة جداً
حد درجة الحرارة: حتى 900 درجة مئوية تقريباً.
أفضل تطبيق: تحكم بسيط في التدفق، والاحتفاظ بالخبث الخشن في التطبيقات غير الحرجة.
مقارنة نوع المرشح لسبك الألومنيوم المصبوب
| نوع المرشح | آلية الترشيح | حجم التضمين الملتقط | الكفاءة النسبية | انخفاض الضغط | التكلفة النموذجية |
|---|---|---|---|---|---|
| رغوة السيراميك (CFF) | مسار متعرج + كعكة | 10-500+ ميكرون 10-500+ ميكرون | الأعلى (مرجعي) | معتدل | متوسط |
| قرص العسل المبثوق | النخل السطحي فقط | 100+ ميكرون | 30-50% من CFF | منخفضة | منخفضة-متوسطة |
| حصيرة من الألياف المنسوجة | النخل السطحي فقط | 200+ ميكرون | 10-25% من CFF | منخفضة جداً | منخفضة |
| الجمع بين CFF + الألياف | كلتا الآليتين | 5-500+ ميكرون | أعلى مستوى ممكن | أعلى | متوسط-عالي |
فلتر رغوة الألومينا السيراميك: شرح معيار الصناعة
أصبحت فلاتر رغوة الألومينا (Al₂O₃) الخزفية معيار الصناعة لترشيح الألومنيوم المصبوب من خلال مزيج من خصائص المواد، وقابلية التصنيع، وفعالية التكلفة، والأداء المثبت عبر عقود من الاستخدام في الإنتاج.
لماذا الألومينا هي المادة المناسبة لترشيح الألومنيوم
تستند ملاءمة الألومينا كمادة ترشيح لترشيح الألومنيوم المصهور إلى مبادئ الديناميكا الحرارية والكيميائية:
الاستقرار الكيميائي في الألومنيوم المصهور:
الألومينا مستقرة ديناميكيًا حراريًا عند التلامس مع الألومنيوم المصهور في درجات حرارة الصب (680-800 درجة مئوية). لا تذوب في ذوبان الألومنيوم، ولا تتفاعل لتكوين أطوار جديدة يمكن أن تلوث الصب، ولا تطلق أي أنواع كيميائية من شأنها أن تؤثر على تركيب السبيكة أو الخواص الميكانيكية.
كيمياء التضمين المتطابقة:
الشوائب الأساسية في سبائك الألومنيوم هي أكسيد الألومنيوم بأشكال مختلفة. يشترك سطح مرشح الألومينا في نفس الكيمياء الأساسية، مما يعزز آلية الالتصاق الموضحة في القسم السابق. لا تقدم أي مادة حرارية شائعة أخرى هذه الميزة الكيميائية المتطابقة.
قدرة درجة حرارة مناسبة:
يتم تصنيف مرشحات رغوة الألومينا القياسية إلى درجة حرارة خدمة تصل إلى 1100 درجة مئوية، مما يوفر هامشًا مريحًا فوق درجة حرارة صب الألومنيوم القصوى التي تبلغ 800 درجة مئوية تقريبًا لمعظم السبائك.
التحكم في المسامية وبنية المسام:
يسمح نظام سيراميك الألومينا للمصنعين بالتحكم الدقيق في توزيع حجم المسام والمسامية الكلية وسماكة الدعامة أثناء تحضير الملاط والتلبيد، مما يتيح إنتاج مرشحات ذات أداء متسق وقابل للتكرار عبر أحجام إنتاج عالية.
التركيب الفيزيائي لمرشح رغوة الألومينا
تحت الفحص المجهري، يكشف مرشح رغوة سيراميك الألومينا الخزفي عن شبكة معقدة ثلاثية الأبعاد من
- دعامات سيراميك: “الهيكل العظمي” الصلب من الألومينا بأقطار 0.1-0.5 مم.
- نوافذ المسام: الفتحات التي تربط المسام المتجاورة، عادةً ما تكون 40-60% من قطر المسام الاسمي.
- العُقَد نقاط تقاطع تلتقي فيها عدة دعامات، مما يشكل عناصر هيكلية أكثر سمكاً قليلاً.
- إجمالي حجم الفراغ الكلي: 75-90% من حجم المرشح عبارة عن مساحة مفتوحة (مسامية).
هذه المسامية العالية هي ما يسمح للألومنيوم المصهور بالتدفق عبر المرشح بمعدلات مقبولة على الرغم من المسار المتعرج، في حين أن المساحة السطحية العالية المحددة لشبكة الدعامات توفر مساحة واسعة لالتقاط التضمين.
تصنيع مرشح رغوة الألومينا الرغوية عوامل الجودة
يعتمد أداء مرشح رغوة سيراميك الألومينا الخزفي بشكل حاسم على جودة التصنيع في عدة مراحل:
تجانس الطين:
يخلق التوزيع غير المنتظم للطين أثناء التشريب مناطق من الطلاء الخزفي السميك والرقيق على دعامات القالب الرغوي. وتقلل المناطق السميكة من حجم المسام الفعال؛ وتخلق المناطق الرقيقة دعامات ضعيفة معرضة للكسر تحت الصدمة الحرارية.
اتساق درجة حرارة التلبيد:
لا تتمتع الألومينا الملبدة بشكل غير كافٍ بقوة دعامة كافية وقد تتساقط جزيئات السيراميك في الذوبان أثناء الخدمة. يمكن للألومينا الملبدة أكثر من اللازم أن تغلق مسام السطح وتقلل من مساحة السطح المحددة لالتقاط التضمين. يعد التحكم المحكم في درجة حرارة الفرن (± 15 درجة مئوية) عبر مجموعة المرشحات الكاملة علامة على جودة التصنيع.
انتظام المسام:
يخلق المرشح ذو الاختلافات الكبيرة في حجم الخلية عبر مساحة وجهه قنوات تدفق تفضيلية من خلال المسام الأكبر، متجاوزًا المسام الأصغر التي توفر أعلى كفاءة ترشيح. يحقق المصنعون المتميزون توحيد حجم الخلية ± 10-15%.
تصنيفات PPI لترشيح الألومنيوم: اختيار الدرجة المناسبة
المسام في البوصة (PPI) هي معلمة المواصفات الأكثر أهمية لمرشحات صب الألومنيوم التي تتحكم مباشرةً في التوازن بين كفاءة الترشيح ومقاومة تدفق المعادن.
درجات PPI المتاحة لمسبوكات الألومنيوم PPI
| تصنيف PPI | قطر المسام التقريبي | مستوى الترشيح | مقاومة التدفق المعدني | التطبيق الموصى به |
|---|---|---|---|---|
| 10 PPI | 2.5 - 3.0 مم | خشن فقط | منخفضة جداً | المسبوكات الرملية الكبيرة، الأجزاء غير الهيكلية |
| 15 PPI | 1.8-2.2 مم | خشن-متوسط | منخفضة | الصب بالجاذبية العامة، إنتاج السبائك |
| 20 PPI 20 | 1.2-1.5 مم | متوسط | منخفضة-متوسطة | المكونات غير المتعلقة بالسلامة في السيارات، العلب والمكونات |
| 25 مؤشر أسعار المنتجين | 0.9-1.1 مم | متوسط-عالي | معتدل | الأجزاء الهيكلية للسيارات، تطبيقات A356 الهيكليّة |
| 30 PPI 30 | 0.7-0.9 مم | عالية | متوسط-عالي | هيكلية الفضاء الجوي، والسيارات ذات السلامة الحرجة في الفضاء الجوي |
| 40 PPI 40 | 0.5 - 0.65 مم | عالية جداً | عالية | المسبوكات الفضائية الممتازة للأجهزة الطبية |
| 50 PPI | 0.4 - 0.5 مم | الحد الأقصى التجاري | عالية جداً | متطلبات النظافة الفائقة المعادلة للحلويات |

كيفية اختيار مؤشر أسعار المنتجين: عملية اتخاذ القرار العملي
لقد طورنا عملية قرار مباشرة لاختيار مرشح صب الألومنيوم PPI الذي يعمل عبر عمليات الصب بالجاذبية والضغط المنخفض وشبه الدائم:
الخطوة 1: تحديد مواصفات النظافة:
ما مستوى التضمين الذي تتطلبه مواصفات الصب؟ تصنيف التضمين ASTM B594؟ حد محدد لقيمة K (اختبار الضغط المنخفض)؟ حد أدنى لعمر التعب؟ هل هدف النظافة هو الحد الأدنى لمتطلبات PPI؟.
الخطوة 2: احسب ضغط الرأس المتاح:
قم بقياس أو حساب الرأس المعدني المتاح في موقع المرشح في نظام البوابات (بالملليمتر من الألومنيوم). قارن ذلك بمتطلبات الضغط التمهيدي لرتبة PPI المختارة. إذا كان الرأس المتاح هامشيًا، فقم بتخفيض درجة PPI واحدة وتعويض ذلك بزيادة مساحة المرشح.
الخطوة 3: احسب مساحة وجه المرشح المطلوبة:
اقسم إجمالي وزن الصب الكلي (بالكيلوجرام) على زمن التعبئة (بالثواني) والحد الأقصى لمعدل التدفق الموصى به لصف PPI المحدد. وهذا يعطي الحد الأدنى لمساحة وجه المرشح بالسنتيمتر المربع.
الخطوة 4: حدد حجم الفلتر القياسي:
اختر أصغر بُعد قياسي للمرشح يفي أو يتجاوز الحد الأدنى للمساحة المحسوبة، مع تفضيل الأشكال المربعة أو المستطيلة التي تتطابق مع أدوات مقعد المرشح القياسية.
الخطوة 5: التحقق من صحة الصب التجريبي:
بالنسبة للتطبيقات الجديدة، قم بإجراء تشغيل تجريبي باستخدام المرشح المحدد وتقييم المقاطع العرضية للصب من الناحية المعدنية. ضبط PPI بالزيادة أو النقصان بناءً على مستوى التضمين الملاحظ في المسبوكات التجريبية.
الخصائص التقنية ومواصفات الأداء
تحتاج فرق المشتريات والفرق الهندسية إلى تقييم مرشحات السيراميك مقابل مجموعة موحدة من الخصائص القابلة للقياس. يعرض الجدول أدناه المعايير الفنية الرئيسية وأهميتها:
الخواص الفيزيائية والهيكلية
| الممتلكات | طريقة الاختبار | النطاق النموذجي (الألومينا CFF) | الأهمية |
|---|---|---|---|
| الكثافة السائبة | ISO 5017 | 0.28-0.42 جم/سم مكعب | كثافة أقل = مسامية أعلى = تدفق أفضل |
| المسامية الكلية | طريقة أرخميدس | 75-90% | تؤثر بشكل مباشر على مقاومة التدفق |
| مساحة السطح المحددة | طريقة BET | 0.3-1.2 متر مربع/غرام | مساحة أعلى = المزيد من مواقع الالتقاط التضمين |
| قوة الانضغاط على البارد | ASTM C133 | 0.8 - 2.5 ميجا باسكال | مقاومة المناولة وسلامة التركيب |
| انتظام حجم المسام | طريقة تعداد الخلايا | ± 15% من PPI الاسمي | اتساق توزيع التدفق |
| محتوى Al₂O₃ | تحليل التفلور الراديوم السيني (XRF) | 85-99% | نقاء أعلى = ثبات كيميائي أفضل |
الخواص الحرارية
| الممتلكات | نطاق القيمة | الملاحظات |
|---|---|---|
| درجة الحرارة القصوى للخدمة | 1050-1100 درجة مئوية (قياسي) | أعلى بكثير من نطاق صب الألومنيوم |
| مقاومة الصدمات الحرارية | 3-6 دورات سريعة (من درجة حرارة الغرفة إلى 1000 درجة مئوية) | أمر بالغ الأهمية لسلامة بدء التشغيل الصب |
| التوصيل الحراري | 0.3 - 0.8 واط/م - كلفن | موصلية منخفضة تحد من فقدان درجة الحرارة |
| معامل التمدد الحراري | 7-9 × 10-⁶ /°C | يجب مراعاة ذلك في تصميم مقعد المرشح |
مقاييس أداء الترشيح
قيمة K-Value (اختبار الضغط المنخفض):
تقيس قيمة K-value المسامية المرتبطة بالهيدروجين في الألومنيوم من خلال قياس كثافة العينة المتصلبة تحت ظروف الضغط المنخفض. يحقق الألومنيوم المفلتر عادةً قيم K من 1-3 مقارنةً بـ 5-15 للذوبان غير المفلتر في ظروف مكافئة.
فهرس الأفلام الثنائية:
مقياس تم تطويره من اختبار التصلب بالتفريغ الذي يقيس المساحة الإجمالية للغشاء الثنائي الأكسيد الموجود في العينة. يقلل الترشيح السيراميكي من مؤشر الغشاء الثنائي بنسبة 50-80% في سبائك الألومنيوم المنتجة.
تصنيف PoDFA:
يعطي تحليل Prefil-Footprinter محتوى التضمين الكمي بالمليمتر المربع/كجم من المعدن. قد تحدد مصبوبات الألومنيوم الممتازة قيم PoDFA بحد أقصى 0.10-0.20 مم²/كجم، ولا يمكن تحقيقها إلا مع الترشيح بالرغوة الخزفية عالية PPI مع إزالة الغازات بفعالية.
ما هي الشوائب التي تزيلها فلاتر صب الألومنيوم؟
يساعد فهم أنواع الشوائب المحددة التي تلتقطها مرشحات السيراميك المهندسين على تبرير الاستثمار في الترشيح واستكشاف عيوب الصب وإصلاحها.
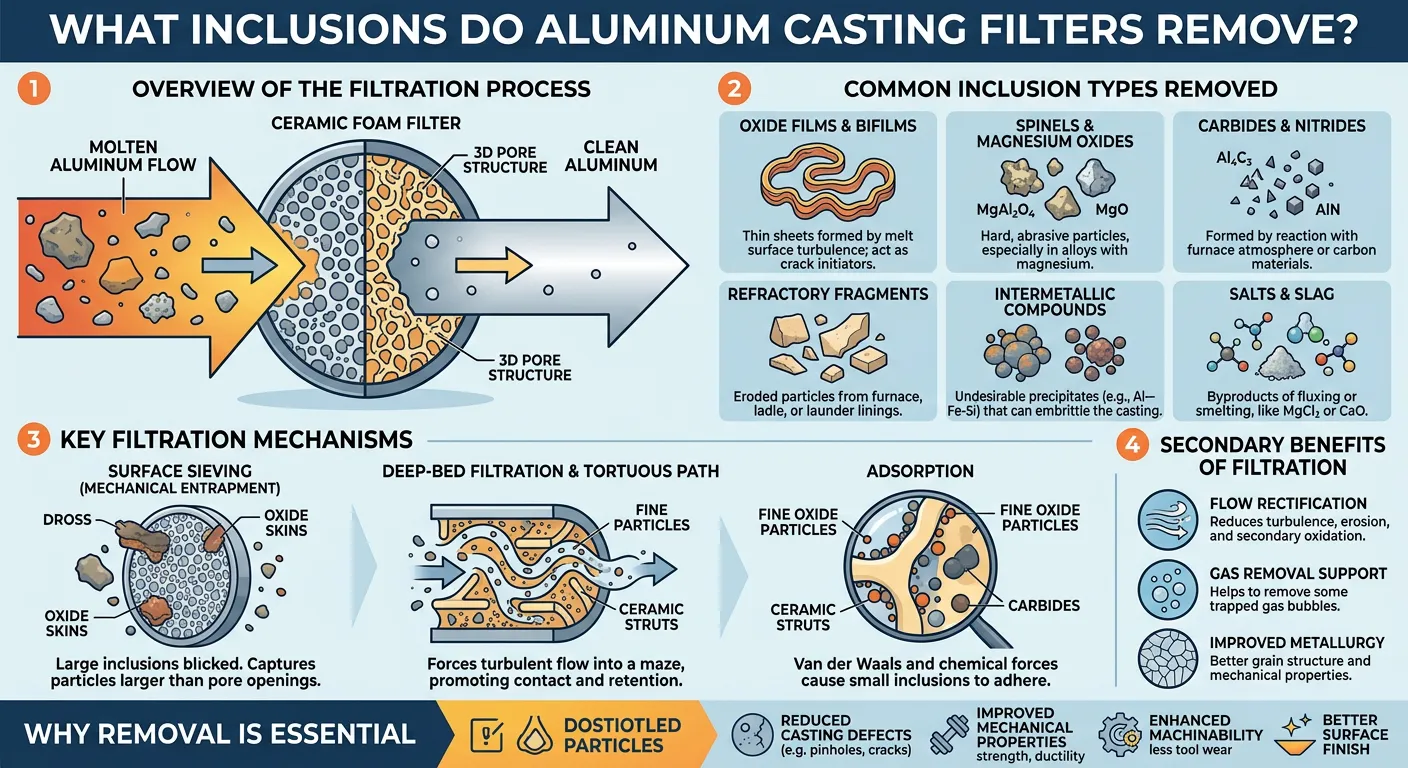
تصنيف التضمين في سبائك الألومنيوم
| نوع التضمين | التركيب | نطاق الحجم | المصدر الأساسي | معدل التقاط المرشح |
|---|---|---|---|---|
| أفلام الألومينا (أفلام ثنائية الفلزات) | ال₂O₃ | 0.1-50 مم (مستوٍ) | الصب المضطرب، والنقل | 60-85% |
| جسيمات الألومينا المنفصلة | α₂O₂O₃، γ-Al₂O₃O₃ | 1-200 ميكرومتر | أكسدة الفرن، الخبث | 70-90% |
| شوائب الإسبنيل | MgAl₂O₄O₄ | 5-100 ميكرومتر | السبائك المحتوية على المغنيسيوم | 65-85% |
| جسيمات أكسيد السيليكون | SiO₂ | 10-500 ميكرومتر | تآكل القالب (الصب بالرمل) | 80-95% |
| الحديد البيني | Al₃Fe، Al₅FeSi | 10-2000 ميكرومتر | التلوث بالحديد | 60-80% |
| شظايا حرارية | متنوع | 50-5000 ميكرومتر | مغرفة، تآكل العداء | 90-99% |
| خبث محصور | أكسيد/معدن مختلط | 100-5000 ميكرومتر | اضطراب سطح المغرفة | 85-95% 85-95% |
| جسيمات الكربيد | Al₄C₃₃ | 1-50 ميكرومتر | تلوث أداة الكربون | 50-70% |
الحالة الخاصة للتضمينات ثنائية الفيلم
تستحق الشوائب ثنائية الغشاء اهتمامًا خاصًا لأنها أكثر أنواع الشوائب ضررًا في مصبوبات الألومنيوم الإنشائية وأصعبها في الإزالة. يتكون الغشاء الثنائي من طبقتين من طبقة أكسيد مطويتين مع وجود واجهة غير مترابطة بينهما. تعمل هذه الواجهة غير الملتصقة كشق موجود مسبقًا في البنية المجهرية للصب.
ويتمثل التحدي في الترشيح ثنائي الغشاء في أن الأغشية ثنائية الغشاء هي هياكل رقيقة ومستوية يمكن أن تتماشى مع اتجاه التدفق وتمر عبر مسام المرشح في اتجاه الحافة على الحافة قبل إعادة فتحها في اتجاه مجرى المرشح. وهذا هو السبب في أن تخميد الاضطراب بواسطة المرشح - تحويل التدفق المضطرب إلى تدفق صفحي - لا يقل أهمية عن التقاط الغشاء الثنائي المباشر لتحسين أداء إجهاد الصب.
يجمع النهج الأكثر فعالية في إدارة الأغشية الثنائية بين الترشيح بالرغوة الخزفية (لالتقاط وتنظيم التدفق) مع إزالة الغازات (إزالة الهيدروجين تقلل من ضغط الغاز داخل الأغشية الثنائية التي تبقيها مفتوحة) وتقليل اضطراب الصب في تصميم نظام البوابات.
كيف تحسن المرشحات الخزفية من الخواص الميكانيكية لصب الألومنيوم
يتم دعم العلاقة بين الترشيح الخزفي وتحسين الخواص الميكانيكية في مصبوبات الألومنيوم من خلال الأبحاث المنشورة على نطاق واسع وبيانات الإنتاج.
التحسينات الكمية في الممتلكات
| الممتلكات الميكانيكية | A356-T6 غير مصفى A356-T6 | 20 مرشح PPI 20 PPI | 30 مرشح PPI 30 PPI | فلتر 40 PPI 40 PPI |
|---|---|---|---|---|
| قوة الشد القصوى (ميجا باسكال) | 215 | 235 | 248 | 258 |
| 0.2% قوة الخضوع (ميجا باسكال) | 165 | 172 | 178 | 182 |
| الاستطالة عند الكسر (%) | 4.5 | 5.8 | 7.2 | 8.4 |
| قوة التعب عند 10⁷ دورات (MPa) | 58 | 74 | 88 | 96 |
| طاقة تأثير تاربي (J) | 8.2 | 10.4 | 13.1 | 15.3 |
| صلابة برينل (HB) | 85 | 88 | 90 | 91 |
بيانات مجمعة من الدراسات المعدنية المنشورة ومراقبة إنتاج AdTech، 2020-2025.
لماذا يقل تشتت الملكية مع الترشيح
من أهم الفوائد التجارية للترشيح الخزفي التي تحظى باهتمام أقل من متوسط تحسين الخصائص هو تقليل تشتت الخصائص (الانحراف المعياري). تُظهر مسبوكات الألومنيوم غير المرشحة تباينًا كبيرًا في الخواص الميكانيكية بين المسبوكات الفردية وبين المواقع المختلفة داخل نفس المسبك - مدفوعًا بالتوزيع العشوائي للشوائب.
لا يؤدي الترشيح إلى رفع متوسط الخصائص فقط؛ بل يضغط توزيع الخصائص نحو الطرف الأعلى. يسمح هذا التوزيع الأكثر إحكامًا للخصائص للمصممين باستخدام قيم دنيا أعلى للخصائص في الحسابات الإنشائية دون زيادة عوامل الأمان، مما يتيح بشكل فعال إما تصميمات أخف (باستخدام الخصائص المسموح بها الأعلى) أو تصميمات أكثر موثوقية (باستخدام الاحتمالية المنخفضة للخصائص المتطرفة).
في برامج التأهيل في مجال الطيران، غالبًا ما يكون هذا التشتت المنخفض مهمًا بقدر أهمية متوسط القيم المحسنة لاجتياز متطلبات شهادة التعب.
تحسينات جودة السطح
بالإضافة إلى الخواص الميكانيكية الداخلية، يحسّن الترشيح الخزفي باستمرار من تشطيب سطح مصبوبات الألومنيوم من خلال
- تقليل تنقر السطح من شوائب الأكسيد تحت السطح.
- تقليل علامات غشاء الأكسيد المرئية بعد التصنيع الآلي للسطح.
- تحسين اتساق الأبعاد من خلال تقليل الانكماش الموضعي المرتبط بتجمعات غشاء الأكسيد.
تشير مصانع إنتاج قطع الألومنيوم المستخدمة في تطبيقات السيارات المرئية (العجلات المزخرفة ومكونات ألواح الهيكل) إلى أن الترشيح الخزفي يقلل بشكل كبير من معدلات الرفض التجميلي المرتبط بعيوب السطح.
طرق الاستخدام: مكان وكيفية تركيب فلاتر صب الألومنيوم
يعد وضع المرشح داخل نظام البوابات أمرًا بالغ الأهمية مثل اختيار المرشح. فالوضع غير الصحيح يبطل مزايا الأداء حتى للمرشح الأكثر دقة في تحديده.

مواضع المرشحات القياسية في أنظمة بوابات الألومنيوم
الموضع 1: قاعدة سبرو (بئر سبرو)
إن وضع المرشح في قاعدة الذرب يلتقط الشوائب في وقت مبكر من مسار التدفق ولكنه يعرض المرشح لأعلى سرعة تأثير من أي موضع. يصل تيار المعدن الأولي بأقصى طاقة حركية، مما يخلق خطر حدوث صدمة حرارية واحتمالية حدوث اضطراب في اتجاه مجرى المرشح إذا لم يكن العداء مصممًا لاستقبال التدفق المرشح بسلاسة.
مناسبة لـ المسبوكات الكبيرة ذات الرؤوس المعدنية الكبيرة، ودرجات الترشيح القوية.
الموضع 2: شريط العداء الأفقي
موضع المرشح الأكثر شيوعًا لصب الألومنيوم. يوضع الفلتر في مقعد تم تشكيله آليًا أو تشكيله في قضيب العداء، وعادةً ما يكون في منطقة طباعة مخصصة للمرشح. يصل المعدن بسرعة أقل من سرعة وصول المعدن عند قاعدة الذراع، مما يقلل من مخاطر الصدمة الحرارية. يحتوي الفلتر على منطقة تلامس كافية مع جدران العداء من أجل تثبيت مستقر، ويمكن تحسين هندسة العداء في اتجاه مجرى التيار للحفاظ على التدفق الصفحي بعد الترشيح.
مناسب ل: معظم تطبيقات صب الألومنيوم بالجاذبية والضغط المنخفض.
الموضع 3: موضع الإنجيت
ويؤدي وضع المرشح عند المدخل - نقطة الدخول النهائية إلى تجويف القالب - إلى زيادة طول مسار التدفق الذي لا يمكن للشوائب التي تمت إزالتها من المنبع أن تعود إلى الذوبان قبل الوصول إلى الصب. ومع ذلك، فإن هذا الموضع يعطي أصغر مساحة متاحة لوجه المرشح (محدودة بأبعاد القالب) وأعلى سرعة تدفق لكل وحدة مساحة مرشح.
مناسبة لـ: المسبوكات رقيقة المقطع حيث يكون الحفاظ على درجة حرارة المعدن أمرًا بالغ الأهمية، والمسبوكات الصغيرة.
الموضع 4: التصفية في المغسلة (الصب المستمر)
بالنسبة لعمليات الصب المستمر لقضبان الألومنيوم والبلاطات المصنوعة من الألومنيوم والبلاطات المستمرة، يتم وضع مرشحات الرغوة الخزفية في نظام الغسيل - الحوض الذي يحمل المعدن من الفرن أو وعاء الحجز إلى قالب الصب. وغالبًا ما يتم الجمع بين هذا الترشيح داخل الحوض ووحدة تفريغ الغازات في الخط من أجل المعالجة الشاملة للذوبان.
متطلبات تصميم مقعد مرشح المقعد المرشح
مقعد المرشح هو تجويف الأبعاد الذي يضع المرشح في نظام البوابات ويحتفظ به. معايير التصميم الحرجة:
عمق المقاعد: يجب أن يكون عمق تجويف المقعد 50-70% من سمك المرشح. يسمح العمق غير الكافي للمرشح بالتأرجح أو التحرك أثناء الصب؛ ويمنع العمق الزائد من ملامسة المقعد بشكل صحيح.
ختم مناسب: يجب ألا تتجاوز الخلوص بين حافة المرشح وجدار المقعد 0.5-1.0 مم. الفجوات الأكبر تسمح للمعدن بالتوجيه حول حافة المرشح، متجاوزًا الترشيح بالكامل. مشكلة التجاوز هذه أكثر شيوعًا في الإنتاج مما تدركه معظم المسابك.
دعم المصب: يجب أن توفر أرضية العداء أسفل المرشح تلامسًا داعمًا على الأقل 20-30% من مساحة وجه المرشح لمنع الكسر تحت الضغط الهيدروليكي.
التنفيس: تسمح فتحة تنفيس صغيرة (2-3 مم) عند الوجه السفلي لمقعد المرشح بخروج الهواء المحبوس أثناء الارتفاع الأولي للمعدن، مما يمنع انغلاق الهواء الذي يؤخر عملية تحضير المرشح.
قائمة التحقق من تركيب المرشح
| الخطوة | الإجراء | الغرض |
|---|---|---|
| ما قبل التثبيت | افحص الفلتر بحثًا عن أي شقوق أو تلف | منع تلوث الشظايا |
| ما قبل التثبيت | تحقق من تطابق أبعاد المرشح مع رسم المقعد | تأكد من الجلوس في مقاعد مناسبة |
| ما قبل التثبيت | تأكد من أن الفلتر جاف (بدون رطوبة) | منع الكسر الناتج عن الصدمة الحرارية |
| التركيب | ارتد قفازات نظيفة أثناء المناولة | منع تلوث سطح المرشح بالزيت |
| التركيب | ضع الفلتر في مكانه بإحكام في التجويف | منع الحركة أثناء الصب |
| التركيب | تحقق من عدم وجود فجوة تجاوز عند حواف المرشح | تأكد من مرور جميع المعادن من خلال الفلتر |
| ما قبل الصب | تأكد من وجود ضغط رأس مناسب فوق الفلتر | ضمان فتيلة موثوقة |
| ما بعد الصب | فحص المرشح المستخدم لتحميل التضمين | مراقبة الجودة وتحسين العملية |
توافق سبائك الألومنيوم واختيار المرشح حسب التطبيق
تولد عائلات سبائك الألومنيوم المختلفة مجموعات مختلفة من سبائك الألومنيوم ذات خصائص مختلفة، مما يتطلب مواصفات مصممة خصيصًا للمرشح.
توصيات التصفية حسب السبيكة والاستخدام
| عائلة السبيكة | السبائك النموذجية | التضمينات الأساسية | مؤشر أسعار المنتجين الموصى به | ملاحظات التصفية |
|---|---|---|---|---|
| Al-Si-MG (مصبوب) | A356، A357، A357، 357 | Al₂O₃، MgAl₂O₄ | 25-40 PPI | يُفضل مرشح الألومينا عالي النقاء |
| السي (مصبوب) | 319, 380, 413 | Al₂O₃، FeAl₃ | 20-30 PPI | الألومينا القياسية CFF |
| النحاس (مصبوب) | 201, 204, 206 | Al₂O₃، CuAl₂ | 30-40 PPI | نظافة عالية مطلوبة |
| الزنك (مصبوب) | 712, 713, 771 | Al₂O₃، ZnO | 20-30 PPI | الألومينا القياسية CFF |
| 1xxx (مشغول) | 1050, 1100 | أفلام Al₂O₂O₃ | 30-50 PPI | تُستخدم في مغاسل الصب البليت |
| 2xxx (مشغول) | 2024, 2014 | Al₂O₃، CuAl₂ | 30-40 PPI | نظافة من الدرجة الفضائية |
| 5xxx (مشغول) | 5052, 5083 | Al₂O₃، MgO، الإسبنيل | 30-40 PPI | حمولة عالية من الإسبنيل - تحقق من سعة الفلتر |
| 6xxx (مشغول) | 6061, 6063 | Al₂O₃، Mg₂Si | 25-40 PPI | قضبان البثق والغسيل والترشيح الغسيل |
| 7xxx (مشغول) | 7075, 7050 | Al₂O₃، MgZn₂ | 40-50 PPI | أعلى متطلبات النظافة القصوى |
اعتبارات خاصة: سبائك الألومنيوم المعاد تدويرها
عادةً ما تحمل المسبوكات المنتجة من شحنات الألومنيوم المعاد تدويرها عبء شوائب أعلى بكثير من الألومنيوم الأولي لأن المواد الخردة تدخل أكاسيد السطح والطلاء ومواد التشحيم والتلوث التي تولد شوائب أثناء الصهر. نوصي باستمرار بزيادة معدل PPI للمرشح بمقدار 5-10 PPI مقارنة بمواصفات السبائك الأولية عند استخدام مواد الشحن المعاد تدويرها، واستبدال المرشحات بشكل متكرر (كل 2-3 مسبوكات بدلاً من كل 5-8 مسبوكات) لمنع انسداد المرشح قبل الأوان.
مقارنة فلاتر السيراميك بتقنيات ترشيح الألومنيوم الأخرى
لا تعمل مرشحات رغوة السيراميك بمعزل عن غيرها. فهي أحد مكونات نظام إدارة جودة ذوبان الألومنيوم الشامل.
المقارنة بين تقنيات ترشيح الألومنيوم ومعالجة الذوبان
| التكنولوجيا | الوظيفة الأساسية | إزالة الإدراج | إزالة الهيدروجين | التكلفة الرأسمالية | تكلفة التشغيل |
|---|---|---|---|---|---|
| فلتر رغوة السيراميك | إزالة التضمين الصلب | ممتاز | الحد الأدنى | منخفضة جداً | منخفض (قابل للاستهلاك) |
| وحدة تفريغ الغازات الدوارة | إزالة H₂ إزالة H₂ + التعويم | معتدل | ممتاز | متوسط | منخفضة-متوسطة |
| تفريغ الغاز في الخط (LARS) | إزالة H₂ إزالة H₂ + التعويم | معتدل | ممتاز | عالية | متوسط |
| المعالجة بالتدفق | إزالة الخبث، الكيمياء | جيد | محدودة | منخفضة جداً | منخفضة |
| التحريك الكهرومغناطيسي | التحكم في التدفق | غير مباشر | لا يوجد | عالية | متوسط |
| الترشيح القاعي العميق | إزالة التضمين الصلب | ممتاز | لا يوجد | عالية | عالية |
| الترسيب (تنديش) | ترسيب الجسيمات الخشنة | محدودة | لا يوجد | منخفضة | منخفضة جداً |
| تنقية الحبوب | التحكم في البنية المجهرية | لا يوجد | لا يوجد | منخفضة | منخفضة |
تسلسل المعالجة المثلى للذوبان
من خلال خبرتنا في العمل مع عمليات صب الألومنيوم الممتازة، يتم تحقيق أعلى جودة للصب من خلال نهج المعالجة المتتالية للصب:
- معالجة الفرن: إضافة التدفق وإزالة الخبث في الفرن.
- إزالة الغازات: تفريغ الغاز بالدفاعة الدوارة لإزالة الهيدروجين المذاب والشوائب الطافية.
- التسوية: فترة احتجاز قصيرة للسماح للشوائب الطافية بالوصول إلى السطح.
- القشط: إزالة الخبث يدويًا أو آليًا من سطح الذوبان.
- النقل والترشيح: يلتقط مرشح رغوة السيراميك الموضوعة في نظام البوابات الشوائب الدقيقة المتبقية أثناء الصب.
تستهدف كل مرحلة جانب مختلف من جوانب جودة الذوبان. الترشيح السيراميكي هو الخطوة الأخيرة والأكثر دقة - فهو يزيل ما تفتقده المراحل السابقة، خاصةً جزيئات الأكسيد الدقيقة وشظايا الأغشية الثنائية التي لا يمكن أن تلتقطها عملية التفريغ والقشط.
معايير الجودة والاختبارات الخاصة بمرشحات صب الألومنيوم
المعايير المطبقة على فلاتر السيراميك المصبوبة بالألومنيوم
| قياسي | التنظيم | النطاق |
|---|---|---|
| GB/T 25139-2010 | المعيار الوطني الصيني | مرشحات رغوة السيراميك لصب سبائك الألومنيوم |
| ASTM B594 | منظمة ASTM الدولية | نظافة سبائك الألومنيوم المشغولة |
| ISO 8840 | الأيزو | المنتجات الحرارية - ملاط الوصلات (مبيت المرشح) |
| EN 1371-1 | المعيار الأوروبي | اختبار الاختراق السائل للمسبوكات |
| ASTM E1245 | منظمة ASTM الدولية | تحليل التضمين للمسبوكات الفولاذية (قابل للتكيف مع الألومنيوم) |
| AMS 2175 | SAE Aerospace | تصنيف المسبوكات ومتطلبات الفحص |
| NADCA 305 | جمعية أمريكا الشمالية لصب القوالب في أمريكا الشمالية | معايير نظافة مصبوبات الألومنيوم |
بروتوكول اختبار قبول المرشح
بالنسبة لتطبيقات مصبوبات الألومنيوم الحرجة - الفضاء، وأنظمة سلامة السيارات، والأجهزة الطبية - يجب أن يشمل فحص المرشحات الواردة ما يلي
الفحص البصري (100% للمرشحات):
افحص جميع أوجه المرشحات وحوافها بحثًا عن الشقوق، والطلاء الخزفي غير المكتمل (مناطق الرغوة العارية)، والمسامات المغلقة، والتلوث المرئي. يجب رفض أي مرشح تظهر عليه شقوق من أي حجم. تعتبر مناطق الطلاء الجزئية الأكبر من 5 مم × 5 مم سببًا للرفض في التطبيقات الحرجة.
فحص الأبعاد (عينة 5-10%):
قم بقياس الطول والعرض والسُمك والتربيع (زاوية الزاوية) مقابل تفاوتات الرسم المسموح بها. التفاوتات النموذجية المقبولة: ± 2 مم على الطول والعرض، و± 1 مم على السُمك.
ثبات الوزن (عينة 5-10%):
يرتبط وزن المرشح بكثافة طلاء السيراميك واتساق بنية المسام. تشير القيم المتطرفة الكبيرة للوزن (>± 10% من متوسط الكمية) إلى عدم اتساق التصنيع.
اختبار الضغط (عينة 1-2% أو حسب معايير الجودة النوعية المتفق عليها):
يؤكد اختبار قوة الانضغاط على البارد قوة المناولة الكافية وجودة السيراميك.
تتبُّع الدفعة:
طلب أرقام الدُفعات وتاريخ التصنيع على جميع شحنات المرشحات. ربط سجلات الإنتاج بمسبوكات محددة لإمكانية التتبع الكامل لسلسلة التوريد في تطبيقات الفضاء الجوي.
اعتبارات التوريد والمشتريات في عام 2026
نظرة عامة على السوق والموردين الرئيسيين
يستمر سوق مرشحات الرغوة الخزفية العالمية في النمو في عام 2026، مدفوعًا بتوسيع محتوى السيارات من الألومنيوم (أغطية بطاريات السيارات الكهربائية، والمكونات الهيكلية، وأجزاء الإدارة الحرارية) ومتطلبات الجودة الصارمة من عملاء الطيران. ينقسم السوق بين:
الموردون من المستوى 1: مصنِّعون يتمتعون بتكامل رأسي كامل من المواد الخام إلى المرشح النهائي، وحاصلون على شهادة الأيزو 9001، مع قدرة مخصصة للبحث والتطوير ودعم فني للتطبيقات. تحمل المنتجات وثائق كاملة ومناسبة للتطبيقات الفضائية وتطبيقات السلامة الحرجة.
الموردون من المستوى 2: ينتج المصنعون درجات قياسية بأسعار تنافسية، مناسبة للتطبيقات الصناعية والسيارات غير الحرجة غير المتعلقة بالسلامة.
الموزعون الإقليميون: قم بتخزين المقاسات القياسية من العديد من الشركات المصنعة، مع تقديم دعم فني سريع ولكن مع دعم فني محدود ووثائق تتبع.
مرجع التسعير (أبريل 2026)
| حجم المرشح | درجة PPI | المواد | السعر التقريبي للوحدة (بالدولار الأمريكي) |
|---|---|---|---|
| 50 × 50 × 50 × 22 مم | 20 PPI 20 | الألومينا | $0.12-0.35 |
| 75 × 75 × 22 مم | 20 PPI 20 | الألومينا | $0.25-0.60 |
| 100 × 100 × 100 × 22 مم | 20 PPI 20 | الألومينا | $0.45-1.10 |
| 100 × 100 × 100 × 22 مم | 30 PPI 30 | الألومينا | $0.55-1.30 |
| 150 × 150 × 150 × 22 مم | 30 PPI 30 | الألومينا | $1.20-2.80 |
| 200 × 200 × 200 × 25 مم | 30 PPI 30 | الألومينا | $2.50-5.50-5.50 |
| 100 × 100 × 100 × 22 مم | 40 PPI 40 | ألومينا عالية النقاء | $0.90-2.20 |
الأسعار إرشادية وتتفاوت بشكل كبير حسب حجم الطلبات ومنطقة الموردين وظروف سوق المواد الخام في عام 2026.
أسئلة المشتريات الرئيسية التي يجب طرحها على الموردين
- ما هو محتوى Al₂O₃O₃ من مادة الفلتر، الذي تم التحقق منه عن طريق اختبار التفلور بالأشعة السينية؟
- هل تقدمون شهادات مطابقة خاصة بكل دفعة مع كل شحنة؟
- ما هو الاتساق من دفعة إلى أخرى في توزيع حجم المسام؟
- ما هي درجة حرارة الخدمة القصوى التي تم التحقق منها عن طريق الاختبار (وليس تقديرية)؟
- هل يمكنكم تقديم بيانات مقاومة الصدمات الحرارية لدرجات الألومينا لديكم؟
- ما هو الحد الأدنى لكميات الطلبات الخاصة بكم للمقاسات القياسية والمخصصة؟
- ما هي المهلة الزمنية القياسية للمقاسات المخزنة والأبعاد المخصصة؟
- هل تقدمون عينات تجريبية قبل الالتزام باتفاقية توريد إنتاج كامل؟
تحليل التكلفة الإجمالية للملكية
يمثل سعر الوحدة للمرشح الخزفي جزءًا صغيرًا من الأثر الاقتصادي الكلي لقرار الترشيح. ويشمل تقييم المشتريات الأكثر دقة ما يلي:
التكلفة بدون ترشيح (تقدير سنوي لمسبك سيارات متوسط الحجم):
- خردة الصب المتعلقة بالتضمين: 3-8% من قيمة الإنتاج.
- رفض التصنيع الآلي للشوائب تحت السطح: 1-3% من قيمة الإنتاج.
- مطالبات الضمان من الأعطال الميدانية: متغيرة للغاية ولكن يحتمل أن تكون كبيرة.
- قسط العميل للحصول على شهادة الجودة: خسارة الإيرادات دون الحصول على مؤهلات الترشيح.
التكلفة مع الترشيح الخزفي:
- التكلفة الاستهلاكية للمرشح: عادةً 0.5-2.01 تيرابايت إلى 2.01 تيرابايت من قيمة إنتاج الصب.
- صافي قيمة تحسين الجودة: 3-10 أضعاف تكلفة الفلتر في تقليل الخردة فقط.
وتبرر هذه الحجة الاقتصادية باستمرار الاستثمار في الترشيح الخزفي حتى بالنسبة لمسبوكات الألومنيوم منخفضة القيمة نسبيًا عندما تكون التكلفة الإجمالية بدلًا من سعر وحدة الترشيح هي مقياس المقارنة.
الأسئلة الشائعة (FAQs)
س1: مما يتكون مرشح السيراميك لصب الألومنيوم؟
تُصنع معظم المرشحات الخزفية لصب الألومنيوم من أكسيد الألومنيوم (Al₂O₃)، الذي يُطلق عليه عادةً الألومينا، في هيكل رغوي شبكي مفتوح الخلية. يتم إنتاج المرشح عن طريق طلاء قالب من رغوة البولي يوريثان بملاط خزفي من الألومينا، ثم حرق الرغوة وتلبيد السيراميك عند درجة حرارة تتراوح بين 1400 و1600 درجة مئوية. والنتيجة هي جسم سيراميك صلب مسامي مستقر حراريًا ومتوافق كيميائيًا مع الألومنيوم المصهور في درجات حرارة الصب. يتم تخصيص درجات الألومينا عالية النقاء (90%+ Al₂O₃O₃) للتطبيقات الفضائية والهيكلية الحرجة.
س2: كيف يمكنني معرفة حجم مرشح السيراميك الذي يجب استخدامه لصب الألومنيوم؟
يتضمن تحديد حجم المرشح عمليتين حسابيتين مستقلتين. أولاً، حساب مساحة الوجه المطلوبة استنادًا إلى كتلة المعدن ووقت التعبئة ومعدل التدفق الأقصى لرتبة PPI المختارة - عادةً 0.3-0.5 كجم/سم²/ثانية لمرشحات الألومينا 20 PPI في الألومنيوم. ثانيًا، تأكد من أن حجم المرشح القياسي الذي تم اختياره يوفر ضغط رأس كافٍ للتهيئة الموثوقة من خلال التحقق من أن الرأس المعدني المتاح يتجاوز ضغط التهيئة لرتبة PPI. تستخدم معظم المسابك مرشحات مقاس 100×100 مم أو 150×150 مم للمسبوكات الهيكلية للسيارات، ويصل حجمها إلى 200×200 مم لمسبوكات الجاذبية الكبيرة.
س3: هل يمكن استخدام مرشحات السيراميك في صب الألومنيوم بالقالب عالي الضغط؟
لا يمكن أن تتحمل مرشحات الرغوة الخزفية القياسية ضغوط وسرعات حقن المعادن المستخدمة في صب القوالب عالية الضغط (HPDC)، والتي تعمل بضغط حقن يتراوح بين 30-150 ميجا باسكال. أي هيكل من رغوة السيراميك سوف ينكسر على الفور في ظل هذه الظروف. تعتمد إدارة جودة الألومنيوم HPDC بدلاً من ذلك على أنظمة التفريغ، وملامح الحقن المحسّنة، وتفريغ شحنة الألومنيوم من الغازات. تعتبر مرشحات السيراميك مناسبة لصب القوالب بالجاذبية، والصب بالقالب منخفض الضغط (LPDC)، والقالب شبه الدائم، والصب الاستثماري، والصب بالرمل للألومنيوم.
س4: كم مرة يجب استبدال مرشحات السيراميك أثناء عملية صب الألومنيوم؟
مرشحات السيراميك لصب الألومنيوم هي مواد مستهلكة للاستخدام مرة واحدة - مرشح واحد لكل صب أو لكل قالب في الأدوات متعددة التجاويف. لا يوصى بمحاولة إعادة استخدام المرشح بعد دورة صب واحدة لأن مسام المرشح تكون محملة جزئيًا على الأقل بالشوائب المحتجزة وقد تتحلل بنية المرشح جزئيًا. قد تؤدي إعادة الاستخدام إلى إطلاق الشوائب المحتجزة مرة أخرى في الصب التالي. إن المبرر الاقتصادي للاستخدام الفردي واضح ومباشر: تكلفة المرشح عادةً ما تكون جزءًا بسيطًا من واحد في المائة من قيمة الصب.
س5: ماذا يحدث في حالة تشقق مرشح السيراميك أثناء صب الألومنيوم؟
في حالة تشقق مرشح السيراميك أثناء الصب، يمكن أن تدخل شظايا السيراميك إلى تجويف القالب وتصبح محصورة في الصب المتصلب. وهذا يخلق وضع تلوث أسوأ من عدم وجود ترشيح على الإطلاق. لمنع ذلك: افحص دائمًا المرشحات بصريًا قبل التركيب وارفض أي قطعة متشققة؛ تأكد من أن المرشحات جافة تمامًا قبل الاستخدام (الرطوبة تسبب تشقق الصدمة الحرارية)؛ واستخدم مرشحات مصنفة بشكل مناسب لدرجة حرارة الصب وظروف الرأس المعدني. تتمتع مرشحات SiC بمقاومة أفضل للصدمات الحرارية من الألومينا ولكنها لا تستخدم عادةً للألومنيوم بسبب مخاوف التوافق الكيميائي.
س6: ما الفرق بين مرشحات السيراميك 20 PPI و30 PPI للألومنيوم؟
يشير رقم PPI إلى عدد المسام لكل بوصة خطية في هيكل المرشح. يحتوي المرشح 20 PPI على فتحات مسام أكبر (قطر 1.2-1.5 مم تقريبًا) مع مقاومة تدفق أقل وكفاءة التقاط تضمين معتدلة. يحتوي مرشح 30 PPI على فتحات مسام أصغر (قطر 0.7-0.9 مم تقريبًا)، ومقاومة تدفق أعلى، وكفاءة التقاط شوائب أعلى بكثير - خاصةً للشوائب الدقيقة في نطاق 10-50 ميكرون. بالنسبة لمسبوكات الألومنيوم الإنشائية حيث تكون الخواص الميكانيكية مهمة، يقدم 30 PPI نتائج أفضل بشكل ملحوظ من 20 PPI، مع تحسين الاستطالة وعمر التعب في الاختبارات المقارنة المنشورة.
س7: هل تزيل المرشحات الخزفية للألومنيوم غاز الهيدروجين؟
لا تزيل مرشحات الرغوة الخزفية الهيدروجين المذاب مباشرةً من الألومنيوم المصهور. وتتطلب إزالة الهيدروجين معالجة تفريغ الغاز باستخدام معدات تفريغ الغازات الدوارة ذات المكرهة الدوارة مع غاز خامل (الأرجون أو النيتروجين). ومع ذلك، تساهم مرشحات السيراميك بشكل غير مباشر في تقليل مسامية الهيدروجين عن طريق إزالة شوائب الأكسيد التي تعمل كمواقع تنوي لترسيب فقاعات الهيدروجين أثناء التصلب، وعن طريق ترطيب الاضطرابات التي من شأنها أن تدمج الهيدروجين الإضافي المشتق من الرطوبة في الذوبان أثناء الصب. للحصول على جودة ذوبان كاملة، يجب استخدام الترشيح الخزفي وإزالة الغازات معًا.
س8: كيف ينبغي تخزين المرشحات الخزفية لصب الألومنيوم؟
قم بتخزين مرشحات الرغوة الخزفية في عبواتها الأصلية في بيئة مستودع جافة في درجة حرارة محيطة بعيدًا عن مصادر الرطوبة بما في ذلك تكاثف الأرضيات. يمكن أن تتسبب الرطوبة النسبية التي تزيد عن 70% في امتصاص الرطوبة السطحية التي تؤدي إلى صدمة حرارية أثناء التلامس المعدني الأولي. لا تقم بتكديس كراتين المرشحات التي يزيد ارتفاعها عن 5-6 كراتين لمنع تلف الضغط على المرشحات السفلية. تجنب التعرض للزيوت أو مواد التشحيم أو الأبخرة الكيميائية التي يمكن أن تلوث سطح المرشح وتتداخل مع ترطيب المعدن. في ظل ظروف التخزين المناسبة، تتمتع مرشحات رغوة الألومينا القياسية بفترة صلاحية عملية تتراوح بين 18-24 شهرًا.
س9: هل مرشحات السيراميك لصب الألومنيوم منظمة بيئيًا؟
تصنف مرشحات الرغوة الخزفية المستعملة من عمليات صب الألومنيوم على أنها نفايات صناعية صلبة في معظم الولايات القضائية. فهي تحتوي على شوائب الألومنيوم المتصلب المتبقية داخل هيكل السيراميك. في الأطر التنظيمية القياسية (التوجيهات الإطارية للاتحاد الأوروبي بشأن النفايات، و RCRA الأمريكية، واللوائح البيئية الصينية الحالية حتى عام 2026)، تعتبر هذه المرشحات المستهلكة نفايات صلبة غير خطرة ويمكن التخلص منها في مرافق مدافن النفايات الصناعية المرخصة. تستعيد بعض المسابك الألومنيوم المعدني من المرشحات المستعملة من خلال المعالجة الثانوية. مادة السيراميك نفسها خاملة كيميائياً ولا ترشح مواد خاضعة للوائح التنظيمية.
Q10: هل يمكن تخصيص فلاتر السيراميك لتكوينات صب الألومنيوم غير العادية؟
نعم، تتوفر أبعاد وأشكال مرشحات الرغوة الخزفية المخصصة وحتى درجات PPI المخصصة من كبرى الشركات المصنعة. تشمل المتطلبات المخصصة الشائعة الأشكال الدائرية أو البيضاوية لأغلفة مرشحات محددة، والمقاطع العرضية شبه المنحرفة لهندسة العداء المدبب، والثقوب أو الشقوق لخصائص الاحتفاظ الميكانيكية. عادةً ما يبدأ الحد الأدنى لكميات الطلبات للأشكال المخصصة من 500-2000 قطعة، مع مهلة تتراوح بين 6 و12 أسبوعًا للأدوات الأولية وأول عملية إنتاج. بالنسبة لغسالات صب الألومنيوم المصنوعة من البليت الألومنيوم، تتوفر على نطاق واسع أنظمة كاسيت المرشحات المخصصة التي تتضمن عناصر مرشح قياسية في تصميمات مبيت مخصصة.
الخاتمة
تمثل المرشحات الخزفية لسبك الألومنيوم واحدة من أكثر التحسينات المباشرة والمثبتة للجودة المتاحة لمسابك الألومنيوم وعمليات الصب. تشير فيزياء التقاط التضمين، وكيمياء التقارب بين الألومينا والألومينا، وعقود من بيانات الإنتاج إلى نفس النتيجة: مرشح رغوة سيراميك الألومينا المحدد بشكل صحيح، والموضع بشكل صحيح في نظام بوابات مصمم جيدًا، يوفر تحسينات قابلة للقياس ومتسقة في نظافة الصب والخصائص الميكانيكية وجودة السطح واتساق الأبعاد.
تنحصر الإرشادات العملية من هذه المراجعة الشاملة في بعض المبادئ الأساسية: مطابقة مادة المرشح مع كيمياء السبيكة؛ وحساب حجم المرشح المطلوب بدلًا من تقديره؛ وتحديد درجة PPI بناءً على متطلبات النظافة الفعلية بدلًا من تقليل التكلفة؛ وتصميم مقاعد المرشح التي تقضي على التدفق الجانبي؛ ودمج الترشيح كأحد مكونات نظام المعالجة الكاملة للذوبان الذي يتضمن أيضًا إزالة الغازات والقشط الفعال.
في شركة AdTech، ندعم عمليات صب الألومنيوم بدءًا من مواصفات المواد وحتى تصميم التركيب واستكشاف أخطاء الإنتاج وإصلاحها. والنتيجة الثابتة عبر تطبيقات الصب المتنوعة هي أن الاستثمار في الترشيح السيراميكي الصحيح يؤتي ثماره في تقليل الخردة، وتحسين اتساق الخصائص، والقدرة على توفير قطع معتمدة الجودة للعملاء الذين يطلبون نظافة موثقة للذوبان. بالنسبة لأي عملية صب ألومنيوم حيث تكون الجودة مهمة، فإن الترشيح الخزفي هو المكان المناسب للبدء.
