A filtro cerámico para fundición de aluminio es un componente refractario poroso de alta temperatura, fabricado normalmente con alúmina (Al₂O₃) en una estructura de espuma reticulada, que se coloca en el sistema de cierre de un molde de fundición de aluminio para eliminar físicamente las inclusiones no metálicas, las películas de óxido y los gases arrastrados del aluminio fundido antes de que se llene la cavidad del molde. El filtro captura las partículas nocivas mediante tamizado mecánico, filtración en profundidad de trayectorias tortuosas y adhesión química entre la superficie del filtro de alúmina y las inclusiones de alúmina en la masa fundida. El resultado cuantificable es una fundición de aluminio más limpia con una resistencia a la tracción, alargamiento, resistencia a la fatiga y calidad superficial significativamente mejorados en comparación con la producción sin filtrar.
Si su proyecto requiere el uso de Filtro de Espuma Cerámica de Alúmina, puede Contacto para obtener un presupuesto gratuito.
Esta conclusión no es teórica. Hemos realizado un seguimiento de los datos de rendimiento de la filtración en operaciones de fundición de aluminio en los sectores de automoción, aeroespacial y fundición industrial durante muchos ciclos de producción, y el patrón es coherente: los filtros cerámicos especificados e instalados correctamente reducen los desechos de fundición relacionados con la inclusión entre un 40 y un 80 por ciento, reducen la fracción de área de porosidad hasta un 75 por ciento y mejoran el alargamiento a la rotura entre un 50 y un 80 por ciento en aleaciones estructurales como A356 y A357. Para las operaciones de fundición de aluminio en las que las especificaciones de las propiedades mecánicas no son negociables -componentes de motores, piezas de suspensión, piezas de fundición estructurales de aviones-, la filtración cerámica no es una opción de proceso. Es un requisito del proceso.
¿Por qué es necesario filtrar el aluminio fundido?
El aluminio es uno de los metales estructurales químicamente más reactivos de uso industrial común. En el momento en que el aluminio líquido entra en contacto con el oxígeno -lo que ocurre continuamente durante la fusión, la aleación, la transferencia y el vertido- forma óxido de aluminio (Al₂O₃) de forma espontánea y casi instantánea. Esta realidad termodinámica significa que toda operación de fundición de aluminio produce inclusiones de óxido como subproducto natural del propio proceso.
Lea también: ¿Qué es un filtro de espuma cerámica?
El reto no es eliminar por completo la formación de óxido. Eso es físicamente imposible en entornos de fundición atmosféricos estándar. El reto consiste en evitar que esos óxidos y otras partículas no metálicas queden atrapados en el interior de la pieza fundida solidificada, donde actúan como puntos de concentración de tensiones, reducen la sección transversal de carga efectiva e inician grietas de fatiga bajo cargas cíclicas.
Origen de las inclusiones en las fusiones de aluminio
Las inclusiones no metálicas en el aluminio fundido tienen su origen en múltiples fuentes simultáneas:
Películas de óxido (bifilms):
Cuando la capa superficial de óxido del aluminio fundido se pliega hacia el interior de la masa fundida durante el vertido turbulento, se crea una estructura de óxido de doble capa denominada bifilm. Éstas son especialmente dañinas porque las dos capas de óxido no se unen entre sí, creando una interfaz interna no adherida que reduce gravemente la vida a fatiga. Las investigaciones del profesor John Campbell de la Universidad de Birmingham demostraron que las bifilms son la causa principal de la dispersión de las propiedades mecánicas de la fundición de aluminio, un hallazgo que cambió radicalmente la forma en que la industria ve la importancia del control de la turbulencia y la filtración.
Partículas de óxido de aluminio:
En la superficie de la masa fundida y durante el flujo turbulento se forman continuamente partículas discretas de Al₂O₃, desde submicras hasta varios cientos de micras. Se acumulan en la masa fundida con el tiempo y se distribuyen por toda la colada si no se eliminan.
Óxido de magnesio y espinela:
Las aleaciones de aluminio que contienen magnesio (como A356, serie 5xxx) forman inclusiones de MgO y MgAl₂O₄ espinela. Estas son especialmente dañinas en aleaciones estructurales porque son más duras y angulosas que las inclusiones de alúmina pura.
Productos refractarios contra la erosión:
El material desprendido de los revestimientos de hornos, lavaderos, cucharas de transferencia y sistemas de canalización contamina la masa fundida a lo largo de toda la cadena de transferencia.
Gas hidrógeno arrastrado:
Aunque no es una inclusión sólida, el hidrógeno disuelto es la principal causa de porosidad en las piezas fundidas de aluminio. Entra en la masa fundida a través de la humedad de la atmósfera del horno, la chatarra húmeda y la contaminación de las herramientas. Durante la solidificación, el hidrógeno precipita en forma de burbujas de gas, creando porosidad que debilita la estructura de la fundición. Los filtros de espuma cerámica contribuyen a la gestión del hidrógeno reduciendo las turbulencias que atraen la humedad atmosférica y eliminando físicamente las películas de óxido que sirven de núcleos para la porosidad.
Arena y escoria:
En las operaciones de fundición en arena, la erosión de la arena del molde por la corriente de metal genera inclusiones de sílice y arena aglomerada. La escoria - metal parcialmente solidificado mezclado con óxido - puede ser arrastrada desde las superficies de la cuchara durante el vertido.
Por qué no basta con un diseño convencional de compuertas
Los sistemas de inyección bien diseñados con canales de baja velocidad, manguitos de fibra cerámica y trampas de escoria reducen los niveles de inclusión de forma significativa en comparación con los sistemas mal diseñados. Sin embargo, ni siquiera el mejor diseño de compuerta sin filtración puede alcanzar los niveles de limpieza de inclusiones exigidos para las fundiciones de aluminio modernas de seguridad crítica. La razón es sencilla: las velocidades de flujo, incluso en los canales más cuidadosamente diseñados, siguen generando turbulencias capaces de plegar películas de óxido, y ningún diseño geométrico elimina la formación continua de óxido que se produce durante todo el ciclo de colada.
La filtración cerámica añade un mecanismo fundamentalmente diferente -la captura física de partículas ya presentes en la masa fundida- que complementa el diseño del flujo en lugar de competir con él.
¿Cómo funciona realmente un filtro cerámico para aluminio?
La física de filtración de un filtro de espuma cerámica que funciona en un contexto de fundición de aluminio implica tres mecanismos simultáneos que actúan a diferentes escalas de tamaño de partícula.
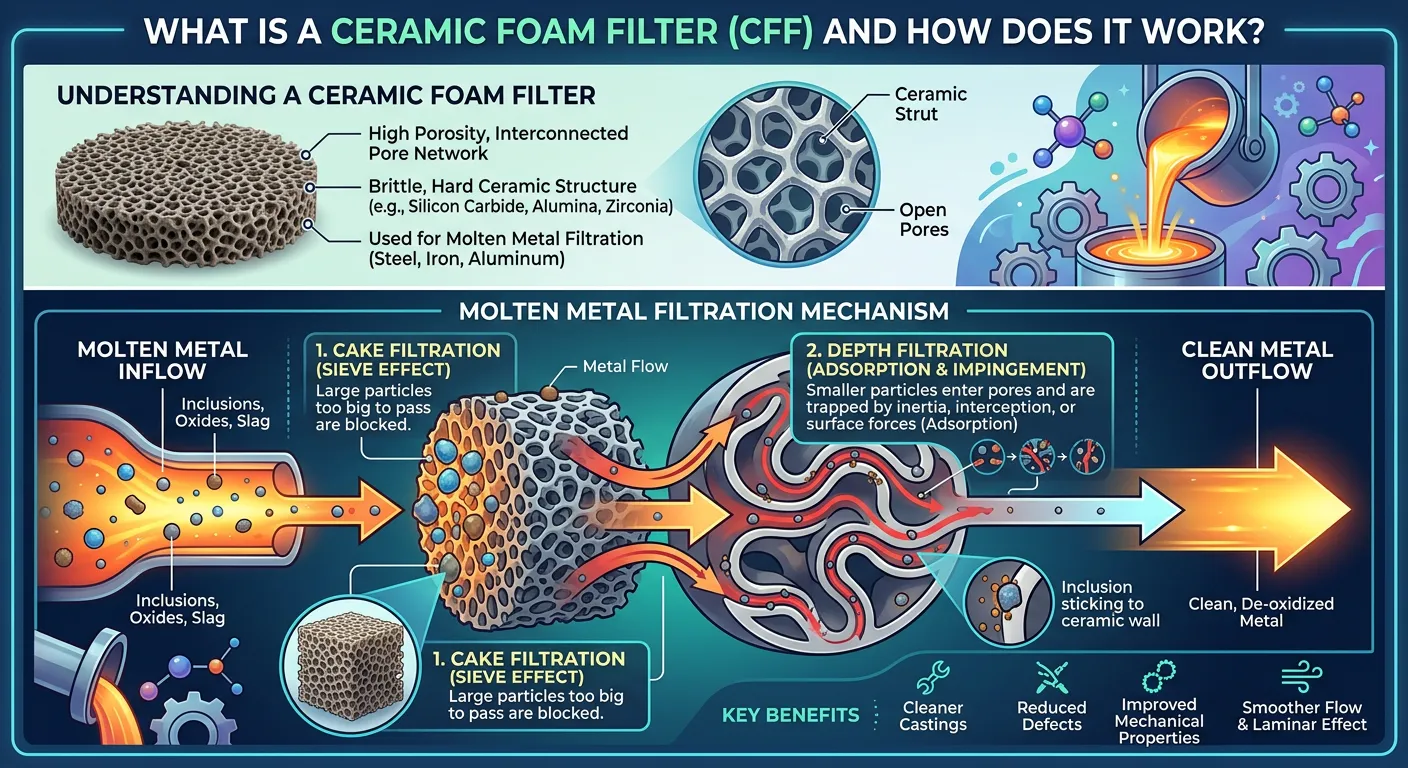
Mecanismo 1: Filtración superficial de tortas
Las inclusiones de gran tamaño, normalmente superiores a 100 micras, se bloquean físicamente en la cara anterior del filtro por exclusión de tamaño. A medida que estas partículas se acumulan en la cara del filtro, forman una capa de torta filtrante que reduce progresivamente la abertura efectiva de los poros y empieza a capturar inclusiones más pequeñas de lo que permitiría el tamaño original de los poros del filtro. Este efecto de formación de torta significa que un filtro se vuelve más eficaz a medida que el metal pasa a través de él, alcanzándose la mayor eficacia en la segunda mitad de la colada y no en la primera.
Esta es una implicación práctica importante: en las operaciones de producción, las primeras coladas de una secuencia pueden tener un contenido de inclusión ligeramente superior al de las coladas posteriores, porque la torta de filtración aún no se ha desarrollado completamente.
Mecanismo 2: Filtración en profundidad del camino tortuoso
Este es el mecanismo que distingue más claramente a los filtros de espuma cerámica de otras alternativas más sencillas de malla o pantalla. La estructura irregular y tridimensional de los poros interconectados de un filtro de espuma obliga al aluminio fundido a seguir una trayectoria no lineal que cambia continuamente a través del cuerpo del filtro. Cada vez que cambia la dirección del flujo, la inercia arrastra las partículas de inclusión en suspensión hacia la superficie del puntal cerámico más cercano, en lugar de seguir la trayectoria curva del flujo.
La probabilidad de que una partícula de inclusión entre en contacto con la superficie de un puntal cerámico y se adhiera a ella en cualquier cambio de dirección es función del tamaño de la partícula, la velocidad del flujo y las propiedades físicas de la superficie cerámica. Estadísticamente, los cambios de dirección repetidos a lo largo de todo el espesor del filtro (normalmente 22-25 mm) dan lugar a la captura de partículas en el rango de 10-50 micras que pasarían directamente a través de un filtro de malla simple con un tamaño de apertura nominal equivalente.
Mecanismo 3: Adhesión química (afinidad entre alúmina)
La superficie cerámica de alúmina del filtro comparte química con el tipo de inclusión más común en las aleaciones de aluminio: las partículas y películas de óxido de aluminio. Esta similitud química favorece la humectación preferencial y la adhesión entre las inclusiones y la superficie del puntal del filtro. Una vez que una inclusión entra en contacto con la superficie de alúmina a baja velocidad relativa, las condiciones de energía interfacial favorecen la adhesión en lugar del desprendimiento.
Esta afinidad química es la razón principal por la que los filtros de espuma cerámica de alúmina superan a los de carburo de silicio u otros tipos de cerámica sin óxido para la filtración de aluminio, incluso cuando ambos materiales tienen estructuras de poros y capacidad de temperatura equivalentes.
El papel de la imprimación y la humectación
Antes de que comience la filtración, el filtro debe “cebarse”: el aluminio fundido debe superar la tensión superficial y humedecer la superficie cerámica para iniciar el flujo a través de la red de poros. La presión de cebado necesaria depende del ángulo de contacto entre el aluminio fundido y la superficie cerámica, del tamaño de los poros del filtro (los poros más pequeños requieren una mayor presión de cebado) y de la temperatura.
Para filtros estándar de espuma cerámica de alúmina en fundición de aluminio:
- Presión de cebado: aproximadamente 50-120 mm de cabeza de aluminio (presión metalostática).
- Ángulo de contacto (Al sobre Al₂O₃): aproximadamente 70-85° a temperaturas típicas de vertido.
- La humectación aumenta con una mayor temperatura del metal y una tensión superficial de la masa fundida más limpia (menor óxido).
Este requisito de cebado es la razón por la que el diseño del sistema de compuerta debe garantizar una presión de cabeza adecuada en la ubicación del filtro. Una presión insuficiente provoca un cebado incompleto, un flujo parcial a través del filtro y un posible llenado incorrecto del molde.
Tipos de filtros cerámicos utilizados en la fundición de aluminio
En las operaciones de fundición de aluminio se utilizan tres categorías principales de filtros cerámicos, cada una con características estructurales, mecanismos de filtración e idoneidad de aplicación distintos.
Filtros de espuma cerámica (CFF)
El tipo de filtro dominante para la fundición de aluminio, que representa la mayoría sustancial del consumo de filtros en la industria mundial de la fundición de aluminio. Su estructura reticulada tridimensional proporciona el mecanismo de filtración de recorrido tortuoso descrito anteriormente, lo que los convierte en la opción más eficaz para la eliminación de inclusiones finas.
Estructura: Espuma de célula abierta con poros esféricos interconectados, fabricada por el método de réplica de espuma polimérica.
Eficacia de filtración: El más alto entre los tipos de filtro disponibles.
Resistencia al flujo: Moderado (superior a los tipos extruidos con un tamaño de poro nominal equivalente).
Límite de temperatura: Hasta aproximadamente 1100°C para los grados de alúmina estándar.
Gama PPI: De 10 a 60 PPI para aplicaciones de aluminio.
Filtros cerámicos extruidos (filtros de panal)
Fabricados por extrusión de pasta cerámica a través de una matriz, estos filtros tienen canales rectos paralelos dispuestos en forma de panal. A diferencia de los filtros de espuma, no ofrecen una filtración de recorrido tortuoso: el metal fluye en línea recta por los canales.
Estructura: Canales paralelos rectos, de sección cuadrada o hexagonal.
Eficacia de filtración: Inferior al tipo de espuma (sólo tamizado superficial).
Resistencia al flujo: Inferior a los filtros de espuma con un tamaño de abertura equivalente.
La mejor aplicación: Fundiciones de gran caudal en las que la caída de presión es la principal limitación.
Filtros de fibra cerámica tejida
Tejidos cerámicos fibrosos, normalmente hechos de fibras de alúmina-sílice tejidas en una estructura de tela, utilizados principalmente para la eliminación de escoria gruesa en fundición a baja presión y fundición por gravedad de piezas no críticas.
Estructura: Estera de fibra tejida.
Eficacia de filtración: El más bajo de los tres tipos.
Resistencia al flujo: Muy bajo
Límite de temperatura: Hasta aproximadamente 900°C.
La mejor aplicación: Control de flujo sencillo, retención de escoria gruesa en aplicaciones no críticas.
Comparación de tipos de filtro para fundición de aluminio
| Tipo de filtro | Mecanismo de filtración | Tamaño de inclusión capturado | Eficacia relativa | Caída de presión | Coste típico |
|---|---|---|---|---|---|
| Espuma cerámica (CFF) | Camino tortuoso + tarta | 10-500+ micras | Más alto (referencia) | Moderado | Medio |
| Nido de abeja extruido | Sólo tamizado superficial | 100+ micras | 30-50% de CFF | Bajo | Bajo-Medio |
| Alfombra de fibra tejida | Sólo tamizado superficial | 200+ micras | 10-25% de CFF | Muy bajo | Bajo |
| Combinado CFF + Fibra | Ambos mecanismos | 5-500+ micras | El más alto posible | Más alto | Medio-Alto |
Filtro de espuma cerámica de alúmina: El estándar de la industria explicado
Los filtros de espuma cerámica de alúmina (Al₂O₃) se han convertido en el estándar del sector para la filtración de fundición de aluminio gracias a una combinación de propiedades del material, escalabilidad de fabricación, rentabilidad y rendimiento demostrado a lo largo de décadas de uso en producción.
Por qué la alúmina es el material adecuado para la filtración de aluminio
La idoneidad de la alúmina como material filtrante para la filtración de aluminio fundido se basa en principios termodinámicos y químicos:
Estabilidad química del aluminio fundido:
La alúmina es termodinámicamente estable en contacto con el aluminio fundido a temperaturas de colada (680-800°C). No se disuelve en el aluminio fundido, no reacciona para formar nuevas fases que puedan contaminar la fundición y no libera ninguna especie química que pueda afectar a la composición de la aleación o a sus propiedades mecánicas.
Química de inclusión emparejada:
Las principales inclusiones en las aleaciones de aluminio son óxido de aluminio en diversas formas. La superficie de un filtro de alúmina comparte la misma química fundamental, lo que favorece el mecanismo de adhesión descrito en la sección anterior. Ningún otro material refractario común ofrece esta ventaja química emparejada.
Capacidad de temperatura adecuada:
Los filtros de espuma de alúmina estándar están clasificados para una temperatura de servicio de 1100°C, lo que proporciona un cómodo margen por encima de la temperatura máxima de colada del aluminio de aproximadamente 800°C para la mayoría de las aleaciones.
Porosidad y estructura de poros controladas:
El sistema cerámico de alúmina permite a los fabricantes un control preciso de la distribución del tamaño de los poros, la porosidad total y el grosor de los struts durante la preparación de la pasta y la sinterización, lo que permite fabricar filtros con un rendimiento constante y repetible en grandes volúmenes de producción.
Estructura física de un filtro de espuma de alúmina
En el examen microscópico, un filtro de espuma cerámica de alúmina revela una compleja red tridimensional de:
- Puntales cerámicos: El “esqueleto” de alúmina sólida con diámetros de 0,1-0,5 mm.
- Ventanas de poros: Las aberturas que conectan poros adyacentes, normalmente 40-60% del diámetro nominal del poro.
- Nodos: Puntos de unión donde se juntan varios puntales, formando elementos estructurales ligeramente más gruesos.
- Volumen vacío total: 75-90% del volumen del filtro es espacio abierto (porosidad).
Esta elevada porosidad es lo que permite que el aluminio fundido fluya a través del filtro a velocidades aceptables a pesar del tortuoso recorrido, mientras que la elevada superficie específica de la red de montantes proporciona una amplia zona para la captura de inclusiones.
Fabricación de filtros de espuma de alúmina Factores de calidad
El rendimiento de un filtro de espuma cerámica de alúmina depende en gran medida de la calidad de fabricación en varias etapas:
Homogeneidad de los purines:
La distribución no uniforme del lodo durante la impregnación crea regiones de revestimiento cerámico más grueso y más fino en los puntales de la plantilla de espuma. Las regiones gruesas reducen el tamaño efectivo de los poros; las regiones finas crean puntales débiles propensos a fracturarse bajo choque térmico.
Consistencia de la temperatura de sinterización:
La alúmina sinterizada en exceso puede cerrar los poros de la superficie y reducir la superficie específica para la captura de inclusiones. La alúmina sinterizada en exceso puede cerrar los poros superficiales y reducir la superficie específica para la captura de inclusiones. Un control estricto de la temperatura del horno (±15 °C) en todo el lote de filtros es una marca de calidad en la fabricación.
Uniformidad de poros:
Un filtro con grandes variaciones de tamaño de celda en toda su superficie frontal crea canales de flujo preferenciales a través de los poros más grandes, evitando los poros más pequeños que proporcionan la mayor eficacia de filtración. Los mejores fabricantes consiguen una uniformidad de tamaño de celda de ±10-15%.
Clasificaciones PPI para la filtración de aluminio: Elegir el grado adecuado
Los poros por pulgada (PPI) son el parámetro de especificación más importante para los filtros de fundición de aluminio, ya que rigen directamente el equilibrio entre la eficacia de la filtración y la resistencia al flujo del metal.
Grados PPI disponibles para fundición de aluminio
| Clasificación PPI | Diámetro de poro aprox. | Nivel de filtración | Resistencia al flujo del metal | Aplicación recomendada |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Sólo grueso | Muy bajo | Grandes piezas moldeadas en arena, piezas no estructurales |
| 15 PPI | 1,8-2,2 mm | Grueso-Medio | Bajo | Colada por gravedad general, producción de lingotes |
| 20 PPI | 1,2-1,5 mm | Medio | Bajo-Moderado | Componentes de automoción no relacionados con la seguridad, carcasas |
| 25 PPI | 0,9-1,1 mm | Medio-Alto | Moderado | Piezas estructurales de automoción, aplicaciones A356 |
| 30 PPI | 0,7-0,9 mm | Alta | Moderado-alto | Estructuras aeroespaciales, seguridad crítica en automoción |
| 40 PPI | 0,5-0,65 mm | Muy alta | Alta | Piezas de fundición de primera calidad para el sector aeroespacial y médico |
| 50 PPI | 0,4-0,5 mm | Máximo comercial | Muy alta | Requisitos de limpieza equivalentes a los de Superalloy |

Cómo elegir un PPI: El proceso práctico de decisión
Hemos desarrollado un sencillo proceso de decisión para la selección del PPI del filtro de fundición de aluminio que funciona en todos los procesos de fundición por gravedad, baja presión y semipermanente:
Paso 1: Definir la especificación de limpieza:
¿Qué nivel de inclusión exige la especificación de fundición? ¿Un nivel de inclusión ASTM B594? ¿Un límite específico de valor K (prueba de presión reducida)? ¿Un límite mínimo de vida a la fatiga? El objetivo de limpieza determina el requisito mínimo de IPP.
Paso 2: Calcular la presión de carga disponible:
Mida o calcule la altura metalostática disponible en la ubicación del filtro en el sistema de compuerta (en mm de aluminio). Compárela con el requisito de presión de cebado del grado PPI seleccionado. Si la altura disponible es mínima, reduzca un grado de PPI y compense con un aumento de la superficie filtrante.
Paso 3: Calcular la superficie de filtración necesaria:
Divida el peso total de la colada (en kg) por el tiempo de llenado (en segundos) y el caudal máximo recomendado para el grado PPI seleccionado. Esto da el área mínima de la cara del filtro en cm².
Paso 4: Seleccione el tamaño de filtro estándar:
Elija la dimensión de filtro estándar más pequeña que cumpla o supere el área mínima calculada, dando preferencia a los formatos cuadrados o rectangulares que coincidan con el utillaje de asiento de filtro estándar.
Paso 5: Validar con colada de prueba:
Para nuevas aplicaciones, realice una prueba con el filtro seleccionado y evalúe metalográficamente las secciones transversales de la colada. Ajuste el PPI al alza o a la baja en función del nivel de inclusión observado en las coladas de prueba.
Propiedades técnicas y especificaciones de rendimiento
Los equipos de compras e ingeniería deben evaluar los filtros cerámicos en función de un conjunto normalizado de propiedades mensurables. La tabla siguiente presenta los parámetros técnicos clave y su importancia:
Propiedades físicas y estructurales
| Propiedad | Método de prueba | Gama típica (alúmina CFF) | Significado |
|---|---|---|---|
| Densidad aparente | ISO 5017 | 0,28-0,42 g/cm³ | Menor densidad = mayor porosidad = mejor flujo |
| Porosidad total | Método de Arquímedes | 75-90% | Afecta directamente a la resistencia al flujo |
| Superficie específica | Método BET | 0,3-1,2 m²/g | Mayor superficie = más lugares de captura de inclusión |
| Resistencia a la compresión en frío | ASTM C133 | 0,8-2,5 MPa | Resistencia a la manipulación, seguridad de instalación |
| Uniformidad del tamaño de los poros | Método de recuento celular | ±15% del PPI nominal | Coherencia de la distribución del caudal |
| Contenido de Al₂O₃ | Análisis XRF | 85-99% | Mayor pureza = mayor estabilidad química |
Propiedades térmicas
| Propiedad | Rango de valores | Notas |
|---|---|---|
| Temperatura máxima de servicio | 1050-1100°C (estándar) | Muy por encima del rango de vertido de aluminio |
| Resistencia al choque térmico | 3-6 ciclos rápidos (de temperatura ambiente a 1000°C) | Fundamental para la integridad del arranque por goteo |
| Conductividad térmica | 0,3-0,8 W/m-K | La baja conductividad limita la pérdida de temperatura |
| Coeficiente de dilatación térmica | 7-9 × 10-⁶ /°C | Debe tenerse en cuenta en el diseño del asiento del filtro |
Métricas de rendimiento de la filtración
Valor K (prueba de presión reducida):
El valor K cuantifica la porosidad relacionada con el hidrógeno en el aluminio midiendo la densidad de una muestra solidificada en condiciones de presión reducida. El aluminio filtrado suele alcanzar valores K de 1-3, frente a los 5-15 de la fusión no filtrada en condiciones equivalentes.
Índice Bifilm:
Medida desarrollada a partir de ensayos de solidificación al vacío que cuantifica el área total de bifilm de óxido presente en una muestra. La filtración cerámica reduce el índice de bifilm en 50-80% en las aleaciones de aluminio de producción.
Clasificación PoDFA:
El análisis Prefil-Footprinter proporciona un contenido cuantitativo de inclusión en mm²/kg de metal. Las fundiciones de aluminio de primera calidad pueden especificar valores máximos de PoDFA de 0,10-0,20 mm²/kg, alcanzables únicamente con una filtración de espuma cerámica de alto PPI combinada con una desgasificación eficaz.
¿Qué inclusiones eliminan los filtros de fundición de aluminio?
Conocer los tipos específicos de inclusión que capturan los filtros cerámicos ayuda a los ingenieros a justificar la inversión en filtración y a solucionar los defectos de fundición.
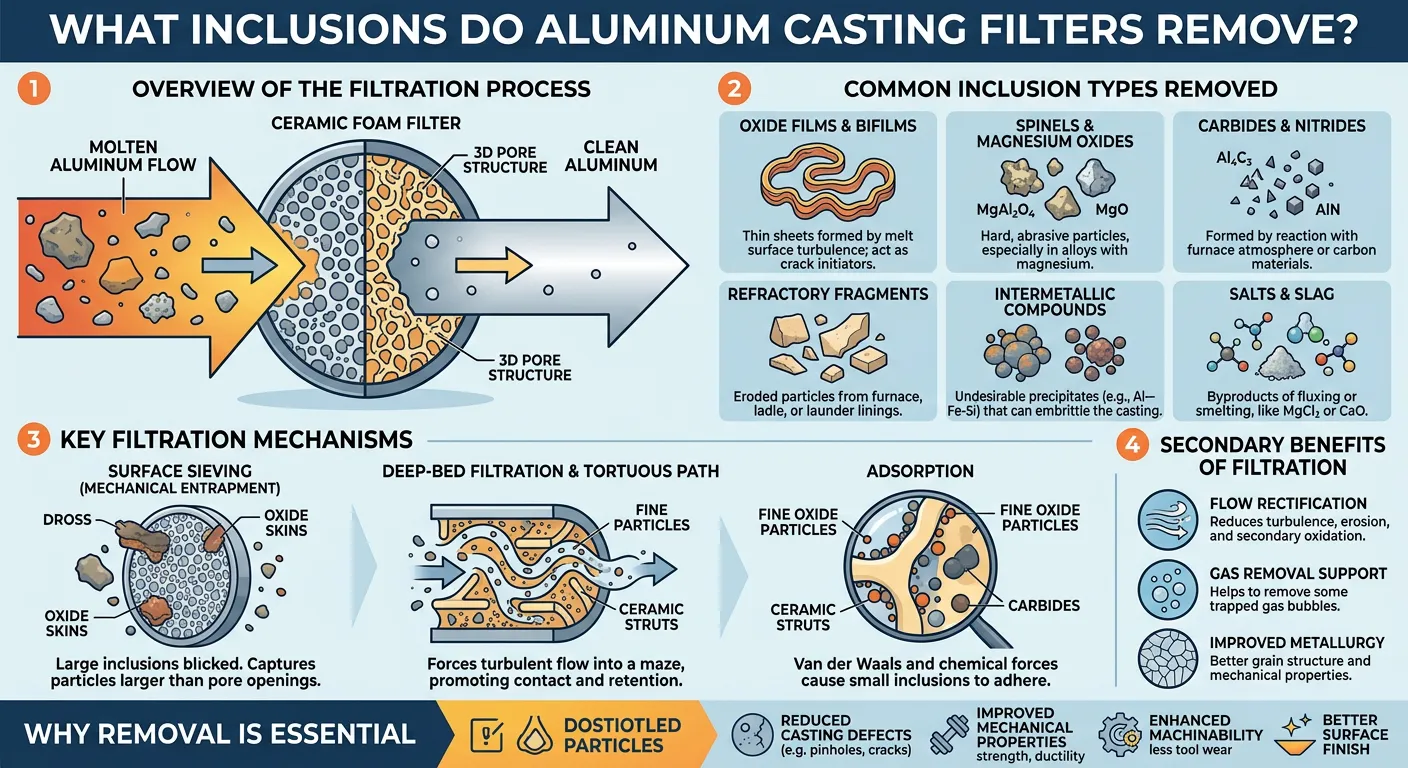
Clasificación de la inclusión en aleaciones de aluminio
| Tipo de inclusión | Composición | Tamaños | Fuente primaria | Tasa de captura del filtro |
|---|---|---|---|---|
| Películas de alúmina (bifilms) | Al₂O₃ | 0,1-50 mm (plano) | Vertido turbulento, trasvase | 60-85% |
| Partículas discretas de alúmina | α-Al₂O₃, γ-Al₂O₃ | 1-200 μm | Oxidación en horno, escoria | 70-90% |
| Inclusiones de espinela | MgAl₂O₄ | 5-100 μm | Aleaciones que contienen Mg | 65-85% |
| Partículas de óxido de silicio | SiO₂ | 10-500 μm | Erosión del molde (fundición en arena) | 80-95% |
| Intermetálicos del hierro | Al₃Fe, Al₅FeSi | 10-2000 μm | Contaminación por hierro | 60-80% |
| Fragmentos refractarios | Varios | 50-5000 μm | Cucharón, erosión del corredor | 90-99% |
| Escoria arrastrada | Mezcla óxido/metal | 100-5000 μm | Turbulencias en la superficie de la cuchara | 85-95% |
| Partículas de carburo | Al₄C₃ | 1-50 μm | Contaminación de herramientas de carbono | 50-70% |
El caso especial de las inclusiones bifilm
Las inclusiones bifilm merecen especial atención porque son el tipo de inclusión más dañino en las piezas fundidas de aluminio estructural y las más difíciles de eliminar. Una bifilm consiste en dos capas de película de óxido plegadas con una interfaz no adherida entre ellas. Esta interfaz no adherida actúa como una grieta preexistente en la microestructura de la fundición.
El reto de la filtración bifilm es que los bifilms son estructuras delgadas y planas que pueden alinearse con la dirección del flujo y pasar a través de los poros del filtro en una orientación de borde a borde antes de volver a abrirse aguas abajo del filtro. Por este motivo, la amortiguación de turbulencias por el filtro -convirtiendo el flujo turbulento en flujo laminar- es al menos tan importante como la captura directa de bifilms para mejorar el rendimiento a la fatiga de la fundición.
El enfoque más eficaz para la gestión de bifilms combina la filtración de espuma cerámica (para la captura y regularización del flujo) con la desgasificación (la eliminación de hidrógeno reduce la presión del gas dentro de los bifilms que los mantiene abiertos) y la reducción de la turbulencia de vertido en el diseño del sistema de compuertas.
Cómo mejoran los filtros cerámicos las propiedades mecánicas de la fundición de aluminio
La conexión entre la filtración cerámica y la mejora de las propiedades mecánicas de las piezas fundidas de aluminio está respaldada por numerosos datos de producción e investigación publicados.
Mejoras de la propiedad cuantificadas
| Propiedad mecánica | A356-T6 sin filtrar | Filtro de 20 PPI | Filtro de 30 PPI | Filtro de 40 PPI |
|---|---|---|---|---|
| Resistencia a la tracción (MPa) | 215 | 235 | 248 | 258 |
| 0,2% Límite elástico (MPa) | 165 | 172 | 178 | 182 |
| Alargamiento a la rotura (%) | 4.5 | 5.8 | 7.2 | 8.4 |
| Resistencia a la fatiga a 10⁷ ciclos (MPa) | 58 | 74 | 88 | 96 |
| Energía de impacto Charpy (J) | 8.2 | 10.4 | 13.1 | 15.3 |
| Dureza Brinell (HB) | 85 | 88 | 90 | 91 |
Datos agregados de estudios metalúrgicos publicados y seguimiento de la producción de AdTech, 2020-2025.
Por qué la dispersión de la propiedad se reduce con la filtración
Uno de los beneficios comercialmente más significativos de la filtración cerámica que recibe menos atención que la mejora de las propiedades medias es la reducción de la dispersión de las propiedades (desviación estándar). Las piezas fundidas de aluminio sin filtrar muestran una amplia variación en las propiedades mecánicas entre piezas fundidas individuales y entre diferentes ubicaciones dentro de la misma pieza fundida, debido a la distribución aleatoria de las inclusiones.
La filtración no sólo aumenta las propiedades medias, sino que comprime la distribución de propiedades hacia el extremo superior. Esta distribución de propiedades más ajustada permite a los diseñadores utilizar valores mínimos de propiedades más altos en los cálculos estructurales sin aumentar los factores de seguridad, lo que permite realizar diseños más ligeros (utilizando las propiedades permitidas más altas) o diseños más fiables (utilizando la probabilidad reducida de valores atípicos de las propiedades).
En los programas de cualificación aeroespacial, esta reducción de la dispersión suele ser tan importante como la mejora de los valores medios para superar los requisitos de certificación de fatiga.
Mejoras en la calidad de la superficie
Más allá de las propiedades mecánicas internas, la filtración cerámica mejora sistemáticamente el acabado superficial de las piezas fundidas de aluminio:
- Reducción de las picaduras superficiales debidas a inclusiones de óxido subsuperficiales.
- Disminución de las marcas de película de óxido visibles tras el mecanizado de la superficie.
- Mejora de la consistencia dimensional reduciendo la contracción localizada asociada a las agrupaciones de películas de óxido.
Las fundiciones que producen piezas de aluminio para aplicaciones visibles de automoción (llantas decorativas, componentes de paneles de carrocería) informan de que la filtración cerámica reduce significativamente los índices de rechazo cosmético asociados a defectos superficiales.
Métodos de aplicación: Dónde y cómo instalar filtros de fundición de aluminio
La colocación del filtro en el sistema de compuerta es tan importante como su selección. Una colocación incorrecta anula las ventajas de rendimiento incluso del filtro especificado con mayor precisión.

Posiciones estándar de los filtros en los sistemas de compuertas de aluminio
Posición 1: Base del bebedero (Sprue Well)
Colocar el filtro en la base del bebedero captura las inclusiones al principio del recorrido del flujo, pero somete al filtro a la mayor velocidad de impacto de todas las posiciones. La corriente inicial de metal llega con la máxima energía cinética, lo que crea un riesgo de choque térmico y la posibilidad de turbulencias aguas abajo del filtro si el canal no está diseñado para recibir el flujo filtrado sin problemas.
Adecuado para: Piezas de fundición grandes con cabeza metalostática considerable, grados de filtración robustos.
Posición 2: Barra de rodadura horizontal
La posición más común del filtro para la fundición de aluminio. El filtro se asienta en un asiento mecanizado o conformado en la barra de colada, normalmente en una zona de impresión dedicada al filtro. El metal llega a menor velocidad que a la base del bebedero, lo que reduce el riesgo de choque térmico. El filtro tiene un área de contacto adecuada con las paredes del canal para un asiento estable, y la geometría del canal aguas abajo puede optimizarse para mantener el flujo laminar después de la filtración.
Adecuado para: La mayoría de las aplicaciones de fundición de aluminio por gravedad y baja presión.
Posición 3: Posición Ingate
La colocación del filtro en la entrada -el punto de entrada final en la cavidad del molde- maximiza la longitud de la trayectoria de flujo sobre la que las inclusiones eliminadas aguas arriba no pueden volver a entrar en la masa fundida antes de llegar a la colada. Sin embargo, esta posición ofrece la menor superficie disponible para el filtro (limitada por las dimensiones del lingote) y la mayor velocidad de flujo por unidad de superficie filtrante.
Adecuado para: Piezas de fundición de sección fina en las que mantener la temperatura del metal es fundamental, piezas de fundición pequeñas.
Posición 4: Filtro en la lavadora (colada continua)
En las operaciones de colada continua de tochos y desbastes de aluminio, los filtros de espuma cerámica se colocan en el sistema de lavado, el canal que transporta el metal desde el horno o el recipiente de retención hasta el molde de colada. Esta filtración en la colada se combina a menudo con una unidad de desgasificación en línea para un tratamiento completo de la masa fundida.
Requisitos de diseño del asiento del filtro
El asiento del filtro es el hueco dimensional que posiciona y retiene el filtro en el sistema de compuertas. Parámetros de diseño críticos:
Profundidad de asiento: La profundidad del asiento debe ser 50-70% del espesor del filtro. Una profundidad insuficiente permite que el filtro se balancee o se mueva durante el vertido; una profundidad excesiva impide el contacto adecuado del asiento.
Ajuste de la junta: La separación entre el borde del filtro y la pared del asiento no debe superar los 0,5-1,0 mm. Las separaciones mayores permiten que el metal se canalice alrededor del borde del filtro, eludiendo la filtración por completo. Este problema es mucho más común en la producción de lo que la mayoría de las fundiciones creen.
Soporte aguas abajo: El suelo del canal aguas abajo del filtro debe proporcionar un contacto de apoyo en al menos 20-30% del área de la cara del filtro para evitar la fractura bajo presión hidráulica.
Ventilación: Una pequeña abertura de ventilación (2-3 mm) en la cara aguas abajo del asiento del filtro permite que el aire atrapado escape durante el ascenso inicial del metal, evitando el bloqueo de aire que retrasa el cebado del filtro.
Lista de comprobación para la instalación del filtro
| Paso | Acción | Propósito |
|---|---|---|
| Preinstalación | Inspeccione el filtro en busca de grietas y daños | Evitar la contaminación de fragmentos |
| Preinstalación | Verificar que las dimensiones del filtro coinciden con el plano del asiento | Garantizar un asiento adecuado |
| Preinstalación | Confirme que el filtro esté seco (sin humedad) | Prevenir la fractura por choque térmico |
| Instalación | Llevar guantes limpios durante la manipulación | Evita la contaminación por aceite de la superficie del filtro |
| Instalación | Asiente el filtro firmemente en el hueco | Evitar el movimiento durante el vertido |
| Instalación | Verificar que no hay espacio de derivación en los bordes del filtro | Asegúrese de que todo el metal pasa a través del filtro |
| Pre-vertido | Confirme que existe una presión adecuada por encima del filtro | Garantizar un cebado fiable |
| Después del vertido | Examinar el filtro utilizado para la carga de inclusión | Control de calidad y mejora de los procesos |
Compatibilidad de las aleaciones de aluminio y selección de filtros por aplicación
Las distintas familias de aleaciones de aluminio generan poblaciones de inclusión con características diferentes, lo que requiere especificaciones de filtrado a medida.
Recomendaciones de filtrado por aleación y aplicación
| Familia de aleaciones | Aleaciones típicas | Inclusiones primarias | PPI recomendado | Notas sobre el filtro |
|---|---|---|---|---|
| Al-Si-Mg (fundición) | A356, A357, 357 | Al₂O₃, MgAl₂O₄ | 25-40 PPI | Preferiblemente filtro de alúmina de gran pureza |
| Al-Si (fundición) | 319, 380, 413 | Al₂O₃, FeAl₃ | 20-30 PPI | Alúmina estándar CFF |
| Al-Cu (fundición) | 201, 204, 206 | Al₂O₃, CuAl₂ | 30-40 PPI | Se requiere un alto grado de limpieza |
| Al-Zn (fundición) | 712, 713, 771 | Al₂O₃, ZnO | 20-30 PPI | Alúmina estándar CFF |
| 1xxx (Forjado) | 1050, 1100 | Al₂O₃ películas | 30-50 PPI | Utilizado en lavaderos de palanquilla |
| 2xxx (Forjado) | 2024, 2014 | Al₂O₃, CuAl₂ | 30-40 PPI | Limpieza de grado aeroespacial |
| 5xxx (Forjado) | 5052, 5083 | Al₂O₃, MgO, Espinela | 30-40 PPI | Alta carga de espinela - comprobar la capacidad del filtro |
| 6xxx (Forjado) | 6061, 6063 | Al₂O₃, Mg₂Si | 25-40 PPI | Palanquilla de extrusión, filtración por lavado |
| 7xxx (Forjado) | 7075, 7050 | Al₂O₃, MgZn₂ | 40-50 PPI | Máxima exigencia de limpieza |
Consideración especial: Aleaciones de aluminio reciclado
Las piezas fundidas producidas a partir de carga de aluminio reciclado suelen tener una carga de inclusiones significativamente mayor que el aluminio primario porque los materiales de desecho introducen óxidos superficiales, revestimientos, lubricantes y contaminación que generan inclusiones durante la fusión. Recomendamos sistemáticamente aumentar el índice PPI del filtro entre 5 y 10 PPI en comparación con las especificaciones de la aleación primaria cuando se utiliza material de carga reciclado, y sustituir los filtros con mayor frecuencia (cada 2-3 coladas en lugar de cada 5-8 coladas) para evitar el bloqueo prematuro del filtro.
Comparación de los filtros cerámicos con otras tecnologías de filtración de aluminio
Los filtros de espuma cerámica no funcionan de forma aislada. Son un componente de un sistema integral de gestión de la calidad de la fusión del aluminio.
Comparación de las tecnologías de filtración y tratamiento del aluminio fundido
| Tecnología | Función principal | Inclusión Eliminación | Eliminación de hidrógeno | Coste de capital | Costes de explotación |
|---|---|---|---|---|---|
| Filtro de espuma cerámica | Eliminación de inclusiones sólidas | Excelente | Mínimo | Muy bajo | Bajo (consumible) |
| Unidad de desgasificación rotativa | Eliminación de H₂ + flotación | Moderado | Excelente | Medio | Bajo-Medio |
| Desgasificación en línea (LARS) | Eliminación de H₂ + flotación | Moderado | Excelente | Alta | Medio |
| Tratamiento de flujos | Eliminación de escorias, química | Bien | Limitado | Muy bajo | Bajo |
| Agitación electromagnética | Control del caudal | Indirecto | Ninguno | Alta | Medio |
| Filtración de lecho profundo | Eliminación de inclusiones sólidas | Excelente | Ninguno | Alta | Alta |
| Asentamiento (tundish) | Sedimentación de partículas gruesas | Limitado | Ninguno | Bajo | Muy bajo |
| Refinamiento del grano | Control de la microestructura | Ninguno | Ninguno | Bajo | Bajo |
La secuencia óptima de tratamiento de fusión
En nuestra experiencia de trabajo con operaciones de fundición de aluminio de primera calidad, la máxima calidad de fundición se consigue mediante un enfoque de tratamiento secuencial de la masa fundida:
- Tratamiento en horno: Adición de fundente y eliminación de escoria en el horno.
- Desgasificación: Desgasificación por impulsor rotativo para eliminar el hidrógeno disuelto y las inclusiones flotantes.
- Liquidación: Breve periodo de retención para permitir que las inclusiones flotantes alcancen la superficie.
- Descremada: Eliminación manual o automática de la escoria de la superficie fundida.
- Trasvase y filtración: El filtro de espuma cerámica colocado en el sistema de compuerta captura las inclusiones finas restantes durante la colada.
Cada etapa se centra en un aspecto diferente de la calidad de la masa fundida. La filtración cerámica es el último paso y el más preciso: elimina lo que las etapas anteriores no consiguen, en particular las partículas finas de óxido y los fragmentos de bifilamento que la desgasificación y el desnatado no pueden capturar.
Normas de calidad y ensayos para filtros de fundición de aluminio
Normas aplicables a los filtros cerámicos de fundición de aluminio
| Estándar | Organización | Alcance |
|---|---|---|
| GB/T 25139-2010 | Norma nacional china | Filtros de espuma cerámica para fundición de aleaciones de aluminio |
| ASTM B594 | ASTM Internacional | Limpieza de las aleaciones de aluminio forjado |
| ISO 8840 | ISO | Productos refractarios - mortero para juntas (carcasa de filtro) |
| EN 1371-1 | Norma europea | Pruebas de líquidos penetrantes para piezas moldeadas |
| ASTM E1245 | ASTM Internacional | Análisis de inclusión de fundiciones de acero (adaptable para Al) |
| AMS 2175 | SAE Aeroespacial | Clasificación de las piezas moldeadas y requisitos de inspección |
| NADCA 305 | Asociación Norteamericana de Fundición a Presión | Normas de limpieza de la fundición de aluminio |
Protocolo de pruebas de aceptación de filtros
Para aplicaciones críticas de fundición de aluminio - aeroespacial, sistemas de seguridad de automoción, dispositivos médicos - la inspección del filtro de entrada debe incluir:
Inspección visual (100% de filtros):
Examine todas las caras y bordes del filtro para detectar grietas, revestimiento cerámico incompleto (zonas de espuma desnuda), poros cerrados y contaminación visible. Todo filtro que presente grietas de cualquier tamaño debe ser rechazado. Las zonas de revestimiento parcial de más de 5 mm × 5 mm son motivo de rechazo en aplicaciones críticas.
Comprobación dimensional (muestra 5-10%):
Mida la longitud, la anchura, el grosor y la escuadra (ángulo de esquina) con respecto a las tolerancias del plano. Tolerancias típicas aceptables: ±2 mm en longitud y anchura, ±1 mm en espesor.
Consistencia del peso (muestra 5-10%):
El peso del filtro se correlaciona con la densidad del revestimiento cerámico y la consistencia de la estructura porosa. Los valores atípicos de peso significativos (>±10% de la media del lote) indican incoherencias de fabricación.
Ensayo de compresión (muestra 1-2% o según AQL acordado):
Las pruebas de resistencia a la compresión en frío confirman una resistencia adecuada a la manipulación y la calidad de la cerámica.
Trazabilidad de los lotes:
Exija números de lote y fecha de fabricación en todos los envíos de filtros. Vincule los registros de producción a piezas de fundición específicas para una trazabilidad completa de la cadena de suministro en aplicaciones aeroespaciales.
Consideraciones sobre abastecimiento y compras en 2026
Panorama del mercado y principales proveedores
El mercado mundial de filtros de espuma cerámica sigue creciendo en 2026, impulsado por la expansión del contenido de aluminio en automoción (carcasas de baterías de vehículos eléctricos, componentes estructurales, piezas de gestión térmica) y los estrictos requisitos de calidad de los clientes aeroespaciales. El mercado está segmentado entre:
Proveedores de primer nivel: Fabricantes con integración vertical completa, desde la materia prima hasta el filtro acabado, con certificación ISO 9001, capacidad dedicada a I+D y asistencia técnica para aplicaciones. Los productos llevan documentación completa y son adecuados para aplicaciones aeroespaciales y de seguridad crítica.
Proveedores de nivel 2: Fabricantes que producen calidades estándar a precios competitivos, adecuadas para aplicaciones industriales y de automoción no críticas para la seguridad.
Distribuidores regionales: Almacenamos tamaños estándar de múltiples fabricantes, ofreciendo una entrega rápida pero un soporte técnico y una documentación de trazabilidad limitados.
Precios de referencia (abril 2026)
| Tamaño del filtro | Grado PPI | Material | Precio unitario aproximado (USD) |
|---|---|---|---|
| 50 × 50 × 22 mm | 20 PPI | Alúmina | $0,12-0,35 |
| 75 × 75 × 22 mm | 20 PPI | Alúmina | $0,25-0,60 |
| 100 × 100 × 22 mm | 20 PPI | Alúmina | $0,45-1,10 |
| 100 × 100 × 22 mm | 30 PPI | Alúmina | $0,55-1,30 |
| 150 × 150 × 22 mm | 30 PPI | Alúmina | $1.20-2.80 |
| 200 × 200 × 25 mm | 30 PPI | Alúmina | $2.50-5.50 |
| 100 × 100 × 22 mm | 40 PPI | Alúmina de gran pureza | $0,90-2,20 |
Los precios son indicativos y varían significativamente en función del volumen de pedidos, la región del proveedor y las condiciones del mercado de materias primas en 2026.
Preguntas clave a los proveedores
- Cuál es el contenido de Al₂O₃ de su material filtrante, verificado mediante pruebas de FRX?
- ¿Proporcionan certificados de conformidad de lotes específicos con cada envío?
- ¿Cuál es la consistencia entre lotes en la distribución del tamaño de los poros?
- ¿Cuál es su temperatura máxima de servicio verificada mediante pruebas (no estimada)?
- ¿Puede facilitar datos sobre la resistencia al choque térmico de su calidad de alúmina?
- ¿Cuáles son las cantidades mínimas de pedido para las tallas estándar y personalizadas?
- ¿Cuál es su plazo de entrega estándar para tamaños estándar y dimensiones personalizadas?
- ¿Ofrecen muestras de prueba antes de comprometerse a un acuerdo de suministro de producción completa?
Análisis del coste total de propiedad
El precio unitario de un filtro cerámico representa una pequeña fracción del impacto económico total de la decisión de filtración. Una evaluación más precisa de la adquisición incluye:
Coste sin filtración (estimación anual para una fundición de automóviles de tamaño medio):
- Chatarra de fundición relacionada con la inclusión: 3-8% del valor de producción.
- Rechazo de mecanizado por inclusiones subsuperficiales: 1-3% del valor de producción.
- Reclamaciones de garantía por fallos sobre el terreno: muy variables pero potencialmente significativas.
- Prima al cliente por la certificación de calidad: se pierden ingresos sin la cualificación de la filtración.
Coste con filtración cerámica:
- Coste de los consumibles del filtro: normalmente 0,5-2,0% del valor de producción de la colada.
- Valor neto de mejora de la calidad: 3-10 veces el coste del filtro sólo en reducción de chatarra.
Este argumento económico justifica sistemáticamente la inversión en filtración cerámica incluso para las piezas fundidas de aluminio de valor relativamente bajo cuando la métrica de comparación es el coste total y no el precio unitario del filtro.
Preguntas más frecuentes (FAQ)
P1: ¿De qué está hecho un filtro cerámico para fundición de aluminio?
La mayoría de los filtros cerámicos para fundición de aluminio están hechos de óxido de aluminio (Al₂O₃), comúnmente llamado alúmina, en una estructura de espuma reticulada de celdas abiertas. El filtro se fabrica recubriendo una plantilla de espuma de poliuretano con una lechada cerámica a base de alúmina, quemando después la espuma y sinterizando la cerámica a 1400-1600°C. El resultado es un cuerpo cerámico poroso y rígido, térmicamente estable y químicamente compatible con el aluminio fundido a temperaturas de fundición. Los grados de alúmina de alta pureza (90%+ Al₂O₃) se especifican para aplicaciones aeroespaciales y estructurales críticas.
P2: ¿Cómo sé qué tamaño de filtro cerámico debo utilizar para la fundición de aluminio?
El dimensionado de los filtros implica dos cálculos independientes. En primer lugar, se calcula el área frontal necesaria en función de la masa metálica, el tiempo de llenado y el caudal máximo para el grado PPI elegido (normalmente, 0,3-0,5 kg/cm²/segundo para filtros de alúmina de 20 PPI en aluminio). En segundo lugar, confirme que el tamaño de filtro estándar seleccionado proporciona una presión de carga adecuada para un cebado fiable comprobando que la carga metalostática disponible supera la presión de cebado para ese grado PPI. La mayoría de las fundiciones utilizan filtros de 100×100 mm o 150×150 mm para las piezas moldeadas estructurales de automoción, y de 200×200 mm para las piezas moldeadas por gravedad de gran tamaño.
P3: ¿Se pueden utilizar filtros cerámicos en la fundición a presión de aluminio?
Los filtros de espuma cerámica estándar no pueden soportar las presiones y velocidades de inyección de metal utilizadas en la fundición a alta presión (HPDC), que funciona a una presión de inyección de 30-150 MPa. Cualquier estructura de espuma cerámica se fracturaría instantáneamente en estas condiciones. La gestión de la calidad del aluminio en HPDC se basa en sistemas de vacío, perfiles de inyección optimizados y desgasificación de la carga de aluminio. Los filtros cerámicos son adecuados para la fundición a presión por gravedad, la fundición a baja presión (LPDC), el molde semipermanente, la fundición a la cera perdida y la fundición en arena de aluminio.
P4: ¿Con qué frecuencia deben sustituirse los filtros cerámicos durante una colada de aluminio?
Los filtros cerámicos para la fundición de aluminio son consumibles de un solo uso: un filtro por colada o por molde en utillaje multicavidad. No se recomienda intentar reutilizar un filtro después de un ciclo de colada porque los poros del filtro están al menos parcialmente cargados de inclusiones capturadas y la estructura del filtro puede estar parcialmente degradada. La reutilización liberaría las inclusiones capturadas en la siguiente colada. La justificación económica del uso único es sencilla: el coste del filtro suele ser una fracción del uno por ciento del valor de la colada.
P5: ¿Qué ocurre si un filtro cerámico se agrieta durante el vertido del aluminio?
Si un filtro cerámico se agrieta durante el vertido, pueden entrar fragmentos de cerámica en la cavidad del molde y quedar atrapados en la colada solidificada. Esto crea un modo de contaminación peor que la ausencia total de filtración. Para evitarlo: inspeccione siempre los filtros visualmente antes de instalarlos y rechace cualquier pieza agrietada; asegúrese de que los filtros están completamente secos antes de utilizarlos (la humedad provoca grietas por choque térmico); y utilice filtros con una clasificación adecuada para la temperatura de colada y las condiciones metalostáticas de la cabeza. Los filtros de SiC son más resistentes al choque térmico que los de alúmina, pero no se suelen utilizar para el aluminio debido a problemas de compatibilidad química.
P6: ¿Cuál es la diferencia entre los filtros cerámicos de 20 PPI y 30 PPI para aluminio?
El número PPI se refiere al número de poros por pulgada lineal en la estructura del filtro. Un filtro de 20 PPI tiene aberturas de poro más grandes (aproximadamente 1,2-1,5 mm de diámetro) con menor resistencia al flujo y una eficacia de captura de inclusión moderada. Un filtro de 30 PPI tiene aberturas de poro más pequeñas (aproximadamente 0,7-0,9 mm de diámetro), mayor resistencia al flujo y una eficacia de captura de inclusiones significativamente mayor, especialmente para inclusiones finas en el rango de 10-50 micras. Para las piezas fundidas de aluminio estructural en las que las propiedades mecánicas son importantes, 30 PPI ofrece resultados notablemente mejores que 20 PPI, con una elongación y una vida útil a la fatiga mejoradas en pruebas comparativas publicadas.
P7: ¿Los filtros cerámicos para aluminio eliminan el gas hidrógeno?
Los filtros de espuma cerámica no eliminan directamente el hidrógeno disuelto del aluminio fundido. La eliminación del hidrógeno requiere un tratamiento de desgasificación mediante un equipo de desgasificación de impulsor rotativo con gas inerte (argón o nitrógeno). Sin embargo, los filtros cerámicos contribuyen indirectamente a la reducción de la porosidad del hidrógeno mediante la eliminación de inclusiones de óxido que sirven como sitios de nucleación para la precipitación de burbujas de hidrógeno durante la solidificación, y mediante la amortiguación de la turbulencia que de otro modo incorporaría hidrógeno adicional derivado de la humedad en la masa fundida durante el vertido. Para una calidad completa de la masa fundida, la filtración cerámica y la desgasificación deben utilizarse conjuntamente.
P8: ¿Cómo deben almacenarse los filtros cerámicos para la fundición de aluminio?
Almacene los filtros de espuma cerámica en su embalaje original en un entorno de almacén seco a temperatura ambiente, lejos de fuentes de humedad, incluida la condensación del suelo. Una humedad relativa superior a 70% puede provocar una adsorción de humedad en la superficie que provoque un choque térmico durante el contacto inicial con el metal. No apile las cajas de filtros a más de 5-6 alturas para evitar daños por compresión en los filtros inferiores. Evite la exposición a aceites, lubricantes o vapores químicos que puedan contaminar la superficie del filtro e interferir con la humectación del metal. En condiciones de almacenamiento adecuadas, los filtros de espuma de alúmina estándar tienen una vida útil práctica de 18-24 meses.
P9: ¿Están regulados medioambientalmente los filtros cerámicos para la fundición de aluminio?
Los filtros de espuma cerámica usados procedentes de operaciones de fundición de aluminio se clasifican como residuos industriales sólidos en la mayoría de las jurisdicciones. Contienen inclusiones residuales de aluminio solidificado dentro de la estructura cerámica. En los marcos normativos estándar (Directiva Marco de Residuos de la UE, RCRA de EE.UU., normativa medioambiental china vigente hasta 2026), estos filtros usados son residuos sólidos no peligrosos y pueden eliminarse en vertederos industriales autorizados. Algunas fundiciones recuperan el aluminio metálico de los filtros usados mediante un procesamiento secundario. El material cerámico en sí es químicamente inerte y no lixivia sustancias reguladas.
Q10: ¿Se pueden personalizar los filtros cerámicos para configuraciones inusuales de fundición de aluminio?
Sí, los principales fabricantes ofrecen filtros de espuma cerámica con dimensiones, formas e incluso grados de PPI personalizados. Los requisitos personalizados más comunes incluyen formas redondas u ovaladas para carcasas de filtros específicas, secciones transversales trapezoidales para geometrías de canal cónico y orificios o muescas para características de retención mecánica. Las cantidades mínimas de pedido para formas personalizadas suelen ser a partir de 500-2000 piezas, con un plazo de entrega de 6-12 semanas para el utillaje inicial y la primera tirada de producción. En el caso de las bocas de colada de palanquilla de aluminio, se dispone de sistemas de cassette de filtro personalizados que incorporan elementos filtrantes estándar en diseños de carcasa personalizados.
Conclusión
Los filtros cerámicos para la fundición de aluminio representan una de las mejoras de calidad más sencillas y probadas de que disponen las fundiciones de aluminio y las operaciones de fundición. La física de la captura de inclusiones, la química de la afinidad entre la alúmina y la alúmina, y décadas de datos de producción apuntan a la misma conclusión: un filtro de espuma cerámica de alúmina correctamente especificado, colocado correctamente en un sistema de compuertas bien diseñado, ofrece mejoras mensurables y constantes en la limpieza de la colada, las propiedades mecánicas, la calidad de la superficie y la consistencia dimensional.
Las orientaciones prácticas de este exhaustivo estudio se reducen a unos pocos principios clave: adecuar el material filtrante a la composición química de la aleación; calcular en lugar de estimar el tamaño de filtro necesario; especificar el grado de PPI en función de los requisitos reales de limpieza en lugar de minimizar los costes; diseñar asientos de filtro que eliminen el flujo de derivación; e integrar la filtración como un componente de un sistema completo de tratamiento de la masa fundida que incluya también la desgasificación y un desnatado eficaz.
En AdTech, apoyamos las operaciones de fundición de aluminio desde la especificación del material hasta el diseño de la instalación y la resolución de problemas de producción. El hallazgo consistente en diversas aplicaciones de fundición es que la inversión en una correcta filtración cerámica se amortiza con la reducción de desechos, la mejora de la consistencia de las propiedades y la capacidad de suministrar piezas de calidad certificada a los clientes que exigen una limpieza documentada de la masa fundida. Para cualquier operación de fundición de aluminio en la que la calidad sea importante, la filtración cerámica es el lugar adecuado para empezar.
