A アルミ鋳造用セラミックフィルター は、アルミニウム鋳造鋳型のゲートシステム内に配置され、鋳型キャビティに充填される前に溶融アルミニウムから非金属介在物、酸化膜、巻き込まれたガスを物理的に除去する、多孔質の高温耐火性部品であり、最も一般的には網状発泡構造のアルミナ(Al₂O₃)から製造される。このフィルターは、機械的ふるい分け、曲がりくねった経路の深さによるろ過、アルミナフィルター表面と溶融アルミナ系介在物との間の化学的付着によって、有害な粒子を捕捉します。測定可能な結果は、フィルターなしの製造と比較して、引張強度、伸び、耐疲労性、表面品質が大幅に改善された、よりクリーンなアルミニウム鋳物です。.
あなたのプロジェクトがアルミナセラミックフォームフィルターの使用を必要とする場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
この結論は机上の空論ではありません。私たちは、自動車、航空宇宙、および工業用鋳造部門のアルミニウム鋳造作業における濾過性能データを、多くの生産サイクルにわたって追跡してきましたが、そのパターンは一貫しています。適切に指定され、設置されたセラミックフィルターは、介在物関連の鋳造スクラップを 40 ~ 80% 削減し、気孔率面積率を最大 75% 削減し、A356 や A357 などの構造用合金において破断伸びを 50 ~ 80% 改善します。機械的特性の仕様が譲れないアルミニウム鋳造工程 (エンジン部品、サスペンション部品、航空機構造鋳物) では、セラミック濾過は工程オプションではありません。これはプロセス要件です。.
なぜ溶融アルミニウムにろ過が必要なのか?
アルミニウムは、一般的な工業用途で最も化学反応性の高い構造金属のひとつです。液体アルミニウムが酸素と接触する瞬間(溶解、合金化、移送、注湯の間に連続的に起こる)、酸化アルミニウム(Al₂O₃)が自発的に、ほとんど瞬時に形成されます。この熱力学的現実は、すべてのアルミニウム鋳造作業が、プロセス自体の自然な副産物として酸化物介在物を生成することを意味します。.
こちらもお読みください: セラミック・フォーム・フィルターとは?
課題は、酸化物の形成を完全になくすことではありません。それは標準的な大気圧鋳造環境では物理的に不可能である。課題は、これらの酸化物やその他の非金属粒子が凝固した鋳物の内部に閉じ込められ、応力集中点として作用し、有効な耐荷重断面積が減少し、繰り返し荷重下で疲労亀裂が発生するのを防ぐことです。.
アルミニウム溶湯中の介在物の発生源
溶融アルミニウム中の非金属介在物は、複数の同時発生源に由来する:
酸化膜(バイフィルム):
乱流注湯中に溶融アルミニウムの表面酸化皮膜が融液中に折り返されると、バイフィルムと呼ばれる二重層の酸化皮膜構造が形成される。これは、2つの酸化皮膜が互いに結合せず、内部に非結合界面を形成して疲労寿命を著しく低下させるため、特に有害である。バーミンガム大学のジョン・キャンベル教授の研究により、バイフィルムがアルミニウム鋳造の機械的特性のばらつきの主な原因であることが立証されました。この発見は、乱流制御とろ過の重要性に対する業界の見方を根本的に変えました。.
酸化アルミニウム粒子:
サブミクロンから数百ミクロンまでの離散的なAl₂O₃粒子は、溶融物表面および乱流中に連続的に形成される。これらは時間の経過とともに融液中に蓄積し、除去されなければ鋳物全体に分布する。.
酸化マグネシウムとスピネル:
マグネシウムを含むアルミニウム合金(A356、5xxxシリーズなど)は、MgOおよびMgAl₂O₄スピネル介在物を形成する。これらは純粋なアルミナ介在物よりも硬く、角が立っているため、構造用合金では特に有害である。.
耐火性侵食製品:
炉の内張り、ランダー、移送取鍋、ランナーシステムから剥離した材料は、移送チェーン全体を通して溶融物を汚染する。.
巻き込まれた水素ガス:
溶存水素は固体の介在物ではありませんが、アルミニウム鋳物の気孔の主な原因です。溶存水素は、炉の雰囲気中の水分、濡れたスクラップ、工具の汚染を通して溶湯に侵入します。凝固中、水素は気泡として析出し、鋳物構造を弱める気孔を形成します。セラミックフォームフィルターは、大気中の水分を引き込む乱流を低減し、気孔率の核となる酸化膜を物理的に除去することで、水素管理に貢献します。.
砂とドロス
砂型鋳造作業では、金属流による鋳型砂の浸食によって、シリカや結合砂の介在物が生成される。ドロス(酸化物が混じった部分凝固金属)は、注湯中に取鍋表面から巻き込まれることがある。.
従来のゲート設計だけでは不十分な理由
低速ランナー、セラミックファイバースリーブ、およびスラグトラップを備えた優れた設計のゲートシステムは、設計が不十分なシステムと比べて介在物レベルを大幅に低減します。しかし、濾過のない最良のゲート設計であっても、現代のセーフティクリティカルなアルミニウム鋳物に要求される介在物の清浄レベルを達成することはできません。その理由は単純で、最も注意深く設計されたランナーの流速でさえ、酸化膜を折り畳むことができる乱流を依然として発生させ、幾何学的設計の如何にかかわらず、注湯サイクル全体を通じて発生する連続的な酸化物の形成を排除することができないからである。.
セラミック濾過は、融液中にすでに存在する粒子の物理的捕獲という、根本的に異なるメカニズムを追加するものであり、フロー設計と競合するのではなく、むしろそれを補完するものである。.
アルミニウム用セラミックフィルターの実際の効果は?
アルミニウム鋳造で使用されるセラミックフォームフィルターのろ過物理学には、異なる粒子径スケールで作用する3つの同時メカニズムが含まれる。.
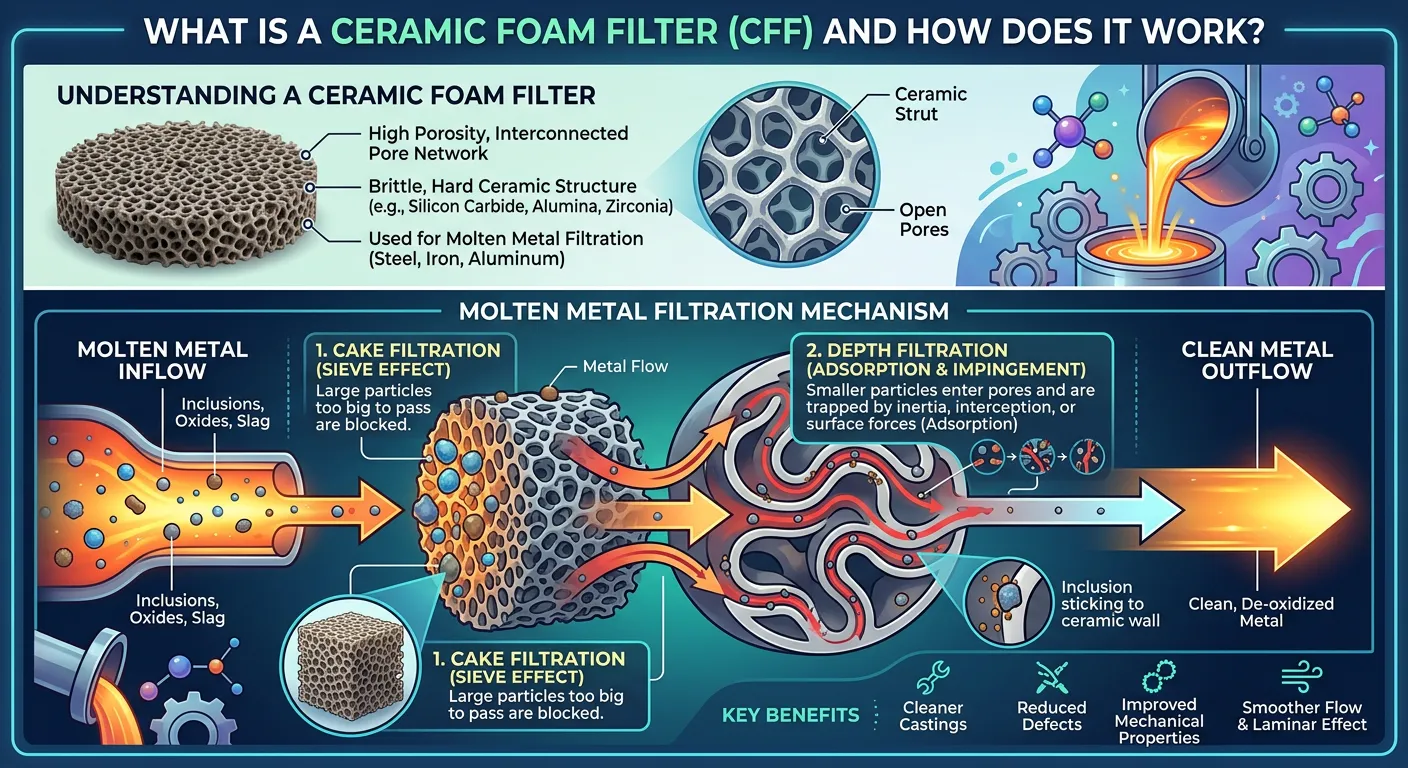
メカニズム1:表面ケーキろ過
大きな介在物(通常100ミクロン以上)は、サイズ排除によってフィルターの上流面で物理的にブロックされます。これらの粒子がフィルター面に蓄積すると、フィルターケーキ層が形成され、有効孔開口部が徐々に狭くなり、元のフィルター孔径が許容するよりも小さな介在物を捕捉し始めます。このケーキ形成効果は、金属がフィルターを通過するにつれてフィルターが実際に効率的になることを意味し、注湯の前半よりも後半で最高の効率が達成される。.
これは重要な実用的意味合いである。生産工程では、フィルターケーキがまだ完全に発達していないため、一連の鋳造の中で初期に注湯された鋳物は、後に注湯された鋳物よりも介在物含有率がわずかに高くなる可能性がある。.
メカニズム2:曲がりくねった経路の奥行き濾過
このメカニズムが、セラミック発泡フィルターを、より単純なメッシュやスクリーンの代替品と最も明確に区別している。発泡フィルタの不規則で三次元的に連結した孔構造により、溶融アルミニウムはフィルタ本体を通過する連続的に変化する非直線的な経路をたどります。流れ方向が変わるたびに、慣性力によって浮遊介在物粒子は湾曲した流路をたどらず、最も近いセラミック支柱表面に向かって運ばれます。.
任意の方向転換で包含粒子がセラミック支柱表面に接触して付着する確率は、粒子径、流速、セラミック表面の物理的特性の関数です。統計的には、フィルターの全厚さ(通常22~25mm)で方向転換を繰り返すと、公称開口サイズが同等の単純なメッシュフィルターをそのまま通過する10~50ミクロンの範囲の粒子が捕獲されます。.
メカニズム3:化学的接着(アルミナ同士の親和性)
フィルターのアルミナセラミック表面は、アルミニウム合金の最も一般的な介在物タイプである酸化アルミニウム粒子およびフィルムと化学的な共通性を持っています。この化学的類似性は、介在物とフィルター支柱表面との間の優先的な濡れと付着を促進する。介在物が低相対速度でアルミナ表面に接触すると、界面エネルギー条件は、剥離よりもむしろ付着に有利となる。.
この化学的親和性が、アルミナ・セラミック・フォーム・フィルターが、炭化ケイ素や他の非酸化物セラミック・タイプのアルミニウム濾過に勝る主な理由である。.
プライミングとウェッティングの役割
濾過を開始する前に、フィルターを「下塗り」する必要があります。アルミニウム溶融物が表面張力に打ち勝ち、セラミック表面を濡らして、細孔ネットワークを通る流れを開始させなければなりません。必要なプライミング圧力は、溶融アルミニウムとセラミック表面の接触角、フィルターの孔径(孔径が小さいほど高いプライミング圧力が必要)、および温度によって異なります。.
アルミ鋳造の標準的なアルミナセラミック発泡フィルター用:
- プライミング圧力:アルミヘッド約50~120mm(金属静圧)。.
- 接触角(Al₂O₃上のAl):一般的な注湯温度で約70~85°。.
- 濡れ性は、より高い金属温度と、より清浄な(より低い酸化物)溶融物の表面張力によって向上する。.
このようなプライミング要件があるため、ゲーテ ィング・システムの設計では、フィルター位置で適切な ヘッド圧を確保する必要があります。ヘッド圧が不十分な場合、プライミングが不完全になり、フィルターを部分的に流れ、金型が誤充填する可能性があります。.
アルミ鋳造に使用されるセラミックフィルターの種類
アルミニウムの鋳造作業では、主に3種類のセラミック・フィルターが使用されており、それぞれ構造的特徴、ろ過メカニズム、用途適性が異なっている。.
セラミックフォームフィルター(CFF)
アルミ鋳造用フィルターの主流タイプで、世界のアルミ鋳造業界におけるフィルター消費量の大部分を占める。三次元網状構造により、上記のような蛇行経路の濾過メカニズムを実現し、微細な介在物の除去に最も効果的な選択肢となっている。.
構造: ポリマーフォームレプリカ法により製造された、球状の気孔が連なったオープンセルフォーム。.
ろ過効率: 利用可能なフィルタータイプの中で最高。.
流動抵抗: 中程度(同等の公称孔径で押し出しタイプより高い)。.
温度制限: 標準的なアルミナ・グレードでは約1100℃まで。.
PPIの範囲: アルミニウム用途では10~60 PPI。.
押出セラミックフィルター(ハニカムフィルター)
セラミック・ペーストを金型を通して押し出すことによって製造されるこのフィルターには、ハニカムパターンに配置された平行な直線チャンネルがあります。発泡フィルターとは異なり、蛇行した経路での濾過は行わず、金属は流路を直線的に流れます。.
構造: まっすぐな平行チャンネル、四角形または六角形の断面。.
ろ過効率: フォームタイプ(表面ふるい分けのみ)より低い。.
流動抵抗: 同等の開口サイズでフォームフィルターより低い。.
最高のアプリケーションだ: 圧力損失が主な制約となる高流量鋳物。.
セラミック繊維フィルター
繊維状のセラミック織物で、通常はアルミナ-シリカ繊維を布状に織ったもので、主に非重要部品の低圧ダイカストや重力鋳造における粗いスラグの除去に使用される。.
構造: 繊維で織られたマット。.
ろ過効率: 3タイプの中で最も低い。.
流動抵抗: 非常に低い
温度制限: 約900℃まで。.
最高のアプリケーションだ: 簡単な流量制御、非臨界用途での粗いスラグ保持。.
アルミ鋳造用フィルタータイプの比較
| フィルタータイプ | 濾過メカニズム | 包含サイズ | 相対効率 | 圧力降下 | 一般的なコスト |
|---|---|---|---|---|---|
| セラミック・フォーム(CFF) | 曲がりくねった道+ケーキ | 10-500ミクロン以上 | 最高(参考) | 中程度 | ミディアム |
| 押出ハニカム | 表面ふるい分けのみ | 100ミクロン以上 | CFFの30-50% | 低い | ロー・ミディアム |
| 織物マット | 表面ふるい分けのみ | 200ミクロン以上 | CFFの10-25% | 非常に低い | 低い |
| CFF+ファイバーの組み合わせ | どちらのメカニズムも | 5-500ミクロン以上 | 最高の可能性 | より高い | ミディアム-ハイ |
アルミナセラミック発泡フィルター:業界標準の説明
アルミナ(Al₂O₃)セラミック発泡フィルターは、材料特性、製造拡張性、費用対効果、数十年にわたる生産使用で実証された性能の組み合わせにより、アルミニウム鋳造ろ過の業界標準となっている。.
アルミろ過にアルミナが適している理由
溶融アルミニウム濾過用フィルター材料としてのアルミナの適性は、熱力学的および化学的原理に根ざしている:
溶融アルミニウムの化学的安定性:
アルミナは、鋳造温度(680~800℃)で溶融アルミニウムと接触しても熱力学的に安定である。アルミナはアルミニウム溶湯に溶解せず、鋳造を汚染するような新しい相を形成する反応もせず、合金組成や機械的特性に影響を与えるような化学種を放出しません。.
マッチド・インクルージョン・ケミストリー
アルミニウム合金中の主な介在物は、様々な形態の酸化アルミニウムである。アルミナフィルター表面は、前節で説明した接着メカニズムを促進する同じ基本的な化学的性質を共有しています。他の一般的な耐火物で、このように化学的性質が一致した利点があるものはありません。.
十分な温度能力:
標準的なアルミナフォームフィルターの使用温度は1100℃であり、ほとんどの合金の最高アルミニウム注湯温度約800℃を余裕で上回る。.
制御された気孔率と気孔構造:
このアルミナ・セラミック・システムにより、メーカーはスラリー調製と焼結の際に、孔径分布、総気孔率、支柱の厚さを正確に制御することができ、大量生産において一貫した再現性のある性能を持つフィルターの製造が可能になる。.
アルミナフォームフィルターの物理的構造
アルミナセラミック発泡フィルターを顕微鏡で観察すると、複雑な3次元のネットワークが見える:
- セラミック製ストラット: 直径0.1~0.5mmの固形アルミナの「骨格」。.
- 毛穴の窓: 隣接する孔をつなぐ開口部で、通常は公称孔径の40~60%。.
- ノード 複数の支柱が合流する接合点で、やや厚みのある構造要素を形成する。.
- 全空洞容積: フィルター体積の75-90%はオープンスペース(空隙率)です。.
この高い気孔率が、曲がりくねった経路にもかかわらず、溶融アルミニウムが許容できる速度でフィルター内を流れることを可能にし、一方で支柱網の高い比表面積が介在物捕獲のための広い面積を提供する。.
アルミナフォームフィルター製造 品質要因
アルミナセラミックフォームフィルターの性能は、いくつかの段階における製造品質に決定的に依存する:
スラリーの均質性:
含浸中の不均一なスラリー分布により、発泡テンプレート支柱上にセラミックコーティングが厚い領域と薄い領域が生じる。厚い領域は有効孔径を小さくし、薄い領域は熱衝撃で破壊しやすい弱い支柱を作る。.
焼結温度の一貫性:
焼結不足のアルミナは支柱強度が不十分で、使用中にセラミック粒子が溶融物中に流出する可能性がある。過剰焼結アルミナは表面の孔を塞ぎ、介在物を捕捉するための比表面積を減少させる可能性がある。フィルターの全バッチにわたって窯の温度を厳密に管理すること(±15℃)は、高品質の製造の証です。.
毛穴の均一性:
フィルター面のセルサイズに大きなばらつきがあるフィルターは、最大の孔を通る優先流路を作り、最高のろ過効率を提供する小さな孔をバイパスします。プレミアム・メーカーは、±10-15%のセルサイズ均一性を達成しています。.
アルミニウムろ過のPPI格付け:適切なグレードの選択
ポア・パー・インチ(PPI)は、アルミ鋳造フィルターにとって唯一最も重要な仕様パラメータであり、濾過効率と金属流動抵抗のバランスを直接支配します。.
アルミニウム鋳造に利用可能なPPI等級
| PPI格付け | おおよその孔径 | ろ過レベル | メタルフロー抵抗 | 推奨用途 |
|---|---|---|---|---|
| 10 PPI | 2.5-3.0 mm | 粗目のみ | 非常に低い | 大型砂型鋳物、非構造部品 |
| 15 PPI | 1.8-2.2 mm | 粗目-中目 | 低い | 一般重力鋳造、インゴット製造 |
| 20 PPI | 1.2-1.5 mm | ミディアム | 低・中程度 | 自動車用非安全部品、ハウジング |
| 25 PPI | 0.9-1.1 mm | ミディアム-ハイ | 中程度 | 自動車構造部品、A356用途 |
| 30 PPI | 0.7-0.9 mm | 高い | 中・高 | 航空宇宙構造、セーフティクリティカルな自動車 |
| 40 PPI | 0.5-0.65 mm | 非常に高い | 高い | プレミアム航空宇宙、医療機器鋳物 |
| 50 PPI | 0.4-0.5 mm | 商用最大 | 非常に高い | 超合金相当の清浄度要件 |

PPIの選び方:実践的な決定プロセス
私たちは、重力鋳造、低圧鋳造、半永久的鋳型鋳造の各プロセスで機能する、アルミ鋳造フィルターPPI選択のためのわかりやすい決定プロセスを開発しました:
ステップ1:清浄度仕様を定義する:
鋳造仕様で要求される介在物レベルは?ASTM B594の介在物評価?特定のK値(減圧試験)限界?疲労寿命の下限?清浄度目標が最低PPI要求の原動力となります。.
ステップ2:利用可能なヘッド圧を計算する:
ゲートシステム内のフィルター位置で利用可能な静水圧ヘッドを測定または計算する(単位:アルミニウムmm)。これを、選択した PPI グレードのプライミング圧力要件と比較する。使用可能なヘッドに限界がある場合は、PPIグレードを1つ下げ、フィルター面積を増やして補正します。.
ステップ3:必要なフィルター面の面積を計算する:
キャスティングの総重量(kg)を充填時間(秒)と選択されたPPIグレードの推奨最大流量で割ります。これにより、フィルター面の最小面積(cm²)が得られます。.
ステップ4:標準フィルターサイズを選択する:
標準フィルターシート工具に適合する正方形または長方形の形式を優先して、計算された最小面積を満たすか超える最小の標準フィルター寸法を選択する。.
ステップ5:トライアルキャスティングで検証する:
新しい用途の場合、選択したフィルターで試運転を行 い、鋳物断面を金属組織学的に評価する。試験鋳造で観察された介在物レベルに基づいて、PPIを上下に調整する。.
技術特性と性能仕様
購買チームとエンジニアリングチームは、標準化された測定可能な一連の特性に照らしてセラミックフィルターを評価する必要があります。下の表は、主要な技術パラメータとその重要性を示しています:
物理的および構造的特性
| プロパティ | 試験方法 | 典型的な範囲(アルミナCFF) | 意義 |
|---|---|---|---|
| かさ密度 | ISO 5017 | 0.28-0.42 g/cm³ | 密度が低い=空隙率が高い=流れが良い |
| 全空隙率 | アルキメデス法 | 75-90% | 流動抵抗に直接影響する |
| 比表面積 | BET法 | 0.3-1.2 m²/g | 面積が広い=包含捕獲地点が多い |
| 冷間圧縮強さ | ASTM C133 | 0.8-2.5 MPa | 耐取り扱い性、設置安全性 |
| 孔径の均一性 | セルカウント法 | 公称PPIの±15% | 流量分布の一貫性 |
| Al₂O₃含有量 | 蛍光X線分析 | 85-99% | 純度が高い=化学的安定性が高い |
熱特性
| プロパティ | 値の範囲 | 備考 |
|---|---|---|
| 最高使用温度 | 1050~1100℃(標準) | アルミ注湯範囲よりかなり上 |
| 耐熱衝撃性 | 3~6回の急速サイクル(室温~1000) | 注湯開始の完全性にとって重要 |
| 熱伝導率 | 0.3-0.8 W/m-K | 低い導電率が温度損失を抑える |
| 熱膨張係数 | 7-9 × 10-⁶ /°C | フィルターシートの設計で考慮しなければならないこと |
ろ過性能指標
K値(減圧試験):
K値は、減圧条件下で凝固した試料の密度を測定することで、アルミニウム中の水素に関連した気孔率を定量化したものである。濾過されたアルミニウムのK値は通常1~3であり、同等の条件下で濾過されていない融液のK値は5~15です。.
ビフィルム・インデックス
真空凝固試験から開発された指標で、試料中に存在する酸化物バイフィルムの総面積を定量化する。セラミック濾過は、生産アルミニウム合金において、バイフィルム指数を50-80%減少させる。.
PoDFAの格付け
Prefil-Footprinter分析では、金属1kgあたりmm²単位の定量的な介在物含有量が得られます。プレミアムアルミニウム鋳物では、最大PoDFA値が0.10~0.20 mm²/kgに指定される場合がありますが、これは効果的な脱気と組み合わせた高PPIセラミックフォーム濾過でのみ達成可能です。.
アルミ鋳造フィルターはどのような介在物を除去しますか?
セラミックフィルターが捕捉する特定の介在物の種類を理解することは、エンジニアが濾過投資を正当化し、鋳造欠陥のトラブルシューティングを行うのに役立ちます。.
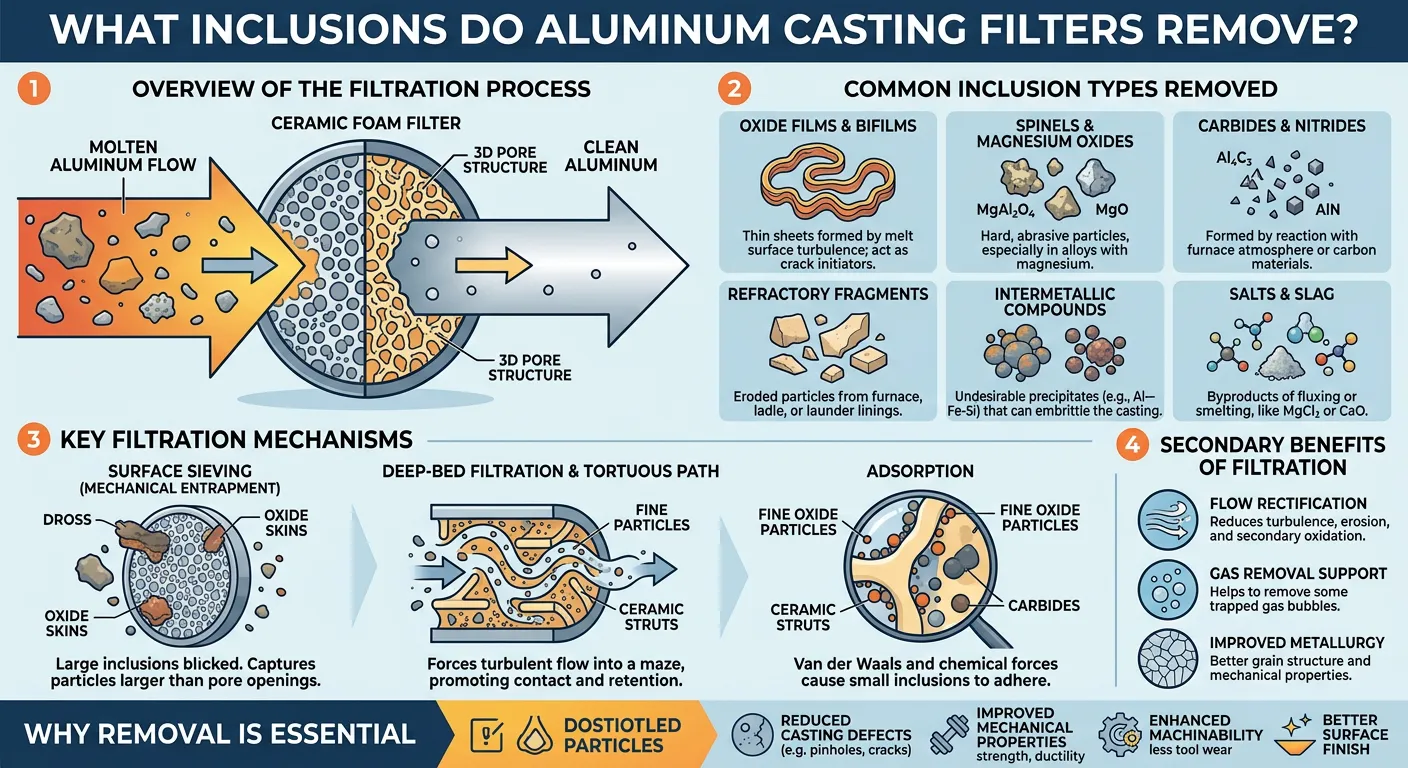
アルミニウム合金の介在物分類
| インクルージョン・タイプ | 構成 | サイズ範囲 | 一次資料 | フィルター捕捉率 |
|---|---|---|---|---|
| アルミナフィルム(バイフィルム) | Al₂O₃ | 0.1~50mm(平面) | 乱流注湯、移送 | 60-85% |
| アルミナ粒子 | α-Al₂O₃、γ-Al₂O₃ | 1-200 μm | 炉の酸化、ドロス | 70-90% |
| スピネル・インクルージョン | MgAl₂O | 5-100 μm | Mg含有合金 | 65-85% |
| 酸化ケイ素粒子 | SiO₂ | 10-500 μm | 鋳型の侵食(砂型鋳造) | 80-95% |
| 鉄の金属間化合物 | Al₃Fe, Al₅FeSi | 10-2000 μm | 鉄汚染 | 60-80% |
| 耐火物の破片 | 様々な | 50-5000 μm | お玉、ランナー侵食 | 90-99% |
| 巻き込まれたドロス | 混合酸化物/金属 | 100-5000 μm | お玉表面の乱流 | 85-95% |
| カーバイド粒子 | アル₄C₃ | 1-50 μm | カーボンツール汚染 | 50-70% |
ビフィルム・インクルージョンの特殊なケース
バイフィルム介在物は、構造用アルミニウム鋳物において最も損傷を与える介在物であり、除去が最も困難であるため、特に注意が必要である。バイフィルムは、折り重なった2つの酸化皮膜層からなり、その間に結合していない界面がある。この結合していない界面は、鋳造組織の既存の亀裂として機能する。.
バイフィルム濾過の課題は、バイフィルムが薄く平面的な構造であるため、流れ方向に沿うことができ、フィルターの下流で再び開く前に、エッジオン方向でフィルターの孔を通過することができることです。このため、フィルターによる乱流減衰、つまり乱流を層流に変換することは、鋳造疲労性能を向上させる上で、直接バイフィルムを捕捉することと少なくとも同じくらい重要である。.
バイフィルム管理に対する最も効果的なアプローチは、セラミックフォーム濾過(捕捉と流れの規則化)と脱ガス(水素除去によりバイフィルム内のガス圧を下げ、バイフィルムを開いた状態に保つ)、およびゲートシステム設計における注入乱流の低減を組み合わせたものである。.
セラミックフィルターがアルミニウム鋳造の機械的特性を向上させる方法
セラミック濾過とアルミニウム鋳物の機械的特性の向上との関連は、広範な発表研究と生産データによって裏付けられている。.
定量化された財産の改善
| 機械的性質 | フィルターなし A356-T6 | 20 PPIフィルター | 30 PPIフィルター | 40 PPIフィルター |
|---|---|---|---|---|
| 極限引張強さ (MPa) | 215 | 235 | 248 | 258 |
| 0.2% 降伏強さ(MPa) | 165 | 172 | 178 | 182 |
| 破断伸度(%) | 4.5 | 5.8 | 7.2 | 8.4 |
| 10⁷サイクルでの疲労強度 (MPa) | 58 | 74 | 88 | 96 |
| シャルピー衝撃エネルギー(J) | 8.2 | 10.4 | 13.1 | 15.3 |
| ブリネル硬度(HB) | 85 | 88 | 90 | 91 |
公表されている冶金学的研究とアドテックの生産モニタリングから集計したデータ(2020-2025年)。.
ろ過で物件散乱が減少する理由
セラミック濾過の商業的に最も重要な利点の1つでありながら、平均的な特性の改善ほど注目されていないのが、特性のばらつき (標準偏差) の低減です。濾過されていないアルミニウム鋳物は、個々の鋳物間および同じ鋳物内の異なる場所間で、介在物のランダムな分布に起因する機械的特性の大きなばらつきを示します。.
濾過は単に平均的な物性を上げるだけでなく、物性の分布をより高い方に圧縮します。このような特性分布の厳格化により、設計者は安全係数を増加させることなく、構造計算においてより高い最小特性値を使用することができ、より軽量な設計(より高い許容特性を使用)またはより信頼性の高い設計(特性異常値の確率の減少を使用)のいずれかを効果的に行うことができます。.
航空宇宙資格認定プログラムでは、このばらつきの低減は、疲労認定要件に合格するための平均値の改善と同じくらい重要であることがよくあります。.
サーフェス・クオリティの向上
セラミック濾過は、内部の機械的特性だけでなく、一貫してアルミニウム鋳物の表面仕上げを次のように改善します:
- 表面下の酸化物インクルージョンによる表面ピッティングの低減。.
- 表面加工後に見える酸化膜の跡を減少させる。.
- 酸化膜のクラスターに伴う局所的な収縮を低減することで、寸法安定性を向上。.
目に見える自動車用途のアルミニウム部品(装飾ホイール、ボディパネル部品)を製造する鋳物工場は、セラミック濾過によって表面欠陥に関連する化粧品不合格率が大幅に減少すると報告している。.
適用方法アルミ鋳造フィルターの設置場所と方法
ゲーティング・システム内でのフィルターの配置は、フィルターの選択と同じくらい重要です。不適切な配置は、最も精密に指定されたフィルターであっても、その性能の利点を否定することになります。.

アルミニウム・ゲーティング・システムにおける標準フィルター位置
ポジション1:スプルーベース(スプルーウェル)
スプルーの底部にフィルターを配置すると、流路の早い段階で介在物を捕捉できますが、フィルターにはどの位置よりも高い衝撃速度がかかります。最初の金属流は最大の運動エネルギーで到達するため、熱衝撃の危険性があり、ランナーがフィルター流をスムーズに受け入れるように設計されていない場合、フィルターの下流で乱流が発生する可能性があります。.
こんな用途に適しています大型鋳物で金属静電ヘッドが大きいもの、堅牢なフィルター等級。.
ポジション2:水平ランナー・バー
アルミ鋳造で最も一般的なフィルター位置。フィルターは、ランナーバーに機械加工または成形されたシートに設置され、通常は専用のフィルター印刷エリアに設置されます。金属はスプルーベースよりも低速で到達し、熱衝撃のリスクを低減します。フィルターは、安定した着座のためにランナー壁と十分な接触面積を持ち、濾過後の層流を維持するために下流のランナー形状を最適化することができる。.
用途ほとんどの重力および低圧アルミニウム鋳造用途。.
ポジション3:インゲートポジション
鋳型キャビティへの最終入口である鋳込み口にフィルターを配置することで、上流で除去された介在物が鋳型に到達する前に融液に再流入することのない流路長を最大にすることができます。しかし、この位置は、利用可能なフィルター面 積が最も小さく(湯口寸法によって制限される)、単位フィルター面積当りの流速が最も高くなる。.
用途金属温度の維持が重要な薄肉鋳物、小型鋳物。.
ポジション4:洗濯中のフィルター(連続鋳造)
アルミニウムのビレットおよびスラブの連続鋳造作業では、セラミック発泡フィルターは、金属を炉または保持容器から鋳型に運ぶトラフである湯道システムに配置されます。このロンダー内ろ過は、包括的な溶融物処理のためにインライン脱ガス装置と組み合わされることがよくあります。.
フィルターシートの設計要件
フィルターシートは、ゲーティングシステム内でフィルターを位置決めし、保持する寸法凹部である。重要な設計パラメータ:
座席の奥行き シートリセスの深さは、フィルターの厚さの50~70%とする。十分な深さがないと、注水中にフィルターが揺れたり動いたりします。.
シールフィット: フィルターエッジとシート壁の間の隙間は、0.5~1.0mmを超えないようにしてください。隙間が大きいと、フィルターエッジの周りに金属が流れ込み、濾過を完全にバイパスしてしまいます。このバイパスの問題は、ほとんどの鋳物工場が認識しているよりも、生産現場でははるかに一般的です。.
川下サポート: フィルター下流のランナーフロアは、水圧による破壊を防止するため、フィルターフェイス面積の少なくとも20~30%にわたってサポートコンタクトを提供しなければならない。.
排気: フィルターシートの下流面には小さなベント開口部(2~3mm)があり、最初のメタル上昇時に閉じ込められた空気を逃がし、フィルターのプライミングを遅らせるエアロックを防ぎます。.
フィルター設置チェックリスト
| ステップ | アクション | 目的 |
|---|---|---|
| プレインストール | フィルターに亀裂や損傷がないか点検する | 断片汚染の防止 |
| プレインストール | フィルターの寸法がシート図面と一致していることを確認する | 適切な座席の確保 |
| プレインストール | フィルターが乾いている(水分がない)ことを確認する | 熱衝撃破壊の防止 |
| インストール | 取り扱い時には清潔な手袋を着用すること | フィルター表面のオイル汚染を防ぐ |
| インストール | フィルターを凹部にしっかりとはめ込む | 注湯中の動きを防ぐ |
| インストール | フィルターエッジにバイパスギャップがないことを確認する。 | すべての金属がフィルターを通過することを確認する |
| プリプール | フィルター上部に十分なヘッド圧があることを確認する | 確実なプライミング |
| ポストポスト | 使用済みのフィルターが含まれているか調べる | 品質モニタリングとプロセス改善 |
アルミニウム合金の適合性と用途別フィルター選択
アルミニウム合金の種類によって、発生する介在物集団の性質が異なるため、フィルター仕様のカスタマイズが必要となる。.
合金と用途別の推奨フィルター
| 合金ファミリー | 代表的な合金 | 主な含有物 | 推奨PPI | フィルターノート |
|---|---|---|---|---|
| Al-Si-Mg(キャスト) | A356、A357、357 | Al₂O₃、MgAl₂O₄。 | 25-40 PPI | 高純度アルミナフィルターが望ましい |
| アル・シ(キャスト) | 319, 380, 413 | Al₂O₃, FeAl₃ | 20-30 PPI | 標準アルミナCFF |
| Al-Cu(キャスト) | 201, 204, 206 | Al₂O₃, CuAl₂ | 30-40 PPI | 高い清浄度が要求される |
| Al-Zn(鋳造) | 712, 713, 771 | Al₂O₃, ZnO | 20-30 PPI | 標準アルミナCFF |
| 1xxx(鍛造) | 1050, 1100 | Al₂O₃フィルム | 30~50 PPI | ビレット鋳造ランダーに使用 |
| 2xxx(鍛造) | 2024, 2014 | Al₂O₃, CuAl₂ | 30-40 PPI | 航空宇宙グレードの清浄度 |
| 5xxx(鍛造) | 5052, 5083 | Al₂O₃, MgO, スピネル | 30-40 PPI | スピネル負荷が高い - フィルター容量をチェック |
| 6xxx(鍛造) | 6061, 6063 | Al₂O₃, Mg₂Si | 25-40 PPI | 押出ビレット、洗濯濾過 |
| 7xxx(鍛造) | 7075, 7050 | Al₂O₃, MgZn₂ | 40-50 PPI | 最高の清浄度要求 |
特別な配慮リサイクル・アルミニウム合金
スクラップ材料は、溶解中に介在物を生成する表面酸化物、コーティング、潤滑剤、および汚染を導入するためです。弊社では、リサイクル・チャージ材を使用する場合、フィルターのPPIレーティングを一次合金の仕様よりも5~10PPI増加させ、フィルターの早期閉塞を防止するために、フィルターの交換頻度を高くする(5~8回の鋳造ごとではなく、2~3回の鋳造ごと)ことを一貫して推奨しています。.
セラミックフィルターと他のアルミニウムろ過技術の比較
セラミックフォームフィルターは単独で作動するものではありません。包括的なアルミニウム溶融品質管理システムの構成要素のひとつなのです。.
アルミニウム濾過と溶融処理技術の比較
| テクノロジー | 主要機能 | 包含除去 | 水素除去 | 資本コスト | 営業費用 |
|---|---|---|---|---|---|
| セラミック・フォーム・フィルター | 固体封入物の除去 | 素晴らしい | 最小限 | 非常に低い | 低い(消耗品) |
| ロータリー脱気装置 | H₂除去+浮遊 | 中程度 | 素晴らしい | ミディアム | ロー・ミディアム |
| インライン脱気(LARS) | H₂除去+浮遊 | 中程度 | 素晴らしい | 高い | ミディアム |
| フラックス処理 | ドロス除去、化学 | グッド | 限定 | 非常に低い | 低い |
| 電磁攪拌 | フロー制御 | 間接的 | なし | 高い | ミディアム |
| 深層ろ過 | 固体封入物の除去 | 素晴らしい | なし | 高い | 高い |
| セトリング(タンディッシュ) | 粗粒子沈降 | 限定 | なし | 低い | 非常に低い |
| グレイン・リファインメント | 微細構造制御 | なし | なし | 低い | 低い |
最適な溶融処理シーケンス
高級アルミニウム鋳造業務に携わってきた私たちの経験では、最高の鋳造品質は逐次溶融処理アプローチによって達成されます:
- 炉の処理: 炉でのフラックス添加とドロス除去。.
- 脱ガス: 溶存水素と浮遊物を除去するためのロータリーインペラー脱ガス。.
- 落ち着く: 浮遊物を表面に到達させるための短い保持時間。.
- スキミング: メルト表面からの手動または自動ドロス除去。.
- 移送とろ過: ゲートシステムに配置されたセラミック発泡フィルターが、鋳造中に残留する微細介在物を捕捉する。.
各段階は、メルト品質の異なる側面を対象としている。セラミック濾過は最終的で最も精密な段階であり、初期の段階で除去できなかったもの、特に脱ガスやスキミングでは捕捉できない微細な酸化物粒子やバイフィルムの断片を除去する。.
アルミニウム鋳造フィルターの品質基準と試験
アルミ鋳造セラミックフィルターの適用規格
| スタンダード | 組織 | スコープ |
|---|---|---|
| GB/T 25139-2010 | 中国国家規格 | アルミニウム合金鋳造用セラミックフォームフィルター |
| ASTM B594 | ASTMインターナショナル | アルミニウム合金展伸材の清浄度 |
| ISO 8840 | 国際標準化機構 | 耐火物製品 - 目地モルタル(フィルターハウジング) |
| EN 1371-1 | 欧州規格 | 鋳物の液体浸透探傷試験 |
| ASTM E1245 | ASTMインターナショナル | 鋼鋳物の介在物分析(Alにも適応可能) |
| AMS 2175 | SAEエアロスペース | 鋳造の分類と検査要件 |
| NADCA 305 | 北米ダイカスト協会 | アルミニウム鋳物の清浄度基準 |
フィルター受入試験プロトコル
航空宇宙、自動車安全システム、医療機器など、重要なアルミニウム鋳造の用途では、受入フィルターの検査が必要です:
目視検査(フィルターの100%):
すべてのフィルターの表面と縁に亀裂、不完全なセラミック・コーティング(泡がむき出しの部分)、気孔の閉塞、目に見える汚染がないか検査する。どのような大きさであれ、ひび割れが見られるフィルターは不合格とする。5mm×5mmを超える部分的なコーティングは、重要な用途では不合格の理由となる。.
寸法チェック(5-10%サンプル):
長さ、幅、厚さ、直角度(角の角度)を図面公差に照らして測定する。一般的な許容公差:長さと幅は±2mm、厚さは±1mm。.
重量一貫性(5-10%サンプル):
フィルター重量は、セラミックコーティング密度および細孔構造の一貫性と相関する。重量の著しい異常値(ロット平均から±10%以上)は、製造上の不一致を示す。.
圧縮試験(1-2% サンプルまたは合意された AQL による):
冷間圧縮強度試験では、十分なハンドリング強度とセラミックの品質が確認されている。.
ロットのトレーサビリティ:
すべてのフィルター出荷にバッチ番号と製造日を要求する。航空宇宙用途における完全なサプライチェーンのトレーサビリティのために、製造記録を特定の鋳物にリンクする。.
2026年における調達と購買に関する考察
市場概要と主要サプライヤー
セラミックフォームフィルタの世界市場は2026年も成長し続け、自動車用アルミニウム部品(電気自動車バッテリーハウジング、構造部品、熱管理部品)の拡大と航空宇宙顧客からの厳しい品質要求がその原動力となっている。市場は次のように区分される:
ティア1サプライヤー: 原材料から完成品フィルターまで完全な垂直統合を行うメーカーで、ISO9001認証を取得し、専用の研究開発能力と技術的なアプリケーションサポートがある。製品には完全な文書が添付されており、航空宇宙およびセーフティ・クリティカルな用途に適しています。.
ティア2サプライヤー: 工業用および自動車用の安全性を重視しない用途に適した標準グレードを、競争力のある価格で製造しているメーカー。.
地域ディストリビューター: 複数のメーカーから標準的なサイズを在庫しており、短納期を実現しているが、技術サポートやトレーサビリティ文書には制限がある。.
参考価格(2026年4月)
| フィルターサイズ | PPIグレード | 素材 | おおよその単価(米ドル) |
|---|---|---|---|
| 50 × 50 × 22 mm | 20 PPI | アルミナ | $0.12-0.35 |
| 75 × 75 × 22 mm | 20 PPI | アルミナ | $0.25-0.60 |
| 100 × 100 × 22 mm | 20 PPI | アルミナ | $0.45-1.10 |
| 100 × 100 × 22 mm | 30 PPI | アルミナ | $0.55-1.30 |
| 150 × 150 × 22 mm | 30 PPI | アルミナ | $1.20-2.80 |
| 200 × 200 × 25 mm | 30 PPI | アルミナ | $2.50-5.50 |
| 100 × 100 × 22 mm | 40 PPI | 高純度アルミナ | $0.90-2.20 |
価格は目安であり、2026年の注文量、サプライヤーの地域、原材料市場の状況によって大きく変動する。.
サプライヤーに尋ねるべき調達に関する主な質問
- XRF検査で確認されたフィルター材料のAl₂O₃含有量は?
- 出荷ごとにバッチごとの適合証明書を提供していますか?
- 孔径分布のロット間の一貫性は?
- 試験で確認された最高使用温度は何度ですか(推定値ではありません)?
- アルミナ・グレードの耐熱衝撃性データを提供してもらえますか?
- 標準サイズと特注サイズの最小注文数を教えてください。
- 在庫サイズと特注寸法の標準リードタイムを教えてください。
- 完全な生産供給契約を結ぶ前に、試用サンプルを提供していますか?
総所有コスト分析
セラミックフィルターの単価は、ろ過の決定が及ぼす経済的影響全体のごく一部に過ぎません。より正確な調達評価には以下が含まれる:
濾過なしのコスト(中規模自動車鋳造工場の年間見積もり):
- 介在物関連の鋳物スクラップ:生産額の3-8%。.
- 表面下介在物による加工不良:生産額の1-3%。.
- 現場での不具合による保証請求:変動は大きいが、潜在的に重要。.
- 品質認証に対する顧客のプレミアム:濾過資格がなければ収益は失われる。.
セラミックろ過によるコスト:
- フィルター消耗品コスト:通常、鋳物生産額の0.5~2.0%。.
- 正味の品質改善価値:スクラップ削減だけでフィルターコストの3~10倍。.
この経済的論拠は、フィルター単価ではなく総コストを比較指標とする場合、比較的低価値のアルミニウム鋳物であってもセラミックろ過への投資を一貫して正当化する。.
よくある質問 (FAQ)
Q1: アルミ鋳造用セラミックフィルターは何でできていますか?
アルミニウム鋳造用セラミックフィルターのほとんどは、網目状のオープンセル発泡体構造で、一般にアルミナと呼ばれる酸化アルミニウム(Al₂O₃)から作られている。このフィルターは、ポリウレタン発泡体テンプレートをアルミナベースのセラミックスラリーでコーティングし、発泡体を焼き切り、1400~1600℃でセラミックを焼結することで製造されます。その結果、鋳造温度で溶融アルミニウムと熱的に安定し、化学的に適合する硬質多孔質セラミック体が得られる。高純度アルミナグレード(90%+ Al₂O₃)は、重要な航空宇宙および構造用途に指定されています。.
Q2: アルミ鋳造に使用するセラミックフィルターのサイズを知るには?
フィルターのサイズ決定には、2つの独立した計算が必要です。第一に、選択したPPIグレードの金属質量、充填時間、最大流量に基づいて、必要なフェース面積を計算します(通常、アルミニウムの20 PPIアルミナフィルターでは0.3~0.5 kg/cm²/秒)。第二に、利用可能な金属静圧ヘッドがそのPPIグレードのプライミング圧力を超えていることを確認することにより、選択した標準フィルターサイズが信頼性の高いプライミングのために適切なヘッド圧力を提供することを確認する。ほとんどの鋳物工場では、自動車構造鋳物用に100×100mmまたは150×150mmのフィルターを使用しており、大型重力鋳物用には200×200mmまで拡大されています。.
Q3: アルミニウムの高圧ダイカストにセラミックフィルターは使用できますか?
標準的なセラミック発泡フィルターは、射出圧力30~150MPaで作動する高圧ダイカスト(HPDC)で使用される金属射出圧力と速度に耐えられません。このような条件下では、どのようなセラミックフォーム構造でも即座に破壊されてしまいます。HPDCのアルミニウム品質管理は、代わりに真空システム、最適化されたショットプロファイル、アルミニウムチャージの脱ガスに依存しています。セラミックフィルターは、アルミニウムの重力ダイカスト、低圧ダイカスト(LPDC)、半永久金型、インベストメント鋳造、砂型鋳造に適しています。.
Q4: アルミ鋳造中にセラミックフィルターはどのくらいの頻度で交換する必要がありますか?
アルミニウム鋳造用のセラミックフィルターは、1回の鋳造につき1個、または複数キャビティ金型では1つの金型につき1個の使い捨て消耗品です。1回の鋳造サイクルの後にフィルターを再利用しようとすることは、フィルターの孔に少なくとも部分的に捕捉された介在物が装填されており、フィルター構造が部分的に劣化している可能性があるため、推奨されません。再使用は、捕獲された介在物を次の鋳造に再び放出することになる。フィルターのコストは通常、鋳造価格の数パーセントである。.
Q5: アルミニウム注入中にセラミックフィルターが割れたらどうなりますか?
注湯中にセラミックフィルターに亀裂が入ると、セラミック片が鋳型キャビティに入り込み、凝固した鋳物に巻き込まれる可能性があります。これは、フィルターが全くない場合よりもひどい汚染モードを作り出します。これを防ぐには、フィルターを設置する前に必ず目視で検査し、ひび割れしているものは不合格にすること、使用前にフィルターが完全に乾燥していることを確認すること(水分は熱衝撃によるひび割れの原因になります)、注湯温度と金属静圧ヘッドの条件に対して適切な定格のフィルターを使用することです。SiCフィルターはアルミナよりも耐熱衝撃性に優れるが、化学的適合性の懸念があるため、アルミニウムには通常使用されない。.
Q6: アルミ用セラミックフィルターの20 PPIと30 PPIの違いは何ですか?
PPI数値とは、フィルター構造における直線インチあたりの孔の数を指す。20PPIフィルターは、孔の開口部が大きく(直径約1.2~1.5mm)、流動抵抗が低く、封入物の捕捉効率は中程度です。30PPIフィルターは、孔の開口部が小さく(直径約0.7~0.9mm)、流動抵抗が高く、介在物の捕捉効率が著しく高い(特に10~50ミクロンの微細介在物)。機械的特性が重要な構造用アルミニウム鋳物では、30 PPIは20 PPIよりも明らかに優れた結果をもたらし、公表されている比較試験では伸びと疲労寿命が改善されています。.
Q7:アルミ用セラミックフィルターで水素ガスは除去できますか?
セラミックフォームフィルターは、溶融アルミニウムから溶存水素を直接除去することはできません。水素の除去には、不活性ガス(アルゴンまたは窒素)を使用した回転式インペラ脱ガス装置による脱ガス処理が必要です。しかし、セラミックフィルターは、凝固中に水素バブル析出の核となる酸化物包有物を除去し、注湯中に水分由来の水素を溶融物に取り込む乱流を減衰させることで、間接的に水素ポロシティ低減に貢献します。完全なメルト品質を得るためには、セラミック濾過と脱ガスを併用すべきである。.
Q8: アルミ鋳造用セラミックフィルターはどのように保管すればよいですか?
セラミック・フォーム・フィルターは、床面の結露を含む湿気の発生源から遠ざけ、常温で乾燥した倉庫環境で、元の梱包のまま保管してください。相対湿度が70%を超えると、表面の水分が吸着し、最初の金属接触時に熱衝撃を引き起こす可能性があります。下段のフィルターの圧縮による損傷を防ぐため、フィルターカートンを5~6段以上積み重ねないでください。フィルター表面を汚染し、金属の濡れを妨げる可能性のある油、潤滑油、化学薬品ガスにさらされないようにしてください。適切な保管条件下では、標準的なアルミナ・フォーム・フィルターの実用的な貯蔵寿命は18~24ヶ月です。.
Q9: アルミ鋳造用セラミックフィルターは環境規制の対象ですか?
アルミニウム鋳造作業から出る使用済みセラミックフォームフィルターは、ほとんどの管轄区域で固形産業廃棄物に分類される。これらは、セラミック構造内に残留凝固アルミニウム介在物を含む。標準的な規制枠組み(EU廃棄物枠組み指令、米国RCRA、2026年までの中国の環境規制)では、これらの使用済みフィルターは非有害固形廃棄物であり、認可された産業用埋立施設で処分することができる。一部の鋳物工場では、二次処理によって使用済みフィルターから金属アルミニウムを回収している。セラミック材料自体は化学的に不活性であり、規制物質を溶出することはない。.
Q10:セラミックフィルターは、特殊なアルミ鋳造の形状に合わせてカスタマイズできますか?
セラミックフォームフィルタの寸法、形状、さらにはカスタムPPIグレードは、主要メーカーから入手可能です。一般的なカスタム要件には、特定のフィルターハウジング用の円形または楕円形、テーパーランナー形状用の台形断面、機械的保持機能用の穴または切り欠きなどがあります。カスタム形状の最小注文数量は通常500~2000個からで、最初の金型製作と最初の生産には6~12週間のリードタイムがかかります。アルミビレット鋳造ランダーの場合、カスタムハウジング設計に標準フィルターエレメントを組み込んだカスタムフィルターカセットシステムが広く利用可能です。.
結論
アルミニウム鋳造用のセラミックフィルターは、アルミニウム鋳造工場および鋳造作業において利用可能な、最も簡単で実績のある品質改善の一つです。介在物捕捉の物理学、アルミナとアルミナの親和性の化学、および数十年にわたる生産データのすべてが、同じ結論を示しています。適切に設計されたゲートシステムに正しく配置された、適切に指定されたアルミナセラミック発泡フィルタは、鋳造清浄度、機械的特性、表面品質、および寸法の一貫性において、測定可能で一貫した改善をもたらします。.
この包括的なレビューから得られる実用的な指針は、いくつかの重要な原則に集約される。すなわち、フィルター材料を合金の化学的性質に適合させること、必要なフィルターサイズを見積もるのではなく、計算すること、コストを最小限に抑えるのではなく、実際の清浄度要件に基づいてPPIグレードを指定すること、バイパスフローを排除するフィルターシートを設計すること、脱気と効果的なスキミングも含む完全な溶融処理システムの一構成要素として濾過を統合することである。.
アドテックでは、材料仕様から設置設計、生産トラブルシューティングに至るまで、アルミニウム鋳造作業をサポートしています。多様な鋳造用途で一貫して見られることは、正しいセラミックろ過への投資は、スクラップの削減、特性の一貫性の改善、および文書化された溶融清浄度を要求する顧客への品質認定部品の供給能力で回収できるということです。品質が重要なアルミニウム鋳造作業では、セラミックろ過から始めるのが適切です。.
