A filter keramik untuk pengecoran aluminium adalah komponen refraktori berpori dan bersuhu tinggi - paling sering dibuat dari alumina (Al₂O₃) dalam struktur busa retikulasi - ditempatkan di dalam sistem gerbang cetakan pengecoran aluminium untuk menghilangkan inklusi non-logam, lapisan oksida, dan gas yang terperangkap dari aluminium cair sebelum memenuhi rongga cetakan secara fisik. Filter menangkap partikel berbahaya melalui penyaringan mekanis, penyaringan kedalaman jalur berliku-liku, dan adhesi kimiawi antara permukaan filter alumina dan inklusi berbasis alumina dalam lelehan. Hasil yang terukur adalah pengecoran aluminium yang lebih bersih dengan kekuatan tarik, perpanjangan, ketahanan lelah, dan kualitas permukaan yang meningkat secara signifikan dibandingkan dengan produksi tanpa filter.
Jika proyek Anda memerlukan penggunaan Filter Busa Keramik Alumina, Anda dapat hubungi kami untuk mendapatkan penawaran gratis.
Kesimpulan ini bukanlah teori. Kami telah melacak data kinerja filtrasi di seluruh operasi pengecoran aluminium di sektor pengecoran otomotif, kedirgantaraan, dan industri dalam banyak siklus produksi, dan polanya konsisten: filter keramik yang ditentukan dan dipasang dengan benar mengurangi sisa pengecoran yang berhubungan dengan inklusi hingga 40 hingga 80 persen, mengurangi fraksi area porositas hingga 75 persen, dan meningkatkan perpanjangan putus hingga 50 hingga 80 persen pada paduan struktural seperti A356 dan A357. Untuk operasi pengecoran aluminium di mana spesifikasi properti mekanis tidak dapat dinegosiasikan - komponen mesin, komponen suspensi, pengecoran struktural pesawat terbang - penyaringan keramik bukanlah pilihan proses. Ini adalah persyaratan proses.
Mengapa Aluminium Cair Membutuhkan Filtrasi?
Aluminium adalah salah satu logam struktural yang paling reaktif secara kimiawi dalam penggunaan industri secara umum. Saat aluminium cair bersentuhan dengan oksigen - yang terjadi terus menerus selama peleburan, paduan, pemindahan, dan penuangan - aluminium membentuk aluminium oksida (Al₂O₃) secara spontan dan hampir seketika. Realitas termodinamika ini berarti bahwa setiap operasi pengecoran aluminium menghasilkan inklusi oksida sebagai produk sampingan alami dari proses itu sendiri.
Baca juga: Apa yang dimaksud dengan Filter Busa Keramik?
Tantangannya adalah tidak menghilangkan pembentukan oksida sepenuhnya. Hal tersebut secara fisik tidak mungkin dilakukan dalam lingkungan pengecoran atmosfer standar. Tantangannya adalah mencegah oksida dan partikel non-logam lainnya terperangkap di dalam pengecoran yang dipadatkan di mana mereka bertindak sebagai titik konsentrasi tegangan, mengurangi penampang penahan beban yang efektif, dan memicu retakan fatik di bawah pembebanan siklik.
Sumber Inklusi dalam Lelehan Aluminium
Inklusi non-logam dalam aluminium cair berasal dari berbagai sumber secara simultan:
Film Oksida (Bifilm):
Ketika kulit oksida permukaan pada aluminium cair dilipat kembali ke dalam lelehan selama penuangan yang bergejolak, maka akan tercipta struktur oksida lapis ganda yang disebut bifilm. Hal ini sangat merusak karena kedua lapisan oksida tidak saling berikatan satu sama lain, menciptakan antarmuka internal yang tidak terikat yang sangat mengurangi usia pakai. Penelitian oleh Profesor John Campbell di University of Birmingham membuktikan bahwa bifilm adalah penyebab utama penyebaran sifat mekanik pengecoran aluminium - sebuah temuan yang secara fundamental mengubah cara pandang industri terhadap pentingnya kontrol turbulensi dan penyaringan.
Partikel Aluminium Oksida:
Partikel Al₂O₃ diskrit mulai dari sub-mikron hingga beberapa ratus mikron terbentuk secara terus menerus pada permukaan lelehan dan selama aliran turbulen. Partikel-partikel tersebut terakumulasi dalam lelehan seiring waktu dan menyebar ke seluruh bagian pengecoran jika tidak dihilangkan.
Magnesium Oksida dan Spinel:
Paduan aluminium yang mengandung magnesium (seperti A356, seri 5xxx) membentuk inklusi spinel MgO dan MgAl₂O₄. Inklusi ini sangat merusak pada paduan struktural karena lebih keras dan lebih bersudut daripada inklusi alumina murni.
Produk Erosi Tahan Api:
Material yang terlepas dari pelapis tungku, pencuci, sendok transfer, dan sistem pelari mencemari lelehan di seluruh rantai transfer.
Gas Hidrogen yang masuk:
Meskipun bukan inklusi padat, hidrogen terlarut adalah penyebab utama porositas pada coran aluminium. Hidrogen masuk ke dalam lelehan melalui kelembapan di atmosfer tungku, serpihan basah, dan kontaminasi alat. Selama pemadatan, hidrogen mengendap sebagai gelembung gas, menciptakan porositas yang melemahkan struktur pengecoran. Filter busa keramik berkontribusi pada manajemen hidrogen dengan mengurangi turbulensi yang menarik kelembapan atmosfer dan dengan menghilangkan lapisan oksida secara fisik yang berfungsi sebagai tempat nukleasi untuk porositas.
Pasir dan Sampah:
Dalam operasi pengecoran pasir, erosi pasir cetakan oleh aliran logam menghasilkan inklusi silika dan pasir yang terikat. Sampah - logam yang dipadatkan sebagian bercampur dengan oksida - dapat masuk dari permukaan sendok selama penuangan.
Mengapa Desain Gating Konvensional Saja Tidak Cukup
Sistem gating yang dirancang dengan baik dengan pelari berkecepatan rendah, selongsong serat keramik, dan perangkap terak mengurangi tingkat inklusi secara signifikan dibandingkan dengan sistem yang dirancang dengan buruk. Namun, bahkan desain gating terbaik tanpa penyaringan pun tidak dapat mencapai tingkat kebersihan inklusi yang diperlukan untuk pengecoran aluminium yang sangat penting untuk keselamatan. Alasannya sangat mudah: kecepatan aliran dalam runner yang dirancang dengan sangat hati-hati sekalipun masih menghasilkan turbulensi yang mampu melipat film oksida, dan tidak ada desain geometris yang dapat menghilangkan pembentukan oksida terus menerus yang terjadi selama siklus penuangan.
Filtrasi keramik menambahkan mekanisme yang secara fundamental berbeda - penangkapan fisik partikel yang sudah ada dalam lelehan - yang melengkapi desain aliran alih-alih bersaing dengannya.
Bagaimana Cara Kerja Filter Keramik untuk Aluminium Sebenarnya?
Fisika filtrasi dari filter busa keramik yang beroperasi dalam konteks pengecoran aluminium melibatkan tiga mekanisme simultan yang bekerja pada skala ukuran partikel yang berbeda.
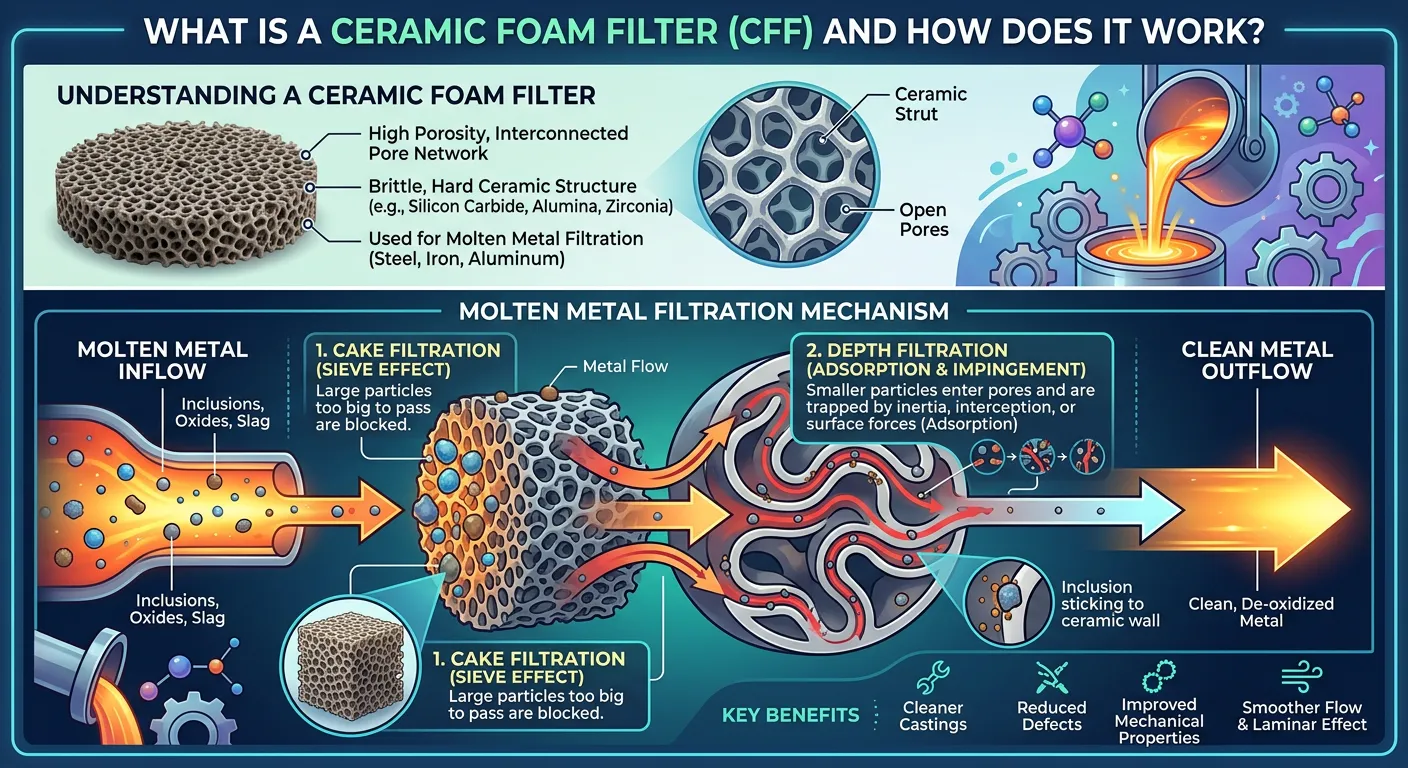
Mekanisme 1: Filtrasi Kue Permukaan
Inklusi besar - biasanya di atas 100 mikron - secara fisik diblokir di permukaan hulu filter dengan pengecualian ukuran. Ketika partikel-partikel ini terakumulasi pada permukaan filter, mereka membentuk lapisan cake filter yang secara progresif mengencangkan bukaan pori yang efektif dan mulai menangkap inklusi yang lebih kecil daripada ukuran pori filter asli. Efek pembentukan kue ini berarti bahwa filter benar-benar menjadi lebih efisien saat logam melewatinya, dengan efisiensi tertinggi dicapai pada paruh kedua penuangan daripada yang pertama.
Ini adalah implikasi praktis yang penting: dalam operasi produksi, coran yang dituang lebih awal dalam suatu urutan mungkin memiliki kandungan inklusi yang sedikit lebih tinggi daripada coran yang lebih lambat, karena cake filter belum sepenuhnya berkembang.
Mekanisme 2: Filtrasi Kedalaman Jalur Berliku
Ini adalah mekanisme yang paling jelas membedakan filter busa keramik dari alternatif jaring atau layar yang lebih sederhana. Struktur pori-pori tiga dimensi yang tidak teratur dan saling berhubungan dari filter busa memaksa aluminium cair untuk mengikuti jalur non-linier yang terus berubah melalui badan filter. Setiap kali arah aliran berubah, inersia membawa partikel inklusi yang tersuspensi ke permukaan penyangga keramik terdekat daripada mengikuti jalur aliran melengkung.
Probabilitas partikel inklusi yang bersentuhan dan melekat pada permukaan penyangga keramik pada setiap perubahan arah adalah fungsi dari ukuran partikel, kecepatan aliran, dan sifat fisik permukaan keramik. Secara statistik, perubahan arah yang berulang-ulang di seluruh ketebalan penuh filter (biasanya 22-25mm) menghasilkan penangkapan partikel dalam kisaran 10-50 mikron yang akan melewati filter mesh sederhana dengan ukuran bukaan nominal yang setara.
Mekanisme 3: Adhesi Kimiawi (Afinitas Alumina-ke-Alumina)
Permukaan keramik alumina filter memiliki kesamaan kimiawi dengan jenis inklusi yang paling umum pada paduan aluminium - partikel dan film aluminium oksida. Kemiripan kimiawi ini mendorong pembasahan dan perekatan yang lebih baik antara inklusi dan permukaan penyangga filter. Setelah inklusi menyentuh permukaan alumina dengan kecepatan relatif rendah, kondisi energi antar muka lebih mendukung adhesi daripada pelepasan.
Afinitas kimiawi ini adalah alasan utama mengapa filter busa keramik alumina mengungguli silikon karbida atau jenis keramik non-oksida lainnya untuk penyaringan aluminium, bahkan ketika kedua bahan tersebut memiliki struktur pori dan kemampuan suhu yang setara.
Peran Pelapisan Dasar dan Pembasahan
Sebelum penyaringan dimulai, filter harus “dipreparasi” - lelehan aluminium harus mengatasi tegangan permukaan dan membasahi permukaan keramik untuk memulai aliran melalui jaringan pori. Tekanan priming yang diperlukan tergantung pada sudut kontak antara aluminium cair dan permukaan keramik, ukuran pori-pori filter (pori-pori yang lebih kecil membutuhkan tekanan priming yang lebih tinggi), dan suhu.
Untuk filter busa keramik alumina standar dalam pengecoran aluminium:
- Tekanan priming: sekitar 50-120 mm kepala aluminium (tekanan metalostatik).
- Sudut kontak (Al pada Al₂O₃): sekitar 70-85° pada suhu penuangan yang umum.
- Pembasahan ditingkatkan dengan suhu logam yang lebih tinggi dan tegangan permukaan lelehan yang lebih bersih (oksida yang lebih rendah).
Persyaratan priming ini adalah alasan mengapa desain sistem gating harus memastikan tekanan head yang memadai di lokasi filter. Head yang tidak mencukupi menghasilkan priming yang tidak sempurna, aliran parsial melalui filter, dan potensi kesalahan pengisian cetakan.
Jenis Filter Keramik yang Digunakan dalam Pengecoran Aluminium
Tiga kategori utama filter keramik digunakan dalam operasi pengecoran aluminium, masing-masing dengan karakteristik struktural, mekanisme filtrasi, dan kesesuaian aplikasi yang berbeda.
Filter Busa Keramik (Ceramic Foam Filters/CFF)
Jenis filter yang dominan untuk pengecoran aluminium, menyumbang sebagian besar konsumsi filter dalam industri pengecoran aluminium global. Struktur reticulated tiga dimensi memberikan mekanisme filtrasi jalur berliku yang dijelaskan di atas, menjadikannya pilihan paling efektif untuk menghilangkan inklusi halus.
Struktur: Busa sel terbuka dengan pori-pori bulat yang saling terhubung, diproduksi dengan metode replika busa polimer.
Efisiensi penyaringan: Tertinggi di antara jenis filter yang tersedia.
Hambatan aliran: Sedang (lebih tinggi dari jenis ekstrusi pada ukuran pori nominal yang setara).
Batas suhu: Hingga sekitar 1100°C untuk kualitas alumina standar.
Rentang PPI: 10 hingga 60 PPI untuk aplikasi aluminium.
Filter Keramik yang Diekstrusi (Filter Sarang Lebah)
Diproduksi dengan ekstrusi pasta keramik melalui cetakan, filter ini memiliki saluran lurus paralel yang disusun dalam pola sarang lebah. Tidak seperti filter busa, filter ini tidak menyediakan filtrasi jalur berliku - logam mengalir dalam garis lurus melalui saluran.
Struktur: Saluran paralel lurus, penampang persegi atau heksagonal.
Efisiensi penyaringan: Lebih rendah dari jenis busa (hanya pengayakan permukaan).
Hambatan aliran: Lebih rendah dari filter busa pada ukuran bukaan yang setara.
Aplikasi terbaik: Pengecoran dengan laju aliran tinggi di mana penurunan tekanan merupakan kendala utama.
Filter Serat Keramik Anyaman
Kain keramik berserat, biasanya terbuat dari serat alumina-silika yang ditenun menjadi struktur kain, yang digunakan terutama untuk menghilangkan terak kasar pada pengecoran die casting bertekanan rendah dan pengecoran gravitasi pada komponen yang tidak kritis.
Struktur: Tikar serat anyaman.
Efisiensi penyaringan: Terendah dari tiga tipe.
Hambatan aliran: Sangat rendah
Batas suhu: Hingga sekitar 900°C.
Aplikasi terbaik: Kontrol aliran sederhana, retensi terak kasar pada aplikasi yang tidak kritis.
Perbandingan Jenis Filter untuk Pengecoran Aluminium
| Jenis Filter | Mekanisme Filtrasi | Ukuran Inklusi yang Ditangkap | Efisiensi Relatif | Penurunan Tekanan | Biaya Khas |
|---|---|---|---|---|---|
| Busa Keramik (CFF) | Jalan berliku + kue | 10-500+ mikron | Tertinggi (referensi) | Sedang | Sedang |
| Sarang lebah yang diekstrusi | Hanya pengayakan permukaan saja | 100+ mikron | 30-50% dari CFF | Rendah | Rendah-Sedang |
| Tikar Serat Tenun | Hanya pengayakan permukaan saja | 200+ mikron | 10-25% dari CFF | Sangat Rendah | Rendah |
| Gabungan CFF + Serat | Kedua mekanisme | 5-500+ mikron | Setinggi mungkin | Lebih tinggi | Sedang-Tinggi |
Filter Busa Keramik Alumina: Penjelasan Standar Industri
Filter busa keramik alumina (Al₂O₃) telah menjadi standar industri untuk penyaringan pengecoran aluminium melalui kombinasi sifat material, skalabilitas produksi, efektivitas biaya, dan kinerja yang telah terbukti selama beberapa dekade penggunaan produksi.
Mengapa Alumina adalah Bahan yang Tepat untuk Filtrasi Aluminium
Kesesuaian alumina sebagai bahan filter untuk penyaringan aluminium cair berakar pada prinsip-prinsip termodinamika dan kimia:
Stabilitas Kimia dalam Aluminium Cair:
Alumina secara termodinamika stabil jika bersentuhan dengan aluminium cair pada temperatur pengecoran (680-800°C). Alumina tidak larut ke dalam lelehan aluminium, tidak bereaksi membentuk fase baru yang dapat mencemari pengecoran, dan tidak melepaskan spesies kimia apa pun yang akan memengaruhi komposisi paduan atau sifat mekanik.
Kimia Inklusi yang cocok:
Inklusi utama dalam paduan aluminium adalah aluminium oksida dalam berbagai bentuk. Permukaan filter alumina memiliki kimia dasar yang sama, mendorong mekanisme adhesi yang dijelaskan di bagian sebelumnya. Tidak ada bahan refraktori umum lainnya yang menawarkan keunggulan kimia yang cocok ini.
Kemampuan Suhu yang Memadai:
Filter busa alumina standar diberi peringkat hingga suhu servis 1100°C, memberikan margin yang nyaman di atas suhu penuangan aluminium maksimum sekitar 800°C untuk sebagian besar paduan.
Porositas dan Struktur Pori yang Terkendali:
Sistem keramik alumina memungkinkan produsen mengontrol secara presisi distribusi ukuran pori, porositas total, dan ketebalan penyangga selama persiapan bubur dan sintering, sehingga memungkinkan produksi filter dengan kinerja yang konsisten dan dapat diulang pada volume produksi yang tinggi.
Struktur Fisik Filter Busa Alumina
Di bawah pemeriksaan mikroskopis, filter busa keramik alumina mengungkapkan jaringan tiga dimensi yang kompleks:
- Penyangga keramik: “Kerangka” alumina padat dengan diameter 0,1-0,5mm.
- Jendela pori: Bukaan yang menghubungkan pori-pori yang berdekatan, biasanya 40-60% dari diameter pori nominal.
- Node: Titik persimpangan di mana beberapa penyangga bertemu, membentuk elemen struktural yang sedikit lebih tebal.
- Volume total kekosongan: 75-90% dari volume filter adalah ruang terbuka (porositas).
Porositas yang tinggi inilah yang memungkinkan aluminium cair mengalir melalui filter pada laju yang dapat diterima meskipun jalurnya berliku-liku, sementara luas permukaan spesifik yang tinggi dari jaringan penyangga menyediakan area yang luas untuk penangkapan inklusi.
Pembuatan Filter Busa Alumina Faktor Kualitas
Kinerja filter busa keramik alumina sangat bergantung pada kualitas produksi pada beberapa tahap:
Homogenitas Bubur:
Distribusi bubur yang tidak seragam selama impregnasi menciptakan area dengan lapisan keramik yang lebih tebal dan lebih tipis pada penyangga templat busa. Daerah yang tebal mengurangi ukuran pori-pori yang efektif; daerah yang tipis menciptakan penyangga yang lemah yang rentan patah karena guncangan termal.
Konsistensi Suhu Sintering:
Alumina yang kurang disinter memiliki kekuatan penyangga yang tidak mencukupi dan dapat melepaskan partikel keramik ke dalam lelehan selama servis. Alumina yang disinter secara berlebihan dapat menutup pori-pori permukaan dan mengurangi luas permukaan spesifik untuk penangkapan inklusi. Kontrol suhu kiln yang ketat (± 15 ° C) di seluruh batch filter penuh adalah tanda kualitas manufaktur.
Keseragaman Pori:
Filter dengan variasi besar dalam ukuran sel di seluruh area permukaannya menciptakan saluran aliran istimewa melalui pori-pori terbesar, melewati pori-pori yang lebih kecil yang memberikan efisiensi penyaringan tertinggi. Produsen premium mencapai keseragaman ukuran sel ±10-15%.
Peringkat PPI untuk Filtrasi Aluminium: Memilih Kelas yang Tepat
Pori-pori per inci (PPI) adalah parameter spesifikasi yang paling penting untuk filter pengecoran aluminium, yang secara langsung mengatur keseimbangan antara efisiensi penyaringan dan hambatan aliran logam.
Nilai PPI Tersedia untuk Pengecoran Aluminium
| Peringkat PPI | Perkiraan Diameter Pori | Tingkat Filtrasi | Resistensi Aliran Logam | Aplikasi yang Direkomendasikan |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Kasar saja | Sangat Rendah | Coran pasir besar, bagian non-struktural |
| 15 PPI | 1,8-2,2 mm | Kasar-Sedang | Rendah | Pengecoran gravitasi umum, produksi ingot |
| 20 PPI | 1,2-1,5 mm | Sedang | Rendah-Sedang | Komponen non-keselamatan otomotif, rumah |
| 25 PPI | 0,9-1,1 mm | Sedang-Tinggi | Sedang | Suku cadang otomotif struktural, aplikasi A356 |
| 30 PPI | 0,7-0,9 mm | Tinggi | Sedang-Tinggi | Struktur kedirgantaraan, otomotif yang sangat penting bagi keselamatan |
| 40 PPI | 0,5-0,65 mm | Sangat Tinggi | Tinggi | Dirgantara premium, coran perangkat medis |
| 50 PPI | 0,4-0,5 mm | Komersial maksimum | Sangat Tinggi | Persyaratan kebersihan yang setara dengan superalloy |

Bagaimana Memilih PPI: Proses Pengambilan Keputusan Praktis
Kami telah mengembangkan proses keputusan langsung untuk pemilihan PPI filter pengecoran aluminium yang bekerja di seluruh proses pengecoran cetakan gravitasi, tekanan rendah, dan semi-permanen:
Langkah 1: Tentukan spesifikasi kebersihan:
Tingkat inklusi apa yang dibutuhkan oleh spesifikasi pengecoran? Peringkat inklusi ASTM B594? Batas nilai-K tertentu (uji tekanan tereduksi)? Lantai umur kelelahan? Target kebersihan mendorong persyaratan PPI minimum.
Langkah 2: Hitung tekanan head yang tersedia:
Ukur atau hitung head metalostatik yang tersedia di lokasi filter dalam sistem gating (dalam mm aluminium). Bandingkan ini dengan persyaratan tekanan priming dari kelas PPI yang dipilih. Jika head yang tersedia marjinal, turunkan satu tingkat PPI dan kompensasikan dengan peningkatan area filter.
Langkah 3: Hitung luas permukaan filter yang diperlukan:
Bagilah total berat pengecoran (dalam kg) dengan waktu pengisian (dalam detik) dan laju aliran maksimum yang disarankan untuk tingkat PPI yang dipilih. Ini akan menghasilkan luas permukaan filter minimum dalam cm².
Langkah 4: Pilih ukuran filter standar:
Pilih dimensi filter standar terkecil yang memenuhi atau melampaui area minimum yang dihitung, dengan preferensi untuk format persegi atau persegi panjang yang sesuai dengan perkakas dudukan filter standar.
Langkah 5: Validasi dengan uji-coba casting:
Untuk aplikasi baru, lakukan uji coba dengan filter yang dipilih dan evaluasi penampang pengecoran secara metalografi. Sesuaikan PPI ke atas atau ke bawah berdasarkan tingkat inklusi yang diamati pada coran percobaan.
Sifat Teknis dan Spesifikasi Kinerja
Tim pembelian dan tim teknik perlu mengevaluasi filter keramik terhadap serangkaian properti terukur yang terstandardisasi. Tabel di bawah ini menyajikan parameter teknis utama dan signifikansinya:
Sifat Fisik dan Struktural
| Properti | Metode Uji | Kisaran Khas (Alumina CFF) | Signifikansi |
|---|---|---|---|
| Kepadatan Massal | ISO 5017 | 0,28-0,42 g/cm³ | Kepadatan yang lebih rendah = porositas yang lebih tinggi = aliran yang lebih baik |
| Porositas Total | Metode Archimedes | 75-90% | Secara langsung mempengaruhi hambatan aliran |
| Luas Permukaan Spesifik | Metode BET | 0,3-1,2 m² / g | Area yang lebih tinggi = lebih banyak lokasi penangkapan inklusi |
| Kekuatan Tekan Dingin | ASTM C133 | 0,8-2,5 MPa | Resistensi penanganan, keamanan pemasangan |
| Keseragaman Ukuran Pori-pori | Metode penghitungan sel | ±15% dari PPI nominal | Konsistensi distribusi aliran |
| Kandungan Al₂O₃ | Analisis XRF | 85-99% | Kemurnian yang lebih tinggi = stabilitas kimia yang lebih baik |
Sifat Termal
| Properti | Rentang Nilai | Catatan |
|---|---|---|
| Suhu Layanan Maksimum | 1050-1100°C (standar) | Jauh di atas kisaran penuangan aluminium |
| Tahan Guncangan Termal | 3-6 siklus cepat (suhu ruangan hingga 1000°C) | Sangat penting untuk integritas pour-start |
| Konduktivitas Termal | 0,3-0,8 W/m-K | Konduktivitas rendah membatasi kehilangan suhu |
| Koefisien Ekspansi Termal | 7-9 × 10-⁶ /°C | Harus dipertimbangkan dalam desain dudukan filter |
Metrik Kinerja Filtrasi
Nilai-K (Uji Tekanan Tereduksi):
Nilai-K mengukur porositas terkait hidrogen dalam aluminium dengan mengukur densitas sampel yang dipadatkan dalam kondisi tekanan rendah. Aluminium yang difilter biasanya mencapai nilai-K 1-3 dibandingkan dengan 5-15 untuk lelehan tanpa filter dalam kondisi yang setara.
Indeks Bifilm:
Metrik yang dikembangkan dari pengujian pemadatan vakum yang mengukur total area bifilm oksida yang ada dalam sampel. Filtrasi keramik mengurangi indeks bifilm sebesar 50-80% dalam paduan aluminium produksi.
Peringkat PoDFA:
Analisis Prefil-Footprinter memberikan kandungan inklusi kuantitatif dalam mm²/kg logam. Pengecoran aluminium premium dapat menentukan nilai PoDFA maksimum 0,10-0,20 mm²/kg, yang hanya dapat dicapai dengan penyaringan busa keramik PPI tinggi yang dikombinasikan dengan degassing yang efektif.
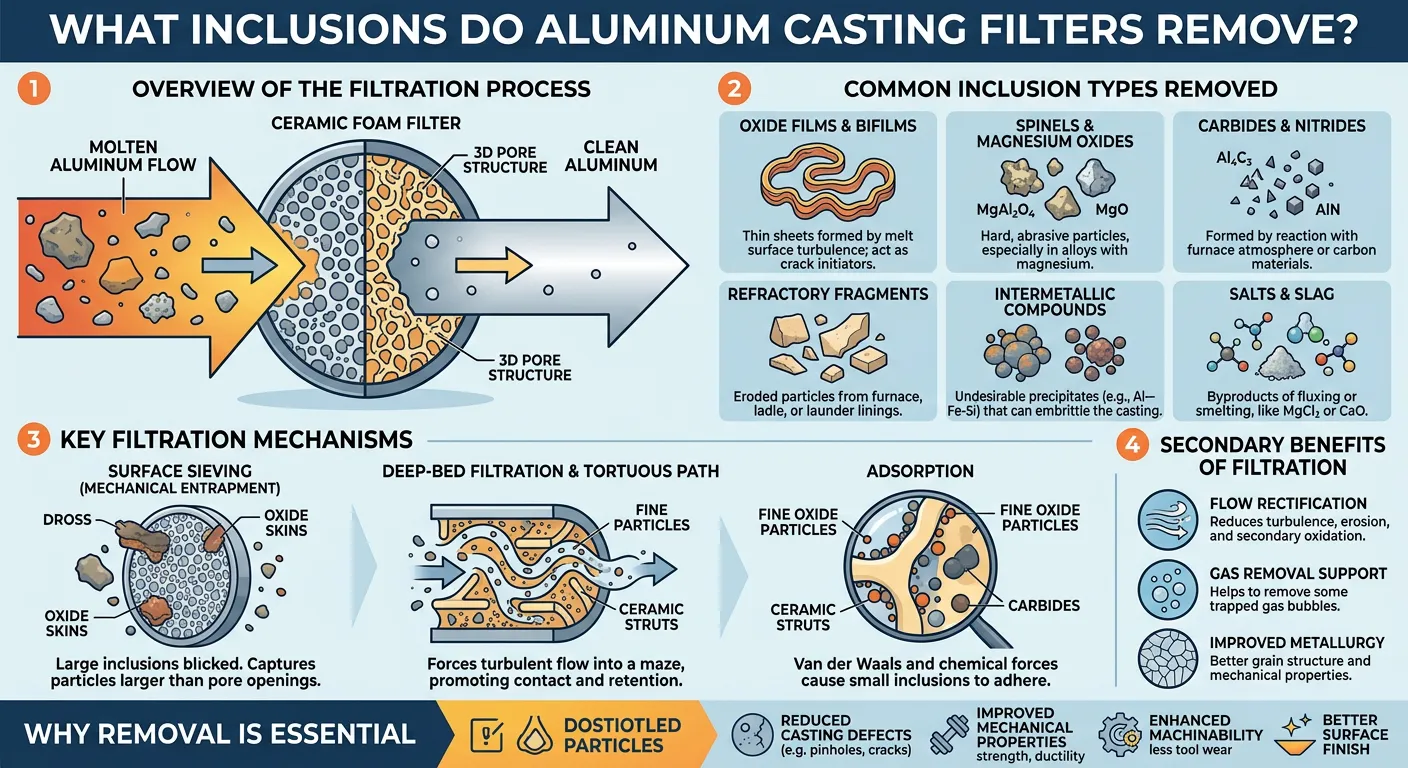
Inklusi Apa yang Dihapus oleh Filter Pengecoran Aluminium?
Memahami jenis inklusi spesifik yang ditangkap oleh filter keramik membantu para insinyur menjustifikasi investasi filtrasi dan memecahkan masalah cacat pengecoran.
Klasifikasi Inklusi dalam Paduan Aluminium
| Jenis Inklusi | Komposisi | Kisaran Ukuran | Sumber Primer | Laju Tangkapan Filter |
|---|---|---|---|---|
| Film alumina (bifilm) | Al₂O₃ | 0,1-50 mm (planar) | Penuangan yang bergejolak, pemindahan | 60-85% |
| Partikel alumina diskrit | α-Al₂O₃, γ-Al₂O₃ | 1-200 μm | Oksidasi tungku, sampah | 70-90% |
| Inklusi spinel | MgAl₂O₄ | 5-100 μm | Paduan yang mengandung Mg | 65-85% |
| Partikel silikon oksida | SiO₂ | 10-500 μm | Erosi cetakan (pengecoran pasir) | 80-95% |
| Intermetalik besi | Al₃Fe, Al₅FeSi | 10-2000 μm | Kontaminasi besi | 60-80% |
| Fragmen tahan api | Beragam | 50-5000 μm | Sendok, erosi pelari | 90-99% |
| Sampah yang masuk | Campuran oksida/logam | 100-5000 μm | Turbulensi permukaan sendok | 85-95% |
| Partikel karbida | Al₄C₃ | 1-50 μm | Kontaminasi alat karbon | 50-70% |
Kasus Khusus Inklusi Bifilm
Inklusi bifilm perlu mendapat perhatian khusus karena merupakan jenis inklusi yang paling merusak pada pengecoran aluminium struktural dan paling sulit dihilangkan. Bifilm terdiri dari dua lapisan film oksida yang terlipat dengan antarmuka yang tidak terikat di antara keduanya. Antarmuka yang tidak terikat ini bertindak sebagai retakan yang sudah ada sebelumnya dalam struktur mikro pengecoran.
Tantangan dalam filtrasi bifilm adalah bahwa bifilm merupakan struktur planar tipis yang dapat menyelaraskan dengan arah aliran dan melewati pori-pori filter dengan orientasi edge-on sebelum membuka kembali di bagian hilir filter. Inilah sebabnya mengapa peredaman turbulensi oleh filter - mengubah aliran turbulen menjadi aliran laminar - setidaknya sama pentingnya dengan penangkapan bifilm langsung untuk meningkatkan kinerja kelelahan pengecoran.
Pendekatan yang paling efektif untuk manajemen bifilm menggabungkan filtrasi busa keramik (untuk menangkap dan mengatur aliran) dengan degassing (penghilangan hidrogen mengurangi tekanan gas di dalam bifilm yang membuatnya tetap terbuka) dan mengurangi turbulensi penuangan dalam desain sistem gerbang.
Bagaimana Filter Keramik Meningkatkan Sifat Mekanik Pengecoran Aluminium
Hubungan antara penyaringan keramik dan peningkatan sifat mekanik pada coran aluminium didukung oleh penelitian dan data produksi yang dipublikasikan secara ekstensif.
Peningkatan Properti yang Terukur
| Properti Mekanis | A356-T6 tanpa filter | 20 Filter PPI | 30 Filter PPI | 40 Filter PPI |
|---|---|---|---|---|
| Kekuatan Tarik Utama (MPa) | 215 | 235 | 248 | 258 |
| 0.2% Kekuatan Hasil (MPa) | 165 | 172 | 178 | 182 |
| Pemanjangan saat Istirahat (%) | 4.5 | 5.8 | 7.2 | 8.4 |
| Kekuatan Kelelahan pada 10⁷ siklus (MPa) | 58 | 74 | 88 | 96 |
| Energi Tumbukan Charpy (J) | 8.2 | 10.4 | 13.1 | 15.3 |
| Kekerasan Brinell (HB) | 85 | 88 | 90 | 91 |
Data yang dikumpulkan dari studi metalurgi yang dipublikasikan dan pemantauan produksi AdTech, 2020-2025.
Mengapa Penyebaran Properti Berkurang dengan Filtrasi
Salah satu manfaat yang paling signifikan secara komersial dari penyaringan keramik yang kurang mendapat perhatian dibandingkan dengan peningkatan properti rata-rata adalah pengurangan sebaran properti (deviasi standar). Pengecoran aluminium tanpa filter menunjukkan variasi yang luas dalam sifat mekanik antara pengecoran individu dan antara lokasi yang berbeda dalam pengecoran yang sama - didorong oleh distribusi inklusi yang acak.
Filtrasi tidak hanya meningkatkan properti rata-rata; filtrasi juga memadatkan distribusi properti ke arah yang lebih tinggi. Distribusi properti yang lebih ketat ini memungkinkan perancang untuk menggunakan nilai properti minimum yang lebih tinggi dalam perhitungan struktur tanpa meningkatkan faktor keamanan, yang secara efektif memungkinkan desain yang lebih ringan (menggunakan properti yang diijinkan lebih tinggi) atau desain yang lebih handal (menggunakan probabilitas yang lebih rendah dari outlier properti).
Dalam program kualifikasi kedirgantaraan, pengurangan sebaran ini sering kali sama pentingnya dengan peningkatan nilai rata-rata untuk memenuhi persyaratan sertifikasi kelelahan.
Peningkatan Kualitas Permukaan
Di luar sifat mekanik internal, filtrasi keramik secara konsisten meningkatkan hasil akhir permukaan coran aluminium:
- Mengurangi lubang permukaan dari inklusi oksida di bawah permukaan.
- Mengurangi bekas film oksida yang terlihat setelah pemesinan permukaan.
- Meningkatkan konsistensi dimensi dengan mengurangi penyusutan lokal yang terkait dengan kelompok film oksida.
Pengecoran yang memproduksi komponen aluminium untuk aplikasi otomotif yang terlihat (roda dekoratif, komponen panel bodi) melaporkan bahwa penyaringan keramik secara signifikan mengurangi tingkat penolakan kosmetik yang terkait dengan cacat permukaan.
Metode Aplikasi: Tempat dan Cara Memasang Filter Pengecoran Aluminium
Penempatan filter dalam sistem gating sama pentingnya dengan pemilihan filter. Penempatan yang salah akan meniadakan manfaat performa dari filter yang paling tepat sekalipun.

Posisi Filter Standar dalam Sistem Gating Aluminium
Posisi 1: Dasar Sariawan (Sumur Sariawan)
Menempatkan filter di dasar sariawan akan menangkap inklusi di awal jalur aliran tetapi membuat filter mengalami kecepatan tumbukan tertinggi dari posisi mana pun. Aliran logam awal tiba dengan energi kinetik maksimum, menciptakan risiko guncangan termal dan potensi turbulensi di bagian hilir filter jika runner tidak dirancang untuk menerima aliran yang disaring dengan lancar.
Cocok untuk: Coran besar dengan kepala metalostatik yang substansial, nilai filter yang kuat.
Posisi 2: Bilah Pelari Horisontal
Posisi filter yang paling umum untuk pengecoran aluminium. Filter berada di dudukan yang dikerjakan dengan mesin atau dibentuk ke dalam batang pelari, biasanya di area cetak filter khusus. Logam datang dengan kecepatan yang lebih rendah daripada di dasar sariawan, sehingga mengurangi risiko guncangan termal. Filter memiliki area kontak yang memadai dengan dinding runner untuk tempat duduk yang stabil, dan geometri runner di bagian hilir dapat dioptimalkan untuk mempertahankan aliran laminar setelah penyaringan.
Cocok untuk: Sebagian besar aplikasi pengecoran aluminium gravitasi dan tekanan rendah.
Posisi 3: Posisi Ingate
Memosisikan filter pada ingate - titik masuk terakhir ke dalam rongga cetakan - memaksimalkan panjang jalur aliran di mana inklusi yang dihilangkan di bagian hulu tidak dapat masuk kembali ke dalam lelehan sebelum mencapai pengecoran. Namun, posisi ini memberikan area permukaan filter terkecil yang tersedia (dibatasi oleh dimensi ingate) dan kecepatan aliran tertinggi per unit area filter.
Cocok untuk: Pengecoran berpenampang tipis di mana mempertahankan suhu logam sangat penting, pengecoran kecil.
Posisi 4: Saring di Launder (Pengecoran Kontinu)
Untuk operasi pengecoran kontinu billet dan slab aluminium, filter busa keramik diposisikan dalam sistem pencucian - palung yang membawa logam dari tungku atau bejana penampung ke cetakan pengecoran. Filtrasi dalam sistem pencucian ini sering kali dikombinasikan dengan unit degassing in-line untuk perawatan lelehan yang komprehensif.
Persyaratan Desain Kursi Filter
Dudukan filter adalah ceruk dimensi yang memposisikan dan menahan filter dalam sistem gating. Parameter desain yang penting:
Kedalaman Tempat Duduk: Kedalaman ceruk dudukan harus 50-70% dari ketebalan filter. Kedalaman yang tidak mencukupi memungkinkan filter bergoyang atau bergerak selama penuangan; kedalaman yang berlebihan mencegah kontak tempat duduk yang tepat.
Seal Fit: Jarak bebas antara tepi filter dan dinding dudukan tidak boleh melebihi 0,5-1,0mm. Celah yang lebih besar memungkinkan logam mengalir di sekitar tepi filter, melewati penyaringan sepenuhnya. Masalah bypass ini jauh lebih umum terjadi dalam produksi daripada yang disadari oleh sebagian besar pengecoran.
Dukungan Hilir: Lantai runner di bagian hilir filter harus menyediakan kontak penyangga pada setidaknya 20-30% dari area permukaan filter untuk mencegah fraktur di bawah tekanan hidraulik.
Ventilasi: Bukaan ventilasi kecil (2-3mm) pada bagian hilir dudukan filter memungkinkan udara yang terperangkap keluar selama kenaikan logam awal, mencegah penguncian udara yang menunda pelapisan awal filter.
Daftar Periksa Pemasangan Filter
| Langkah | Tindakan | Tujuan |
|---|---|---|
| Pra-pemasangan | Periksa filter dari keretakan dan kerusakan | Mencegah kontaminasi fragmen |
| Pra-pemasangan | Verifikasi dimensi filter sesuai dengan gambar kursi | Pastikan tempat duduk yang tepat |
| Pra-pemasangan | Konfirmasikan filter dalam keadaan kering (tidak lembap) | Mencegah fraktur kejut termal |
| Instalasi | Kenakan sarung tangan yang bersih selama penanganan | Mencegah kontaminasi oli pada permukaan filter |
| Instalasi | Saringan dudukan dengan kuat di ceruk | Mencegah gerakan selama menuangkan |
| Instalasi | Pastikan tidak ada celah pintas di tepi filter | Pastikan semua logam melewati filter |
| Pra-tuang | Konfirmasikan tekanan head yang memadai di atas filter | Memastikan pelapisan dasar yang andal |
| Pasca-tuang | Periksa filter yang digunakan untuk pemuatan inklusi | Pemantauan kualitas dan peningkatan proses |
Kompatibilitas Paduan Aluminium dan Pemilihan Filter berdasarkan Aplikasi
Rangkaian paduan aluminium yang berbeda menghasilkan populasi inklusi yang berbeda dengan karakteristik yang berbeda, sehingga memerlukan spesifikasi filter yang disesuaikan.
Rekomendasi Filter berdasarkan Paduan dan Aplikasi
| Keluarga Paduan | Paduan Khas | Inklusi Primer | PPI yang direkomendasikan | Catatan Filter |
|---|---|---|---|---|
| Al-Si-Mg (Gips) | A356, A357, 357 | Al₂O₃, MgAl₂O₄ | 25-40 PPI | Filter alumina dengan kemurnian tinggi lebih disukai |
| Al-Si (Pemeran) | 319, 380, 413 | Al₂O₃, FeAl₃ | 20-30 PPI | CFF alumina standar |
| Al-Cu (Pemain) | 201, 204, 206 | Al₂O₃, CuAl₂ | 30-40 PPI | Diperlukan kebersihan yang tinggi |
| Al-Zn (Cast) | 712, 713, 771 | Al₂O₃, ZnO | 20-30 PPI | CFF alumina standar |
| 1xxx (Tempa) | 1050, 1100 | Film Al₂O₃ | 30-50 PPI | Digunakan dalam mesin cuci pengecoran billet |
| 2xxx (Tempa) | 2024, 2014 | Al₂O₃, CuAl₂ | 30-40 PPI | Kebersihan tingkat kedirgantaraan |
| 5xxx (Tempa) | 5052, 5083 | Al₂O₃, MgO, Spinel | 30-40 PPI | Beban spinel tinggi - periksa kapasitas filter |
| 6xxx (Tempa) | 6061, 6063 | Al₂O₃, Mg₂Si | 25-40 PPI | Bilet ekstrusi, penyaringan pencucian |
| 7xxx (Tempa) | 7075, 7050 | Al₂O₃, MgZn₂ | 40-50 PPI | Persyaratan kebersihan tertinggi |
Pertimbangan Khusus: Paduan Aluminium Daur Ulang
Coran yang dihasilkan dari muatan aluminium daur ulang biasanya memiliki beban inklusi yang jauh lebih tinggi daripada aluminium primer karena bahan bekas menimbulkan oksida permukaan, pelapis, pelumas, dan kontaminasi yang menghasilkan inklusi selama peleburan. Kami secara konsisten merekomendasikan untuk meningkatkan rating PPI filter sebesar 5-10 PPI dibandingkan dengan spesifikasi paduan primer ketika menggunakan material charge daur ulang, dan mengganti filter lebih sering (setiap 2-3 kali coran, bukan setiap 5-8 kali coran) untuk mencegah penyumbatan filter dini.
Membandingkan Filter Keramik dengan Teknologi Filtrasi Aluminium Lainnya
Filter busa keramik tidak beroperasi secara terpisah. Filter ini merupakan salah satu komponen dari sistem manajemen kualitas lelehan aluminium yang komprehensif.
Perbandingan Teknologi Filtrasi Aluminium dan Perlakuan Leleh
| Teknologi | Fungsi Utama | Penghapusan Inklusi | Penghapusan Hidrogen | Biaya Modal | Biaya Operasional |
|---|---|---|---|---|---|
| Filter busa keramik | Penghapusan inklusi padat | Luar biasa | Minimal | Sangat Rendah | Rendah (habis pakai) |
| Unit degassing putar | Penghapusan H₂ + flotasi | Sedang | Luar biasa | Sedang | Rendah-Sedang |
| Degassing in-line (LARS) | Penghapusan H₂ + flotasi | Sedang | Luar biasa | Tinggi | Sedang |
| Perawatan fluks | Penghapusan sampah, bahan kimia | Bagus. | Terbatas | Sangat Rendah | Rendah |
| Pengadukan elektromagnetik | Kontrol aliran | Tidak langsung | Tidak ada | Tinggi | Sedang |
| Filtrasi unggun dalam | Penghapusan inklusi padat | Luar biasa | Tidak ada | Tinggi | Tinggi |
| Mengendap (tundish) | Pengendapan partikel kasar | Terbatas | Tidak ada | Rendah | Sangat Rendah |
| Penghalusan biji-bijian | Kontrol struktur mikro | Tidak ada | Tidak ada | Rendah | Rendah |
Urutan Perlakuan Peleburan yang Optimal
Berdasarkan pengalaman kami dalam menangani operasi pengecoran aluminium premium, kualitas pengecoran tertinggi dicapai melalui pendekatan perlakuan peleburan berurutan:
- Perawatan tungku: Penambahan fluks dan pembuangan sampah di tungku.
- Penghilangan gas: Degassing impeler putar untuk menghilangkan hidrogen terlarut dan inklusi yang mengapung.
- Menetap: Periode penahanan singkat untuk memungkinkan inklusi yang mengapung mencapai permukaan.
- Skimming: Penghapusan sampah secara manual atau otomatis dari permukaan lelehan.
- Transfer dan penyaringan: Filter busa keramik yang diposisikan dalam sistem gating menangkap inklusi halus yang tersisa selama pengecoran.
Setiap tahap menargetkan aspek yang berbeda dari kualitas lelehan. Penyaringan keramik adalah langkah terakhir dan paling tepat - langkah ini menghilangkan apa yang terlewatkan pada tahap sebelumnya, terutama partikel oksida halus dan fragmen bifilm yang tidak dapat ditangkap oleh degassing dan skimming.
Standar Kualitas dan Pengujian untuk Filter Pengecoran Aluminium
Standar yang Berlaku untuk Filter Keramik Pengecoran Aluminium
| Standar | Organisasi | Cakupan |
|---|---|---|
| GB/T 25139-2010 | Standar Nasional Cina | Filter busa keramik untuk pengecoran paduan aluminium |
| ASTM B594 | ASTM Internasional | Kebersihan paduan aluminium tempa |
| ISO 8840 | ISO | Produk tahan api - mortar sambungan (rumah filter) |
| EN 1371-1 | Standar Eropa | Pengujian penetran cair untuk coran |
| ASTM E1245 | ASTM Internasional | Analisis inklusi coran baja (dapat diadaptasi untuk Al) |
| AMS 2175 | SAE Aerospace | Klasifikasi pengecoran dan persyaratan inspeksi |
| NADCA 305 | Asosiasi Pengecoran Die Casting Amerika Utara | Standar kebersihan pengecoran aluminium |
Protokol Pengujian Penerimaan Filter
Untuk aplikasi pengecoran aluminium yang penting - kedirgantaraan, sistem keselamatan otomotif, perangkat medis - inspeksi filter yang masuk harus disertakan:
Inspeksi Visual (100% filter):
Periksa semua permukaan dan tepi filter apakah ada retakan, lapisan keramik yang tidak sempurna (area busa kosong), pori-pori yang tertutup, dan kontaminasi yang terlihat. Filter apa pun yang menunjukkan keretakan dalam ukuran apa pun harus ditolak. Area pelapisan parsial yang lebih besar dari 5mm × 5mm adalah alasan untuk penolakan dalam aplikasi kritis.
Pemeriksaan Dimensi (sampel 5-10%):
Mengukur panjang, lebar, ketebalan, dan kuadrat (sudut sudut) terhadap toleransi gambar. Toleransi umum yang dapat diterima: ±2mm pada panjang dan lebar, ±1mm pada ketebalan.
Konsistensi Berat (sampel 5-10%):
Berat filter berkorelasi dengan kerapatan lapisan keramik dan konsistensi struktur pori. Pencilan berat yang signifikan (>±10% dari rata-rata lot) menunjukkan ketidakkonsistenan produksi.
Uji Kompresi (sampel 1-2% atau sesuai AQL yang disepakati):
Pengujian kekuatan tekan dingin memastikan kekuatan penanganan yang memadai dan kualitas keramik.
Ketertelusuran Lot:
Memerlukan nomor batch dan tanggal produksi pada semua pengiriman filter. Tautkan catatan produksi ke coran tertentu untuk penelusuran rantai pasokan yang lengkap dalam aplikasi kedirgantaraan.
Pertimbangan Pengadaan dan Pengadaan pada tahun 2026
Tinjauan Pasar dan Pemasok Utama
Pasar filter busa keramik global terus berkembang pada tahun 2026, didorong oleh perluasan konten otomotif aluminium (rumah baterai kendaraan listrik, komponen struktural, komponen manajemen termal) dan persyaratan kualitas yang ketat dari pelanggan kedirgantaraan. Pasar tersegmentasi di antaranya:
Pemasok Tingkat 1: Produsen dengan integrasi vertikal penuh dari bahan baku hingga filter jadi, bersertifikat ISO 9001, dengan kemampuan R&D khusus dan dukungan aplikasi teknis. Produk memiliki dokumentasi lengkap dan sesuai untuk aplikasi kedirgantaraan dan aplikasi yang sangat penting bagi keselamatan.
Pemasok Tingkat 2: Produsen yang memproduksi grade standar dengan harga yang kompetitif, cocok untuk aplikasi non-kritis keselamatan industri dan otomotif.
Distributor Regional: Stok ukuran standar dari berbagai produsen, menawarkan pengiriman cepat tetapi dukungan teknis dan dokumentasi penelusuran yang terbatas.
Referensi Harga (April 2026)
| Ukuran Filter | Nilai PPI | Bahan | Perkiraan Harga Satuan (USD) |
|---|---|---|---|
| 50 × 50 × 22 mm | 20 PPI | Alumina | $0.12-0.35 |
| 75 × 75 × 22 mm | 20 PPI | Alumina | $0.25-0.60 |
| 100 × 100 × 22 mm | 20 PPI | Alumina | $0.45-1.10 |
| 100 × 100 × 22 mm | 30 PPI | Alumina | $0.55-1.30 |
| 150 × 150 × 22 mm | 30 PPI | Alumina | $1.20-2.80 |
| 200 × 200 × 25 mm | 30 PPI | Alumina | $2.50-5.50 |
| 100 × 100 × 22 mm | 40 PPI | Alumina dengan kemurnian tinggi | $0.90-2.20 |
Harga bersifat indikatif dan bervariasi secara signifikan dengan volume pesanan, wilayah pemasok, dan kondisi pasar bahan baku pada tahun 2026.
Pertanyaan Penting untuk Ditanyakan kepada Pemasok
- Berapa kandungan Al₂O₃ dari bahan filter Anda, yang diverifikasi oleh pengujian XRF?
- Apakah Anda memberikan sertifikat kesesuaian khusus untuk setiap pengiriman?
- Bagaimana konsistensi lot-ke-lot Anda dalam distribusi ukuran pori-pori?
- Berapa suhu servis maksimum Anda yang diverifikasi melalui pengujian (bukan perkiraan)?
- Dapatkah Anda memberikan data ketahanan guncangan termal untuk kelas alumina Anda?
- Berapa jumlah pesanan minimum Anda untuk ukuran standar dan khusus?
- Berapa waktu tunggu standar Anda untuk ukuran stok dan dimensi khusus?
- Apakah Anda menawarkan sampel uji coba sebelum berkomitmen pada perjanjian pasokan produksi penuh?
Analisis Total Biaya Kepemilikan
Harga satuan filter keramik mewakili sebagian kecil dari total dampak ekonomi dari keputusan penyaringan. Evaluasi pengadaan yang lebih akurat meliputi:
Biaya tanpa penyaringan (perkiraan tahunan untuk pengecoran otomotif ukuran menengah):
- Sisa pengecoran yang berhubungan dengan inklusi: 3-8% dari nilai produksi.
- Penolakan pemesinan untuk inklusi di bawah permukaan: 1-3% dari nilai produksi.
- Klaim garansi dari kegagalan di lapangan: sangat bervariasi tetapi berpotensi signifikan.
- Premi pelanggan untuk sertifikasi kualitas: pendapatan yang hilang tanpa kualifikasi penyaringan.
Biaya dengan filtrasi keramik:
- Biaya konsumsi filter: biasanya 0,5-2,0% dari nilai produksi pengecoran.
- Nilai peningkatan kualitas bersih: 3-10× biaya filter dalam pengurangan sampah saja.
Argumen ekonomi ini secara konsisten membenarkan investasi filtrasi keramik bahkan untuk coran aluminium yang relatif bernilai rendah ketika biaya total daripada harga unit filter adalah metrik perbandingan.
Pertanyaan yang Sering Diajukan (FAQ)
T1: Terbuat dari apakah filter keramik untuk pengecoran aluminium?
Sebagian besar filter keramik untuk pengecoran aluminium terbuat dari aluminium oksida (Al₂O₃), yang biasa disebut alumina, dalam struktur busa sel terbuka yang di-retikulasi. Filter diproduksi dengan melapisi templat busa poliuretan dengan bubur keramik berbasis alumina, kemudian membakar busa dan menyinter keramik pada suhu 1400-1600 ° C. Hasilnya adalah bodi keramik berpori yang kaku dan stabil secara termal dan secara kimiawi kompatibel dengan aluminium cair pada suhu pengecoran. Tingkat kemurnian tinggi alumina (90% + Al₂O₃) ditentukan untuk aplikasi kedirgantaraan dan struktural yang kritis.
T2: Bagaimana cara mengetahui ukuran filter keramik yang digunakan untuk pengecoran aluminium?
Ukuran filter melibatkan dua perhitungan independen. Pertama, hitung luas permukaan yang diperlukan berdasarkan massa logam, waktu pengisian, dan laju aliran maksimum untuk kelas PPI yang dipilih - biasanya 0,3-0,5 kg/cm²/detik untuk filter alumina 20 PPI dalam aluminium. Kedua, pastikan bahwa ukuran filter standar yang dipilih memberikan tekanan head yang memadai untuk pelapisan awal yang andal dengan memeriksa apakah head metalostatik yang tersedia melebihi tekanan pelapisan awal untuk grade PPI tersebut. Sebagian besar pengecoran menggunakan filter 100×100mm atau 150×150mm untuk pengecoran struktural otomotif, dengan penskalaan hingga 200×200mm untuk pengecoran gravitasi besar.
T3: Dapatkah filter keramik digunakan dalam die casting aluminium bertekanan tinggi?
Filter busa keramik standar tidak dapat menahan tekanan dan kecepatan injeksi logam yang digunakan dalam die casting bertekanan tinggi (HPDC), yang beroperasi pada tekanan injeksi 30-150 MPa. Struktur busa keramik apa pun akan langsung patah dalam kondisi ini. Manajemen kualitas aluminium HPDC justru bergantung pada sistem vakum, profil bidikan yang dioptimalkan, dan degassing muatan aluminium. Filter keramik sesuai untuk die casting gravitasi, die casting bertekanan rendah (LPDC), cetakan semi permanen, pengecoran investasi, dan pengecoran pasir aluminium.
T4: Seberapa sering filter keramik harus diganti selama proses pengecoran aluminium?
Filter keramik untuk pengecoran aluminium adalah bahan habis pakai sekali pakai - satu filter per pengecoran atau per cetakan dalam perkakas multi-rongga. Mencoba menggunakan kembali filter setelah satu siklus pengecoran tidak disarankan karena pori-pori filter setidaknya sebagian terisi dengan inklusi yang tertangkap dan struktur filter dapat terdegradasi sebagian. Penggunaan ulang akan melepaskan inklusi yang tertangkap kembali ke pengecoran berikutnya. Pembenaran ekonomi untuk penggunaan sekali pakai sangat mudah: biaya filter biasanya sebagian kecil dari satu persen dari nilai pengecoran.
T5: Apa yang terjadi jika filter keramik retak selama penuangan aluminium?
Jika filter keramik retak selama penuangan, pecahan keramik bisa masuk ke dalam rongga cetakan dan terperangkap dalam pengecoran yang mengeras. Hal ini menciptakan mode kontaminasi yang lebih buruk daripada tidak ada penyaringan sama sekali. Untuk mencegah hal ini: selalu periksa filter secara visual sebelum pemasangan dan tolak bagian yang retak; pastikan filter benar-benar kering sebelum digunakan (kelembapan menyebabkan retak akibat goncangan termal); dan gunakan filter yang diberi nilai yang memadai untuk suhu penuangan dan kondisi kepala metalostatik. Filter SiC memiliki ketahanan goncangan termal yang lebih baik daripada alumina tetapi biasanya tidak digunakan untuk aluminium karena masalah kompatibilitas bahan kimia.
T6: Apa perbedaan antara filter keramik 20 PPI dan 30 PPI untuk aluminium?
Nomor PPI mengacu pada jumlah pori-pori per inci linier dalam struktur filter. Filter 20 PPI memiliki bukaan pori yang lebih besar (diameter sekitar 1,2-1,5mm) dengan hambatan aliran yang lebih rendah dan efisiensi penangkapan inklusi yang moderat. Filter 30 PPI memiliki bukaan pori yang lebih kecil (diameter sekitar 0,7-0,9 mm), hambatan aliran yang lebih tinggi, dan efisiensi penangkapan inklusi yang jauh lebih tinggi - terutama untuk inklusi halus dalam kisaran 10-50 mikron. Untuk pengecoran aluminium struktural di mana sifat mekanik penting, 30 PPI memberikan hasil yang jauh lebih baik daripada 20 PPI, dengan perpanjangan dan umur kelelahan yang lebih baik dalam pengujian komparatif yang dipublikasikan.
T7: Apakah filter keramik untuk aluminium menghilangkan gas hidrogen?
Filter busa keramik tidak secara langsung menghilangkan hidrogen terlarut dari aluminium cair. Penghilangan hidrogen membutuhkan perawatan degassing menggunakan peralatan degassing impeler putar dengan gas inert (argon atau nitrogen). Namun, filter keramik secara tidak langsung berkontribusi pada pengurangan porositas hidrogen dengan menghilangkan inklusi oksida yang berfungsi sebagai tempat nukleasi untuk pengendapan gelembung hidrogen selama pemadatan, dan dengan meredam turbulensi yang jika tidak, akan memasukkan hidrogen yang berasal dari uap air ke dalam lelehan selama penuangan. Untuk kualitas lelehan yang sempurna, penyaringan keramik dan degassing harus digunakan bersama-sama.
T8: Bagaimana seharusnya filter keramik untuk pengecoran aluminium disimpan?
Simpan filter busa keramik dalam kemasan aslinya di lingkungan gudang yang kering pada suhu ruangan, jauh dari sumber kelembapan termasuk kondensasi lantai. Kelembaban relatif di atas 70% dapat menyebabkan adsorpsi kelembaban permukaan yang menyebabkan guncangan termal selama kontak logam awal. Jangan menumpuk karton filter lebih dari 5-6 untuk mencegah kerusakan kompresi pada filter yang lebih rendah. Hindari paparan oli, pelumas, atau asap kimia yang dapat mencemari permukaan filter dan mengganggu pembasahan logam. Dalam kondisi penyimpanan yang tepat, filter busa alumina standar memiliki masa simpan praktis 18-24 bulan.
T9: Apakah filter keramik untuk pengecoran aluminium diatur secara lingkungan?
Filter busa keramik bekas dari operasi pengecoran aluminium diklasifikasikan sebagai limbah industri padat di sebagian besar yurisdiksi. Filter ini mengandung sisa inklusi aluminium yang dipadatkan di dalam struktur keramik. Dalam kerangka kerja peraturan standar (Petunjuk Kerangka Kerja Limbah Uni Eropa, RCRA AS, peraturan lingkungan Tiongkok yang berlaku hingga 2026), filter bekas ini merupakan limbah padat yang tidak berbahaya dan dapat dibuang ke fasilitas tempat pembuangan akhir industri yang berlisensi. Beberapa pabrik pengecoran mendapatkan kembali aluminium logam dari filter bekas melalui pemrosesan sekunder. Bahan keramik itu sendiri secara kimiawi inert dan tidak melepaskan zat-zat yang diatur.
Q10: Dapatkah filter keramik disesuaikan untuk konfigurasi pengecoran aluminium yang tidak biasa?
Ya, dimensi, bentuk, dan bahkan nilai PPI khusus untuk filter busa keramik tersedia dari produsen besar. Persyaratan khusus yang umum termasuk bentuk bulat atau oval untuk rumah filter tertentu, penampang trapesium untuk geometri pelari meruncing, dan lubang atau takik untuk fitur retensi mekanis. Jumlah pesanan minimum untuk bentuk khusus biasanya mulai dari 500-2000 buah, dengan waktu tunggu 6-12 minggu untuk perkakas awal dan proses produksi pertama. Untuk mesin cuci pengecoran billet aluminium, sistem kaset filter khusus yang menggabungkan elemen filter standar dalam desain rumah khusus tersedia secara luas.
Kesimpulan
Filter keramik untuk pengecoran aluminium merupakan salah satu peningkatan kualitas yang paling mudah dan telah terbukti yang tersedia untuk pengecoran aluminium dan operasi pengecoran. Fisika penangkapan inklusi, kimia afinitas alumina-ke-alumina, dan data produksi selama beberapa dekade semuanya mengarah pada kesimpulan yang sama: filter busa keramik alumina yang ditentukan dengan benar, diposisikan dengan benar dalam sistem gerbang yang dirancang dengan baik, memberikan peningkatan yang terukur dan konsisten dalam kebersihan pengecoran, sifat mekanik, kualitas permukaan, dan konsistensi dimensi.
Panduan praktis dari tinjauan komprehensif ini bermuara pada beberapa prinsip utama: mencocokkan bahan filter dengan bahan kimia paduan; menghitung daripada memperkirakan ukuran filter yang diperlukan; menentukan tingkat PPI berdasarkan persyaratan kebersihan yang sebenarnya daripada meminimalkan biaya; mendesain kursi filter yang menghilangkan aliran bypass; dan mengintegrasikan penyaringan sebagai salah satu komponen dari sistem pengolahan lelehan yang lengkap yang juga mencakup degassing dan skimming yang efektif.
Di AdTech, kami mendukung operasi pengecoran aluminium mulai dari spesifikasi material hingga desain instalasi dan pemecahan masalah produksi. Temuan yang konsisten di berbagai aplikasi pengecoran adalah bahwa investasi dalam penyaringan keramik yang benar terbayar kembali dalam pengurangan skrap, konsistensi properti yang lebih baik, dan kemampuan untuk memasok suku cadang bersertifikat kualitas kepada pelanggan yang menuntut kebersihan lelehan yang terdokumentasi. Untuk operasi pengecoran aluminium apa pun yang mementingkan kualitas, filtrasi keramik adalah tempat yang tepat untuk memulai.
