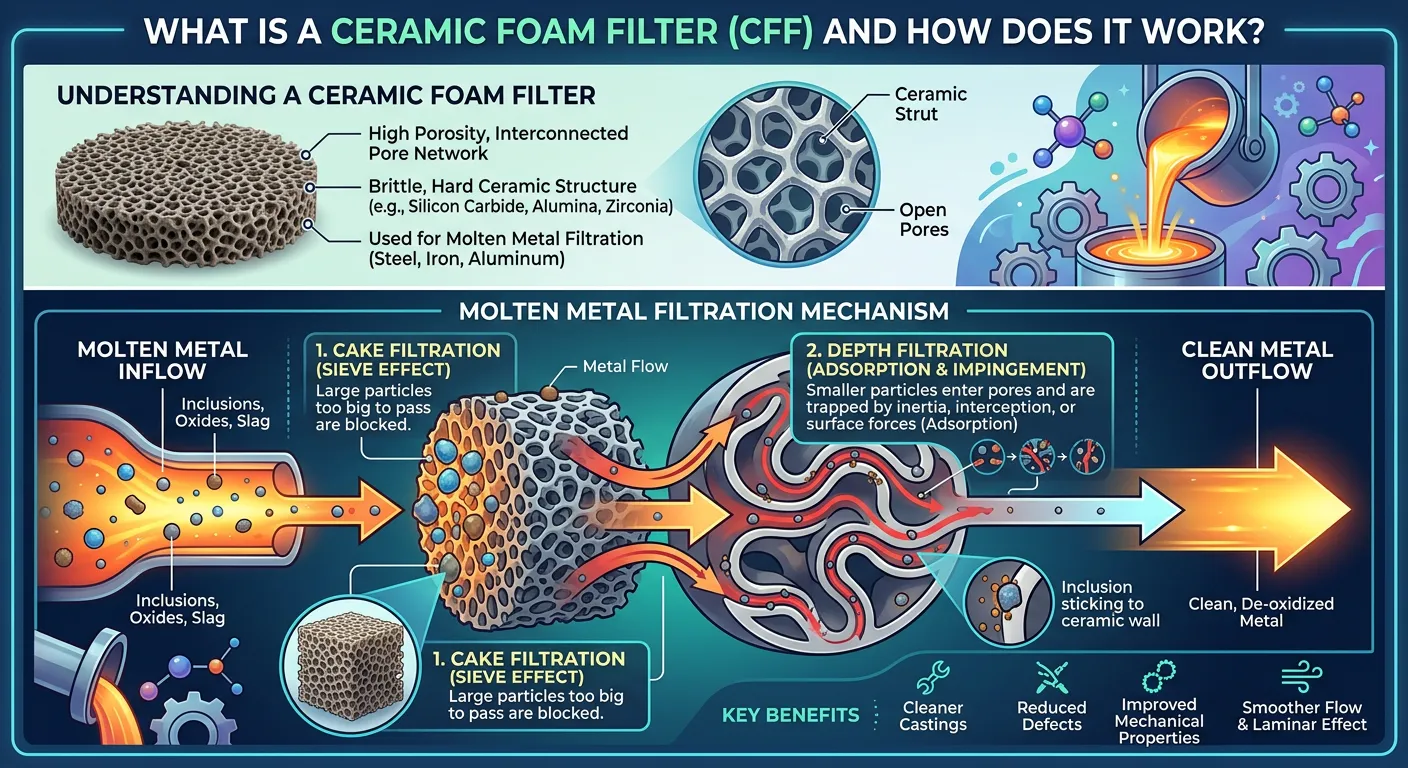
A filter busa keramik (CFF) adalah struktur berpori tiga dimensi berpori yang terbuat dari bahan keramik canggih - biasanya alumina, silikon karbida, zirkonia, atau magnesium - yang secara khusus dirancang untuk menghilangkan inklusi non-logam, partikel padat, dan gas yang terperangkap dari logam cair selama proses pengecoran. Filter bekerja dengan memaksa logam cair melalui jaringan jalur aliran berliku-liku yang saling berhubungan, menangkap inklusi melalui kombinasi pengayakan mekanis, adhesi fisik, dan mekanisme penyaringan cake. Hasilnya adalah coran yang lebih bersih dan berintegritas lebih tinggi dengan porositas yang berkurang secara signifikan, permukaan akhir yang lebih baik, dan sifat mekanik yang lebih baik.
Jika proyek Anda memerlukan penggunaan Filter Busa Keramik, Anda dapat hubungi kami untuk mendapatkan penawaran gratis.
Secara praktis, filter busa keramik adalah salah satu alat peningkatan kualitas yang paling hemat biaya yang tersedia dalam operasi pengecoran dan pengecoran modern. Kami telah mengevaluasi sistem filtrasi di seluruh jalur pengecoran aluminium, besi, baja, dan paduan tembaga, dan buktinya konsisten: mengintegrasikan filter busa keramik yang dipilih dengan benar ke dalam sistem gating mengurangi tingkat skrap yang terkait inklusi sebesar 40-80% sekaligus meningkatkan kekuatan tarik, perpanjangan, dan umur kelelahan pada pengecoran akhir. Untuk industri di mana cacat pengecoran diterjemahkan secara langsung ke dalam kegagalan di lapangan - komponen kedirgantaraan, suku cadang keselamatan otomotif, dan katup bertekanan kritis - peningkatan kinerja tersebut bukanlah pilihan.
Apa itu Filter Busa Keramik dan Bagaimana Cara Kerjanya?
Filter busa keramik menempati posisi unik dalam teknologi pengecoran karena strukturnya pada dasarnya berbeda dari media filtrasi konvensional. Alih-alih jaring datar atau pelat berlubang sederhana, filter busa keramik terdiri dari arsitektur busa sel terbuka - jaringan penyangga keramik yang terus menerus mengelilingi rongga bola yang saling berhubungan - yang mereplikasi geometri templat busa poliuretan sebelum ditembakkan.
Tiga Mekanisme Filtrasi dalam Aksi
Untuk memahami bagaimana filter busa keramik benar-benar menangkap inklusi, perlu melihat tiga mekanisme secara simultan:
Pengayakan Mekanis (Pengecualian Ukuran):
Inklusi yang lebih besar dari bukaan pori filter secara fisik terhalang pada permukaan filter, membentuk cake filter yang dengan sendirinya menjadi semakin efektif seiring dengan berlanjutnya aliran logam. Ini adalah mekanisme yang paling mudah dan berlaku terutama untuk inklusi yang lebih besar (di atas 50-100 mikron).
Filtrasi Jalur Berliku (Filtrasi Kedalaman):
Di sinilah filter busa keramik mengungguli layar mesh sederhana. Jalur aliran tiga dimensi yang tidak beraturan memaksa logam cair untuk mengubah arah berulang kali saat melewati struktur busa. Setiap perubahan arah meningkatkan kemungkinan partikel inklusi akan menyentuh permukaan penyangga keramik dan melekat padanya. Inklusi sekecil 10-20 mikron ditangkap melalui mekanisme ini bahkan ketika mereka lebih kecil dari bukaan pori nominal.
Adhesi Berbasis Kebasahan:
Kimia permukaan keramik dari bahan filter mendorong perlekatan jenis inklusi tertentu. Inklusi alumina dalam lelehan aluminium, misalnya, melekat secara istimewa pada permukaan filter berbasis alumina. Afinitas kimiawi antara substrat filter dan jenis inklusi ini merupakan alasan utama mengapa pemilihan material jauh lebih penting daripada kompatibilitas suhu.
Perilaku Aliran Melalui Filter
Ketika logam cair pertama kali menyentuh permukaan filter, ada periode priming singkat di mana logam mengatasi tegangan permukaan dan mulai membasahi penyangga keramik. Setelah aliran terbentuk, penurunan tekanan melintasi filter mengikuti hubungan Darcy yang dimodifikasi:
ΔP = (μ × L × v) / k
Di mana ΔP adalah penurunan tekanan, μ adalah viskositas leleh, L adalah ketebalan filter, v adalah kecepatan aliran, dan k adalah konstanta permeabilitas dari kelas filter tertentu. Dalam istilah pengecoran praktis, ini berarti bahwa penempatan filter dalam sistem gating harus memperhitungkan tekanan metalostatik yang tersedia untuk mendorong logam melalui filter - tekanan head yang tidak mencukupi menghasilkan pengisian yang tidak lengkap atau pemadatan dini.
Proses pembuatan: Bagaimana Filter Busa Keramik Dibuat
Produksi filter busa keramik mengikuti proses yang disebut metode replika (atau metode impregnasi busa polimer), yang pertama kali dikembangkan dan dipatenkan oleh Schwartzwalder dan Somers pada tahun 1963. Pendekatan manufaktur ini tetap menjadi standar industri lebih dari enam dekade kemudian, dengan penyempurnaan yang signifikan dalam kimia bubur, sistem pengikat, dan kontrol pembakaran.
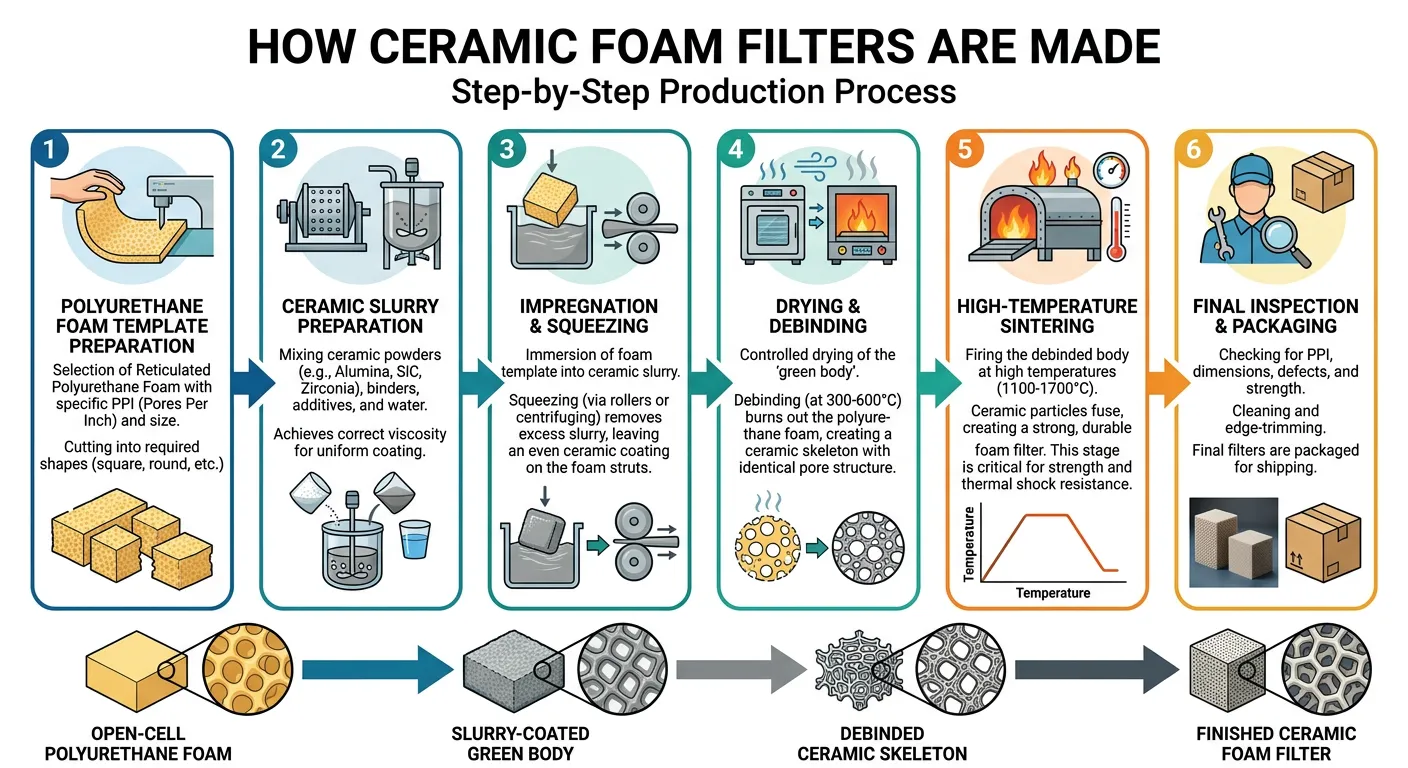
Tahap 1: Persiapan Template Busa Polimer
Busa poliuretan sel terbuka dengan kerapatan pori yang diinginkan (diukur dalam PPI - pori-pori per inci) dipotong sesuai dimensi yang dibutuhkan. Templat busa diperiksa untuk distribusi sel yang seragam dan tidak adanya pori-pori tertutup, yang akan menghalangi aliran logam pada produk akhir.
Tahap 2: Persiapan Bubur Keramik
Bubur keramik diformulasikan dari:
- Bahan baku keramik primer (alumina, SiC, zirkonia, dll.) dalam bentuk bubuk halus.
- Silika koloid, sol alumina, atau pengikat fosfat.
- Pengubah reologi (bentonit, pengental organik)
- Agen anti-berbusa.
- Air atau pembawa pelarut organik.
Viskositas bubur dikontrol dengan tepat - biasanya 1000-3000 cP untuk impregnasi - untuk memastikan cakupan sel yang lengkap tanpa menghalangi bukaan pori.
Tahap 3: Impregnasi dan Pelapisan Pemerasan
Templat busa poliuretan direndam dalam bubur keramik dan diperas secara manual atau mekanis untuk memastikan penetrasi penuh bubur ke dalam semua sel. Bubur yang berlebih dihilangkan melalui gulungan pemerasan yang terkontrol untuk mencapai berat lapisan target dan mempertahankan saluran pori terbuka.
Tahap 4: Pengeringan
Busa yang diresapi dikeringkan pada suhu 80-150°C untuk menghilangkan air bebas dan mengembangkan kekuatan hijau yang cukup untuk penanganan. Pengeringan harus dikontrol untuk mencegah keretakan akibat tekanan penyusutan diferensial.
Tahap 5: Penembakan Kelelahan (400-600°C)
Template busa poliuretan terbakar habis selama tahap ini, meninggalkan kerangka keramik. Ini adalah fase kritis - jika pembakaran organik menghasilkan tekanan gas internal yang berlebihan, penyangga keramik dapat retak sebelum strukturnya terkonsolidasi. Tempat pembakaran modern menggunakan atmosfer yang terkendali dan laju pemanasan yang lambat melalui rentang ini.
Tahap 6: Sintering (1200-1650°C)
Sintering akhir memadatkan penyangga keramik, mengembangkan kekuatan mekanis, dan membentuk kimia permukaan yang bertanggung jawab untuk perekatan inklusi. Suhu sintering puncak disesuaikan dengan sistem keramik tertentu:
| Bahan Keramik | Kisaran Suhu Sintering |
|---|---|
| Alumina (Al₂O₃) | 1450-1600°C |
| Silikon Karbida (SiC) | 1900-2100 ° C (dengan alat bantu sintering) |
| Zirkonia (ZrO₂) | 1400-1550°C |
| Magnesia (MgO) | 1550-1650°C |
| Alumina-Silika (Mullite) | 1350-1500°C |
Tahap 7: Pemeriksaan dan Penyortiran Kualitas
Setiap filter menjalani pemeriksaan visual, pengukuran dimensi, dan verifikasi berat. Pemeriksaan kualitas yang kritis meliputi:
- Keseragaman distribusi ukuran pori.
- Tidak adanya retakan atau pori-pori yang tertutup.
- Kelengkapan lapisan permukaan.
- Toleransi dimensi (biasanya ± 2mm pada panjang/lebar, ±1mm pada ketebalan)
Jenis-jenis Filter Busa Keramik berdasarkan Bahan
Pemilihan bahan adalah keputusan pertama dan terpenting dalam spesifikasi filter busa keramik. Setiap sistem keramik memiliki kisaran suhu pengoperasian, profil kompatibilitas bahan kimia, dan karakteristik efisiensi penyaringan yang berbeda.

Filter Busa Keramik Alumina
Filter busa keramik alumina (Al₂O₃) adalah jenis yang paling banyak diproduksi dan digunakan secara global, dengan perkiraan 60-70% dari total konsumsi filter busa keramik. Dominasi mereka berasal dari kombinasi yang sangat baik antara biaya, kinerja suhu, dan kompatibilitas bahan kimia dengan sebagian besar operasi pengecoran logam non-besi.
Aplikasi Utama: Pengecoran paduan aluminium, pengecoran paduan tembaga, pengecoran perunggu
Properti Utama:
- Suhu layanan maksimum: 1100°C (untuk penggunaan aluminium), dengan tingkat kemurnian tinggi hingga 1700°C.
- Ketahanan kimiawi yang sangat baik terhadap aluminium cair dan inklusi oksidanya.
- Afinitas alami untuk inklusi tipe alumina (cacat paling umum pada coran Al).
- Tersedia dalam rentang 10-60 PPI
Filter Busa Keramik Silikon Karbida (SiC)
Filter silikon karbida berbeda dari filter berbasis oksida melalui konduktivitas termalnya yang luar biasa - sekitar 10 kali lebih tinggi dari alumina - dan ketahanan guncangan termal yang luar biasa. Sifat-sifat ini membuat SiC menjadi bahan pilihan untuk besi dan beberapa aplikasi pengecoran baja di mana massa termal dan perubahan suhu yang cepat ditemui.
Aplikasi Utama: Besi kelabu, besi ulet, pengecoran besi lunak.
Properti Utama:
- Suhu servis maksimum: 1500°C.
- Konduktivitas termal: 15-25 W/m-K (vs. 2-5 W/m-K untuk alumina).
- Ketahanan guncangan termal yang unggul mengurangi risiko retak selama penuangan logam.
- Kimia permukaan SiC menolak adhesi inklusi oksida besi (penting untuk pemisahan besi yang bersih).
Filter Busa Keramik Zirkonia
Filter zirkonia (ZrO₂) mewakili tingkat premium filtrasi busa keramik, yang direkayasa untuk lingkungan bersuhu tinggi dan agresif secara kimiawi yang paling banyak ditemui dalam pengecoran baja dan pemrosesan paduan khusus.
Aplikasi Utama: Pengecoran baja, pengecoran superalloy berbasis nikel, paduan khusus suhu tinggi.
Properti Utama:
- Suhu servis maksimum: 1760°C+.
- Ketahanan kimiawi yang luar biasa terhadap terak baja cair dan inklusi oksida baja.
- Konduktivitas termal yang rendah (membantu mempertahankan suhu logam selama penyaringan)
- Biaya tertinggi di antara jenis filter busa keramik standar.
Filter Busa Keramik Magnesia (MgO)
Filter berbasis Magnesia adalah kategori produk khusus, terutama dikhususkan untuk aplikasi pengecoran baja di mana bahan kimia terak dasar dapat menyerang bahan filter yang mengandung alumina atau silika.
Aplikasi Utama: Pengecoran baja dengan kondisi terak dasar, paduan besi khusus
Properti Utama:
- Suhu servis maksimum: 1750°C.
- Karakter kimia dasar tahan terhadap serangan terak dasar.
- Kepadatan yang lebih tinggi daripada opsi alumina dan zirkonia.
- Ketersediaan terbatas dibandingkan dengan tipe lainnya.

Filter Busa Keramik Alumina-Silika (Fase Mullite)
Filter fase mullite memberikan kompromi performa biaya antara alumina murni dan kadar alumina tinggi. Fase kristal mullite (3Al₂O₃-2SiO₂) memberikan ketahanan goncangan termal yang baik dan kemampuan suhu yang berguna dengan biaya yang moderat.
Aplikasi Utama: Pengecoran paduan aluminium suhu sedang, paduan tembaga, beberapa aplikasi besi ringan
Tabel Ringkasan Pemilihan Bahan
| Bahan Filter | Suhu Layanan Maks | Logam Primer | Karakter Kimia | Biaya Relatif |
|---|---|---|---|---|
| Alumina (Al₂O₃) | 1100-1700°C | Aluminium, Tembaga | Netral-Asam | Rendah-Sedang |
| Silikon Karbida (SiC) | 1500°C | Besi Abu-abu, Besi Ulet | Netral | Sedang |
| Zirkonia (ZrO₂) | 1760°C+ | Baja, Superalloy | Netral-Dasar | Tinggi |
| Magnesia (MgO) | 1750°C | Baja (terak dasar) | Dasar | Sedang-Tinggi |
| Mullite (Al₂O₃-SiO₂) | 1400°C | Aluminium, Tembaga, Besi Ringan | Netral | Rendah |
| Spinel (MgAl₂O₄) | 1700°C | Baja, Paduan Nikel | Netral | Tinggi |
Peringkat Ukuran Pori (PPI) dan Artinya
PPI - pori-pori per inci - adalah parameter spesifikasi utama yang menentukan efisiensi penyaringan, hambatan aliran, dan kapasitas penahanan logam dari filter busa keramik. Memahami pemilihan PPI sangat penting untuk mengoptimalkan kinerja filter dalam aplikasi pengecoran apa pun.
Bagaimana PPI Diukur dan Ditetapkan
PPI mengacu pada jumlah pori-pori (sel) yang dihitung sepanjang satu inci linier penampang filter. Filter 10 PPI memiliki sekitar 10 sel per inci, memberikan saluran pori-pori yang relatif besar dan terbuka. Filter 30 PPI memiliki sekitar 30 sel per inci - bukaan pori-pori yang jauh lebih kecil dengan tingkat penangkapan inklusi yang lebih besar dan hambatan aliran yang lebih tinggi.
Dalam praktiknya, distribusi ukuran pori yang sebenarnya dalam satu filter tidak sepenuhnya seragam. Sebagian besar filter yang diproduksi secara komersial memiliki variasi ukuran sel ±15-20% di seluruh permukaan filter, yang normal dan dapat diterima. Filter dengan distribusi ukuran sel yang lebih ketat memerlukan biaya lebih mahal untuk aplikasi yang penting.

Perbandingan Kinerja Peringkat PPI
| Peringkat PPI | Perkiraan Ukuran Pori-pori | Efisiensi Filtrasi | Hambatan Aliran | Aplikasi Terbaik |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Lebih rendah (hanya inklusi kasar) | Sangat Rendah | Laju aliran tinggi, coran besar |
| 20 PPI | 1,2-1,5 mm | Sedang | Rendah | Tujuan umum, suku cadang otomotif |
| 25 PPI | 0,9-1,1 mm | Bagus. | Sedang | Coran struktural aluminium |
| 30 PPI | 0,7-0,9 mm | Tinggi | Sedang-Tinggi | Kedirgantaraan, bagian yang kedap tekanan |
| 40 PPI | 0,5-0,7 mm | Sangat Tinggi | Tinggi | Coran kritis, medis |
| 50 PPI | 0,4-0,55 mm | Maksimum | Sangat Tinggi | Superalloy, logam yang sangat bersih |
| 60 PPI | 0,3-0,4 mm | Maksimum | Sangat Tinggi | Penelitian, aplikasi khusus |
Memilih PPI: Kerangka Kerja Keputusan Praktis
Pemilihan PPI yang optimal melibatkan keseimbangan antara tiga persyaratan yang saling bersaing:
1. Tingkat Kebersihan yang Diperlukan: Persyaratan kebersihan yang lebih tinggi mendorong ke arah peringkat PPI yang lebih tinggi. Pengecoran dirgantara dapat menentukan 30-40 PPI, sementara pengecoran industri umum dapat menggunakan 20 PPI secara memadai.
2. Tekanan Metalostatik yang tersedia: PPI yang lebih tinggi berarti hambatan aliran yang lebih tinggi. Tekanan head yang tersedia dalam sistem gating harus cukup untuk mengisi rongga cetakan sebelum pemadatan dimulai. Kami menghitung head minimum yang diperlukan berdasarkan dimensi filter tertentu dan peringkat PPI sebelum menyelesaikan spesifikasi filter.
3. Persyaratan Laju Aliran Logam: Pengecoran besar dengan bagian yang tipis membutuhkan laju aliran yang tinggi. Menentukan PPI yang terlalu tinggi dapat membuat cetakan logam kelaparan, menyebabkan salah jalan dan cold shut - cacat yang lebih buruk daripada beberapa inklusi.
Properti Performa Utama dan Spesifikasi Teknis
Ketika mencari filter busa keramik, tim pengadaan dan teknisi perlu mengevaluasi serangkaian sifat teknis yang terstandardisasi. Inilah yang paling penting dan mengapa:
Sifat Termal
Tahan Guncangan Termal:
Dinyatakan sebagai jumlah siklus kejut termal yang dapat ditahan oleh filter tanpa retak di bawah kondisi pengujian standar (biasanya suhu ruangan hingga perendaman cepat 1000°C). Filter SiC umumnya mencapai 5-10+ siklus; filter alumina biasanya 3-6 siklus. Ketahanan goncangan termal yang buruk menyebabkan filter retak selama penuangan, melepaskan fragmen keramik ke dalam lelehan - yang jauh lebih buruk daripada tidak ada penyaringan sama sekali.
Suhu Servis Maksimum:
Batas suhu atas di mana filter mempertahankan integritas struktural dan tidak mencemari lelehan melalui pelarutan atau penguraian. Selalu verifikasi hal ini dengan suhu penuangan maksimum dari paduan tertentu, dengan margin keamanan minimum 50°C.
Konduktivitas Termal:
Konduktivitas termal yang tinggi (filter SiC) meminimalkan kehilangan suhu pada logam yang melewati filter. Konduktivitas termal yang rendah (zirkonia) bertindak sebagai isolator termal, mempertahankan suhu logam di zona filter tetapi berpotensi mempercepat pemadatan pada permukaan filter.
Sifat Mekanis
| Properti | Metode Uji | Kisaran Khas | Signifikansi |
|---|---|---|---|
| Kekuatan Tekan Dingin | ASTM C133 | 0,5-2,5 MPa | Resistensi penanganan dan pemasangan |
| Modulus Panas Pecah | ASTM C583 | 0,3-1,5 MPa | Integritas struktural selama penuangan |
| Kepadatan Massal | ISO 5017 | 0,25-0,45 g/cm³ | Indikator porositas tidak langsung |
| Porositas Total | Metode Archimedes | 75-90% | Porositas yang lebih tinggi = laju aliran yang lebih tinggi |
| Luas Permukaan Spesifik | Metode BET | 0,3-1,5 m² / g | Mempengaruhi area penangkapan inklusi |
Properti Kinerja Filtrasi
Efisiensi Filtrasi (FE):
Persentase inklusi yang dihilangkan dari sampel logam yang melewati filter dibandingkan dengan referensi tanpa filter. Diukur melalui analisis metalografi nilai-K (uji tekanan tereduksi) atau analisis PoDFA (Prefil-Footprinter) sebelum dan sesudah penyaringan.
Tekanan Priming:
Tekanan metalostatik minimum yang diperlukan untuk memulai aliran logam melalui filter. Nilai ini harus dilampaui dalam desain sistem gating. Nilai tipikal: 50-150 mm kepala logam, tergantung pada PPI dan tegangan permukaan logam.
Kapasitas Penahanan Logam:
Massa maksimum inklusi yang dapat ditangkap oleh filter sebelum sepenuhnya terhalang. Dinyatakan dalam gram inklusi per sentimeter persegi area permukaan filter.
Bagaimana Filter Busa Keramik Meningkatkan Kualitas Pengecoran
Hubungan antara filtrasi busa keramik dan kualitas pengecoran akhir didokumentasikan dengan baik dalam literatur metalurgi yang telah ditinjau sejawat dan didukung oleh data produksi pengecoran selama puluhan tahun. Berikut ini adalah tampilan terukur tentang apa yang sebenarnya dihasilkan oleh filtrasi:
Penghapusan Inklusi dan Kebersihan Logam
Inklusi non-logam adalah sumber cacat pengecoran yang paling umum dan merusak. Inklusi ini berasal dari berbagai sumber:
- Film oksida: Terbentuk ketika logam cair bersentuhan dengan oksigen selama penuangan
- Produk erosi tahan api: Dari sendok sayur, pelari, dan lengan peninggi
- Masuknya terak: Dibawa dari tungku peleburan
- Sampah: Kulit logam yang dipadatkan sebagian dilipat ke dalam aliran leleh
- Senyawa intermetalik: Diendapkan dari ketidakseimbangan kimia paduan
Filter busa keramik mengganggu pengangkutan inklusi ini dari sistem gerbang ke rongga cetakan. Data yang dipublikasikan dari berbagai sumber menunjukkan:
| Parameter Pengecoran | Tanpa Filter | Dengan 30 Filter PPI | Peningkatan |
|---|---|---|---|
| Kekuatan Tarik (Al A356) | 215 MPa | 248 MPa | +15% |
| Pemanjangan saat Istirahat | 4.5% | 7.2% | +60% |
| Umur Kelelahan (siklus menuju kegagalan) | 85,000 | 140,000 | +65% |
| Fraksi Area Porositas | 0.8% | 0.2% | -75% |
| Jumlah Inklusi (per cm²) | 12.4 | 2.1 | -83% |
| Kekasaran Permukaan (Ra) | 6,3 μm | 4,1 μm | -35% |
Data yang dikumpulkan dari studi industri pengecoran yang telah dipublikasikan, 2018-2024.
Pengurangan Turbulensi dan Pengaturan Aliran
Di luar penangkapan inklusi, filter busa keramik pada dasarnya mengubah karakter aliran logam yang masuk ke dalam cetakan. Logam yang tidak difilter memasuki rongga cetakan dalam aliran turbulen dan kacau yang menahan udara dan melipat film oksida. Filter mengubah aliran turbulen ini menjadi aliran laminar yang halus - sebuah transformasi yang mencegah inklusi baru terbentuk di bagian hilir filter.
Efek peredaman turbulensi ini terkadang lebih berharga daripada penghilangan inklusi langsung, terutama dalam konfigurasi pengecoran aliran panjang di mana pembuatan film oksida selama pengisian merupakan mekanisme cacat yang dominan.
Manfaat Regulasi Termal
Khususnya dalam aplikasi pengecoran besi, filter busa keramik SiC bertindak sebagai reservoir pemanasan awal untuk aliran logam. Massa termal yang tinggi dan konduktivitas filter secara singkat bersentuhan dan sedikit memanaskan logam yang bersentuhan dengan permukaan filter panas selama penuangan kondisi tunak, membantu mempertahankan pengisian cetakan sebelum pemadatan dimulai pada bagian yang tipis.
Aplikasi Industri dan Penggunaan Khusus Logam
Industri Pengecoran Aluminium
Industri pengecoran aluminium adalah konsumen global terbesar filter busa keramik berdasarkan volume, didorong oleh pertumbuhan eksplosif dalam komponen otomotif aluminium dan bagian struktural kedirgantaraan. Aplikasi tipikal melibatkan filter busa keramik alumina pada 20-40 PPI yang diposisikan dalam sistem pelari gravitasi, tekanan rendah, atau perkakas die casting tekanan tinggi.
Keluarga paduan aluminium utama yang disaring:
- A356/A357 (komponen otomotif struktural)
- Seri 319, 380 (blok mesin, rumah transmisi)
- Paduan tempa seri 2xxx dan 7xxx (billet kedirgantaraan)
- Billet ekstrusi seri 6xxx.
Manfaat filtrasi khusus dalam aluminium: Inklusi utama dalam aluminium adalah aluminium oksida (Al₂O₃) dalam bentuk bifilm dan partikel terdispersi. Bahan filter alumina berbagi bahan kimia dengan inklusi ini, meningkatkan daya rekat yang istimewa dan efisiensi penangkapan yang tinggi.
Pengecoran Besi dan Besi Ulet
Pengecoran besi menggunakan filter busa keramik silikon karbida untuk mengelola inklusi grafit, terak, dan produk erosi pasir. Temperatur penuangan yang tinggi dari besi kelabu (1300-1400 ° C) dan besi ulet (1380-1450 ° C) menuntut ketahanan goncangan termal yang disediakan oleh filter SiC.
Aplikasi dalam pengecoran besi:
- Cakram dan tromol rem otomotif.
- Blok mesin dan kepala silinder.
- Pipa dan perlengkapannya.
- Komponen peralatan pertanian.
- Rumah pompa dan badan katup.
Pengecoran Baja
Baja menghadirkan lingkungan filtrasi yang paling menuntut: suhu penuangan 1550-1650 ° C, terak pengoksidasi yang agresif, dan tekanan metalostatik yang tinggi. Filter busa keramik zirkonia adalah pilihan standar, sering digunakan dalam kombinasi dengan dudukan filter tahan api berserat dan bendungan keramik.
Aplikasi dalam pengecoran baja:
- Suku cadang keausan pertambangan (rahang penghancur, pelapis gilingan)
- Komponen kereta api (roda, bogie)
- Komponen bejana tekan.
- Badan pompa dan katup industri.
- Komponen pertahanan dan perlindungan balistik.
Pengecoran Tembaga dan Paduan Tembaga
Paduan tembaga termasuk kuningan, perunggu, dan paduan tembaga-nikel disaring menggunakan filter busa keramik alumina atau mullite pada suhu yang relatif lebih rendah (penuangan 1000-1200°C). Filtrasi dalam pengecoran paduan tembaga secara khusus menargetkan:
- Inklusi pasir dari erosi jamur
- Kulit oksida terbentuk selama penuangan
- Produk erosi tahan api
Pengecoran Investasi Nikel dan Titanium Superalloy
Sektor pengecoran investasi kedirgantaraan menggunakan peringkat PPI terbaik (40-60 PPI) dengan filter busa keramik zirkonia atau spinel dengan kemurnian tinggi untuk memproduksi bilah turbin, baling-baling, dan komponen badan pesawat struktural. Persyaratan kebersihan mutlak untuk komponen ini - di mana satu inklusi signifikan dapat menyebabkan kegagalan fatik yang dahsyat - membenarkan penggunaan sistem filtrasi dengan kinerja tertinggi yang tersedia.

Cara Memilih Filter Busa Keramik yang Tepat
Pemilihan filter busa keramik yang optimal memerlukan proses evaluasi terstruktur daripada pencarian produk yang sederhana.
Langkah 1: Identifikasi Logam Pengecoran dan Suhu Penuangan
| Kategori Logam | Kisaran Suhu Penuangan | Bahan Filter yang Direkomendasikan |
|---|---|---|
| Paduan aluminium | 680-780°C | Alumina (Al₂O₃) |
| Paduan tembaga | 1000-1200°C | Alumina atau Mullite |
| Besi Abu-abu / Ulet | 1300-1450°C | Silikon Karbida (SiC) |
| Baja Karbon/Paduan Rendah | 1550-1620°C | Zirkonia (ZrO₂) |
| Baja tahan karat | 1580-1650°C | Zirkonia (ZrO₂) |
| Superalloy Nikel | 1400-1550°C | Zirkonia atau Spinel |
| Paduan Titanium | 1650-1700°C | ZrO₂ yang distabilkan dengan Yttria |
Langkah 2: Tentukan Tingkat Filtrasi yang Diperlukan
Pertimbangkan persyaratan penggunaan akhir dari casting. Komponen kedirgantaraan struktural membutuhkan efisiensi penyaringan maksimum (30-40 PPI). Pengecoran industri umum dapat dilayani secara memadai dengan 20 PPI. Pengecoran dekoratif tanpa beban dapat menggunakan 10-15 PPI untuk kontrol aliran tanpa penyaringan yang agresif.
Langkah 3: Hitung Area Filter yang Diperlukan
Area permukaan filter harus cukup untuk melewatkan volume logam yang diperlukan dalam waktu pengisian yang tersedia tanpa melebihi kecepatan aliran maksimum yang diizinkan. Pedoman yang umum digunakan:
Area Filter Minimum (cm²) = Massa Logam (kg) / (Waktu Pengisian (detik) × Faktor Laju Aliran Maksimum)
Untuk aluminium dengan filter 20 PPI, laju aliran maksimum tipikal adalah sekitar 0,3-0,5 kg/cm²/detik. Ukuran filter yang terlalu kecil adalah kesalahan umum yang menyebabkan penumpukan tekanan balik, kesalahan pengisian cetakan, dan fraktur filter.
Langkah 4: Tentukan Dimensi dan Ketebalan
Dimensi filter busa keramik standar mengikuti konvensi industri, meskipun ukuran khusus tersedia:
| Ukuran Standar (mm) | Opsi Ketebalan (mm) | Aplikasi Umum |
|---|---|---|
| 40 × 40 | 15, 22 | Coran kecil, pelari |
| 50 × 50 | 15, 22 | Tujuan umum |
| 75 × 75 | 15, 22, 25 | Coran sedang |
| 100 × 100 | 22, 25 | Otomotif, struktural |
| 150 × 150 | 22, 25 | Coran besi besar |
| 200 × 200 | 25 | Coran yang sangat besar |
| Bulat: Ø40-Ø230 | 15-25 | Blok sumur sendok, khusus |
Instalasi, Integrasi Sistem Gating, dan Praktik Terbaik
Pemasangan yang benar sama pentingnya dengan pemilihan filter yang benar. Filter berkualitas tinggi yang diposisikan secara tidak tepat dalam sistem gating, akan menghasilkan performa yang jauh lebih rendah daripada performa potensialnya.
Desain Kursi Filter
Dudukan filter adalah ceruk pada runner bar atau rumah filter khusus yang memposisikan dan menahan filter. Prinsip-prinsip desain dudukan yang penting:
Segel Integritas: Filter harus duduk di dudukan yang mencegah logam melewati tepi filter. Bahkan celah 1mm antara tepi filter dan dudukan memungkinkan logam mengalir di sekeliling filter, secara dramatis mengurangi efisiensi penyaringan yang efektif. Kami merekomendasikan kedalaman dudukan 2-3mm dan lebar dudukan 3-5mm di luar dimensi filter di setiap sisi.
Dukungan Filter: Pelari hilir harus menyediakan area penyangga yang memadai untuk mencegah fraktur filter di bawah tekanan hidraulik aliran logam. Kontak dukungan minimum: 20% dari area permukaan filter.
Ventilasi: Udara yang terperangkap di bawah filter sebelum logam masuk harus memiliki jalur ventilasi untuk keluar. Tanpa ventilasi, tekanan balik dari udara yang terperangkap akan menunda pelapisan filter dan dapat menyebabkan turbulensi selama fase pengisian awal.
Penentuan Posisi dalam Sistem Gating
| Posisi Filter | Keuntungan | Keterbatasan |
|---|---|---|
| Dasar sariawan | Menangkap semua inklusi lebih awal | Kedatangan logam berkecepatan tinggi, risiko guncangan termal |
| Bilah pelari | Posisi paling umum, tekanan kepala yang baik | Harus memperhitungkan pendinginan logam pada pelari panjang |
| Posisi masuk ke dalam | Menyaring logam segera sebelum rongga | Area filter kecil, laju aliran tinggi per satuan luas |
| Basis riser | Filter selama fase pemberian makan | Kurang efektif untuk cacat yang berhubungan dengan pengisian |
Filter Pra-Pemanasan
Pada pengecoran baja dan besi suhu tinggi, pemanasan awal filter busa keramik hingga 200-400°C sebelum menempatkannya dalam rakitan cetakan mengurangi guncangan termal selama kontak logam awal. Untuk pengecoran aluminium, pra-pemanasan umumnya tidak diperlukan, tetapi menghindari kontak dengan permukaan yang lembab atau dingin sebelum pemasangan mencegah keretakan yang disebabkan oleh guncangan termal.
Penanganan dan Penyimpanan
- Selalu tangani filter busa keramik dengan sarung tangan bersih - kontaminasi minyak dari kulit dapat mengganggu pembasahan logam.
- Simpan dalam kondisi kering pada suhu lingkungan dalam kemasan aslinya.
- Jangan menumpuk lebih dari 10 filter per kolom untuk mencegah kehancuran karena berat.
- Periksa apakah ada retakan atau kerusakan sebelum pemasangan - filter yang rusak harus dibuang.
Membandingkan Filter Busa Keramik dengan Metode Filtrasi Lainnya
Memahami di mana filter busa keramik mengungguli alternatif lain membantu para insinyur membuat keputusan spesifikasi yang tepat.
Tabel Perbandingan: Metode Filtrasi untuk Pengecoran Logam
| Parameter | Filter Busa Keramik | Filter Berserat (Fiberglass) | Filter Keramik yang Diekstrusi | Inti Saringan | Tanpa Filter |
|---|---|---|---|---|---|
| Batas Suhu | Hingga 1760°C | Hingga 1000°C | Hingga 1600°C | Hingga 1500°C | N/A |
| Penghapusan Inklusi | Luar biasa | Bagus. | Sedang | Buruk-Sedang | Tidak ada |
| Hambatan Aliran | Sedang | Rendah | Sedang-Tinggi | Rendah-Sedang | Tidak ada |
| Peredaman Turbulensi | Luar biasa | Sedang | Sedang | Miskin | Tidak ada |
| Tahan Guncangan Termal | Baik-Sangat Baik | Miskin | Sedang | Bagus. | N/A |
| Biaya Per Filter | Sedang | Rendah | Rendah-Sedang | Sangat Rendah | Tidak ada |
| Tersedia untuk Baja? | Ya (Zirkonia) | Tidak. | Terbatas | Terbatas | Ya. |
| Area Permukaan untuk Penangkapan | Sangat Tinggi | Sedang | Rendah | Sangat Rendah | Tidak ada |
| Efisiensi Filtrasi Relatif | Referensi 100% | 40-60% | 30-50% | 10-20% | 0% |
Mengapa Busa Keramik Menang dalam Aplikasi dengan Permintaan Tinggi
Kombinasi jalur berliku-liku tiga dimensi, luas permukaan spesifik yang tinggi, dan kemampuan suhu tinggi membuat busa keramik menjadi pilihan yang pasti untuk pengecoran di mana kebersihan secara langsung berdampak pada kinerja mekanis. Satu-satunya skenario di mana penyaringan alternatif mungkin lebih disukai adalah aplikasi laju aliran yang sangat tinggi di mana penurunan tekanan filter busa akan membatasi pengisian - dalam kasus ini, filter sarang lebah yang diekstrusi dapat diganti.
Standar Kualitas, Pengujian, dan Sertifikasi
Standar Internasional yang Berlaku
| Standar | Organisasi | Cakupan |
|---|---|---|
| ISO 26910 | ISO | Filter busa keramik untuk pengecoran logam - persyaratan |
| ASTM C1674 | ASTM | Kekuatan lentur keramik canggih dengan porositas terbuka |
| GB / T 25139 | Cina GB | Filter busa keramik untuk pengecoran paduan aluminium |
| GB / T 30840 | Cina GB | Filter busa keramik untuk pengecoran besi dan baja |
| EN 993-1 | Eropa | Pengujian fisik produk refraktori berbentuk padat |
| JIS R 2412 | Bahasa Jepang | Produk filter keramik untuk logam cair |
Uji Kualitas Utama untuk Inspeksi Masuk
Inspeksi Visual:
100% filter harus diperiksa secara visual untuk mengetahui adanya keretakan, pelapisan yang tidak sempurna, pori-pori yang tertutup, dan kesesuaian dimensi. Kami merekomendasikan untuk menggunakan pengaturan pemeriksaan meja lampu standar untuk operasi pengecoran volume tinggi.
Verifikasi Dimensi:
Pengambilan sampel acak 5-10% dari filter yang diterima untuk pengukuran dimensi terhadap toleransi gambar.
Pengujian Kekuatan Tekan:
Pengujian lot sampel acak menggunakan ASTM C133 atau yang setara. Kekuatan tekan dingin minimum yang dapat diterima bervariasi menurut bahan dan aplikasi.
Verifikasi Jumlah Pori:
Verifikasi peringkat PPI melalui penghitungan sel standar di beberapa bagian filter sampel. Variasi lebih dari ±2 PPI dari peringkat nominal akan menyebabkan penolakan.
Uji Shock Termal:
Untuk aplikasi yang kritis, pengujian kejut termal pra-kualifikasi pada lot filter yang terpapar pada siklus perubahan suhu yang cepat memastikan ketahanan terhadap keretakan selama kondisi penuangan yang sebenarnya.
Baca juga:
Panduan Pengadaan: Ukuran, Harga, dan Evaluasi Pemasok
Ikhtisar Harga (Referensi Pasar 2026)
| Jenis Filter | Kisaran Ukuran | Perkiraan Kisaran Harga Satuan |
|---|---|---|
| Alumina, 20-30 PPI | 50 × 50 × 22mm | $0.15-0.45 USD |
| Alumina, 20-30 PPI | 100 × 100 × 22mm | $0.50-1.20 USD |
| SiC, 20-30 PPI | 100 × 100 × 22mm | $0.80-2.00 USD |
| Zirkonia, 30 PPI | 100 × 100 × 22mm | $3.00-8.00 USD |
| Zirkonia, 40 PPI | 150 × 150 × 25mm | $8.00-20.00 USD |
| Ukuran khusus | Beragam | 30-100% premium di atas standar |
Harga bervariasi secara signifikan berdasarkan volume pesanan, wilayah pemasok, dan kondisi pasar bahan baku.
Kerangka Kerja Evaluasi Pemasok
Saat menilai pemasok filter busa keramik, kami menerapkan struktur kriteria berikut:
Kemampuan Teknis:
- Berbagai bahan dan nilai PPI yang ditawarkan.
- Rentang dimensi dan kemampuan khusus.
- Laboratorium pengujian internal dengan metode pengujian yang telah dipublikasikan.
- Lembar data teknis dengan daftar properti lengkap.
Manajemen Kualitas:
- Sertifikasi ISO 9001 sebagai minimum.
- Sistem penelusuran batch.
- Sertifikat kesesuaian dengan setiap pengiriman.
- Kriteria pengambilan sampel dan penerimaan yang ditetapkan.
Keandalan Pasokan:
- Gudang regional atau ketersediaan stok lokal.
- Persyaratan jumlah pesanan minimum.
- Waktu tunggu untuk produk standar dan khusus.
- Rekam jejak kinerja pengiriman.
Dukungan Teknis:
- Kemampuan dukungan rekayasa aplikasi.
- Kesediaan untuk melakukan uji coba pengecoran dan evaluasi kinerja.
- Studi kasus atau referensi aplikasi yang dipublikasikan.
Kesalahan Umum dalam Memesan yang Harus Dihindari
- Hanya menentukan material dan PPI tanpa verifikasi suhu: Selalu konfirmasikan suhu servis maksimum filter yang ditetapkan terhadap suhu penuangan yang sebenarnya.
- Memperkecil ukuran area filter untuk menghemat biaya: Biaya satu casting yang gagal jauh melebihi selisih biaya antara filter dengan ukuran yang tepat dan filter yang kurang tepat.
- Mengabaikan kelembapan selama penyimpanan: Filter keramik basah dapat pecah secara eksplosif ketika terkena logam cair.
- Mencampur jenis filter dari lot yang berbeda dalam proses produksi yang sama: Variasi properti antar kavling dapat menyebabkan hasil yang tidak konsisten.
- Menghadap ke desain dudukan filter: Bahkan filter terbaik pun tidak berfungsi dengan baik pada kursi yang didesain dengan buruk.
Pertanyaan yang Sering Diajukan (FAQ)
T1: Apa tujuan utama filter busa keramik dalam pengecoran logam?
Tujuan utamanya adalah untuk menghilangkan inklusi non-logam - partikel oksida, fragmen terak, butiran pasir, dan produk erosi tahan api - dari logam cair sebelum masuk ke dalam rongga cetakan. Fungsi sekunder tetapi sama pentingnya adalah mengubah aliran logam yang bergejolak menjadi aliran laminar yang halus yang mencegah pembentukan oksida baru selama pengisian cetakan. Bersama-sama, fungsi-fungsi ini mengurangi cacat pengecoran dan meningkatkan sifat mekanik dari bagian yang sudah jadi.
T2: Dapatkah filter busa keramik digunakan kembali dalam produksi?
Tidak. Filter busa keramik adalah bahan habis pakai sekali pakai. Setelah filter melewati logam cair, pori-porinya sebagian atau seluruhnya dipenuhi dengan inklusi yang tertangkap dan logam yang dipadatkan. Mencoba menggunakan kembali filter akan mengekspos pengecoran pada inklusi yang tertangkap ditambah kontaminasi tambahan dari struktur filter yang terdegradasi. Biaya filter adalah sebagian kecil dari nilai casting, sehingga penggunaan ulang secara ekonomis tidak dapat dibenarkan dalam konteks produksi apa pun.
T3: Peringkat PPI apa yang harus saya gunakan untuk pengecoran aluminium?
Untuk sebagian besar aplikasi pengecoran aluminium struktural - bagian suspensi otomotif, braket mesin, dan komponen serupa - filter busa keramik alumina 20-30 PPI memberikan keseimbangan terbaik antara penghilangan inklusi dan laju aliran. Untuk aplikasi kedirgantaraan atau aplikasi yang sangat penting bagi keselamatan yang membutuhkan kebersihan tertinggi, 30-40 PPI sesuai. Untuk pengecoran dekoratif non-struktural sederhana, 10-20 PPI sering kali cukup.
T4: Apa perbedaan antara filter busa keramik dan filter keramik yang diekstrusi?
Filter busa keramik memiliki struktur pori-pori tiga dimensi, tidak beraturan, dan retikulasi yang dibuat dengan metode busa replika. Jalur berliku-liku ini memberikan penyaringan yang dalam, menangkap inklusi yang lebih kecil dari ukuran pori nominal. Filter keramik yang diekstrusi memiliki saluran lurus dan paralel - seperti sarang lebah - yang hanya memungkinkan penyaringan permukaan inklusi yang lebih besar dari bukaan saluran. Filter busa keramik secara signifikan lebih efektif untuk menghilangkan inklusi halus tetapi memiliki hambatan aliran yang lebih tinggi daripada alternatif yang diekstrusi.
T5: Bagaimana saya tahu jika filter busa keramik saya telah bekerja secara efektif?
Metode evaluasi pasca-pengecoran meliputi: pemeriksaan metalografi penampang melintang dari pengecoran (menghitung dan mengukur inklusi), pengujian tekanan tereduksi (nilai-K) sampel logam yang diambil sebelum dan sesudah posisi filter, dan analisis PoDFA atau LAIS dalam operasi pengecoran aluminium. Indikator lapangan yang lebih sederhana adalah memeriksa filter setelah pengecoran - permukaan filter yang terisi penuh dengan penumpukan inklusi yang terlihat mengonfirmasi penangkapan aktif.
T6: Apa yang menyebabkan filter busa keramik retak selama penuangan?
Keretakan selama penuangan paling sering disebabkan oleh kejutan termal ketika filter dingin atau suhu ruangan bersentuhan dengan logam cair yang panas. Kenaikan suhu yang cepat menciptakan tekanan gradien termal yang melebihi modulus pecah filter. Strategi pencegahan meliputi pemanasan awal rakitan filter, memastikan filter benar-benar kering sebelum digunakan, dan menggunakan filter silikon karbida (dengan ketahanan goncangan termal yang unggul) untuk aplikasi besi dan baja.
T7: Apakah filter busa keramik memengaruhi suhu logam?
Ya, pada tingkat yang dapat diukur tetapi dapat dikelola. Logam yang melewati filter busa keramik bersuhu ruangan akan kehilangan sebagian energi panas pada massa filter selama fase penuangan awal. Untuk aluminium pada volume yang umum, kehilangan suhu ini biasanya 3-8°C di seluruh filter. Untuk besi dan baja dengan massa termal logam yang jauh lebih tinggi, efeknya lebih kecil secara proporsional. Pada sebagian besar operasi pengecoran produksi, penurunan suhu ini diperhitungkan dalam spesifikasi suhu penuangan.
T8: Apakah filter busa keramik cocok untuk die casting bertekanan tinggi (HPDC)?
Filter busa keramik standar tidak digunakan dalam die casting bertekanan tinggi karena kecepatan dan tekanan injeksi (hingga 150 MPa) akan segera mematahkan struktur busa keramik. Filtrasi dalam HPDC dicapai melalui cara lain: sistem vakum, desain gerbang yang dioptimalkan, dan peralatan degassing. Filter busa keramik sesuai untuk proses die casting gravitasi, die casting bertekanan rendah (LPDC), casting investasi, dan pengecoran pasir.
T9: Apa dampak lingkungan dari pembuangan filter busa keramik?
Filter busa keramik bekas diklasifikasikan sebagai limbah industri padat. Setelah pengecoran, filter mengandung inklusi logam yang dipadatkan dan mungkin sejumlah kecil logam. Di sebagian besar yurisdiksi, mereka dibuang sebagai limbah industri yang tidak berbahaya di fasilitas berlisensi. Beberapa pengecoran memulihkan nilai logam sisa melalui daur ulang filter bekas berkadar logam tinggi. Bahan keramik itu sendiri secara kimiawi stabil dan tidak melepaskan komponen berbahaya, sehingga pembuangan ke TPA secara umum dapat diterima di bawah peraturan limbah industri standar.
Q10: Dapatkah filter busa keramik disesuaikan untuk bentuk atau ukuran yang tidak biasa?
Ya. Meskipun ukuran persegi dan persegi panjang standar adalah yang paling umum dan ekonomis, filter busa keramik dapat diproduksi dalam bentuk bulat, oval, trapesium, dan geometri khusus lainnya. Jumlah pesanan minimum untuk ukuran khusus biasanya 500-2000 buah tergantung pada kerumitannya. Waktu tunggu untuk perkakas khusus dan produksi awal berkisar antara 4-12 minggu. Untuk aplikasi khusus bervolume sangat tinggi, keekonomisan ukuran khusus biasanya membenarkan investasi perkakas dalam tahun produksi pertama.
Kesimpulan
Filter busa keramik menempati posisi penting dalam sistem kualitas pengecoran logam modern. Kemampuannya untuk secara bersamaan menghilangkan inklusi, mengatur aliran logam, dan meningkatkan sifat mekanik pengecoran menjadikannya salah satu dari sedikit komponen yang dapat dikonsumsi di mana investasi secara langsung dan terukur meningkatkan kualitas produk dan mengurangi biaya skrap.
Hal-hal penting bagi para insinyur: pemilihan material harus sesuai dengan kimiawi logam dan suhu operasi; pemilihan PPI harus menyeimbangkan persyaratan kebersihan dengan tekanan gating yang tersedia; dan ukuran filter harus dihitung dan bukannya diestimasi. Untuk para profesional pengadaan: biaya unit per filter adalah metrik yang menyesatkan - perhitungan nilai total harus mencakup pengurangan tingkat skrap, peningkatan hasil pemesinan, dan pengurangan klaim garansi yang disebabkan oleh coran yang lebih bersih.
Di AdTech, kami bekerja dengan pengecoran dan operasi pengecoran di seluruh sektor aluminium, besi, baja, dan paduan khusus. Pelajaran yang konsisten dari pengalaman itu sangat mudah: filter busa keramik yang ditentukan dengan baik, dipasang dengan benar, akan terbayar dengan sendirinya berkali-kali lipat dalam setiap siklus pengecoran.
