A filtre en mousse céramique (CFF) est une structure poreuse réticulée en trois dimensions, fabriquée à partir de matériaux céramiques avancés - le plus souvent de l'alumine, du carbure de silicium, de la zircone ou de la magnésie - spécialement conçue pour éliminer les inclusions non métalliques, les particules solides et les gaz entraînés du métal en fusion pendant le processus de coulée. Le filtre fonctionne en forçant le métal liquide à travers un réseau interconnecté de voies d'écoulement tortueuses, capturant les inclusions par une combinaison de mécanismes de tamisage mécanique, d'adhésion physique et de filtration en gâteau. Il en résulte des pièces coulées plus propres et de meilleure intégrité, avec une porosité considérablement réduite, un meilleur état de surface et de meilleures propriétés mécaniques.
Si votre projet nécessite l'utilisation d'un filtre en mousse céramique, vous pouvez nous contacter pour un devis gratuit.
En termes pratiques, les filtres à mousse céramique sont l'un des outils d'amélioration de la qualité les plus rentables disponibles dans les opérations de fonderie et de coulée modernes. Nous avons évalué des systèmes de filtration sur des lignes de coulée d'alliages d'aluminium, de fer, d'acier et de cuivre, et les preuves sont cohérentes : l'intégration de filtres en mousse céramique correctement sélectionnés dans un système de fermeture réduit les taux de rebut liés à l'inclusion de 40-80% tout en améliorant la résistance à la traction, l'élongation et la durée de vie de la pièce moulée finale. Pour les industries où les défauts de coulée se traduisent directement par des défaillances sur le terrain - composants aérospatiaux, pièces de sécurité automobile et vannes à pression critique - cette amélioration des performances n'est pas facultative.
Qu'est-ce qu'un filtre en mousse céramique et comment fonctionne-t-il ?
Un filtre en mousse céramique occupe une position unique dans la technologie du moulage parce que sa structure est fondamentalement différente des médias de filtration conventionnels. Plutôt qu'une maille plate ou une simple plaque perforée, un filtre en mousse céramique consiste en une architecture de mousse à cellules ouvertes - un réseau continu d'entretoises en céramique entourant des vides sphériques interconnectés - qui reproduit la géométrie d'un gabarit en mousse de polyuréthane avant la cuisson.
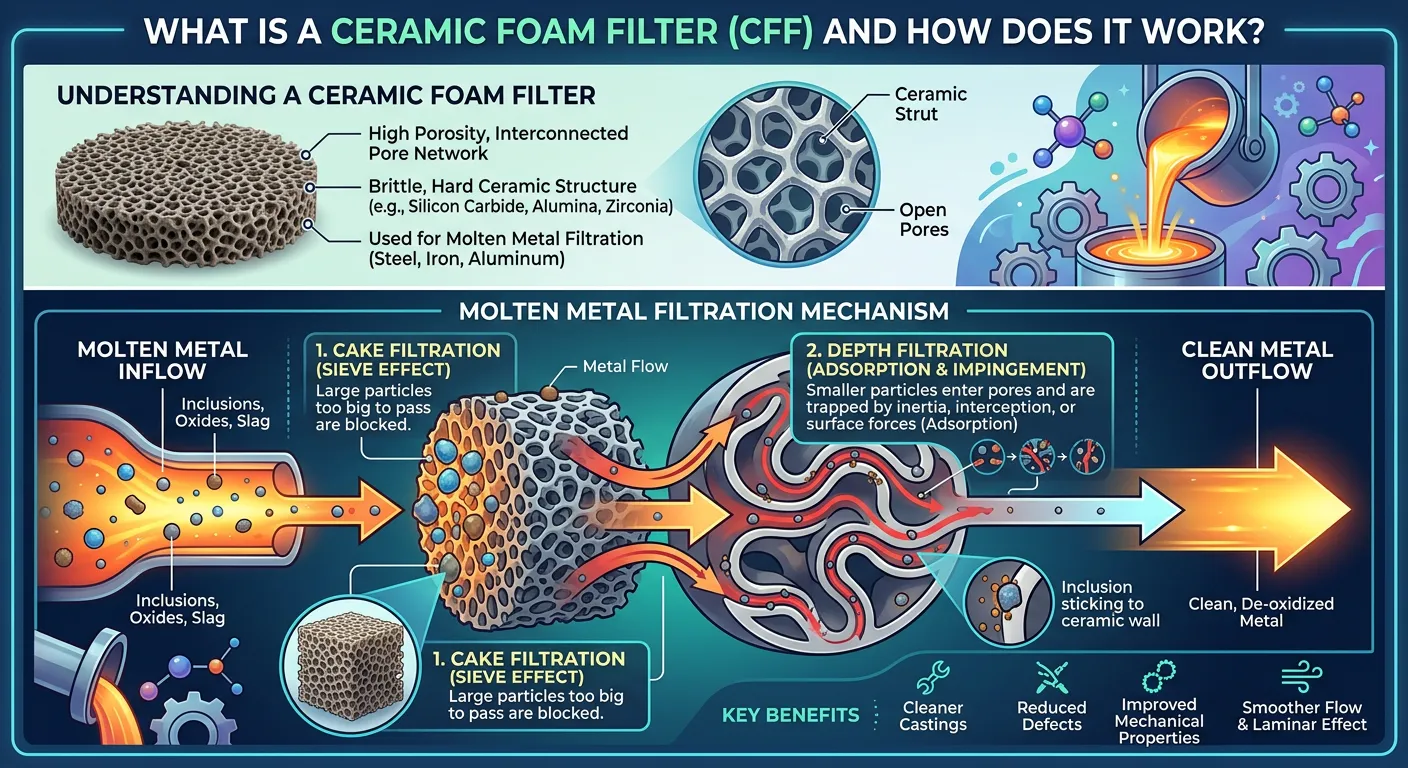
Les trois mécanismes de filtration en action
Pour comprendre comment les filtres en mousse céramique capturent réellement les inclusions, il faut examiner trois mécanismes simultanés :
Tamisage mécanique (exclusion de la taille) :
Les inclusions plus grandes que l'ouverture des pores du filtre sont physiquement bloquées sur la face du filtre, formant un gâteau de filtration qui devient progressivement plus efficace au fur et à mesure que le flux de métal se poursuit. Il s'agit du mécanisme le plus simple, qui s'applique principalement aux inclusions de grande taille (supérieures à 50-100 microns).
Filtration en profondeur (Tortuous Path Filtration) :
C'est là que les filtres en mousse céramique sont plus performants que les simples tamis à mailles. La trajectoire irrégulière et tridimensionnelle de l'écoulement oblige le métal en fusion à changer de direction à plusieurs reprises lorsqu'il traverse la structure en mousse. Chaque changement de direction augmente la probabilité qu'une particule d'inclusion entre en contact avec la surface d'un pilier en céramique et y adhère. Des inclusions de 10 à 20 microns sont capturées par ce mécanisme, même si elles sont plus petites que l'ouverture nominale des pores.
Adhésion basée sur la mouillabilité :
La chimie de la surface céramique du matériau filtrant favorise l'adhésion de types d'inclusions spécifiques. Les inclusions d'alumine dans la fonte d'aluminium, par exemple, adhèrent de préférence aux surfaces filtrantes à base d'alumine. Cette affinité chimique entre le substrat du filtre et le type d'inclusion est l'une des principales raisons pour lesquelles le choix du matériau importe bien au-delà de la compatibilité thermique.
Comportement de l'écoulement à travers le filtre
Lorsque le métal en fusion entre en contact avec la face du filtre, il y a une brève période d'amorçage au cours de laquelle le métal surmonte la tension superficielle et commence à mouiller les supports en céramique. Une fois l'écoulement établi, la chute de pression à travers le filtre suit une relation de Darcy modifiée :
ΔP = (μ × L × v) / k
Où ΔP est la perte de charge, μ est la viscosité de la matière fondue, L est l'épaisseur du filtre, v est la vitesse d'écoulement et k est la constante de perméabilité de la qualité de filtre spécifique. En termes pratiques pour la fonderie, cela signifie que l'emplacement du filtre dans le système de fermeture doit tenir compte de la pression métallostatique disponible pour faire passer le métal à travers le filtre - une pression de tête insuffisante entraîne un remplissage incomplet ou une solidification prématurée.
Processus de fabrication : Comment sont fabriqués les filtres en mousse céramique
La production de filtres en mousse céramique suit un processus appelé méthode de réplique (ou méthode d'imprégnation de mousse polymère), développé et breveté pour la première fois par Schwartzwalder et Somers en 1963. Cette méthode de fabrication reste la norme de l'industrie plus de six décennies plus tard, avec des améliorations significatives dans la chimie des boues, les systèmes de liants et le contrôle de la cuisson.
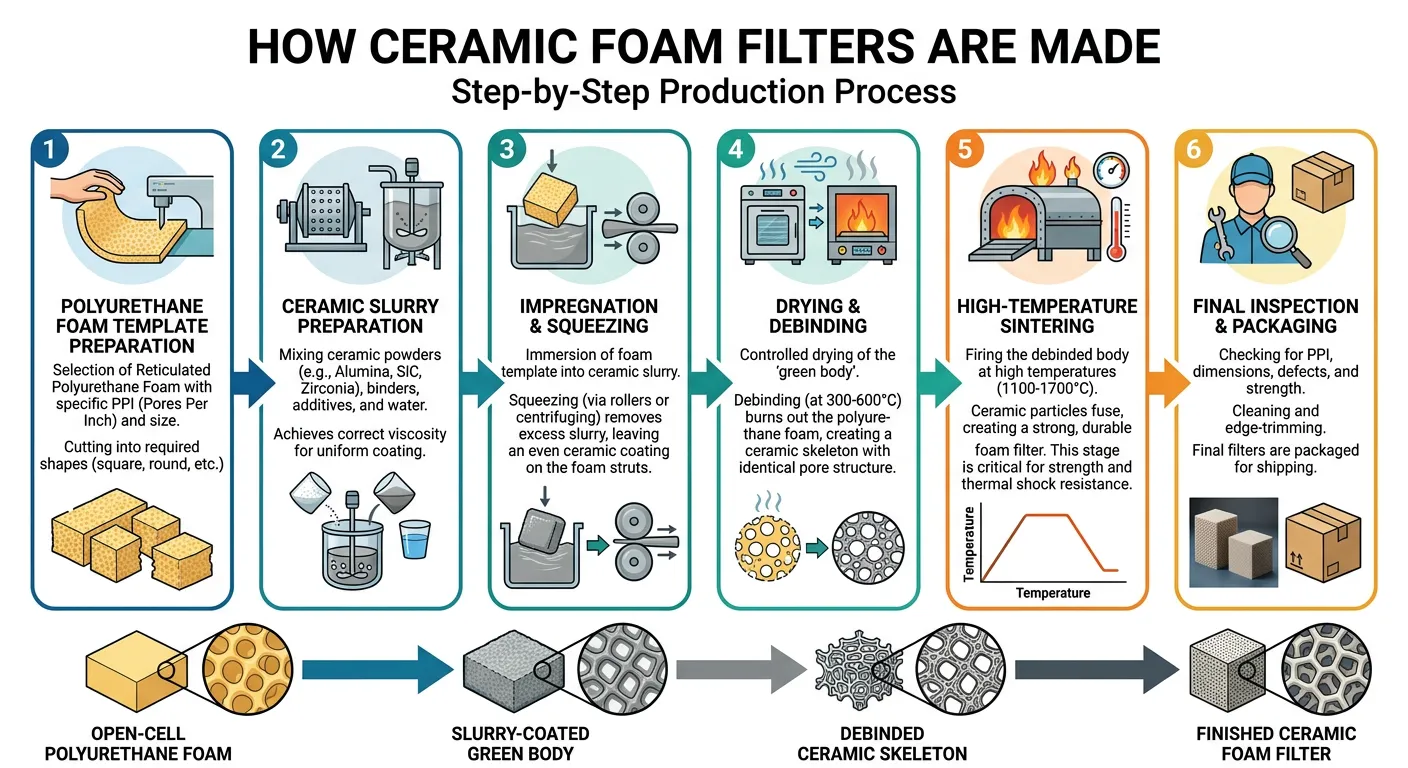
Étape 1 : Préparation du gabarit en mousse polymère
La mousse de polyuréthane à cellules ouvertes présentant la densité de pores souhaitée (mesurée en PPI - pores par pouce) est découpée aux dimensions requises. Le gabarit de mousse est inspecté pour vérifier la distribution uniforme des cellules et l'absence de pores fermés, qui bloqueraient l'écoulement du métal dans le produit final.
Étape 2 : Préparation de la boue céramique
Une boue céramique est formulée à partir de :
- Matière première céramique primaire (alumine, SiC, zircone, etc.) sous forme de poudre fine.
- Silice colloïdale, sol d'alumine ou liant phosphaté.
- Modificateurs de la rhéologie (bentonite, épaississants organiques)
- Agents anti-mousse.
- Support d'eau ou de solvant organique.
La viscosité de la boue est contrôlée avec précision - typiquement 1000-3000 cP pour l'imprégnation - afin d'assurer une couverture complète des cellules sans bloquer les ouvertures des pores.
Étape 3 : Imprégnation et revêtement par pression
Le gabarit en mousse de polyuréthane est immergé dans la suspension de céramique et pressé manuellement ou mécaniquement pour assurer une pénétration complète de la suspension dans toutes les cellules. L'excès de suspension est éliminé au moyen de rouleaux d'essorage contrôlés afin d'atteindre le poids cible du revêtement et de maintenir les canaux poreux ouverts.
Étape 4 : Séchage
La mousse imprégnée est séchée à 80-150°C pour éliminer l'eau libre et développer une résistance à l'état vert suffisante pour la manipulation. Le séchage doit être contrôlé afin d'éviter les fissures dues aux contraintes de retrait différentiel.
Étape 5 : Cuisson d'épuisement (400-600°C)
Le gabarit en mousse de polyuréthane brûle complètement au cours de cette étape, laissant derrière lui le squelette en céramique. Il s'agit d'une phase critique : si la combustion organique génère une pression de gaz interne excessive, les supports en céramique risquent de se fissurer avant que la structure ne soit consolidée. Les fours modernes utilisent une atmosphère contrôlée et des vitesses de chauffe lentes pendant toute cette période.
Étape 6 : Frittage (1200-1650°C)
Le frittage final densifie les supports céramiques, développe la résistance mécanique et établit la chimie de surface responsable de l'adhésion des inclusions. La température maximale de frittage est adaptée au système céramique spécifique :
| Matériau céramique | Plage de température de frittage |
|---|---|
| Alumine (Al₂O₃) | 1450-1600°C |
| Carbure de silicium (SiC) | 1900-2100°C (avec adjuvants de frittage) |
| Zircone (ZrO₂) | 1400-1550°C |
| Magnésie (MgO) | 1550-1650°C |
| Alumine-Silice (Mullite) | 1350-1500°C |
Étape 7 : Inspection de la qualité et tri
Chaque filtre fait l'objet d'une inspection visuelle, d'une mesure dimensionnelle et d'une vérification du poids. Les contrôles de qualité essentiels sont les suivants
- Uniformité de la distribution de la taille des pores.
- Absence de fissures ou de pores fermés.
- Complétude du revêtement de surface.
- Tolérances dimensionnelles (typiquement ±2mm sur la longueur/largeur, ±1mm sur l'épaisseur)
Types de filtres en mousse céramique par matériau
Le choix du matériau est la première et la plus importante décision dans la spécification des filtres à mousse céramique. Chaque système céramique a une plage de température de fonctionnement, un profil de compatibilité chimique et des caractéristiques d'efficacité de filtration qui lui sont propres.

Filtres à mousse en céramique d'alumine
Filtres en mousse céramique d'alumine (Al₂O₃) sont le type le plus largement produit et utilisé dans le monde, représentant environ 60-70% de la consommation totale de filtres en mousse céramique. Leur domination est due à une excellente combinaison de coût, de performance thermique et de compatibilité chimique avec la majorité des opérations de moulage de métaux non ferreux.
Applications primaires : Moulage d'alliages d'aluminium, moulage d'alliages de cuivre, moulage de bronze
Propriétés principales :
- Température de service maximale : 1100°C (pour l'aluminium), avec des qualités de haute pureté jusqu'à 1700°C.
- Excellente résistance chimique à l'aluminium en fusion et à ses inclusions d'oxyde.
- Affinité naturelle pour les inclusions de type alumine (le défaut le plus courant dans les pièces moulées en Al).
- Disponible dans une gamme de 10 à 60 PPI
Filtres à mousse céramique en carbure de silicium (SiC)
Les filtres en carbure de silicium se distinguent des filtres à base d'oxyde par leur conductivité thermique exceptionnelle - environ 10 fois supérieure à celle de l'alumine - et leur remarquable résistance aux chocs thermiques. Ces propriétés font du SiC le matériau de choix pour les applications de moulage du fer et de certains aciers où l'on rencontre une masse thermique et des changements de température rapides.
Applications primaires : Fonte grise, fonte ductile, fonte malléable.
Propriétés principales :
- Température de service maximale : 1500°C.
- Conductivité thermique : 15-25 W/m-K (contre 2-5 W/m-K pour l'alumine).
- La résistance supérieure aux chocs thermiques réduit le risque de fissuration lors de la coulée du métal.
- La chimie de surface du SiC résiste à l'adhésion des inclusions d'oxyde de fer (important pour une séparation nette du fer).
Filtres en mousse de céramique de zircone
Les filtres en zircone (ZrO₂) représentent le niveau supérieur de la filtration en mousse céramique, conçus pour les environnements les plus exigeants à haute température et chimiquement agressifs rencontrés dans la coulée de l'acier et le traitement des alliages spéciaux.
Applications primaires : Moulage d'acier, moulage de superalliages à base de nickel, alliages spéciaux à haute température.
Propriétés principales :
- Température de service maximale : 1760°C+.
- Résistance chimique exceptionnelle au laitier d'acier fondu et aux inclusions d'oxyde d'acier.
- Faible conductivité thermique (aide à maintenir la température du métal pendant la filtration)
- Coût le plus élevé parmi les types de filtres en mousse céramique standard.
Magnesia (MgO) Filtres en mousse céramique
Les filtres à base de magnésie sont une catégorie de produits spécialisés, principalement spécifiés pour les applications de moulage d'acier où la chimie des scories pourrait attaquer les matériaux filtrants contenant de l'alumine ou de la silice.
Applications primaires : Coulée d'acier avec conditions de laitier de base, alliages de fer spéciaux
Propriétés principales :
- Température de service maximale : 1750°C.
- Le caractère chimique de base résiste à l'attaque des scories de base.
- Densité plus élevée que les options en alumine et en zircone.
- Disponibilité limitée par rapport à d'autres types.

Filtres en mousse céramique alumine-silice (phase mullite)
Les filtres en phase mullite offrent un compromis coût-performance entre l'alumine pure et les grades à haute teneur en alumine. La phase cristalline mullite (3Al₂O₃-2SiO₂) offre une bonne résistance aux chocs thermiques et une capacité de température utile à un coût modéré.
Applications primaires : Moulage d'alliages d'aluminium à moyenne température, alliages de cuivre, certaines applications en fer léger
Tableau récapitulatif de la sélection des matériaux
| Matériau du filtre | Temp. de service max. | Métal primaire | Caractère chimique | Coût relatif |
|---|---|---|---|---|
| Alumine (Al₂O₃) | 1100-1700°C | Aluminium, cuivre | Neutre-Acide | Faible-Moyen |
| Carbure de silicium (SiC) | 1500°C | Fonte grise, fonte ductile | Neutre | Moyen |
| Zircone (ZrO₂) | 1760°C+ | Acier, superalliages | Neutre-Basique | Haut |
| Magnésie (MgO) | 1750°C | Acier (scories de base) | De base | Moyenne-élevée |
| Mullite (Al₂O₃-SiO₂) | 1400°C | Aluminium, cuivre, fer léger | Neutre | Faible |
| Spinelle (MgAl₂O₄) | 1700°C | Acier, alliages de nickel | Neutre | Haut |
Les indices de taille des pores (PPI) et leur signification
Le PPI - pores par pouce - est le principal paramètre de spécification qui détermine l'efficacité de la filtration, la résistance au flux et la capacité de rétention des métaux d'un filtre en mousse céramique. Comprendre la sélection du PPI est fondamental pour optimiser les performances du filtre dans toute application de coulée.
Comment l'IPP est-il mesuré et défini ?
L'IPP correspond au nombre de pores (cellules) comptés sur un pouce linéaire de la section transversale du filtre. Un filtre de 10 PPI comporte environ 10 cellules par pouce, ce qui donne des canaux poreux relativement larges et ouverts. Un filtre de 30 PPI a environ 30 cellules par pouce - des ouvertures de pores beaucoup plus petites avec un taux de capture des inclusions plus important et une résistance à l'écoulement plus élevée.
Dans la pratique, la distribution de la taille des pores à l'intérieur d'un seul filtre n'est pas parfaitement uniforme. La plupart des filtres produits dans le commerce présentent une variation de ±15-20% de la taille des cellules sur la face du filtre, ce qui est normal et acceptable. Les filtres dont la distribution de la taille des cellules est plus serrée coûtent plus cher pour les applications critiques.

Comparaison des performances de la notation PPI
| Classement PPI | Taille approximative des pores | Efficacité de la filtration | Résistance à l'écoulement | Meilleure application |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Inférieur (inclusions grossières uniquement) | Très faible | Débit élevé, pièces de fonderie de grande taille |
| 20 PPI | 1,2-1,5 mm | Modéré | Faible | Usage général, pièces automobiles |
| 25 PPI | 0,9-1,1 mm | Bon | Modéré | Pièces de fonderie en aluminium |
| 30 PPI | 0,7-0,9 mm | Haut | Modérée-élevée | Aérospatiale, pièces étanches à la pression |
| 40 PPI | 0,5-0,7 mm | Très élevé | Haut | Pièces moulées critiques, médicales |
| 50 PPI | 0,4-0,55 mm | Maximum | Très élevé | Superalliages, métal ultra-propre |
| 60 PPI | 0,3-0,4 mm | Maximum | Extrêmement élevé | Recherche, applications spécialisées |
Choisir l'IPP : Cadre de décision pratique
La sélection optimale d'un IPP implique de trouver un équilibre entre trois exigences concurrentes :
1. Niveau de propreté requis : Des exigences de propreté plus élevées conduisent à des indices PPI plus élevés. Les pièces moulées pour l'aérospatiale peuvent spécifier 30 à 40 PPI, tandis que les pièces moulées pour l'industrie générale peuvent utiliser 20 PPI.
2. Pression métallostatique disponible : Un IPP plus élevé signifie une plus grande résistance à l'écoulement. La pression de tête disponible dans le système d'obturation doit être suffisante pour remplir la cavité du moule avant le début de la solidification. Nous calculons la hauteur de charge minimale requise en fonction des dimensions spécifiques du filtre et de l'indice PPI avant de finaliser les spécifications du filtre.
3. Exigences en matière de débit de métal : Les grandes pièces moulées avec des sections minces nécessitent des débits élevés. La spécification d'un IPP trop élevé peut priver le moule de métal, entraînant des ratés et des fermetures à froid - des défauts pires que certaines inclusions.
Principales propriétés de performance et spécifications techniques
Lors de l'achat de filtres en mousse céramique, les équipes d'approvisionnement et les ingénieurs doivent évaluer un ensemble normalisé de propriétés techniques. Voici ce qui compte le plus et pourquoi :
Propriétés thermiques
Résistance aux chocs thermiques :
Exprimé en nombre de cycles de chocs thermiques auxquels un filtre résiste sans se fissurer dans des conditions d'essai normalisées (typiquement de la température ambiante à une immersion rapide à 1000°C). Les filtres en SiC atteignent généralement 5 à 10 cycles ou plus ; les filtres en alumine 3 à 6 cycles. Une mauvaise résistance aux chocs thermiques entraîne la fissuration du filtre pendant la coulée, libérant des fragments de céramique dans la masse fondue - ce qui est bien pire que l'absence totale de filtration.
Température de service maximale :
La limite supérieure de température à laquelle le filtre conserve son intégrité structurelle et ne contamine pas la matière fondue par dissolution ou décomposition. Il faut toujours vérifier cette température par rapport à la température maximale de coulée de l'alliage spécifique, avec une marge de sécurité minimale de 50°C.
Conductivité thermique :
La conductivité thermique élevée (filtres SiC) minimise la perte de température dans le métal qui traverse le filtre. Une faible conductivité thermique (zircone) agit comme un isolant thermique, maintenant la température du métal dans la zone du filtre mais accélérant potentiellement la solidification à la surface du filtre.
Propriétés mécaniques
| Propriété | Méthode d'essai | Gamme typique | Importance |
|---|---|---|---|
| Résistance à la compression à froid | ASTM C133 | 0,5-2,5 MPa | Résistance à la manipulation et à l'installation |
| Module de rupture à chaud | ASTM C583 | 0,3-1,5 MPa | Intégrité structurelle pendant la coulée |
| Densité en vrac | ISO 5017 | 0,25-0,45 g/cm³ | Indicateur indirect de porosité |
| Porosité totale | Méthode d'Archimède | 75-90% | Porosité plus élevée = débit plus élevé |
| Surface spécifique | Méthode BET | 0,3-1,5 m²/g | Influences sur la zone de capture des inclusions |
Propriétés de filtration
Efficacité de la filtration (FE) :
Le pourcentage d'inclusions éliminées d'un échantillon de métal passant à travers le filtre par rapport à une référence non filtrée. Mesuré par analyse métallographique de la valeur K (test de pression réduite) ou par analyse PoDFA (Prefil-Footprinter) avant et après la filtration.
Pression d'amorçage :
Pression métallostatique minimale requise pour déclencher l'écoulement du métal à travers le filtre. Cette valeur doit être dépassée lors de la conception du système d'obturation. Valeurs typiques : 50-150 mm de tête de métal, en fonction du PPI et de la tension superficielle du métal.
Métal Capacité de maintien :
La masse maximale d'inclusions que le filtre peut capturer avant d'être complètement bloqué. Exprimée en grammes d'inclusions par centimètre carré de surface de filtration.
Comment les filtres en mousse céramique améliorent la qualité de la coulée
Le lien entre la filtration de la mousse céramique et la qualité finale de la coulée est bien documenté dans la littérature métallurgique évaluée par les pairs et étayé par des décennies de données de production des fonderies. Voici un aperçu quantifié de ce que la filtration apporte réellement :
Élimination des inclusions et nettoyage des métaux
Les inclusions non métalliques sont la source la plus courante et la plus dommageable de défauts de moulage. Elles ont des origines multiples :
- Films d'oxyde : Formé lorsque le métal en fusion entre en contact avec l'oxygène pendant la coulée.
- Produits d'érosion réfractaires : A partir de louches, de glissières et de manchons d'élévation
- Entraînement des scories : Transporté depuis le four de fusion
- Crasse : Peau métallique partiellement solidifiée pliée dans le flux de fusion
- Composés intermétalliques : Précipité par des déséquilibres chimiques de l'alliage
Les filtres en mousse céramique interrompent le transport de ces inclusions du système d'injection à la cavité du moule. Les données publiées par de multiples sources montrent que
| Paramètres de coulée | Sans filtre | Avec filtre 30 PPI | Amélioration |
|---|---|---|---|
| Résistance à la traction (Al A356) | 215 MPa | 248 MPa | +15% |
| Allongement à la rupture | 4.5% | 7.2% | +60% |
| Durée de vie en fatigue (cycles jusqu'à la rupture) | 85,000 | 140,000 | +65% |
| Porosité Fraction de surface | 0.8% | 0.2% | -75% |
| Nombre d'inclusions (par cm²) | 12.4 | 2.1 | -83% |
| Rugosité de la surface (Ra) | 6,3 μm | 4,1 μm | -35% |
Données agrégées à partir d'études publiées sur l'industrie de la fonderie, 2018-2024.
Réduction des turbulences et régularisation de l'écoulement
Au-delà de la capture des inclusions, les filtres en mousse céramique modifient fondamentalement le caractère de l'écoulement du métal entrant dans le moule. Le métal non filtré entre dans la cavité d'un moule dans un flux turbulent et chaotique qui entraîne de l'air et plie les films d'oxyde. Le filtre transforme ce flux turbulent en un flux lisse et laminaire - une transformation qui empêche la formation de nouvelles inclusions en aval du filtre.
Cet effet d'amortissement des turbulences est parfois plus précieux que l'élimination directe des inclusions, en particulier dans les configurations de coulée à flux long où la génération d'un film d'oxyde pendant le remplissage est le mécanisme de défaut dominant.
Avantages de la régulation thermique
Dans les applications de coulée de fonte en particulier, les filtres en mousse céramique SiC agissent comme un réservoir de préchauffage pour le flux de métal. La masse et la conductivité thermiques élevées du filtre entrent brièvement en contact avec le métal en contact avec la surface chaude du filtre et le surchauffent légèrement pendant la coulée en régime permanent, ce qui permet de maintenir le remplissage du moule avant le début de la solidification dans les sections minces.
Applications industrielles et utilisations spécifiques des métaux
Industrie de la fonderie d'aluminium
L'industrie du moulage de l'aluminium est le plus grand consommateur mondial de filtres en mousse céramique en termes de volume, en raison de la croissance explosive des composants automobiles en aluminium et des pièces structurelles aérospatiales. L'application typique implique des filtres en mousse céramique d'alumine à 20-40 PPI positionnés dans le système de coulée par gravité, basse pression ou haute pression de l'outillage de coulée sous pression.
Les familles de clés en alliage d'aluminium sont filtrées :
- A356/A357 (composants automobiles structurels)
- Série 319, 380 (blocs moteurs, boîtiers de transmission)
- Alliages corroyés des séries 2xxx et 7xxx (billettes pour l'aérospatiale)
- Billettes d'extrusion de la série 6xxx.
Avantage spécifique de la filtration en aluminium : La principale inclusion dans l'aluminium est l'oxyde d'aluminium (Al₂O₃) sous forme de bifilm et de particules dispersées. Le matériau filtrant en alumine partage des caractéristiques chimiques avec ces inclusions, ce qui favorise une adhésion préférentielle et une grande efficacité de capture.
Fonte et fonte ductile
Les fonderies de fer utilisent des filtres à mousse céramique en carbure de silicium pour gérer les inclusions de graphite, les scories et les produits d'érosion par le sable. Les températures de coulée élevées de la fonte grise (1300-1400°C) et de la fonte ductile (1380-1450°C) exigent la résistance aux chocs thermiques que les filtres en SiC fournissent.
Applications dans le domaine de la fonte :
- Disques et tambours de freins automobiles.
- Blocs moteurs et culasses.
- Tuyaux et raccords.
- Composants d'équipements agricoles.
- Corps de pompe et corps de vanne.
Moulage d'acier
L'acier présente l'environnement de filtration le plus exigeant : températures de coulée de 1550-1650°C, scories oxydantes agressives et pression métallostatique élevée. Les filtres en mousse de céramique de zircone sont le choix standard, souvent utilisés en combinaison avec des sièges de filtres réfractaires fibreux et des barrages en céramique.
Applications dans la coulée de l'acier :
- Pièces d'usure pour l'industrie minière (mâchoires de concasseurs, revêtements de broyeurs)
- Composants ferroviaires (roues, bogies)
- Composants des appareils à pression.
- Corps de pompes et de vannes industrielles.
- Composants de défense et de protection balistique.
Moulage de cuivre et d'alliages de cuivre
Les alliages de cuivre, y compris le laiton, le bronze et les alliages cuivre-nickel, sont filtrés à l'aide de filtres en mousse d'alumine ou de céramique mullite à des températures relativement basses (1000-1200°C pour la coulée). La filtration dans la coulée d'alliages de cuivre vise spécifiquement :
- Inclusions de sable provenant de l'érosion des moules
- Peaux d'oxyde formées lors de la coulée
- Produits d'érosion réfractaires
Moulage à la cire perdue de superalliages de nickel et de titane
Le secteur du moulage à la cire perdue pour l'aérospatiale utilise les indices PPI les plus élevés (40-60 PPI) avec des filtres en mousse de zircone ou de céramique spinelle de haute pureté pour produire des pales de turbine, des aubes et des composants structuraux d'aéronefs. Les exigences de propreté absolue pour ces pièces - où une seule inclusion significative peut provoquer une rupture de fatigue catastrophique - justifient l'utilisation des systèmes de filtration les plus performants disponibles.

Comment choisir le bon filtre en mousse céramique ?
La sélection du meilleur filtre en mousse céramique nécessite un processus d'évaluation structuré plutôt qu'une simple recherche de produits.
Étape 1 : Identifier le métal de coulée et la température de coulée
| Catégorie métal | Plage de température de versement | Matériau filtrant recommandé |
|---|---|---|
| Alliages d'aluminium | 680-780°C | Alumine (Al₂O₃) |
| Alliages de cuivre | 1000-1200°C | Alumine ou mullite |
| Gris/Fonte ductile | 1300-1450°C | Carbure de silicium (SiC) |
| Acier au carbone/faiblement allié | 1550-1620°C | Zircone (ZrO₂) |
| Acier inoxydable | 1580-1650°C | Zircone (ZrO₂) |
| Superalliages de nickel | 1400-1550°C | Zircone ou spinelle |
| Alliages de titane | 1650-1700°C | ZrO₂ stabilisé à l'yttrium |
Étape 2 : Déterminer le niveau de filtration requis
Tenez compte des exigences de l'utilisation finale de la pièce moulée. Les composants structurels de l'aérospatiale nécessitent une efficacité de filtration maximale (30-40 PPI). Les pièces coulées de l'industrie générale peuvent être adéquatement desservies par 20 PPI. Les pièces coulées décoratives non porteuses peuvent utiliser 10 à 15 PPI pour le contrôle du flux sans filtration agressive.
Étape 3 : Calculer la surface filtrante requise
La surface du filtre doit être suffisante pour laisser passer le volume de métal requis dans le temps de remplissage disponible sans dépasser la vitesse d'écoulement maximale autorisée. Il s'agit d'une ligne directrice couramment utilisée :
Surface minimale du filtre (cm²) = Masse de métal (kg) / (Temps de remplissage (sec) × Facteur de débit maximal)
Pour l'aluminium avec un filtre de 20 PPI, le débit maximal typique est d'environ 0,3-0,5 kg/cm²/seconde. Le sous-dimensionnement du filtre est une erreur courante qui entraîne une accumulation de contre-pression, un mauvais remplissage du moule et une rupture du filtre.
Étape 4 : Spécifier les dimensions et l'épaisseur
Les dimensions standard des filtres en mousse céramique suivent les conventions de l'industrie, mais des dimensions sur mesure sont disponibles :
| Dimensions standard (mm) | Épaisseur Options (mm) | Candidature commune |
|---|---|---|
| 40 × 40 | 15, 22 | Petites pièces moulées, coulisses |
| 50 × 50 | 15, 22 | Objectif général |
| 75 × 75 | 15, 22, 25 | Moulages moyens |
| 100 × 100 | 22, 25 | Automobile, structure |
| 150 × 150 | 22, 25 | Grandes pièces en fonte |
| 200 × 200 | 25 | Très grandes pièces moulées |
| Ronde : Ø40-Ø230 | 15-25 | Blocs de puits à louche, spécialisés |
Installation, intégration du système de vannes et meilleures pratiques
Une installation correcte est aussi importante qu'une sélection correcte des filtres. Un filtre de haute qualité mal positionné dans le système d'obturation offre des performances bien inférieures à celles qu'il pourrait offrir.
Conception du siège du filtre
Le siège du filtre est le renfoncement dans la barre de coulée ou le boîtier du filtre dédié qui positionne et retient le filtre. Principes essentiels de conception du siège :
Intégrité du sceau : Le filtre doit reposer sur un siège qui empêche le métal de contourner les bords du filtre. Même un écart de 1 mm entre le bord du filtre et le siège permet au métal de contourner le filtre, ce qui réduit considérablement l'efficacité de la filtration. Nous recommandons une profondeur de siège de 2 à 3 mm et une largeur de siège de 3 à 5 mm au-delà de la dimension du filtre de chaque côté.
Support de filtre : La glissière en aval doit offrir une surface d'appui suffisante pour éviter la rupture du filtre sous la pression hydraulique du flux de métal. Contact minimum avec le support : 20% de la surface du filtre.
Ventilation : L'air piégé sous le filtre avant l'arrivée du métal doit pouvoir s'échapper. Sans ventilation, la contre-pression de l'air emprisonné retarde l'amorçage du filtre et peut provoquer des turbulences pendant la phase initiale de remplissage.
Positionnement dans le système de codage
| Position du filtre | Avantages | Limites |
|---|---|---|
| Base de la carotte | Capture toutes les inclusions à un stade précoce | Arrivée de métal à grande vitesse, risque de choc thermique |
| Barre d'appui | Position la plus courante, bonne pression de la tête | Il faut tenir compte du refroidissement du métal dans les longs parcours |
| Position de l'ingéré | Filtre le métal immédiatement avant la cavité | Faible surface de filtration, débit élevé par unité de surface |
| Base de l'élévateur | Filtres pendant la phase d'alimentation | Moins efficace pour les défauts liés au remplissage |
Filtres de préchauffage
Pour le moulage de l'acier et du fer à haute température, le préchauffage des filtres en mousse céramique à 200-400°C avant de les placer dans le moule réduit le choc thermique lors du contact initial avec le métal. Pour le moulage de l'aluminium, le préchauffage n'est généralement pas nécessaire, mais le fait d'éviter tout contact avec l'humidité ou les surfaces froides avant l'installation permet d'éviter les fissures induites par le choc thermique.
Manipulation et stockage
- Toujours manipuler les filtres en mousse céramique avec des gants propres - la contamination de la peau par l'huile peut interférer avec le mouillage du métal.
- Conserver au sec et à température ambiante dans l'emballage d'origine.
- Ne pas empiler plus de 10 filtres par colonne pour éviter l'écrasement sous le poids.
- Vérifier qu'il n'y a pas de fissures ou de dommages avant l'installation - les filtres endommagés doivent être mis au rebut.
Comparaison des filtres en mousse céramique avec d'autres méthodes de filtration
Comprendre où les filtres en mousse céramique sont plus performants que les autres solutions aide les ingénieurs à prendre des décisions justifiées en matière de spécifications.
Tableau de comparaison : Méthodes de filtration pour le moulage des métaux
| Paramètres | Filtre en mousse céramique | Filtre fibreux (fibre de verre) | Filtre en céramique extrudée | Noyau de la crépine | Pas de filtre |
|---|---|---|---|---|---|
| Limite de température | Jusqu'à 1760°C | Jusqu'à 1000°C | Jusqu'à 1600°C | Jusqu'à 1500°C | N/A |
| Suppression de l'inclusion | Excellent | Bon | Modéré | Médiocre-Modéré | Aucun |
| Résistance à l'écoulement | Modéré | Faible | Modérée-élevée | Faible-modéré | Aucun |
| Amortissement des turbulences | Excellent | Modéré | Modéré | Pauvre | Aucun |
| Résistance aux chocs thermiques | Bon-Excellent | Pauvre | Modéré | Bon | N/A |
| Coût par filtre | Modéré | Faible | Faible-modéré | Très faible | Aucun |
| Disponible pour l'acier ? | Oui (Zircone) | Non | Limitée | Limitée | Oui |
| Surface de capture | Très élevé | Modéré | Faible | Très faible | Aucun |
| Efficacité relative de la filtration | Référence 100% | 40-60% | 30-50% | 10-20% | 0% |
Pourquoi la mousse céramique s'impose dans les applications à forte demande
La combinaison d'un chemin tortueux tridimensionnel, d'une surface spécifique élevée et d'une capacité à haute température fait de la mousse céramique le choix définitif pour les pièces moulées où la propreté a un impact direct sur les performances mécaniques. Le seul scénario où une filtration alternative peut être préférée est celui des applications à débit extrêmement élevé où la perte de charge d'un filtre en mousse limiterait le remplissage - dans ces cas, des filtres en nid d'abeille extrudés peuvent être substitués.
Normes de qualité, essais et certification
Normes internationales applicables
| Standard | Organisation | Champ d'application |
|---|---|---|
| ISO 26910 | ISO | Filtres en mousse céramique pour la coulée des métaux - exigences |
| ASTM C1674 | ASTM | Résistance à la flexion des céramiques avancées à porosité ouverte |
| GB/T 25139 | Chine GB | Filtres en mousse céramique pour le moulage d'alliages d'aluminium |
| GB/T 30840 | Chine GB | Filtres en mousse céramique pour la coulée du fer et de l'acier |
| EN 993-1 | Européen | Essais physiques des produits réfractaires de forme dense |
| JIS R 2412 | Japonais | Produits filtrants en céramique pour les métaux en fusion |
Principaux tests de qualité pour l'inspection à l'arrivée
Inspection visuelle :
Les filtres 100% doivent être inspectés visuellement pour vérifier l'absence de fissures, de revêtement incomplet, de pores fermés et de conformité dimensionnelle. Nous recommandons l'utilisation d'une table d'inspection lumineuse standardisée pour les opérations de fonderie à grand volume.
Vérification des dimensions :
Échantillonnage aléatoire de 5-10% des filtres reçus pour la mesure des dimensions par rapport aux tolérances du dessin.
Essai de résistance à la compression :
Essais sur des lots d'échantillons aléatoires selon la norme ASTM C133 ou équivalente. La résistance minimale acceptable à la compression à froid varie en fonction du matériau et de l'application.
Vérification du nombre de pores :
Vérification de l'indice PPI par comptage normalisé des cellules sur plusieurs sections de filtres échantillons. Une variation de plus de ±2 PPI par rapport à la valeur nominale est un motif de rejet.
Essai de choc thermique :
Pour les applications critiques, les essais de préqualification par choc thermique des lots de filtres exposés à des cycles de changements de température rapides confirment la résistance à la fissuration dans les conditions réelles de coulée.
A lire également :
Guide des marchés publics : Dimensionnement, tarification et évaluation des fournisseurs
Aperçu des prix (référence du marché 2026)
| Type de filtre | Gamme de tailles | Fourchette de prix approximative |
|---|---|---|
| Alumine, 20-30 PPI | 50×50×22mm | $0.15-0.45 USD |
| Alumine, 20-30 PPI | 100×100×22mm | $0.50-1.20 USD |
| SiC, 20-30 PPI | 100×100×22mm | $0.80-2.00 USD |
| Zircone, 30 PPI | 100×100×22mm | $3.00-8.00 USD |
| Zircone, 40 PPI | 150×150×25mm | $8.00-20.00 USD |
| Dimensions sur mesure | Divers | 30-100% prime par rapport à la norme |
Les prix varient considérablement en fonction du volume des commandes, de la région du fournisseur et des conditions du marché des matières premières.
Cadre d'évaluation des fournisseurs
Pour évaluer les fournisseurs de filtres en mousse céramique, nous appliquons la structure de critères suivante :
Capacité technique :
- Gamme de matériaux et de grades PPI proposés.
- Gamme dimensionnelle et capacité de personnalisation.
- Laboratoire d'essai interne avec des méthodes d'essai publiées.
- Fiches techniques avec liste complète des propriétés.
Gestion de la qualité :
- Certification ISO 9001 au minimum.
- Système de traçabilité des lots.
- Certificat de conformité avec chaque envoi.
- Définition des critères d'échantillonnage et d'acceptation.
Fiabilité de l'approvisionnement :
- Entrepôt régional ou stock local disponible.
- Exigences en matière de quantité minimale de commande.
- Délai de livraison pour les produits standards et personnalisés.
- Avoir des antécédents en matière d'exécution.
Support technique :
- Capacité de soutien à l'ingénierie des applications.
- Volonté de mener des essais en fonderie et d'évaluer les performances.
- Études de cas publiées ou références d'applications.
Les erreurs de commande les plus courantes à éviter
- Spécifier uniquement le matériau et le PPI sans vérification de la température : Confirmez toujours la température maximale de service indiquée pour le filtre par rapport à la température réelle de déversement.
- Sous-dimensionnement de la surface filtrante pour réduire les coûts : Le coût d'une coulée défectueuse dépasse de loin la différence de coût entre un filtre correctement dimensionné et un filtre sous-dimensionné.
- Ignorer l'humidité pendant le stockage : Les filtres céramiques humides peuvent se fracturer de manière explosive lorsqu'ils sont en contact avec du métal en fusion.
- Mélange de types de filtres provenant de différents lots dans le même cycle de production : Les variations de propriété entre les lots peuvent entraîner des résultats incohérents.
- La conception du siège du filtre est négligée : Même le meilleur filtre est peu performant dans un siège mal conçu.
Foire aux questions (FAQ)
Q1 : Quel est l'objectif principal d'un filtre en mousse céramique dans la coulée des métaux ?
L'objectif premier est d'éliminer les inclusions non métalliques - particules d'oxyde, fragments de scories, grains de sable et produits d'érosion réfractaires - du métal en fusion avant qu'il ne pénètre dans la cavité du moule. Une fonction secondaire, mais tout aussi importante, consiste à convertir un flux de métal turbulent en un flux lisse et laminaire qui empêche la formation de nouveaux oxydes pendant le remplissage du moule. Ensemble, ces fonctions réduisent les défauts de moulage et améliorent les propriétés mécaniques de la pièce finie.
Q2 : Les filtres en mousse céramique peuvent-ils être réutilisés dans la production ?
Les filtres en mousse céramique sont des consommables à usage unique. Une fois qu'un filtre a traversé du métal en fusion, ses pores sont partiellement ou totalement saturés d'inclusions capturées et de métal solidifié. Toute tentative de réutilisation d'un filtre exposerait la pièce coulée à ces inclusions capturées ainsi qu'à toute contamination supplémentaire provenant de la structure dégradée du filtre. Le coût d'un filtre ne représente qu'une petite fraction de la valeur de la pièce coulée, ce qui rend sa réutilisation économiquement injustifiable dans n'importe quel contexte de production.
Q3 : Quel indice PPI dois-je utiliser pour le moulage de l'aluminium ?
Pour la plupart des applications de moulage d'aluminium structurel - pièces de suspension automobile, supports de moteur et autres composants similaires - un filtre en mousse de céramique d'alumine de 20 à 30 PPI offre le meilleur équilibre entre l'élimination des inclusions et le débit. Pour les applications aérospatiales ou de sécurité critique exigeant la plus grande propreté, un PPI de 30 à 40 est approprié. Pour les pièces moulées décoratives simples et non structurelles, un PPI de 10 à 20 est souvent suffisant.
Q4 : Quelle est la différence entre un filtre en mousse céramique et un filtre en céramique extrudée ?
Un filtre en mousse céramique possède une structure de pores tridimensionnelle, irrégulière et réticulée, créée par la méthode de la mousse répliquée. Ce chemin tortueux permet une filtration en profondeur, capturant les inclusions plus petites que la taille nominale des pores. Un filtre en céramique extrudé présente des canaux droits et parallèles - comme un nid d'abeille - qui ne permettent qu'un tamisage superficiel des inclusions plus grandes que l'ouverture du canal. Les filtres en mousse céramique sont nettement plus efficaces pour l'élimination des inclusions fines, mais leur résistance à l'écoulement est plus élevée que celle des filtres extrudés.
Q5 : Comment puis-je savoir si mon filtre en mousse céramique est efficace ?
Les méthodes d'évaluation après coulée comprennent : l'examen métallographique de coupes transversales de la coulée (comptage et dimensionnement des inclusions), l'essai de pression réduite (valeur K) d'échantillons de métal prélevés avant et après la position du filtre, et l'analyse PoDFA ou LAIS dans les opérations de coulée de l'aluminium. Un indicateur de terrain plus simple est l'examen du filtre après la coulée - une face de filtre fortement chargée avec une accumulation visible d'inclusions confirme la présence d'une capture active.
Q6 : Qu'est-ce qui fait qu'un filtre en mousse céramique se fissure pendant la coulée ?
La fissuration pendant la coulée est le plus souvent causée par un choc thermique lorsque des filtres froids ou à température ambiante entrent en contact avec du métal en fusion chaud. L'augmentation rapide de la température crée des contraintes de gradient thermique qui dépassent le module de rupture du filtre. Les stratégies de prévention comprennent le préchauffage de l'assemblage du filtre, l'assurance que le filtre est complètement sec avant utilisation et l'utilisation de filtres en carbure de silicium (avec une résistance supérieure aux chocs thermiques) pour les applications en fer et en acier.
Q7 : Les filtres en mousse céramique affectent-ils la température du métal ?
Oui, dans une mesure mesurable mais gérable. Le métal qui traverse un filtre en mousse céramique à température ambiante perd de l'énergie thermique dans la masse du filtre pendant la phase de coulée initiale. Pour l'aluminium à des volumes typiques, cette perte de température est typiquement de 3 à 8°C à travers le filtre. Pour le fer et l'acier, dont la masse thermique du métal est beaucoup plus élevée, l'effet est proportionnellement plus faible. Dans la plupart des opérations de moulage de production, cette baisse de température est prise en compte dans la spécification de la température de coulée.
Q8 : Les filtres en mousse céramique conviennent-ils au moulage sous haute pression (HPDC) ?
Les filtres en mousse céramique standard ne sont pas utilisés dans le moulage sous pression car les vitesses et les pressions d'injection (jusqu'à 150 MPa) briseraient immédiatement toute structure en mousse céramique. La filtration dans le moulage sous haute pression est réalisée par d'autres moyens : systèmes de vide, conception optimisée des portes et équipement de dégazage. Les filtres en mousse céramique conviennent aux procédés de moulage sous pression par gravité, de moulage sous basse pression, de moulage à la cire perdue et de moulage au sable.
Q9 : Quel est l'impact environnemental de l'élimination des filtres en mousse céramique ?
Les filtres en mousse céramique usagés sont considérés comme des déchets industriels solides. Après le moulage, les filtres contiennent des inclusions métalliques solidifiées et éventuellement de petites quantités de métal. Dans la plupart des juridictions, ils sont éliminés comme des déchets industriels non dangereux dans des installations agréées. Certaines fonderies récupèrent la valeur résiduelle des métaux en recyclant les filtres usagés à forte teneur en métaux. Le matériau céramique lui-même est chimiquement stable et ne lixivie pas de composants dangereux, ce qui rend l'élimination en décharge généralement acceptable dans le cadre des réglementations standard sur les déchets industriels.
Q10 : Les filtres en mousse céramique peuvent-ils être personnalisés pour des formes ou des tailles inhabituelles ?
Oui. Bien que les tailles standard carrées et rectangulaires soient les plus courantes et les plus économiques, les filtres en mousse céramique peuvent être fabriqués dans des géométries rondes, ovales, trapézoïdales et autres géométries personnalisées. Les quantités minimales de commande pour les tailles personnalisées sont généralement comprises entre 500 et 2 000 pièces, en fonction de la complexité. Les délais d'exécution pour l'outillage personnalisé et la production initiale sont de 4 à 12 semaines. Pour les applications personnalisées à très haut volume, l'économie de la taille personnalisée justifie généralement l'investissement dans l'outillage au cours de la première année de production.
Conclusion
Les filtres en mousse céramique occupent une position critique dans les systèmes modernes de qualité de la coulée des métaux. Leur capacité à éliminer simultanément les inclusions, à régulariser le flux de métal et à améliorer les propriétés mécaniques des pièces coulées en fait l'un des rares composants consommables pour lesquels l'investissement augmente directement et de manière mesurable la qualité du produit et réduit le coût des rebuts.
Les principaux enseignements pour les ingénieurs : le choix du matériau doit correspondre à la fois à la chimie du métal et à la température de fonctionnement ; le choix du PPI doit équilibrer les exigences de propreté avec la pression d'entrée disponible ; et le dimensionnement du filtre doit être calculé plutôt qu'estimé. Pour les professionnels de l'approvisionnement : le coût unitaire par filtre est une mesure trompeuse - le calcul de la valeur totale doit inclure la réduction du taux de rebut, l'amélioration du rendement de l'usinage et la réduction des réclamations au titre de la garantie attribuables à des pièces moulées plus propres.
Chez AdTech, nous travaillons avec des fonderies et des opérations de coulée dans les secteurs de l'aluminium, du fer, de l'acier et des alliages spéciaux. La leçon que l'on peut tirer de cette expérience est simple : un filtre en mousse céramique bien spécifié, correctement installé, s'amortit plusieurs fois dans chaque cycle de coulée.
