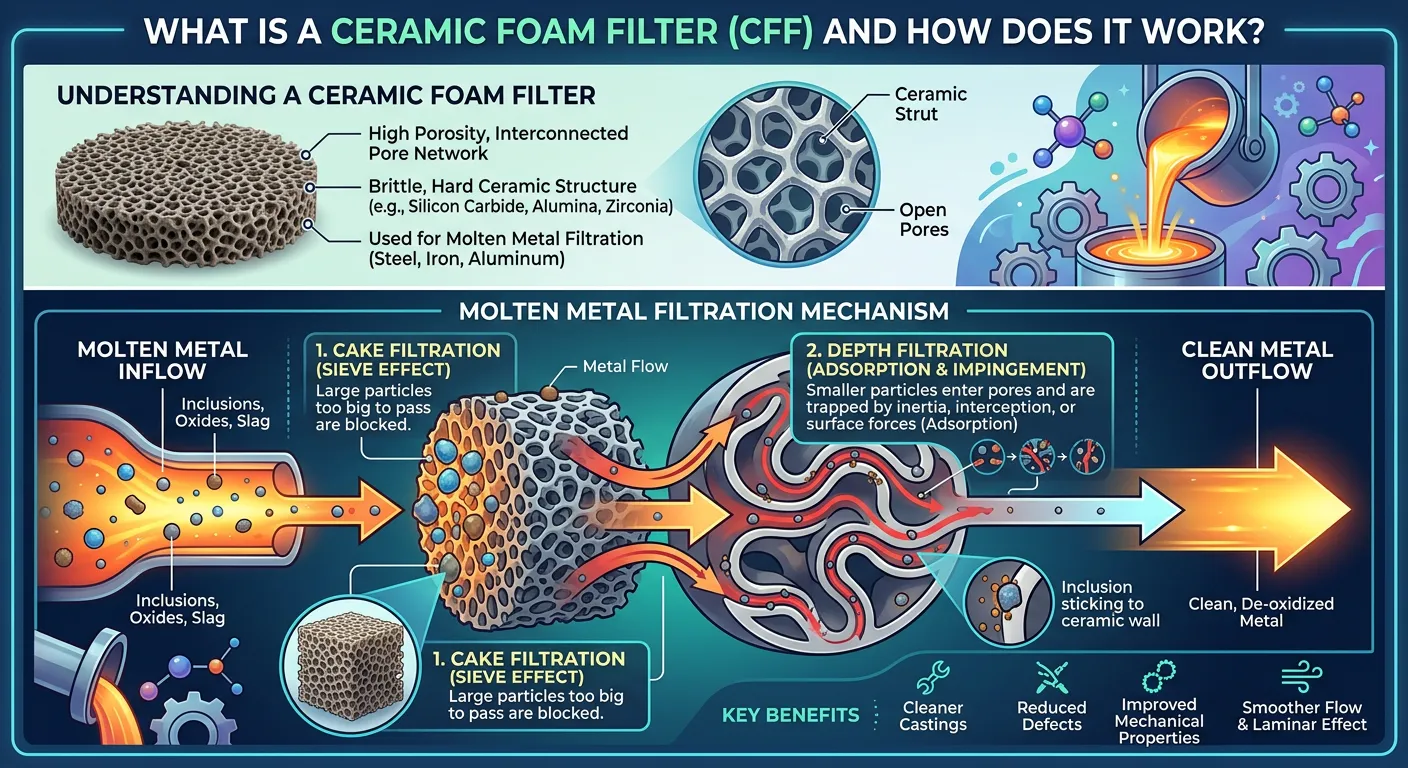
A фильтр из керамической пены (CFF) представляет собой пористую трехмерную сетчатую структуру из современных керамических материалов - чаще всего глинозема, карбида кремния, диоксида циркония или магнезии - специально разработанную для удаления неметаллических включений, твердых частиц и увлекаемых газов из расплавленного металла в процессе литья. Фильтр работает, пропуская жидкий металл через взаимосвязанную сеть извилистых потоков, захватывая включения с помощью комбинации механического просеивания, физической адгезии и механизмов фильтрации кека. В результате получаются более чистые и качественные отливки со значительно уменьшенной пористостью, улучшенной чистотой поверхности и лучшими механическими свойствами.
Если ваш проект требует использования фильтра из керамической пены, вы можете связаться с нами для получения бесплатного предложения.
С практической точки зрения пенокерамические фильтры являются одним из наиболее экономически эффективных инструментов повышения качества, доступных в современных литейных цехах. Мы провели оценку систем фильтрации на линиях литья алюминиевых, чугунных, стальных и медных сплавов, и полученные данные свидетельствуют: интеграция правильно подобранных пенокерамических фильтров в литниковую систему снижает количество брака, связанного с включениями, на 40-80%, одновременно повышая прочность на разрыв, удлинение и усталостную долговечность готовой отливки. Для отраслей, где дефекты литья напрямую приводят к отказам в работе - аэрокосмические компоненты, автомобильные детали безопасности и клапаны, работающие под давлением, - такое повышение производительности не является необязательным.
Что такое фильтр из керамической пены и как он работает?
Фильтр из вспененной керамики занимает уникальное место в технологии литья, поскольку его структура принципиально отличается от обычных фильтрующих сред. Вместо плоской сетки или простой перфорированной пластины, фильтр из керамической пены состоит из архитектуры пены с открытыми порами - непрерывной сети керамических стоек, окружающих взаимосвязанные сферические пустоты, - которая повторяет геометрию шаблона из полиуретановой пены перед обжигом.
Три механизма фильтрации в действии
Для того чтобы понять, каким образом керамические пенопластовые фильтры улавливают включения, необходимо рассмотреть три одновременно действующих механизма:
Механическое просеивание (исключение размеров):
Включения, размер которых превышает отверстие пор фильтра, физически блокируются на поверхности фильтра, образуя фильтровальную лепешку, которая сама становится все более эффективной по мере прохождения металла. Это наиболее простой механизм, который применяется в основном к крупным включениям (более 50-100 микрон).
Фильтрация по извилистым путям (глубинная фильтрация):
Именно здесь фильтры из керамической пены превосходят простые сетчатые фильтры. Неравномерная трехмерная траектория потока заставляет расплавленный металл неоднократно менять направление при прохождении через структуру пены. Каждое изменение направления увеличивает вероятность того, что частица включения коснется поверхности керамической стойки и прилипнет к ней. Включения размером до 10-20 микрон захватываются этим механизмом, даже если их размер меньше номинального отверстия поры.
Адгезия на основе смачиваемости:
Химический состав керамической поверхности фильтрующего материала способствует адгезии определенных типов включений. Например, включения глинозема в расплаве алюминия предпочтительно прилипают к поверхности фильтра на основе глинозема. Такое химическое сродство между основой фильтра и типом включений является ключевой причиной того, что выбор материала имеет значение далеко не только для температурной совместимости.
Поведение потока через фильтр
Когда расплавленный металл впервые соприкасается с поверхностью фильтра, наступает короткий период грунтования, в течение которого металл преодолевает поверхностное натяжение и начинает смачивать керамические стойки. Как только поток устанавливается, падение давления на фильтре происходит по модифицированной зависимости Дарси:
ΔP = (μ × L × v) / k
Где ΔP - перепад давления, μ - вязкость расплава, L - толщина фильтра, v - скорость потока, а k - константа проницаемости конкретного сорта фильтра. В практическом литейном производстве это означает, что размещение фильтра в литниковой системе должно учитывать металлостатическое давление, доступное для прогона металла через фильтр - недостаточное давление напора приводит к неполному заполнению или преждевременному затвердеванию.
Процесс производства: Как изготавливаются фильтры из керамической пены
Производство фильтров из керамической пены осуществляется по технологии, называемой методом реплик (или методом пропитки полимерной пены), впервые разработанной и запатентованной Шварцвальдером и Сомерсом в 1963 году. Этот производственный подход остается промышленным стандартом более шести десятилетий спустя, со значительными усовершенствованиями в химии суспензии, связующих системах и контроле обжига.
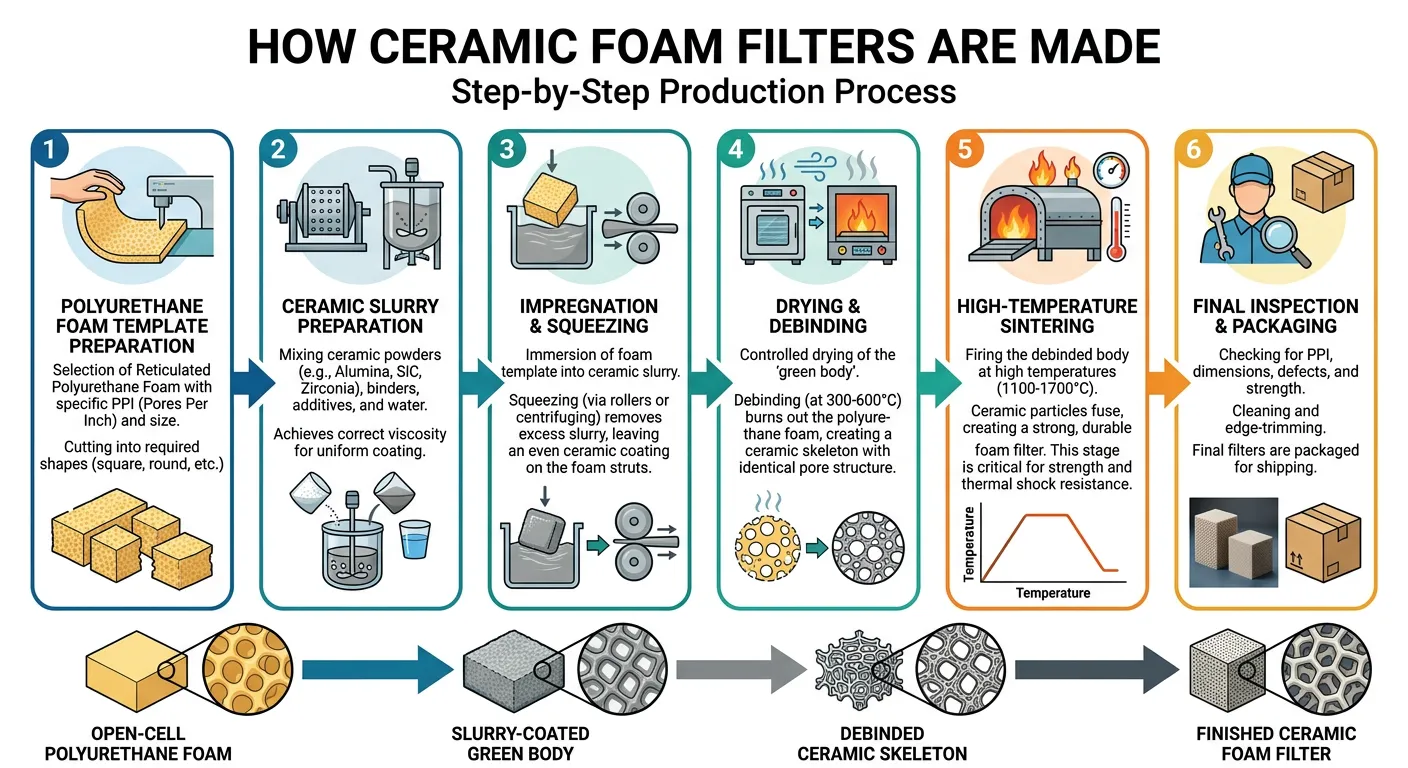
Этап 1: Подготовка шаблона из полимерной пены
Пенополиуретан с открытыми порами с желаемой плотностью пор (измеряется в PPI - порах на дюйм) вырезается по требуемым размерам. Шаблон пены проверяется на равномерное распределение ячеек и отсутствие закрытых пор, которые могли бы блокировать поток металла в конечном изделии.
Этап 2: Подготовка керамического раствора
Керамический шликер изготавливается из керамики:
- Первичное керамическое сырье (глинозем, SiC, диоксид циркония и т.д.) в виде тонкого порошка.
- Коллоидный диоксид кремния, глинозем или фосфатное связующее.
- Модификаторы реологии (бентонит, органические загустители)
- Противопенные средства.
- Вода или органический растворитель.
Вязкость суспензии точно контролируется - обычно 1000-3000 сП для пропитки - для обеспечения полного покрытия клеток без блокирования отверстий пор.
Этап 3: Пропитка и нанесение покрытия методом выдавливания
Пенополиуретановый шаблон погружается в керамическую суспензию и сдавливается вручную или механически для обеспечения полного проникновения суспензии во все ячейки. Излишки суспензии удаляются с помощью контролируемых отжимных валков для достижения заданного веса покрытия и сохранения открытых пор.
Этап 4: Сушка
Пропитанная пена высушивается при температуре 80-150°C для удаления свободной воды и получения достаточной для работы зеленой прочности. Сушка должна контролироваться для предотвращения растрескивания от дифференциальных усадочных напряжений.
Этап 5: Обжиг при выгорании (400-600°C)
На этом этапе пенополиуретановый шаблон полностью выгорает, оставляя после себя керамический каркас. Это критическая стадия - если при выгорании органических веществ создается избыточное внутреннее давление газа, керамические стойки могут треснуть до того, как структура будет консолидирована. В современных печах используется контролируемая атмосфера и медленный нагрев на этом этапе.
Стадия 6: Спекание (1200-1650°C)
Окончательное спекание уплотняет керамические стойки, повышает механическую прочность и устанавливает химический состав поверхности, отвечающий за адгезию включений. Пиковая температура спекания подбирается в зависимости от конкретной керамической системы:
| Керамический материал | Диапазон температур спекания |
|---|---|
| Глинозем (Al₂O₃) | 1450-1600°C |
| Карбид кремния (SiC) | 1900-2100°C (с добавками для спекания) |
| Цирконий (ZrO₂) | 1400-1550°C |
| Магнезия (MgO) | 1550-1650°C |
| Алюмокремнезем (муллит) | 1350-1500°C |
Этап 7: Проверка качества и сортировка
Каждый фильтр подвергается визуальному осмотру, измерению размеров и проверке веса. Важнейшие проверки качества включают:
- Однородность распределения пор по размерам.
- Отсутствие трещин и закрытых пор.
- Полнота покрытия поверхности.
- Допуски на размеры (обычно ±2 мм по длине/ширине, ±1 мм по толщине)
Типы фильтров из керамической пены по материалу
Выбор материала - первое и самое важное решение при выборе фильтра из вспененной керамики. Каждая керамическая система имеет свой диапазон рабочих температур, профиль химической совместимости и характеристики эффективности фильтрации.

Глиноземистые керамические вспененные фильтры
Алюмооксидные (Al₂O₃) керамические поролоновые фильтры являются наиболее широко производимыми и используемыми во всем мире, на них приходится примерно 60-70% от общего объема потребления фильтров из вспененной керамики. Их доминирующее положение обусловлено отличным сочетанием стоимости, температурных характеристик и химической совместимости с большинством операций по литью цветных металлов.
Основные области применения: Литье алюминиевого сплава, литье медного сплава, бронзовое литье
Ключевые свойства:
- Максимальная температура эксплуатации: 1100°C (для алюминия), для высокочистых сортов - до 1700°C.
- Отличная химическая стойкость к расплавленному алюминию и его оксидным включениям.
- Естественное сродство к алюмооксидным включениям (наиболее распространенный дефект в отливках из Al).
- Доступен диапазон 10-60 PPI
Керамические вспененные фильтры из карбида кремния (SiC)
Фильтры из карбида кремния отличаются от фильтров на основе оксидов своей исключительной теплопроводностью - примерно в 10 раз выше, чем у глинозема, - и исключительной стойкостью к тепловым ударам. Эти свойства делают SiC предпочтительным материалом для литья чугуна и некоторых видов стали, в которых возникает тепловая масса и резкие перепады температур.
Основные области применения: Серый чугун, ковкий чугун, литье из ковкого чугуна.
Ключевые свойства:
- Максимальная температура эксплуатации: 1500°C.
- Теплопроводность: 15-25 Вт/м-К (против 2-5 Вт/м-К для глинозема).
- Превосходная устойчивость к тепловому удару снижает риск растрескивания при заливке металла.
- Химический состав поверхности SiC противостоит прилипанию включений оксида железа (важно для чистого отделения железа).
Вспененные фильтры из циркониевой керамики
Циркониевые (ZrO₂) фильтры представляют собой высший уровень фильтрации из вспененной керамики, разработанный для самых требовательных высокотемпературных и химически агрессивных сред, встречающихся при литье стали и обработке специальных сплавов.
Основные области применения: Стальное литье, литье суперсплавов на основе никеля, высокотемпературные специальные сплавы.
Ключевые свойства:
- Максимальная температура эксплуатации: 1760°C+.
- Исключительная химическая стойкость к расплавленному стальному шлаку и оксидным включениям стали.
- Низкая теплопроводность (помогает поддерживать температуру металла во время фильтрации)
- Самая высокая стоимость среди стандартных типов фильтров из вспененной керамики.
Магнезиальные (MgO) керамические вспененные фильтры
Фильтры на основе магнезии - это специальная категория продукции, которая в первую очередь используется для разливки стали, где основной химический состав шлака может разрушить глиноземные или кремнеземсодержащие фильтрующие материалы.
Основные области применения: Стальное литье с основными шлаковыми условиями, специальные чугунные сплавы
Ключевые свойства:
- Максимальная температура эксплуатации: 1750°C.
- Основной химический характер противостоит воздействию основного шлака.
- Более высокая плотность по сравнению с вариантами из глинозема и диоксида циркония.
- Ограниченная доступность по сравнению с другими типами.

Керамические вспененные фильтры на основе алюмокремнезема (муллитовая фаза)
Фильтры с муллитовой фазой представляют собой компромисс между чистым глиноземом и высокоглиноземистыми сортами по стоимости. Кристаллическая фаза муллита (3Al₂O₃-2SiO₂) обеспечивает хорошую устойчивость к тепловым ударам и возможность использования при умеренных температурах.
Основные области применения: Среднетемпературное литье алюминиевых сплавов, медных сплавов, некоторых видов легкого чугуна
Сводная таблица выбора материалов
| Материал фильтра | Максимальная температура эксплуатации | Основной металл | Химический характер | Относительная стоимость |
|---|---|---|---|---|
| Глинозем (Al₂O₃) | 1100-1700°C | Алюминий, медь | Нейтрально-кислотные | Низкий-средний |
| Карбид кремния (SiC) | 1500°C | Серый чугун, ковкий чугун | Нейтральный | Средний |
| Цирконий (ZrO₂) | 1760°C+ | Сталь, суперсплавы | Нейтрально-основной | Высокий |
| Магнезия (MgO) | 1750°C | Сталь (основной шлак) | Основные | Средний и высокий |
| Муллит (Al₂O₃-SiO₂) | 1400°C | Алюминий, медь, легкое железо | Нейтральный | Низкий |
| Шпинель (MgAl₂O₄) | 1700°C | Сталь, никелевые сплавы | Нейтральный | Высокий |
Показатели размера пор (PPI) и их значение
PPI - поры на дюйм - это основной параметр спецификации, определяющий эффективность фильтрации, сопротивление потоку и металлоемкость фильтра из керамической пены. Понимание выбора PPI является основополагающим для оптимизации работы фильтра в любой области применения литья.
Как измеряется и определяется ИПП
PPI означает количество пор (ячеек), подсчитанных на линейный дюйм поперечного сечения фильтра. Фильтр 10 PPI имеет приблизительно 10 ячеек на дюйм, что дает относительно большие, открытые поровые каналы. Фильтр 30 PPI имеет приблизительно 30 ячеек на дюйм - гораздо меньшие отверстия пор с соответственно большей скоростью захвата включений и более высоким сопротивлением потоку.
На практике фактическое распределение размеров пор в одном фильтре не является идеально равномерным. Большинство серийно выпускаемых фильтров имеют разброс размеров ячеек по поверхности фильтра в пределах ±15-20%, что является нормальным и приемлемым. Фильтры с более плотным распределением размеров ячеек имеют более высокую цену для критически важных применений.

Сравнение эффективности рейтинга PPI
| Рейтинг PPI | Приблизительный размер пор | Эффективность фильтрации | Сопротивление потоку | Лучшее приложение |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 мм | Низкий (только крупные включения) | Очень низкий | Высокая скорость потока, крупные отливки |
| 20 PPI | 1,2-1,5 мм | Умеренный | Низкий | Общее назначение, автомобильные детали |
| 25 PPI | 0,9-1,1 мм | Хорошо | Умеренный | Алюминиевые конструкционные отливки |
| 30 PPI | 0,7-0,9 мм | Высокий | Умеренно-высокий | Аэрокосмические, герметичные детали |
| 40 PPI | 0,5-0,7 мм | Очень высокий | Высокий | Критические отливки, медицинские |
| 50 PPI | 0,4-0,55 мм | Максимальный | Очень высокий | Суперсплавы, сверхчистый металл |
| 60 PPI | 0,3-0,4 мм | Максимальный | Чрезвычайно высокий | Исследования, специализированное применение |
Выбор ИПП: Практическая схема принятия решений
Оптимальный выбор ИПП предполагает баланс между тремя конкурирующими требованиями:
1. Требуемый уровень чистоты: Более высокие требования к чистоте приводят к более высоким показателям PPI. Для авиакосмического литья может быть указано 30-40 PPI, в то время как для общепромышленного литья достаточно 20 PPI.
2. Доступное металлостатическое давление: Более высокий PPI означает более высокое сопротивление потоку. Имеющийся напор в литниковой системе должен быть достаточным для заполнения полости пресс-формы до начала затвердевания. Мы рассчитываем минимально необходимый напор, исходя из конкретных размеров фильтра и номинального значения PPI, прежде чем завершить разработку спецификации фильтра.
3. Требования к скорости потока металла: Большие отливки с тонкими секциями требуют высокой скорости потока. Задание слишком высокого PPI может привести к нехватке металла в форме, что вызовет неправильный ход и холодную остановку - дефекты хуже, чем некоторые включения.
Основные эксплуатационные свойства и технические характеристики
При выборе керамических фильтров из пенополистирола группам закупок и инженерам необходимо оценить стандартный набор технических характеристик. Вот что имеет наибольшее значение и почему:
Тепловые свойства
Устойчивость к термоударам:
Выражается в количестве циклов теплового удара, которые фильтр выдерживает без растрескивания в стандартных условиях испытаний (обычно от комнатной температуры до быстрого погружения в воду при 1000°C). Фильтры из SiC обычно выдерживают 5-10+ циклов; фильтры из глинозема - 3-6 циклов. Низкая устойчивость к термоударам приводит к растрескиванию фильтра во время заливки, в результате чего керамические осколки попадают в расплав, что гораздо хуже, чем полное отсутствие фильтрации.
Максимальная температура эксплуатации:
Верхний предел температуры, при котором фильтр сохраняет структурную целостность и не загрязняет расплав в результате растворения или разложения. Всегда сверяйте этот показатель с максимальной температурой застывания конкретного сплава, с минимальным запасом прочности в 50°C.
Теплопроводность:
Высокая теплопроводность (фильтры из SiC) минимизирует потери температуры в металле, проходящем через фильтр. Низкая теплопроводность (диоксид циркония) действует как теплоизолятор, поддерживая температуру металла в зоне фильтра, но потенциально ускоряя затвердевание на поверхности фильтра.
Механические свойства
| Недвижимость | Метод испытания | Типичный диапазон | Значение |
|---|---|---|---|
| Прочность на сжатие в холодном состоянии | ASTM C133 | 0,5-2,5 МПа | Устойчивость при транспортировке и установке |
| Горячий модуль разрыва | ASTM C583 | 0,3-1,5 МПа | Структурная целостность во время заливки |
| Насыпная плотность | ISO 5017 | 0,25-0,45 г/см³ | Косвенный индикатор пористости |
| Общая пористость | Метод Архимеда | 75-90% | Большая пористость = большая скорость потока |
| Удельная площадь поверхности | Метод БЭТ | 0,3-1,5 м²/г | Влияет на область захвата инклюзии |
Свойства фильтрации
Эффективность фильтрации (FE):
Процент включений, удаленных из образца металла, прошедшего через фильтр, по сравнению с нефильтрованным образцом. Измеряется с помощью металлографического анализа K-value (испытание на пониженное давление) или анализа PoDFA (предварительное фильтрование) до и после фильтрации.
Давление заливки:
Минимальное металлостатическое давление, необходимое для запуска потока металла через фильтр. Это значение должно быть превышено при проектировании затворной системы. Типичные значения: 50-150 мм напора металла, в зависимости от PPI и поверхностного натяжения металла.
Металлический держатель:
Максимальная масса включений, которую может уловить фильтр до полного засорения. Выражается в граммах включений на квадратный сантиметр площади фильтрующей поверхности.
Как фильтры из керамической пены улучшают качество отливок
Связь между фильтрацией керамической пены и качеством конечного литья хорошо задокументирована в рецензируемой металлургической литературе и подтверждена данными десятилетий литейного производства. Вот количественный анализ того, что на самом деле дает фильтрация:
Удаление включений и очистка металла
Неметаллические включения являются наиболее распространенным и вредным источником дефектов литья. Они возникают из нескольких источников:
- Оксидные пленки: Образуется при контакте расплавленного металла с кислородом во время заливки
- Тугоплавкие эрозионные изделия: Из ковшей, бегунков и рукавов для стояков
- Увлечение шлака: Выносятся из плавильной печи
- Отбросы: Частично затвердевшая металлическая шкурка складывается в поток расплава
- Интерметаллические соединения: Возникает из-за дисбаланса химического состава сплава
Пенокерамические фильтры прерывают транспортировку этих включений из литниковой системы в полость пресс-формы. Опубликованные данные из различных источников показывают:
| Параметры литья | Без фильтра | С фильтром 30 PPI | Улучшение |
|---|---|---|---|
| Прочность на разрыв (Al A356) | 215 МПа | 248 МПа | +15% |
| Удлинение при разрыве | 4.5% | 7.2% | +60% |
| Усталостная долговечность (циклы до разрушения) | 85,000 | 140,000 | +65% |
| Пористость Площадь фракции | 0.8% | 0.2% | -75% |
| Количество включений (на см²) | 12.4 | 2.1 | -83% |
| Шероховатость поверхности (Ra) | 6,3 мкм | 4,1 мкм | -35% |
Данные собраны из опубликованных исследований литейной промышленности, 2018-2024 гг.
Уменьшение турбулентности и регуляризация потока
Помимо улавливания включений, пенокерамические фильтры коренным образом изменяют характер потока металла, поступающего в кристаллизатор. Нефильтрованный металл поступает в полость формы в турбулентном, хаотичном потоке, который увлекает за собой воздух и сворачивает оксидные пленки. Фильтр преобразует этот турбулентный поток в гладкий, ламинарный - преобразование, которое предотвращает образование новых включений ниже фильтра.
Этот эффект гашения турбулентности иногда более ценен, чем непосредственное удаление включений, особенно в конфигурациях с длиннопоточным литьем, где образование оксидной пленки во время заполнения является доминирующим механизмом дефектов.
Преимущества терморегуляции
В частности, при литье чугуна фильтры из вспененной керамики SiC служат резервуаром для предварительного нагрева потока металла. Высокая тепловая масса и проводимость фильтра кратковременно контактирует и слегка перегревает металл, находящийся в контакте с горячей поверхностью фильтра во время стационарной заливки, помогая поддерживать заполнение формы до начала затвердевания в тонких секциях.
Промышленное применение и использование конкретных металлов
Алюминиевое литье
Алюминиевая литейная промышленность является крупнейшим мировым потребителем пенокерамических фильтров по объему, что обусловлено взрывным ростом производства алюминиевых автомобильных компонентов и деталей аэрокосмических конструкций. Обычно используются пенокерамические фильтры из глинозема с плотностью 20-40 PPI, размещаемые в системе бегунов гравитационной, низкого или высокого давления литейной оснастки.
Ключевые семьи из алюминиевого сплава фильтруются:
- A356/A357 (конструкционные автомобильные компоненты)
- 319, 380 серии (блоки двигателей, корпуса трансмиссий)
- Деформируемые сплавы серий 2xxx и 7xxx (заготовки для аэрокосмической промышленности)
- Экструзионные заготовки серии 6xxx.
Особое преимущество фильтрации в алюминии: Основным включением в алюминии является оксид алюминия (Al₂O₃) в виде бифилярных и дисперсных частиц. Алюмооксидный фильтрующий материал имеет общие химические свойства с этими включениями, способствуя преимущественному сцеплению и высокой эффективности улавливания.
Литье из чугуна и ковкого чугуна
Чугунолитейные заводы используют пенокерамические фильтры из карбида кремния для борьбы с графитовыми включениями, шлаком и продуктами эрозии песка. Высокие температуры заливки серого чугуна (1300-1400°C) и ковкого чугуна (1380-1450°C) требуют устойчивости к тепловым ударам, которую обеспечивают фильтры SiC.
Применение в чугунном литье:
- Автомобильные тормозные диски и барабаны.
- Блоки и головки цилиндров.
- Трубы и фитинги.
- Компоненты сельскохозяйственного оборудования.
- Корпуса насосов и клапанов.
Стальное литье
Сталь представляет собой наиболее требовательную среду для фильтрации: температура разлива 1550-1650°C, агрессивный окисляющий шлак и высокое металлостатическое давление. Стандартным выбором являются фильтры из вспененной циркониевой керамики, часто используемые в сочетании с волокнистыми огнеупорными фильтрующими седлами и керамическими плотинами.
Применение в стальном литье:
- Износостойкие детали для горнодобывающей промышленности (щеки дробилок, футеровка мельниц)
- Железнодорожные компоненты (колеса, тележки)
- Компоненты сосудов под давлением.
- Корпуса промышленных насосов и клапанов.
- Компоненты защиты и баллистической защиты.
Литье меди и медных сплавов
Медные сплавы, включая латунь, бронзу и медно-никелевые сплавы, фильтруются с помощью вспененных фильтров из глинозема или муллитовой керамики при относительно низких температурах (1000-1200°C заливки). Фильтрация при литье медных сплавов направлена, прежде всего, на:
- Включения песка, образовавшиеся в результате эрозии формы
- Оксидные шкурки, образующиеся при заливке
- Огнеупорные эрозионные изделия
Литье по выплавляемым моделям из никеля и титановых сверхпрочных сплавов
В авиакосмической отрасли литья по выплавляемым моделям для производства лопаток турбин, лопаток и конструктивных элементов планера используются самые тонкие фильтры PPI (40-60 PPI) с высокочистым диоксидом циркония или шпинельной керамической пеной. Требования к абсолютной чистоте этих деталей, где одно значительное включение может привести к катастрофическому усталостному разрушению, оправдывают использование самых высокопроизводительных систем фильтрации.

Как правильно выбрать фильтр из керамической пены
Выбор оптимального фильтра из вспененной керамики требует структурированного процесса оценки, а не простого поиска продукта.
Шаг 1: Определите металл для литья и температуру заливки
| Категория Металл | Диапазон температур заливки | Рекомендуемый материал фильтра |
|---|---|---|
| Алюминиевые сплавы | 680-780°C | Глинозем (Al₂O₃) |
| Медные сплавы | 1000-1200°C | Глинозем или муллит |
| Серый / ковкий чугун | 1300-1450°C | Карбид кремния (SiC) |
| Углеродистая/низколегированная сталь | 1550-1620°C | Цирконий (ZrO₂) |
| Нержавеющая сталь | 1580-1650°C | Цирконий (ZrO₂) |
| Никелевые суперсплавы | 1400-1550°C | Цирконий или шпинель |
| Титановые сплавы | 1650-1700°C | Стабилизированный иттрием ZrO₂ |
Шаг 2: Определите необходимый уровень фильтрации
Учитывайте требования к конечному использованию отливки. Конструкционные аэрокосмические детали требуют максимальной эффективности фильтрации (30-40 PPI). Общепромышленные отливки могут быть удовлетворены 20 PPI. Декоративные отливки, не несущие нагрузки, могут использовать 10-15 PPI для контроля потока без агрессивной фильтрации.
Шаг 3: Рассчитайте необходимую площадь фильтра
Площадь поверхности фильтра должна быть достаточной для пропуска требуемого объема металла в течение доступного времени заполнения без превышения максимально допустимой скорости потока. Часто используемый ориентир:
Минимальная площадь фильтра (см²) = Масса металла (кг) / (Время заполнения (сек) × Коэффициент максимальной скорости потока)
Для алюминия с фильтром 20 PPI типичная максимальная скорость потока составляет примерно 0,3-0,5 кг/см²/сек. Занижение размера фильтра - распространенная ошибка, которая приводит к повышению противодавления, неправильному заполнению формы и разрушению фильтра.
Шаг 4: Укажите размеры и толщину
Стандартные размеры фильтров из вспененной керамики соответствуют общепринятым в промышленности, хотя возможны и нестандартные размеры:
| Стандартные размеры (мм) | Варианты толщины (мм) | Общее приложение |
|---|---|---|
| 40 × 40 | 15, 22 | Мелкие отливки, бегунки |
| 50 × 50 | 15, 22 | Общее назначение |
| 75 × 75 | 15, 22, 25 | Средние отливки |
| 100 × 100 | 22, 25 | Автомобильные, структурные |
| 150 × 150 | 22, 25 | Крупные чугунные отливки |
| 200 × 200 | 25 | Очень крупные отливки |
| Круглый: Ø40-Ø230 | 15-25 | Ковш колодезный, специализированный |
Установка, интеграция системы строповки и лучшие практики
Правильная установка так же важна, как и правильный выбор фильтра. Высококачественный фильтр, неправильно установленный в затворной системе, обеспечивает гораздо меньшую производительность, чем его потенциальные возможности.
Конструкция седла фильтра
Седло фильтра - это углубление в бегущей строке или специальном корпусе фильтра, в котором размещается и удерживается фильтр. Важнейшие принципы конструкции седла:
Целостность печати: Фильтр должен сидеть в седле, которое не позволяет металлу обходить края фильтра. Даже зазор в 1 мм между краем фильтра и седлом позволяет металлу обходить фильтр, что значительно снижает эффективность фильтрации. Мы рекомендуем глубину посадочного места 2-3 мм и ширину посадочного места 3-5 мм за пределами размера фильтра с каждой стороны.
Поддержка фильтров: Опорный элемент должен обеспечивать достаточную площадь опоры, чтобы предотвратить разрушение фильтра под действием гидравлического давления потока металла. Минимальный опорный контакт: 20% площади поверхности фильтра.
Вентиляция: Воздух, задержанный под фильтром до поступления металла, должен иметь выход. Без вентиляции противодавление, создаваемое запертым воздухом, задерживает загрузку фильтра и может вызвать турбулентность на начальном этапе заполнения.
Позиционирование в системе стробирования
| Положение фильтра | Преимущества | Ограничения |
|---|---|---|
| Основа литника | Вылавливает все включения на ранней стадии | Высокоскоростное поступление металла, опасность теплового удара |
| Барная стойка | Наиболее распространенное положение, хорошее давление на голову | Необходимо учитывать охлаждение металла в длинных беговых дорожках |
| Положение ингата | Фильтрует металл непосредственно перед полостью | Малая площадь фильтра, высокая скорость потока на единицу площади |
| Основание стойки | Фильтры на этапе кормления | Менее эффективен при дефектах, связанных с наполнением |
Фильтры предварительного нагрева
При литье стали и высокотемпературного чугуна предварительный нагрев пенокерамических фильтров до 200-400°C перед установкой их в форму снижает тепловой удар при первоначальном контакте с металлом. При литье алюминия предварительный нагрев обычно не требуется, но избегание контакта с влагой или холодными поверхностями перед установкой предотвращает растрескивание, вызванное тепловым ударом.
Обращение и хранение
- Всегда работайте с керамическими поролоновыми фильтрами в чистых перчатках - масляные загрязнения с кожи могут препятствовать смачиванию металла.
- Хранить в сухих условиях при температуре окружающей среды в оригинальной упаковке.
- Не укладывайте более 10 фильтров на колонну, чтобы не раздавить их под весом.
- Перед установкой проверьте, нет ли трещин или повреждений - поврежденные фильтры следует выбросить.
Сравнение фильтров из керамической пены с другими методами фильтрации
Понимание того, в чем фильтры из вспененной керамики превосходят альтернативные варианты, помогает инженерам принимать обоснованные решения по спецификациям.
Сравнительная таблица: Методы фильтрации при литье металлов
| Параметр | Фильтр из керамической пены | Волокнистый фильтр (стекловолокно) | Экструдированный керамический фильтр | Сердечник фильтра | Нет фильтра |
|---|---|---|---|---|---|
| Предельная температура | До 1760°C | До 1000°C | До 1600°C | До 1500°C | Н/Д |
| Удаление включений | Превосходно | Хорошо | Умеренный | Плохо-умеренно | Нет |
| Сопротивление потоку | Умеренный | Низкий | Умеренно-высокий | Низкий-умеренный | Нет |
| Демпфирование турбулентности | Превосходно | Умеренный | Умеренный | Бедный | Нет |
| Устойчивость к тепловому удару | Хороший-отличный | Бедный | Умеренный | Хорошо | Н/Д |
| Стоимость одного фильтра | Умеренный | Низкий | Низкий-умеренный | Очень низкий | Нет |
| Доступно для стали? | Да (диоксид циркония) | Нет | Ограниченный | Ограниченный | Да |
| Площадь поверхности для захвата | Очень высокий | Умеренный | Низкий | Очень низкий | Нет |
| Относительная эффективность фильтрации | 100% ссылка | 40-60% | 30-50% | 10-20% | 0% |
Почему керамическая пена выигрывает в самых востребованных областях применения
Сочетание трехмерной извилистой траектории, высокой удельной поверхности и способности выдерживать высокие температуры делает керамическую пену окончательным выбором для отливок, где чистота напрямую влияет на механические характеристики. Единственный сценарий, при котором может быть предпочтительна альтернативная фильтрация, - это применение в условиях чрезвычайно высокого расхода, когда перепад давления пенопластового фильтра ограничивает заполнение - в таких случаях его можно заменить экструдированными сотовыми фильтрами.
Стандарты качества, испытания и сертификация
Применимые международные стандарты
| Стандарт | Организация | Область применения |
|---|---|---|
| ISO 26910 | ISO | Пенокерамические фильтры для литья металлов - требования |
| ASTM C1674 | ASTM | Прочность на изгиб усовершенствованной керамики с открытой пористостью |
| GB/T 25139 | Китай GB | Фильтры из керамической пены для литья алюминиевых сплавов |
| GB/T 30840 | Китай GB | Пенокерамические фильтры для чугунного и стального литья |
| EN 993-1 | Европа | Физические испытания огнеупорных изделий плотной формы |
| JIS R 2412 | Японский | Керамические фильтры для расплавленного металла |
Основные испытания качества при входном контроле
Визуальный осмотр:
Фильтры 100% должны быть визуально проверены на наличие трещин, неполного покрытия, закрытых пор и соответствие размерам. Мы рекомендуем использовать стандартизированную установку для проверки на световом столе при больших объемах литейных работ.
Проверка размеров:
Случайная выборка 5-10% полученных фильтров для измерения размеров в соответствии с допусками на чертежах.
Испытания на прочность при сжатии:
Испытания случайной партии образцов по стандарту ASTM C133 или эквивалентному. Минимально допустимая прочность на сжатие в холодном состоянии зависит от материала и области применения.
Проверка количества пор:
Проверка номинала PPI путем стандартизированного подсчета клеток в нескольких секциях образцов фильтров. Отклонение более чем на ±2 PPI от номинального значения является причиной для отказа.
Испытание на термический шок:
Для критически важных областей применения предварительные испытания партий фильтров на термоудар, подвергающихся циклам быстрой смены температур, подтверждают устойчивость к растрескиванию в условиях реальной заливки.
Читайте также:
Руководство по закупкам: Определение размеров, ценообразование и оценка поставщиков
Обзор цен (ориентир на рынок 2026 года)
| Тип фильтра | Диапазон размеров | Примерный диапазон цен на единицу продукции |
|---|---|---|
| Глинозем, 20-30 PPI | 50×50×22 мм | $0.15-0.45 USD |
| Глинозем, 20-30 PPI | 100×100×22 мм | $0.50-1.20 USD |
| SiC, 20-30 PPI | 100×100×22 мм | $0.80-2.00 USD |
| Цирконий, 30 PPI | 100×100×22 мм | $3.00-8.00 USD |
| Цирконий, 40 PPI | 150×150×25 мм | $8.00-20.00 USD |
| Нестандартные размеры | Разное | 30-100% Премиум по сравнению со стандартом |
Цены существенно зависят от объема заказа, региона поставщика и конъюнктуры рынка сырья.
Система оценки поставщиков
При оценке поставщиков фильтров из вспененной керамики мы руководствуемся следующей структурой критериев:
Технические возможности:
- Предлагается широкий выбор материалов и классов PPI.
- Размерный ряд и возможность изготовления на заказ.
- Собственная испытательная лаборатория с опубликованными методами испытаний.
- Технические характеристики с полным перечнем свойств.
Управление качеством:
- Сертификат ISO 9001 как минимум.
- Система отслеживания партий.
- Сертификат соответствия с каждой партией.
- Определены критерии отбора и приемки проб.
Надежность поставок:
- Региональный склад или наличие на местном складе.
- Требования к минимальному количеству заказа.
- Время выполнения заказа для стандартных и нестандартных изделий.
- Опыт выполнения поставок.
Техническая поддержка:
- Возможность инженерной поддержки приложений.
- Готовность проводить литейные испытания и оценку производительности.
- Опубликованные тематические исследования или ссылки на приложения.
Распространенные ошибки при заказе, которых следует избегать
- Указание только материала и PPI без проверки температуры: Всегда сверяйте номинальную максимальную рабочую температуру фильтра с фактической температурой заливки.
- Занижение площади фильтра для экономии средств: Стоимость одной неудачной заливки намного превышает разницу в стоимости между правильно подобранным и недостаточно подобранным фильтром.
- Игнорирование влажности при хранении: Мокрые керамические фильтры могут взрывообразно разрушиться при контакте с расплавленным металлом.
- Смешивание фильтров из разных партий в одной партии: Различия в свойствах лотов могут привести к несовместимым результатам.
- Конструкция сиденья с фильтром: Даже самый лучший фильтр плохо работает в плохо сконструированном сиденье.
Часто задаваемые вопросы (FAQ)
Вопрос 1: Каково основное назначение фильтра из керамической пены при литье металла?
Основная задача - удаление неметаллических включений - частиц оксидов, фрагментов шлака, песчинок и продуктов эрозии огнеупоров - из расплавленного металла до его попадания в полость формы. Второстепенной, но не менее важной функцией является преобразование турбулентного потока металла в плавный, ламинарный поток, который предотвращает образование новых оксидов во время заполнения формы. В совокупности эти функции уменьшают дефекты литья и улучшают механические свойства готовой детали.
Вопрос 2: Можно ли повторно использовать фильтры из керамической пены в производстве?
Нет. Фильтры из керамической пены являются одноразовыми расходными материалами. После того как фильтр прошел через расплавленный металл, его поры частично или полностью заполнены захваченными включениями и затвердевшим металлом. Попытка повторного использования фильтра приведет к тому, что отливка подвергнется воздействию этих захваченных включений, а также дополнительных загрязнений от разрушенной структуры фильтра. Стоимость фильтра составляет небольшую часть стоимости отливки, что делает повторное использование экономически неоправданным в любом производственном контексте.
Вопрос 3: Какой номинал PPI следует использовать для алюминиевого литья?
Для большинства применений конструкционного алюминиевого литья - деталей подвески автомобилей, кронштейнов двигателей и подобных компонентов - фильтр из вспененного глиноземистого керамического материала с плотностью 20-30 PPI обеспечивает оптимальный баланс между удалением включений и скоростью потока. Для аэрокосмической отрасли или критически важных сфер применения, требующих высочайшей чистоты, подходит 30-40 PPI. Для простых неструктурных декоративных отливок часто достаточно 10-20 PPI.
Вопрос 4: Чем отличается фильтр из керамической пены от фильтра из экструдированной керамики?
Фильтр из керамической пены имеет трехмерную, неравномерную, сетчатую структуру пор, созданную методом копирования пены. Этот извилистый путь обеспечивает глубокую фильтрацию, захватывая включения, размер которых меньше номинального размера пор. Экструдированный керамический фильтр имеет прямые, параллельные каналы - как соты, - которые обеспечивают только поверхностное просеивание включений, размер которых превышает размер отверстия канала. Пенокерамические фильтры значительно эффективнее для удаления мелких включений, но имеют более высокое сопротивление потоку, чем экструдированные альтернативы.
Q5: Как узнать, эффективно ли работает мой поролоновый фильтр?
Методы оценки после разливки включают: металлографическое исследование поперечных срезов отливки (подсчет и определение размеров включений), испытание на пониженное давление (K-value) образцов металла, взятых до и после положения фильтра, а также анализ PoDFA или LAIS в операциях литья алюминия. Более простым полевым индикатором является осмотр фильтра после разливки - сильно загруженная поверхность фильтра с видимым скоплением включений подтверждает активный захват.
Q6: Из-за чего керамический поролоновый фильтр трескается во время заливки?
Растрескивание при заливке чаще всего вызвано тепловым ударом, когда холодные или комнатной температуры фильтры соприкасаются с горячим расплавленным металлом. Быстрый рост температуры создает термические градиентные напряжения, которые превышают модуль разрыва фильтра. Стратегии предотвращения включают предварительный нагрев фильтрующего узла, обеспечение полного высыхания фильтра перед использованием и использование фильтров из карбида кремния (с превосходной устойчивостью к тепловому удару) для работы с железом и сталью.
Q7: Влияют ли фильтры из керамической пены на температуру металла?
Да, в ощутимой, но управляемой степени. Металл, проходящий через фильтр из вспененной керамики при комнатной температуре, теряет некоторое количество тепловой энергии на массу фильтра во время начальной фазы заливки. Для алюминия при типичных объемах эта потеря температуры обычно составляет 3-8°C по всему фильтру. Для чугуна и стали с их гораздо большей тепловой массой металла этот эффект пропорционально меньше. В большинстве операций производственного литья это падение температуры учитывается в спецификации температуры заливки.
Вопрос 8: Подходят ли фильтры из керамической пены для литья под высоким давлением (HPDC)?
Нет. Стандартные фильтры из керамической пены не используются при литье под высоким давлением, поскольку скорость впрыска и давление (до 150 МПа) немедленно разрушат любую структуру керамической пены. Фильтрация в HPDC достигается другими способами: вакуумными системами, оптимизированной конструкцией литников и оборудованием для дегазации. Фильтры из керамической пены подходят для процессов гравитационного литья под давлением, литья под низким давлением (LPDC), литья по выплавляемым моделям и литья в песчаные формы.
Q9: Какое воздействие на окружающую среду оказывает утилизация фильтров из вспененной керамики?
Использованные фильтры из керамической пены относятся к твердым промышленным отходам. После отливки фильтры содержат затвердевшие металлические включения и, возможно, небольшое количество металла. В большинстве юрисдикций они утилизируются как неопасные промышленные отходы на лицензированных предприятиях. Некоторые литейные заводы восстанавливают остаточную стоимость металла путем переработки использованных фильтров с высоким содержанием металла. Сам керамический материал химически стабилен и не выщелачивает опасные компоненты, что делает его утилизацию на полигонах в целом приемлемой в соответствии со стандартными правилами утилизации промышленных отходов.
Q10: Можно ли изготовить фильтры из керамической пены нестандартной формы или размера?
Да. Хотя стандартные квадратные и прямоугольные размеры являются наиболее распространенными и экономичными, фильтры из вспененной керамики могут быть изготовлены в круглой, овальной, трапециевидной и других нестандартных геометрических формах. Минимальные объемы заказа для нестандартных размеров обычно составляют 500-2000 штук в зависимости от сложности. Сроки изготовления оснастки и начального производства составляют от 4 до 12 недель. При очень больших объемах заказных работ экономичность заказных размеров обычно оправдывает вложения в оснастку в течение первого года производства.
Заключение
Пенокерамические фильтры занимают важнейшее место в современных системах обеспечения качества литья металлов. Их способность одновременно удалять включения, регулировать поток металла и улучшать механические свойства отливок делает их одними из немногих расходных компонентов, инвестиции в которые непосредственно и измеримо повышают качество продукции и снижают стоимость брака.
Основные выводы для инженеров: выбор материала должен соответствовать как химическому составу металла, так и рабочей температуре; выбор ИПП должен обеспечивать баланс между требованиями к чистоте и доступным давлением затворения; размеры фильтра должны быть рассчитаны, а не оценены. Для специалистов по закупкам: удельная стоимость фильтра - это неверная метрика; расчет общей стоимости должен включать снижение количества брака, повышение производительности обработки и снижение количества гарантийных рекламаций, связанных с более чистыми отливками.
Компания AdTech сотрудничает с литейными заводами и предприятиями, занимающимися литьем алюминия, чугуна, стали и специальных сплавов. Из этого опыта можно извлечь простой урок: правильно установленный фильтр из керамической пены многократно окупает себя в каждом цикле литья.
