A filtro de espuma cerâmica (CFF) é uma estrutura reticulada tridimensional porosa feita de materiais cerâmicos avançados - mais frequentemente alumina, carboneto de silício, zircónio ou magnésia - especificamente concebida para remover inclusões não metálicas, partículas sólidas e gases arrastados do metal fundido durante o processo de fundição. O filtro funciona forçando o metal líquido através de uma rede interligada de caminhos de fluxo tortuosos, capturando inclusões através de uma combinação de peneiramento mecânico, adesão física e mecanismos de filtragem de bolos. O resultado são peças fundidas mais limpas e de maior integridade, com porosidade significativamente reduzida, melhor acabamento superficial e melhores propriedades mecânicas.
Se o seu projeto requer a utilização de um filtro de espuma cerâmica, pode contactar-nos para um orçamento gratuito.
Em termos práticos, os filtros de espuma de cerâmica são uma das ferramentas de melhoria de qualidade mais rentáveis disponíveis nas operações modernas de fundição e fundição. Nós avaliamos sistemas de filtragem em linhas de fundição de alumínio, ferro, aço e ligas de cobre, e a evidência é consistente: a integração de filtros de espuma cerâmica adequadamente selecionados em um sistema de gating reduz as taxas de refugo relacionadas à inclusão em 40-80% enquanto melhora a resistência à tração, o alongamento e a vida útil à fadiga da fundição final. Para as indústrias onde os defeitos de fundição se traduzem diretamente em falhas no terreno - componentes aeroespaciais, peças de segurança para automóveis e válvulas de pressão crítica - essa melhoria de desempenho não é opcional.
O que é um filtro de espuma cerâmica e como funciona?
Um filtro de espuma cerâmica ocupa uma posição única na tecnologia de fundição porque a sua estrutura é fundamentalmente diferente dos meios de filtragem convencionais. Em vez de uma malha plana ou de uma simples placa perfurada, um filtro de espuma cerâmica consiste numa arquitetura de espuma de células abertas - uma rede contínua de suportes cerâmicos que envolvem vazios esféricos interligados - que replica a geometria de um modelo de espuma de poliuretano antes da cozedura.
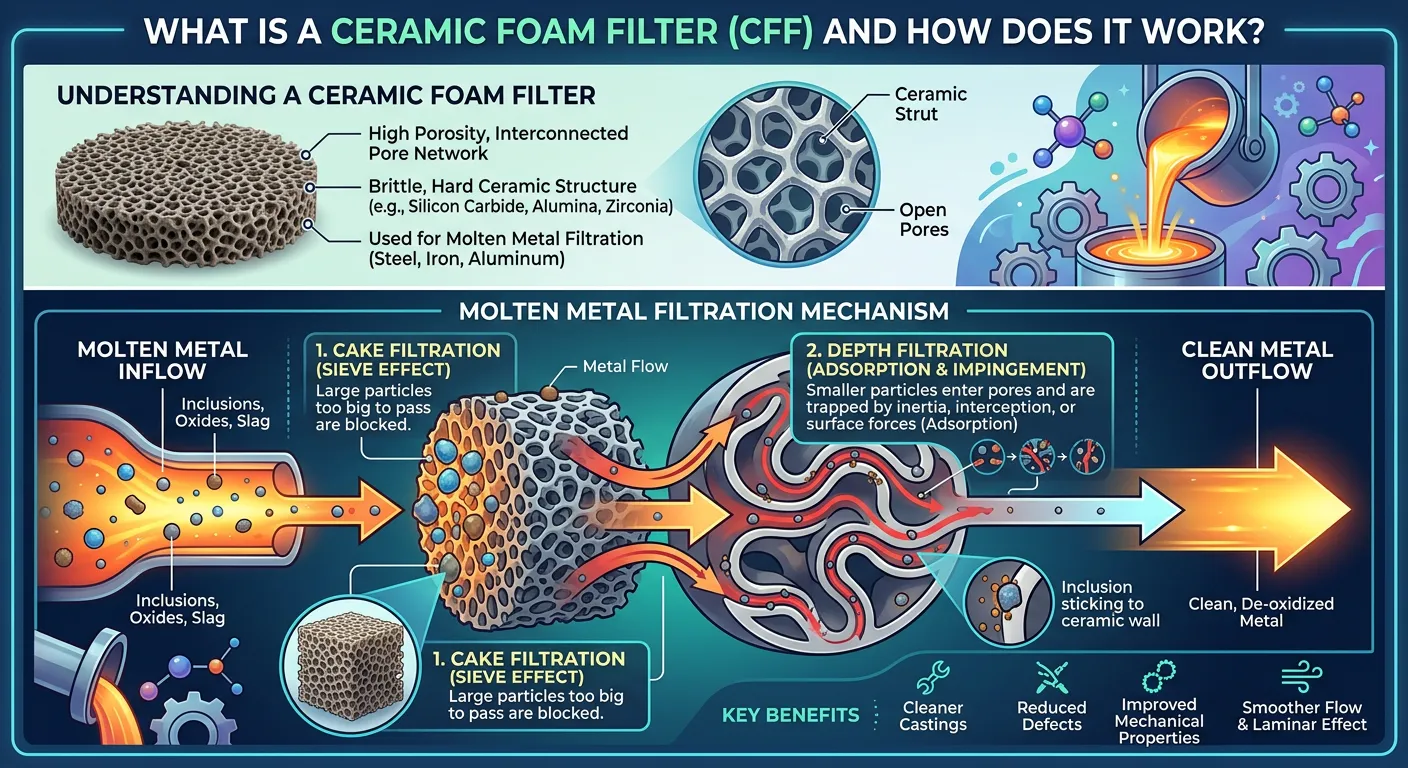
Os três mecanismos de filtragem em ação
Para compreender como é que os filtros de espuma cerâmica capturam efetivamente as inclusões, é necessário analisar três mecanismos simultâneos:
Peneiração mecânica (exclusão de tamanho):
As inclusões maiores do que a abertura dos poros do filtro são fisicamente bloqueadas na face do filtro, formando um bolo de filtro que se torna progressivamente mais eficaz à medida que o fluxo de metal continua. Este é o mecanismo mais simples e aplica-se principalmente a inclusões maiores (acima de 50-100 microns).
Filtragem de trajeto tortuoso (Filtragem de profundidade):
É aqui que os filtros de espuma cerâmica superam as simples telas de malha. O percurso de fluxo tridimensional irregular força o metal fundido a mudar de direção repetidamente à medida que passa pela estrutura de espuma. Cada mudança de direção aumenta a probabilidade de uma partícula de inclusão entrar em contacto com uma superfície de suporte de cerâmica e aderir a ela. As inclusões tão pequenas como 10-20 microns são capturadas através deste mecanismo, mesmo quando são mais pequenas do que a abertura nominal do poro.
Adesão baseada na molhabilidade:
A química da superfície cerâmica do material filtrante promove a adesão de tipos específicos de inclusão. As inclusões de alumina no alumínio fundido, por exemplo, aderem preferencialmente a superfícies de filtro à base de alumina. Esta afinidade química entre o substrato do filtro e o tipo de inclusão é uma das principais razões pelas quais a seleção do material é importante muito para além da compatibilidade com a temperatura.
Comportamento do fluxo através do filtro
Quando o metal fundido entra em contacto com a face do filtro, há um breve período de escorvamento durante o qual o metal supera a tensão superficial e começa a molhar as escoras de cerâmica. Uma vez estabelecido o fluxo, a queda de pressão através do filtro segue uma relação de Darcy modificada:
ΔP = (μ × L × v) / k
Onde ΔP é a queda de pressão, μ é a viscosidade da massa fundida, L é a espessura do filtro, v é a velocidade do fluxo e k é a constante de permeabilidade do tipo de filtro específico. Em termos práticos de fundição, isto significa que a colocação do filtro no sistema de passagem deve ter em conta a pressão metalostática disponível para conduzir o metal através do filtro - uma pressão insuficiente resulta num enchimento incompleto ou numa solidificação prematura.
Processo de fabrico: Como são fabricados os filtros de espuma de cerâmica
A produção de filtros de espuma cerâmica segue um processo denominado método de réplica (ou método de impregnação de espuma de polímero), desenvolvido e patenteado pela primeira vez por Schwartzwalder e Somers em 1963. Esta abordagem de fabrico continua a ser o padrão da indústria mais de seis décadas depois, com aperfeiçoamentos significativos na química da lama, sistemas de aglutinação e controlo de queima.
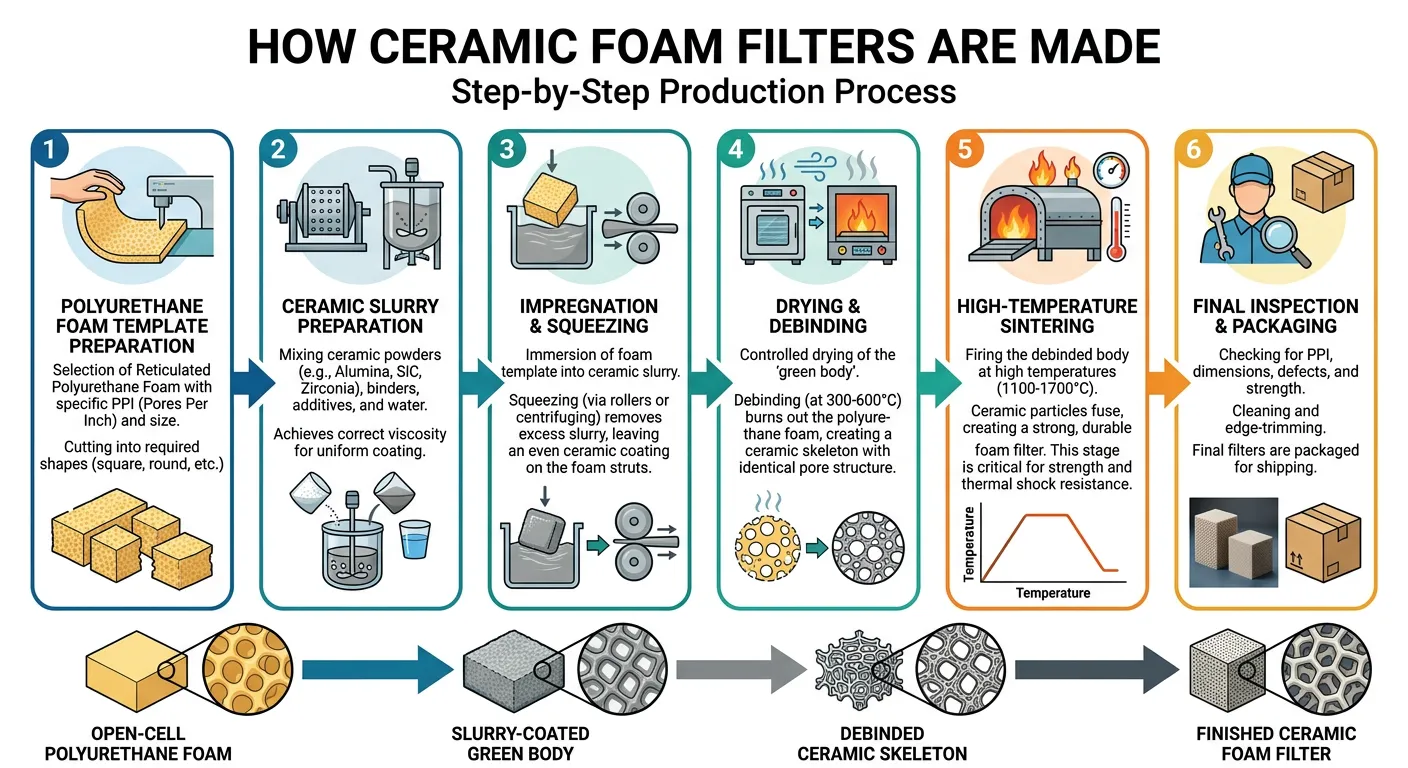
Etapa 1: Preparação do modelo de espuma de polímero
A espuma de poliuretano de células abertas com a densidade de poros pretendida (medida em PPI - poros por polegada) é cortada com as dimensões necessárias. O modelo de espuma é inspeccionado para verificar a distribuição uniforme das células e a ausência de poros fechados, que bloqueariam o fluxo de metal no produto final.
Fase 2: Preparação da pasta cerâmica
Uma pasta cerâmica é formulada a partir de:
- Matéria-prima cerâmica primária (alumina, SiC, zircónio, etc.) em pó fino.
- Sílica coloidal, sol de alumina ou aglutinante de fosfato.
- Modificadores de reologia (bentonite, espessantes orgânicos)
- Agentes anti-espuma.
- Água ou solvente orgânico.
A viscosidade da lama é controlada com precisão - tipicamente 1000-3000 cP para impregnação - para garantir uma cobertura completa das células sem bloquear as aberturas dos poros.
Fase 3: Impregnação e revestimento por compressão
O modelo de espuma de poliuretano é imerso na pasta cerâmica e espremido manual ou mecanicamente para garantir a penetração completa da pasta em todas as células. O excesso de pasta é removido através de rolos de compressão controlados para atingir o peso pretendido do revestimento e manter os canais de poros abertos.
Fase 4: Secagem
A espuma impregnada é seca a 80-150°C para remover a água livre e desenvolver uma resistência verde suficiente para o manuseamento. A secagem deve ser controlada para evitar fissuras devido a tensões de retração diferenciais.
Fase 5: Queima por esgotamento (400-600°C)
O modelo de espuma de poliuretano queima completamente durante esta fase, deixando para trás o esqueleto cerâmico. Esta é uma fase crítica - se a queima orgânica gerar uma pressão interna excessiva de gás, os suportes cerâmicos podem fissurar antes de a estrutura estar consolidada. Os fornos modernos utilizam atmosfera controlada e taxas de aquecimento lentas ao longo deste intervalo.
Fase 6: Sinterização (1200-1650°C)
A sinterização final densifica os suportes cerâmicos, desenvolve a resistência mecânica e estabelece a química da superfície responsável pela adesão da inclusão. A temperatura máxima de sinterização é adaptada ao sistema cerâmico específico:
| Material cerâmico | Gama de temperaturas de sinterização |
|---|---|
| Alumina (Al₂O₃) | 1450-1600°C |
| Carboneto de silício (SiC) | 1900-2100°C (com auxiliares de sinterização) |
| Zircónio (ZrO₂) | 1400-1550°C |
| Magnésia (MgO) | 1550-1650°C |
| Alumina-Sílica (Mullite) | 1350-1500°C |
Etapa 7: Inspeção da qualidade e triagem
Cada filtro é submetido a uma inspeção visual, medição dimensional e verificação do peso. Os controlos de qualidade críticos incluem:
- Uniformidade da distribuição do tamanho dos poros.
- Ausência de fissuras ou poros fechados.
- Completude do revestimento da superfície.
- Tolerâncias dimensionais (normalmente ±2mm no comprimento/largura, ±1mm na espessura)
Tipos de filtros de espuma cerâmica por material
A seleção do material é a primeira e mais importante decisão na especificação do filtro de espuma cerâmica. Cada sistema cerâmico tem uma gama distinta de temperaturas de funcionamento, um perfil de compatibilidade química e uma caraterística de eficiência de filtração.

Filtros de espuma de cerâmica de alumina
Filtros de espuma cerâmica de alumina (Al₂O₃) são o tipo mais produzido e utilizado a nível mundial, representando cerca de 60-70% do consumo total de filtros de espuma cerâmica. O seu domínio resulta de uma excelente combinação de custo, desempenho em termos de temperatura e compatibilidade química com a maioria das operações de fundição de metais não ferrosos.
Aplicações primárias: Fundição de liga de alumínio, fundição de liga de cobre, fundição de bronze
Propriedades principais:
- Temperatura máxima de serviço: 1100°C (para utilização em alumínio), com graus de elevada pureza até 1700°C.
- Excelente resistência química ao alumínio fundido e às suas inclusões de óxido.
- Afinidade natural para inclusões do tipo alumina (o defeito mais comum nas peças fundidas em Al).
- Disponível na gama 10-60 PPI
Filtros de espuma cerâmica de carboneto de silício (SiC)
Os filtros de carboneto de silício distinguem-se dos filtros à base de óxidos pela sua excecional condutividade térmica - cerca de 10 vezes superior à da alumina - e pela sua extraordinária resistência ao choque térmico. Estas propriedades fazem do SiC o material de eleição para aplicações de fundição de ferro e de alguns aços, onde se verifica a presença de massa térmica e rápidas mudanças de temperatura.
Aplicações primárias: Fundição de ferro cinzento, ferro fundido dúctil, ferro fundido maleável.
Propriedades principais:
- Temperatura máxima de serviço: 1500°C.
- Condutividade térmica: 15-25 W/m-K (vs. 2-5 W/m-K para a alumina).
- A resistência superior ao choque térmico reduz o risco de fissuração durante o vazamento do metal.
- A química da superfície de SiC resiste à adesão de inclusões de óxido de ferro (importante para uma separação limpa do ferro).
Filtros de espuma de cerâmica de zircónio
Os filtros de zircónio (ZrO₂) representam o nível superior de filtragem de espuma cerâmica, concebidos para os ambientes mais exigentes de alta temperatura e quimicamente agressivos encontrados na fundição de aço e no processamento de ligas especiais.
Aplicações primárias: Fundição de aço, fundição de superligas à base de níquel, ligas especiais de alta temperatura.
Propriedades principais:
- Temperatura máxima de serviço: 1760°C+.
- Resistência química excecional à escória de aço fundida e às inclusões de óxido de aço.
- Baixa condutividade térmica (ajuda a manter a temperatura do metal durante a filtragem)
- O custo mais elevado entre os tipos de filtros de espuma cerâmica padrão.
Filtros de espuma cerâmica de magnésia (MgO)
Os filtros à base de magnésia são uma categoria de produtos especiais, especificados principalmente para aplicações de fundição de aço onde a química básica da escória poderia atacar materiais de filtro contendo alumina ou sílica.
Aplicações primárias: Fundição de aço com condições básicas de escória, ligas de ferro especiais
Propriedades principais:
- Temperatura máxima de serviço: 1750°C.
- O carácter químico básico resiste ao ataque de escórias básicas.
- Maior densidade do que as opções de alumina e zircónia.
- Disponibilidade limitada em comparação com outros tipos.

Filtros cerâmicos de espuma de alumina-sílica (fase mulite)
Os filtros de fase mulita oferecem um compromisso de custo-desempenho entre a alumina pura e os graus de alta alumina. A fase cristalina da mulita (3Al₂O₃-2SiO₂) oferece boa resistência ao choque térmico e capacidade de temperatura útil a um custo moderado.
Aplicações primárias: Fundição de ligas de alumínio a média temperatura, ligas de cobre, algumas aplicações de ferro leve
Quadro resumo da seleção de materiais
| Material do filtro | Temperatura máxima de serviço | Metal primário | Carácter químico | Custo relativo |
|---|---|---|---|---|
| Alumina (Al₂O₃) | 1100-1700°C | Alumínio, Cobre | Neutro-ácido | Baixo-Médio |
| Carboneto de silício (SiC) | 1500°C | Ferro cinzento, ferro dúctil | Neutro | Médio |
| Zircónio (ZrO₂) | 1760°C+ | Aço, superligas | Neutro-Básico | Elevado |
| Magnésia (MgO) | 1750°C | Aço (escória de base) | Básico | Médio-Alto |
| Mullite (Al₂O₃-SiO₂) | 1400°C | Alumínio, cobre, ferro leve | Neutro | Baixa |
| Espinélio (MgAl₂O₄) | 1700°C | Aço, ligas de níquel | Neutro | Elevado |
Classificações de tamanho de poro (PPI) e o que significam
PPI - poros por polegada - é o principal parâmetro de especificação que determina a eficiência da filtração, a resistência ao fluxo e a capacidade de retenção de metal de um filtro de espuma cerâmica. Compreender a seleção do PPI é fundamental para otimizar o desempenho do filtro em qualquer aplicação de fundição.
Como é medido e definido o PPI
PPI refere-se ao número de poros (células) contados ao longo de uma polegada linear da secção transversal do filtro. Um filtro de 10 PPI tem aproximadamente 10 células por polegada, o que dá origem a canais de poros relativamente grandes e abertos. Um filtro de 30 PPI tem aproximadamente 30 células por polegada - aberturas de poros muito mais pequenas com uma taxa de captura de inclusões correspondentemente maior e uma maior resistência ao fluxo.
Na prática, a distribuição real da dimensão dos poros num único filtro não é perfeitamente uniforme. A maioria dos filtros produzidos comercialmente tem uma variação de ±15-20% no tamanho das células ao longo da face do filtro, o que é normal e aceitável. Os filtros com uma distribuição mais estreita do tamanho das células são mais caros para aplicações críticas.

Comparação do desempenho da classificação PPI
| Classificação PPI | Tamanho aproximado dos poros | Eficiência de filtragem | Resistência ao fluxo | Melhor aplicação |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Inferior (apenas inclusões grosseiras) | Muito baixo | Caudal elevado, peças fundidas de grandes dimensões |
| 20 PPI | 1,2-1,5 mm | Moderado | Baixa | Uso geral, peças para automóveis |
| 25 PPI | 0,9-1,1 mm | Bom | Moderado | Fundição estrutural de alumínio |
| 30 PPI | 0,7-0,9 mm | Elevado | Moderado-Alto | Peças aeroespaciais, estanques à pressão |
| 40 PPI | 0,5-0,7 mm | Muito elevado | Elevado | Peças fundidas críticas, médicas |
| 50 PPI | 0,4-0,55 mm | Máximo | Muito elevado | Superligas, metal ultra-limpo |
| 60 PPI | 0,3-0,4 mm | Máximo | Extremamente elevado | Investigação, aplicações especiais |
Escolher o PPI: Quadro prático de decisão
A seleção ideal do PPI implica o equilíbrio de três requisitos concorrentes:
1. Nível de limpeza exigido: Requisitos de limpeza mais elevados levam a classificações PPI mais elevadas. As peças fundidas aeroespaciais podem especificar 30-40 PPI, enquanto as peças fundidas industriais gerais podem utilizar adequadamente 20 PPI.
2. Pressão metalostática disponível: Um PPI mais elevado significa uma maior resistência ao fluxo. A pressão da cabeça disponível no sistema de passagem deve ser suficiente para encher a cavidade do molde antes do início da solidificação. Calculamos a pressão mínima necessária com base nas dimensões específicas do filtro e na classificação PPI antes de finalizar a especificação do filtro.
3. Requisitos de caudal metálico: As peças fundidas de grandes dimensões com secções finas requerem taxas de fluxo elevadas. A especificação de um PPI demasiado elevado pode privar o molde de metal, causando erros de execução e cortes a frio - defeitos piores do que algumas inclusões.
Principais propriedades de desempenho e especificações técnicas
Ao adquirir filtros de espuma cerâmica, as equipas de compras e os engenheiros têm de avaliar um conjunto normalizado de propriedades técnicas. Aqui está o que é mais importante e porquê:
Propriedades térmicas
Resistência ao choque térmico:
Expresso como o número de ciclos de choque térmico que um filtro suporta sem fissurar sob condições de teste padronizadas (tipicamente temperatura ambiente até 1000°C de imersão rápida). Os filtros de SiC atingem geralmente 5-10+ ciclos; os filtros de alumina tipicamente 3-6 ciclos. Uma fraca resistência ao choque térmico provoca fissuras no filtro durante o vazamento, libertando fragmentos de cerâmica para a massa fundida - o que é muito pior do que a ausência de filtração.
Temperatura máxima de serviço:
O limite superior de temperatura a que o filtro mantém a integridade estrutural e não contamina a massa fundida através de dissolução ou decomposição. Verificar sempre esta temperatura em relação à temperatura máxima de vazamento da liga específica, com uma margem de segurança mínima de 50°C.
Condutividade térmica:
A elevada condutividade térmica (filtros de SiC) minimiza a perda de temperatura no metal que passa através do filtro. A baixa condutividade térmica (zircónio) actua como um isolador térmico, mantendo a temperatura do metal na zona do filtro mas acelerando potencialmente a solidificação na face do filtro.
Propriedades mecânicas
| Imóveis | Método de teste | Intervalo típico | Significado |
|---|---|---|---|
| Resistência à compressão a frio | ASTM C133 | 0,5-2,5 MPa | Resistência ao manuseamento e à instalação |
| Módulo de rutura a quente | ASTM C583 | 0,3-1,5 MPa | Integridade estrutural durante o vazamento |
| Densidade a granel | ISO 5017 | 0,25-0,45 g/cm³ | Indicador indireto de porosidade |
| Porosidade total | Método de Arquimedes | 75-90% | Maior porosidade = maior caudal |
| Área de superfície específica | Método BET | 0,3-1,5 m²/g | Influencia a área de captura de inclusão |
Propriedades de desempenho de filtragem
Eficiência de filtragem (FE):
A percentagem de inclusões removidas de uma amostra de metal que passa pelo filtro em comparação com uma referência não filtrada. Medida através de análise metalográfica do valor K (teste de pressão reduzida) ou análise PoDFA (Prefil-Footprinter) antes e depois da filtração.
Pressão de escorva:
A pressão metalostática mínima necessária para iniciar o fluxo de metal através do filtro. Este valor deve ser excedido no projeto do sistema de comportas. Valores típicos: 50-150 mm de cabeça metálica, dependendo do PPI e da tensão superficial do metal.
Capacidade de suporte de metal:
A massa máxima de inclusões que o filtro pode captar antes de ficar completamente bloqueado. Expressa em gramas de inclusão por centímetro quadrado de área de face do filtro.
Como os filtros de espuma cerâmica melhoram a qualidade da fundição
A ligação entre a filtragem de espuma cerâmica e a qualidade final da fundição está bem documentada na literatura metalúrgica revista por pares e apoiada por décadas de dados de produção de fundição. Aqui está uma visão quantificada do que a filtração realmente proporciona:
Remoção de inclusões e limpeza de metais
As inclusões não metálicas são a fonte mais comum e prejudicial de defeitos de fundição. Elas têm origem em várias fontes:
- Películas de óxido: Forma-se quando o metal fundido entra em contacto com o oxigénio durante o vazamento
- Produtos refractários contra a erosão: De conchas, corrediças e mangas de elevação
- Arrastamento de escórias: Transportado do forno de fusão
- Escória: Pele metálica parcialmente solidificada dobrada no fluxo de fusão
- Compostos intermetálicos: Precipitado por desequilíbrios químicos da liga
Os filtros de espuma cerâmica interrompem o transporte destas inclusões do sistema de gating para a cavidade do molde. Dados publicados de várias fontes mostram:
| Parâmetro de fundição | Sem filtro | Com filtro 30 PPI | Melhoria |
|---|---|---|---|
| Resistência à tração (Al A356) | 215 MPa | 248 MPa | +15% |
| Alongamento na rutura | 4.5% | 7.2% | +60% |
| Vida útil à fadiga (ciclos até à falha) | 85,000 | 140,000 | +65% |
| Fração de área de porosidade | 0.8% | 0.2% | -75% |
| Contagem de inclusões (por cm²) | 12.4 | 2.1 | -83% |
| Rugosidade da superfície (Ra) | 6,3 μm | 4,1 μm | -35% |
Dados agregados de estudos publicados sobre o sector da fundição, 2018-2024.
Redução de turbulência e regularização de fluxo
Para além da captura de inclusões, os filtros de espuma cerâmica alteram fundamentalmente o carácter do fluxo do metal que entra no molde. O metal não filtrado entra na cavidade do molde num fluxo turbulento e caótico que arrasta o ar e dobra as películas de óxido. O filtro converte este fluxo turbulento num fluxo suave e laminar - uma transformação que impede a formação de novas inclusões a jusante do filtro.
Este efeito de amortecimento da turbulência é, por vezes, mais valioso do que a remoção direta da inclusão, particularmente em configurações de fundição de fluxo longo em que a geração de película de óxido durante o enchimento é o mecanismo de defeito dominante.
Benefícios da regulação térmica
Especificamente em aplicações de fundição de ferro, os filtros de espuma cerâmica SiC actuam como um reservatório de pré-aquecimento para o fluxo de metal. A elevada massa térmica e condutividade do filtro contacta brevemente e sobreaquece ligeiramente o metal em contacto com a superfície quente do filtro durante o vazamento em estado estacionário, ajudando a manter o enchimento do molde antes do início da solidificação em secções finas.
Aplicações industriais e utilizações específicas de metais
Indústria de fundição de alumínio
A indústria de fundição de alumínio é o maior consumidor global de filtros de espuma cerâmica em volume, impulsionada pelo crescimento explosivo dos componentes automóveis de alumínio e das peças estruturais aeroespaciais. A aplicação típica envolve filtros de espuma cerâmica de alumina a 20-40 PPI posicionados no sistema de canais de ferramentas de fundição por gravidade, baixa pressão ou alta pressão.
Principais famílias de liga de alumínio filtradas:
- A356/A357 (componentes estruturais para automóveis)
- Série 319, 380 (blocos de motor, caixas de transmissão)
- Ligas forjadas das séries 2xxx e 7xxx (biletes aeroespaciais)
- Biletes de extrusão da série 6xxx.
Benefício de filtragem específico em alumínio: A principal inclusão no alumínio é o óxido de alumínio (Al₂O₃) nas formas de bifilme e de partículas dispersas. O material filtrante de alumina partilha a química com estas inclusões, promovendo uma adesão preferencial e uma elevada eficiência de captura.
Fundição de ferro e ferro fundido dúctil
As fundições de ferro utilizam filtros de espuma cerâmica de carboneto de silício para gerir inclusões de grafite, escórias e produtos de erosão da areia. As elevadas temperaturas de vazamento do ferro cinzento (1300-1400°C) e do ferro dúctil (1380-1450°C) exigem a resistência ao choque térmico que os filtros de SiC proporcionam.
Aplicações na fundição de ferro:
- Discos e tambores de travão para automóveis.
- Blocos de motor e cabeças de cilindro.
- Tubos e acessórios.
- Componentes de equipamentos agrícolas.
- Alojamentos de bombas e corpos de válvulas.
Fundição de aço
O aço apresenta o ambiente de filtração mais exigente: temperaturas de vazamento de 1550-1650°C, escória oxidante agressiva e elevada pressão metalostática. Os filtros de espuma de cerâmica de zircónio são a escolha padrão, frequentemente utilizados em combinação com assentos de filtro refractários fibrosos e barragens de cerâmica.
Aplicações na fundição de aço:
- Peças de desgaste para a indústria mineira (maxilas de trituradores, revestimentos de moinhos)
- Componentes ferroviários (rodas, bogies)
- Componentes de recipientes sob pressão.
- Corpos de bombas e válvulas industriais.
- Componentes de defesa e de proteção balística.
Fundição de cobre e ligas de cobre
As ligas de cobre, incluindo o latão, o bronze e as ligas de cobre-níquel, são filtradas utilizando filtros de espuma cerâmica de alumina ou mulita a temperaturas relativamente baixas (1000-1200°C de vazamento). A filtragem na fundição de ligas de cobre tem como objetivo específico:
- Inclusões de areia resultantes da erosão do molde
- Cascas de óxido formadas durante o vazamento
- Produtos refractários contra a erosão
Fundição de revestimento de superligas de níquel e titânio
O sector aeroespacial de fundição por cera perdida utiliza as melhores classificações de PPI (40-60 PPI) com filtros de espuma de cerâmica de zircónio ou espinélio de alta pureza para produzir lâminas de turbina, palhetas e componentes estruturais da estrutura. Os requisitos de limpeza absoluta para estas peças - onde uma única inclusão significativa pode causar uma falha catastrófica por fadiga - justificam a utilização dos sistemas de filtragem de mais alto desempenho disponíveis.

Como selecionar o filtro de espuma de cerâmica adequado
A seleção do filtro de espuma cerâmica ideal requer um processo de avaliação estruturado e não uma simples pesquisa de produtos.
Passo 1: Identificar o metal de fundição e a temperatura de vazamento
| Categoria de metais | Gama de temperaturas de vazamento | Material filtrante recomendado |
|---|---|---|
| Ligas de alumínio | 680-780°C | Alumina (Al₂O₃) |
| Ligas de cobre | 1000-1200°C | Alumina ou mulita |
| Ferro fundido cinzento/dúctil | 1300-1450°C | Carboneto de silício (SiC) |
| Aço carbono/baixa liga | 1550-1620°C | Zircónio (ZrO₂) |
| Aço inoxidável | 1580-1650°C | Zircónio (ZrO₂) |
| Superligas de níquel | 1400-1550°C | Zircónio ou espinélio |
| Ligas de titânio | 1650-1700°C | ZrO₂ estabilizado com ítria |
Passo 2: Determinar o nível de filtragem necessário
Considerar os requisitos de utilização final da peça fundida. Os componentes estruturais aeroespaciais necessitam de uma eficiência de filtragem máxima (30-40 PPI). As peças fundidas industriais gerais podem ser adequadamente servidas por 20 PPI. As peças fundidas decorativas que não suportam carga podem utilizar 10-15 PPI para controlo do fluxo sem filtragem agressiva.
Passo 3: Calcular a área de filtro necessária
A área da face do filtro deve ser suficiente para passar o volume de metal requerido dentro do tempo de enchimento disponível, sem exceder a velocidade máxima de fluxo permitida. Uma diretriz comummente utilizada:
Área mínima do filtro (cm²) = Massa metálica (kg) / (Tempo de enchimento (seg) × Fator de caudal máximo)
Para alumínio com um filtro de 20 PPI, a taxa de fluxo máxima típica é de aproximadamente 0,3-0,5 kg/cm²/segundo. Subdimensionar o filtro é um erro comum que provoca a acumulação de contrapressão, o enchimento incorreto do molde e a fratura do filtro.
Passo 4: Especificar as dimensões e a espessura
As dimensões padrão dos filtros de espuma cerâmica seguem as convenções da indústria, embora estejam disponíveis tamanhos personalizados:
| Tamanhos padrão (mm) | Opções de espessura (mm) | Aplicação comum |
|---|---|---|
| 40 × 40 | 15, 22 | Pequenas peças fundidas, corrediças |
| 50 × 50 | 15, 22 | Objetivo geral |
| 75 × 75 | 15, 22, 25 | Peças fundidas médias |
| 100 × 100 | 22, 25 | Automóvel, estrutural |
| 150 × 150 | 22, 25 | Grandes peças de ferro fundido |
| 200 × 200 | 25 | Peças fundidas muito grandes |
| Redondo: Ø40-Ø230 | 15-25 | Blocos de poços de concha, especializados |
Instalação, integração do sistema de comportas e melhores práticas
A instalação correta é tão importante como a seleção correta do filtro. Um filtro de alta qualidade incorretamente posicionado no sistema de comportas tem um desempenho muito inferior ao seu potencial.
Design do assento do filtro
O assento do filtro é o recesso na barra de rolamento ou no alojamento do filtro dedicado que posiciona e retém o filtro. Princípios críticos de conceção do assento:
Integridade do selo: O filtro deve assentar numa sede que impeça a passagem de metal à volta dos bordos do filtro. Mesmo um espaço de 1 mm entre o bordo do filtro e o assento permite que o metal passe à volta do filtro, reduzindo drasticamente a eficiência efectiva da filtragem. Recomendamos uma profundidade de assento de 2-3 mm e uma largura de assento de 3-5 mm para além da dimensão do filtro em cada lado.
Suporte de filtro: O corredor a jusante deve fornecer uma área de apoio adequada para evitar a fratura do filtro sob a pressão hidráulica do fluxo de metal. Contacto mínimo de apoio: 20% da área da face do filtro.
Ventilação: O ar retido por baixo do filtro antes da chegada do metal deve ter uma via de ventilação para sair. Sem ventilação, a contrapressão do ar retido atrasa a escorva do filtro e pode causar turbulência durante a fase inicial de enchimento.
Posicionamento no sistema de portas
| Posição do filtro | Vantagens | Limitações |
|---|---|---|
| Base do jito | Apanha todas as inclusões cedo | Chegada de metal a alta velocidade, risco de choque térmico |
| Barra de correr | Posição mais comum, boa pressão na cabeça | Tem de ter em conta o arrefecimento do metal em corredores longos |
| Posição do Ingate | Filtros metálicos imediatamente antes da cavidade | Pequena área de filtragem, elevado caudal por unidade de área |
| Base do riser | Filtros durante a fase de alimentação | Menos eficaz para defeitos relacionados com o enchimento |
Filtros de pré-aquecimento
Na fundição de aço e ferro a alta temperatura, o pré-aquecimento dos filtros de espuma cerâmica a 200-400°C antes de os colocar no conjunto do molde reduz o choque térmico durante o contacto inicial com o metal. Para a fundição de alumínio, o pré-aquecimento não é geralmente necessário, mas evitar o contacto com a humidade ou com superfícies frias antes da instalação impede a fissuração induzida pelo choque térmico.
Manuseamento e armazenamento
- Manusear sempre os filtros de espuma cerâmica com luvas limpas - a contaminação da pele com óleo pode interferir com a humidificação do metal.
- Armazenar em condições secas à temperatura ambiente na embalagem original.
- Não empilhar mais de 10 filtros por coluna para evitar o esmagamento devido ao peso.
- Verificar se existem fissuras ou danos antes da instalação - os filtros danificados devem ser eliminados.
Comparação dos filtros de espuma cerâmica com outros métodos de filtragem
Compreender onde os filtros de espuma cerâmica superam as alternativas ajuda os engenheiros a tomar decisões justificadas sobre as especificações.
Tabela de comparação: Métodos de Filtragem para Fundição de Metais
| Parâmetro | Filtro de espuma cerâmica | Filtro fibroso (fibra de vidro) | Filtro de cerâmica extrudida | Núcleo do filtro | Sem filtro |
|---|---|---|---|---|---|
| Limite de temperatura | Até 1760°C | Até 1000°C | Até 1600°C | Até 1500°C | N/A |
| Remoção de inclusão | Excelente | Bom | Moderado | Fraco-Moderado | Nenhum |
| Resistência ao fluxo | Moderado | Baixa | Moderado-Alto | Baixo-Moderado | Nenhum |
| Amortecimento de turbulência | Excelente | Moderado | Moderado | Pobres | Nenhum |
| Resistência ao choque térmico | Bom-Excelente | Pobres | Moderado | Bom | N/A |
| Custo por filtro | Moderado | Baixa | Baixo-Moderado | Muito baixo | Nenhum |
| Disponível para o aço? | Sim (Zircónio) | Não | Limitada | Limitada | Sim |
| Área de superfície para captura | Muito elevado | Moderado | Baixa | Muito baixo | Nenhum |
| Eficiência relativa de filtragem | Referência 100% | 40-60% | 30-50% | 10-20% | 0% |
Porque é que a espuma cerâmica vence em aplicações de elevada procura
A combinação do percurso tortuoso tridimensional, da elevada área de superfície específica e da capacidade para altas temperaturas faz da espuma cerâmica a escolha definitiva para peças fundidas em que a limpeza tem um impacto direto no desempenho mecânico. O único cenário em que a filtragem alternativa pode ser preferida é em aplicações de caudal extremamente elevado em que a queda de pressão de um filtro de espuma restringiria o enchimento - nestes casos, os filtros alveolares extrudidos podem ser substituídos.
Normas de qualidade, testes e certificação
Normas internacionais aplicáveis
| Padrão | Organização | Âmbito de aplicação |
|---|---|---|
| ISO 26910 | ISO | Filtros de espuma cerâmica para fundição de metais - requisitos |
| ASTM C1674 | ASTM | Resistência à flexão de cerâmicas avançadas com porosidade aberta |
| GB/T 25139 | China GB | Filtros de espuma cerâmica para fundição de ligas de alumínio |
| GB/T 30840 | China GB | Filtros de espuma cerâmica para fundição de ferro e aço |
| EN 993-1 | Europeu | Ensaios físicos de produtos refractários de forma densa |
| JIS R 2412 | Japonês | Produtos filtrantes cerâmicos para metal fundido |
Principais testes de qualidade para a inspeção de entrada
Inspeção visual:
100% de filtros devem ser inspeccionados visualmente quanto a fissuras, revestimento incompleto, poros fechados e conformidade dimensional. Recomendamos a utilização de uma mesa de luz padronizada para inspecionar operações de fundição de grande volume.
Verificação dimensional:
Amostragem aleatória de 5-10% de filtros recebidos para medição dimensional em relação às tolerâncias do desenho.
Ensaio de resistência à compressão:
Ensaio de lotes de amostras aleatórias utilizando a norma ASTM C133 ou equivalente. A resistência mínima aceitável à compressão a frio varia consoante o material e a aplicação.
Verificação da contagem de poros:
Verificação da classificação PPI através da contagem padronizada de células em várias secções de filtros de amostra. A variação de mais de ±2 PPI em relação à classificação nominal é motivo de rejeição.
Teste de choque térmico:
Para aplicações críticas, os ensaios de choque térmico de pré-qualificação de lotes de filtros expostos a ciclos rápidos de mudança de temperatura confirmam a resistência à fissuração durante as condições reais de vazamento.
Leia também:
Guia de compras: Dimensionamento, determinação de preços e avaliação de fornecedores
Descrição geral dos preços (referência de mercado 2026)
| Tipo de filtro | Gama de tamanhos | Gama de preços unitários aproximados |
|---|---|---|
| Alumina, 20-30 PPI | 50×50×22mm | $0.15-0.45 USD |
| Alumina, 20-30 PPI | 100×100×22mm | $0.50-1.20 USD |
| SiC, 20-30 PPI | 100×100×22mm | $0.80-2.00 USD |
| Zircónio, 30 PPI | 100×100×22mm | $3.00-8.00 USD |
| Zircónio, 40 PPI | 150×150×25mm | $8.00-20.00 USD |
| Tamanhos personalizados | Diversos | 30-100% superior ao normal |
Os preços variam significativamente consoante o volume de encomendas, a região do fornecedor e as condições do mercado de matérias-primas.
Quadro de avaliação de fornecedores
Ao avaliar os fornecedores de filtros de espuma de cerâmica, aplicamos a seguinte estrutura de critérios:
Capacidade técnica:
- Gama de materiais e graus de PPI oferecidos.
- Gama dimensional e capacidade de personalização.
- Laboratório de ensaios interno com métodos de ensaio publicados.
- Fichas técnicas com listagens completas de propriedades.
Gestão da qualidade:
- Certificação ISO 9001, no mínimo.
- Sistema de rastreabilidade dos lotes.
- Certificado de conformidade com cada remessa.
- Definição de critérios de amostragem e aceitação.
Fiabilidade do fornecimento:
- Armazém regional ou disponibilidade de stock local.
- Quantidade mínima de encomenda.
- Prazo de entrega para produtos standard e personalizados.
- Registo de desempenho de entrega.
Suporte técnico:
- Capacidade de apoio à engenharia de aplicações.
- Disponibilidade para efetuar ensaios de fundição e avaliação do desempenho.
- Estudos de casos publicados ou referências de aplicações.
Erros comuns de encomenda a evitar
- Especificação apenas do material e do PPI sem verificação da temperatura: Confirme sempre a temperatura máxima de serviço nominal do filtro com a temperatura real de vazamento.
- Subdimensionamento da área do filtro para poupar custos: O custo de uma fundição defeituosa excede em muito a diferença de custo entre um filtro corretamente dimensionado e um filtro subdimensionado.
- Ignorar a humidade durante o armazenamento: Os filtros de cerâmica húmidos podem fraturar de forma explosiva quando em contacto com metal fundido.
- Mistura de tipos de filtros de diferentes lotes no mesmo ciclo de produção: As variações de propriedade entre lotes podem causar resultados inconsistentes.
- Conceção do banco do filtro com vista para o exterior: Mesmo o melhor filtro tem um desempenho fraco num assento mal concebido.
Perguntas mais frequentes (FAQs)
Q1: Qual é o principal objetivo de um filtro de espuma cerâmica na fundição de metais?
O objetivo principal é remover inclusões não metálicas - partículas de óxido, fragmentos de escória, grãos de areia e produtos de erosão refractária - do metal fundido antes de este entrar na cavidade do molde. Uma função secundária, mas igualmente importante, é a conversão do fluxo turbulento do metal num fluxo suave e laminar que evita a formação de novos óxidos durante o enchimento do molde. Em conjunto, estas funções reduzem os defeitos de fundição e melhoram as propriedades mecânicas da peça acabada.
Q2: Os filtros de espuma cerâmica podem ser reutilizados na produção?
Não. Os filtros de espuma cerâmica são consumíveis de utilização única. Depois de um filtro ter passado pelo metal fundido, os seus poros estão parcial ou totalmente saturados com inclusões capturadas e metal solidificado. A tentativa de reutilizar um filtro exporia a peça fundida a essas inclusões capturadas mais qualquer contaminação adicional da estrutura degradada do filtro. O custo de um filtro é uma pequena fração do valor da peça fundida, tornando a reutilização economicamente injustificável em qualquer contexto de produção.
Q3: Que classificação PPI devo utilizar para a fundição de alumínio?
Para a maioria das aplicações de fundição de alumínio estrutural - peças de suspensão automóvel, suportes de motor e componentes semelhantes - um filtro de espuma cerâmica de alumina de 20-30 PPI proporciona o melhor equilíbrio entre a remoção de inclusões e o caudal. Para aplicações aeroespaciais ou de segurança crítica que requerem a mais alta limpeza, 30-40 PPI é apropriado. Para peças fundidas decorativas simples e não estruturais, 10-20 PPI é frequentemente suficiente.
Q4: Qual é a diferença entre um filtro de espuma cerâmica e um filtro de cerâmica extrudida?
Um filtro de espuma de cerâmica tem uma estrutura de poros tridimensional, irregular e reticulada criada pelo método de réplica de espuma. Este caminho tortuoso proporciona uma filtragem profunda, capturando inclusões mais pequenas do que o tamanho nominal dos poros. Um filtro de cerâmica extrudida tem canais rectos e paralelos - como um favo de mel - que apenas permitem a peneiração superficial de inclusões maiores do que a abertura do canal. Os filtros de espuma cerâmica são significativamente mais eficazes na remoção de inclusões finas, mas têm maior resistência ao fluxo do que as alternativas extrudidas.
Q5: Como é que sei se o meu filtro de espuma cerâmica funcionou eficazmente?
Os métodos de avaliação pós-fundição incluem: exame metalográfico de secções transversais da fundição (contagem e dimensionamento de inclusões), teste de pressão reduzida (valor K) de amostras de metal retiradas antes e depois da posição do filtro e análise PoDFA ou LAIS em operações de fundição de alumínio. Um indicador de campo mais simples é examinar o filtro após a fundição - uma face de filtro fortemente carregada com acumulação visível de inclusões confirma a captura ativa.
Q6: O que é que faz com que um filtro de espuma cerâmica se parta durante o vazamento?
A fissuração durante o vazamento é mais frequentemente causada por choque térmico quando filtros frios ou à temperatura ambiente entram em contacto com metal fundido quente. O rápido aumento da temperatura cria tensões de gradiente térmico que excedem o módulo de rutura do filtro. As estratégias de prevenção incluem o pré-aquecimento do conjunto do filtro, a garantia de que o filtro está completamente seco antes da utilização e a utilização de filtros de carboneto de silício (com resistência superior ao choque térmico) para aplicações de ferro e aço.
Q7: Os filtros de espuma cerâmica afectam a temperatura do metal?
Sim, num grau mensurável mas controlável. O metal que passa através de um filtro de espuma cerâmica à temperatura ambiente perde alguma energia térmica para a massa do filtro durante a fase inicial de vazamento. Para o alumínio em volumes típicos, esta perda de temperatura é tipicamente de 3-8°C através do filtro. Para o ferro e o aço, com a sua massa térmica de metal muito mais elevada, o efeito é proporcionalmente menor. Na maioria das operações de fundição de produção, esta queda de temperatura é contabilizada na especificação da temperatura de vazamento.
Q8: Os filtros de espuma cerâmica são adequados para a fundição injectada a alta pressão (HPDC)?
Não. Os filtros de espuma cerâmica padrão não são utilizados na fundição sob pressão de alta pressão porque as velocidades e pressões de injeção (até 150 MPa) quebrariam imediatamente qualquer estrutura de espuma cerâmica. A filtragem em HPDC é conseguida através de outros meios: sistemas de vácuo, design optimizado de gating e equipamento de desgaseificação. Os filtros de espuma cerâmica são adequados para os processos de fundição por gravidade, fundição sob pressão a baixa pressão (LPDC), fundição de investimento e fundição em areia.
Q9: Qual é o impacto ambiental da eliminação do filtro de espuma cerâmica?
Os filtros de espuma cerâmica usados são classificados como resíduos industriais sólidos. Após a fundição, os filtros contêm inclusões de metal solidificado e possivelmente pequenas quantidades de metal. Na maioria das jurisdições, são eliminados como resíduos industriais não perigosos em instalações licenciadas. Algumas fundições recuperam o valor residual do metal através da reciclagem de filtros usados com elevado teor de metal. O material cerâmico em si é quimicamente estável e não lixivia componentes perigosos, o que faz com que a eliminação em aterro seja geralmente aceitável ao abrigo dos regulamentos normais relativos a resíduos industriais.
Q10: Os filtros de espuma cerâmica podem ser personalizados para formas ou tamanhos invulgares?
Sim. Embora os tamanhos padrão quadrados e rectangulares sejam os mais comuns e económicos, os filtros de espuma cerâmica podem ser fabricados em formas redondas, ovais, trapezoidais e outras geometrias personalizadas. As quantidades mínimas de encomenda para tamanhos personalizados são normalmente 500-2000 peças, dependendo da complexidade. Os prazos de entrega para o fabrico de ferramentas personalizadas e a produção inicial variam entre 4 e 12 semanas. Para aplicações personalizadas de volume muito elevado, a economia do dimensionamento personalizado justifica normalmente o investimento em ferramentas no primeiro ano de produção.
Conclusão
Os filtros de espuma cerâmica ocupam uma posição crítica nos modernos sistemas de qualidade de fundição de metais. A sua capacidade de remover simultaneamente inclusões, regularizar o fluxo de metal e melhorar as propriedades mecânicas da fundição torna-os um dos poucos componentes consumíveis em que o investimento aumenta direta e mensuravelmente a qualidade do produto e reduz o custo da sucata.
As principais conclusões para os engenheiros: a seleção do material deve corresponder tanto à química do metal como à temperatura de funcionamento; a seleção do PPI deve equilibrar os requisitos de limpeza com a pressão de entrada disponível; e o dimensionamento do filtro deve ser calculado em vez de estimado. Para os profissionais de compras: o custo unitário por filtro é uma métrica enganadora - o cálculo do valor total deve incluir a redução da taxa de refugo, a melhoria do rendimento da maquinagem e a redução das reclamações de garantia atribuíveis a peças fundidas mais limpas.
Na AdTech, trabalhamos com fundições e operações de fundição nos sectores do alumínio, ferro, aço e ligas especiais. A lição consistente dessa experiência é simples: um filtro de espuma cerâmica bem especificado, corretamente instalado, paga-se a si próprio muitas vezes em cada ciclo de fundição.
