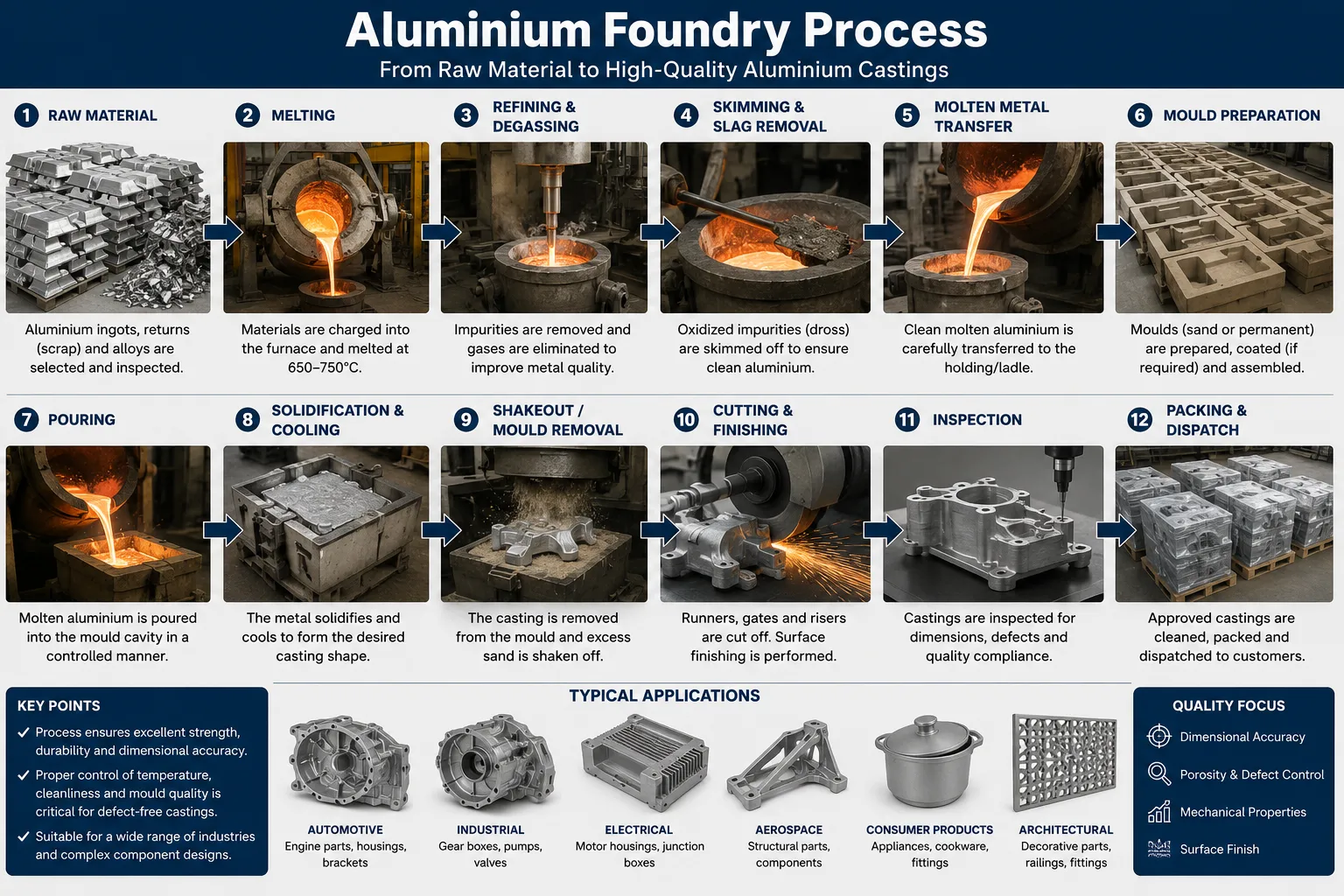
Proses pengecoran aluminium mengubah aluminium mentah dan paduan aluminium menjadi komponen dengan bentuk yang presisi melalui proses peleburan terkendali, perlakuan cairan logam, dan pengecoran — dan jika dilakukan dengan benar, proses ini menghasilkan komponen yang memadukan kepadatan rendah, rasio kekuatan terhadap berat yang tinggi, ketahanan terhadap korosi, serta akurasi dimensi yang sulit ditandingi oleh metode manufaktur lainnya. Setelah bekerja secara langsung dengan pabrik pengecoran di seluruh rantai pasokan otomotif, dirgantara, konstruksi, dan elektronik konsumen, kami dapat menyatakan dengan yakin bahwa perbedaan antara operasi pengecoran aluminium yang menguntungkan dan yang mengalami kesulitan hampir selalu bermuara pada kedisiplinan proses di empat tahap: persiapan paduan, pengendalian kualitas lelehan, pemilihan metode pengecoran, dan perlakuan pasca-pengecoran.
Jika proyek Anda memerlukan penggunaan Sistem Peleburan, Penghilangan Gas, dan Penyaringan Aluminium, Anda dapat hubungi kami untuk mendapatkan penawaran gratis.
Sistem Paduan Aluminium yang Digunakan dalam Operasi Pengecoran
Paduan aluminium mana yang paling sering dicetak?
Tidak semua paduan aluminium cocok untuk digunakan dalam industri pengecoran. Perilaku pengecoran suatu paduan bergantung pada kelancarannya, rentang pengkristalan, kecenderungan retak panas, karakteristik penyusutan, dan respons terhadap perlakuan cairan logam. Kelompok paduan yang paling sering diproses di pengecoran terbagi menjadi dua kategori utama: paduan tempa yang diproses melalui pengecoran kontinu atau pengecoran pendinginan langsung, dan paduan pengecoran yang dituangkan ke dalam cetakan berbentuk.
Paduan logam dirancang khusus untuk memiliki kelancaran aliran yang baik, penyusutan yang rendah, dan ketahanan terhadap retak panas. Silikon merupakan unsur paduan dominan dalam sebagian besar paduan pengecoran komersial karena secara signifikan meningkatkan kelancaran aliran pada tingkat silikon yang lebih rendah (sekitar 5-7%) dan memberikan karakteristik aliran mendekati eutektik pada tingkat yang lebih tinggi (10-13%). Paduan pengecoran yang paling banyak digunakan secara global meliputi:
| Kode Paduan | Unsur-unsur Paduan Utama | Kandungan Si Tipikal (%) | Aplikasi Utama |
|---|---|---|---|
| A356 / AlSi7Mg0,3 | Si, Mg | 6.5 – 7.5 | Roda kendaraan, braket struktural |
| A380 / AlSi8Cu3Fe | Si, Cu, Fe | 7.5 – 9.5 | Rumah dan penutup yang dicetak dengan cetakan tekanan |
| A413 / AlSi12 | Ya | 11.0 – 13.0 | Perlengkapan kelautan, dinding tipis yang rumit |
| A319 / AlSi6Cu3,5 | Si, Cu | 5.5 – 6.5 | Blok mesin, kepala silinder |
| A390 / AlSi17Cu4Mg | Si, Cu, Mg | 16.0 – 18.0 | Kompresor otomotif, permukaan yang rentan aus |
| 535 / AlMg6,2 | Mg | < 0.15 | Perangkat keras kelautan, komponen yang rentan terhadap korosi |
| A201 / AlCu4,5TiAg | Cu, Ti, Ag | < 0.10 | Pengecoran berkekuatan tinggi untuk industri dirgantara |
Paduan tempa Seri yang diproses melalui pengecoran kontinu meliputi seri 1xxx, 3xxx, 5xxx, 6xxx, dan 7xxx, yang dicetak menjadi billet, slab, atau kawat batang untuk proses penggulungan, ekstrusi, atau penempaan selanjutnya. Paduan-paduan ini memiliki toleransi komposisi yang lebih ketat dan persyaratan kandungan hidrogen yang lebih ketat dibandingkan dengan paduan pengecoran berbentuk.
Memahami Kode Temper Paduan Aluminium
Kondisi paduan sangat memengaruhi sifat mekanis dan sering dicantumkan pada gambar teknik bersama dengan kode paduan. Untuk paduan cor, kondisi yang umum adalah:
| Kode Suhu | Deskripsi | Aplikasi Khas |
|---|---|---|
| F | Dalam kondisi setelah dicetak, tanpa perlakuan panas | Komponen non-struktural |
| T4 | Solusi yang telah melalui perlakuan panas dan proses penuaan alami | Kekuatan sedang, kelenturan yang baik |
| T5 | Hanya diproses agar tampak tua secara buatan (sejak proses pengecoran) | Peningkatan kekerasan tanpa perlakuan larutan penuh |
| T6 | Solusi yang telah melalui perlakuan panas + penuaan buatan | Kekuatan maksimum — industri dirgantara, struktur otomotif |
| T7 | Telah diolah + telah melalui proses penuaan (telah distabilkan) | Stabilitas dimensi dalam siklus termal |
A356-T6 bisa dibilang merupakan kombinasi paduan logam cor dan kondisi temper yang paling banyak digunakan dalam aplikasi struktural otomotif, dengan kekuatan tarik sebesar 280–310 MPa dan perpanjangan sebesar 8–12%.
Jenis-Jenis Tungku Peleburan dan Karakteristik Operasionalnya
Jenis tungku apa saja yang digunakan di pabrik pengecoran aluminium?
Pemilihan tungku memiliki dampak langsung dan terukur terhadap kualitas lelehan, konsumsi energi, tingkat pemulihan logam, dan kapasitas produksi. Kami telah bekerja sama dengan berbagai fasilitas yang mengoperasikan semua konfigurasi tungku utama, dan pemilihan di antara konfigurasi-konfigurasi tersebut melibatkan pertimbangan yang jarang tercakup dalam spesifikasi sederhana.
Tungku Reverb
Tungku reverberasi merupakan tulang punggung proses peleburan aluminium skala besar. Gas pembakaran dari pembakar yang dipasang di atas bahan baku memanaskan cairan aluminium secara tidak langsung melalui radiasi dari atap dan dinding tungku, sehingga dinamakan demikian. Kapasitasnya berkisar antara 10 hingga lebih dari 100 ton aluminium cair.
Ciri-ciri utama:
- Memiliki kapasitas produksi yang tinggi, cocok untuk pasokan berkelanjutan ke proses pengecoran di tahap selanjutnya.
- Kehilangan logam yang relatif tinggi (2–51 TP3T) akibat luas permukaan yang terpapar atmosfer oksidatif.
- Efisiensi energi per ton lebih rendah dibandingkan dengan tungku poros atau tungku cerobong jika diisi di bawah kapasitas.
- Sangat cocok untuk mengolah limbah logam yang bersih dan telah disortir sebelumnya serta ingot primer.
Tungku Peleburan
Tungku wadah yang menggunakan resistansi listrik atau bahan bakar gas memanaskan aluminium secara tidak langsung melalui wadah (terbuat dari grafit-tanah liat, silikon karbida, atau baja). Kapasitasnya lebih kecil — umumnya berkisar antara 50 kg hingga 2.000 kg — sehingga sangat cocok untuk bengkel kerja, pengembangan paduan logam, dan operasi pengecoran skala kecil.
Tungku wadah menawarkan pengendalian suhu yang sangat baik dan risiko kontaminasi yang minimal karena cairan logam hanya bersentuhan dengan bahan wadah. Namun, hal ini diimbangi dengan biaya energi yang lebih tinggi per ton dan kapasitas produksi yang terbatas.
Tungku Poros (Tumpuk)
Tungku poros memanfaatkan gas pembakaran panas dari ruang utama untuk memanaskan terlebih dahulu bahan baku padat saat bahan tersebut turun melalui poros vertikal sebelum memasuki zona peleburan utama. Pemulihan panas ini mengurangi konsumsi energi sebesar 20–40% dibandingkan dengan tungku reverberatory konvensional. Tungku ini sangat efisien saat memproses limbah logam bersih dan berat (lembaran bersih, limbah ekstrusi, serpihan pemesinan setelah sentrifugasi).
Tungku Induksi
Tungku induksi saluran dan tungku induksi tanpa inti menggunakan induksi elektromagnetik untuk memanaskan logam secara langsung. Keunggulan utamanya antara lain:
- Pengaturan suhu yang sangat akurat (dapat mencapai ±5°C).
- Pengadukan elektromagnetik membantu menjaga keseragaman suhu dan komposisi.
- Kerugian logam lebih rendah dibandingkan tungku pembakaran karena tidak adanya nyala api yang mengoksidasi.
- Tidak adanya produk pembakaran berarti udara di atas cairan lebih bersih.
Keterbatasan utamanya adalah biaya modal yang lebih tinggi serta sensitivitas terhadap komposisi bahan baku — kadar oksida yang tinggi dalam bahan baku dapat menimbulkan masalah operasional pada tungku saluran.
Ringkasan perbandingan tungku:
| Jenis Tungku | Rentang Kapasitas | Efisiensi Energi | Kehilangan Logam | Aplikasi Terbaik |
|---|---|---|---|---|
| Bergema | 10 – 100+ ton | Sedang | 2 – 5% | Produksi berkelanjutan dalam skala besar |
| Tungku (gas) | 50 kg – 2 ton | Rendah hingga sedang | 1 – 2% | Produksi dalam jumlah kecil, fleksibilitas paduan |
| Tungku poros | 5 – 50 ton | Tinggi | 1 – 3% | Pengolahan limbah bersih |
| Induksi tanpa inti | 1–20 ton | Tinggi | 0.5 – 1.5% | Paduan presisi, tingkat kontaminasi rendah |
| Induksi saluran | 5–60 ton | Sangat tinggi | 0.5 – 1% | Penahanan dan homogenisasi suhu |
| Tungku putar | 5 – 30 ton | Sedang | 3 – 8% | Daur ulang besi tua dan sisa peleburan yang terkontaminasi |
Pengendalian Kualitas Lelehan: Penghilangan Gas, Penambahan Fluks, dan Penyaringan
Mengapa Perlakuan Peleburan Sangat Penting Sebelum Pencetakan?
Aluminium cair bersifat reaktif. Ia menyerap hidrogen dari kelembapan udara, membentuk lapisan oksida di permukaannya, serta menumpuk inklusi non-logam akibat erosi bahan tahan api, kontaminasi bahan baku, dan produk oksidasi. Jika kotoran-kotoran ini tidak dihilangkan sebelum proses pengecoran, mereka akan terperangkap secara permanen dalam bagian yang telah mengeras, sehingga menyebabkan:
- Porositas (pembentukan gas hidrogen selama proses pemadatan)
- Inklusi oksida (penurunan kekuatan tarik, ketahanan lelah)
- Inklusi partikel keras (kerusakan akibat alat pemesinan, cacat permukaan)
- Porositas penyusutan (pasokan yang tidak memadai akibat lapisan oksida yang menghalangi aliran)
Tiga pilar pengendalian mutu lelehan adalah degassing, fluks, dan filtrasi — dan di sebuah pabrik pengecoran yang dikelola dengan baik, ketiganya diterapkan dalam urutan yang benar.
Penghilangan Gas dengan Metode Rotari: Standar untuk Penghilangan Hidrogen
Proses degassing rotari menggunakan rotor grafit berputar yang direndam dalam cairan logam untuk memecah aliran argon (atau nitrogen) menjadi gelembung-gelembung halus. Gelembung-gelembung ini menyediakan luas permukaan antarfase yang diperlukan agar hidrogen terlarut dapat berpindah dari cairan logam ke fase gas, di mana hidrogen tersebut terbawa saat gelembung naik dan keluar dari permukaan cairan logam.
Parameter operasi kritis:
- Kecepatan ujung rotor: 3,5 – 6,5 m/s (kisaran pembentukan gelembung yang optimal).
- Laju aliran argon: 0,5 – 2,0 L/menit per ton bahan cair.
- Suhu pengolahan: 720 – 760°C.
- Lama pengobatan: Berdasarkan pengukuran hidrogen awal, biasanya memakan waktu 10–25 menit.
Kandungan hidrogen yang ditargetkan bervariasi tergantung pada aplikasinya, mulai dari di bawah 0,10 mL/100 g Al untuk industri dirgantara hingga di bawah 0,20 mL/100 g Al untuk coran umum.
Proses Penggunaan Fluks di Pabrik Pengecoran Aluminium
Proses pelapisan memiliki beberapa fungsi yang berbeda-beda, tergantung pada jenis bahan pelapis yang dipilih:
Laju aliran melindungi permukaan lelehan dari oksidasi dengan membentuk lapisan penghalang garam cair di antara aluminium dan atmosfer tungku. Lapisan ini diaplikasikan sebagai lapisan tipis pada permukaan lelehan dan sangat penting pada paduan magnesium tinggi di mana laju oksidasi cenderung tinggi.
Pembersih fluks bereaksi dengan dan menyerap inklusi oksida, lalu mengumpulkannya menjadi lapisan dross yang dapat dipisahkan. Bahan-bahan ini umumnya mengandung garam klorida dan fluorida yang melapisi permukaan aluminium oksida dan menariknya ke dalam fase fluks.
Laju penghilangan gas (dalam bentuk tablet atau bubuk) melepaskan gas reaktif saat direndam, sehingga menghasilkan gelembung yang membawa hidrogen dari cairan logam. Meskipun kurang efisien dibandingkan dengan penghilangan gas secara rotari, metode ini digunakan dalam operasi berskala kecil atau sebagai pelengkap.
Bahan penghalus butiran menambahkan titanium dan boron — biasanya dalam bentuk paduan induk Al-5Ti-1B — untuk menyediakan titik-titik nukleasi heterogen selama proses pembekuan, sehingga menghasilkan struktur butir halus dan ekuaksial dengan sifat mekanik yang lebih baik.
Penyaringan Busa Keramik: Menghilangkan Inklusi Sebelum Pengecoran
Setelah proses penghilangan gas dan penambahan fluks, lelehan yang telah diolah masih mengandung inklusi sisa yang terlalu kecil untuk dideteksi secara visual, namun cukup besar untuk menyebabkan produk cacat pada coran jadi. Filter busa keramik (CFF) yang dipasang di saluran tuang atau kotak filtrasi menghilangkan inklusi-inklusi ini melalui kombinasi penangkapan mekanis dan adhesi permukaan saat lelehan mengalir melalui jaringan pori-pori berliku-liku pada filter.
Pemilihan tingkat filter berdasarkan aplikasi:
| Tingkat Porositas Filter (PPI) | Efisiensi Filtrasi | Aplikasi Khas |
|---|---|---|
| 10 PPI | Rendah — hanya inklusi berukuran besar | Pengecoran pasir umum, komponen non-kritis |
| 20 PPI | Sedang | Komponen cor standar untuk industri otomotif |
| 30 PPI | Bagus. | Komponen otomotif struktural, coran berdinding tipis |
| 40 PPI | Tinggi | Dirgantara, komponen struktural penting |
| 50 – 60 titik per inci | Sangat tinggi | Pengecoran presisi berkemurnian tinggi dengan bagian tipis |
AdTech memproduksi filter busa keramik dari bahan alumina, silikon karbida, dan zirkonia untuk memenuhi seluruh rentang suhu dan aplikasi dalam operasi pengecoran aluminium.
Pengecoran Pasir: Prinsip Proses, Keunggulan, dan Keterbatasan
Bagaimana Proses Pengecoran Pasir Bekerja untuk Komponen Aluminium?
Pengecoran pasir adalah metode pengecoran aluminium tertua dan paling fleksibel. Sebuah cetakan yang menggambarkan bentuk akhir bagian digunakan untuk membentuk rongga pada cetakan pasir, yang kemudian diisi dengan aluminium cair. Setelah mengeras dan mendingin, cetakan tersebut dihancurkan untuk mengeluarkan hasil pengecoran.
Dua sistem pasir utama yang digunakan di pabrik pengecoran aluminium adalah:
Pasir hijau (pasir silika yang diikat dengan tanah liat bentonit dan air) merupakan pilihan paling ekonomis untuk produksi skala besar. Campuran pasir ini dapat digunakan kembali dan memiliki permeabilitas yang baik sehingga gas yang dihasilkan selama proses pengecoran dapat keluar. Pasir hijau cocok untuk komponen dengan tingkat kerumitan sedang dan toleransi dimensi ±1,5 hingga ±3 mm.
Pasir tanpa pemanggangan (terikat secara kimiawi) menggunakan pengikat sintetis (furan, fenolik uretan, atau natrium silikat) yang mengeras pada suhu kamar tanpa perlu dipanaskan. Cetakan tanpa pemanasan lebih kuat daripada cetakan pasir hijau, memungkinkan geometri yang lebih kompleks dengan toleransi yang lebih ketat (±0,8 hingga ±1,5 mm), dan lebih cocok untuk bagian dengan volume produksi rendah atau bagian yang kompleks.
Parameter proses pengecoran pasir:
| Parameter | Pasir Hijau | Pasir Tanpa Dipanggang |
|---|---|---|
| Toleransi dimensi | ±1,5 – 3,0 mm | ±0,8 – 1,5 mm |
| Permukaan (Ra) | 6,3 – 12,5 μm | 3,2 – 6,3 μm |
| Ketebalan dinding minimum | 3–5 mm | 2,5 – 4 mm |
| Biaya perkakas | Rendah | Rendah hingga sedang |
| Volume produksi yang sesuai | 1 – 10.000+ bagian | 1 – 5.000 buah |
| Kompleksitas inti | Sedang | Tinggi |
Keunggulan pengecoran pasir:
- Komponen besar dan rumit yang biaya pembuatan cetakannya tidak sebanding dengan manfaatnya.
- Volume produksi rendah hingga menengah.
- Bagian yang memerlukan rongga di dalamnya (inti dapat dengan mudah dimasukkan).
- Pembuatan prototipe dan produksi dalam jumlah kecil.
Kelemahan dari pengecoran pasir:
- Produksi skala besar (waktu siklus 15–60+ menit per cetakan tidak dapat bersaing dengan pengecoran cetakan).
- Bagian dinding tipis dengan ketebalan di bawah 2,5 mm.
- Persyaratan presisi pada sistem berdimensi tinggi.
- Aplikasi yang memerlukan hasil akhir permukaan yang sangat baik tanpa perlu proses lanjutan.
Die Casting: Perbandingan Metode Tekanan Tinggi dan Tekanan Rendah
Apa Perbedaan Antara Pengecoran Tekan Bertekanan Tinggi dan Bertekanan Rendah?
Proses die casting mencakup dua pendekatan yang secara mendasar berbeda dalam mengisi cetakan baja permanen (die) dengan aluminium cair, dan pilihan di antara keduanya memiliki dampak yang signifikan terhadap kualitas komponen, investasi peralatan, dan laju produksi.
Pengecoran Tekanan Tinggi (HPDC)
Proses pengecoran cetakan bertekanan tinggi (HPDC) menyuntikkan aluminium cair ke dalam cetakan baja dengan tekanan berkisar antara 40 hingga 120 MPa (400 hingga 1.200 bar), pada kecepatan injeksi 30 hingga 80 m/s. Seluruh siklus pengisian — mulai dari injeksi hingga pemadatan awal — terjadi dalam hitungan sepersekian detik. Kecepatan inilah yang memungkinkan HPDC menghasilkan dinding tipis, detail permukaan halus, dan toleransi ketat, sehingga menjadikannya metode pengecoran yang dominan untuk komponen otomotif dan elektronik konsumen dalam volume besar.
Karakteristik proses utama HPDC:
| Parameter | Kisaran Khas |
|---|---|
| Tekanan injeksi | 40 – 120 MPa |
| Kecepatan injeksi logam | 30–80 m/s |
| Waktu siklus | 15–120 detik |
| Ketebalan dinding minimum | 0,8 – 1,5 mm |
| Toleransi dimensi | ±0,1 – 0,3 mm |
| Permukaan (Ra) | 0,8 – 3,2 mikrometer |
| Biaya perkakas | Sangat tinggi ($50.000 – $500.000+) |
| Batas volume produksi | 10.000 – 1.000.000+ buah |
Keterbatasan utama HPDC adalah porositas akibat terperangkapnya gas. Kecepatan injeksi yang tinggi menyebabkan pengisian yang bergejolak sehingga udara dan gas hasil pembakaran dari pelumas cetakan terperangkap di dalam rongga. Por-por gas ini tersebar di seluruh penampang coran dan menghalangi proses perlakuan panas (por-por gas mengembang dan membentuk gelembung selama perlakuan larutan). HPDC dengan bantuan vakum mengurangi masalah ini dengan mengosongkan rongga cetakan sebelum injeksi, sehingga memungkinkan perlakuan panas T6 pada bagian HPDC.
Pengecoran Tekanan Rendah (LPDC)
Proses pengecoran cetakan bertekanan rendah menggunakan tungku bertekanan di bawah cetakan (biasanya dengan tekanan udara atau gas inert sebesar 0,05 hingga 0,15 MPa) untuk mendorong logam cair ke atas melalui tabung riser ke dalam rongga cetakan. Pengisian yang lambat, terkendali, dan dari bawah ke atas menghasilkan pola aliran laminar yang secara signifikan mengurangi terjebaknya udara.
Keunggulan utama LPDC:
- Kualitas metalurgi yang lebih unggul dibandingkan dengan HPDC (porositas lebih rendah, dapat diolah secara termal).
- Konsistensi dimensi yang baik.
- Tingkat hasil logam yang tinggi (80–90%) karena logam dari tabung riser dikembalikan ke tungku di antara proses penembakan.
- Cocok untuk paduan logam yang memerlukan perlakuan T6 (roda mobil, braket struktural).
Batasan utama:
- Waktu siklus yang lebih lama (60–180 detik) dibandingkan dengan HPDC.
- Hanya untuk geometri dengan tingkat kerumitan sedang.
- Persyaratan pemeliharaan tungku yang lebih ketat.
Perbandingan HPDC dan LPDC:
| Kriteria | Pengecoran Tekanan Tinggi | Pengecoran Tekanan Rendah |
|---|---|---|
| Tekanan pengisian | 40 – 120 MPa | 0,05 – 0,15 MPa |
| Pola pengisian | Bergejolak | Laminar |
| Tingkat porositas | Sedang hingga tinggi | Rendah |
| Dapat dipanaskan | Tidak (standar) / Ya (vakum) | Ya. |
| Waktu siklus | 15–120 detik | 60–180 detik |
| Ketebalan dinding minimum | 0,8 mm | 2,0 mm |
| Biaya perkakas | Sangat tinggi | Tinggi |
| Aplikasi terbaik | Komponen berdinding tipis dengan volume produksi tinggi | Komponen struktural yang memerlukan perlakuan T6 |
Pengecoran Cetakan Permanen dan Pengecoran Gravitasi
Apa Itu Pengecoran Gravitasi dan Kapan Metode Ini Menjadi Pilihan yang Tepat?
Pengecoran gravitasi (yang dalam terminologi Amerika Utara juga disebut pengecoran cetakan permanen) dilakukan dengan menuangkan aluminium cair ke dalam cetakan logam hanya dengan memanfaatkan gaya gravitasi — tanpa tekanan eksternal. Cetakan yang terbuat dari baja atau besi cor dapat digunakan kembali untuk ratusan hingga ribuan siklus, sehingga lebih ekonomis daripada pengecoran pasir untuk volume produksi menengah, sekaligus menghindari biaya investasi alat cetak yang tinggi seperti pada pengecoran cetakan.
Suhu cetakan yang terkendali dan proses pengeluaran panas yang lebih cepat dibandingkan dengan pengecoran pasir menghasilkan struktur butiran yang lebih halus serta sifat mekanis yang lebih baik daripada hasil pengecoran pasir dengan geometri yang setara.
Sifat-sifat umum pengecoran gravitasi (A356-T6):
| Properti | Cetakan Pasir A356-T6 | Cetakan Gravitasi A356-T6 | LPDC A356-T6 |
|---|---|---|---|
| Kekuatan tarik (MPa) | 228 | 262 | 283 |
| Batas leleh (MPa) | 165 | 186 | 207 |
| Pemanjangan (%) | 5 | 6 | 9 |
| Kekerasan (HB) | 70 | 80 | 85 |
Proses pengecoran gravitasi sangat cocok untuk:
- Volume produksi menengah (500 hingga 50.000 unit)
- Komponen yang memerlukan sifat mekanis yang lebih baik daripada pengecoran pasir.
- Komponen yang memerlukan ketahanan terhadap tekanan (rumah hidraulik, badan katup)
- Bentuk geometris dengan tingkat kerumitan sedang.
Pengecoran Investasi dan Pengecoran Busa Hilang untuk Bentuk Geometri yang Kompleks
Bagaimana Proses Pengecoran Investasi Dapat Menghasilkan Komponen Aluminium dengan Bentuk yang Hampir Sempurna?
Pengecoran investasi (juga dikenal sebagai proses lilin hilang) menghasilkan komponen aluminium dengan akurasi dimensi dan kualitas permukaan yang luar biasa melalui penuangan logam ke dalam cetakan keramik yang dibentuk di sekitar pola lilin yang dapat dibuang. Proses ini memungkinkan pembuatan geometri internal, bagian yang terpotong ke dalam, dan detail permukaan halus yang tidak mungkin atau sangat mahal untuk dicapai melalui metode lain.
Langkah-langkah proses pengecoran investasi:
- Suntikkan lilin ke dalam cetakan logam untuk membentuk pola.
- Pasang beberapa cetakan ke pohon cetakan lilin.
- Celupkan rakitan tersebut berulang kali ke dalam bubur keramik untuk membentuk lapisan keramik (8–12 lapisan celupan).
- Lelehkan lilin dalam autoklaf (proses penghilangan lilin dengan uap).
- Panggang cangkang keramik pada suhu 900–1.100°C untuk meningkatkan kekuatannya.
- Tuangkan aluminium cair ke dalam cetakan yang telah dipanaskan.
- Pecahkan keramik tersebut setelah mengeras.
- Potong setiap cetakan dari rangkaian cetakan.
Toleransi dan kualitas permukaan pada pengecoran investasi aluminium:
| Rentang Dimensi | Batas Toleransi yang Dapat Dicapai | Permukaan (Ra) |
|---|---|---|
| Hingga 25 mm | ±0,13 mm | 1,6 – 3,2 mikrometer |
| 25 – 150 mm | ± 0,25 mm | 1,6 – 3,2 mikrometer |
| 150 – 300 mm | ±0,50 mm | 3,2 – 6,3 μm |
Pengecoran Busa Hilang
Proses pengecoran busa hilang menggantikan pola lilin dengan pola busa polistiren ekspansi (EPS) yang tetap berada di dalam cetakan selama proses pengecoran. Ketika aluminium cair bersentuhan dengan busa, busa tersebut menguap dan digantikan oleh logam. Proses ini menggabungkan banyak keunggulan pengecoran investasi (kemampuan menghasilkan geometri kompleks) dengan kesederhanaan pengecoran pasir (tidak perlu membuat cangkang, tidak perlu melepas lilin).
Teknik lost foam banyak digunakan untuk komponen mesin yang rumit seperti kepala silinder dan manifold intake, di mana saluran-saluran internal pada komponen tersebut biasanya memerlukan beberapa inti pasir.
Pengecoran Kontinu dan Pengecoran Pendinginan Langsung untuk Produksi Billet dan Slab
Apa Itu Proses Pengecoran Direct Chill untuk Aluminium?
Pengecoran langsung dingin (DC) merupakan metode utama dalam produksi billet aluminium (penampang bulat untuk ekstrusi) dan lempengan gulungan (penampang persegi panjang untuk pabrik penggilingan). Proses ini melibatkan penuangan aluminium cair ke dalam cetakan yang didinginkan dengan air dan terbuka di bagian bawahnya. Saat logam mengeras di dalam cetakan, sebuah silinder hidrolik secara terus-menerus menurunkan bagian yang telah mengeras sementara logam cair baru disuplai dari atas.
Pendinginan air langsung secara bersamaan pada lapisan yang telah mengeras di bawah cetakan memungkinkan pengeluaran panas yang cepat dan menghasilkan struktur mikro yang halus. Proses pengecoran DC menghasilkan billet dengan diameter mulai dari 100 mm hingga lebih dari 1.200 mm serta slab dengan lebar hingga 2.000 mm.
Parameter penting dalam pengecoran logam:
| Parameter | Kisaran Khas | Dampak Penyimpangan |
|---|---|---|
| Kecepatan pengecoran | 40 – 150 mm/menit | Terlalu cepat: retak akibat suhu rendah; terlalu lambat: retak akibat suhu tinggi |
| Aliran air pendingin | 100–300 L/menit/m | Kurang: retakan pada permukaan; berlebihan: guncangan termal |
| Suhu logam (tundish) | 680 – 720°C | Terlalu panas: kebocoran; terlalu dingin: penyumbatan akibat dingin |
| Kandungan hidrogen | < 0,12 mL per 100 g aluminium | Kekurangan: porositas, umur kelelahan yang berkurang |
Persyaratan kualitas lelehan untuk pengecoran arus searah (DC) lebih ketat dibandingkan dengan sebagian besar proses pengecoran berbentuk, karena billet dan slab yang dihasilkan akan mengalami proses deformasi lebih lanjut (ekstrusi, penggulungan, atau penempaan), di mana porositas hidrogen dan inklusi dapat menyebabkan retakan, cacat permukaan, serta penolakan produk.
Pencegahan Cacat Pengecoran: Penyebab Utama dan Metode Pengendalian
Apa Saja Cacat Pengecoran Aluminium yang Paling Umum?
Memahami mekanisme pembentukan cacat jauh lebih bermanfaat daripada sekadar menghafal daftar cacat. Ketika Anda memahami mengapa suatu cacat terbentuk, tindakan perbaikan pun menjadi lebih terarah dan logis, bukan sekadar coba-coba.
Porositas gas berasal dari hidrogen terlarut yang mengendap selama proses pembekuan atau dari udara yang terperangkap saat pengisian cetakan. Pencegahan: penghilangan gas yang tepat (target H₂ di bawah spesifikasi), kecepatan pengisian yang terkendali, serta cetakan yang dilengkapi saluran ventilasi.
Porositas penyusutan Kondisi ini terjadi ketika coran yang sedang mengeras tidak dapat menyerap logam cair yang cukup untuk mengimbangi penyusutan volumetrik aluminium selama proses pengeringan. Pencegahan: desain saluran dan riser yang tepat, serta urutan pengeringan yang benar (pengeringan terarah dari titik terjauh menuju riser).
Penutupan dingin dan salah jalan Hal ini terjadi ketika dua aliran logam bertemu pada suhu yang tidak cukup tinggi untuk menyatu dengan baik, atau ketika logam mengeras sebelum cetakan terisi sepenuhnya. Pencegahan: tingkatkan suhu lelehan, percepat laju penuangan, dan panaskan cetakan terlebih dahulu.
Retak panas (retak akibat panas) terjadi pada fase semi-padat ketika tegangan kontraksi termal melebihi kekuatan logam yang telah mengeras sebagian. Pencegahan: gunakan paduan dengan rentang pengerasannya lebih sempit, kurangi tekanan cetakan, sesuaikan laju pendinginan.
Inklusi oksida adalah lapisan oksida yang terbawa dari permukaan lelehan atau akibat pengisian yang bergejolak. Pencegahan: penggunaan fluks dan penghilangan gas yang tepat, pengurangan gejolak selama pemindahan dan penuangan, sistem pengisian dengan lubang di bagian bawah atau samping, serta penyaringan menggunakan busa keramik.
Frekuensi cacat berdasarkan metode pengecoran:
| Jenis Cacat | Pengecoran Pasir | HPDC | LPDC | Cetakan Gravitasi | Investasi |
|---|---|---|---|---|---|
| Porositas gas | Sedang | Tinggi | Rendah | Rendah | Sangat rendah |
| Porositas penyusutan | Sedang | Sedang | Rendah | Sedang | Rendah |
| Inklusi oksida | Sedang | Sedang | Rendah | Rendah | Sangat rendah |
| Pintu tertutup rapat | Rendah | Rendah | Rendah | Sedang | Sangat rendah |
| Sobekan panas | Rendah | Rendah | Sangat rendah | Rendah | Sangat rendah |
| Penyimpangan dimensi | Tinggi | Sangat rendah | Rendah | Sedang | Sangat rendah |
Proses Pasca-Pengecoran: Perlakuan Panas, Pemesinan, dan Penyelesaian Permukaan
Perawatan apa saja yang diperlukan setelah proses pengecoran untuk coran aluminium?
Sebagian besar coran aluminium struktural memerlukan setidaknya satu proses pasca-pencetakan sebelum memenuhi spesifikasi akhir. Perlakuan panas, khususnya, sering kali menjadi langkah yang mengubah coran biasa-biasa saja menjadi komponen berkinerja tinggi.
Urutan Perlakuan Panas T6:
- Proses perlakuan panas: Panaskan hingga 520–540°C (tergantung pada jenis paduan) selama 4–12 jam untuk melarutkan unsur-unsur paduan ke dalam larutan padat.
- Pendinginan: Pindahkan dengan cepat ke air bersuhu 60–80°C dalam waktu 15 detik setelah keluar dari tungku (untuk mencegah terjadinya presipitasi selama pendinginan).
- Penuaan buatan: Panaskan hingga 155–170°C selama 4–16 jam untuk mengendapkan fasa penguat halus (Mg₂Si untuk A356).
Pengaruh perlakuan T6 terhadap sifat mekanik A356:
| Kondisi | Kekuatan Tarik (MPa) | Batas Leleh (MPa) | Pemanjangan (%) |
|---|---|---|---|
| Dalam bentuk cor (F) | 165 | 115 | 4 |
| T5 (hanya untuk orang dewasa) | 207 | 165 | 3 |
| T6 (larutan + usia) | 283 | 207 | 9 |
Pilihan penyelesaian permukaan untuk coran aluminium:
| Proses | Peningkatan Permukaan | Aplikasi Khas |
|---|---|---|
| Penggosokan dengan peluru logam | Menghilangkan kerak, mengurangi kelelahan | Komponen struktural |
| Pemesinan | Ketepatan dimensi, permukaan kontak yang halus | Permukaan sambungan, bagian berulir |
| Proses anodisasi | Ketahanan terhadap korosi dan keausan | Permukaan yang terbuka, bagian dekoratif |
| Pelapisan bubuk | Warna, perlindungan terhadap korosi | Arsitektur, produk konsumen |
| Elektroplating | Sifat permukaan yang ditingkatkan | Komponen dekoratif fungsional |
| Impregnasi | Menutup pori-pori untuk memastikan kedap tekanan | Rumah hidrolik, suku cadang kompresor |
Aplikasi Pengecoran Aluminium Berdasarkan Sektor Industri
Di mana saja pengecoran aluminium digunakan di berbagai industri?
Luasnya penerapan pengecoran aluminium merupakan salah satu bukti terkuat akan keserbagunaan bahan ini. Perpaduan antara bobot yang ringan, kekuatan, ketahanan terhadap korosi, dan kemudahan pengecoran telah menjadikan aluminium sebagai bahan pilihan di berbagai sektor yang menuntut kualitas tinggi.
Sektor otomotif merupakan pengguna tunggal terbesar produk coran aluminium di dunia, didorong oleh kebijakan pengurangan bobot kendaraan guna meningkatkan efisiensi bahan bakar dan memperpanjang jangkauan kendaraan listrik. Aplikasi utama di sektor otomotif:
- Blok mesin dan kepala silinder (A319, A380)
- Rumah transmisi (A380)
- Roda (A356-T6, LPDC)
- Komponen suspensi dan knuckle (A356-T6)
- Baki dan wadah baterai untuk kendaraan listrik (HPDC, pengecoran cetakan struktural)
Sektor dirgantara menggunakan coran investasi aluminium dan coran pasir presisi untuk rangka struktural, braket, rumah komponen, dan komponen badan pesawat. Bahan tersebut harus memenuhi spesifikasi ketat terkait porositas dan inklusi, yang umumnya mensyaratkan kandungan hidrogen dalam lelehan di bawah 0,10 mL/100 g Al serta pemeriksaan sinar-X atau CT terhadap coran jadi.
Konstruksi dan arsitektur mengandalkan cetakan permanen dan cetakan pasir untuk perlengkapan jendela dan dinding tirai, pegangan tangga, serta elemen arsitektur dekoratif yang menuntut ketahanan terhadap korosi dan kualitas estetika.
Elektronika dan telekomunikasi telah berkembang pesat sebagai pasar untuk komponen HPDC berdinding tipis — seperti pendingin panas, casing antena 5G, dan komponen sasis server — di mana ketepatan dimensi, konduktivitas termal, dan kualitas permukaan menjadi faktor yang sangat penting.
Kelautan dan lepas pantai Aplikasi-aplikasi tersebut lebih memilih paduan logam tahan korosi (seri 5xxx, A356) untuk rumah pompa, impeler, dan braket struktural yang terpapar air laut.
| Sektor Industri | Metode Pengecoran Utama | Paduan Utama | Parameter Kualitas Kritis |
|---|---|---|---|
| Sistem penggerak kendaraan | HPDC, pasir, LPDC | A319, A380, A356 | Ketahanan terhadap tekanan, ketepatan dimensi |
| Struktural otomotif | LPDC, cetakan gravitasi | A356-T6 | Kekuatan mekanis, perpanjangan |
| Dirgantara | Investasi, pasir | A356, A201, 357 | Porositas < 0,10 mL/100 g, bebas partikel logam (X-ray) |
| Elektronik | HPDC | A380, ADC12 | Dinding tipis, permukaan halus, pembuangan panas |
| Marinir | Pasir, cetakan gravitasi | A356, 535 | Ketahanan terhadap korosi, kedap tekanan |
| Konstruksi | Pasir, cetakan permanen | 6xxx, A356 | Permukaan akhir, kualitas anodisasi |
Pemilihan Peralatan dan Bahan Habis Pakai untuk Pabrik Pengecoran Aluminium
Peralatan apa saja yang dibutuhkan oleh sebuah pabrik pengecoran aluminium?
Komposisi peralatan modal dan bahan habis pakai untuk sebuah pabrik pengecoran aluminium sangat bergantung pada metode pengecoran, volume produksi, dan jenis paduan yang digunakan. Namun, persyaratan peralatan untuk pengolahan logam cair tetap sama di hampir semua operasi pengecoran aluminium.
Peralatan pengolahan lelehan inti:
Unit penghilang gas tipe rotari tersedia dalam konfigurasi portabel (perlakuan dengan wadah) dan inline (berkelanjutan). Kriteria pemilihan utama:
- Kapasitas volume peleburan (kg atau ton per siklus pengolahan)
- Bahan rotor (grafit isostatik untuk daya tahan yang lebih lama)
- Rentang RPM dan ketepatan pengaturan
- Kemampuan pengukuran aliran gas
Kotak filter busa keramik Pastikan filter tetap pada posisinya selama proses pemindahan logam dan jaga agar suhu pemanasan awal filter tetap sesuai. Desain kotak filter memengaruhi baik efisiensi filtrasi maupun hasil logam.
Sistem pencucian memindahkan logam cair dari tungku ke mesin pengecoran dengan turbulensi dan kehilangan suhu seminimal mungkin. Bagian saluran pemanas menjaga suhu logam, sementara kotak saringan terintegrasi secara langsung dalam jalur tersebut.
Stasiun pemurnian dan modifikasi biji-bijian menambahkan paduan induk (Al-Ti-B untuk penghalusan butir, Al-Sr atau Al-Na untuk modifikasi silikon) dengan laju dan posisi yang terkendali dalam aliran logam cair.
Alat pengukur hidrogen — probe tipe Telegas yang terpasang langsung atau peralatan Uji Tekanan Rendah portabel — menyediakan data pengendalian proses yang diperlukan untuk memverifikasi kualitas lelehan sebelum pengecoran.
AdTech menyediakan unit penghilang gas, filter busa keramik (10–60 PPI), bahan tahan api untuk saluran peleburan, paduan penghalus butiran, dan bahan pengatur lelehan untuk pabrik pengecoran aluminium dan operasi pengecoran di seluruh dunia. Tim teknik kami memberikan dukungan dalam pemilihan peralatan, optimalisasi parameter, serta penetapan spesifikasi bahan habis pakai untuk operasi baru maupun yang sudah ada.
Pertimbangan Lingkungan dan Keberlanjutan di Pabrik Pengecoran Aluminium Modern
Bagaimana Pabrik Pengecoran Aluminium Mengurangi Dampak Lingkungannya?
Aluminium memiliki kisah keberlanjutan yang menarik: logam ini dapat didaur ulang tanpa kehilangan sifat-sifatnya, dan proses daur ulang hanya membutuhkan 51% dari energi yang diperlukan untuk memproduksi aluminium primer dari bauksit. Namun, proses pengecoran itu sendiri menimbulkan tantangan lingkungan yang harus dikelola secara aktif oleh operasi modern.
Pembentukan dan pengelolaan limbah: Setiap proses peleburan aluminium menghasilkan dross — campuran logam aluminium dan aluminium oksida yang terbentuk di permukaan cairan peleburan. Dross tidak hanya menyebabkan kerugian logam (1–51% dari berat cairan peleburan) tetapi juga menimbulkan tantangan dalam pengelolaan limbah. Tungku garam putar modern memulihkan logam dari dross dengan tingkat pemulihan 50–70%, mengembalikan aluminium yang dipulihkan ke dalam siklus produksi.
Limbah garam fluks: Proses peleburan yang menggunakan garam klorida-fluorida menghasilkan limbah endapan garam yang harus dibuang atau didaur ulang dengan hati-hati. Sistem pemulihan garam berputar tertutup semakin banyak digunakan dalam operasi berskala besar untuk meminimalkan produksi limbah.
Efisiensi energi: Tungku poros dan tungku induksi saluran merupakan teknologi terdepan saat ini dalam hal efisiensi energi peleburan, dengan konsumsi energi di bawah 450 kWh per ton aluminium yang dilebur. Hal ini jauh lebih baik dibandingkan dengan desain tungku reverberatory yang lebih tua, yang mengonsumsi 700–900 kWh per ton.
Pengendalian emisi: Pembakaran gas alam di tungku reverberatory dan tungku cawan menghasilkan emisi NOₓ, CO, dan partikel. Teknologi pembakar rendah NOₓ, sistem pemulihan panas, serta elektrifikasi proses peleburan merupakan bidang-bidang investasi yang sedang gencar dikembangkan di sektor pengecoran aluminium.
Kandungan bahan daur ulang: Penggunaan limbah aluminium pasca-konsumen dan pasca-industri merupakan praktik standar di sebagian besar pabrik pengecoran. Untuk menjaga kemurnian paduan sekaligus memaksimalkan penggunaan limbah, diperlukan perhitungan bahan baku yang cermat serta pemantauan kualitas lelehan.
Pertanyaan yang Sering Diajukan — Pertanyaan Mengenai Proses Pengecoran Aluminium
Pertanyaan 1: Apa itu proses pengecoran aluminium dalam bahasa yang sederhana?
Proses pengecoran aluminium melibatkan peleburan paduan aluminium dalam tungku, pengolahan logam cair untuk menghilangkan hidrogen terlarut dan inklusi non-logam, serta menuangkan atau menyuntikkan logam cair yang telah diolah ke dalam cetakan yang dibentuk untuk menghasilkan komponen yang diinginkan. Setelah mengeras dan mendingin, coran dikeluarkan dari cetakan dan mungkin menjalani proses lanjutan seperti perlakuan panas, pemesinan, atau penyelesaian permukaan sebelum dikirim sebagai bagian jadi.
Pertanyaan 2: Apa metode pengecoran yang paling umum untuk aluminium?
Pengecoran cetakan bertekanan tinggi (HPDC) merupakan metode pengecoran aluminium yang paling banyak digunakan secara global jika dilihat dari total volume produksi, terutama didorong oleh permintaan industri otomotif dan elektronik akan komponen berdinding tipis dan berproduksi massal. Pengecoran pasir adalah metode yang paling umum tersedia di berbagai skala pengecoran dan lebih disukai untuk komponen berukuran besar, kompleks, atau bervolume rendah. Pengecoran cetakan bertekanan rendah merupakan metode dominan untuk pelek paduan aluminium.
Pertanyaan 3: Paduan aluminium apa yang paling sering digunakan di pabrik pengecoran?
A356 (AlSi7Mg0,3) merupakan salah satu paduan cor yang paling banyak digunakan di seluruh dunia karena memadukan kemampuan pengecoran yang sangat baik, sifat mekanik yang baik pada kondisi T6, serta kompatibilitas dengan sebagian besar metode pengecoran. A380 (AlSi8Cu3Fe) adalah paduan yang paling umum digunakan untuk pengecoran cetakan bertekanan tinggi berkat fluiditas dan kemampuan pengisian cetakan yang luar biasa.
Pertanyaan 4: Bagaimana cara menghilangkan hidrogen dari aluminium cair sebelum dituang?
Hidrogen dihilangkan melalui proses degassing rotari, di mana rotor grafit yang berputar menyebarkan gelembung-gelembung halus argon atau nitrogen ke seluruh cairan logam. Hidrogen terlarut berdifusi dari cairan logam ke dalam gelembung-gelembung tersebut dan terbawa keluar saat gelembung-gelembung itu naik dan meninggalkan permukaan cairan logam. Proses ini biasanya mengurangi kandungan hidrogen dari 0,3–0,5 mL/100 g Al menjadi di bawah 0,10–0,15 mL/100 g Al dalam waktu 10–25 menit, tergantung pada parameter proses.
Pertanyaan 5: Apa perbedaan antara pengecoran dan penempaan pada aluminium?
Pengecoran aluminium dihasilkan dengan menuangkan atau menyuntikkan logam cair ke dalam cetakan — logam tersebut akan mengambil bentuk rongga cetakan saat mengeras. Tempaan aluminium dihasilkan dengan cara mendistorsi aluminium padat atau setengah padat secara mekanis di bawah tekanan tinggi menggunakan cetakan. Bagian tempa umumnya memiliki kekuatan yang lebih tinggi dan ketahanan lelah yang lebih baik daripada coran dengan geometri yang setara karena proses deformasi memperhalus struktur butir dan menghilangkan porositas. Coran dapat menghasilkan geometri yang lebih kompleks, dinding yang lebih tipis, dan biasanya lebih murah untuk bentuk-bentuk yang rumit.
Pertanyaan 6: Apa yang menyebabkan porositas pada coran aluminium dan bagaimana cara mencegahnya?
Porositas pada pengecoran aluminium memiliki dua penyebab yang berbeda. Porositas gas (pori-pori halus dan bulat) terbentuk akibat pengendapan hidrogen terlarut selama proses pemadatan — hal ini dapat dicegah dengan melakukan degassing yang tepat sebelum pengecoran. Porositas penyusutan (ruang kosong yang tidak beraturan dan saling terhubung) terbentuk ketika logam yang mengeras tidak dapat menarik cairan yang cukup untuk mengimbangi penyusutan volumetrik — hal ini dapat dicegah dengan desain riser dan saluran yang tepat yang memastikan pengeringan terarah ke titik-titik pengisian. Uji Tekanan Rendah (RPT) dan inspeksi sinar-X merupakan metode pengendalian kualitas standar untuk mendeteksi dan mengukur porositas.
Pertanyaan 7: Apa peran filter busa keramik dalam proses pengecoran aluminium?
Filter busa keramik dipasang pada sistem transfer logam antara tungku dan rongga cetakan. Saat aluminium cair mengalir melalui struktur busa sel terbuka pada filter, inklusi padat (lapisan oksida, partikel bahan tahan api, senyawa intermetalik) ditangkap melalui kombinasi penyaringan mekanis dan adhesi permukaan. Proses filtrasi secara signifikan meningkatkan kebersihan cairan logam, mengurangi cacat yang disebabkan oleh inklusi, serta meningkatkan sifat mekanis — terutama umur lelah dan regangan — dari hasil coran yang dihasilkan.
Pertanyaan 8: Berapa lama proses pengecoran aluminium berlangsung, mulai dari peleburan hingga bagian jadi?
Waktu siklus total sepenuhnya bergantung pada metode pengecoran dan tingkat kerumitan komponen. Pengecoran cetakan bertekanan tinggi dapat diselesaikan dalam 15–120 detik per siklus. Pengecoran cetakan gravitasi memerlukan 2–10 menit per siklus. Pengecoran pasir mungkin membutuhkan waktu 30 menit hingga beberapa jam agar komponen berukuran besar mengeras sepenuhnya. Pengecoran investasi memiliki waktu persiapan terpanjang (beberapa hari untuk membuat cangkang keramik) tetapi langkah pengecoran sebenarnya berlangsung cepat. Perlakuan panas menambah waktu 8-20 jam untuk kondisi T6. Total waktu tunggu produksi dari pemesanan hingga bagian mesin jadi biasanya berkisar antara 2 hari (HPDC) hingga beberapa minggu (pencetakan investasi dengan perlakuan panas dan pemesinan).
Pertanyaan 9: Pada suhu berapa aluminium dilebur di bengkel pengecoran?
Titik leleh aluminium murni adalah 660°C. Dalam praktik pengecoran, paduan aluminium biasanya diproses pada suhu 700–780°C — di atas suhu likuidus untuk memastikan pelelehan yang sempurna dan fluiditas yang memadai untuk pengisian cetakan. Suhu yang lebih tinggi meningkatkan fluiditas, tetapi juga meningkatkan oksidasi, penyerapan hidrogen, dan konsumsi energi. Suhu pemrosesan yang optimal bergantung pada jenis paduan dan dipengaruhi oleh metode pengecoran yang digunakan. HPDC biasanya beroperasi pada suhu 640-680°C di selongsong tembakan (di bawah suhu tungku peleburan karena desain pemadatan cepat), sedangkan pengecoran investasi dapat menggunakan suhu hingga 780°C untuk bagian dinding tipis yang kompleks.
Pertanyaan 10: Standar kualitas apa saja yang berlaku untuk produk pengecoran aluminium?
Pengecoran aluminium tunduk pada berbagai standar kualitas tergantung pada sektor penggunaannya. Standar yang sering dirujuk meliputi ASTM B85 (coran die casting paduan aluminium), ASTM B108 (coran cetakan permanen), standar AMS untuk coran kedirgantaraan, standar NADCA untuk toleransi dan inspeksi die casting, serta standar khusus OEM dari produsen otomotif seperti GM, Ford, dan OEM Eropa. Kualitas lelehan sering kali diatur oleh spesifikasi pengecoran internal untuk kandungan hidrogen (diverifikasi oleh RPT atau Telegas) dan tingkat inklusi (diverifikasi oleh analisis PoDFA atau Prefil untuk aplikasi kritis). Pemindaian sinar-X dan CT sesuai dengan ASTM E505 atau EN 12681 merupakan metode inspeksi standar untuk porositas pada coran struktural.
Kesimpulan: Memilih Proses yang Tepat untuk Kebutuhan Pengecoran Aluminium Anda
Proses pengecoran aluminium bukanlah satu metode tunggal, melainkan sekumpulan teknik yang saling terkait, yang masing-masing memiliki kombinasi keunggulan, keterbatasan, struktur biaya, dan kemampuan kualitas yang berbeda-beda. Pemilihan proses yang optimal untuk komponen tertentu didasarkan pada evaluasi sistematis terhadap:
- Volume produksi tahunan (peralatan cetak injeksi logam hanya ekonomis jika jumlah produksinya melebihi batas tertentu).
- Kompleksitas geometri komponen dan persyaratan ketebalan dinding.
- Sifat mekanis dan persyaratan perlakuan panas.
- Spesifikasi toleransi dimensi dan kualitas permukaan.
- Lingkungan penggunaan (korosi, tekanan, beban kelelahan).
- Keterbatasan anggaran untuk peralatan dan harga satuan.
Matriks ringkasan — pemilihan metode pengecoran aluminium:
| Kriteria Seleksi | Pasir | Cetakan Gravitasi | LPDC | HPDC | Investasi | Busa Hilang |
|---|---|---|---|---|---|---|
| Kompleksitas geometri | Tinggi | Sedang | Sedang | Sedang | Sangat tinggi | Tinggi |
| Ketebalan dinding minimum | 3 mm | 2,5 mm | 2,0 mm | 0,8 mm | 0,5 mm | 2,5 mm |
| Akurasi dimensi | Rendah | Sedang | Bagus. | Sangat bagus | Luar biasa | Bagus. |
| Sifat mekanik | Sedang | Bagus. | Sangat bagus | Sedang | Bagus. | Bagus. |
| Dapat dipanaskan | Ya. | Ya. | Ya. | Terbatas | Ya. | Ya. |
| Biaya perkakas | Rendah | Sedang | Tinggi | Sangat tinggi | Rendah-sedang | Rendah |
| Rentang volume optimal | 1-5,000 | 500-50,000 | 5,000-200,000 | 50,000+ | 10-10,000 | 100-50,000 |
Di AdTech, tim teknik kami telah membantu pabrik pengecoran aluminium dan operasi pengecoran di empat benua dalam mengoptimalkan kualitas lelehan, memilih proses pengecoran yang tepat, serta menentukan produk filtrasi, degassing, dan bahan tahan api yang sesuai dengan kebutuhan produksi mereka. Kami menghadirkan pengetahuan operasional yang praktis dalam setiap diskusi — bukan sekadar spesifikasi katalog.
