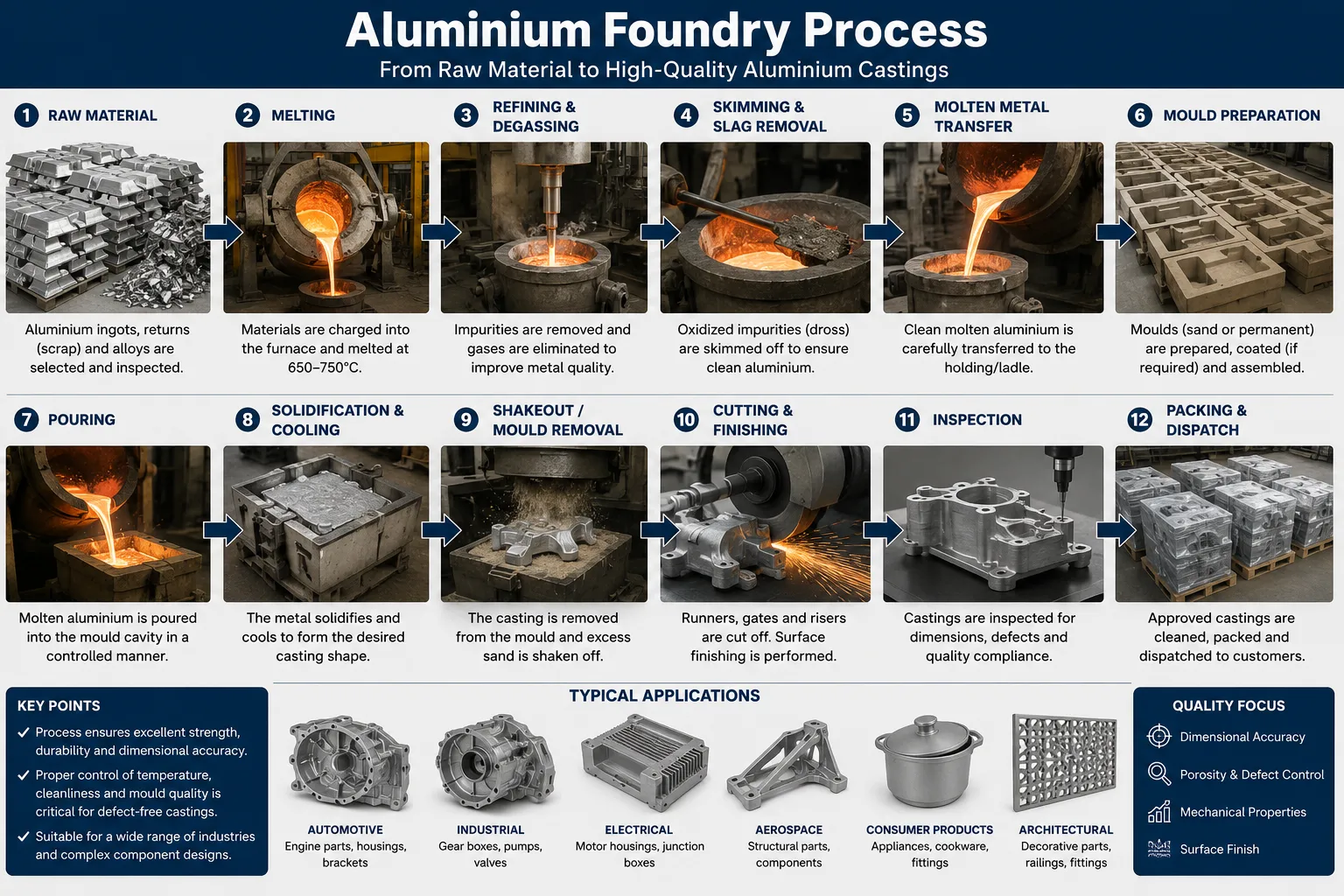
O processo de fundição de alumínio transforma o alumínio bruto e as ligas de alumínio em componentes com formas precisas através da fusão controlada, do tratamento da massa fundida e da moldagem — e, quando executado corretamente, produz peças que combinam baixa densidade, elevada relação resistência/peso, resistência à corrosão e precisão dimensional que poucos outros métodos de fabrico conseguem igualar. Após trabalhar diretamente com fundições nas cadeias de abastecimento dos setores automóvel, aeroespacial, da construção e da eletrónica de consumo, podemos afirmar com confiança que a diferença entre uma operação de fundição de alumínio rentável e uma em dificuldades resume-se quase sempre à disciplina do processo em quatro fases: preparação da liga, controlo de qualidade da fusão, seleção do método de fundição e tratamento pós-fundição.
Se o seu projeto exigir a utilização de um sistema de desgaseificação e filtragem de alumínio fundido, pode contactar-nos para um orçamento gratuito.
Sistemas de ligas de alumínio utilizados em operações de fundição
Quais são as ligas de alumínio mais frequentemente fundidas?
Nem todas as ligas de alumínio são adequadas para utilização em fundição. O comportamento de fundição de uma liga depende da sua fluidez, intervalo de solidificação, tendência para fissuração a quente, características de retração e resposta ao tratamento do metal fundido. As famílias de ligas mais frequentemente processadas nas fundições dividem-se em duas grandes categorias: ligas forjadas processadas através de fundição contínua ou em molde refrigerado, e ligas de fundição vertidas em moldes moldados.
Ligas de fundição são especificamente formuladas para oferecer boa fluidez, baixo encolhimento e resistência à fissuração a quente. O silício é o elemento de liga dominante na maioria das ligas de fundição comerciais, uma vez que melhora drasticamente a fluidez em níveis mais baixos de silício (cerca de 5-7%) e proporciona características de fluxo quase eutéticas em níveis mais elevados (10-13%). As ligas de fundição mais utilizadas a nível global incluem:
| Designação da liga | Principais elementos de liga | Teor típico de Si (%) | Aplicações primárias |
|---|---|---|---|
| A356 / AlSi7Mg0,3 | Si, Mg | 6.5 – 7.5 | Jantes para automóveis, suportes estruturais |
| A380 / AlSi8Cu3Fe | Si, Cu, Fe | 7.5 – 9.5 | Caixas e tampas fundidas |
| A413 / AlSi12 | Sim | 11.0 – 13.0 | Acessórios navais, paredes finas e complexas |
| A319 / AlSi6Cu3,5 | Si, Cu | 5.5 – 6.5 | Blocos de motor, cabeças de cilindro |
| A390 / AlSi17Cu4Mg | Si, Cu, Mg | 16.0 – 18.0 | Compressores para a indústria automóvel, superfícies de desgaste |
| 535 / AlMg6,2 | Mg | < 0.15 | Acessórios náuticos, peças suscetíveis à corrosão |
| A201 / AlCu4,5TiAg | Cu, Ti, Ag | < 0.10 | Peças fundidas de alta resistência para a indústria aeroespacial |
Ligas forjadas As ligas processadas através da fundição por vazamento contínuo incluem as séries 1xxx, 3xxx, 5xxx, 6xxx e 7xxx, que são fundidas em tarugos, placas ou fio-máquina para posterior laminação, extrusão ou forjamento. Estas ligas apresentam tolerâncias de composição mais restritas e requisitos de teor de hidrogénio mais rigorosos do que as ligas de fundição moldada.
Compreender as designações de temperamento das ligas de alumínio
O estado de endurecimento da liga afeta significativamente as propriedades mecânicas e é frequentemente especificado nos desenhos de engenharia, juntamente com a designação da liga. No caso das ligas de fundição, os estados de endurecimento mais comuns são:
| Código de temperamento | Descrição | Aplicação típica |
|---|---|---|
| F | Tal como fundido, sem tratamento térmico | Componentes não estruturais |
| T4 | Tratado termicamente, envelhecido naturalmente | Resistência moderada, boa ductilidade |
| T5 | Envelhecido artificialmente apenas (desde a fundição) | Maior dureza sem tratamento de solução completa |
| T6 | Tratamento térmico em solução + envelhecimento artificial | Resistência máxima — aeroespacial, estruturas automóveis |
| T7 | Tratado com solução + envelhecido (estabilizado) | Estabilidade dimensional sob ciclos térmicos |
A A356-T6 é, sem dúvida, a combinação de liga de fundição e temperamento mais frequentemente especificada em aplicações estruturais automóveis, apresentando resistências à tração de 280-310 MPa com alongamentos de 8-12%.
Tipos de fornos de fusão e suas características operacionais
Que tipos de fornos são utilizados nas fundições de alumínio?
A escolha do forno tem um impacto direto e mensurável na qualidade da fusão, no consumo de energia, na recuperação de metal e no rendimento da produção. Temos trabalhado com operações que utilizam todas as principais configurações de fornos, e a escolha entre elas envolve compromissos que raramente são refletidos em especificações simples.
Fornos de reverberação
O forno de reverberação é o principal equipamento utilizado na fusão de alumínio em grandes volumes. Os gases de combustão provenientes dos queimadores instalados acima da carga aquecem o metal fundido indiretamente através da radiação proveniente do teto e das paredes do forno, daí o seu nome. As capacidades variam entre 10 e mais de 100 toneladas de alumínio líquido.
Principais características:
- Alta capacidade de produção, adequada para o abastecimento contínuo de operações de fundição a jusante.
- Pérdida de metal relativamente elevada (2-5%) devido à grande área de superfície exposta a uma atmosfera oxidante.
- Menor eficiência energética por tonelada, em comparação com os fornos de poço ou de chaminé, quando operam abaixo da capacidade.
- Ideal para o processamento de sucata limpa e pré-selecionada e de lingotes primários.
Fornos de cadinho
Os fornos de cadinho elétricos ou a gás aquecem o alumínio indiretamente através de um cadinho (de grafite-argila, carboneto de silício ou aço). As capacidades são menores — normalmente entre 50 kg e 2 000 kg —, o que os torna ideais para oficinas de produção por encomenda, desenvolvimento de ligas e pequenas operações de fundição.
Os fornos de cadinho oferecem um excelente controlo da temperatura e um risco mínimo de contaminação, uma vez que a massa fundida entra em contacto apenas com o material do cadinho. A desvantagem é um custo energético mais elevado por tonelada e uma capacidade de produção limitada.
Fornos de poço (de pilha)
Os fornos de poço utilizam os gases de combustão quentes provenientes de uma câmara principal para pré-aquecer os materiais de carga sólidos à medida que estes descem por um poço vertical antes de entrarem na zona principal de fusão. Esta recuperação de calor reduz o consumo de energia em 20-40% em comparação com um forno de reverberação convencional. São particularmente eficientes no processamento de sucata limpa e pesada (chapas limpas, sucata de extrusão, aparas de maquinagem após centrifugação).
Fornos de indução
Os fornos de indução com canal e os fornos de indução sem núcleo utilizam a indução eletromagnética para aquecer diretamente o metal. As principais vantagens incluem:
- Controlo de temperatura muito preciso (é possível atingir uma precisão de ±5 °C).
- A agitação eletromagnética promove a homogeneidade da temperatura e da composição.
- Menor perda de metal do que nos fornos de combustão, devido à ausência de chama oxidante.
- A ausência de produtos de combustão significa uma atmosfera mais limpa sobre a massa fundida.
A principal limitação reside no custo de capital mais elevado e na sensibilidade à composição da carga — níveis elevados de óxidos na carga podem causar problemas operacionais nos fornos de canal.
Resumo comparativo de fornos:
| Tipo de forno | Intervalo de capacidade | Eficiência energética | Perda de metal | Melhor aplicação |
|---|---|---|---|---|
| Reverberação | 10 – mais de 100 toneladas | Moderado | 2 – 5% | Produção contínua em grande escala |
| Cadinho (a gás) | 50 kg – 2 toneladas | Baixa a moderada | 1 – 2% | Lotes pequenos, flexibilidade na escolha das ligas |
| Forno de cuba | 5 – 50 toneladas | Elevado | 1 – 3% | Processamento de sucata limpa |
| Indução sem núcleo | 1 – 20 toneladas | Elevado | 0.5 – 1.5% | Ligas de precisão, baixo nível de contaminação |
| Indução de canal | 5 – 60 toneladas | Muito elevado | 0.5 – 1% | Manutenção e homogeneização da temperatura |
| Forno rotativo | 5 – 30 toneladas | Moderado | 3 – 8% | Reciclagem de sucata contaminada e escórias |
Controlo de qualidade da fusão: desgaseificação, fluxagem e filtração
Por que é que o tratamento da massa fundida é fundamental antes da fundição?
O alumínio líquido é reativo. Absorve hidrogénio da humidade atmosférica, forma películas de óxido na sua superfície e acumula inclusões não metálicas resultantes da erosão dos refratários, da contaminação da carga e dos produtos de oxidação. Se estas impurezas não forem removidas antes da fundição, ficam permanentemente retidas na peça solidificada, causando:
- Porosidade (evolução de gás hidrogénio durante a solidificação)
- Inclusões de óxido (redução da resistência à tração e da resistência à fadiga)
- Inclusões de partículas duras (danos causados por ferramentas de maquinagem, defeitos superficiais)
- Porosidade por contração (alimentação inadequada devido a películas de óxido que bloqueiam o fluxo)
Os três pilares do controlo de qualidade da fusão são desgaseificação, fluxagem, e filtragem — e numa fundição bem gerida, os três são aplicados na sequência correta.
Desgaseificação rotativa: o padrão para a remoção de hidrogénio
A desgaseificação rotativa utiliza um rotor de grafite giratório submerso na massa fundida para fragmentar um fluxo de árgon (ou azoto) em bolhas finas. Estas bolhas proporcionam a área de superfície interfacial necessária para que o hidrogénio dissolvido passe da massa fundida para a fase gasosa, de onde é transportado à medida que a bolha sobe e sai da superfície da massa fundida.
Parâmetros operacionais críticos:
- Velocidade da ponta do rotor: 3,5 – 6,5 m/s (intervalo ideal para a geração de bolhas).
- Caudal de argônio: 0,5 – 2,0 L/min por tonelada de massa fundida.
- Temperatura de tratamento: 720 – 760 °C.
- Duração do tratamento: Com base na medição inicial de hidrogénio, normalmente 10 a 25 minutos.
O teor de hidrogénio pretendido varia consoante a aplicação, desde menos de 0,10 mL/100 g de Al no setor aeroespacial até menos de 0,20 mL/100 g de Al nas peças fundidas de uso geral.
Operações de fluxagem em fundições de alumínio
A aplicação de fluxo desempenha várias funções distintas, dependendo do tipo de fluxo selecionado:
Fluxos de cobertura protegem a superfície do banho fundido contra a oxidação, criando uma barreira de sal fundido entre o alumínio e a atmosfera do forno. São aplicados como uma camada fina sobre a superfície do banho fundido e são particularmente importantes em ligas com elevado teor de magnésio, onde as taxas de oxidação são elevadas.
Fluxos de limpeza reagem com as inclusões de óxido e absorvem-nas, reunindo-as numa camada de escória removível. Normalmente, contêm sais de cloreto e fluoreto que molham as superfícies de óxido de alumínio e as atraem para a fase do fundente.
Fluxos de desgaseificação (em comprimidos ou em pó) libertam gases reativos quando imersos, gerando bolhas que transportam hidrogénio da massa fundida. Embora sejam menos eficientes do que a desgaseificação rotativa, são utilizados em operações de menor dimensão ou como complemento.
Fluxos de refinamento de grãos introduzir titânio e boro — normalmente sob a forma de uma liga-mãe Al-5Ti-1B — para proporcionar locais de nucleação heterogéneos durante a solidificação, produzindo uma estrutura de grãos finos e equiaxiais com propriedades mecânicas melhoradas.
Filtragem com espuma cerâmica: remoção de inclusões antes da fundição
Após a desgaseificação e a adição de fundente, a massa fundida tratada ainda contém inclusões residuais que são demasiado pequenas para serem detetadas visualmente, mas suficientemente grandes para causar rejeitos nas peças fundidas acabadas. Os filtros de espuma cerâmica (CFF) instalados no canal de vazamento ou na caixa de filtração removem essas inclusões através de uma combinação de interceção mecânica e adesão superficial, à medida que a massa fundida flui através da rede de poros sinuosos do filtro.
Seleção do grau de filtragem por aplicação:
| Grau de poros do filtro (PPI) | Eficiência de filtragem | Aplicação típica |
|---|---|---|
| 10 PPI | Baixo — apenas inclusões de grandes dimensões | Peças fundidas em areia de uso geral, peças não críticas |
| 20 PPI | Moderado | Peças fundidas padrão para a indústria automóvel |
| 30 PPI | Bom | Peças fundidas estruturais para a indústria automóvel, de parede fina |
| 40 PPI | Elevado | Setor aeroespacial, peças estruturais críticas |
| 50 – 60 PPI | Muito elevado | Peças fundidas de precisão de alta pureza e secção fina |
A AdTech fabrica filtros de espuma cerâmica em alumina, carboneto de silício e zircónia, de modo a cobrir toda a gama de temperaturas e aplicações nas operações de fundição de alumínio.
Fundição em areia: princípios do processo, vantagens e limitações
Como funciona a fundição em areia para componentes de alumínio?
A fundição em areia é o método mais antigo e mais versátil de fundição de alumínio. Utiliza-se um modelo que representa a geometria final da peça para formar uma cavidade num molde de areia, que é depois preenchida com alumínio líquido. Após a solidificação e o arrefecimento, o molde é partido para se retirar a peça fundida.
Os dois principais sistemas de areia utilizados nas fundições de alumínio são:
Areia verde (areia de sílica ligada com argila bentonítica e água) é a opção mais económica para a produção em grande escala. A mistura de areia é reutilizável e oferece boa permeabilidade, permitindo a saída dos gases gerados durante a fundição. A areia verde é adequada para peças com complexidade moderada e tolerâncias dimensionais de ±1,5 a ±3 mm.
Areia não cozida (ligada quimicamente) utiliza ligantes sintéticos (furano, uretano fenólico ou silicato de sódio) que endurecem à temperatura ambiente sem necessidade de aquecimento. Os moldes sem cozedura são mais resistentes do que os de areia verde, permitem geometrias mais complexas com tolerâncias mais apertadas (±0,8 a ±1,5 mm) e são mais adequados para peças de baixo volume ou complexas.
Parâmetros do processo de fundição em areia:
| Parâmetro | Areia Verde | Areia sem cozedura |
|---|---|---|
| Tolerância dimensional | ±1,5 – 3,0 mm | ±0,8 – 1,5 mm |
| Acabamento da superfície (Ra) | 6,3 – 12,5 μm | 3,2 – 6,3 μm |
| Espessura mínima da parede | 3 – 5 mm | 2,5 – 4 mm |
| Custo de ferramentas | Baixa | Baixa a moderada |
| Volume de produção adequado | 1 – mais de 10 000 peças | 1 – 5 000 peças |
| Complexidade do núcleo | Moderado | Elevado |
Onde a fundição em areia se destaca:
- Componentes grandes e complexos em que os custos com ferramentas de moldagem não se justificam.
- Volumes de produção baixos a médios.
- Peças que requerem cavidades internas (os núcleos são facilmente incorporados).
- Protótipos e produção em pequenas séries.
Onde a fundição em areia apresenta limitações:
- A produção em grande escala (com tempos de ciclo de 15 a mais de 60 minutos por molde não consegue competir com a fundição sob pressão).
- Secções de parede fina com menos de 2,5 mm.
- Requisitos de alta precisão dimensional.
- Aplicações em que é necessário um acabamento superficial de alta qualidade sem operações secundárias.
Fundição sob pressão: comparação entre os métodos de alta e baixa pressão
Qual é a diferença entre a fundição sob pressão e a fundição sob baixa pressão?
A fundição sob pressão abrange duas abordagens fundamentalmente diferentes para encher um molde permanente de aço (matriz) com alumínio líquido, e a escolha entre elas tem implicações significativas na qualidade das peças, no investimento em ferramentas e na taxa de produção.
Fundição sob alta pressão (HPDC)
A fundição sob alta pressão injeta alumínio fundido num molde de aço a pressões que variam entre 40 e 120 MPa (400 a 1 200 bar), a velocidades de injeção de 30 a 80 m/s. Todo o ciclo de enchimento — desde a injeção até à solidificação inicial — ocorre em frações de segundo. É esta velocidade que permite ao HPDC obter paredes finas, detalhes superficiais precisos e tolerâncias apertadas, o que o torna o método de fundição dominante para componentes de grande volume na indústria automóvel e de eletrónica de consumo.
Características-chave do processo HPDC:
| Parâmetro | Intervalo típico |
|---|---|
| Pressão de injeção | 40 – 120 MPa |
| Velocidade de injeção do metal | 30 – 80 m/s |
| Tempo de ciclo | 15 – 120 segundos |
| Espessura mínima da parede | 0,8 – 1,5 mm |
| Tolerância dimensional | ±0,1 – 0,3 mm |
| Acabamento da superfície (Ra) | 0,8 – 3,2 μm |
| Custo de ferramentas | Muito elevado ($50 000 – $500 000+) |
| Limite do volume de produção | 10 000 – mais de 1 000 000 de peças |
A principal limitação do HPDC é porosidade resultante do aprisionamento de gás. A elevada velocidade de injeção provoca um enchimento turbulento que retém ar e gases de combustão provenientes do lubrificante da matriz no interior da cavidade. Estes poros de gás distribuem-se por toda a secção transversal da peça fundida e impedem o tratamento térmico (os poros de gás expandem-se e formam bolhas durante o tratamento de solubilização). A HPDC assistida a vácuo reduz este problema através da evacuação da cavidade da matriz antes da injeção, tornando viável o tratamento térmico T6 das peças HPDC.
Fundição sob baixa pressão (LPDC)
A fundição sob baixa pressão utiliza um forno pressurizado situado abaixo do molde (normalmente com uma pressão de ar ou gás inerte entre 0,05 e 0,15 MPa) para empurrar o metal líquido para cima através de um tubo de alimentação, introduzindo-o na cavidade do molde. O enchimento lento, controlado e de baixo para cima produz um padrão de fluxo laminar que elimina em grande parte o aprisionamento de ar.
Principais vantagens do LPDC:
- Qualidade metalúrgica superior em comparação com o HPDC (menor porosidade, passível de tratamento térmico).
- Boa consistência dimensional.
- Elevado rendimento de metal (80-90%), uma vez que o metal do tubo ascendente regressa ao forno entre as coladas.
- Adequado para ligas que requerem tratamento T6 (jantes de automóveis, suportes estruturais).
Principais limitações:
- Tempos de ciclo mais longos (60-180 segundos) em comparação com o HPDC.
- Limitado a geometrias de complexidade moderada.
- Maiores requisitos de manutenção do forno.
Comparação entre HPDC e LPDC:
| Critério | Fundição sob alta pressão | Fundição sob baixa pressão |
|---|---|---|
| Pressão de enchimento | 40 – 120 MPa | 0,05 – 0,15 MPa |
| Padrão de preenchimento | Turbulento | Laminar |
| Nível de porosidade | Moderado a elevado | Baixa |
| Tratável por calor | Não (padrão) / Sim (vácuo) | Sim |
| Tempo de ciclo | 15 – 120 segundos | 60 – 180 segundos |
| Espessura mínima da parede | 0,8 mm | 2,0 mm |
| Custo de ferramentas | Muito elevado | Elevado |
| As melhores aplicações | Peças de parede fina produzidas em grandes quantidades | Componentes estruturais que requerem o tratamento T6 |
Fundição em molde permanente e fundição por gravidade
O que é a fundição por gravidade e quando é a escolha certa?
A fundição por gravidade (também designada por «fundição em molde permanente» na terminologia norte-americana) consiste em verter alumínio líquido num molde metálico apenas por ação da gravidade — sem qualquer pressão externa. O molde de aço ou ferro fundido é reutilizado durante centenas ou milhares de ciclos, tornando-o mais económico do que a fundição em areia para volumes de produção médios, ao mesmo tempo que evita o elevado investimento em ferramentas da fundição sob pressão.
A temperatura controlada do molde e a extração mais rápida do calor, em comparação com a fundição em areia, resultam numa estrutura de grão mais fina e em melhores propriedades mecânicas do que as peças fundidas em areia com geometria equivalente.
Propriedades típicas da fundição por gravidade (A356-T6):
| Imóveis | Fundido em areia A356-T6 | Fundido por gravidade A356-T6 | LPDC A356-T6 |
|---|---|---|---|
| Resistência à tração (MPa) | 228 | 262 | 283 |
| Limite de elasticidade (MPa) | 165 | 186 | 207 |
| Alongamento (%) | 5 | 6 | 9 |
| Dureza (HB) | 70 | 80 | 85 |
A fundição por gravidade é particularmente adequada para:
- Volumes de produção médios (500 a 50 000 peças)
- Peças que exigem melhores propriedades mecânicas do que as obtidas por fundição em areia.
- Componentes que exigem estanqueidade à pressão (caixas hidráulicas, corpos de válvulas)
- Geometrias de complexidade moderada.
Fundição por cera perdida e fundição por espuma perdida para geometrias complexas
Como é que a fundição por cera perdida permite obter peças de alumínio com forma quase final?
A fundição por cera perdida (também conhecida como processo de cera perdida) produz componentes de alumínio com uma precisão dimensional e um acabamento superficial excecionais, através do vazamento de metal em moldes cerâmicos formados em torno de modelos de cera descartáveis. O processo permite a obtenção de geometrias internas, recortes e detalhes superficiais finos que são impossíveis ou extremamente dispendiosos de alcançar através de qualquer outro método.
Etapas do processo de fundição por cera perdida:
- Injete cera num molde de metal para formar o modelo.
- Montar vários moldes numa árvore de canais de cera.
- Mergulhe o conjunto repetidamente na pasta cerâmica, formando uma camada cerâmica (8 a 12 camadas por imersão).
- Derreta a cera numa autoclave (desceragem a vapor).
- Cozinhe a peça de cerâmica a uma temperatura entre 900 e 1100 °C para aumentar a sua resistência.
- Deite o alumínio líquido na forma pré-aquecida.
- Retire a cerâmica após a solidificação.
- Retire as peças fundidas individuais da árvore de canais de alimentação.
Tolerâncias e acabamento superficial na fundição por cera perdida de alumínio:
| Gama de dimensões | Tolerância alcançável | Acabamento da superfície (Ra) |
|---|---|---|
| Até 25 mm | ±0,13 mm | 1,6 – 3,2 μm |
| 25 – 150 mm | ±0,25 mm | 1,6 – 3,2 μm |
| 150 – 300 mm | ±0,50 mm | 3,2 – 6,3 μm |
Fundição por espuma perdida
A fundição por espuma perdida substitui o modelo de cera por um modelo de espuma de poliestireno expandido (EPS) que permanece no molde durante a fundição. Quando o alumínio líquido entra em contacto com a espuma, esta vaporiza-se e é substituída pelo metal. O processo combina muitas vantagens da fundição por cera perdida (capacidade de geometrias complexas) com a simplicidade da fundição em areia (sem construção de casca, sem desparafinagem).
O processo de espuma perdida é amplamente utilizado em componentes complexos de motores, como cabeças de cilindro e coletores de admissão, nos quais as passagens internas exigiriam, de outra forma, a utilização de vários núcleos de areia.
Fundição contínua e fundição por resfriamento direto para a produção de tarugos e placas
O que é o processo de fundição por resfriamento direto do alumínio?
A fundição por arrefecimento direto (DC) é o principal método de produção de tarugos de alumínio (secções transversais redondas para extrusão) e placas de laminação (secções transversais retangulares para laminadores). O processo envolve o vazamento de alumínio líquido num molde arrefecido a água que é aberto na parte inferior. À medida que o metal solidifica no molde, um cilindro hidráulico baixa continuamente a secção solidificada, enquanto é fornecido metal líquido fresco a partir de cima.
O arrefecimento direto e simultâneo da camada solidificada abaixo do molde permite uma rápida extração de calor e uma microestrutura fina. A fundição por corrente contínua produz tarugos com diâmetros entre 100 mm e mais de 1 200 mm e placas com larguras até 2 000 mm.
Parâmetros críticos de fundição por corrente contínua:
| Parâmetro | Intervalo típico | Efeito do desvio |
|---|---|---|
| Velocidade de lançamento | 40 – 150 mm/min | Demasiado rápido: fissuração a frio; demasiado lento: fissuração a quente |
| Caudal de água de refrigeração | 100 – 300 L/min/m | Insuficiente: fissuras superficiais; excesso: choque térmico |
| Temperatura do metal (recipiente de distribuição) | 680 – 720 °C | Demasiado quente: vazamentos; demasiado frio: bloqueios por frio |
| Teor de hidrogénio | < 0,12 mL/100 g de Al | Excesso: porosidade, redução da resistência à fadiga |
Os requisitos de qualidade da massa fundida para a fundição em corrente contínua são mais rigorosos do que para a maioria dos processos de fundição moldada, uma vez que os lingotes e as placas produzidos são posteriormente deformados (extrudidos, laminados, forjados), processo em que a porosidade e as inclusões de hidrogénio podem causar fissuras, defeitos superficiais e rejeição.
Prevenção de defeitos de fundição: causas fundamentais e métodos de controlo
Quais são os defeitos mais comuns na fundição de alumínio?
Compreender os mecanismos de formação de defeitos é mais útil do que memorizar uma lista de defeitos. Quando se sabe por que razão um defeito se forma, as medidas corretivas tornam-se lógicas, em vez de se basearem na tentativa e erro.
Porosidade do gás resulta da precipitação do hidrogénio dissolvido durante a solidificação ou da retenção de ar durante o enchimento do molde. Prevenção: desgaseificação adequada (nível de H₂ inferior ao especificado), velocidade de enchimento controlada, moldes com ventilação.
Porosidade de retração ocorre quando a peça em solidificação não consegue aspirar metal líquido suficiente para compensar a contração volumétrica do alumínio durante a solidificação. Prevenção: conceção correta do sistema de canais de alimentação e de alimentadores, sequência de solidificação adequada (solidificação direcionada do ponto mais distante para o alimentador).
Encerramentos a frio e erros de execução ocorre quando dois fluxos de metal se encontram com temperatura insuficiente para fundirem adequadamente, ou quando o metal solidifica antes de preencher completamente o molde. Prevenção: aumentar a temperatura de fusão, aumentar a velocidade de vazamento, pré-aquecer o molde.
Fissuração a quente (fissuração por calor) ocorre no estado semissólido quando as tensões de contração térmica excedem a resistência do metal parcialmente solidificado. Prevenção: utilizar ligas com intervalos de solidificação mais estreitos, reduzir a restrição do molde, ajustar a velocidade de arrefecimento.
Inclusões de óxido são películas de óxido arrastadas da superfície da massa fundida ou resultantes do enchimento turbulento. Prevenção: fluxagem e desgaseificação adequadas, redução da turbulência durante a transferência e o vazamento, sistemas de enchimento com entrada inferior ou lateral, filtragem por espuma cerâmica.
Frequência de defeitos por método de fundição:
| Tipo de defeito | Fundição em areia | HPDC | LPDC | Matriz por gravidade | Investimento |
|---|---|---|---|---|---|
| Porosidade do gás | Moderado | Elevado | Baixa | Baixa | Muito baixo |
| Porosidade de retração | Moderado | Moderado | Baixa | Moderado | Baixa |
| Inclusões de óxido | Moderado | Moderado | Baixa | Baixa | Muito baixo |
| Fechaduras frias | Baixa | Baixa | Baixa | Moderado | Muito baixo |
| Rasgo a quente | Baixa | Baixa | Muito baixo | Baixa | Muito baixo |
| Desvio dimensional | Elevado | Muito baixo | Baixa | Moderado | Muito baixo |
Operações pós-fundição: tratamento térmico, maquinagem e acabamento de superfícies
Que tratamentos pós-fundição são necessários para peças fundidas de alumínio?
A maioria das peças fundidas estruturais de alumínio requer pelo menos uma operação pós-fundição antes de cumprir as especificações finais. O tratamento térmico, em particular, é frequentemente a etapa que transforma uma peça fundida medíocre num componente de alto desempenho.
Sequência de tratamento térmico T6:
- Tratamento térmico em solução: Aquecer a 520-540 °C (dependendo da liga) durante 4 a 12 horas para dissolver os elementos de liga numa solução sólida.
- Têmpera: Transferência rápida para água a 60-80 °C no prazo de 15 segundos após a saída do forno (evita a precipitação durante o arrefecimento).
- Envelhecimento artificial: Aquecer a 155-170 °C durante 4 a 16 horas para precipitar fases de reforço finas (Mg₂Si para A356).
Efeito do tratamento T6 nas propriedades mecânicas do A356:
| Estado | Resistência à tração (MPa) | Limite de elasticidade (MPa) | Alongamento (%) |
|---|---|---|---|
| Tal como fundido (F) | 165 | 115 | 4 |
| T5 (apenas para maiores de idade) | 207 | 165 | 3 |
| T6 (solução + idade) | 283 | 207 | 9 |
Opções de acabamento superficial para peças fundidas de alumínio:
| Processo | Melhoria da superfície | Aplicação típica |
|---|---|---|
| Jateamento | Elimina o calcário e reduz a fadiga | Componentes estruturais |
| Maquinação | Precisão dimensional, superfícies de contacto lisas | Superfícies de encaixe, elementos roscados |
| Anodização | Resistência à corrosão e ao desgaste | Superfícies expostas, peças decorativas |
| Revestimento em pó | Cor, proteção contra a corrosão | Arquitetura, produtos de consumo |
| Galvanoplastia | Propriedades de superfície melhoradas | Peças decorativas funcionais |
| Impregnação | Sela a porosidade para garantir a estanqueidade à pressão | Caixas hidráulicas, peças para compressores |
Aplicações da fundição de alumínio por setor industrial
Em que setores são utilizadas as peças fundidas de alumínio?
A amplitude das aplicações da fundição de alumínio é um dos argumentos mais fortes a favor da versatilidade deste material. A combinação de leveza, resistência, resistência à corrosão e facilidade de fundição tornou o alumínio o material de eleição em diversos setores exigentes.
Setor automóvel é o maior consumidor individual de peças fundidas de alumínio a nível mundial, impulsionado pelas exigências de redução de peso para melhorar a eficiência de combustível e aumentar a autonomia dos veículos elétricos. Principais aplicações no setor automóvel:
- Blocos de motor e cabeças de cilindro (A319, A380)
- Caixas de transmissão (A380)
- Jantes (A356-T6, LPDC)
- Componentes da suspensão e juntas (A356-T6)
- Suportes e caixas para baterias de veículos elétricos (HPDC, fundição sob pressão estrutural)
Setor aeroespacial utiliza peças fundidas de alumínio por cera perdida e peças fundidas de precisão em areia para estruturas, suportes, caixas e componentes de fuselagem. O material deve cumprir rigorosas especificações relativas à porosidade e às inclusões, exigindo normalmente um teor de hidrogénio na massa fundida inferior a 0,10 mL/100 g de Al e uma inspeção por raios X ou tomografia computadorizada das peças fundidas acabadas.
Construção e arquitetura recorre a peças fundidas em molde permanente e em areia para acessórios de janelas e fachadas cortina, corrimãos e elementos arquitetónicos decorativos, em que a resistência à corrosão e a qualidade estética são requisitos essenciais.
Eletrónica e telecomunicações tem crescido rapidamente como mercado para componentes HPDC de parede fina — dissipadores de calor, caixas de antenas 5G, componentes de chassis de servidores — onde a precisão dimensional, a condutividade térmica e o acabamento da superfície são fundamentais.
Marítimo e offshore Estas aplicações privilegiam ligas resistentes à corrosão (série 5xxx, A356) para carcaças de bombas, impulsores e suportes estruturais expostos à água salgada.
| Setor da indústria | Principais métodos de fundição | Principais ligas | Parâmetros críticos de qualidade |
|---|---|---|---|
| Sistema de transmissão automóvel | HPDC, areia, LPDC | A319, A380, A356 | Estanqueidade à pressão, precisão dimensional |
| Estrutura automóvel | LPDC, molde por gravidade | A356-T6 | Resistência mecânica, alongamento |
| Aeroespacial | Investimento, areia | A356, A201, 357 | Porosidade < 0,10 mL/100 g, isento de impurezas detectáveis por raios X |
| Eletrónica | HPDC | A380, ADC12 | Parede fina, acabamento da superfície, dissipação de calor |
| Marinha | Molde por gravidade em areia | A356, 535 | Resistência à corrosão, estanqueidade |
| Construção | Areia, molde permanente | 6xxx, A356 | Acabamento da superfície, qualidade da anodização |
Seleção de equipamentos e consumíveis para fundições de alumínio
Que equipamento é necessário numa fundição de alumínio?
A combinação de equipamentos e consumíveis necessários para uma fundição de alumínio depende em grande medida do método de fundição, do volume de produção e da gama de ligas. No entanto, os requisitos relativos aos equipamentos de tratamento da massa fundida são comuns a praticamente todas as operações de fundição de alumínio.
Equipamento para o tratamento de fusão de núcleos:
Unidades rotativas de desgaseificação estão disponíveis em configurações portáteis (tratamento por concha) e em linha (contínua). Principais critérios de seleção:
- Capacidade de volume de fusão (kg ou toneladas por ciclo de tratamento)
- Material do rotor (grafite isostática para maior durabilidade)
- Intervalo de rotações por minuto e precisão de controlo
- Capacidade de medição do caudal de gás
Caixas de filtro de espuma cerâmica manter o filtro na posição correta durante a transferência do metal e manter a temperatura de pré-aquecimento adequada do filtro. O design da caixa do filtro influencia tanto a eficiência da filtração como o rendimento do metal.
Sistemas de lavagem transferir o metal líquido do forno para a máquina de fundição com o mínimo de turbulência e perda de temperatura. As secções aquecidas do canal de fundição mantêm a temperatura do metal, enquanto as caixas de filtragem estão integradas em linha.
Estações de refinação e modificação de cereais adicionar ligas-mãe (Al-Ti-B para refinamento de grão, Al-Sr ou Al-Na para modificação do silício) a taxas e em posições controladas no fluxo de fusão.
Instrumentos de medição de hidrogénio — sondas do tipo Telegas integradas na linha de produção ou equipamento portátil de ensaio de pressão reduzida — fornecem os dados de controlo do processo necessários para verificar a qualidade da massa fundida antes da fundição.
A AdTech fornece unidades de desgaseificação, filtros de espuma cerâmica (10-60 PPI), refratários para calhas, ligas para refinadores de grão e fundentes para tratamento de fundição a fundições de alumínio e operações de fundição em todo o mundo. A nossa equipa de engenharia presta apoio na seleção de equipamentos, na otimização de parâmetros e na especificação de consumíveis para operações novas e existentes.
Considerações ambientais e de sustentabilidade nas fundições de alumínio modernas
Como é que as fundições de alumínio estão a reduzir o seu impacto ambiental?
O alumínio apresenta um perfil de sustentabilidade notável: é 100 % reciclável sem perda de propriedades, e a reciclagem requer apenas 5 % da energia necessária para produzir alumínio primário a partir da bauxite. No entanto, o próprio processo de fundição gera desafios ambientais que as operações modernas devem gerir de forma proativa.
Produção e gestão de escórias: Todas as operações de fusão de alumínio geram escória — uma mistura de alumínio metálico e óxido de alumínio que se forma na superfície do banho de fusão. A escória representa tanto uma perda de metal (1-51% do peso do banho de fusão) como um desafio em termos de eliminação de resíduos. Os modernos fornos rotativos de sal recuperam metal da escória a taxas de 50-70%, devolvendo o alumínio recuperado ao ciclo de produção.
Resíduos de sal de fluxo: As operações de fundição que utilizam sais de cloreto e fluoreto geram resíduos de torta de sal que exigem uma eliminação ou reciclagem cuidadosa. Os sistemas de recuperação de sal em circuito fechado são cada vez mais utilizados em grandes operações para minimizar a geração de resíduos.
Eficiência energética: Os fornos de furo e os fornos de indução de canal representam o que há de mais avançado em termos de eficiência energética na fusão, atingindo um consumo de energia inferior a 450 kWh por tonelada de alumínio fundido. Este valor compara-se favoravelmente com os modelos reverberativos mais antigos, que consomem entre 700 e 900 kWh por tonelada.
Controlo das emissões: A combustão de gás natural em fornos de reverberação e de cadinho gera emissões de NOₓ, CO e partículas. A tecnologia de queimadores com baixas emissões de NOₓ, os sistemas de recuperação de calor e a eletrificação das operações de fusão são áreas de investimento em destaque no setor da fundição de alumínio.
Teor de material reciclado: A utilização de sucata de alumínio pós-consumo e pós-industrial é uma prática comum na maioria das fundições. Manter a pureza da liga e, ao mesmo tempo, maximizar a utilização da sucata requer um cálculo cuidadoso da carga e um controlo rigoroso da qualidade da fusão.
Perguntas frequentes — Perguntas sobre o processo de fundição de alumínio
P1: Em termos simples, em que consiste o processo de fundição de alumínio?
O processo de fundição de alumínio envolve a fusão de ligas de alumínio num forno, o tratamento do metal líquido para remover o hidrogénio dissolvido e as inclusões não metálicas e, em seguida, o vazamento ou a injeção da massa fundida tratada num molde concebido para produzir o componente pretendido. Após a solidificação e o arrefecimento, a peça fundida é removida do molde e pode ser submetida a operações adicionais, tais como tratamento térmico, maquinagem ou acabamento de superfície, antes de ser entregue como peça acabada.
P2: Qual é o método de fundição mais comum para o alumínio?
A fundição sob alta pressão (HPDC) é o método de fundição de alumínio mais utilizado em termos de volume total de produção a nível mundial, impulsionado principalmente pela procura dos setores automóvel e eletrónico por componentes de parede fina e de grande volume. A fundição em areia é o método mais comum na mais ampla gama de tamanhos de fundições e é preferido para peças grandes, complexas ou de baixo volume. A fundição sob pressão baixa é o método dominante para jantes de liga de alumínio.
P3: Qual é a liga de alumínio mais utilizada nas fundições?
A A356 (AlSi7Mg0,3) é uma das ligas de fundição mais utilizadas a nível mundial, uma vez que combina uma excelente fundibilidade, boas propriedades mecânicas no estado T6 e compatibilidade com a maioria dos métodos de fundição. A A380 (AlSi8Cu3Fe) é a liga mais comum para fundição sob pressão devido à sua excelente fluidez e capacidade de preenchimento da matriz.
P4: Como é que o hidrogénio é removido do alumínio líquido antes da fundição?
O hidrogénio é removido através de uma desgaseificação rotativa, na qual um rotor giratório de grafite dispersa finas bolhas de árgon ou azoto por toda a massa fundida. O hidrogénio dissolvido difunde-se da massa fundida para estas bolhas e é levado à medida que as bolhas sobem e saem da superfície da massa fundida. O tratamento reduz normalmente o teor de hidrogénio de 0,3-0,5 mL/100 g de Al para menos de 0,10-0,15 mL/100 g de Al no espaço de 10 a 25 minutos, dependendo dos parâmetros do processo.
P5: Qual é a diferença entre uma peça fundida e uma peça forjada em alumínio?
As peças fundidas de alumínio são produzidas através do vertimento ou injeção de metal líquido num molde — o metal assume a forma da cavidade durante a solidificação. As peças forjadas de alumínio são produzidas através da deformação mecânica de alumínio sólido ou semissólido sob alta pressão, utilizando matrizes. As peças forjadas têm geralmente maior resistência e melhor resistência à fadiga do que as peças fundidas de geometria equivalente, porque o processo de deformação refina a estrutura granular e elimina a porosidade. As peças fundidas podem atingir geometrias mais complexas e paredes mais finas, e são normalmente mais económicas para formas complexas.
P6: O que causa a porosidade nas peças fundidas de alumínio e como é que se previne?
A porosidade na fundição de alumínio tem duas origens distintas. A porosidade por gás (poros lisos e esféricos) forma-se devido à precipitação do hidrogénio dissolvido durante a solidificação — o que pode ser evitado através de uma desgaseificação adequada antes da fundição. A porosidade por contração (vazios irregulares e interligados) forma-se quando o metal em solidificação não consegue absorver líquido suficiente para compensar a contração volumétrica — o que é evitado através de um projeto correto dos canais de alimentação e dos canais de entrada que assegure a solidificação direcional em direção aos pontos de alimentação. O RPT (Teste de Pressão Reduzida) e a inspeção por raios X são métodos padrão de controlo de qualidade para detetar e quantificar a porosidade.
P7: Qual é o papel dos filtros de espuma cerâmica no processo de fundição de alumínio?
Os filtros de espuma cerâmica são instalados no sistema de transferência de metal entre o forno e a cavidade do molde. À medida que o alumínio líquido flui através da estrutura de espuma de célula aberta do filtro, as inclusões sólidas (filmes de óxido, partículas refratárias, compostos intermetálicos) são capturadas por uma combinação de filtragem mecânica e adesão superficial. A filtração melhora significativamente a limpeza da massa fundida, reduzindo os defeitos relacionados com inclusões e melhorando as propriedades mecânicas — particularmente a resistência à fadiga e o alongamento — da peça fundida acabada.
P8: Quanto tempo demora o processo de fundição de alumínio, desde a fusão até à peça acabada?
O tempo total do ciclo depende inteiramente do método de fundição e da complexidade da peça. As fundições por injeção a alta pressão podem demorar entre 15 e 120 segundos por ciclo. As fundições por gravidade requerem entre 2 e 10 minutos por ciclo. As fundições em areia podem demorar entre 30 minutos e várias horas para que peças de grandes dimensões solidifiquem completamente. As peças fundidas por cera perdida têm o tempo de preparação mais longo (dias para construir o invólucro cerâmico), mas a etapa de fundição propriamente dita é rápida. O tratamento térmico acrescenta 8 a 20 horas para condições T6. O prazo total de produção, desde a encomenda até à peça usinada acabada, varia normalmente entre 2 dias (HPDC) e várias semanas (fundição por cera perdida com tratamento térmico e usinagem).
P9: A que temperatura o alumínio é fundido numa fundição?
O ponto de fusão do alumínio puro é de 660 °C. Na prática da fundição, as ligas de alumínio são normalmente processadas a temperaturas entre 700 e 780 °C — acima da temperatura de liquidus — para garantir a fusão completa e a fluidez adequada para o enchimento do molde. Temperaturas mais elevadas melhoram a fluidez, mas aumentam a oxidação, a absorção de hidrogénio e o consumo de energia. A temperatura de processamento ideal é específica para cada liga e é influenciada pelo método de fundição utilizado. A HPDC opera normalmente a 640-680 °C na manga de injeção (abaixo da temperatura do forno de fusão devido ao design de solidificação rápida), enquanto a fundição por cera perdida pode utilizar temperaturas até 780 °C para secções complexas de parede fina.
P10: Que normas de qualidade se aplicam aos produtos de fundição de alumínio?
As peças fundidas de alumínio estão sujeitas a várias normas de qualidade, dependendo do setor de aplicação. As normas mais referenciadas incluem a ASTM B85 (peças fundidas de liga de alumínio por injeção), a ASTM B108 (peças fundidas em molde permanente), as normas AMS para peças fundidas aeroespaciais, as normas NADCA para tolerâncias e inspeção de peças fundidas por injeção e normas específicas de fabricantes de automóveis, como a GM, a Ford e fabricantes europeus. A qualidade da fusão é frequentemente regida por especificações internas da fundição relativas ao teor de hidrogénio (verificado por RPT ou Telegas) e ao nível de inclusões (verificado por análise PoDFA ou Prefil para aplicações críticas). A radiografia e a tomografia computadorizada (TC) de acordo com a norma ASTM E505 ou EN 12681 são métodos de inspeção padrão para a porosidade em peças fundidas estruturais.
Conclusão: Escolher o processo certo para as suas necessidades de fundição de alumínio
O processo de fundição de alumínio não consiste num único método, mas sim num conjunto de técnicas relacionadas, cada uma com uma combinação distinta de vantagens, limitações, estruturas de custos e capacidades de qualidade. A escolha do processo ideal para qualquer componente específico resulta de uma avaliação sistemática dos seguintes aspetos:
- Volume de produção anual (as ferramentas de fundição sob pressão só se revelam rentáveis a partir de determinadas quantidades).
- Complexidade da geometria dos componentes e requisitos relativos à espessura das paredes.
- Requisitos relativos às propriedades mecânicas e ao tratamento térmico.
- Especificações relativas à tolerância dimensional e ao acabamento superficial.
- Condições de utilização (corrosão, pressão, cargas de fadiga).
- Restrições orçamentais relativas ao equipamento de produção e ao preço unitário.
Matriz resumida — seleção do método de fundição de alumínio:
| Critérios de seleção | Areia | Matriz por gravidade | LPDC | HPDC | Investimento | Espuma perdida |
|---|---|---|---|---|---|---|
| Complexidade geométrica | Elevado | Moderado | Moderado | Moderado | Muito elevado | Elevado |
| Espessura mínima da parede | 3 mm | 2,5 mm | 2,0 mm | 0,8 mm | 0,5 mm | 2,5 mm |
| Precisão dimensional | Baixa | Moderado | Bom | Muito bom | Excelente | Bom |
| Propriedades mecânicas | Moderado | Bom | Muito bom | Moderado | Bom | Bom |
| Tratável por calor | Sim | Sim | Sim | Limitada | Sim | Sim |
| Custo de ferramentas | Baixa | Moderado | Elevado | Muito elevado | Baixo-moderado | Baixa |
| Intervalo de volume ideal | 1-5,000 | 500-50,000 | 5,000-200,000 | 50,000+ | 10-10,000 | 100-50,000 |
Na AdTech, a nossa equipa de engenharia tem apoiado fundições de alumínio e operações de fundição em quatro continentes na otimização da qualidade da fusão, na seleção dos processos de fundição adequados e na definição dos produtos de filtração, desgaseificação e refratários mais adequados às suas necessidades de produção. Trazemos para cada conversa um conhecimento prático e operacional — e não apenas especificações de catálogo.
