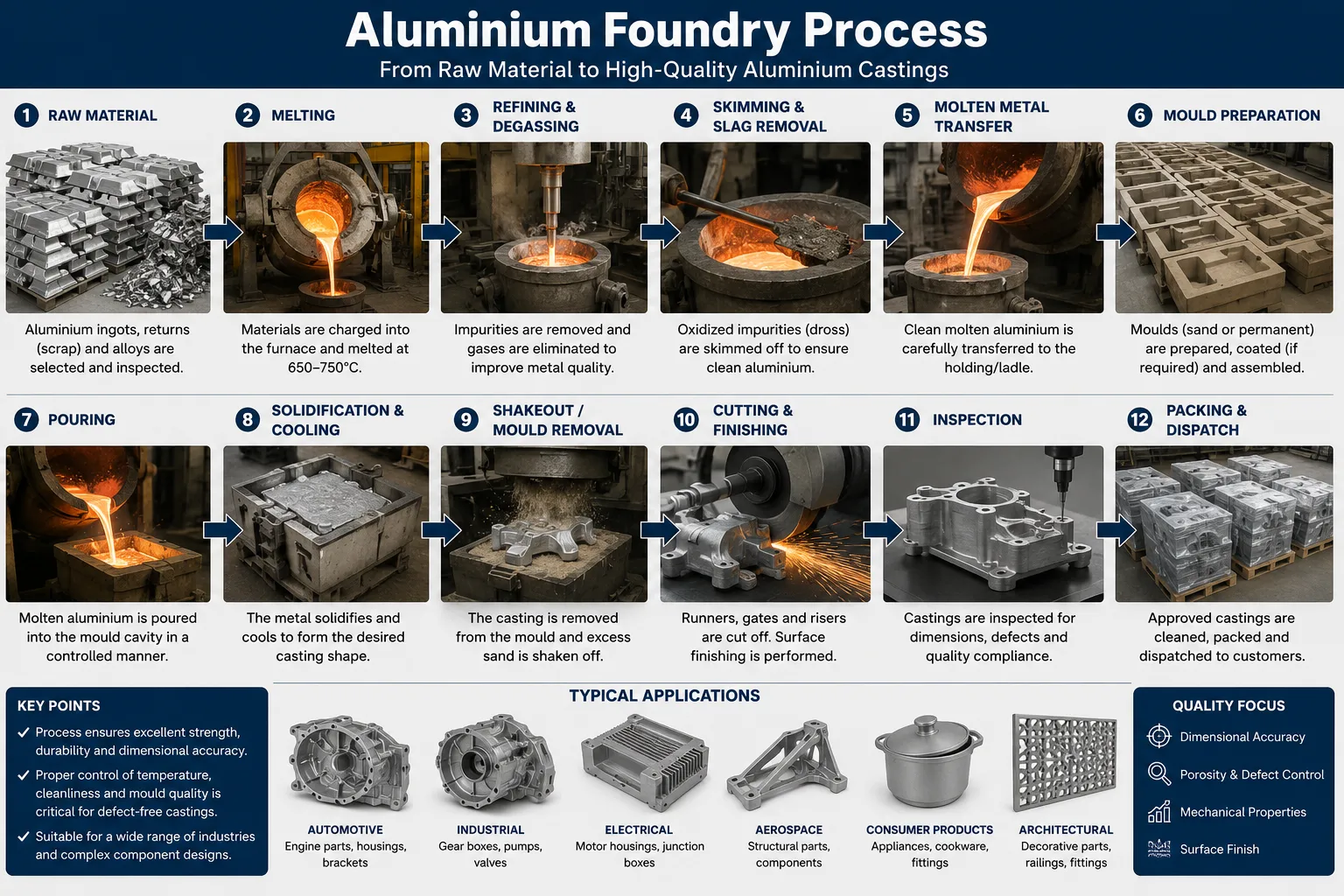
El proceso de fundición de aluminio transforma el aluminio en bruto y las aleaciones de aluminio en componentes con formas precisas mediante la fusión controlada, el tratamiento de la masa fundida y la colada; y, cuando se lleva a cabo correctamente, produce piezas que combinan una baja densidad, una elevada relación resistencia-peso, resistencia a la corrosión y precisión dimensional que pocos otros métodos de fabricación pueden igualar. Tras trabajar directamente con fundiciones de las cadenas de suministro de los sectores de la automoción, aeroespacial, de la construcción y de la electrónica de consumo, podemos afirmar con seguridad que la diferencia entre una operación de fundición de aluminio rentable y una que atraviesa dificultades casi siempre se reduce a la disciplina del proceso en cuatro etapas: preparación de la aleación, control de calidad de la fundición, selección del método de fundición y tratamiento posterior a la fundición.
Si su proyecto requiere el uso de un sistema de desgasificación y filtración para la fundición de aluminio, puede Contacto para obtener un presupuesto gratuito.
Sistemas de aleaciones de aluminio utilizados en operaciones de fundición
¿Qué aleaciones de aluminio son las más utilizadas en fundición?
No todas las aleaciones de aluminio son aptas para su uso en fundición. El comportamiento de fundición de una aleación depende de su fluidez, rango de solidificación, tendencia a la fractura en caliente, características de contracción y respuesta al tratamiento de la masa fundida. Las familias de aleaciones que se procesan con mayor frecuencia en las fundiciones se dividen en dos grandes categorías: las aleaciones forjadas, procesadas mediante fundición continua o en molde refrigerado, y las aleaciones de fundición, vertidas en moldes con forma.
Aleaciones para fundición están formuladas específicamente para ofrecer una buena fluidez, una baja contracción y resistencia al agrietamiento en caliente. El silicio es el elemento de aleación dominante en la mayoría de las aleaciones de fundición comerciales, ya que mejora drásticamente la fluidez a niveles bajos de silicio (alrededor de 5-71 TP3T) y proporciona características de fluidez casi eutécticas a niveles más altos (10-131 TP3T). Las aleaciones de fundición más utilizadas a nivel mundial incluyen:
| Designación de la aleación | Elementos de aleación clave | Contenido típico de silicio (%) | Aplicaciones primarias |
|---|---|---|---|
| A356 / AlSi7Mg0,3 | Si, Mg | 6.5 – 7.5 | Llantas de automóvil, soportes estructurales |
| A380 / AlSi₈Cu₃Fe | Si, Cu, Fe | 7.5 – 9.5 | Carcasas y tapas de fundición a presión |
| A413 / AlSi12 | Sí | 11.0 – 13.0 | Accesorios navales, paredes finas y complejas |
| A319 / AlSi₆Cu₃,₅ | Si, Cu | 5.5 – 6.5 | Bloques de motor, culatas |
| A390 / AlSi17Cu4Mg | Si, Cu, Mg | 16.0 – 18.0 | Compresores para automóviles, superficies de desgaste |
| 535 / AlMg6,2 | Mg | < 0.15 | Accesorios náuticos, piezas sensibles a la corrosión |
| A201 / AlCu4,5TiAg | Cu, Ti, Ag | < 0.10 | Piezas fundidas de alta resistencia para el sector aeroespacial |
Aleaciones forjadas Las aleaciones procesadas mediante colada continua en fundición incluyen las series 1xxx, 3xxx, 5xxx, 6xxx y 7xxx, que se funden en lingotes, planchas o alambrón para su posterior laminación, extrusión o forja. Estas aleaciones tienen tolerancias de composición más ajustadas y requisitos de contenido de hidrógeno más estrictos que las aleaciones de fundición moldeada.
Comprensión de las designaciones de estado de las aleaciones de aluminio
El estado de la aleación influye considerablemente en sus propiedades mecánicas y suele indicarse en los planos técnicos junto con la designación de la aleación. En el caso de las aleaciones de fundición, los estados más habituales son:
| Código de temperamento | Descripción | Aplicación típica |
|---|---|---|
| F | Tal y como se ha fundido, sin tratamiento térmico | Componentes no estructurales |
| T4 | Tratado térmicamente en solución, envejecido de forma natural | Resistencia moderada, buena ductilidad |
| T5 | Envejecido artificialmente (desde la fundición) | Mayor dureza sin tratamiento de solubilización completo |
| T6 | Tratado térmicamente en solución + envejecido artificialmente | Máxima resistencia: sector aeroespacial, estructuras de automoción |
| T7 | Tratado con solución + envejecido (estabilizado) | Estabilidad dimensional bajo ciclos térmicos |
Podría decirse que la A356-T6 es la combinación de aleación y temple más utilizada en aplicaciones estructurales del sector de la automoción, ya que ofrece resistencias a la tracción de entre 280 y 310 MPa con alargamientos de entre 8 y 121 %.
Tipos de hornos de fusión y sus características operativas
¿Qué tipos de hornos se utilizan en las fundiciones de aluminio?
La elección del horno tiene un impacto directo y cuantificable en la calidad de la fundición, el consumo energético, la recuperación de metal y el rendimiento de la producción. Hemos colaborado con instalaciones que utilizan todas las principales configuraciones de hornos, y la elección entre ellas implica una serie de compensaciones que rara vez se reflejan en unas simples especificaciones.
Hornos de reverberación
El horno reverberante es el elemento fundamental en la fundición de aluminio a gran escala. Los gases de combustión procedentes de los quemadores instalados sobre la carga calientan el metal fundido de forma indirecta a través de la radiación que emiten el techo y las paredes del horno, de ahí su nombre. Su capacidad oscila entre las 10 y las más de 100 toneladas de aluminio líquido.
Características principales:
- Gran capacidad de producción, ideal para el suministro continuo a las operaciones de fundición posteriores.
- Pérdida de metal relativamente elevada (2-51 TP3T) debido a la gran superficie expuesta a una atmósfera oxidante.
- Menor eficiencia energética por tonelada en comparación con los hornos de cuba o de chimenea cuando se cargan por debajo de su capacidad.
- Ideal para el procesamiento de chatarra limpia y preclasificada, así como de lingotes primarios.
Hornos de crisol
Los hornos de crisol de resistencia eléctrica o de gas calientan el aluminio de forma indirecta a través de un crisol (de grafito-arcilla, carburo de silicio o acero). Sus capacidades son más reducidas —por lo general, de 50 kg a 2 000 kg—, lo que los hace ideales para talleres de subcontratación, el desarrollo de aleaciones y pequeñas operaciones de fundición.
Los hornos de crisol ofrecen un excelente control de la temperatura y un riesgo mínimo de contaminación, ya que la masa fundida solo entra en contacto con el material del crisol. La contrapartida es un mayor coste energético por tonelada y un rendimiento limitado.
Hornos de cuba (de pila)
Los hornos de cuba utilizan los gases de combustión calientes de una cámara principal para precalentar los materiales de carga sólidos a medida que descienden por una cuba vertical antes de entrar en la zona principal de fusión. Esta recuperación de calor reduce el consumo de energía entre un 20 % y un 40 % en comparación con un horno reverberante convencional. Son especialmente eficientes en el procesamiento de chatarra limpia y pesada (chapas limpias, chatarra de extrusión, virutas de mecanizado tras centrifugado).
Hornos de inducción
Los hornos de inducción de canal y los hornos de inducción sin núcleo utilizan la inducción electromagnética para calentar el metal directamente. Entre sus principales ventajas se incluyen:
- Control de temperatura muy preciso (se puede alcanzar una precisión de ±5 °C).
- La agitación electromagnética favorece la homogeneidad de la temperatura y la composición.
- Menor pérdida de metal que en los hornos de combustión, debido a la ausencia de llama oxidante.
- La ausencia de productos de combustión se traduce en una atmósfera más limpia sobre la masa fundida.
La principal limitación es el mayor coste de capital y la sensibilidad a la composición de la carga: unos niveles elevados de óxidos en la carga pueden provocar problemas de funcionamiento en los hornos de canal.
Resumen comparativo de calderas:
| Tipo de horno | Rango de capacidad | Eficiencia energética | Pérdida de metal | Mejor aplicación |
|---|---|---|---|---|
| Reverberatorio | 10 – más de 100 toneladas | Moderado | 2 – 5% | Producción continua a gran escala |
| Crisol (gas) | 50 kg – 2 toneladas | Bajo a moderado | 1 – 2% | Lotes pequeños, flexibilidad en las aleaciones |
| Horno de cuba | 5 – 50 toneladas | Alta | 1 – 3% | Procesamiento de chatarra limpia |
| Inducción sin núcleo | 1 – 20 toneladas | Alta | 0.5 – 1.5% | Aleaciones de precisión, bajo nivel de contaminación |
| Inducción de canales | 5 – 60 toneladas | Muy alta | 0.5 – 1% | Mantenimiento y homogeneización de la temperatura |
| Horno rotativo | 5 – 30 toneladas | Moderado | 3 – 8% | Reciclaje de chatarra contaminada y escorias |
Control de calidad de la fundición: desgasificación, fundición con fundente y filtración
¿Por qué es fundamental el tratamiento de la masa fundida antes de la fundición?
El aluminio líquido es reactivo. Absorbe hidrógeno de la humedad atmosférica, forma capas de óxido en su superficie y acumula inclusiones no metálicas procedentes de la erosión de los refractarios, la contaminación de la carga y los productos de oxidación. Si estas impurezas no se eliminan antes de la fundición, quedan atrapadas de forma permanente en la pieza solidificada, lo que provoca:
- Porosidad (emisión de hidrógeno gaseoso durante la solidificación)
- Inclusiones de óxido (reducción de la resistencia a la tracción y a la fatiga)
- Inclusiones de partículas duras (daños causados por las máquinas de mecanizado, defectos superficiales)
- Porosidad por contracción (alimentación insuficiente debido a que las películas de óxido bloquean el flujo)
Los tres pilares del control de calidad de la masa fundida son desgasificación, fundente, y filtración — y en una fundición bien gestionada, los tres se aplican en el orden correcto.
Desgasificación rotativa: el método de referencia para la eliminación de hidrógeno
La desgasificación rotativa utiliza un rotor de grafito giratorio sumergido en la masa fundida para fragmentar un flujo de argón (o nitrógeno) en finas burbujas. Estas burbujas proporcionan la superficie de contacto necesaria para que el hidrógeno disuelto pase de la masa fundida a la fase gaseosa, de donde se elimina a medida que la burbuja asciende y sale de la superficie de la masa fundida.
Parámetros operativos críticos:
- Velocidad de la punta del rotor: 3,5 – 6,5 m/s (rango óptimo de generación de burbujas).
- Caudal de argón: 0,5 – 2,0 l/min por tonelada de masa fundida.
- Temperatura de tratamiento: 720 – 760 °C.
- Duración del tratamiento: Según la medición inicial de hidrógeno, suele tardar entre 10 y 25 minutos.
El contenido de hidrógeno deseado varía según la aplicación, desde menos de 0,10 ml/100 g de Al en el sector aeroespacial hasta menos de 0,20 ml/100 g de Al en las piezas de fundición de uso general.
Operaciones de fundición en fundiciones de aluminio
El fundente cumple varias funciones distintas en función del tipo de fundente seleccionado:
Flujos de cobertura protegen la superficie del baño de fusión contra la oxidación creando una barrera de sal fundida entre el aluminio y la atmósfera del horno. Se aplican en forma de capa fina sobre la superficie del baño de fusión y resultan especialmente importantes en aleaciones con alto contenido en magnesio, en las que las tasas de oxidación son elevadas.
Flujos de limpieza reaccionan con las inclusiones de óxido y las absorben, agrupándolas en una capa de escoria que se puede eliminar. Por lo general, contienen sales de cloruro y fluoruro que humedecen las superficies de óxido de aluminio y las incorporan a la fase del fundente.
Flujos de desgasificación (en forma de pastillas o polvo) liberan gases reactivos al sumergirse, generando burbujas que transportan el hidrógeno desde la masa fundida. Aunque son menos eficientes que la desgasificación rotativa, se utilizan en operaciones de menor envergadura o como complemento.
Fundentes para el refinado de grano se introduce titanio y boro —normalmente en forma de aleación madre Al-5Ti-1B— para proporcionar sitios de nucleación heterogéneos durante la solidificación, lo que da lugar a una estructura de grano fino y equiaxial con propiedades mecánicas mejoradas.
Filtración con espuma cerámica: eliminación de inclusiones antes de la fundición
Tras la desgasificación y la fundición con fundente, la masa fundida tratada sigue conteniendo inclusiones residuales que son demasiado pequeñas para detectarlas a simple vista, pero lo suficientemente grandes como para provocar desechos en las piezas fundidas acabadas. Los filtros de espuma cerámica (CFF) instalados en el canal de colada o en la caja de filtración eliminan estas inclusiones mediante una combinación de interceptación mecánica y adhesión superficial a medida que la masa fundida fluye a través de la tortuosa red de poros del filtro.
Selección del grado de filtro según la aplicación:
| Grado de porosidad del filtro (PPI) | Eficacia de filtración | Aplicación típica |
|---|---|---|
| 10 PPI | Bajo — solo inclusiones grandes | Piezas fundidas en arena de uso general, piezas no críticas |
| 20 PPI | Moderado | Piezas de fundición estándar para la industria automovilística |
| 30 PPI | Bien | Piezas de fundición de pared delgada para la industria automovilística |
| 40 PPI | Alta | Sector aeroespacial, piezas estructurales críticas |
| 50 – 60 PPI | Muy alta | Piezas de fundición de precisión de alta pureza y sección delgada |
AdTech fabrica filtros de espuma cerámica de alúmina, carburo de silicio y circonio para cubrir todo el rango de temperaturas y aplicaciones de las operaciones de fundición de aluminio.
Fundición en arena: principios del proceso, ventajas y limitaciones
¿Cómo funciona la fundición en arena para los componentes de aluminio?
La fundición en arena es el método de fundición de aluminio más antiguo y versátil. Se utiliza un modelo que reproduce la geometría de la pieza final para formar una cavidad en un molde de arena, que luego se rellena con aluminio líquido. Tras la solidificación y el enfriamiento, se rompe el molde para extraer la pieza fundida.
Los dos principales sistemas de arena que se utilizan en las fundiciones de aluminio son:
Arena verde (arena de sílice aglomerada con arcilla bentonita y agua) es la opción más económica para la producción a gran escala. La mezcla de arena es reutilizable y ofrece una buena permeabilidad que permite la salida de los gases generados durante la fundición. La arena verde es adecuada para piezas de complejidad moderada y con tolerancias dimensionales de ±1,5 a ±3 mm.
Arena sin cocer (unida químicamente) utiliza aglutinantes sintéticos (furano, uretano fenólico o silicato de sodio) que se endurecen a temperatura ambiente sin necesidad de calentamiento. Los moldes sin cocción son más resistentes que los de arena verde, permiten geometrías más complejas con tolerancias más ajustadas (±0,8 a ±1,5 mm) y son más adecuados para piezas de bajo volumen o complejas.
Parámetros del proceso de fundición en arena:
| Parámetro | Arena verde | Arena sin hornear |
|---|---|---|
| Tolerancia dimensional | ±1,5 – 3,0 mm | ±0,8 – 1,5 mm |
| Acabado superficial (Ra) | 6,3 – 12,5 μm | 3,2 – 6,3 μm |
| Espesor mínimo de la pared | 3–5 mm | 2,5 – 4 mm |
| Coste de los utillajes | Bajo | Bajo a moderado |
| Volumen de producción adecuado | 1 – Más de 10 000 piezas | 1 – 5 000 unidades |
| Complejidad del núcleo | Moderado | Alta |
Áreas en las que destaca la fundición en arena:
- Componentes grandes y complejos en los que los costes de las matrices no resultan rentables.
- Volúmenes de producción bajos o medios.
- Piezas que requieren cavidades internas (los núcleos se pueden incorporar fácilmente).
- Fabricación de prototipos y tiradas cortas.
Las limitaciones del moldeo en arena:
- La producción a gran escala (con tiempos de ciclo de entre 15 y más de 60 minutos por molde) no puede competir con la fundición a presión.
- Secciones de pared delgada de menos de 2,5 mm.
- Requisitos de alta precisión dimensional.
- Aplicaciones en las que se requiere un acabado superficial de alta calidad sin necesidad de operaciones secundarias.
Fundición a presión: comparación entre los métodos de alta y baja presión
¿Cuál es la diferencia entre la fundición a presión de alta presión y la de baja presión?
La fundición a presión abarca dos métodos fundamentalmente distintos para llenar un molde de acero permanente (matriz) con aluminio líquido, y la elección entre ambos tiene importantes repercusiones en la calidad de las piezas, la inversión en utillaje y el ritmo de producción.
Fundición a presión de alta presión (HPDC)
En la fundición a presión de alta presión se inyecta aluminio fundido en un molde de acero a presiones que oscilan entre 40 y 120 MPa (400 a 1200 bar), con velocidades de inyección de 30 a 80 m/s. Todo el ciclo de llenado —desde la inyección hasta la solidificación inicial— se produce en fracciones de segundo. Esta velocidad es la que permite a la HPDC conseguir paredes delgadas, detalles superficiales precisos y tolerancias ajustadas, lo que la convierte en el método de fundición predominante para componentes de automoción y electrónica de consumo de gran volumen.
Características clave del proceso HPDC:
| Parámetro | Alcance típico |
|---|---|
| Presión de inyección | 40 – 120 MPa |
| Velocidad de inyección del metal | 30 – 80 m/s |
| Tiempo de ciclo | 15 – 120 segundos |
| Espesor mínimo de la pared | 0,8 – 1,5 mm |
| Tolerancia dimensional | ±0,1 – 0,3 mm |
| Acabado superficial (Ra) | 0,8 – 3,2 μm |
| Coste de los utillajes | Muy alto ($50 000 – $500 000+) |
| Umbral de volumen de producción | Entre 10 000 y más de 1 000 000 de piezas |
La principal limitación del HPDC es porosidad debida a la retención de gas. La elevada velocidad de inyección provoca un llenado turbulento que atrapa aire y gases de combustión procedentes del lubricante del molde en el interior de la cavidad. Estos poros de gas se distribuyen por toda la sección transversal de la pieza fundida e impiden el tratamiento térmico (los poros de gas se expanden y forman ampollas durante el tratamiento de solubilización). El HPDC asistido por vacío reduce este problema al evacuar la cavidad del molde antes de la inyección, lo que hace viable el tratamiento térmico T6 de las piezas HPDC.
Fundición a presión a baja presión (LPDC)
En la fundición a presión a baja presión se utiliza un horno presurizado situado debajo del molde (normalmente con una presión de aire o gas inerte de entre 0,05 y 0,15 MPa) para impulsar el metal líquido hacia arriba a través de un tubo de alimentación hasta la cavidad del molde. El llenado lento, controlado y de abajo hacia arriba produce un patrón de flujo laminar que elimina en gran medida el atrapamiento de aire.
Ventajas principales del LPDC:
- Calidad metalúrgica superior en comparación con el HPDC (menor porosidad, apto para el tratamiento térmico).
- Buena consistencia dimensional.
- Alto rendimiento de metal (80-90 % en TP3T), ya que el metal del tubo ascendente vuelve al horno entre cada colada.
- Apto para aleaciones que requieren un tratamiento T6 (llantas de automóvil, soportes estructurales).
Principales limitaciones:
- Tiempos de ciclo más largos (60-180 segundos) en comparación con el HPDC.
- Limitado a geometrías de complejidad moderada.
- Mayores requisitos de mantenimiento de los hornos.
Comparación entre HPDC y LPDC:
| Criterio | Fundición a presión | Fundición a presión a baja presión |
|---|---|---|
| Presión de llenado | 40 – 120 MPa | 0,05 – 0,15 MPa |
| Patrón de relleno | Turbulento | Laminar |
| Nivel de porosidad | Moderado a alto | Bajo |
| Tratable térmicamente | No (estándar) / Sí (vacío) | Sí |
| Tiempo de ciclo | 15 – 120 segundos | 60 – 180 segundos |
| Espesor mínimo de la pared | 0,8 mm | 2,0 mm |
| Coste de los utillajes | Muy alta | Alta |
| Las mejores aplicaciones | Piezas de pared delgada fabricadas en grandes series | Componentes estructurales que requieren un tratamiento T6 |
Fundición en molde permanente y fundición por gravedad
¿Qué es la fundición por gravedad y cuándo es la opción más adecuada?
En la fundición por gravedad (también denominada «fundición en molde permanente» en la terminología norteamericana), el aluminio líquido se vierte en un molde metálico por la sola acción de la gravedad, sin presión externa. El molde, fabricado en acero o hierro fundido, se reutiliza durante cientos o miles de ciclos, lo que lo hace más económico que la fundición en arena para volúmenes de producción medios, al tiempo que evita la elevada inversión en utillaje que requiere la fundición a presión.
El control de la temperatura del molde y una extracción del calor más rápida, en comparación con la fundición en arena, dan lugar a una estructura de grano más fino y a mejores propiedades mecánicas que las piezas fundidas en arena de geometría equivalente.
Propiedades típicas de la fundición por gravedad (A356-T6):
| Propiedad | Fundición en arena A356-T6 | Fundición por gravedad de A356-T6 | LPDC A356-T6 |
|---|---|---|---|
| Resistencia a la tracción (MPa) | 228 | 262 | 283 |
| Límite elástico (MPa) | 165 | 186 | 207 |
| Elongación (%) | 5 | 6 | 9 |
| Dureza (HB) | 70 | 80 | 85 |
La fundición por gravedad es especialmente adecuada para:
- Volúmenes de producción medios (de 500 a 50 000 piezas)
- Piezas que requieren mejores propiedades mecánicas que las obtenidas mediante fundición en arena.
- Componentes en los que se requiere estanqueidad a la presión (carcasas hidráulicas, cuerpos de válvulas)
- Geometrías de complejidad moderada.
Fundición por colada de precisión y fundición por espuma perdida para geometrías complejas
¿Cómo se consiguen piezas de aluminio con una forma casi definitiva mediante la fundición de precisión?
La fundición por colada (también conocida como proceso de cera perdida) permite fabricar componentes de aluminio con una precisión dimensional y un acabado superficial excepcionales, mediante el vertido de metal en moldes cerámicos formados alrededor de modelos de cera desechables. Este proceso permite crear geometrías internas, socavados y detalles superficiales finos que resultan imposibles de conseguir, o extremadamente costosos, con cualquier otro método.
Pasos del proceso de fundición por colada de precisión:
- Inyecta cera en un molde metálico para formar el modelo.
- Montar varios patrones en un árbol de colada de cera.
- Sumergir el conjunto repetidamente en la pasta cerámica, formando una capa cerámica (entre 8 y 12 capas por inmersión).
- Derrite la cera en un autoclave (descerado al vapor).
- Cocer la pieza de cerámica a una temperatura de entre 900 y 1100 °C para que adquiera resistencia.
- Vierte el aluminio líquido en el molde precalentado.
- Desmolda la pieza de cerámica una vez solidificada.
- Separa las piezas fundidas del árbol de colada.
Tolerancias y acabado superficial en la fundición a la cera perdida de aluminio:
| Rango de dimensiones | Tolerancia alcanzable | Acabado superficial (Ra) |
|---|---|---|
| Hasta 25 mm | ±0,13 mm | 1,6 – 3,2 μm |
| 25 – 150 mm | ±0,25 mm | 1,6 – 3,2 μm |
| 150 – 300 mm | ±0,50 mm | 3,2 – 6,3 μm |
Fundición por espuma perdida
La fundición por espuma perdida sustituye el modelo de cera por un modelo de espuma de poliestireno expandido (EPS) que permanece en el molde durante la fundición. Cuando el aluminio líquido entra en contacto con la espuma, esta se vaporiza y es sustituida por metal. El proceso combina muchas de las ventajas de la fundición a la cera perdida (capacidad para geometras complejas) con la simplicidad de la fundición en arena (sin necesidad de construir la carcasa ni de descerar).
El proceso de espuma perdida se utiliza ampliamente para fabricar componentes complejos de motores, como culatas y colectores de admisión, en los que los conductos internos requerirían, de otro modo, múltiples núcleos de arena.
Colada continua y colada por enfriamiento directo para la producción de lingotes y planchas
¿En qué consiste el proceso de fundición por enfriamiento directo del aluminio?
La fundición por enfriamiento directo (DC) es el método principal para la producción de lingotes de aluminio (de sección transversal redonda para extrusión) y planchas de laminación (de sección transversal rectangular para laminadoras). El proceso consiste en verter aluminio líquido en un molde refrigerado por agua que está abierto por la parte inferior. A medida que el metal se solidifica en el molde, un pistón hidráulico baja continuamente la sección solidificada mientras se suministra metal líquido nuevo desde arriba.
La refrigeración directa y simultánea con agua de la capa solidificada situada debajo del molde permite una rápida disipación del calor y una microestructura fina. La fundición por corriente continua permite producir lingotes de entre 100 mm y más de 1 200 mm de diámetro, así como planchas de hasta 2 000 mm de ancho.
Parámetros críticos del moldeado por fundición en arena:
| Parámetro | Alcance típico | Efecto de la desviación |
|---|---|---|
| Velocidad de lanzamiento | 40 – 150 mm/min | Demasiado rápido: agrietamiento en frío; demasiado lento: agrietamiento en caliente |
| Caudal de agua de refrigeración | 100 – 300 l/min/m | Insuficiente: grietas superficiales; excesivo: choque térmico |
| Temperatura del metal (recipiente de distribución) | 680 – 720 °C | Demasiado caliente: fugas; demasiado frío: obstrucciones por frío |
| Contenido en hidrógeno | < 0,12 ml/100 g de Al | Exceso: porosidad, reducción de la resistencia a la fatiga |
Los requisitos de calidad del metal fundido para la colada en continuo son más estrictos que en la mayoría de los procesos de colada en moldes, ya que las palanquillas y las planchas producidas se someten posteriormente a procesos de deformación (extrusión, laminación, forja), en los que la porosidad por hidrógeno y las inclusiones pueden provocar grietas, defectos superficiales y el rechazo del producto.
Prevención de defectos en la fundición: causas fundamentales y métodos de control
¿Cuáles son los defectos más comunes en la fundición de aluminio?
Comprender los mecanismos de formación de defectos es más útil que memorizar una lista de defectos. Cuando se sabe por qué se forma un defecto, las medidas correctivas se convierten en algo lógico, en lugar de basarse en el método de prueba y error.
Porosidad del gas Se debe a la precipitación del hidrógeno disuelto durante la solidificación o a la entrada de aire durante el llenado del molde. Prevención: desgasificación adecuada (con un nivel de H₂ inferior al especificado), velocidad de llenado controlada y moldes ventilados.
Porosidad de contracción Se produce cuando la pieza en solidificación no puede absorber suficiente metal líquido para compensar la contracción volumétrica del aluminio durante la solidificación. Prevención: diseño adecuado de los canales de colada y los conductos de alimentación, secuencia de solidificación correcta (solidificación dirigida desde el punto más alejado hacia el conducto de alimentación).
Cierres en frío y fallos Se producen cuando dos corrientes de metal se unen sin que la temperatura sea suficiente para que se fundan correctamente, o cuando el metal se solidifica antes de llenar el molde por completo. Prevención: aumentar la temperatura de fusión, aumentar el caudal de vertido, precalentar el molde.
Rotura en caliente (agrietamiento en caliente) Se produce en estado semisólido cuando las tensiones de contracción térmica superan la resistencia del metal parcialmente solidificado. Prevención: utilizar aleaciones con intervalos de solidificación más reducidos, reducir la restricción del molde y ajustar la velocidad de enfriamiento.
Inclusiones de óxido son películas de óxido arrastradas desde la superficie de la masa fundida o por el llenado turbulento. Prevención: fundición y desgasificación adecuadas, reducción de la turbulencia durante la transferencia y el vertido, sistemas de llenado con entrada inferior o lateral, filtración mediante espuma cerámica.
Frecuencia de defectos según el método de fundición:
| Tipo de defecto | Fundición en arena | HPDC | LPDC | Matriz de gravedad | Inversión |
|---|---|---|---|---|---|
| Porosidad del gas | Moderado | Alta | Bajo | Bajo | Muy bajo |
| Porosidad de contracción | Moderado | Moderado | Bajo | Moderado | Bajo |
| Inclusiones de óxido | Moderado | Moderado | Bajo | Bajo | Muy bajo |
| Cierre en frío | Bajo | Bajo | Bajo | Moderado | Muy bajo |
| Desgarro en caliente | Bajo | Bajo | Muy bajo | Bajo | Muy bajo |
| Desviación dimensional | Alta | Muy bajo | Bajo | Moderado | Muy bajo |
Operaciones posteriores a la fundición: tratamiento térmico, mecanizado y acabado de superficies
¿Qué tratamientos posteriores a la fundición se requieren para las piezas de aluminio fundido?
La mayoría de las piezas de fundición de aluminio estructural requieren al menos una operación posterior a la fundición antes de cumplir con las especificaciones finales. El tratamiento térmico, en particular, suele ser el paso que transforma una pieza de fundición mediocre en un componente de alto rendimiento.
Secuencia de tratamiento térmico T6:
- Tratamiento térmico en solución: Calentar a una temperatura de entre 520 y 540 °C (dependiendo de la aleación) durante un periodo de entre 4 y 12 horas para disolver los elementos de aleación en la solución sólida.
- Templado: Traslado rápido al agua a una temperatura de entre 60 y 80 °C en los 15 segundos siguientes a la salida del horno (lo que evita la precipitación durante el enfriamiento).
- Envejecimiento artificial: Calentar a 155-170 °C durante 4-16 horas para precipitar fases de refuerzo finas (Mg₂Si para A356).
Efecto del tratamiento T6 sobre las propiedades mecánicas del A356:
| Condición | Resistencia a la tracción (MPa) | Límite elástico (MPa) | Elongación (%) |
|---|---|---|---|
| Tal y como se ha fundido (F) | 165 | 115 | 4 |
| T5 (solo para mayores de edad) | 207 | 165 | 3 |
| T6 (solución + edad) | 283 | 207 | 9 |
Opciones de acabado superficial para piezas de fundición de aluminio:
| Proceso | Mejora de la superficie | Aplicación típica |
|---|---|---|
| Granallado | Elimina las incrustaciones y reduce la fatiga | Componentes estructurales |
| Mecanizado | Precisión dimensional, superficies de contacto lisas | Superficies de acoplamiento, elementos roscados |
| Anodizado | Resistencia a la corrosión y al desgaste | Superficies a la vista, elementos decorativos |
| Recubrimiento en polvo | Color, protección contra la corrosión | Arquitectura, productos de consumo |
| Galvanoplastia | Propiedades superficiales mejoradas | Elementos decorativos funcionales |
| Impregnación | Sella la porosidad para garantizar la estanqueidad | Cajas hidráulicas, piezas de compresores |
Aplicaciones de la fundición de aluminio por sectores industriales
¿En qué sectores se utilizan las piezas de fundición de aluminio?
La amplia gama de aplicaciones de la fundición de aluminio es uno de los argumentos más sólidos a favor de la versatilidad de este material. La combinación de ligereza, resistencia, resistencia a la corrosión y facilidad de fundición ha convertido al aluminio en el material preferido en múltiples sectores exigentes.
Sector de la automoción es el mayor consumidor individual de piezas de fundición de aluminio a nivel mundial, impulsado por los requisitos de reducción de peso destinados a mejorar la eficiencia energética y ampliar la autonomía de los vehículos eléctricos. Principales aplicaciones en el sector de la automoción:
- Bloques de motor y culatas (A319, A380)
- Cajas de transmisión (A380)
- Ruedas (A356-T6, LPDC)
- Componentes de la suspensión y articulaciones (A356-T6)
- Bandejas y carcasas para baterías de vehículos eléctricos (HPDC, fundición a presión estructural)
Sector aeroespacial utiliza piezas de fundición a la cera perdida de aluminio y piezas de fundición de precisión en arena para bastidores estructurales, soportes, carcasas y componentes de fuselajes. El material debe cumplir estrictas especificaciones en cuanto a porosidad e inclusiones, lo que suele requerir un contenido de hidrógeno en la masa fundida inferior a 0,10 ml/100 g de aluminio, así como una inspección mediante rayos X o tomografía computarizada de las piezas fundidas acabadas.
Construcción y arquitectura utiliza piezas fundidas en molde permanente y en arena para herrajes de ventanas y muros cortina, barandillas y elementos arquitectónicos decorativos en los que se exige tanto resistencia a la corrosión como calidad estética.
Electrónica y telecomunicaciones ha experimentado un rápido crecimiento como mercado para componentes HPDC de pared delgada —disipadores térmicos, carcasas de antenas 5G, componentes de chasis de servidores— en los que la precisión dimensional, la conductividad térmica y el acabado superficial son fundamentales.
Marítimo y offshore En estas aplicaciones se suelen utilizar aleaciones resistentes a la corrosión (serie 5xxx, A356) para los cuerpos de las bombas, los impulsores y los soportes estructurales expuestos al agua salada.
| Sector industrial | Métodos de fundición más habituales | Aleaciones clave | Parámetros críticos de calidad |
|---|---|---|---|
| Sistema de propulsión de vehículos | HPDC, arena, LPDC | A319, A380, A356 | Estanqueidad a la presión, precisión dimensional |
| Estructuras de automoción | LPDC, molde por gravedad | A356-T6 | Resistencia mecánica, alargamiento |
| Aeroespacial | Inversión, arena | A356, A201, 357 | Porosidad < 0,10 ml/100 g, libre de impurezas detectables por rayos X |
| Electrónica | HPDC | A380, ADC12 | Pared delgada, acabado superficial, disipación del calor |
| Marina | Molde de arena por gravedad | A356, 535 | Resistencia a la corrosión, estanqueidad |
| Construcción | Arena, molde permanente | 6xxx, A356 | Acabado superficial, calidad del anodizado |
Selección de equipos y consumibles para fundiciones de aluminio
¿Qué equipamiento necesita una fundición de aluminio?
La combinación de maquinaria y consumibles de una fundición de aluminio depende en gran medida del método de fundición, el volumen de producción y la gama de aleaciones. Sin embargo, los requisitos en cuanto a equipos de tratamiento del metal fundido son comunes a prácticamente todas las operaciones de fundición de aluminio.
Equipos para el tratamiento de fundidos de núcleo:
Unidades rotativas de desgasificación están disponibles en configuraciones portátiles (tratamiento por cubeta) y en línea (continuo). Criterios clave de selección:
- Capacidad de volumen de fundido (kg o toneladas por ciclo de tratamiento)
- Material del rotor (grafito isostático para una mayor durabilidad)
- Rango de revoluciones por minuto y precisión de control
- Capacidad de medición del caudal de gas
Cajas de filtro de espuma cerámica mantener el filtro en su posición durante la transferencia del metal y mantener la temperatura de precalentamiento adecuada del filtro. El diseño de la caja del filtro influye tanto en la eficacia de la filtración como en el rendimiento del metal.
Sistemas de lavado transportar el metal líquido desde el horno hasta la máquina de fundición con una turbulencia y una pérdida de temperatura mínimas. Las secciones calentadas del canal de fundición mantienen la temperatura del metal, mientras que las cajas de filtrado están integradas en la línea de producción.
Estaciones de refinado y modificación de cereales añadir aleaciones maestras (Al-Ti-B para el refinamiento del grano, Al-Sr o Al-Na para la modificación del silicio) a velocidades y en posiciones controladas en el flujo de fundido.
Instrumentos de medición de hidrógeno — sondas en línea tipo Telegas o equipos portátiles de ensayo a presión reducida — proporcionan los datos de control del proceso necesarios para verificar la calidad de la masa fundida antes de la colada.
AdTech suministra unidades de desgasificación, filtros de espuma cerámica (10-60 PPI), materiales refractarios para canales de colada, aleaciones para refinadores de grano y fundentes para el tratamiento de la masa fundida a fundiciones de aluminio y operaciones de fundición de todo el mundo. Nuestro equipo de ingeniería ofrece asesoramiento en la selección de equipos, la optimización de parámetros y la especificación de consumibles tanto para instalaciones nuevas como para las ya existentes.
Consideraciones medioambientales y de sostenibilidad en las fundiciones de aluminio modernas
¿Cómo están reduciendo su impacto medioambiental las fundiciones de aluminio?
El aluminio presenta unas características de sostenibilidad muy convincentes: es 100 % reciclable sin perder sus propiedades, y su reciclaje solo requiere el 5 % de la energía necesaria para producir aluminio primario a partir de la bauxita. Sin embargo, el propio proceso de fundición plantea retos medioambientales que las operaciones modernas deben gestionar de forma activa.
Generación y gestión de escorias: Cada operación de fundición de aluminio genera escoria, una mezcla de aluminio metálico y óxido de aluminio que se forma en la superficie del baño de fundición. La escoria supone tanto una pérdida de metal (entre el 1 % y el 5 % del peso del baño de fundición) como un problema de gestión de residuos. Los modernos hornos rotativos de sal recuperan metal de la escoria a tasas de 50-70 %, devolviendo el aluminio recuperado al ciclo de producción.
Residuos de sales fundentes: Las operaciones de fundición que utilizan sales de cloruro y fluoruro generan residuos en forma de costra de sal que deben eliminarse o reciclarse con cuidado. Los sistemas de recuperación de sal de circuito cerrado se utilizan cada vez más en las grandes operaciones para reducir al mínimo la generación de residuos.
Eficiencia energética: Los hornos de cuba y los hornos de inducción de canal representan lo último en eficiencia energética en la fundición, con un consumo de energía inferior a 450 kWh por tonelada de aluminio fundido. Esto supone una mejora considerable con respecto a los antiguos diseños de hornos de reverberación, que consumían entre 700 y 900 kWh por tonelada.
Control de emisiones: La combustión de gas natural en hornos reverberantes y de crisol genera emisiones de NOₓ, CO y partículas. La tecnología de quemadores con bajas emisiones de NOₓ, los sistemas de recuperación de calor y la electrificación de las operaciones de fundición son áreas de inversión prioritarias en el sector de la fundición de aluminio.
Contenido reciclado: El uso de chatarra de aluminio postconsumo y postindustrial es una práctica habitual en la mayoría de las fundiciones. Para mantener la pureza de la aleación y, al mismo tiempo, aprovechar al máximo la chatarra, es necesario realizar un cálculo minucioso de la carga y un control riguroso de la calidad de la fundición.
Preguntas frecuentes: dudas sobre el proceso de fundición de aluminio
P1: ¿En qué consiste, en términos sencillos, el proceso de fundición de aluminio?
El proceso de fundición de aluminio consiste en fundir aleaciones de aluminio en un horno, tratar el metal líquido para eliminar el hidrógeno disuelto y las inclusiones no metálicas, y a continuación verter o inyectar la masa fundida tratada en un molde diseñado para producir la pieza deseada. Tras la solidificación y el enfriamiento, la pieza fundida se retira del molde y puede someterse a operaciones adicionales, como tratamiento térmico, mecanizado o acabado superficial, antes de entregarse como pieza acabada.
Pregunta 2: ¿Cuál es el método de fundición más habitual para el aluminio?
La fundición a presión de alta presión (HPDC) es el método de fundición de aluminio más utilizado en términos de volumen total de producción a nivel mundial, impulsado principalmente por la demanda de los sectores de la automoción y la electrónica de componentes de paredes delgadas y gran volumen. La fundición en arena es el método más común en fundiciones de todos los tamaños y es el preferido para piezas grandes, complejas o de bajo volumen. La fundición a presión a baja presión es el método predominante para las llantas de aleación de aluminio.
Pregunta 3: ¿Qué aleación de aluminio es la más utilizada en las fundiciones?
La aleación A356 (AlSi7Mg0,3) es una de las aleaciones de fundición más utilizadas a nivel mundial, ya que combina una excelente fundibilidad, buenas propiedades mecánicas en el estado T6 y compatibilidad con la mayoría de los métodos de fundición. La A380 (AlSi8Cu3Fe) es la aleación más común para la fundición a presión de alta presión debido a su extraordinaria fluidez y capacidad de llenado del molde.
Pregunta 4: ¿Cómo se elimina el hidrógeno del aluminio líquido antes de la fundición?
El hidrógeno se elimina mediante desgasificación rotativa, un proceso en el que un rotor de grafito giratorio dispersa finas burbujas de argón o nitrógeno por toda la masa fundida. El hidrógeno disuelto se difunde desde la masa fundida hacia estas burbujas y es expulsado a medida que las burbujas ascienden y salen de la superficie de la masa fundida. El tratamiento suele reducir el contenido de hidrógeno de 0,3-0,5 ml/100 g de Al a menos de 0,10-0,15 ml/100 g de Al en un plazo de 10 a 25 minutos, dependiendo de los parámetros del proceso.
P5: ¿Cuál es la diferencia entre una pieza de fundición y una pieza forjada de aluminio?
Las piezas de fundición de aluminio se fabrican vertiendo o inyectando metal líquido en un molde; el metal adopta la forma de la cavidad durante la solidificación. Las piezas forjadas de aluminio se fabrican deformando mecánicamente aluminio sólido o semisólido a alta presión mediante matrices. Las piezas forjadas suelen tener una mayor resistencia mecánica y una mejor resistencia a la fatiga que las piezas fundidas de geometría equivalente, ya que el proceso de deformación refina la estructura del grano y elimina la porosidad. Las piezas fundidas pueden alcanzar geometrías más complejas y paredes más delgadas, y suelen ser más económicas para formas complejas.
P6: ¿Qué provoca la porosidad en las piezas de fundición de aluminio y cómo se previene?
La porosidad en la fundición de aluminio tiene dos orígenes distintos. La porosidad gaseosa (poros lisos y esféricos) se forma a partir del hidrógeno disuelto que se precipita durante la solidificación; esto se evita mediante una desgasificación adecuada antes de la fundición. La porosidad por contracción (huecos irregulares e interconectados) se forma cuando el metal en solidificación no puede absorber suficiente líquido para compensar la contracción volumétrica; esto se evita mediante un diseño correcto de los conductos de alimentación y de colada que garantice una solidificación direccional hacia los puntos de alimentación. La prueba de presión reducida (RPT) y la inspección por rayos X son métodos estándar de control de calidad para detectar y cuantificar la porosidad.
P7: ¿Cuál es la función de los filtros de espuma cerámica en el proceso de fundición de aluminio?
Los filtros de espuma cerámica se instalan en el sistema de transferencia de metal entre el horno y la cavidad del molde. A medida que el aluminio líquido fluye a través de la estructura de espuma de célula abierta del filtro, las inclusiones sólidas (películas de óxido, partículas refractarias, compuestos intermetálicos) quedan retenidas gracias a una combinación de cribado mecánico y adhesión superficial. La filtración mejora significativamente la limpieza de la masa fundida, reduciendo los defectos relacionados con las inclusiones y mejorando las propiedades mecánicas —en particular, la resistencia a la fatiga y la elongación— de la pieza fundida acabada.
P8: ¿Cuánto tiempo dura el proceso de fundición de aluminio, desde la fusión hasta la pieza acabada?
La duración total del ciclo depende totalmente del método de fundición y de la complejidad de la pieza. Las fundiciones a presión pueden completarse en un ciclo de entre 15 y 120 segundos. Las fundiciones por gravedad requieren entre 2 y 10 minutos por ciclo. Las fundiciones en arena pueden necesitar entre 30 minutos y varias horas para que las piezas grandes se solidifiquen por completo. Las piezas de fundición a la cera perdida tienen el tiempo de preparación más largo (varios días para construir la carcasa cerámica), pero la fase de fundición propiamente dicha es rápida. El tratamiento térmico añade entre 8 y 20 horas para las condiciones T6. El plazo de fabricación total, desde el pedido hasta la pieza mecanizada terminada, suele oscilar entre 2 días (HPDC) y varias semanas (fundición a la cera perdida con tratamiento térmico y mecanizado).
P9: ¿A qué temperatura se funde el aluminio en una fundición?
El punto de fusión del aluminio puro es de 660 °C. En la práctica de la fundición, las aleaciones de aluminio se procesan normalmente a temperaturas de entre 700 y 780 °C, por encima de la temperatura de liquidus, para garantizar una fusión completa y una fluidez adecuada para el llenado del molde. Las temperaturas más altas mejoran la fluidez, pero aumentan la oxidación, la absorción de hidrógeno y el consumo de energía. La temperatura óptima de procesamiento depende de la aleación y está influenciada por el método de fundición utilizado. El HPDC suele funcionar a 640-680 °C en el manguito de inyección (por debajo de la temperatura del horno de fusión debido a su diseño de solidificación rápida), mientras que la fundición a la cera perdida puede utilizar temperaturas de hasta 780 °C para secciones complejas de paredes delgadas.
Pregunta 10: ¿Qué normas de calidad se aplican a los productos de fundición de aluminio?
Las piezas de fundición de aluminio están sujetas a múltiples normas de calidad en función del sector de aplicación. Entre las normas más citadas se incluyen la ASTM B85 (piezas de fundición a presión de aleaciones de aluminio), la ASTM B108 (piezas de fundición en molde permanente), las normas AMS para piezas de fundición aeroespaciales, las normas NADCA para tolerancias e inspección de piezas de fundición a presión, y las normas específicas de fabricantes de automóviles como GM, Ford y fabricantes europeos. La calidad de la fundición suele regirse por las especificaciones internas de la fundición en cuanto al contenido de hidrógeno (verificado por RPT o Telegas) y el nivel de inclusiones (verificado mediante análisis PoDFA o Prefil para aplicaciones críticas). Los escáneres de rayos X y tomografía computarizada según ASTM E505 o EN 12681 son métodos de inspección estándar para la porosidad en piezas de fundición estructurales.
Conclusión: cómo elegir el proceso adecuado para sus necesidades de fundición de aluminio
El proceso de fundición de aluminio no es un método único, sino un conjunto de técnicas relacionadas entre sí, cada una con una combinación específica de ventajas, limitaciones, estructuras de costes y capacidades de calidad. La elección del proceso óptimo para cualquier componente concreto se deriva de una evaluación sistemática de:
- Volumen de producción anual (el utillaje de fundición a presión solo resulta rentable a partir de determinadas cantidades).
- Complejidad geométrica de los componentes y requisitos de espesor de pared.
- Propiedades mecánicas y requisitos de tratamiento térmico.
- Especificaciones de tolerancia dimensional y acabado superficial.
- Condiciones de uso (corrosión, presión, cargas de fatiga).
- Limitaciones presupuestarias en cuanto a herramientas y precio unitario.
Tabla resumen: selección del método de fundición de aluminio:
| Criterios de selección | Arena | Matriz de gravedad | LPDC | HPDC | Inversión | Espuma perdida |
|---|---|---|---|---|---|---|
| Complejidad geométrica | Alta | Moderado | Moderado | Moderado | Muy alta | Alta |
| Espesor mínimo de la pared | 3 mm | 2,5 mm | 2,0 mm | 0,8 mm | 0,5 mm | 2,5 mm |
| Precisión dimensional | Bajo | Moderado | Bien | Muy buena | Excelente | Bien |
| Propiedades mecánicas | Moderado | Bien | Muy buena | Moderado | Bien | Bien |
| Tratable térmicamente | Sí | Sí | Sí | Limitado | Sí | Sí |
| Coste de los utillajes | Bajo | Moderado | Alta | Muy alta | Bajo-moderado | Bajo |
| Rango de volumen óptimo | 1-5,000 | 500-50,000 | 5,000-200,000 | 50,000+ | 10-10,000 | 100-50,000 |
En AdTech, nuestro equipo de ingeniería ha prestado apoyo a fundiciones de aluminio y operaciones de fundición en cuatro continentes para optimizar la calidad de la fundición, seleccionar los procesos de fundición adecuados y determinar los productos de filtración, desgasificación y refractarios más adecuados para sus necesidades de producción. Aportamos conocimientos prácticos y operativos a cada conversación, no solo especificaciones de catálogo.
