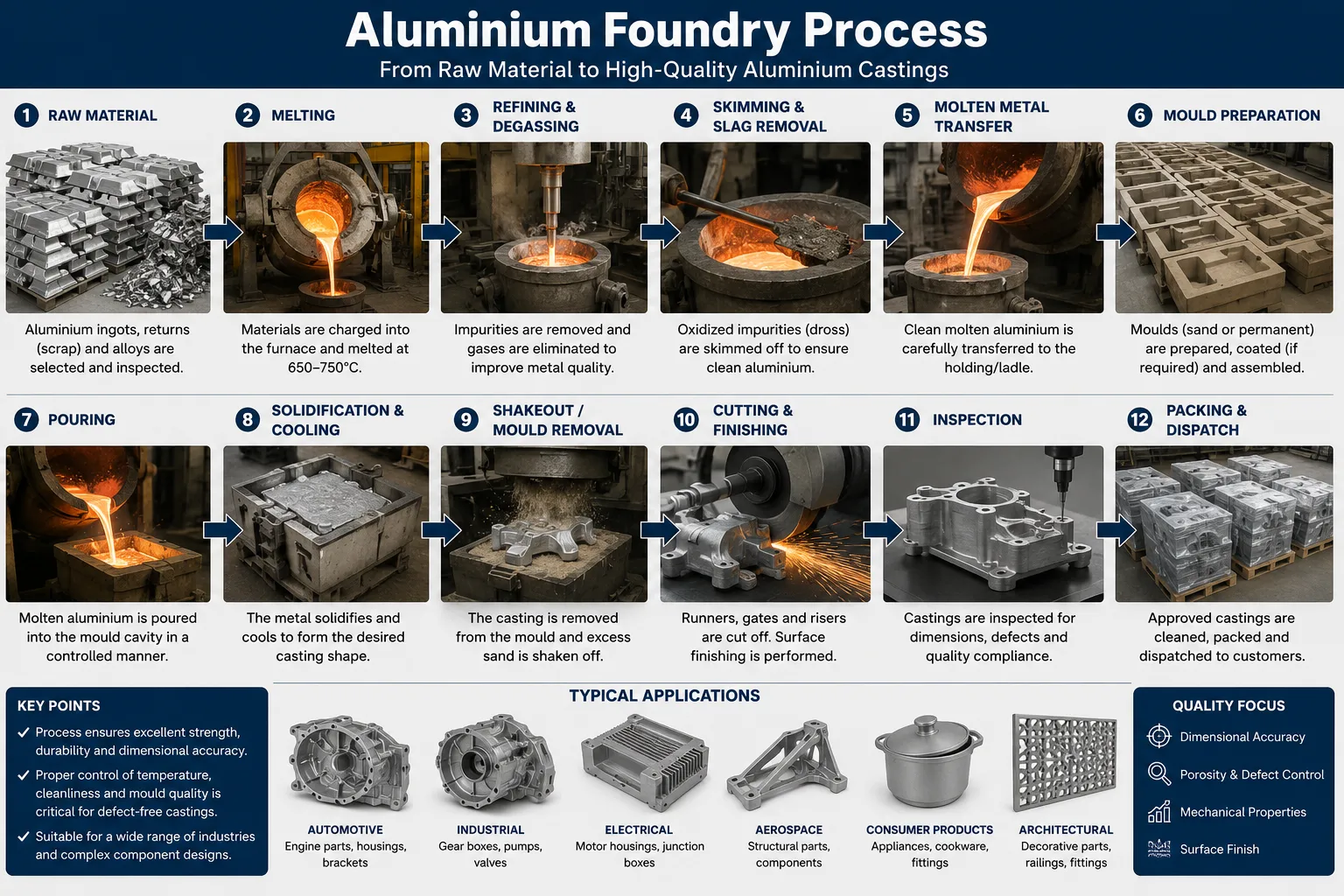
アルミニウム鋳造プロセスでは、制御された溶解、溶湯処理、および鋳造を通じて、原料のアルミニウムやアルミニウム合金を精密な形状の部品へと変換します。このプロセスが適切に実行されれば、他の製造方法ではほとんど実現できない、低密度、高い強度対重量比、耐食性、そして寸法精度を兼ね備えた部品を生み出すことができます。 自動車、航空宇宙、建設、民生用電子機器の各サプライチェーンにおける鋳造メーカーと直接連携してきた経験から、収益性の高いアルミニウム鋳造事業と苦戦している事業との違いは、ほぼ常に「合金調製」「溶湯品質管理」「鋳造方法の選定」「鋳造後処理」という4つの段階における工程管理の徹底度にかかっていると言えるでしょう。.
プロジェクトでアルミニウム溶解用脱ガス・ろ過システムの導入が必要な場合は、 お問い合わせ お見積もりは無料です。.
鋳造工程で使用されるアルミニウム合金システム
最も一般的に鋳造されるアルミニウム合金はどれですか?
すべてのアルミニウム合金が鋳造用途に適しているわけではありません。 合金の鋳造特性は、流動性、凝固範囲、熱割れ傾向、収縮特性、および溶湯処理への反応によって決まります。鋳造所で最も頻繁に処理される合金群は、大きく分けて2つのカテゴリーに分類されます。すなわち、連続鋳造またはダイレクトチル鋳造によって加工される鍛造用合金と、成形型に鋳込まれる鋳造用合金です。.
鋳造用合金 これらは、優れた流動性、低収縮性、および熱割れ耐性を実現するよう特別に配合されています。 シリコンは、ほとんどの市販鋳造合金において主要な合金元素となっています。これは、低シリコン含有量(約5~7%)では流動性を劇的に向上させ、高含有量(10~13%)では共晶に近い流動特性を発揮するためです。世界的に最も広く使用されている鋳造合金には、以下のものがあります:
| 合金記号 | 主要な合金元素 | 代表的なSi含有量(%) | 主な用途 |
|---|---|---|---|
| A356 / AlSi7Mg0.3 | Si、Mg | 6.5 – 7.5 | 自動車用ホイール、構造用ブラケット |
| A380 / AlSi8Cu3Fe | Si、Cu、Fe | 7.5 – 9.5 | ダイカスト製ハウジング、カバー |
| A413 / AlSi12 | はい | 11.0 – 13.0 | 船舶用金具、複雑な薄肉構造 |
| A319 / AlSi6Cu3.5 | Si、Cu | 5.5 – 6.5 | エンジンブロック、シリンダーヘッド |
| A390 / AlSi17Cu4Mg | Si、Cu、Mg | 16.0 – 18.0 | 自動車用コンプレッサー、摩耗面 |
| 535 / AlMg6.2 | Mg | < 0.15 | 船舶用金物、腐食に特に注意が必要な部品 |
| A201 / AlCu4.5TiAg | Cu、Ti、Ag | < 0.10 | 航空宇宙用高強度鋳物 |
鍛造合金 鋳造連続鋳造によって製造される合金には、1xxx、3xxx、5xxx、6xxx、および7xxxシリーズがあり、これらはビレット、スラブ、または線材に鋳造され、その後、圧延、押出、または鍛造に供される。 これらの合金は、成形鋳造用合金に比べて、組成公差が厳しく、水素含有量に関する要件もより厳格です。.
アルミニウム合金の熱処理状態記号について
合金の焼鈍状態は機械的特性に大きな影響を与えるため、多くの場合、設計図面では合金記号とともに指定されます。鋳造用合金において、一般的な焼鈍状態は以下の通りです:
| テンパーコード | 説明 | 代表的なアプリケーション |
|---|---|---|
| F | 鋳造状態、熱処理なし | 非構造部材 |
| T4 | 溶液熱処理、自然熟成 | 適度な強度、良好な延性 |
| T5 | (鋳造時から)人工的に経年加工を施したのみ | 完全な溶体化処理を行わずに硬度を向上させた |
| T6 | 熱処理済み+人工時効処理済み | 最高強度 — 航空宇宙、自動車用構造材 |
| T7 | 溶液処理済み+過熟成(安定化) | 熱サイクル下での寸法安定性 |
A356-T6は、自動車の構造用途において最も広く採用されている鋳造合金・熱処理の組み合わせであり、引張強度は280~310 MPa、伸びは8~12%である。.
溶解炉の種類とその運転特性
アルミニウム鋳造所ではどのような種類の炉が使われていますか?
炉の選定は、溶湯の品質、エネルギー消費量、金属回収率、および生産量に直接的かつ明確な影響を及ぼします。当社は、あらゆる主要な炉構成を採用している現場と協力してきましたが、それらの選択肢には、単純な仕様書だけでは捉えきれないトレードオフが存在します。.
輻射炉
反射炉は、大量生産におけるアルミニウム溶解の主力設備です。炉内に積まれた原料の上部に設置されたバーナーから排出される燃焼ガスが、炉天井や炉壁からの輻射熱を通じて溶湯を間接的に加熱するため、この名称が付けられています。処理能力は、10トンから100トン以上の液体アルミニウムまで多岐にわたります。.
主な特徴:
- 高い処理能力を備えており、下流の鋳造工程への連続供給に適しています。.
- 酸化性大気にさらされる表面積が広いため、金属の損失が比較的大きい(2~5%)。.
- 積載量が定格未満の場合、シャフト炉やスタック炉に比べてトン当たりのエネルギー効率が低下する。.
- 選別済みの清潔なスクラップや一次インゴットの処理に最適です。.
るつぼ炉
電気抵抗式またはガス焚きのるつぼ炉は、るつぼ(黒鉛粘土、炭化ケイ素、または鋼製)を介してアルミニウムを間接的に加熱します。処理能力は比較的小さく、通常50kgから2,000kg程度であるため、受注生産、合金の開発、および小規模な鋳造作業に最適です。.
るつぼ炉は、溶融物がるつぼの材質のみに接触するため、優れた温度制御が可能であり、汚染リスクも最小限に抑えられます。その反面、1トンあたりのエネルギーコストが高く、処理能力にも限界があります。.
シャフト(スタック)炉
シャフト炉では、主燃焼室から排出される高温の燃焼ガスを用いて、主溶解ゾーンに入る前に垂直シャフト内を下降する固体原料を予熱します。 この熱回収により、従来の反射炉と比較してエネルギー消費量を20~40%削減できる。特に、清浄な重スクラップ(清浄な鋼板、押出スクラップ、遠心分離後の切削くず)を処理する際に高い効率を発揮する。.
誘導炉
チャネル誘導炉およびコアレス誘導炉は、電磁誘導を利用して金属を直接加熱します。主な利点は以下の通りです:
- 極めて精密な温度制御(±5°Cの精度を実現)。.
- 電磁撹拌は、温度と組成の均一化を促進する。.
- 酸化作用のある炎が発生しないため、燃焼炉に比べて金属の損失が少ない。.
- 燃焼生成物がないため、溶融部の上空の大気はよりクリーンになります。.
主な制約点は、資本コストが高いことと、原料組成への影響を受けやすい点である。原料中の酸化物含有量が高いと、チャネル炉での運転に支障をきたす可能性がある。.
炉の比較概要:
| 炉のタイプ | 容量範囲 | エネルギー効率 | 金属の損失 | ベスト・アプリケーション |
|---|---|---|---|---|
| 反射炉 | 10~100トン以上 | 中程度 | 2 – 5% | 大量連続生産 |
| るつぼ(ガス) | 50 kg ~ 2トン | 低~中程度 | 1 – 2% | 少量生産、合金の柔軟性 |
| シャフト炉 | 5~50トン | 高い | 1 – 3% | クリーンスクラップの処理 |
| コアレス誘導 | 1~20トン | 高い | 0.5 – 1.5% | 高精度合金、低汚染 |
| チャネル誘導 | 5~60トン | 非常に高い | 0.5 – 1% | 保持および温度均一化 |
| 回転炉 | 5~30トン | 中程度 | 3 – 8% | 汚染スクラップ、ドロスのリサイクル |
溶融品質管理:脱ガス、フラックス処理、およびろ過
鋳造前に溶融処理が不可欠な理由は何か?
溶融アルミニウムは反応性が高い。大気中の水分から水素を吸収し、表面に酸化皮膜を形成するほか、耐火物の侵食、原料の汚染、および酸化生成物による非金属介在物を蓄積する。鋳造前にこれらの不純物を除去しないと、それらは凝固した鋳物の中に永久に閉じ込められ、次のような問題を引き起こす:
- 気孔率(凝固時の水素ガス発生)
- 酸化物介在物(引張強度の低下、疲労強度の低下)
- 硬質異物の混入(工作機械による損傷、表面欠陥)
- 収縮気孔(酸化皮膜が流れを妨げることで生じる供給不足)
溶融品質管理の3つの柱は、以下の通りです。 ガス抜き, 熔解, そして ろ過 — そして、管理の行き届いた鋳造所では、これら3つすべてが正しい順序で実施される。.
ロータリー脱ガス:水素除去の標準手法
回転式脱ガス法では、溶融物中に浸漬された回転する黒鉛製ローターを用いて、アルゴン(または窒素)の流れを微細な気泡に分散させます。これらの気泡は、溶融物中に溶解した水素が気相へ移行するために必要な界面面積を提供し、気泡が上昇して溶融物表面から排出される際に、水素が気相へと持ち去られます。.
重要な動作パラメータ:
- ローター先端速度: 3.5~6.5 m/s(最適な気泡発生範囲)。.
- アルゴン流量: 溶融物1トンあたり0.5~2.0 L/min。.
- 処理温度: 720~760℃。.
- 治療期間: 初期の水素測定結果に基づき、通常10~25分程度です。.
目標とする水素含有量は用途によって異なり、航空宇宙分野では0.10 mL/100g Al未満、一般的な鋳造品では0.20 mL/100g Al未満となっています。.
アルミニウム鋳造工場におけるフラックス処理
フラックスには、選択した種類に応じていくつかの異なる機能があります:
被覆フラックス アルミニウムと炉内雰囲気の間に溶融塩のバリアを形成することで、溶融表面を酸化から保護します。これらは溶融表面に薄い層として塗布され、酸化速度が高くなる高マグネシウム合金において特に重要です。.
フラックスの洗浄 酸化物介在物と反応してこれを吸収し、除去可能なドロス層に集める。これらは通常、塩化物やフッ化物の塩を含んでおり、これらが酸化アルミニウムの表面を濡らし、フラックス相に引き込む。.
脱ガスフラックス (錠剤または粉末状の)ものは、水に浸すと反応性ガスを放出し、溶融物から水素を運び出す気泡を発生させます。回転式脱ガス法ほど効率的ではありませんが、小規模な工程や補助的な手段として用いられます。.
結晶粒微細化用フラックス チタンとホウ素(通常はAl-5Ti-1Bマスターアロイとして)を添加し、凝固時に不均一核生成部位を形成させることで、機械的特性が向上した微細な等軸結晶粒組織を生成させる。.
セラミックフォームろ過:鋳造前の介在物の除去
脱ガスおよびフラックス処理を経た後も、処理後の溶融金属には、肉眼では確認できないほど微小でありながら、完成した鋳物において不良の原因となるほどの大きさを持つ残留介在物が依然として含まれています。 ランダーまたは濾過ボックスに設置されたセラミックフォームフィルター(CFF)は、溶融金属がフィルターの入り組んだ細孔ネットワークを通過する際に、機械的な捕捉と表面への付着を組み合わせて、これらの介在物を除去します。.
用途別のフィルターグレードの選定:
| フィルターの孔径等級(PPI) | ろ過効率 | 代表的なアプリケーション |
|---|---|---|
| 10 PPI | 低 — 大きな内包物のみ | 一般的な砂型鋳物、重要度の低い部品 |
| 20 PPI | 中程度 | 自動車用標準鋳物 |
| 30 PPI | グッド | 自動車用構造部品、薄肉鋳物 |
| 40 PPI | 高い | 航空宇宙、重要構造部品 |
| 50~60 PPI | 非常に高い | 高純度・薄肉精密鋳造品 |
AdTech社は、アルミナ、炭化ケイ素、ジルコニアを素材としたセラミックフォームフィルターを製造しており、アルミニウム鋳造工程におけるあらゆる温度範囲および用途に対応しています。.
砂型鋳造:製造プロセスの原理、利点、および限界
アルミニウム部品の砂型鋳造はどのように行われるのでしょうか?
砂型鋳造は、最も古く、最も汎用性の高いアルミニウム鋳造法です。完成品の形状を再現した原型を用いて砂型に鋳型腔を形成し、そこに溶融アルミニウムを流し込みます。凝固・冷却後、砂型を破砕して鋳取り品を取り出します。.
アルミニウム鋳造所で主に使用される2つの砂システムは以下の通りです:
グリーンサンド (珪砂にベントナイト粘土と水を混ぜたもの)は、大量生産において最も経済的な選択肢です。この砂混合物は再利用が可能で、鋳造中に発生するガスが逃げるよう良好な通気性を備えています。生砂は、中程度の複雑さを持ち、寸法公差が±1.5~±3mmの部品に適しています。.
焼成しない(化学結合)砂 加熱せずに室温で硬化する合成結合剤(フラン、フェノールウレタン、またはケイ酸ナトリウム)を使用する。 ノーベーク型は生砂型よりも強度が高く、より複雑な形状やより厳しい公差(±0.8~±1.5mm)に対応でき、少量生産や複雑な部品の製造に適しています。.
砂型鋳造の工程パラメータ:
| パラメータ | グリーンサンド | 焼かないサンド |
|---|---|---|
| 寸法公差 | ±1.5~3.0 mm | ±0.8~1.5 mm |
| 表面粗さ(Ra) | 6.3~12.5 μm | 3.2~6.3 μm |
| 最小肉厚 | 3~5 mm | 2.5~4 mm |
| 金型費 | 低い | 低~中程度 |
| 適切な生産量 | 1~10,000個以上 | 1~5,000個 |
| コアの複雑さ | 中程度 | 高い |
砂型鋳造が特に優れている点:
- 金型製作費が見合わない、大型で複雑な部品。.
- 生産量は小規模から中規模。.
- 内部空洞が必要な部品(中子(コア)を容易に組み込むことができる)。.
- 試作および小ロット生産。.
砂型鋳造の限界:
- 大量生産(金型あたりのサイクルタイムが15~60分以上かかる場合、ダイカストには太刀打ちできない)。.
- 厚さが2.5mm未満の薄肉部。.
- 高次元における精度要件。.
- 二次加工を必要とせず、優れた表面仕上げが求められる用途。.
ダイカスト:高圧法と低圧法の比較
高圧ダイカストと低圧ダイカストの違いは何ですか?
ダイカストには、永久金型(ダイ)に溶融アルミニウムを充填するための、根本的に異なる2つの手法があり、どちらを選択するかは、部品の品質、金型への投資、および生産速度に大きな影響を及ぼします。.
高圧ダイカスト(HPDC)
高圧ダイカストでは、40~120 MPa(400~1,200 bar)の圧力と30~80 m/sの射出速度で、溶融アルミニウムを鋼製金型に射出します。 射出から初期凝固に至るまでの充填サイクル全体が、わずか数分の1秒の間に完了します。この高速性により、HPDCは薄肉化、微細な表面形状、および厳しい公差を実現することができ、大量生産される自動車部品や民生用電子機器部品において主流の鋳造法となっています。.
HPDCの主要なプロセス特性:
| パラメータ | 典型的な範囲 |
|---|---|
| 射出圧力 | 40~120 MPa |
| 金属の射出速度 | 30~80 m/s |
| サイクルタイム | 15~120秒 |
| 最小肉厚 | 0.8~1.5 mm |
| 寸法公差 | ±0.1~0.3 mm |
| 表面粗さ(Ra) | 0.8~3.2 μm |
| 金型費 | 非常に高い($50,000 ~ $500,000+) |
| 生産量の閾値 | 10,000~1,000,000個以上 |
HPDCの主な制限点は 気泡による多孔性. 高い射出速度により乱流充填が生じ、金型潤滑剤に含まれる空気や燃焼ガスがキャビティ内に閉じ込められてしまいます。これらの気孔は鋳物の断面全体に分布し、熱処理の妨げとなります(溶体化処理中に気孔が膨張してブリーザーが発生するため)。 真空補助HPDCは、射出前に金型キャビティ内の空気を排気することでこの問題を軽減し、HPDC部品のT6熱処理を可能にする。.
低圧ダイカスト(LPDC)
低圧ダイカストでは、金型の下部に設置された加圧炉(通常、空気または不活性ガスの圧力が0.05~0.15 MPa)を用いて、溶融金属をライザー管を通って金型キャビティへと上方へ押し上げます。 ゆっくりと制御された下から上への充填により、層流パターンが形成され、空気の混入が大幅に排除されます。.
LPDCの主な利点:
- HPDCと比較して優れた金属組織的特性を有する(気孔率が低く、熱処理が可能)。.
- 寸法の一貫性が良好です。.
- ショット間の間にライザー管の金属が炉内に戻されるため、金属収率が非常に高い(80~90%)。.
- T6処理が必要な合金に適しています(自動車用ホイール、構造用ブラケットなど)。.
主な制限事項
- HPDCと比較してサイクル時間が長い(60~180秒)。.
- 中程度の複雑さの形状に限定されます。.
- 炉のメンテナンス要件がより厳しくなる。.
HPDCとLPDCの比較:
| 基準 | 高圧ダイカスト | 低圧ダイカスト |
|---|---|---|
| 充填圧力 | 40~120 MPa | 0.05~0.15 MPa |
| 塗りつぶしパターン | 乱気流 | 層流 |
| 多孔度レベル | 中~高 | 低い |
| 熱処理可能 | いいえ(標準) / はい(真空) | はい |
| サイクルタイム | 15~120秒 | 60~180秒 |
| 最小肉厚 | 0.8 mm | 2.0 mm |
| 金型費 | 非常に高い | 高い |
| おすすめのアプリ | 大量生産される薄肉部品 | T6処理が必要な構造部品 |
永久鋳型鋳造および重力鋳造
重力ダイカストとは何か、またどのような場合に適しているのか?
重力鋳造(北米ではパーマネントモールド鋳造とも呼ばれる)は、外部からの圧力を一切加えずに、重力のみを利用して溶融アルミニウムを金属型に流し込む鋳造法である。鋼製または鋳鉄製の型は数百回から数千回にわたり繰り返し使用できるため、中規模の生産量においては砂型鋳造よりも経済的であり、かつダイカストのような高額な金型投資を回避できる。.
鋳型温度を制御し、砂型鋳造に比べて熱の放散が速いため、同等の形状を持つ砂型鋳造品に比べて、より微細な結晶粒組織と優れた機械的特性が得られる。.
一般的な重力鋳造の特性(A356-T6):
| プロパティ | 砂型鋳造 A356-T6 | 重力鋳造 A356-T6 | LPDC A356-T6 |
|---|---|---|---|
| 引張強度(MPa) | 228 | 262 | 283 |
| 降伏強度(MPa) | 165 | 186 | 207 |
| エロンゲーション(%) | 5 | 6 | 9 |
| 硬度(HB) | 70 | 80 | 85 |
重力鋳造は、特に以下の用途に適しています:
- 中規模の生産量(500個~50,000個)
- 砂型鋳造よりも優れた機械的特性が求められる部品。.
- 気密性が求められる部品(油圧ハウジング、バルブボディ)
- 複雑度が中程度の形状。.
複雑な形状向けの精密鋳造およびロストフォーム鋳造
インベストメント鋳造では、どのようにしてニアネットシェイプのアルミニウム部品が製造されるのか?
インベストメント鋳造(ロストワックス法とも呼ばれる)は、使い捨ての蝋型を囲むように成形されたセラミック鋳型に金属を流し込むことで、極めて高い寸法精度と表面仕上げを備えたアルミニウム部品を製造する。このプロセスにより、他の方法では実現が不可能、あるいは極めてコストがかかるような内部形状、アンダーカット、および微細な表面ディテールを形成することができる。.
インベストメント鋳造の工程:
- 金属の型にワックスを注入して原型を形成する。.
- 複数のパターンをワックススプルーツリーに取り付ける。.
- 組み立てた部品をセラミックスラリーに繰り返し浸し、セラミックシェルを形成する(8~12回の浸漬)。.
- オートクレーブでワックスを溶かし出す(蒸気脱蝋)。.
- セラミックシェルを900~1,100℃で焼成し、強度を高める。.
- 予熱した型に溶けたアルミニウムを流し込む。.
- 固まったら、セラミックを剥がしてください。.
- スプルーから個々の鋳造品を切り離す。.
アルミニウムの精密鋳造における公差と表面仕上げ:
| 寸法範囲 | 許容範囲 | 表面粗さ(Ra) |
|---|---|---|
| 25mmまで | ±0.13 mm | 1.6~3.2 μm |
| 25~150 mm | ±0.25 mm | 1.6~3.2 μm |
| 150~300 mm | ±0.50 mm | 3.2~6.3 μm |
ロストフォーム鋳造
ロストフォーム鋳造では、蝋型に代わって発泡ポリスチレン(EPS)製の型を使用し、この型は鋳造中も金型内に残ります。 溶融アルミニウムが発泡体に接触すると、発泡体は気化して金属に置き換わります。このプロセスは、ロストワックス鋳造(複雑な形状の鋳造が可能)の多くの利点と、砂型鋳造(型枠の製作や脱蝋工程が不要)の簡便さを兼ね備えています。.
ロストフォーム鋳造は、シリンダーヘッドやインテークマニホールドといった複雑なエンジン部品に広く用いられています。これらの部品は内部流路が複雑であるため、通常の方法では複数の砂型中子が必要となるからです。.
ビレットおよびスラブ製造における連続鋳造およびダイレクトチル鋳造
アルミニウムのダイレクトチル鋳造プロセスとは何ですか?
ダイレクトチル(DC)鋳造は、アルミニウムビレット(押出用円形断面)および圧延用スラブ(圧延機用長方形断面)を製造するための主要な方法である。 このプロセスでは、底面が開いた水冷式鋳型に溶融アルミニウムを注ぎ込む。鋳型内で金属が凝固するにつれて、油圧ラムが凝固した部分を連続的に下げていき、その間、上部から新たな溶融金属が供給される。.
鋳型下部の凝固殻に対して直接水冷を同時に行うことで、迅速な熱除去と微細な組織が得られます。DC鋳造では、直径100mmから1,200mmを超えるビレットや、幅2,000mmまでのスラブを製造できます。.
DC鋳造における重要なパラメータ:
| パラメータ | 典型的な範囲 | 偏差の影響 |
|---|---|---|
| 鋳造速度 | 40~150 mm/分 | 速すぎると:低温割れ;遅すぎると:高温割れ |
| 冷却水流量 | 100~300 L/分/m | 不足:表面のひび割れ;過剰:熱衝撃 |
| 金属温度(タンディッシュ) | 680~720℃ | 高温すぎると:ブリードアウト、低温すぎると:コールドシャット |
| 水素含有量 | 0.12 mL/100g 未満 | 欠点:多孔性、疲労寿命の低下 |
DC鋳造における溶湯品質の要件は、他のほとんどの成形鋳造プロセスよりも厳格です。これは、製造されたビレットやスラブがその後、変形加工(押出、圧延、鍛造)されるためであり、水素気孔や介在物が亀裂、表面欠陥、および不良品の原因となる可能性があるからです。.
鋳造欠陥の防止:根本原因と対策
アルミニウム鋳造で最もよく見られる欠陥にはどのようなものがありますか?
欠陥の発生メカニズムを理解することは、欠陥の一覧を暗記するよりもはるかに価値があります。欠陥がなぜ発生するのかを理解していれば、是正措置も試行錯誤ではなく、論理的なものになります。.
ガス気孔率 これは、凝固過程での溶存水素の析出、あるいは金型への充填時の空気混入に起因する。防止策:適切な脱気(H₂濃度を規定値以下に抑える)、充填速度の制御、金型の通気。.
収縮気孔率 これは、凝固中の鋳物が、アルミニウムの凝固に伴う体積収縮を補うのに十分な溶湯を取り込めない場合に発生します。防止策:適切なゲートおよびライザーの設計、適切な凝固順序(最も遠い箇所からライザーに向かって順次凝固させること)。.
コールドシャットとミスラン 2つの金属流が合流した際、適切に溶着するための温度が不足している場合、または金型が完全に満たされる前に金属が凝固した場合に発生します。防止策:溶融温度を上げる、注湯速度を上げる、金型を予熱する。.
熱割れ(熱亀裂) 熱収縮応力が部分凝固した金属の強度を上回ると、半固体状態で発生する。防止策:凝固範囲の狭い合金を使用する、鋳型の拘束を軽減する、冷却速度を調整する。.
酸化物包有物 これらは、溶融表面や乱流による充填から混入した酸化皮膜である。防止策:適切なフラックス処理と脱ガス、移送および注湯時の乱流の低減、底口または側口式の充填システム、セラミックフォームによるろ過。.
鋳造方法別の欠陥発生頻度:
| 欠陥の種類 | 砂型鋳造 | HPDC | LPDC | 重力ダイ | 投資 |
|---|---|---|---|---|---|
| ガス気孔率 | 中程度 | 高い | 低い | 低い | 非常に低い |
| 収縮気孔率 | 中程度 | 中程度 | 低い | 中程度 | 低い |
| 酸化物包有物 | 中程度 | 中程度 | 低い | 低い | 非常に低い |
| 冷たいシャットダウン | 低い | 低い | 低い | 中程度 | 非常に低い |
| ホット・ティアリング | 低い | 低い | 非常に低い | 低い | 非常に低い |
| 寸法公差 | 高い | 非常に低い | 低い | 中程度 | 非常に低い |
鋳造後の工程:熱処理、機械加工、および表面仕上げ
アルミニウム鋳物には、どのような鋳造後の処理が必要ですか?
ほとんどの構造用アルミニウム鋳物は、最終的な仕様を満たすために、少なくとも1つの鋳造後の工程を必要とします。特に熱処理は、平凡な鋳物を高性能な部品へと変える重要な工程となることがよくあります。.
T6熱処理工程:
- 溶液熱処理: 合金元素を固溶体中に溶解させるため、520~540°C(合金によって異なる)まで加熱し、4~12時間保持する。.
- 急冷: 炉から取り出した後、15秒以内に60~80℃の水へ急速に移す(冷却時の析出を防ぐため)。.
- 人工老化: 155~170°Cで4~16時間加熱し、微細な強化相(A356の場合はMg₂Si)を析出させる。.
T6処理がA356の機械的特性に及ぼす影響:
| コンディション | 引張強さ (MPa) | 降伏強度(MPa) | エロンゲーション(%) |
|---|---|---|---|
| 鋳造状態 (F) | 165 | 115 | 4 |
| T5(成人限定) | 207 | 165 | 3 |
| T6(溶液+経年変化) | 283 | 207 | 9 |
アルミニウム鋳物の表面処理方法:
| プロセス | 表面処理 | 代表的なアプリケーション |
|---|---|---|
| ショットブラスト | 水垢を取り除き、疲労を和らげます | 構造部品 |
| 機械加工 | 寸法精度、滑らかな接触面 | 嵌合面、ねじ部 |
| 陽極酸化処理 | 耐食性および耐摩耗性 | 露出面、装飾部品 |
| 粉体塗装 | 色、防食 | 建築、消費財 |
| 電気めっき | 表面特性の向上 | 機能的な装飾部品 |
| 含浸 | 気密性を確保するために気孔を塞ぐ | 油圧ハウジング、コンプレッサー部品 |
産業分野別のアルミニウム鋳造の用途
アルミニウム鋳物は、さまざまな産業でどのような用途に使われているのでしょうか?
アルミニウム鋳造の用途の広さは、この材料の汎用性を示す最も有力な根拠の一つです。軽量性、強度、耐食性、そして鋳造性を兼ね備えていることから、アルミニウムは多くの厳しい要件が求められる分野において、最適な材料として選ばれています。.
自動車業界 燃料効率の向上や電気自動車の航続距離延伸に向けた軽量化の要請を背景に、同社は世界最大のアルミニウム鋳造品単一ユーザーとなっています。主な自動車用途:
- エンジンブロックおよびシリンダーヘッド(A319、A380)
- トランスミッションハウジング(A380)
- ホイール(A356-T6、LPDC)
- サスペンション部品およびナックル(A356-T6)
- 電気自動車用バッテリートレイおよびハウジング(HPDC、構造用ダイカスト)
航空宇宙分野 構造フレーム、ブラケット、ハウジング、および機体部品には、アルミニウムのロストワックス鋳造品および精密砂型鋳造品が使用されています。材料は、気孔率および介在物に関する厳しい仕様を満たす必要があり、通常、溶湯中の水素含有量が0.10 mL/100g Al未満であることが求められ、完成した鋳造品に対してはX線またはCT検査が実施されます。.
建設と建築 耐食性と美観の両方が求められる窓やカーテンウォールの金物、手すり、装飾用建築部材には、永久鋳型鋳造および砂型鋳造が採用されています。.
電子・通信 寸法精度、熱伝導率、表面仕上げが極めて重要となる薄肉HPDC部品(ヒートシンク、5Gアンテナハウジング、サーバーシャーシ部品など)の市場として、急速に成長しています。.
海洋・オフショア 海水にさらされるポンプケーシング、インペラ、および構造用ブラケットには、耐食性合金(5xxx系、A356)が好んで使用される。.
| 産業分野 | 主な鋳造方法 | 主要な合金 | 重要な品質パラメータ |
|---|---|---|---|
| 自動車用パワートレイン | HPDC、砂、LPDC | A319、A380、A356 | 気密性、寸法精度 |
| 自動車構造 | LPDC、重力鋳型 | A356-T6 | 機械的強度、伸び |
| 航空宇宙 | 投資、砂 | A356、A201、357 | 気孔率 < 0.10 mL/100g、X線透過性良好 |
| 電子機器 | HPDC | A380、ADC12 | 薄肉、表面仕上げ、放熱 |
| 海軍 | 砂型鋳造、重力鋳造 | A356、535 | 耐食性、気密性 |
| 建設 | 砂型、永久鋳型 | 6xxx、A356 | 表面仕上げ、陽極酸化処理の品質 |
アルミニウム鋳造工場向け設備および消耗品の選定
アルミニウム鋳造所にはどのような設備が必要ですか?
アルミニウム鋳造工場における設備と消耗品の構成は、鋳造方法、生産量、および取り扱い合金の種類に大きく左右されます。しかし、溶解処理設備の要件については、事実上すべてのアルミニウム鋳造工程で共通しています。.
炉心溶融処理装置:
回転式脱ガス装置 ポータブル型(杓子処理)およびインライン型(連続処理)の構成が用意されています。主な選定基準:
- 溶解処理能力(1処理サイクルあたりのkgまたはトン)
- ローターの材質(耐久性に優れた等方性黒鉛)
- 回転数範囲と制御精度
- ガス流量測定機能
セラミックフォームフィルターボックス 金属移送中はフィルターを所定の位置に保持し、適切なフィルター予熱温度を維持してください。フィルターボックスの設計は、ろ過効率と金属収率の両方に影響を与えます。.
洗浄システム 炉から鋳造機へ、乱流や温度低下を最小限に抑えて溶融金属を移送します。加熱されたランダー部が金属の温度を維持し、フィルターボックスはライン上に組み込まれています。.
穀物精製・加工ステーション 溶融流の中で、所定の速度と位置でマスターアロイ(結晶粒微細化用のAl-Ti-B、シリコン改質用のAl-SrまたはAl-Na)を添加する。.
水素測定器 — インライン型テレガス式プローブや携帯型減圧試験装置 — は、鋳造前に溶湯の品質を確認するために必要なプロセス制御データを提供します。.
AdTechは、世界中のアルミニウム鋳造所および鋳造工程向けに、脱ガス装置、セラミックフォームフィルター(10~60 PPI)、流路用耐火物、粒度調整用合金、および溶湯処理用フラックスを供給しています。当社のエンジニアリングチームは、新規および既存の設備において、機器の選定、パラメータの最適化、消耗品の仕様決定を支援しています。.
現代のアルミニウム鋳造工場における環境および持続可能性への配慮
アルミニウム鋳造工場は、どのように環境への影響を低減しているのでしょうか?
アルミニウムには、持続可能性の面で説得力のある特徴があります。それは、特性を損なうことなく100%リサイクルが可能であり、リサイクルに必要なエネルギーは、ボーキサイトから一次アルミニウムを生産する際のわずか5%に過ぎないという点です。しかし、鋳造プロセスそのものが環境上の課題を生み出しており、現代の操業においては、これらを積極的に管理する必要があります。.
スラグの発生と管理: アルミニウムの溶解工程では、必ずドロスが発生します。ドロスとは、溶融表面に形成されるアルミニウム金属と酸化アルミニウムの混合物です。ドロスは、金属の損失(溶解重量の1~5%)であると同時に、廃棄物処理上の課題でもあります。 最新の回転式塩炉では、ドロスから50~70%の割合で金属を回収し、回収されたアルミニウムを生産サイクルに戻しています。.
フラックス塩の廃棄物: 塩化フッ化物塩を使用するフラックス処理では、塩ケーキ廃棄物が発生し、これらは慎重な処分またはリサイクルが必要となる。廃棄物の発生を最小限に抑えるため、大規模な操業現場では、閉ループ式の塩回収システムがますます普及している。.
エネルギー効率: シャフト炉およびチャネル誘導炉は、溶解エネルギー効率において現在の最先端技術であり、アルミニウム1トンあたりのエネルギー消費量を450kWh未満に抑えています。これは、1トンあたり700~900kWhを消費する旧式の反射炉設計と比較しても、優れた性能を示しています。.
排出ガス規制: 反射炉やるつぼ炉での天然ガス燃焼により、NOₓ、CO、および粒子状物質が排出される。低NOₓバーナー技術、熱回収システム、および溶解工程の電化は、いずれもアルミニウム鋳造業界において積極的に投資が行われている分野である。.
再生素材の含有率: ほとんどの鋳造所では、使用済みアルミニウムスクラップや産業用アルミニウムスクラップの利用が一般的です。スクラップの使用率を最大化しつつ合金の純度を維持するには、入鋳量の綿密な計算と溶湯品質の監視が不可欠です。.
よくある質問 — アルミニウム鋳造プロセスに関する質問
Q1: アルミ鋳造の工程を簡単に説明するとどうなりますか?
アルミニウム鋳造プロセスでは、炉内でアルミニウム合金を溶解し、溶融金属を処理して溶解水素や非金属介在物を除去した後、所定の部品を製造するための形状に成形された鋳型に、処理済みの溶湯を注ぎ込むか、または射出します。 凝固・冷却後、鋳造品は金型から取り出され、熱処理、機械加工、表面仕上げなどのさらなる工程を経た後、完成品として出荷されます。.
Q2:アルミニウムの最も一般的な鋳造方法は何ですか?
高圧ダイカスト(HPDC)は、主に自動車および電子機器業界における薄肉・大量生産部品の需要に牽引され、世界の総生産量においてアルミニウム鋳造法の中で最も広く採用されている。 砂型鋳造は、あらゆる規模の鋳造工場で最も一般的に利用可能な方法であり、大型、複雑、または少量生産の部品に好んで用いられる。低圧ダイカストは、アルミ合金製ホイールの製造において主流の方法である。.
Q3:鋳造工場では、どのアルミニウム合金が最もよく使用されていますか?
A356(AlSi7Mg0.3)は、優れた鋳造性、T6状態での良好な機械的特性、そしてほとんどの鋳造法への適合性を兼ね備えているため、世界中で最も広く使用されている鋳造合金の一つです。 A380(AlSi8Cu3Fe)は、その卓越した流動性と金型充填能力により、高圧ダイカスト用として最も一般的な合金です。.
Q4:鋳造前に、液体アルミニウムから水素はどのように除去されるのですか?
水素は、回転式脱ガス処理によって除去されます。この処理では、回転するグラファイト製ローターが、微細なアルゴンまたは窒素の気泡を溶融物全体に分散させます。溶融物中に溶解していた水素は、これらの気泡へと拡散し、気泡が上昇して溶融物の表面から排出される際に一緒に持ち出されます。 この処理により、通常、水素含有量は、プロセスパラメータに応じて10~25分以内に、0.3~0.5 mL/100g Alから0.10~0.15 mL/100g Al未満まで低減されます。.
Q5:アルミニウムの鋳造と鍛造の違いは何ですか?
アルミニウム鋳物は、液状の金属を鋳型に流し込むか、または射出することで製造され、固化の過程で金属が鋳型の形状をとります。一方、アルミニウム鍛造品は、金型を用いて高圧下で固体または半固体のアルミニウムを機械的に変形させることで製造されます。 鍛造品は、変形プロセスによって結晶粒構造が微細化され、気孔が除去されるため、一般的に同等の形状の鋳造品よりも高い強度と優れた疲労耐性を有します。一方、鋳造品はより複雑な形状や薄い肉厚を実現でき、複雑な形状の場合には通常、コストが低く抑えられます。.
Q6:アルミニウム鋳物の気孔はどのような原因で生じるのか、またどのように防止するのか?
アルミニウム鋳物の気孔には、2つの明確な原因があります。ガス孔(滑らかで球状の気孔)は、凝固中に溶存水素が析出することで形成されますが、これは鋳造前の適切な脱ガス処理によって防止できます。 収縮気孔(不規則で相互に連通した空隙)は、凝固する金属が体積収縮を補うのに十分な溶融金属を取り込めない場合に形成されます。これは、供給点に向かって方向性凝固が確実に行われるよう、適切なライザーおよびゲート設計を行うことで防止できます。 RPT(減圧試験)およびX線検査は、気孔を検出・定量するための標準的な品質管理手法である。.
Q7:アルミニウム鋳造工程において、セラミックフォームフィルターはどのような役割を果たしていますか?
セラミックフォームフィルターは、溶解炉と鋳型キャビティ間の金属移送システムに設置されています。溶融アルミニウムがフィルターのオープンセル構造を通過する際、固形夾雑物(酸化膜、耐火物粒子、金属間化合物)は、機械的なろ過と表面への付着によって捕捉されます。 このろ過により溶湯の清浄度が大幅に向上し、介在物に起因する欠陥が低減されるとともに、完成した鋳物の機械的特性、特に疲労寿命と伸びが向上します。.
Q8:アルミニウム鋳造工程は、溶解から完成品までどのくらいの時間がかかりますか?
総サイクル時間は、鋳造方法と部品の複雑さに完全に依存します。高圧ダイカストでは、1サイクルあたり15~120秒で完了します。重力鋳造では、1サイクルあたり2~10分かかります。砂型鋳造では、大型部品の場合、完全に凝固するまでに30分から数時間かかることがあります。 ロストワックス鋳造は準備時間が最も長く(セラミックシェルの製作に数日かかる)、実際の鋳造工程は迅速です。 熱処理には、T6状態の場合、8~20時間かかります。受注から機械加工済みの完成品までの総製造リードタイムは、通常、2日(高圧ダイカスト)から数週間(熱処理および機械加工を伴うロストワックス鋳造)の範囲です。.
Q9: 鋳造所では、アルミニウムは何度で溶けるのですか?
純アルミニウムの融点は660°Cです。鋳造現場では、アルミニウム合金は通常、700~780°Cの温度で処理されます。これは、完全な溶解と鋳型充填に必要な十分な流動性を確保するため、液相線温度よりも高い温度に設定されています。温度を上げると流動性は向上しますが、酸化、水素吸収、およびエネルギー消費が増加します。 最適な処理温度は合金ごとに異なり、採用される鋳造方法によっても影響を受けます。HPDC(高圧ダイカスト)では、通常、ショットスリーブで640~680°Cで処理されます(急速凝固設計のため、溶解炉の温度より低くなります)。一方、インベストメント鋳造では、複雑な薄肉部に対して最大780°Cの温度が用いられる場合があります。.
Q10:アルミニウム鋳造製品にはどのような品質基準が適用されますか?
アルミニウム鋳物は、用途分野に応じて複数の品質基準の対象となります。 広く参照されている規格には、ASTM B85(アルミニウム合金ダイカスト)、ASTM B108(永久鋳型鋳造)、航空宇宙用鋳造品に関する AMS 規格、ダイカストの公差および検査に関する NADCA 規格、ならびに GM、フォード、欧州の OEM などの自動車メーカーが定める OEM 固有の規格などがあります。 溶湯の品質は、多くの場合、水素含有量(RPT または Telegas により検証)および介在物レベル(重要な用途の場合は PoDFA または Prefil 分析により検証)に関する鋳造所内部の仕様によって規定されています。 ASTM E505 または EN 12681 に準拠した X 線および CT スキャンは、構造用鋳物の気孔率に関する標準的な検査方法です。.
結論:アルミニウム鋳造の要件に適したプロセスの選定
アルミニウム鋳造プロセスは、単一の方法ではなく、相互に関連する一連の技術群であり、それぞれが独自の強み、制約、コスト構造、および品質性能を兼ね備えています。特定の部品に最適なプロセスを選択するには、以下の項目について体系的な評価を行う必要があります:
- 年間生産量(ダイカスト金型は、一定数量以上でなければ採算が取れない)。.
- 部品の形状の複雑さと肉厚の要件。.
- 機械的特性および熱処理要件。.
- 寸法公差および表面粗さの仕様。.
- 使用環境(腐食、圧力、疲労荷重)。.
- 金型製作費の予算制約および単価。.
概要マトリックス — アルミニウム鋳造法の選定:
| 選考基準 | 砂 | 重力ダイ | LPDC | HPDC | 投資 | ロストフォーム |
|---|---|---|---|---|---|---|
| 幾何学的複雑さ | 高い | 中程度 | 中程度 | 中程度 | 非常に高い | 高い |
| 最小肉厚 | 3 mm | 2.5 mm | 2.0 mm | 0.8 mm | 0.5 mm | 2.5 mm |
| 寸法精度 | 低い | 中程度 | グッド | 非常に良い | 素晴らしい | グッド |
| 機械的特性 | 中程度 | グッド | 非常に良い | 中程度 | グッド | グッド |
| 熱処理可能 | はい | はい | はい | 限定 | はい | はい |
| 金型費 | 低い | 中程度 | 高い | 非常に高い | 中程度 | 低い |
| 最適な音量範囲 | 1-5,000 | 500-50,000 | 5,000-200,000 | 50,000+ | 10-10,000 | 100-50,000 |
AdTechでは、当社のエンジニアリングチームが4大陸にわたるアルミニウム鋳造所や鋳造工程を支援し、溶湯品質の最適化、適切な鋳造プロセスの選定、そして生産要件に合わせた最適なろ過・脱ガス・耐火物製品の選定を行ってきました。私たちは、単なるカタログ上の仕様だけでなく、現場での実践的な知見をあらゆる対話に活かしています。.
