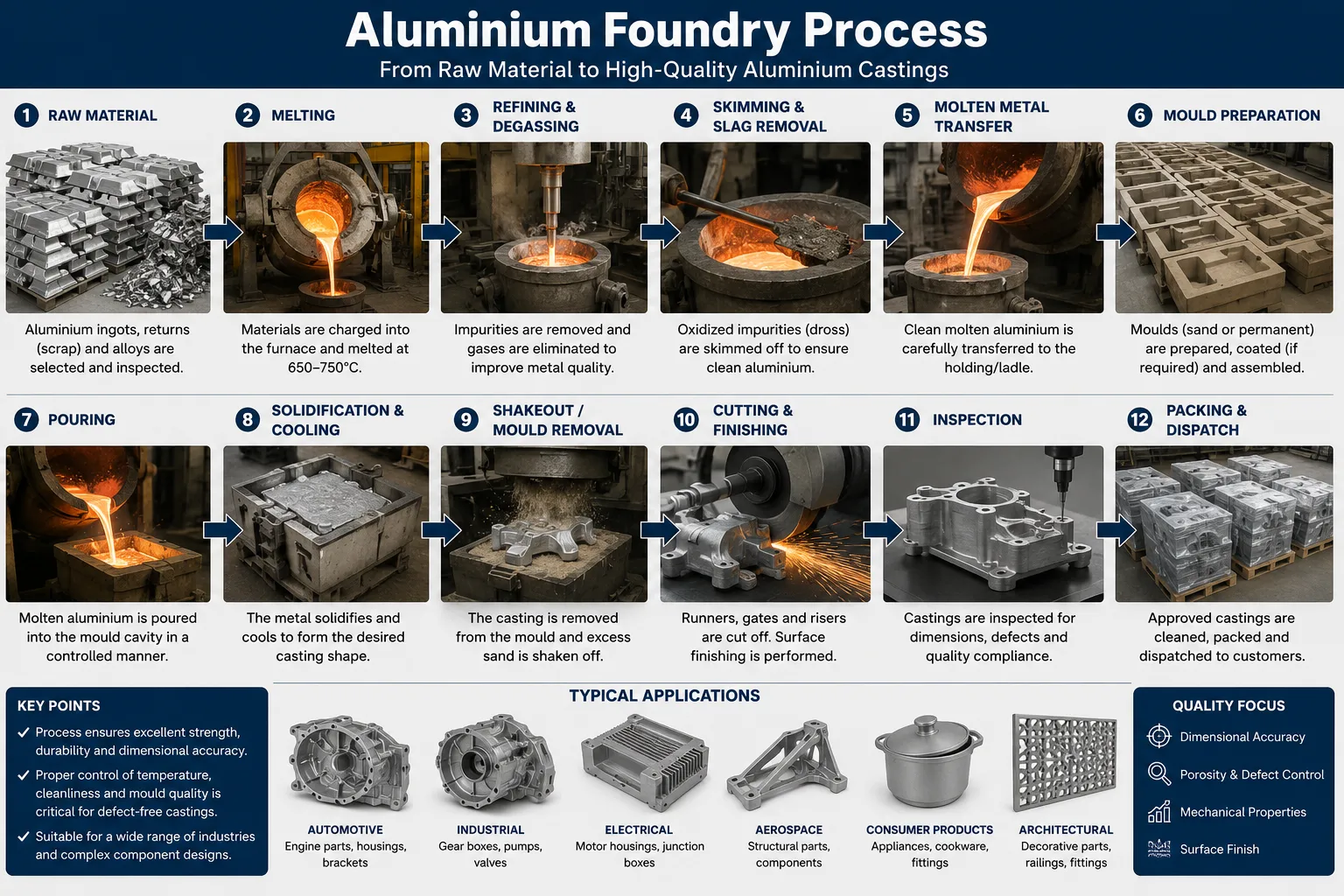
Le processus de fonderie d'aluminium transforme l'aluminium brut et les alliages d'aluminium en composants aux formes précises grâce à une fusion contrôlée, un traitement de la masse fondue et un moulage — et lorsqu'il est correctement exécuté, il permet d'obtenir des pièces alliant une faible densité, un rapport résistance/poids élevé, une résistance à la corrosion et une précision dimensionnelle que peu d'autres procédés de fabrication peuvent égaler. Après avoir travaillé directement avec des fonderies issues des filières de l'automobile, de l'aérospatiale, de la construction et de l'électronique grand public, nous pouvons affirmer avec certitude que la différence entre une activité de moulage d'aluminium rentable et une activité en difficulté se résume presque toujours à la rigueur du processus à travers quatre étapes : la préparation de l'alliage, le contrôle de la qualité de la coulée, le choix de la méthode de moulage et le traitement post-moulage.
Si votre projet nécessite l'utilisation d'un système de dégazage et de filtration pour la fonte d'aluminium, vous pouvez nous contacter pour un devis gratuit.
Systèmes en alliage d'aluminium utilisés dans les fonderies
Quels sont les alliages d'aluminium les plus couramment moulés ?
Tous les alliages d'aluminium ne sont pas adaptés à la fonderie. Le comportement à la coulée d'un alliage dépend de sa fluidité, de sa plage de solidification, de sa tendance à la fissuration à chaud, de ses caractéristiques de retrait et de sa réaction au traitement de la masse fondue. Les familles d'alliages les plus fréquemment utilisées en fonderie se répartissent en deux grandes catégories : les alliages de forgeage, traités par coulée continue ou à moule refroidi, et les alliages de coulée, coulés dans des moules façonnés.
Alliages de fonderie sont spécialement formulés pour offrir une bonne fluidité, un faible retrait et une résistance à la fissuration à chaud. Le silicium est l'élément d'alliage dominant dans la plupart des alliages de fonderie commerciaux, car il améliore considérablement la fluidité à de faibles teneurs en silicium (environ 5-7%) et offre des caractéristiques d'écoulement quasi-eutectiques à des teneurs plus élevées (10-13%). Les alliages de fonderie les plus largement utilisés à l'échelle mondiale comprennent :
| Désignation de l'alliage | Principaux éléments d'alliage | Teneur typique en silicium (%) | Applications primaires |
|---|---|---|---|
| A356 / AlSi7Mg0,3 | Si, Mg | 6.5 – 7.5 | Jantes automobiles, supports structurels |
| A380 / AlSi8Cu3Fe | Si, Cu, Fe | 7.5 – 9.5 | Boîtiers et couvercles moulés sous pression |
| A413 / AlSi12 | Si | 11.0 – 13.0 | Raccords marins, parois fines et complexes |
| A319 / AlSi6Cu3,5 | Si, Cu | 5.5 – 6.5 | Blocs-moteurs, culasses |
| A390 / AlSi17Cu4Mg | Si, Cu, Mg | 16.0 – 18.0 | Compresseurs automobiles, surfaces d'usure |
| 535 / AlMg6,2 | Mg | < 0.15 | Matériel naval, pièces sensibles à la corrosion |
| A201 / AlCu4,5TiAg | Cu, Ti, Ag | < 0.10 | Pièces moulées à haute résistance pour l'aérospatiale |
Alliages forgés Les alliages traités par coulée continue en fonderie comprennent les séries 1xxx, 3xxx, 5xxx, 6xxx et 7xxx, qui sont coulés sous forme de billettes, de brames ou de fil machine en vue d'un laminage, d'une extrusion ou d'un forgeage ultérieurs. Ces alliages présentent des tolérances de composition plus strictes et des exigences plus rigoureuses en matière de teneur en hydrogène que les alliages de coulée moulée.
Comprendre les désignations de état des alliages d'aluminium
L'état de trempe d'un alliage a une incidence significative sur ses propriétés mécaniques et est souvent indiqué sur les plans techniques, à côté de la désignation de l'alliage. Pour les alliages de fonderie, les états de trempe courants sont les suivants :
| Code de température | Description | Application typique |
|---|---|---|
| F | À l'état brut de coulée, sans traitement thermique | Éléments non structurels |
| T4 | Traitement thermique en solution, vieillissement naturel | Résistance modérée, bonne ductilité |
| T5 | Vieilli artificiellement uniquement (dès la coulée) | Une dureté améliorée sans traitement de mise en solution complet |
| T6 | Traitement thermique en solution + vieillissement artificiel | Résistance maximale — aérospatiale, structures automobiles |
| T7 | Traité par une solution + surmaturé (stabilisé) | Stabilité dimensionnelle sous cycles thermiques |
L'alliage A356-T6 est sans doute la combinaison alliage-traitement thermique la plus couramment utilisée dans les applications structurelles automobiles, offrant des résistances à la traction comprises entre 280 et 310 MPa et des allongements de 8 à 121 %.
Types de fours de fusion et leurs caractéristiques de fonctionnement
Quels types de fours utilise-t-on dans les fonderies d'aluminium ?
Le choix du four a un impact direct et mesurable sur la qualité de la fonte, la consommation d'énergie, le taux de récupération du métal et le rendement de production. Nous avons collaboré avec des sites exploitant toutes les principales configurations de fours, et le choix entre celles-ci implique des compromis qui sont rarement pris en compte dans de simples spécifications.
Fours à réverbère
Le four à réverbère est le pilier de la fusion d'aluminium à grande échelle. Les gaz de combustion provenant des brûleurs installés au-dessus de la charge chauffent la masse fondue par rayonnement indirect à travers le toit et les parois du four, d'où son nom. Sa capacité varie de 10 à plus de 100 tonnes d'aluminium liquide.
Caractéristiques principales :
- Capacité de haut débit, adaptée à l'alimentation en continu des opérations de coulée en aval.
- Une perte de métal relativement importante (2-51 % en poids) due à l'exposition d'une grande surface à une atmosphère oxydante.
- Rendement énergétique par tonne inférieur à celui des fours à cuve ou à cheminée lorsque la charge est inférieure à la capacité maximale.
- Convient parfaitement au traitement de ferraille propre et pré-triée ainsi que de lingots primaires.
Fours à creuset
Les fours à creuset à résistance électrique ou à gaz chauffent l'aluminium de manière indirecte par l'intermédiaire d'un creuset (en graphite-argile, en carbure de silicium ou en acier). Leur capacité est plus réduite — généralement comprise entre 50 kg et 2 000 kg —, ce qui les rend parfaits pour les ateliers de sous-traitance, le développement d'alliages et les petites opérations de moulage.
Les fours à creuset offrent un excellent contrôle de la température et un risque de contamination minimal, car la masse fondue n'entre en contact qu'avec le matériau du creuset. En contrepartie, ils entraînent un coût énergétique plus élevé par tonne et un débit limité.
Fours à cuve (à étages)
Les fours à cuve utilisent les gaz de combustion chauds provenant d'une chambre principale pour préchauffer les matières premières solides qui descendent le long d'une cuve verticale avant d'atteindre la zone de fusion principale. Cette récupération de chaleur réduit la consommation d'énergie de 20 à 40 % par rapport à un four à réverbère classique. Ils sont particulièrement efficaces pour le traitement de ferraille propre et lourde (tôles propres, déchets d'extrusion, copeaux d'usinage après centrifugation).
Fours à induction
Les fours à induction à canal et les fours à induction sans noyau utilisent l'induction électromagnétique pour chauffer directement le métal. Parmi leurs principaux avantages, on peut citer :
- Régulation très précise de la température (précision de ±5 °C).
- L'agitation électromagnétique favorise l'homogénéité de la température et de la composition.
- Les pertes de métal sont moindres que dans les fours à combustion, en raison de l'absence de flamme oxydante.
- L'absence de produits de combustion garantit une atmosphère plus propre au-dessus de la masse en fusion.
La principale contrainte réside dans le coût d'investissement plus élevé et la sensibilité à la composition de la charge : une teneur élevée en oxydes dans la charge peut entraîner des problèmes de fonctionnement dans les fours à canal.
Résumé comparatif des chaudières :
| Type de four | Plage de capacité | Efficacité énergétique | Perte de métal | Meilleure application |
|---|---|---|---|---|
| Réverbération | 10 à plus de 100 tonnes | Modéré | 2 – 5% | Production en continu à grand volume |
| Creuset (à gaz) | 50 kg – 2 tonnes | Faible à modéré | 1 – 2% | Petites séries, flexibilité des alliages |
| Four à cuve | 5 à 50 tonnes | Haut | 1 – 3% | Traitement des déchets propres |
| Induction sans noyau | 1 à 20 tonnes | Haut | 0.5 – 1.5% | Alliages de précision, faible teneur en impuretés |
| Induction par canal | 5 à 60 tonnes | Très élevé | 0.5 – 1% | Maintien et homogénéisation de la température |
| Four rotatif | 5 à 30 tonnes | Modéré | 3 – 8% | Recyclage des déchets métalliques contaminés et des scories |
Contrôle de la qualité de la coulée : dégazage, fluxage et filtration
Pourquoi le traitement de la masse fondue est-il essentiel avant la coulée ?
L'aluminium liquide est réactif. Il absorbe l'hydrogène présent dans l'humidité atmosphérique, forme des films d'oxyde à sa surface et accumule des inclusions non métalliques provenant de l'érosion des réfractaires, de la contamination de la charge et des produits d'oxydation. Si ces impuretés ne sont pas éliminées avant la coulée, elles restent piégées de manière permanente dans la pièce solidifiée, ce qui entraîne :
- Porosité (dégagement d'hydrogène gazeux pendant la solidification)
- Inclusions d'oxyde (baisse de la résistance à la traction et de la résistance à la fatigue)
- Inclusions de particules dures (dommages causés par les outils d'usinage, défauts de surface)
- Porosité de retrait (alimentation insuffisante due à des films d'oxyde bloquant l'écoulement)
Les trois piliers du contrôle qualité de la masse fondue sont dégazage, fluxage, et filtration — et dans une fonderie bien gérée, ces trois étapes sont mises en œuvre dans le bon ordre.
Dégazage rotatif : la référence en matière d'élimination de l'hydrogène
Le dégazage rotatif utilise un rotor en graphite en rotation, immergé dans la masse fondue, pour fragmenter un flux d'argon (ou d'azote) en fines bulles. Ces bulles offrent la surface d'interface nécessaire pour que l'hydrogène dissous passe de la masse fondue à la phase gazeuse, d'où il est évacué lorsque la bulle remonte et quitte la surface de la masse fondue.
Paramètres de fonctionnement critiques :
- Vitesse périphérique du rotor : 3,5 à 6,5 m/s (plage optimale de formation de bulles).
- Débit d'argon : 0,5 à 2,0 l/min par tonne de matière fondue.
- Température de traitement : 720 – 760 °C.
- Durée du traitement : D'après les premières mesures d'hydrogène, généralement entre 10 et 25 minutes.
La teneur en hydrogène visée varie selon l'application, allant de moins de 0,10 ml/100 g d'Al pour l'aérospatiale à moins de 0,20 ml/100 g d'Al pour les pièces moulées courantes.
Opérations de fluxage dans les fonderies d'aluminium
Le flux remplit plusieurs fonctions distinctes selon le type de flux choisi :
Flux de couverture protègent la surface de la masse fondue contre l'oxydation en créant une barrière de sel fondu entre l'aluminium et l'atmosphère du four. Ils sont appliqués en fine couche sur la surface de la masse fondue et jouent un rôle particulièrement important dans les alliages à forte teneur en magnésium, où les taux d'oxydation sont élevés.
Produits de nettoyage réagissent avec les inclusions d'oxyde et les absorbent, les regroupant en une couche de scories pouvant être éliminée. Ils contiennent généralement des sels de chlorure et de fluorure qui mouillent les surfaces d'oxyde d'aluminium et les entraînent dans la phase de flux.
Flux de dégazage (sous forme de comprimés ou de poudre) libèrent des gaz réactifs lorsqu'ils sont immergés, générant des bulles qui évacuent l'hydrogène de la masse fondue. Bien que moins efficaces que le dégazage rotatif, ils sont utilisés dans les petites installations ou en complément.
Flux d'affinage du grain introduire du titane et du bore — généralement sous forme d'alliage mère Al-5Ti-1B — afin de créer des sites de nucléation hétérogènes pendant la solidification, ce qui permet d'obtenir une structure à grains fins et équiaxes présentant des propriétés mécaniques améliorées.
Filtration de la mousse céramique : élimination des inclusions avant la coulée
Après le dégazage et le fluxage, la masse fondue traitée contient encore des inclusions résiduelles trop petites pour être détectées à l'œil nu, mais suffisamment grosses pour entraîner des rebuts dans les pièces moulées finies. Des filtres en mousse céramique (CFF) installés dans la goulotte ou le caisson de filtration éliminent ces inclusions grâce à une combinaison d'interception mécanique et d'adhérence en surface, à mesure que la masse fondue s'écoule à travers le réseau de pores tortueux du filtre.
Sélection du type de filtre en fonction de l'application :
| Classe de porosité du filtre (PPI) | Efficacité de la filtration | Application typique |
|---|---|---|
| 10 PPI | Faible — uniquement les inclusions de grande taille | Pièces moulées au sable de fabrication générale, pièces non critiques |
| 20 PPI | Modéré | Pièces moulées standard pour l'automobile |
| 30 PPI | Bon | Pièces moulées automobiles à parois minces |
| 40 PPI | Haut | Aérospatiale, pièces structurelles critiques |
| 50 à 60 ppp | Très élevé | Pièces moulées de précision à haute pureté et à section mince |
AdTech fabrique des filtres en mousse céramique à base d'alumine, de carbure de silicium et de zircone, couvrant ainsi toute la gamme de températures et d'applications requises pour les opérations de fonderie d'aluminium.
Moulage au sable : principes, avantages et limites
Comment fonctionne le moulage au sable pour les pièces en aluminium ?
Le moulage au sable est la méthode de moulage de l'aluminium la plus ancienne et la plus polyvalente. Un modèle reproduisant la géométrie de la pièce finale sert à former une cavité dans un moule en sable, qui est ensuite rempli d'aluminium liquide. Une fois l'aluminium solidifié et refroidi, le moule est brisé pour extraire la pièce moulée.
Les deux principaux systèmes de sable utilisés dans les fonderies d'aluminium sont les suivants :
Sable vert (mélange de sable siliceux, d'argile bentonite et d'eau) constitue la solution la plus économique pour la production à grand volume. Ce mélange de sable est réutilisable et offre une bonne perméabilité, permettant ainsi aux gaz générés lors de la coulée de s'échapper. Le sable vert convient aux pièces de complexité modérée et présentant des tolérances dimensionnelles comprises entre ±1,5 et ±3 mm.
Sable non cuit (lié chimiquement) utilise des liants synthétiques (furane, uréthane phénolique ou silicate de sodium) qui durcissent à température ambiante sans chauffage. Les moules sans cuisson sont plus résistants que ceux en sable vert, permettent des géométries plus complexes avec des tolérances plus serrées (±0,8 à ±1,5 mm) et sont mieux adaptés aux pièces complexes ou produites en petites séries.
Paramètres du procédé de moulage au sable :
| Paramètres | Sable vert | Sable sans cuisson |
|---|---|---|
| Tolérance dimensionnelle | ±1,5 à 3,0 mm | ±0,8 – 1,5 mm |
| Rugosité de surface (Ra) | 6,3 – 12,5 μm | 3,2 – 6,3 μm |
| Épaisseur minimale de la paroi | 3 à 5 mm | 2,5 à 4 mm |
| Coût des outillages | Faible | Faible à modéré |
| Volume de production adapté | 1 – plus de 10 000 pièces | 1 à 5 000 pièces |
| Complexité fondamentale | Modéré | Haut |
Les domaines dans lesquels le moulage au sable excelle :
- Pièces de grande taille et complexes pour lesquelles les coûts d'outillage ne se justifient pas.
- Volumes de production faibles à moyens.
- Pièces nécessitant des cavités internes (les noyaux s'intègrent facilement).
- Prototypes et petites séries.
Les limites du moulage au sable :
- La production à grand volume (avec des temps de cycle de 15 à plus de 60 minutes par moule) ne peut rivaliser avec le moulage sous pression.
- Sections à paroi mince de moins de 2,5 mm.
- Exigences élevées en matière de précision dimensionnelle.
- Applications nécessitant une finition de surface de qualité supérieure sans opérations supplémentaires.
Moulage sous pression : comparaison entre les méthodes à haute pression et à basse pression
Quelle est la différence entre le moulage sous haute pression et le moulage sous basse pression ?
Le moulage sous pression recouvre deux méthodes fondamentalement différentes pour remplir un moule en acier permanent (matrice) d'aluminium liquide, et le choix entre ces deux méthodes a des implications importantes sur la qualité des pièces, l'investissement en outillage et le rythme de production.
Moulage sous haute pression (HPDC)
Le moulage sous haute pression consiste à injecter de l'aluminium fondu dans un moule en acier à des pressions comprises entre 40 et 120 MPa (400 à 1 200 bars), à des vitesses d'injection de 30 à 80 m/s. L'ensemble du cycle de remplissage — de l'injection à la solidification initiale — se déroule en quelques fractions de seconde. C'est cette vitesse qui permet au moulage sous haute pression d'obtenir des parois minces, des détails de surface fins et des tolérances serrées, ce qui en fait la méthode de moulage dominante pour les composants automobiles et électroniques grand public produits en grande série.
Caractéristiques clés du procédé HPDC :
| Paramètres | Gamme typique |
|---|---|
| Pression d'injection | 40 – 120 MPa |
| Vitesse d'injection du métal | 30 à 80 m/s |
| Durée du cycle | 15 à 120 secondes |
| Épaisseur minimale de la paroi | 0,8 – 1,5 mm |
| Tolérance dimensionnelle | ±0,1 – 0,3 mm |
| Rugosité de surface (Ra) | 0,8 – 3,2 μm |
| Coût des outillages | Très élevé (1 450 000 – 1 450 000+) |
| Seuil de volume de production | 10 000 à plus d'un million de pièces |
La principale limite du HPDC est porosité due à l'emprisonnement de gaz. La vitesse d'injection élevée provoque un remplissage turbulent qui emprisonne l'air et les gaz de combustion provenant du lubrifiant de moule à l'intérieur de la cavité. Ces pores gazeux se répartissent dans toute la section transversale de la pièce moulée et empêchent le traitement thermique (les pores gazeux se dilatent et forment des cloques pendant le traitement de mise en solution). Le moulage sous haute pression assisté par le vide (HPDC) réduit ce problème en évacuant la cavité du moule avant l'injection, ce qui rend possible le traitement thermique T6 des pièces HPDC.
Moulage sous basse pression (LPDC)
Le moulage sous basse pression utilise un four sous pression situé sous le moule (généralement une pression d'air ou de gaz inerte comprise entre 0,05 et 0,15 MPa) pour propulser le métal en fusion vers le haut à travers un tube de coulée jusqu'à la cavité du moule. Le remplissage lent, contrôlé et ascendant produit un écoulement laminaire qui élimine en grande partie les poches d'air.
Principaux avantages du LPDC :
- Qualité métallurgique supérieure à celle du HPDC (porosité réduite, apte au traitement thermique).
- Bonne stabilité dimensionnelle.
- Rendement métallique élevé (80-90 %) car le métal du tube de remontée retourne dans le four entre chaque coulée.
- Convient aux alliages nécessitant un traitement T6 (jantes automobiles, supports structurels).
Principales limitations :
- Des temps de cycle plus longs (60 à 180 secondes) par rapport au HPDC.
- Réservé aux géométries de complexité modérée.
- Des exigences accrues en matière d'entretien des fours.
Comparaison entre HPDC et LPDC :
| Critère | Moulage sous haute pression | Moulage sous basse pression |
|---|---|---|
| Pression de remplissage | 40 – 120 MPa | 0,05 – 0,15 MPa |
| Motif de remplissage | Turbulent | Laminaire |
| Niveau de porosité | Modéré à élevé | Faible |
| Traitable thermiquement | Non (standard) / Oui (sous vide) | Oui |
| Durée du cycle | 15 à 120 secondes | 60 à 180 secondes |
| Épaisseur minimale de la paroi | 0,8 mm | 2,0 mm |
| Coût des outillages | Très élevé | Haut |
| Les meilleures applications | Pièces à parois minces produites en grande série | Éléments de structure nécessitant un traitement T6 |
Moulage en moule permanent et moulage sous pression par gravité
Qu'est-ce que le moulage par gravité et dans quels cas s'agit-il du bon choix ?
Le moulage par gravité (également appelé « moulage en moule permanent » selon la terminologie nord-américaine) consiste à couler de l'aluminium liquide dans un moule métallique en s'appuyant uniquement sur la force de gravité, sans pression externe. Le moule en acier ou en fonte est réutilisé pendant des centaines, voire des milliers de cycles, ce qui rend cette technique plus économique que le moulage au sable pour les volumes de production moyens, tout en évitant les investissements élevés en outillage requis par le moulage sous pression.
La température contrôlée du moule et l'évacuation plus rapide de la chaleur par rapport au moulage au sable permettent d'obtenir une structure granulaire plus fine et de meilleures propriétés mécaniques que les pièces moulées au sable de géométrie équivalente.
Caractéristiques typiques du moulage par gravité (A356-T6) :
| Propriété | Moulé au sable A356-T6 | Moulage par gravité A356-T6 | LPDC A356-T6 |
|---|---|---|---|
| Résistance à la traction (MPa) | 228 | 262 | 283 |
| Limite d'élasticité (MPa) | 165 | 186 | 207 |
| Élongation (%) | 5 | 6 | 9 |
| Dureté (HB) | 70 | 80 | 85 |
Le moulage par gravité est particulièrement adapté à :
- Volumes de production moyens (de 500 à 50 000 pièces)
- Pièces nécessitant de meilleures propriétés mécaniques que celles obtenues par moulage au sable.
- Composants nécessitant une étanchéité à la pression (boîtiers hydrauliques, corps de vannes)
- Géométries de complexité modérée.
Moulage de précision et moulage à mousse perdue pour les géométries complexes
Comment le moulage de précision permet-il d'obtenir des pièces en aluminium de forme quasi-finale ?
La coulée de précision (également appelée « procédé à la cire perdue ») permet de fabriquer des pièces en aluminium présentant une précision dimensionnelle et un état de surface exceptionnels, grâce au coulage du métal dans des moules en céramique formés autour de modèles en cire non réutilisables. Ce procédé permet d'obtenir des géométries internes, des contre-dépouilles et des détails de surface fins qui seraient impossibles à réaliser ou extrêmement coûteux à obtenir par toute autre méthode.
Étapes du procédé de moulage de précision :
- Injecter de la cire dans un moule métallique pour former le modèle.
- Assemblez plusieurs modèles sur un arbre de coulée en cire.
- Plonger l'ensemble à plusieurs reprises dans la barbotine, afin de former une couche de céramique (8 à 12 couches par immersion).
- Faites fondre la cire dans un autoclave (déparaffinage à la vapeur).
- Cuire la coque en céramique à une température comprise entre 900 et 1 100 °C pour lui conférer sa résistance.
- Versez l'aluminium en fusion dans le moule préchauffé.
- Une fois la céramique solidifiée, détachez-la.
- Détachez les pièces moulées une à une de l'arbre de coulée.
Tolérances et finition de surface pour la coulée de précision en aluminium :
| Gamme de dimensions | Tolérance réalisable | Finition de surface (Ra) |
|---|---|---|
| Jusqu'à 25 mm | ±0,13 mm | 1,6 – 3,2 μm |
| 25 à 150 mm | ±0,25 mm | 1,6 – 3,2 μm |
| 150 à 300 mm | ±0,50 mm | 3,2 – 6,3 μm |
Moulage à mousse perdue
Le moulage à mousse perdue remplace le modèle en cire par un modèle en mousse de polystyrène expansé (EPS) qui reste dans le moule pendant la coulée. Lorsque l'aluminium liquide entre en contact avec la mousse, celle-ci se vaporise et est remplacée par du métal. Ce procédé combine de nombreux avantages du moulage à la cire perdue (capacité à réaliser des géométries complexes) avec la simplicité du moulage au sable (pas de construction de coque, pas de déparaffinage).
Le procédé de moulage à mousse perdue est largement utilisé pour la fabrication de composants de moteur complexes, tels que les culasses et les collecteurs d'admission, dont les passages internes nécessiteraient autrement la réalisation de plusieurs noyaux en sable.
Coulée continue et coulée à refroidissement direct pour la production de billettes et de brames
En quoi consiste le procédé de moulage par refroidissement direct de l'aluminium ?
La coulée à refroidissement direct (DC) est la principale méthode utilisée pour la production de billettes d'aluminium (à section circulaire destinées à l'extrusion) et de brames de laminage (à section rectangulaire destinées aux laminoirs). Le procédé consiste à couler de l'aluminium liquide dans un moule refroidi à l'eau et ouvert à sa base. À mesure que le métal se solidifie dans le moule, un vérin hydraulique abaisse continuellement la partie solidifiée tandis que du métal liquide frais est introduit par le haut.
Le refroidissement direct et simultané de l'enveloppe solidifiée sous le moule permet une évacuation rapide de la chaleur et l'obtention d'une microstructure fine. La coulée en continu permet de produire des billettes d'un diamètre compris entre 100 mm et plus de 1 200 mm, ainsi que des brames d'une largeur pouvant atteindre 2 000 mm.
Paramètres critiques de la coulée en courant continu :
| Paramètres | Gamme typique | Effet de la déviation |
|---|---|---|
| Vitesse de coulée | 40 à 150 mm/min | Trop rapide : fissuration à froid ; trop lent : fissuration à chaud |
| Débit d'eau de refroidissement | 100 à 300 l/min/m | Insuffisant : fissures superficielles ; excès : choc thermique |
| Température du métal (répartiteur) | 680 – 720 °C | Trop chaud : coulures ; trop froid : blocages dus au froid |
| Teneur en hydrogène | < 0,12 ml/100 g d'Al | Inconvénients : porosité, réduction de la résistance à la fatigue |
Les exigences en matière de qualité de la masse fondue pour la coulée en continu sont plus strictes que pour la plupart des procédés de coulée en moule, car les billettes et les brames produites sont ensuite déformées (extrudées, laminées, forgées), et la porosité due à l'hydrogène ainsi que les inclusions peuvent entraîner des fissures, des défauts de surface et le rejet des pièces.
Prévention des défauts de moulage : causes profondes et méthodes de contrôle
Quels sont les défauts les plus courants dans la coulée d'aluminium ?
Il est plus utile de comprendre les mécanismes à l'origine des défauts que d'apprendre par cœur une liste de défauts. Lorsque l'on sait pourquoi un défaut se forme, les mesures correctives s'imposent comme une évidence, plutôt que de résulter d'un processus d'essais et d'erreurs.
Porosité du gaz est dû à la précipitation de l'hydrogène dissous lors de la solidification ou à l'emprisonnement d'air lors du remplissage du moule. Prévention : dégazage adéquat (teneur en H₂ inférieure à la limite spécifiée), vitesse de remplissage contrôlée, moules ventilés.
Rétrécissement porosité Ce phénomène se produit lorsque la pièce en cours de solidification ne parvient pas à aspirer suffisamment de métal liquide pour compenser le retrait volumétrique de l'aluminium lors de la solidification. Prévention : conception adéquate des canaux d'alimentation et des masselottes, séquence de solidification appropriée (solidification dirigée du point le plus éloigné vers la masselotte).
Fermetures à froid et ratés Ce phénomène se produit lorsque deux flux de métal se rencontrent à une température insuffisante pour se fondre correctement, ou lorsque le métal se solidifie avant d'avoir rempli complètement le moule. Prévention : augmenter la température de fusion, augmenter le débit de coulée, préchauffer le moule.
Fissuration à chaud se produit à l'état semi-solide lorsque les contraintes de contraction thermique dépassent la résistance du métal partiellement solidifié. Prévention : utiliser des alliages présentant des plages de solidification plus étroites, réduire la contrainte exercée par le moule, ajuster la vitesse de refroidissement.
Inclusions d'oxyde il s'agit de films d'oxyde entraînés depuis la surface de la masse fondue ou résultant d'un remplissage turbulent. Prévention : fluxage et dégazage adéquats, réduction de la turbulence pendant le transfert et la coulée, systèmes de remplissage à entrée par le fond ou par le côté, filtration sur mousse céramique.
Fréquence des défauts selon la méthode de moulage :
| Type de défaut | Moulage au sable | HPDC | LPDC | Matrice à gravité | Investissement |
|---|---|---|---|---|---|
| Porosité du gaz | Modéré | Haut | Faible | Faible | Très faible |
| Rétrécissement porosité | Modéré | Modéré | Faible | Modéré | Faible |
| Inclusions d'oxyde | Modéré | Modéré | Faible | Faible | Très faible |
| Fermetures à froid | Faible | Faible | Faible | Modéré | Très faible |
| Déchirure à chaud | Faible | Faible | Très faible | Faible | Très faible |
| Écart dimensionnel | Haut | Très faible | Faible | Modéré | Très faible |
Opérations post-moulage : traitement thermique, usinage et finition de surface
Quels traitements post-moulage sont nécessaires pour les pièces moulées en aluminium ?
La plupart des pièces moulées en aluminium destinées à des applications structurelles nécessitent au moins une opération de finition après moulage avant de répondre aux spécifications finales. Le traitement thermique, en particulier, est souvent l'étape qui permet de transformer une pièce moulée de qualité moyenne en un composant hautement performant.
Séquence de traitement thermique T6 :
- Traitement thermique en solution : Chauffer à une température comprise entre 520 et 540 °C (selon l'alliage) pendant 4 à 12 heures afin de dissoudre les éléments d'alliage dans la solution solide.
- Trempe : Transfert rapide dans de l'eau à 60-80 °C dans les 15 secondes suivant la sortie du four (ce qui empêche la précipitation pendant le refroidissement).
- Vieillissement artificiel : Chauffer à une température comprise entre 155 et 170 °C pendant 4 à 16 heures afin de précipiter des phases de renforcement fines (Mg₂Si pour l'A356).
Effet du traitement T6 sur les propriétés mécaniques de l'A356 :
| Condition | Résistance à la traction (MPa) | Limite d'élasticité (MPa) | Élongation (%) |
|---|---|---|---|
| À l'état brut de coulée (F) | 165 | 115 | 4 |
| T5 (réservé aux personnes âgées) | 207 | 165 | 3 |
| T6 (solution + âge) | 283 | 207 | 9 |
Options de finition de surface pour les pièces moulées en aluminium :
| Processus | Amélioration de la surface | Application typique |
|---|---|---|
| Grenaillage | Élimine le tartre, réduit la fatigue | Composants structurels |
| Usinage | Précision dimensionnelle, surfaces de contact lisses | Surfaces d'accouplement, éléments filetés |
| Anodisation | Résistance à la corrosion et à l'usure | Surfaces apparentes, éléments décoratifs |
| Peinture en poudre | Couleur, protection contre la corrosion | Architecture, produits de consommation |
| Galvanoplastie | Propriétés de surface améliorées | Éléments décoratifs fonctionnels |
| Imprégnation | Assure l'étanchéité à la pression en colmatant les pores | Boîtiers hydrauliques, pièces de compresseur |
Applications de la fonderie d'aluminium par secteur d'activité
Dans quels secteurs les pièces moulées en aluminium sont-elles utilisées ?
La diversité des applications de la fonderie d'aluminium est l'un des principaux arguments en faveur de la polyvalence de ce matériau. La combinaison de sa légèreté, de sa résistance mécanique, de sa résistance à la corrosion et de sa facilité de moulage a fait de l'aluminium le matériau de prédilection dans de nombreux secteurs exigeants.
Secteur automobile est le plus grand consommateur mondial de pièces moulées en aluminium, une tendance portée par les exigences en matière d'allègement visant à améliorer le rendement énergétique et à augmenter l'autonomie des véhicules électriques. Principales applications dans le secteur automobile :
- Blocs-moteurs et culasses (A319, A380)
- Carter de boîte de vitesses (A380)
- Roues (A356-T6, LPDC)
- Composants de suspension et fusées (A356-T6)
- Supports et boîtiers de batterie pour véhicules électriques (HPDC, moulage sous pression structurel)
Secteur aérospatial utilise des pièces moulées en aluminium par moulage à la cire perdue et des pièces moulées de précision en sable pour la fabrication de châssis, de supports, de boîtiers et de composants de cellules d'aéronefs. Le matériau doit respecter des spécifications strictes en matière de porosité et d'inclusions, ce qui implique généralement une teneur en hydrogène de la masse fondue inférieure à 0,10 ml/100 g d'aluminium, ainsi qu'un contrôle par rayons X ou par tomodensitométrie des pièces moulées finies.
Bâtiment et architecture utilise des pièces moulées en moule permanent et au sable pour les ferrures de fenêtres et de murs-rideaux, les mains courantes et les éléments architecturaux décoratifs, lorsque la résistance à la corrosion et la qualité esthétique sont toutes deux indispensables.
Électronique et télécommunications Ce marché a connu une croissance rapide pour les composants HPDC à parois minces — dissipateurs thermiques, boîtiers d'antennes 5G, composants de châssis de serveurs — où la précision dimensionnelle, la conductivité thermique et l'état de surface sont essentiels.
Maritime et offshore Ces applications privilégient les alliages résistants à la corrosion (série 5xxx, A356) pour les corps de pompe, les roues et les supports structurels exposés à l'eau salée.
| Secteur industriel | Principales méthodes de moulage | Alliages clés | Paramètres de qualité critiques |
|---|---|---|---|
| Groupe motopropulseur automobile | HPDC, sable, LPDC | A319, A380, A356 | Étanchéité à la pression, précision dimensionnelle |
| Structure automobile | LPDC, moule à gravité | A356-T6 | Résistance mécanique, allongement |
| Aérospatiale | Investissement, sable | A356, A201, 357 | Porosité < 0,10 ml/100 g, exempt de particules détectables aux rayons X |
| Électronique | HPDC | A380, ADC12 | Paroi mince, finition de surface, dissipation thermique |
| Marine | Moule au sable, moulage par gravité | A356, 535 | Résistance à la corrosion, étanchéité à la pression |
| La construction | Moule en sable, moule permanent | 6xxx, A356 | Finition de surface, qualité de l'anodisation |
Sélection d'équipements et de consommables pour les fonderies d'aluminium
De quel équipement une fonderie d'aluminium a-t-elle besoin ?
La composition du parc de machines et des consommables d'une fonderie d'aluminium dépend fortement de la méthode de moulage, du volume de production et de la gamme d'alliages. Cependant, les besoins en équipements de traitement de la masse fondue sont pratiquement identiques pour toutes les opérations de moulage de l'aluminium.
Équipements de traitement par fusion du noyau :
Unités de dégazage rotatives sont disponibles en version portable (traitement par cuve) et en ligne (en continu). Principaux critères de sélection :
- Capacité de volume de fusion (kg ou tonnes par cycle de traitement)
- Matériau du rotor (graphite isostatique pour une plus grande longévité)
- Plage de régime et précision de régulation
- Capacité de mesure du débit de gaz
Boîtes filtrantes en mousse céramique maintenir le filtre en place pendant le transfert du métal et garantir une température de préchauffage adéquate du filtre. La conception du boîtier du filtre influe à la fois sur l'efficacité de la filtration et sur le rendement en métal.
Systèmes de lavage transférer le métal en fusion du four vers la machine de coulée en minimisant les turbulences et les pertes de température. Les sections de goulotte chauffées maintiennent la température du métal, tandis que les caissons de filtration sont intégrés en ligne.
Stations d'affinage et de modification des céréales ajouter des alliages-maîtres (Al-Ti-B pour l'affinage du grain, Al-Sr ou Al-Na pour la modification du silicium) à des débits et à des emplacements contrôlés dans le flux de fusion.
Appareils de mesure de l'hydrogène — des sondes de type Telegas intégrées au circuit ou des appareils portables d'essai sous pression réduite — fournissent les données de contrôle du processus nécessaires pour vérifier la qualité de la masse fondue avant la coulée.
AdTech fournit des unités de dégazage, des filtres en mousse céramique (10 à 60 PPI), des matériaux réfractaires pour goulottes, des alliages pour affineurs de grains et des fondants pour le traitement des masses fondues aux fonderies d'aluminium et aux sites de moulage du monde entier. Notre équipe d'ingénieurs apporte son expertise pour le choix des équipements, l'optimisation des paramètres et la définition des consommables, tant pour les installations nouvelles que pour celles déjà en service.
Considérations environnementales et de développement durable dans les fonderies d'aluminium modernes
Comment les fonderies d'aluminium réduisent-elles leur impact sur l'environnement ?
L'aluminium présente un bilan environnemental très convaincant : il est recyclable à 100 % sans perte de propriétés, et son recyclage ne nécessite que 5 % de l'énergie requise pour produire de l'aluminium primaire à partir de la bauxite. Cependant, le processus de fonderie lui-même pose des défis environnementaux que les exploitations modernes doivent gérer activement.
Production et gestion des scories : Toute opération de fusion de l'aluminium génère des scories — un mélange d'aluminium métallique et d'oxyde d'aluminium qui se forme à la surface de la masse fondue. Les scories représentent à la fois une perte de métal (1 à 5 % du poids de la masse fondue) et un défi en matière d'élimination des déchets. Les fours rotatifs à sel modernes permettent de récupérer le métal contenu dans les scories à des taux de 50 à 70 %, réintroduisant ainsi l'aluminium récupéré dans le cycle de production.
Déchets de sel de flux : Les opérations de fluxage utilisant des sels de chlorure et de fluorure génèrent des résidus de gâteaux de sel qui doivent être éliminés ou recyclés avec précaution. Les systèmes de récupération des sels en circuit fermé sont de plus en plus utilisés dans les grandes installations afin de réduire au minimum la production de déchets.
Efficacité énergétique : Les fours à cuve et les fours à induction à canal constituent aujourd'hui la référence en matière d'efficacité énergétique de la fusion, avec une consommation d'énergie inférieure à 450 kWh par tonne d'aluminium fondu. Ce résultat est nettement supérieur à celui des anciens modèles à réverbère, qui consommaient entre 700 et 900 kWh par tonne.
Contrôle des émissions : La combustion du gaz naturel dans les fours à réverbère et les fours à creuset génère des émissions de NOₓ, de CO et de particules. La technologie des brûleurs à faibles émissions de NOₓ, les systèmes de récupération de chaleur et l'électrification des opérations de fusion constituent autant de domaines d'investissement prioritaires dans le secteur de la fonderie d'aluminium.
Teneur en matériaux recyclés : L'utilisation de déchets d'aluminium issus du grand public et de l'industrie est une pratique courante dans la plupart des fonderies. Pour préserver la pureté de l'alliage tout en optimisant l'utilisation des déchets, il est nécessaire de calculer minutieusement la composition de la charge et de surveiller la qualité de la coulée.
FAQ — Questions sur le processus de fonderie d'aluminium
Q1 : En termes simples, en quoi consiste le processus de fonderie d'aluminium ?
Le processus de fonderie d'aluminium consiste à fondre des alliages d'aluminium dans un four, à traiter le métal en fusion afin d'éliminer l'hydrogène dissous et les inclusions non métalliques, puis à couler ou à injecter la masse en fusion traitée dans un moule conçu pour produire la pièce souhaitée. Après solidification et refroidissement, la pièce moulée est démoulée et peut subir d'autres opérations telles que le traitement thermique, l'usinage ou la finition de surface avant d'être livrée en tant que pièce finie.
Q2 : Quelle est la méthode de moulage la plus courante pour l'aluminium ?
Le moulage sous haute pression (HPDC) est la méthode de moulage de l'aluminium la plus répandue en termes de volume de production total à l'échelle mondiale, principalement en raison de la demande des secteurs de l'automobile et de l'électronique en composants à parois minces et à fort volume. Le moulage au sable est la méthode la plus couramment utilisée pour les fonderies de toutes tailles et est privilégiée pour les pièces de grande taille, complexes ou produites en petites séries. Le moulage sous pression à basse pression est la méthode dominante pour les jantes en alliage d'aluminium.
Q3 : Quel alliage d'aluminium est le plus couramment utilisé dans les fonderies ?
L'A356 (AlSi7Mg0,3) est l'un des alliages de fonderie les plus utilisés au monde, car il allie une excellente coulabilité, de bonnes propriétés mécaniques à l'état T6 et une compatibilité avec la plupart des procédés de moulage. L'A380 (AlSi8Cu3Fe) est l'alliage le plus couramment utilisé pour le moulage sous haute pression en raison de sa fluidité exceptionnelle et de sa capacité à remplir le moule.
Q4 : Comment élimine-t-on l'hydrogène de l'aluminium liquide avant la coulée ?
L'hydrogène est éliminé par dégazage rotatif : un rotor en graphite en rotation disperse de fines bulles d'argon ou d'azote dans la masse fondue. L'hydrogène dissous se diffuse de la masse fondue vers ces bulles et est évacué lorsque celles-ci remontent à la surface et quittent la masse fondue. Ce traitement réduit généralement la teneur en hydrogène de 0,3 à 0,5 ml/100 g d'Al à moins de 0,10 à 0,15 ml/100 g d'Al en 10 à 25 minutes, selon les paramètres du procédé.
Q5 : Quelle est la différence entre une pièce moulée et une pièce forgée en aluminium ?
Les pièces moulées en aluminium sont obtenues en coulant ou en injectant du métal liquide dans un moule ; le métal prend alors la forme de la cavité lors de sa solidification. Les pièces forgées en aluminium sont obtenues en déformant mécaniquement de l'aluminium solide ou semi-solide sous haute pression à l'aide de matrices. Les pièces forgées présentent généralement une résistance mécanique et une résistance à la fatigue supérieures à celles des pièces moulées de géométrie équivalente, car le processus de déformation affine la structure granulaire et élimine la porosité. Les pièces moulées permettent d'obtenir des géométries plus complexes et des parois plus fines, et sont généralement moins coûteuses pour les formes complexes.
Q6 : Quelles sont les causes de la porosité dans les pièces moulées en aluminium et comment peut-on l'éviter ?
La porosité des pièces moulées en aluminium a deux origines distinctes. La porosité gazeuse (pores lisses et sphériques) résulte de la précipitation de l'hydrogène dissous lors de la solidification ; elle peut être évitée par un dégazage adéquat avant la coulée. La porosité de retrait (vides irréguliers et interconnectés) se forme lorsque le métal en solidification ne peut pas aspirer suffisamment de liquide pour compenser le retrait volumétrique — ce phénomène peut être évité par une conception correcte des masselottes et des canaux d'alimentation qui assure une solidification directionnelle vers les points d'alimentation. Le test à pression réduite (RPT) et l'inspection par rayons X sont des méthodes de contrôle qualité standard pour détecter et quantifier la porosité.
Q7 : Quel est le rôle des filtres en mousse céramique dans le processus de moulage de l'aluminium ?
Des filtres en mousse céramique sont installés dans le système de transfert du métal, entre le four et la cavité du moule. Lorsque l'aluminium liquide s'écoule à travers la structure alvéolaire ouverte de la mousse, les inclusions solides (films d'oxyde, particules réfractaires, composés intermétalliques) sont retenues grâce à un double mécanisme de filtrage mécanique et d'adhérence de surface. La filtration améliore considérablement la propreté de la masse fondue, réduisant ainsi les défauts liés aux inclusions et améliorant les propriétés mécaniques — en particulier la résistance à la fatigue et l'allongement — de la pièce moulée finie.
Q8 : Combien de temps dure le processus de moulage de l'aluminium, de la fusion à la pièce finie ?
La durée totale du cycle dépend entièrement de la méthode de moulage et de la complexité de la pièce. Les moulages sous haute pression peuvent être réalisés en 15 à 120 secondes. Les moulages par gravité nécessitent 2 à 10 minutes par cycle. Les moulages au sable peuvent prendre de 30 minutes à plusieurs heures pour que les pièces de grande taille se solidifient complètement. Les moulages à la cire perdue ont le temps de préparation le plus long (plusieurs jours pour fabriquer l'enveloppe en céramique), mais l'étape de moulage proprement dite est rapide. Le traitement thermique ajoute 8 à 20 heures pour les conditions T6. Le délai de fabrication total, de la commande à la pièce usinée finie, varie généralement de 2 jours (moulage sous haute pression) à plusieurs semaines (moulage à la cire perdue avec traitement thermique et usinage).
Q9 : À quelle température l'aluminium fond-il dans une fonderie ?
Le point de fusion de l'aluminium pur est de 660 °C. En fonderie, les alliages d'aluminium sont généralement traités à des températures comprises entre 700 et 780 °C — supérieures à la température de liquidus — afin de garantir une fusion complète et une fluidité suffisante pour le remplissage du moule. Des températures plus élevées améliorent la fluidité, mais augmentent l'oxydation, l'absorption d'hydrogène et la consommation d'énergie. La température de traitement optimale dépend de l'alliage et est influencée par la méthode de moulage utilisée. Le moulage sous haute pression (HPDC) fonctionne généralement à une température comprise entre 640 et 680 °C au niveau du manchon d'injection (inférieure à la température du four de fusion en raison de la conception permettant une solidification rapide), tandis que le moulage à la cire perdue peut nécessiter des températures allant jusqu'à 780 °C pour les sections complexes à parois minces.
Q10 : Quelles sont les normes de qualité applicables aux produits de fonderie d'aluminium ?
Les pièces moulées en aluminium sont soumises à de multiples normes de qualité en fonction du secteur d'application. Parmi les normes les plus couramment utilisées, on peut citer l'ASTM B85 (pièces moulées sous pression en alliage d'aluminium), l'ASTM B108 (pièces moulées en moule permanent), les normes AMS pour les pièces moulées destinées à l'aérospatiale, les normes NADCA relatives aux tolérances et à l'inspection des pièces moulées sous pression, ainsi que les normes spécifiques aux équipementiers automobiles tels que GM, Ford et les équipementiers européens. La qualité de la coulée est souvent régie par les spécifications internes de la fonderie concernant la teneur en hydrogène (vérifiée par RPT ou Telegas) et le niveau d'inclusions (vérifié par analyse PoDFA ou Prefil pour les applications critiques). La radiographie et la tomographie par rayons X selon les normes ASTM E505 ou EN 12681 sont des méthodes d'inspection standard pour la porosité des pièces moulées structurelles.
Conclusion : choisir le procédé adapté à vos besoins en matière de moulage d'aluminium
Le procédé de fonderie d'aluminium ne désigne pas une méthode unique, mais un ensemble de techniques connexes, chacune présentant une combinaison distincte d'avantages, de limites, de structures de coûts et de capacités en matière de qualité. Le choix du procédé optimal pour un composant donné résulte d'une évaluation systématique des éléments suivants :
- Volume de production annuel (la fabrication d'outils de moulage sous pression n'est rentable qu'à partir d'un certain volume).
- Complexité géométrique des composants et exigences en matière d'épaisseur des parois.
- Propriétés mécaniques et exigences en matière de traitement thermique.
- Spécifications relatives aux tolérances dimensionnelles et à l'état de surface.
- Conditions d'utilisation (corrosion, pression, fatigue).
- Contraintes budgétaires liées à l'outillage et au prix unitaire.
Tableau récapitulatif — Choix de la méthode de moulage de l'aluminium :
| Critères de sélection | Sable | Matrice à gravité | LPDC | HPDC | Investissement | Moulage par mousse perdue |
|---|---|---|---|---|---|---|
| Complexité géométrique | Haut | Modéré | Modéré | Modéré | Très élevé | Haut |
| Épaisseur minimale de la paroi | 3 mm | 2,5 mm | 2,0 mm | 0,8 mm | 0,5 mm | 2,5 mm |
| Précision dimensionnelle | Faible | Modéré | Bon | Très bon | Excellent | Bon |
| Propriétés mécaniques | Modéré | Bon | Très bon | Modéré | Bon | Bon |
| Traitable thermiquement | Oui | Oui | Oui | Limitée | Oui | Oui |
| Coût des outillages | Faible | Modéré | Haut | Très élevé | Faible-modéré | Faible |
| Plage de volume optimale | 1-5,000 | 500-50,000 | 5,000-200,000 | 50,000+ | 10-10,000 | 100-50,000 |
Chez AdTech, notre équipe d'ingénieurs a aidé des fonderies d'aluminium et des sites de moulage sur quatre continents à optimiser la qualité de la coulée, à choisir les procédés de moulage adaptés et à sélectionner les produits de filtration, de dégazage et les matériaux réfractaires les mieux adaptés à leurs besoins de production. Nous apportons à chaque échange une expertise opérationnelle concrète, et pas seulement des spécifications tirées d'un catalogue.
