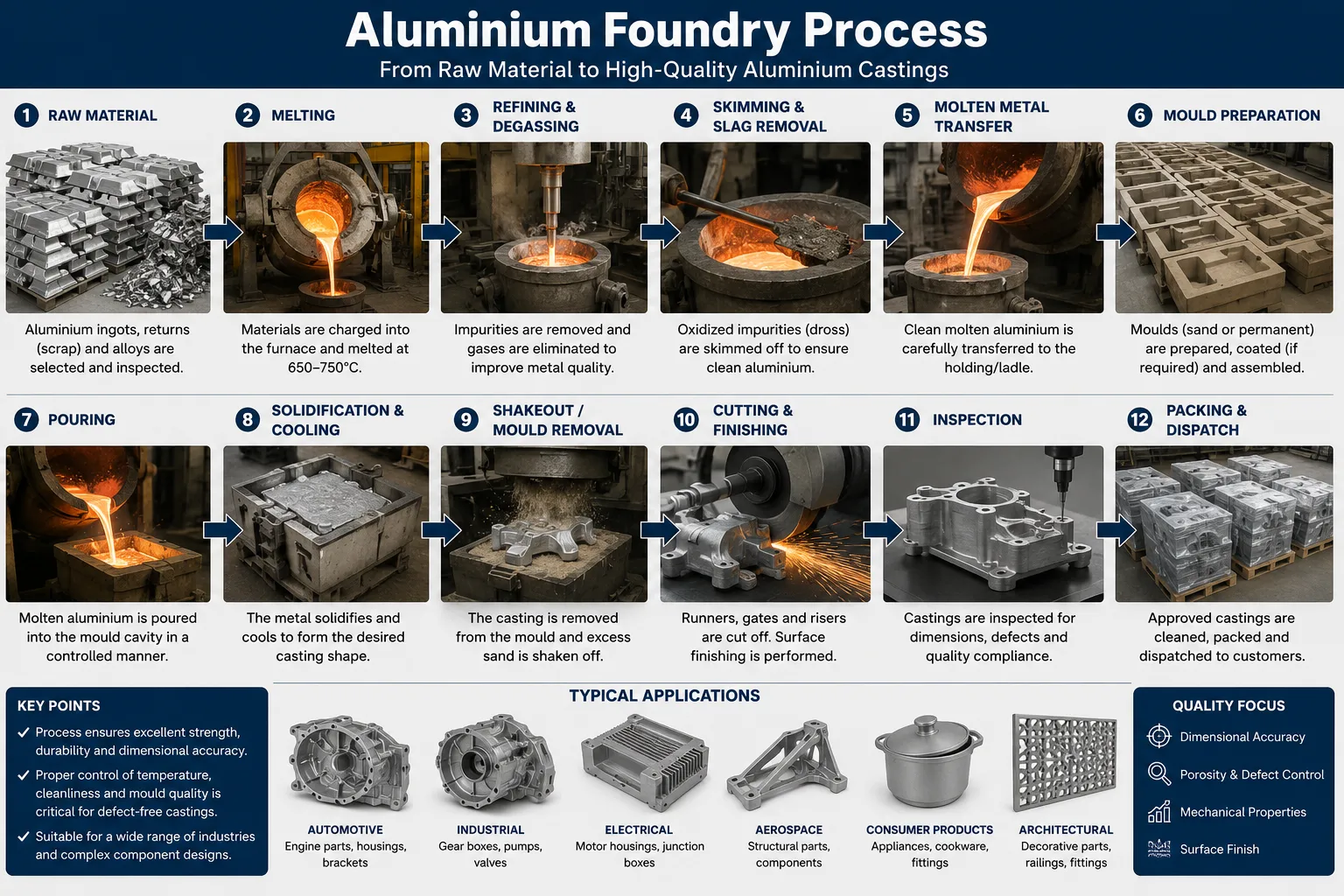
تعمل عملية صب الألمنيوم على تحويل الألمنيوم الخام وسبائك الألمنيوم إلى مكونات ذات أشكال دقيقة من خلال عمليات الصهر المضبوط ومعالجة المادة المنصهرة والصب — وعندما يتم تنفيذها بشكل صحيح، فإنها تنتج قطعًا تجمع بين الكثافة المنخفضة ونسبة القوة إلى الوزن العالية ومقاومة التآكل ودقة الأبعاد، وهي ميزات لا تضاهيها سوى طرق تصنيع قليلة أخرى. بعد العمل مباشرة مع مصانع الصب في سلاسل التوريد الخاصة بقطاعات السيارات والطيران والإنشاءات والإلكترونيات الاستهلاكية، يمكننا القول بثقة أن الفرق بين عملية صب الألومنيوم المربحة وتلك التي تعاني من صعوبات يكمن دائمًا في الانضباط في العملية عبر أربع مراحل: تحضير السبائك، ومراقبة جودة الصهر، واختيار طريقة الصب، والمعالجة بعد الصب.
إذا كان مشروعك يتطلب استخدام نظام صهر وتصفية وإزالة الغازات من الألومنيوم، فيمكنك اتصل بنا للحصول على عرض أسعار مجاني.
أنظمة سبائك الألومنيوم المستخدمة في عمليات الصب
ما هي سبائك الألومنيوم الأكثر استخدامًا في الصب؟
ليست كل سبائك الألومنيوم مناسبة للاستخدام في مصانع الصب. يعتمد سلوك الصب للسبائك على سيولتها، ونطاق التصلب، وميلها للتمزق الساخن، وخصائص الانكماش، واستجابتها للمعالجة بالصهر. تنقسم مجموعات السبائك التي يتم معالجتها بشكل متكرر في مصانع الصب إلى فئتين رئيسيتين: السبائك المطاوعة التي تتم معالجتها من خلال الصب المستمر أو الصب المبرد المباشر، وسبائك الصب التي يتم صبها في قوالب مشكلة.
سبائك الصب تم تصميمها خصيصًا لتوفير سيولة جيدة، وانكماش منخفض، ومقاومة للتشقق الحراري. السيليكون هو العنصر السائد في معظم سبائك الصب التجارية لأنه يحسن السيولة بشكل كبير عند مستويات منخفضة من السيليكون (حوالي 5-7%) ويوفر خصائص تدفق شبه متساوية عند مستويات أعلى (10-13%). تشمل سبائك الصب الأكثر استخدامًا على مستوى العالم ما يلي:
| تسمية السبائك | العناصر الرئيسية المضافة إلى السبائك | المحتوى النموذجي للسيليكون (%) | التطبيقات الأساسية |
|---|---|---|---|
| A356 / AlSi7Mg0.3 | السيليكون، المغنيسيوم | 6.5 – 7.5 | عجلات السيارات، الدعامات الهيكلية |
| A380 / AlSi8Cu3Fe | السيليكون، النحاس، الحديد | 7.5 – 9.5 | أغلفة وأغطية مصبوبة بالقالب |
| A413 / AlSi12 | نعم | 11.0 – 13.0 | التجهيزات البحرية، الجدران الرقيقة المعقدة |
| A319 / AlSi6Cu3.5 | السيليكون، النحاس | 5.5 – 6.5 | كتل المحركات، رؤوس الأسطوانات |
| A390 / AlSi17Cu4Mg | السيليكون، النحاس، المغنيسيوم | 16.0 – 18.0 | ضواغط السيارات، الأسطح المعرضة للتآكل |
| 535 / AlMg6.2 | مغ | < 0.15 | المعدات البحرية، الأجزاء المعرضة للتآكل |
| A201 / AlCu4.5TiAg | النحاس، التيتانيوم، الفضة | < 0.10 | المسبوكات عالية القوة المستخدمة في صناعة الطيران |
السبائك المطاوعة تشمل السبائك التي تتم معالجتها عبر عملية الصب المستمر في المسابك سلاسل 1xxx و3xxx و5xxx و6xxx و7xxx، والتي يتم صبها على شكل قضبان أو ألواح أو قضبان سلكية من أجل عمليات الدرفلة أو البثق أو الطرق اللاحقة. تتميز هذه السبائك بتفاوتات تركيبية أقل ومتطلبات أكثر صرامة فيما يتعلق بمحتوى الهيدروجين مقارنة بسبائك الصب المشكلة.
فهم رموز درجات صلابة سبائك الألومنيوم
يؤثر درجة صلابة السبيكة بشكل كبير على الخصائص الميكانيكية، وغالبًا ما يتم تحديدها في الرسومات الهندسية إلى جانب رمز السبيكة. وبالنسبة لسبائك الصب، فإن درجات الصلابة الشائعة هي:
| رمز درجة الحرارة | الوصف | التطبيق النموذجي |
|---|---|---|
| F | كما هي بعد الصب، بدون معالجة حرارية | المكونات غير الهيكلية |
| T4 | معالج حرارياً، مُتقادم بشكل طبيعي | متوسطة الصلابة، جيدة الليونة |
| T5 | تم إضفاء مظهر قديم عليه صناعيًا فقط (منذ صبّه) | تحسين الصلابة دون اللجوء إلى المعالجة الكاملة بالمحلول |
| T6 | معالج حرارياً + مُعمر صناعياً | أقصى قوة — هياكل الطيران والفضاء، وهياكل السيارات |
| T7 | معالج بالمحلول + مُعَدَّل زمنياً (مُثبَّت) | ثبات الأبعاد في ظل الدورات الحرارية |
يمكن القول إن A356-T6 هي أكثر تركيبة من سبائك الصب والمقسومات استخدامًا في التطبيقات الهيكلية للسيارات، حيث توفر قوة شد تتراوح بين 280 و310 ميجا باسكال مع استطالة تتراوح بين 8 و121٪.
أنواع أفران الصهر وخصائصها التشغيلية
ما هي أنواع الأفران المستخدمة في مصانع صب الألمنيوم؟
يؤثر اختيار الفرن بشكل مباشر وملموس على جودة الصهر، واستهلاك الطاقة، واسترداد المعادن، ومعدل الإنتاج. وقد عملنا مع منشآت تستخدم جميع أنواع الأفران الرئيسية، ويشتمل الاختيار بينها على مفاضلات نادراً ما تظهر في المواصفات البسيطة.
أفران الصهر
يُعد الفرن الانعكاسي العمود الفقري لعملية صهر الألومنيوم بكميات كبيرة. حيث تعمل غازات الاحتراق المنبعثة من الشعلات المثبتة فوق الحمولة على تسخين المادة المنصهرة بشكل غير مباشر من خلال الإشعاع المنبعث من سقف الفرن وجدرانه، ومن هنا جاءت تسميته. وتتراوح سعته بين 10 أطنان وأكثر من 100 طن من الألومنيوم السائل.
الخصائص الرئيسية:
- قدرة إنتاجية عالية، مناسبة للتزويد المستمر لعمليات الصب اللاحقة.
- فقدان معدن مرتفع نسبياً (2-51٪) بسبب تعرض مساحة كبيرة من السطح لجو مؤكسد.
- كفاءة طاقة أقل لكل طن مقارنة بأفران العمود أو الأفران العمودية عند التحميل بأقل من السعة.
- مناسبة تمامًا لمعالجة الخردة النظيفة والمفرزة مسبقًا والسبائك الأولية.
أفران البوتقة
تعمل أفران البوت الكهربائية أو التي تعمل بالغاز على تسخين الألومنيوم بشكل غير مباشر من خلال بوت (مصنوع من الجرافيت والطين، أو كربيد السيليكون، أو الفولاذ). وتتميز هذه الأفران بسعات أصغر — تتراوح عادةً بين 50 كجم و2000 كجم — مما يجعلها مثالية لورش العمل، وتطوير السبائك، وعمليات الصب الصغيرة.
توفر أفران البوتقة تحكماً ممتازاً في درجة الحرارة ومخاطر تلوث ضئيلة، حيث لا يتلامس المعدن المنصهر إلا مع مادة البوتقة. لكن المقابل هو ارتفاع تكلفة الطاقة لكل طن، بالإضافة إلى محدودية الطاقة الإنتاجية.
أفران العمود (المكدس)
تستخدم أفران العمود غازات الاحتراق الساخنة من الحجرة الرئيسية لتسخين المواد الصلبة المُدخلة مسبقًا أثناء هبوطها عبر عمود رأسي قبل دخولها إلى منطقة الصهر الرئيسية. يقلل استرداد الحرارة هذا من استهلاك الطاقة بنسبة 20-40% مقارنةً بالفرن الانعكاسي التقليدي. وتكون هذه الأفران فعالة بشكل خاص عند معالجة الخردة النظيفة والثقيلة (الصفائح النظيفة، وخردة البثق، ورقائق التصنيع بعد الطرد المركزي).
أفران الحث
تستخدم أفران الحث القنوية وأفران الحث غير المركزية الحث الكهرومغناطيسي لتسخين المعدن مباشرةً. وتشمل المزايا الرئيسية ما يلي:
- تحكم دقيق جدًا في درجة الحرارة (يمكن الوصول إلى دقة ±5 درجات مئوية).
- يساعد التحريك الكهرومغناطيسي على تحقيق التجانس في درجة الحرارة والتركيب.
- تقل خسارة المعادن مقارنة بأفران الاحتراق بسبب عدم وجود لهب مؤكسد.
- عدم وجود نواتج احتراق يعني جوًّا أنظف فوق منطقة الصهر.
يتمثل القيد الرئيسي في ارتفاع تكلفة رأس المال والحساسية تجاه تركيبة المواد المُغذية — حيث يمكن أن تؤدي المستويات العالية من الأكاسيد في المواد المُغذية إلى مشاكل تشغيلية في أفران القنوات.
ملخص مقارنة الأفران:
| نوع الفرن | نطاق السعة | كفاءة الطاقة | فقدان المعدن | أفضل تطبيق |
|---|---|---|---|---|
| جهاز ارتدادي | 10 – 100+ طن | معتدل | 2 – 5% | الإنتاج المستمر بكميات كبيرة |
| بوتقة (تعمل بالغاز) | 50 كجم – 2 طن | منخفضة إلى متوسطة | 1 – 2% | إنتاج كميات صغيرة، ومرونة في اختيار السبائك |
| فرن عمودي | 5 – 50 طنًا | عالية | 1 – 3% | معالجة الخردة النظيفة |
| التحريض بدون قلب | 1 – 20 طنًا | عالية | 0.5 – 1.5% | سبائك عالية الدقة، منخفضة التلوث |
| التوجيه القنوي | 5 – 60 طنًا | عالية جداً | 0.5 – 1% | التحمل وتوحيد درجة الحرارة |
| الفرن الدوار | 5 – 30 طنًا | معتدل | 3 – 8% | إعادة تدوير الخردة الملوثة والخبث |
مراقبة جودة الذوبان: إزالة الغازات، وإضافة المُذيب، والترشيح
لماذا يعتبر معالجة الذوبان أمرًا بالغ الأهمية قبل الصب؟
الألومنيوم السائل مادة تفاعلية. فهو يمتص الهيدروجين من الرطوبة الجوية، ويشكل طبقات أكسيد على سطحه، ويتراكم فيه شوائب غير معدنية ناتجة عن تآكل المواد المقاومة للحرارة، وتلوث الخام، ومنتجات الأكسدة. وإذا لم تتم إزالة هذه الشوائب قبل الصب، فإنها تعلق بشكل دائم في القطعة المتصلبة، مما يتسبب في:
- المسامية (انبعاث غاز الهيدروجين أثناء التصلب)
- شوائب الأكسيد (انخفاض قوة الشد ومقاومة الإجهاد)
- شوائب الجسيمات الصلبة (تلف أدوات التصنيع، عيوب السطح)
- مسامية الانكماش (عدم كفاية التغذية بسبب طبقات الأكسيد التي تعوق التدفق)
الركائز الثلاث لمراقبة جودة الذوبان هي إزالة الغازات, التدفق, و الترشيح — وفي مصنع صب يتم إدارته بشكل جيد، يتم تطبيق هذه الخطوات الثلاث بالتسلسل الصحيح.
إزالة الغازات بالدوران: المعيار القياسي لإزالة الهيدروجين
تستخدم عملية إزالة الغازات الدوارة دوارًا من الجرافيت يدور مغمورًا في المادة المنصهرة لتفتيت تيار الأرجون (أو النيتروجين) إلى فقاعات دقيقة. وتوفر هذه الفقاعات المساحة السطحية بين الطبقات اللازمة لانتقال الهيدروجين المذاب من المادة المنصهرة إلى الحالة الغازية، حيث يتم إخراجه مع صعود الفقاعة وخروجها من سطح المادة المنصهرة.
المعلمات التشغيلية الحاسمة:
- سرعة طرف الدوار: 3.5 – 6.5 م/ث (النطاق الأمثل لتوليد الفقاعات).
- معدل تدفق الأرجون: 0.5 – 2.0 لتر/دقيقة لكل طن من المادة المنصهرة.
- درجة حرارة المعالجة: 720 – 760 درجة مئوية.
- مدة العلاج: استنادًا إلى القياس الأولي لمستوى الهيدروجين، يستغرق ذلك عادةً ما بين 10 و25 دقيقة.
يختلف المحتوى المستهدف من الهيدروجين باختلاف الاستخدام، حيث يتراوح من أقل من 0.10 مل/100 غرام من الألومنيوم في مجال الفضاء الجوي إلى أقل من 0.20 مل/100 غرام من الألومنيوم في مجال المصبوبات العامة.
عمليات استخدام مواد التذويب في مصانع صب الألومنيوم
يؤدي عملية التلحيم وظائف متعددة ومتميزة حسب نوع مادة التلحيم المختارة:
تدفقات الغطاء حماية سطح المادة المنصهرة من الأكسدة عن طريق تكوين حاجز من الملح المنصهر بين الألومنيوم وبيئة الفرن. وتُطبق هذه المواد على شكل طبقة رقيقة على سطح المادة المنصهرة، وتكتسب أهمية خاصة في السبائك عالية المغنيسيوم حيث تكون معدلات الأكسدة مرتفعة.
مواد التنظيف تتفاعل مع شوائب الأكسيد وتمتصها، وتجمعها في طبقة من الخبث يمكن إزالتها. وعادةً ما تحتوي على أملاح الكلوريد والفلوريد التي تعمل على ترطيب أسطح أكسيد الألومنيوم وسحبها إلى طور المادة المذابة.
مواد إزالة الغازات (على شكل أقراص أو مسحوق) تطلق غازات تفاعلية عند غمرها في السائل المنصهر، مما يؤدي إلى تكوين فقاعات تنقل الهيدروجين من السائل المنصهر. ورغم أنها أقل كفاءة من عملية إزالة الغازات الدوارة، إلا أنها تُستخدم في العمليات الأصغر حجماً أو كإجراء تكميلي.
مواد الصهر المستخدمة في تكرير الحبوب إضافة التيتانيوم والبورون — عادةً في شكل سبيكة أساسية من نوع Al-5Ti-1B — لتوفير مواقع تنوي غير متجانسة أثناء التصلب، مما ينتج عنه بنية حبيبية دقيقة ومتساوية المحاور ذات خصائص ميكانيكية محسنة.
الترشيح باستخدام الرغوة الخزفية: إزالة الشوائب قبل الصب
بعد إزالة الغازات وإضافة مادة التذويب، لا يزال المعدن المنصهر المعالج يحتوي على شوائب متبقية صغيرة جدًّا بحيث يتعذر رصدها بصريًّا، لكنها كبيرة بما يكفي لتسبب عيوبًا في قطع الصب النهائية. تعمل مرشحات الرغوة الخزفية (CFF) المثبتة في القناة أو صندوق الترشيح على إزالة هذه الشوائب من خلال مزيج من الاعتراض الميكانيكي والالتصاق السطحي أثناء تدفق المادة المنصهرة عبر شبكة المسام المتعرجة للمرشح.
اختيار درجة المرشح حسب الاستخدام:
| درجة مسام المرشح (PPI) | كفاءة الترشيح | التطبيق النموذجي |
|---|---|---|
| 10 PPI | منخفض — شوائب كبيرة فقط | المسبوكات الرملية العامة، الأجزاء غير الحساسة |
| 20 PPI 20 | معتدل | المسبوكات القياسية للسيارات |
| 30 PPI 30 | جيد | مسبوكات هيكلية للسيارات ذات جدران رقيقة |
| 40 PPI 40 | عالية | الفضاء، الأجزاء الهيكلية الحيوية |
| 50 – 60 نقطة في البوصة | عالية جداً | مسبوكات دقيقة رقيقة عالية النقاء |
تقوم شركة AdTech بتصنيع مرشحات الرغوة الخزفية من مواد الألومينا وكربيد السيليكون والزركونيا لتغطية النطاق الكامل لدرجات الحرارة والتطبيقات في عمليات صب الألومنيوم.
الصب بالرمل: مبادئ العملية ومزاياها وقيودها
كيف يعمل صب الرمل في تصنيع مكونات الألومنيوم؟
يُعد الصب بالرمل أقدم طرق صب الألومنيوم وأكثرها مرونة. حيث يُستخدم قالب يمثل الشكل الهندسي النهائي للقطعة لتشكيل تجويف في قالب رمل، ثم يُملأ هذا التجويف بالألومنيوم السائل. وبعد التصلب والتبريد، يُكسر القالب لاستخراج القطعة المصبوبة.
النظامان الرئيسيان لاستخدام الرمل في مصانع صب الألومنيوم هما:
رمال خضراء (رمل السيليكا المخلوط بطين البنتونيت والماء) هو الخيار الأكثر اقتصادية للإنتاج بكميات كبيرة. ويمكن إعادة استخدام خليط الرمل هذا، كما يتميز بنفاذية جيدة تسمح بخروج الغازات المتولدة أثناء عملية الصب. ويُعد الرمل الأخضر مناسبًا للأجزاء ذات التعقيد المتوسط والتفاوتات الأبعاد التي تتراوح بين ±1.5 و±3 ملم.
رمل غير مخبوز (مربوط كيميائيًا) تستخدم مواد رابطة اصطناعية (الفوران، أو اليوريثان الفينولي، أو سيليكات الصوديوم) التي تتصلب في درجة حرارة الغرفة دون الحاجة إلى التسخين. تعتبر القوالب غير القابلة للخبز أقوى من الرمل الأخضر، وتسمح بتصميمات هندسية أكثر تعقيدًا مع تفاوتات أقل (±0.8 إلى ±1.5 مم)، كما أنها أكثر ملاءمة للأجزاء المعقدة أو ذات الحجم الصغير.
معلمات عملية الصب بالرمل:
| المعلمة | الرمل الأخضر | رمل لا يحتاج إلى خبز |
|---|---|---|
| تفاوت الأبعاد | ±1.5 – 3.0 ملم | ±0.8 – 1.5 ملم |
| نهاية السطح (Ra) | 6.3 – 12.5 ميكرومتر | 3.2 – 6.3 ميكرومتر |
| الحد الأدنى لسمك الجدار | 3 – 5 ملم | 2.5 – 4 ملم |
| تكلفة الأدوات | منخفضة | منخفضة إلى متوسطة |
| حجم الإنتاج المناسب | 1 – 10,000+ قطعة | 1 – 5,000 قطعة |
| التعقيد الأساسي | معتدل | عالية |
المجالات التي يتفوق فيها الصب بالرمل:
- المكونات الكبيرة والمعقدة التي لا يمكن فيها تبرير تكاليف أدوات القوالب.
- كميات إنتاج منخفضة إلى متوسطة.
- الأجزاء التي تتطلب تجاويف داخلية (يمكن دمج القوالب الداخلية بسهولة).
- إنتاج النماذج الأولية والإنتاج بكميات صغيرة.
نقاط ضعف صب الرمل:
- الإنتاج بكميات كبيرة (لا يمكن لفترات الدورات التي تتراوح بين 15 و60 دقيقة أو أكثر لكل قالب أن تنافس عملية الصب بالقالب).
- المقاطع ذات الجدران الرقيقة التي يقل سمكها عن 2.5 ملم.
- متطلبات دقة عالية الأبعاد.
- التطبيقات التي تتطلب تشطيبًا فائقًا للسطح دون الحاجة إلى عمليات ثانوية.
الصب بالقالب: مقارنة بين طريقتي الضغط العالي والضغط المنخفض
ما الفرق بين الصب بالقالب تحت الضغط العالي والصب بالقالب تحت الضغط المنخفض؟
يشمل القولبة بالضغط طريقتين مختلفتين جذريًا لملء قالب فولاذي ثابت (قالب) بالألمنيوم السائل، ويؤثر الاختيار بينهما بشكل كبير على جودة القطع، والاستثمار في الأدوات، ومعدل الإنتاج.
الصب بالقالب تحت ضغط عالٍ (HPDC)
يتم في عملية الصب بالقالب تحت الضغط العالي حقن الألومنيوم المنصهر في قالب فولاذي بضغوط تتراوح بين 40 و120 ميجا باسكال (400 إلى 1200 بار)، وبسرعات حقن تتراوح بين 30 و80 مترًا في الثانية. تتم دورة التعبئة بأكملها — من الحقن إلى التصلب الأولي — في أجزاء من الثانية. هذه السرعة هي ما يسمح لـ HPDC بتحقيق الجدران الرقيقة والتفاصيل الدقيقة للسطح والتفاوتات الضيقة التي تجعلها طريقة الصب السائدة لمكونات السيارات والإلكترونيات الاستهلاكية ذات الحجم الكبير.
الخصائص الرئيسية لعملية HPDC:
| المعلمة | النطاق النموذجي |
|---|---|
| ضغط الحقن | 40 – 120 ميجا باسكال |
| سرعة حقن المعدن | 30 – 80 م/ث |
| مدة الدورة | 15 – 120 ثانية |
| الحد الأدنى لسمك الجدار | 0.8 – 1.5 ملم |
| تفاوت الأبعاد | ±0.1 – 0.3 ملم |
| نهاية السطح (Ra) | 0.8 – 3.2 ميكرومتر |
| تكلفة الأدوات | مرتفع جدًا ($50,000 – $500,000+) |
| حد حجم الإنتاج | 10,000 – 1,000,000+ قطعة |
أهم عائق يواجه تقنية HPDC هو المسامية الناتجة عن احتباس الغاز. تؤدي سرعة الحقن العالية إلى ملء مضطرب يحبس الهواء وغازات الاحتراق الناتجة عن مادة تشحيم القالب داخل التجويف. وتنتشر هذه المسام الغازية عبر المقطع العرضي للقطعة المصبوبة وتعيق عملية المعالجة الحرارية (حيث تتوسع المسام الغازية وتؤدي إلى ظهور فقاعات أثناء المعالجة بالحل). يقلل HPDC بمساعدة الفراغ من هذه المشكلة عن طريق تفريغ تجويف القالب قبل الحقن، مما يجعل المعالجة الحرارية T6 لأجزاء HPDC ممكنة.
الصب بالقالب تحت ضغط منخفض (LPDC)
يستخدم الصب بالقالب تحت الضغط المنخفض فرنًا مضغوطًا أسفل القالب (عادةً ما يتراوح ضغط الهواء أو الغاز الخامل بين 0.05 و0.15 ميجا باسكال) لدفع المعدن السائل لأعلى عبر أنبوب صاعد إلى تجويف القالب. يؤدي التعبئة البطيئة والمحكومة من الأسفل إلى الأعلى إلى إنتاج نمط تدفق طبقي يزيل احتباس الهواء إلى حد كبير.
المزايا الرئيسية لنظام LPDC:
- جودة معدنية أعلى مقارنةً بـ HPDC (مسامية أقل، قابلة للمعالجة الحرارية).
- اتساق جيد في الأبعاد.
- إنتاجية معدنية عالية (80-90%) نظرًا لعودة معدن أنبوب الصعود إلى الفرن بين كل عملية صب وأخرى.
- مناسبة للسبائك التي تتطلب معالجة T6 (عجلات السيارات، الدعامات الهيكلية).
القيود الرئيسية:
- أوقات دورات أطول (60-180 ثانية) مقارنةً بتقنية HPDC.
- يقتصر ذلك على الأشكال الهندسية ذات التعقيد المعتدل.
- متطلبات صيانة الأفران الأكثر صرامة.
مقارنة بين HPDC و LPDC:
| المعيار | الصب بالقالب تحت الضغط العالي | الصب بالقالب تحت ضغط منخفض |
|---|---|---|
| ضغط التعبئة | 40 – 120 ميجا باسكال | 0.05 – 0.15 ميجا باسكال |
| نمط التعبئة | مضطرب | لامينار |
| مستوى المسامية | متوسط إلى مرتفع | منخفضة |
| قابل للمعالجة الحرارية | لا (قياسي) / نعم (فراغي) | نعم |
| مدة الدورة | 15 – 120 ثانية | 60 – 180 ثانية |
| الحد الأدنى لسمك الجدار | 0.8 ملم | 2.0 ملم |
| تكلفة الأدوات | عالية جداً | عالية |
| أفضل التطبيقات | قطع ذات جدران رقيقة تُنتج بكميات كبيرة | المكونات الهيكلية التي تتطلب معالجة T6 |
الصب في قوالب ثابتة والصب بالجاذبية
ما هو الصب بالقالب بالجاذبية ومتى يكون الخيار الأمثل؟
في عملية الصب بالجاذبية (التي تُعرف أيضًا باسم «الصب بالقالب الدائم» في المصطلحات المستخدمة في أمريكا الشمالية)، يُسكب الألومنيوم السائل في قالب معدني بالاعتماد على الجاذبية وحدها — دون أي ضغط خارجي. ويُعاد استخدام القالب المصنوع من الفولاذ أو الحديد الزهر لمئات بل وآلاف الدورات، مما يجعله أكثر اقتصادية من الصب بالرمل بالنسبة لحجم الإنتاج المتوسط، مع تجنب الاستثمارات المرتفعة في الأدوات التي تتطلبها عملية الصب بالقالب.
تؤدي درجة الحرارة المضبوطة للقالب وسرعة إخراج الحرارة، مقارنةً بالصب بالرمل، إلى تكوين بنية حبيبية أدق وخصائص ميكانيكية أفضل مقارنةً بالمسبوكات الرملية ذات الشكل الهندسي المماثل.
الخصائص النموذجية للصب بالقالب بالجاذبية (A356-T6):
| الممتلكات | صب الرمل A356-T6 | صب بالقالب بالجاذبية من مادة A356-T6 | LPDC A356-T6 |
|---|---|---|---|
| قوة الشد (ميجراسكال) | 228 | 262 | 283 |
| حد الانحناء (ميجا باسكال) | 165 | 186 | 207 |
| الاستطالة (%) | 5 | 6 | 9 |
| الصلابة (HB) | 70 | 80 | 85 |
يُعد الصب بالقالب بالجاذبية مناسبًا بشكل خاص لما يلي:
- كميات إنتاج متوسطة (من 500 إلى 50,000 قطعة)
- الأجزاء التي تتطلب خصائص ميكانيكية أفضل من تلك التي يوفرها الصب بالرمل.
- المكونات التي تتطلب مقاومة الضغط (العلب الهيدروليكية، أجسام الصمامات)
- الهندسات ذات التعقيد المعتدل.
الصب بالقالب والاستثمار والصب بالرغوة المفقودة للأشكال الهندسية المعقدة
كيف يُنتج الصب بالقالب أجزاءً من الألومنيوم ذات شكل شبه نهائي؟
يُنتج الصب بالاستثمار (المعروف أيضًا باسم عملية الشمع المفقود) مكونات من الألومنيوم تتميز بدقة أبعاد استثنائية ونعومة سطحية فائقة، وذلك عن طريق صب المعدن في قوالب خزفية تُشكل حول نماذج شمعية قابلة للاستهلاك. وتتيح هذه العملية الحصول على أشكال هندسية داخلية، وتفاصيل سطحية دقيقة، وتفاصيل تحتية، وهو ما يستحيل تحقيقه أو يكون مكلفًا للغاية باستخدام أي طريقة أخرى.
خطوات عملية الصب بالقالب:
- يُحقن الشمع في قالب معدني لتشكيل النموذج.
- تجميع أنماط متعددة على شجرة قوالب من الشمع.
- اغمس المجموعة مرارًا وتكرارًا في ملاط السيراميك، لتشكيل غلاف سيراميكي (8-12 طبقة غمس).
- قم بإذابة الشمع في جهاز التعقيم (إزالة الشمع بالبخار).
- قم بحرق القشرة الخزفية عند درجة حرارة تتراوح بين 900 و1100 درجة مئوية لتعزيز متانتها.
- صب الألومنيوم السائل في القالب المسخن مسبقًا.
- قم بتحطيم القطعة الخزفية بعد أن تصلب.
- اقطع القوالب الفردية من شجرة القوالب.
تفاوتات الصب الدقيق للألمنيوم ونوعية السطح:
| نطاق الأبعاد | الحد المسموح به | نهاية السطح (Ra) |
|---|---|---|
| حتى 25 مم | ±0.13 ملم | 1.6 – 3.2 ميكرومتر |
| 25 – 150 ملم | ± 0.25 مم | 1.6 – 3.2 ميكرومتر |
| 150 – 300 ملم | ±0.50 مم | 3.2 – 6.3 ميكرومتر |
الصب بالرغوة المفقودة
يحل صب الرغوة المفقودة محل النموذج الشمعي بنموذج من رغوة البوليسترين الموسع (EPS) الذي يبقى داخل القالب أثناء عملية الصب. وعندما يتلامس الألومنيوم السائل مع الرغوة، تتبخر الرغوة ويحل محلها المعدن. تجمع هذه العملية بين العديد من مزايا الصب بالاستثمار (القدرة على تشكيل أشكال هندسية معقدة) وبساطة الصب بالرمل (لا حاجة لبناء قشرة، ولا لإزالة الشمع).
يُستخدم أسلوب الرغوة المفقودة على نطاق واسع في تصنيع مكونات المحركات المعقدة، مثل رؤوس الأسطوانات وأنابيب السحب، حيث تتطلب الممرات الداخلية في هذه الحالات استخدام عدة قوالب رملية.
الصب المستمر والصب بالتبريد المباشر لإنتاج القضبان والصفائح
ما هي عملية صب الألمنيوم بالتبريد المباشر؟
يُعد الصب بالتبريد المباشر (DC) الطريقة الأساسية لإنتاج قضبان الألومنيوم (ذات المقاطع العرضية الدائرية المخصصة للبثق) وألواح الدرفلة (ذات المقاطع العرضية المستطيلة المخصصة لمصانع الدرفلة). تتضمن العملية صب الألومنيوم السائل في قالب مبرد بالماء ومفتوح من الأسفل. ومع تصلب المعدن في القالب، يقوم مكبس هيدروليكي بخفض الجزء المتصلب بشكل مستمر بينما يتم تزويده بمعدن سائل جديد من الأعلى.
يؤدي التبريد المباشر المتزامن للماء للغلاف المتصلب أسفل القالب إلى سحب سريع للحرارة والحصول على بنية مجهرية دقيقة. وتنتج عملية الصب بالتيار المستمر قضبانًا يتراوح قطرها بين 100 ملم وأكثر من 1200 ملم، وألواحًا يصل عرضها إلى 2000 ملم.
المعلمات الحاسمة في صب الألومنيوم:
| المعلمة | النطاق النموذجي | تأثير الانحراف |
|---|---|---|
| سرعة الصب | 40 – 150 ملم/دقيقة | إذا كانت السرعة زائدة: يتسبب ذلك في تشقق البرد؛ وإذا كانت السرعة منخفضة: يتسبب ذلك في تشقق الحرارة |
| تدفق مياه التبريد | 100 – 300 لتر/دقيقة/متر | غير كافٍ: تشققات سطحية؛ زائد: صدمة حرارية |
| درجة حرارة المعدن (حوض التوزيع) | 680 – 720 درجة مئوية | درجة حرارة مرتفعة جدًّا: تسربات؛ درجة حرارة منخفضة جدًّا: انسداد بسبب البرودة |
| محتوى الهيدروجين | < 0.12 مل/100 غرام من الألومنيوم | العيوب: المسامية، انخفاض مقاومة التعب |
تعد متطلبات جودة الذوبان في عملية الصب بالتيار المستمر أكثر صرامة مقارنة بمعظم عمليات الصب المشكلة، وذلك لأن القضبان والصفائح الناتجة تخضع لاحقًا لعمليات تشكيل (بثق، درفلة، تشكيل بالضغط)، حيث يمكن أن تتسبب مسامات الهيدروجين والشوائب في حدوث تشققات وعيوب سطحية ورفض المنتج.
الوقاية من عيوب الصب: الأسباب الجذرية وطرق المكافحة
ما هي عيوب صب الألومنيوم الأكثر شيوعًا؟
إن فهم آليات تكوّن العيوب أكثر فائدة من حفظ قائمة بالعيوب. فعندما تعرف سبب تكوّن العيب، تصبح الإجراءات التصحيحية منطقية بدلاً من أن تكون مجرد تجارب وتجارب.
مسامية الغاز ينشأ عن ترسيب الهيدروجين المذاب أثناء التصلب أو عن احتباس الهواء أثناء ملء القالب. الوقاية: إزالة الغازات بشكل سليم (بهدف خفض نسبة H₂ إلى ما دون المواصفات)، والتحكم في سرعة الملء، واستخدام قوالب مزودة بفتحات تهوية.
مسامية الانكماش تتشكل هذه العيوب عندما لا يتمكن المسبوك المتصلب من امتصاص كمية كافية من المعدن السائل لتعويض الانكماش الحجمي للألومنيوم أثناء التصلب. الوقاية: تصميم صحيح للقنوات والرافعات، وتسلسل تصلب مناسب (تصلب موجه من أبعد نقطة نحو الرافعة).
الإغلاق البارد وسوء التشغيل تحدث هذه المشكلة عندما يلتقي تياران من المعدن في درجة حرارة غير كافية للانصهار بشكل صحيح، أو عندما يتجمد المعدن قبل ملء القالب بالكامل. الوقاية: رفع درجة حرارة الصهر، وزيادة معدل الصب، وتسخين القالب مسبقًا.
التشقق الحراري (التشقق الساخن) تحدث في الحالة شبه الصلبة عندما تتجاوز ضغوط الانكماش الحراري قوة المعدن المتصلب جزئيًا. الوقاية: استخدام سبائك ذات نطاقات تصلب أضيق، وتقليل قيود القالب، وتعديل معدل التبريد.
شوائب الأكسيد وهي عبارة عن طبقات أكسيد متناثرة من سطح الذوبان أو ناتجة عن الامتلاء المضطرب. الوقاية: استخدام مواد التذويب وإزالة الغازات بشكل سليم، وتقليل الاضطراب أثناء النقل والصب، واستخدام أنظمة الامتلاء ذات البوابة السفلية أو الجانبية، والترشيح باستخدام الرغوة الخزفية.
تواتر العيوب حسب طريقة الصب:
| نوع العيب | الصب بالرمل | HPDC | LPDC | قالب الجاذبية | الاستثمار |
|---|---|---|---|---|---|
| مسامية الغاز | معتدل | عالية | منخفضة | منخفضة | منخفضة جداً |
| مسامية الانكماش | معتدل | معتدل | منخفضة | معتدل | منخفضة |
| شوائب الأكسيد | معتدل | معتدل | منخفضة | منخفضة | منخفضة جداً |
| إغلاق البرد | منخفضة | منخفضة | منخفضة | معتدل | منخفضة جداً |
| التمزيق الساخن | منخفضة | منخفضة | منخفضة جداً | منخفضة | منخفضة جداً |
| الانحراف في الأبعاد | عالية | منخفضة جداً | منخفضة | معتدل | منخفضة جداً |
عمليات ما بعد الصب: المعالجة الحرارية، والتشغيل الآلي، وتشطيب الأسطح
ما هي المعالجات اللازمة لمسبوكات الألومنيوم بعد الصب؟
تتطلب معظم قطع الألمنيوم المصبوبة هيكليًا إجراء عملية واحدة على الأقل بعد الصب قبل أن تستوفي المواصفات النهائية. وغالبًا ما تكون المعالجة الحرارية، على وجه الخصوص، هي الخطوة التي تحول قطعة مصبوبة عادية إلى مكون عالي الأداء.
تسلسل المعالجة الحرارية T6:
- المعالجة الحرارية للمحلول: يُحمَّى إلى درجة حرارة تتراوح بين 520 و540 درجة مئوية (حسب نوع السبيكة) لمدة تتراوح بين 4 و12 ساعة لإذابة عناصر السبائك في المحلول الصلب.
- التبريد: نقل سريع إلى الماء بدرجة حرارة تتراوح بين 60 و80 درجة مئوية في غضون 15 ثانية من خروج المادة من الفرن (لمنع الترسيب أثناء التبريد).
- الشيخوخة الاصطناعية: يُسخَّن إلى درجة حرارة تتراوح بين 155 و170 درجة مئوية لمدة تتراوح بين 4 و16 ساعة لترسيب مراحل تقوية دقيقة (Mg₂Si بالنسبة لـ A356).
تأثير المعالجة بالتيترون 6 على الخصائص الميكانيكية لـ A356:
| الحالة | قوة الشد (ميجا باسكال) | حد الخضوع (ميجا باسكال) | الاستطالة (%) |
|---|---|---|---|
| كما صب (F) | 165 | 115 | 4 |
| T5 (للبالغين فقط) | 207 | 165 | 3 |
| T6 (المحلول + العمر) | 283 | 207 | 9 |
خيارات تشطيب الأسطح لمسبوكات الألومنيوم:
| العملية | تحسين السطح | التطبيق النموذجي |
|---|---|---|
| التنظيف بالخردق | يزيل الترسبات الكلسية، ويخفف من الشعور بالتعب | المكونات الهيكلية |
| التصنيع | دقة الأبعاد، وأسطح تلامس ناعمة | أسطح التلامس، الأجزاء الملولبة |
| الأنودة | مقاومة التآكل والتلف | الأسطح المكشوفة، الأجزاء الزخرفية |
| الطلاء بالمسحوق | اللون، الحماية من التآكل | الهندسة المعمارية، المنتجات الاستهلاكية |
| الطلاء الكهربائي | خصائص سطح محسّنة | الأجزاء الزخرفية الوظيفية |
| التشريب | يمنع تسرب الهواء من خلال سد المسام | العلب الهيدروليكية، قطع غيار الضاغط |
تطبيقات صناعة سبك الألومنيوم حسب القطاعات الصناعية
أين تُستخدم مصبوبات الألومنيوم في مختلف القطاعات الصناعية؟
يُعد اتساع نطاق تطبيقات صب الألمنيوم أحد أقوى الحجج التي تثبت تعدد استخدامات هذه المادة. فقد أدى الجمع بين خفة الوزن والقوة ومقاومة التآكل وسهولة الصب إلى جعل الألمنيوم المادة المفضلة في العديد من القطاعات التي تتطلب معايير عالية.
قطاع السيارات تعد أكبر مستهلك فردي لمسبوكات الألومنيوم على مستوى العالم، مدفوعة بمتطلبات تخفيف الوزن الرامية إلى تحسين كفاءة استهلاك الوقود وزيادة مدى سيارات الكهرباء. التطبيقات الرئيسية في قطاع السيارات:
- كتل المحركات ورؤوس الأسطوانات (A319، A380)
- علب ناقل الحركة (A380)
- العجلات (A356-T6، LPDC)
- مكونات نظام التعليق والمفاصل (A356-T6)
- أحواض البطاريات وعلبها للسيارات الكهربائية (HPDC، الصب الهيكلي)
قطاع الطيران تستخدم الشركة قوالب الصب الدقيق من الألومنيوم وقوالب الصب الرملية الدقيقة في تصنيع الهياكل الإطارية، والأقواس، والأغلفة، ومكونات هيكل الطائرة. ويجب أن تستوفي المواد مواصفات صارمة فيما يتعلق بالمسامية والشوائب، حيث يتطلب ذلك عادةً أن يقل محتوى الهيدروجين في المادة المنصهرة عن 0.10 مل/100 غرام من الألومنيوم، بالإضافة إلى فحص القوالب النهائية بالأشعة السينية أو التصوير المقطعي المحوسب.
البناء والهندسة المعمارية تعتمد الشركة على القوالب الدائمة والصب بالرمل في تصنيع تجهيزات النوافذ والجدران الستائرية، والدرابزينات، والعناصر المعمارية الزخرفية التي تتطلب مقاومة للتآكل وجودة جمالية في آن واحد.
الإلكترونيات والاتصالات وقد نمت هذه السوق بسرعة لتصبح سوقًا لمكونات HPDC ذات الجدران الرقيقة — مثل المبددات الحرارية، وأغلفة هوائيات الجيل الخامس (5G)، ومكونات هياكل الخوادم — حيث تُعد دقة الأبعاد، والتوصيل الحراري، ونعومة السطح عوامل حاسمة.
البحرية والبحرية البعيدة تفضل هذه التطبيقات استخدام السبائك المقاومة للتآكل (سلسلة 5xxx، A356) في صناعة أغطية المضخات، والدوارات، والدعامات الهيكلية المعرضة للمياه المالحة.
| قطاع الصناعة | طرق الصب السائدة | السبائك الرئيسية | معايير الجودة الحاسمة |
|---|---|---|---|
| نظام الدفع في السيارات | HPDC، الرمل، LPDC | A319، A380، A356 | مقاومة الضغط، ودقة الأبعاد |
| هيكلية السيارات | LPDC، قالب بالجاذبية | A356-T6 | القوة الميكانيكية، الاستطالة |
| الطيران والفضاء | الاستثمار، الرمل | A356، A201، 357 | المسامية < 0.10 مل/100 غرام، خالٍ من العيوب بالأشعة السينية |
| الإلكترونيات | HPDC | A380، ADC12 | جدار رقيق، تشطيب السطح، تبديد الحرارة |
| البحرية | قالب الرمل والجاذبية | A356، 535 | مقاومة التآكل، مقاومة الضغط |
| الإنشاءات | الرمل، القوالب الدائمة | 6xxx، A356 | تشطيب السطح، جودة عملية الأكسدة |
اختيار المعدات والمواد الاستهلاكية لمسابك الألومنيوم
ما هي المعدات التي تحتاجها مصانع صب الألمنيوم؟
يعتمد مزيج المعدات الرأسمالية والمواد الاستهلاكية في مصنع صب الألمنيوم بشكل كبير على طريقة الصب وحجم الإنتاج ونوع السبائك المستخدمة. ومع ذلك، فإن متطلبات معدات معالجة الذوبان متشابهة في جميع عمليات صب الألمنيوم تقريبًا.
معدات معالجة ذوبان اللب:
وحدات إزالة الغازات الدوارة تتوفر في تصميمات محمولة (معالجة بالغرفة) وخطية (مستمرة). معايير الاختيار الرئيسية:
- سعة حجم الذوبان (بالكيلوغرامات أو الأطنان لكل دورة معالجة)
- مادة الدوار (جرافيت متساوي الضغط لضمان العمر الافتراضي الطويل)
- نطاق عدد الدورات في الدقيقة ودقة التحكم
- قدرة قياس تدفق الغاز
صناديق الترشيح المصنوعة من الرغوة الخزفية تثبيت المرشح في مكانه أثناء نقل المعدن والحفاظ على درجة الحرارة الصحيحة لتسخين المرشح مسبقًا. يؤثر تصميم صندوق المرشح على كفاءة الترشيح وعلى كمية المعدن الناتجة.
أنظمة الغسيل نقل المعدن السائل من الفرن إلى آلة الصب بأقل قدر ممكن من الاضطراب وفقدان الحرارة. تعمل أقسام القنوات المسخنة على الحفاظ على درجة حرارة المعدن، في حين يتم دمج صناديق الترشيح في خط الإنتاج.
محطات تكرير الحبوب وتعديلها إضافة السبائك الرئيسية (Al-Ti-B لتنقية الحبيبات، وAl-Sr أو Al-Na لتعديل السيليكون) بمعدلات ومواقع محددة في تيار السائل المنصهر.
أجهزة قياس الهيدروجين — سواء كانت مجسات من نوع Telegas المدمجة في خط الإنتاج أو أجهزة اختبار الضغط المنخفض المحمولة — توفر بيانات التحكم في العملية اللازمة للتحقق من جودة المادة المنصهرة قبل الصب.
تزود شركة AdTech مصانع الألمنيوم وعمليات الصب في جميع أنحاء العالم بوحدات إزالة الغازات، والمرشحات الرغوية الخزفية (10-60 PPI)، والمواد المقاومة للحرارة المستخدمة في قنوات الصب، وسبائك صقل الحبيبات، ومواد التذويب المستخدمة في معالجة السائل المنصهر. ويقدم فريقنا الهندسي الدعم في اختيار المعدات، وتحسين المعلمات، وتحديد مواصفات المواد الاستهلاكية للعمليات الجديدة والقائمة.
الاعتبارات البيئية والمتعلقة بالاستدامة في مصانع صب الألومنيوم الحديثة
كيف تعمل مصانع صب الألمنيوم على تقليل أثرها البيئي؟
يتمتع الألومنيوم بسجل متميز في مجال الاستدامة: فهو قابل لإعادة التدوير دون أن تفقد خصائصه، ولا تتطلب عملية إعادة التدوير سوى 51٪ من الطاقة اللازمة لإنتاج الألومنيوم الأولي من البوكسيت. ومع ذلك، فإن عملية الصب نفسها تنطوي على تحديات بيئية يتعين على العمليات الحديثة معالجتها بفعالية.
تكوين الرواسب وإدارتها: تنتج كل عملية صهر للألمنيوم خبثًا — وهو خليط من معدن الألمنيوم وأكسيد الألمنيوم يتشكل على سطح المادة المصهورة. ويمثل الخبث خسارة في المعدن (1-51٪ من وزن المادة المصهورة) وتحدًٍّ في التخلص من النفايات. تستعيد أفران الملح الدوارة الحديثة المعدن من الخبث بمعدلات تتراوح بين 50 و70٪، وتعيد الألومنيوم المستعاد إلى دورة الإنتاج.
نفايات ملح الفلوكس: تنتج عمليات الصهر التي تستخدم أملاح الكلوريد والفلوريد نفايات على شكل كتل ملحية تتطلب التخلص منها أو إعادة تدويرها بعناية. ويتزايد استخدام أنظمة استرداد الملح ذات الدورة المغلقة في العمليات الكبيرة لتقليل توليد النفايات إلى أدنى حد.
كفاءة الطاقة: تُعد أفران العمود وأفران الحث القنوية أحدث ما توصلت إليه التكنولوجيا في مجال كفاءة الطاقة في عملية الصهر، حيث تبلغ استهلاكها للطاقة أقل من 450 كيلوواط/ساعة لكل طن من الألومنيوم المصهور. ويُعد هذا أداءً متميزًا مقارنةً بالتصميمات القديمة من أفران الصهر الانعكاسي التي تستهلك ما بين 700 و900 كيلوواط/ساعة لكل طن.
التحكم في الانبعاثات: يؤدي احتراق الغاز الطبيعي في أفران التردد وأفران البوتقة إلى انبعاثات من أكاسيد النيتروجين (NOₓ) وأول أكسيد الكربون (CO) والجسيمات. وتعد تقنية الشعلات منخفضة الانبعاثات من أكاسيد النيتروجين، وأنظمة استعادة الحرارة، وتحويل عمليات الصهر إلى الطاقة الكهربائية، مجالات استثمار نشطة في قطاع صناعة سبك الألومنيوم.
المحتوى المعاد تدويره: يُعد استخدام خردة الألومنيوم المستعملة من قبل المستهلكين والصناعات ممارسة معتادة في معظم مصانع الصب. ويتطلب الحفاظ على نقاء السبائك مع تعظيم الاستفادة من الخردة إجراء حسابات دقيقة لمحتويات القالب ومراقبة جودة عملية الصهر.
الأسئلة الشائعة — أسئلة حول عملية صب الألمنيوم
السؤال 1: ما هي عملية صب الألمنيوم بعبارات بسيطة؟
تتضمن عملية صب الألمنيوم صهر سبائك الألمنيوم في فرن، ومعالجة المعدن السائل لإزالة الهيدروجين المذاب والشوائب غير المعدنية، ثم صب أو حقن المعدن المصهور المعالج في قالب مصمم لإنتاج المكون المطلوب. وبعد التصلب والتبريد، يُخرج المصبوب من القالب وقد يخضع لعمليات إضافية مثل المعالجة الحرارية أو التشغيل الآلي أو تشطيب السطح قبل تسليمه كقطعة نهائية.
السؤال الثاني: ما هي الطريقة الأكثر شيوعًا لصب الألومنيوم؟
يُعد الصب بالقالب تحت الضغط العالي (HPDC) الطريقة الأكثر استخدامًا لصب الألومنيوم من حيث الحجم الإجمالي للإنتاج على مستوى العالم، مدفوعًا بشكل أساسي بالطلب في قطاعي السيارات والإلكترونيات على المكونات ذات الجدران الرقيقة والكميات الكبيرة. الصب بالرمل هو الطريقة الأكثر شيوعًا عبر مجموعة واسعة من أحجام المسابك، ويُفضل استخدامه للأجزاء الكبيرة أو المعقدة أو ذات الحجم المنخفض. أما الصب بالقالب تحت الضغط المنخفض فهو الطريقة السائدة في صناعة عجلات سبائك الألومنيوم.
السؤال 3: ما هي سبائك الألومنيوم الأكثر استخدامًا في المسابك؟
تُعد A356 (AlSi7Mg0.3) واحدة من أكثر سبائك الصب استخدامًا على مستوى العالم، وذلك لأنها تجمع بين قابلية صب ممتازة، وخصائص ميكانيكية جيدة في الحالة T6، والتوافق مع معظم طرق الصب. A380 (AlSi8Cu3Fe) هي السبيكة الأكثر شيوعًا في الصب بالقالب تحت الضغط العالي نظرًا لسيولتها الفائقة وقدرتها على ملء القالب.
السؤال 4: كيف يتم إزالة الهيدروجين من الألومنيوم السائل قبل الصب؟
يتم إزالة الهيدروجين من خلال عملية إزالة الغازات الدوارة، حيث يقوم دوار من الجرافيت الدوار بتوزيع فقاعات دقيقة من الأرجون أو النيتروجين في جميع أنحاء المادة المنصهرة. وينتشر الهيدروجين المذاب من المادة المنصهرة إلى هذه الفقاعات، ثم يُنقل معها أثناء صعود الفقاعات وخروجها من سطح المادة المنصهرة. تعمل هذه المعالجة عادةً على خفض محتوى الهيدروجين من 0.3-0.5 مل/100 غرام من الألومنيوم إلى أقل من 0.10-0.15 مل/100 غرام من الألومنيوم في غضون 10-25 دقيقة، اعتمادًا على معلمات العملية.
السؤال 5: ما الفرق بين الصب والطرق في الألومنيوم؟
يتم إنتاج مصبوبات الألومنيوم عن طريق صب أو حقن المعدن السائل في قالب — حيث يتخذ المعدن شكل التجويف أثناء التصلب. أما قطع الألومنيوم المطروقة فتُنتج عن طريق تشويه الألومنيوم الصلب أو شبه الصلب ميكانيكيًا تحت ضغط عالٍ باستخدام قوالب. تتمتع قطع الألمنيوم المطروقة عمومًا بقوة أعلى ومقاومة أفضل للتعب مقارنة بالمسبوكات ذات الشكل الهندسي المماثل، وذلك لأن عملية التشويه تعمل على تحسين بنية الحبيبات والقضاء على المسامية. يمكن للمسبوكات تحقيق أشكال هندسية أكثر تعقيدًا وجدران أرق، كما أنها عادةً ما تكون أقل تكلفة بالنسبة للأشكال المعقدة.
السؤال 6: ما أسباب حدوث المسامية في مصبوبات الألومنيوم وكيف يمكن تجنبها؟
تعود مسامية صب الألومنيوم إلى سببين متميزين. تتشكل المسامية الغازية (مسام ناعمة وكروية الشكل) نتيجة لترسب الهيدروجين المذاب أثناء التصلب — ويمكن منعها عن طريق إزالة الغازات بشكل سليم قبل الصب. تتشكل مسامية الانكماش (فراغات غير منتظمة ومترابطة) عندما لا يستطيع المعدن المتصلب سحب كمية كافية من السائل لتعويض الانكماش الحجمي — ويمكن منعها من خلال التصميم الصحيح للرافعات والممرات التي تضمن التصلب الاتجاهي نحو نقاط التغذية. يعد اختبار الضغط المنخفض (RPT) والفحص بالأشعة السينية من طرق مراقبة الجودة القياسية للكشف عن المسامية وقياسها.
السؤال 7: ما هو دور المرشحات الرغوية الخزفية في عملية صب الألومنيوم؟
يتم تركيب مرشحات الرغوة الخزفية في نظام نقل المعدن بين الفرن وتجويف القالب. وعندما يتدفق الألومنيوم السائل عبر بنية الرغوة ذات الخلايا المفتوحة للمرشح، يتم احتجاز الشوائب الصلبة (أغشية الأكسيد، وجزيئات المواد الحرارية، والمركبات الفلزية) من خلال مزيج من الغربلة الميكانيكية والالتصاق السطحي. تعمل عملية الترشيح على تحسين نظافة المادة المنصهرة بشكل كبير، مما يقلل من العيوب المرتبطة بالشوائب ويحسن الخصائص الميكانيكية — لا سيما مقاومة التعب والاستطالة — للقطعة المصبوبة النهائية.
السؤال 8: كم تستغرق عملية صب الألومنيوم من مرحلة الصهر وحتى الحصول على القطعة النهائية؟
يعتمد إجمالي وقت الدورة بشكل كامل على طريقة الصب ومدى تعقيد القطعة. يمكن أن تستغرق دورة الصب بالقالب تحت الضغط العالي ما بين 15 إلى 120 ثانية. أما الصب بالقالب بالجاذبية فيستغرق ما بين 2 إلى 10 دقائق لكل دورة. وقد يستغرق الصب بالرمل ما بين 30 دقيقة إلى عدة ساعات حتى تتصلب القطع الكبيرة تمامًا. تستغرق عمليات الصب بالاستثمار أطول وقت للتحضير (أيام لبناء الغلاف الخزفي) ولكن خطوة الصب الفعلية سريعة. تضيف المعالجة الحرارية 8-20 ساعة لظروف T6. تتراوح المدة الإجمالية للتصنيع من الطلب إلى القطعة المجهزة النهائية عادةً من يومين (HPDC) إلى عدة أسابيع (الصب بالاستثمار مع المعالجة الحرارية والتجهيز).
السؤال 9: ما هي درجة الحرارة التي يذوب عندها الألومنيوم في المصنع؟
تبلغ درجة انصهار الألومنيوم النقي 660 درجة مئوية. وفي ممارسات صناعة السبك، تُعالج سبائك الألومنيوم عادةً عند درجات حرارة تتراوح بين 700 و780 درجة مئوية — أي أعلى من درجة حرارة الانصهار — لضمان الانصهار الكامل وتوفير السيولة الكافية لملء القوالب. وتؤدي درجات الحرارة الأعلى إلى تحسين السيولة، لكنها تزيد من الأكسدة وامتصاص الهيدروجين واستهلاك الطاقة. تختلف درجة الحرارة المثلى للمعالجة باختلاف السبائك وتتأثر بطريقة الصب المستخدمة. تعمل تقنية HPDC عادةً عند درجة حرارة تتراوح بين 640 و680 درجة مئوية عند غلاف الحقن (أقل من درجة حرارة فرن الصهر بسبب تصميم التصلب السريع)، بينما قد تستخدم تقنية الصب بالقالب درجات حرارة تصل إلى 780 درجة مئوية للأجزاء المعقدة ذات الجدران الرقيقة.
السؤال 10: ما هي معايير الجودة التي تنطبق على منتجات صب الألمنيوم؟
تخضع مصبوبات الألومنيوم لمعايير جودة متعددة حسب قطاع الاستخدام. وتشمل المعايير المرجعية على نطاق واسع ASTM B85 (مسبوكات سبائك الألومنيوم بالقالب)، وASTM B108 (مسبوكات القوالب الدائمة)، ومعايير AMS لمسبوكات الفضاء، ومعايير NADCA لتفاوتات الصب بالقالب والتفتيش، والمعايير الخاصة بمصنعي المعدات الأصلية من شركات تصنيع السيارات مثل جنرال موتورز وفورد ومصنعي المعدات الأصلية الأوروبيين. غالبًا ما تخضع جودة الصهر لمواصفات المصنع الداخلية فيما يتعلق بمحتوى الهيدروجين (يتم التحقق منه بواسطة RPT أو Telegas) ومستوى الشوائب (يتم التحقق منه بواسطة تحليل PoDFA أو Prefil للتطبيقات الحرجة). يعد الفحص بالأشعة السينية والأشعة المقطعية وفقًا لمعيار ASTM E505 أو EN 12681 من طرق الفحص القياسية للتأكد من عدم وجود مسامية في القوالب الهيكلية.
الخلاصة: اختيار العملية المناسبة لاحتياجاتك في مجال صب الألمنيوم
لا تُعد عملية صب الألمنيوم طريقة واحدة بل مجموعة من التقنيات المترابطة، لكل منها مزيج مميز من نقاط القوة والقيود وهياكل التكلفة وإمكانيات الجودة. ويتم اختيار العملية المثلى لأي مكون محدد بناءً على تقييم منهجي لما يلي:
- حجم الإنتاج السنوي (لا تكون أدوات الصب بالقالب مجدية من الناحية الاقتصادية إلا عند تجاوز كميات معينة).
- تعقيد هندسة المكونات ومتطلبات سماكة الجدران.
- الخصائص الميكانيكية ومتطلبات المعالجة الحرارية.
- مواصفات التفاوتات في الأبعاد ونعومة السطح.
- بيئة الاستخدام (التآكل، الضغط، الأحمال المسببة للإجهاد).
- القيود المالية المتعلقة بالأدوات وسعر الوحدة.
جدول ملخص — اختيار طريقة صب الألومنيوم:
| معايير الاختيار | الرمل | قالب الجاذبية | LPDC | HPDC | الاستثمار | الرغوة المفقودة |
|---|---|---|---|---|---|---|
| تعقيد الهندسة | عالية | معتدل | معتدل | معتدل | عالية جداً | عالية |
| الحد الأدنى لسمك الجدار | 3 مم | 2.5 مم | 2.0 ملم | 0.8 ملم | 0.5 ملم | 2.5 مم |
| دقة الأبعاد | منخفضة | معتدل | جيد | جيد جداً | ممتاز | جيد |
| الخصائص الميكانيكية | معتدل | جيد | جيد جداً | معتدل | جيد | جيد |
| قابل للمعالجة الحرارية | نعم | نعم | نعم | محدودة | نعم | نعم |
| تكلفة الأدوات | منخفضة | معتدل | عالية | عالية جداً | منخفضة-متوسطة | منخفضة |
| نطاق الصوت الأمثل | 1-5,000 | 500-50,000 | 5,000-200,000 | 50,000+ | 10-10,000 | 100-50,000 |
في AdTech، قدم فريقنا الهندسي الدعم لمصانع صب الألمنيوم وعمليات الصب في أربع قارات من خلال تحسين جودة الصهر، واختيار عمليات الصب المناسبة، وتحديد منتجات الترشيح وإزالة الغازات والمواد المقاومة للحرارة التي تلبي متطلبات إنتاجهم. نحن نضفي على كل محادثة خبرة عملية فعلية — لا نكتفي بمجرد ذكر المواصفات الواردة في الكتالوجات.
