Alüminyum döküm süreci, kontrollü eritme, eriyik işleme ve döküm aşamalarıyla ham alüminyumu ve alüminyum alaşımlarını hassas şekilli bileşenlere dönüştürür; doğru uygulandığında ise, diğer üretim yöntemlerinin çok azının ulaşabildiği düşük yoğunluk, yüksek mukavemet-ağırlık oranı, korozyon direnci ve boyutsal doğruluğu bir arada barındıran parçalar üretir. Otomotiv, havacılık, inşaat ve tüketici elektroniği tedarik zincirlerinde yer alan dökümhanelerle doğrudan çalıştıktan sonra, karlı bir alüminyum döküm işletmesi ile zorluk çeken bir işletme arasındaki farkın neredeyse her zaman dört aşamadaki süreç disiplinine bağlı olduğunu güvenle söyleyebiliriz: alaşım hazırlığı, eriyik kalite kontrolü, döküm yöntemi seçimi ve döküm sonrası işlem.
Projeniz için Alüminyum Ergitme, Gaz Giderme ve Filtreleme Sistemi kullanılması gerekiyorsa, Bize ulaşın ücretsiz fiyat teklifi için.
Döküm İşlemlerinde Kullanılan Alüminyum Alaşımlı Sistemler
En Sık Döküm Olarak Kullanılan Alüminyum Alaşımları Hangileridir?
Her alüminyum alaşımı dökümhane kullanımına uygun değildir. Bir alaşımın döküm davranışı, akışkanlığına, katılaşma aralığına, sıcak yırtılma eğilimine, büzülme özelliklerine ve eritme işlemine verdiği tepkiye bağlıdır. Dökümhanelerde en sık işlenen alaşım aileleri iki geniş kategoriye ayrılır: sürekli veya doğrudan soğutmalı döküm yoluyla işlenen dövme alaşımları ve şekillendirilmiş kalıplara dökülen döküm alaşımları.
Döküm alaşımları özellikle iyi akışkanlık, düşük büzülme ve sıcak çatlamaya karşı direnç sağlayacak şekilde formüle edilmiştir. Silikon, çoğu ticari döküm alaşımında baskın alaşım elemanıdır, çünkü düşük silikon seviyelerinde (yaklaşık 5-7%) akışkanlığı önemli ölçüde artırır ve daha yüksek seviyelerde (10-13%) ötektik akış özelliklerine yakın özellikler sağlar. Küresel olarak en yaygın kullanılan döküm alaşımları şunlardır:
| Alaşım Tanımı | Ana Alaşım Elemanları | Tipik Silikon İçeriği (%) | Birincil Uygulamalar |
|---|---|---|---|
| A356 / AlSi7Mg0,3 | Si, Mg | 6.5 – 7.5 | Otomobil jantları, yapısal braketler |
| A380 / AlSi8Cu3Fe | Si, Cu, Fe | 7.5 – 9.5 | Döküm gövdeler, kapaklar |
| A413 / AlSi12 | Evet | 11.0 – 13.0 | Denizcilik bağlantı parçaları, karmaşık ince cidarlı parçalar |
| A319 / AlSi6Cu3,5 | Si, Cu | 5.5 – 6.5 | Motor blokları, silindir kafaları |
| A390 / AlSi17Cu4Mg | Si, Cu, Mg | 16.0 – 18.0 | Otomotiv kompresörleri, aşınma yüzeyleri |
| 535 / AlMg6,2 | Mg | < 0.15 | Denizcilik donanımı, korozyona karşı hassas parçalar |
| A201 / AlCu4,5TiAg | Cu, Ti, Ag | < 0.10 | Havacılık ve uzay sektörüne yönelik yüksek mukavemetli dökümler |
Dövme alaşımları Dökümhane sürekli döküm yöntemiyle işlenen alaşımlar arasında 1xxx, 3xxx, 5xxx, 6xxx ve 7xxx serileri bulunur; bunlar, sonraki haddeleme, ekstrüzyon veya dövme işlemleri için kütük, kütük levha veya filmaşin şeklinde dökülür. Bu alaşımlar, şekillendirilmiş döküm alaşımlarına göre daha sıkı bileşim toleranslarına ve daha katı hidrojen içeriği gerekliliklerine sahiptir.
Alüminyum Alaşımlarının Sertlik Kodu Tanımlarının Anlaşılması
Alaşımın sertlik derecesi, mekanik özellikleri önemli ölçüde etkiler ve genellikle mühendislik çizimlerinde alaşım koduyla birlikte belirtilir. Döküm alaşımları için yaygın sertlik dereceleri şunlardır:
| Sıcaklık Kodu | Açıklama | Tipik Uygulama |
|---|---|---|
| F | Döküm haliyle, ısıl işlem görmemiş | Yapısal olmayan bileşenler |
| T4 | Isıl işlem görmüş, doğal olarak olgunlaştırılmış | Orta sertlikte, iyi süneklik |
| T5 | Sadece yapay olarak eskitilmiştir (döküm aşamasından itibaren) | Tam çözelti işlemine gerek kalmadan sertliğin artırılması |
| T6 | Çözüm: ısıl işlem görmüş + yapay olarak eskitilmiş | Maksimum mukavemet — havacılık ve uzay, otomotiv yapı elemanları |
| T7 | Çözelti ile işlenmiş + aşırı yaşlandırılmış (stabilize edilmiş) | Termal döngü altında boyutsal kararlılık |
A356-T6, otomotiv yapısal uygulamalarında tartışmasız en yaygın olarak tercih edilen döküm alaşımı-sertlik kombinasyonudur; 280-310 MPa çekme mukavemeti ve %8-12 uzama değerleri sunar.
Ergitme Fırını Türleri ve Çalışma Özellikleri
Alüminyum dökümhanelerinde ne tür fırınlar kullanılır?
Fırın seçimi, eritme kalitesi, enerji tüketimi, metal geri kazanımı ve üretim verimliliği üzerinde doğrudan ve ölçülebilir bir etkiye sahiptir. Tüm önemli fırın konfigürasyonlarını kullanan işletmelerle çalıştık ve bu konfigürasyonlar arasında yapılacak seçim, basit teknik özelliklerde nadiren yansıtılan birtakım ödünleşmeleri gerektirir.
Yankılama Fırınları
Yankı fırını, yüksek hacimli alüminyum eritme işlemlerinin temel unsurudur. Yükün üzerine monte edilmiş brülörlerden çıkan yanma gazları, fırının tavanından ve duvarlarından yayılan ısı ile eriyiği dolaylı olarak ısıtır; fırının adı da buradan gelmektedir. Kapasiteleri 10 tondan 100 tonun üzerine kadar değişmektedir.
Temel özellikler:
- Yüksek üretim kapasitesi, sonraki döküm işlemlerine kesintisiz besleme için uygundur.
- Oksitleyici ortama maruz kalan geniş yüzey alanı nedeniyle nispeten yüksek metal kaybı (2-5%).
- Kapasitesinin altında yüklendiğinde, şaft veya yığın fırınlarına kıyasla ton başına enerji verimliliği daha düşüktür.
- Temiz, önceden ayrıştırılmış hurda ve birincil külçelerin işlenmesine son derece uygundur.
Pota Fırınları
Elektrik dirençli veya gaz yakıtlı pota fırınları, alüminyumu bir pota (grafit-kil, silikon karbür veya çelik) aracılığıyla dolaylı olarak ısıtır. Kapasiteleri daha küçüktür — genellikle 50 kg ile 2.000 kg arasındadır — bu da onları fason imalat, alaşım geliştirme ve küçük ölçekli döküm işlemleri için ideal kılar.
Pota fırınları, eriyik sadece pota malzemesiyle temas ettiği için mükemmel sıcaklık kontrolü ve minimum kirlilik riski sunar. Bunun karşılığında ton başına enerji maliyeti daha yüksektir ve üretim kapasitesi sınırlıdır.
Şaft (Yığın) Fırınları
Şaft fırınları, ana eritme bölgesine girmeden önce dikey bir şafttan aşağı inen katı hammaddeyi ön ısıtmak için ana odadan gelen sıcak yanma gazlarını kullanır. Bu ısı geri kazanımı, geleneksel yansıma fırınlarına kıyasla enerji tüketimini -40 oranında azaltır. Bu fırınlar, temiz ve ağır hurdaların (temiz sac, ekstrüzyon hurdası, santrifüj işleminden sonra kalan işleme talaşları) işlenmesinde özellikle verimlidir.
İndüksiyon Fırınları
Kanallı indüksiyon fırınları ve çekirdeksiz indüksiyon fırınları, metali doğrudan ısıtmak için elektromanyetik indüksiyonu kullanır. Başlıca avantajları şunlardır:
- Son derece hassas sıcaklık kontrolü (±5°C'ye kadar ayarlanabilir).
- Elektromanyetik karıştırma, sıcaklık ve bileşim homojenliğini sağlar.
- Oksitleyici alev bulunmaması nedeniyle yanma fırınlarına göre daha az metal kaybı.
- Yanma ürünü olmaması, eritme bölgesi üzerinde daha temiz bir hava ortamı anlamına gelir.
En önemli sınırlama, daha yüksek sermaye maliyeti ve hammadde bileşimine karşı duyarlılıktır — hammadde içindeki yüksek oksit seviyeleri, kanal fırınlarında işletme sorunlarına yol açabilir.
Fırın karşılaştırma özeti:
| Fırın Tipi | Kapasite Aralığı | Enerji Verimliliği | Metal Kaybı | En İyi Uygulama |
|---|---|---|---|---|
| Reverberatory | 10 – 100+ ton | Orta düzeyde | 2 – 5% | Yüksek hacimli sürekli üretim |
| Pota (gaz) | 50 kg – 2 ton | Düşük ila orta | 1 – 2% | Küçük parti üretim, alaşım esnekliği |
| Şaft fırını | 5 – 50 ton | Yüksek | 1 – 3% | Temiz hurda işleme |
| Çekirdeksiz indüksiyon | 1 – 20 ton | Yüksek | 0.5 – 1.5% | Hassas alaşımlar, düşük kirlilik |
| Kanal indüksiyonu | 5 – 60 ton | Çok yüksek | 0.5 – 1% | Bekletme ve sıcaklık homojenleştirme |
| Döner fırın | 5 – 30 ton | Orta düzeyde | 3 – 8% | Kirlenmiş hurda, cüruf geri dönüşümü |
Ergitme Kalite Kontrolü: Gaz Giderme, Akı Uygulama ve Filtreleme
Dökümden Önce Ergitme İşlemi Neden Önemlidir?
Sıvı alüminyum reaktif bir maddedir. Atmosferdeki nemden hidrojen emer, yüzeyinde oksit tabakaları oluşturur ve refrakter aşınması, hammadde kirliliği ve oksidasyon ürünlerinden kaynaklanan metalik olmayan kalıntıları biriktirir. Bu safsızlıklar dökümden önce giderilmezse, katılaşmış parçanın içinde kalıcı olarak hapsolur ve aşağıdakileri neden olur:
- Gözeneklilik (katılaşma sırasında hidrojen gazı oluşumu)
- Oksit kalıntıları (azalmış çekme mukavemeti, yorulma direnci)
- Sert parçacık kalıntıları (işleme aletinden kaynaklanan hasarlar, yüzey kusurları)
- Büzülme gözenekliliği (akışı engelleyen oksit tabakaları nedeniyle yetersiz besleme)
Ergitme kalite kontrolünün üç temel unsuru şunlardır: gaz giderme, akışkanlaştırma, ve filtrasyon — ve iyi yönetilen bir dökümhanede bu üç adım da doğru sırayla uygulanır.
Döner Gaz Giderme: Hidrojen Gidermede Standart Yöntem
Döner gaz giderme işleminde, eriyik içine daldırılmış dönen bir grafit rotor kullanılarak argon (veya azot) akışı ince kabarcıklar halinde parçalanır. Bu kabarcıklar, çözünmüş hidrojenin eriyikten gaz fazına geçmesi için gerekli olan arayüzey alanını sağlar; burada hidrojen, kabarcık yükselip eriyik yüzeyinden ayrılırken dışarı taşınır.
Önemli çalışma parametreleri:
- Rotor uç hızı: 3,5 – 6,5 m/s (optimum kabarcık oluşumu aralığı).
- Argon akış hızı: Erimiş malzemenin her tonu başına 0,5 – 2,0 L/dk.
- İşlem sıcaklığı: 720 – 760 °C.
- Tedavi süresi: İlk hidrojen ölçümüne göre, genellikle 10-25 dakika sürer.
Hedef hidrojen içeriği, uygulamaya göre değişiklik gösterir; havacılık sektöründe 0,10 mL/100 g Al'nin altında iken, genel dökümlerde 0,20 mL/100 g Al'nin altındadır.
Alüminyum Dökümhanelerinde Akı İşlemleri
Akı, seçilen akı türüne bağlı olarak çeşitli işlevler yerine getirir:
Kapak akıları Alüminyum ile fırın atmosferi arasında erimiş tuz bariyeri oluşturarak eriyik yüzeyini oksidasyondan korurlar. Bu maddeler eriyik yüzeyine ince bir tabaka halinde uygulanır ve oksidasyon hızlarının yüksek olduğu yüksek magnezyumlu alaşımlarda özellikle önemlidir.
Temizlik akışkanları oksit kalıntılarıyla reaksiyona girip bunları emerek, bunları çıkarılabilir bir cüruf tabakası halinde toplarlar. Genellikle alüminyum oksit yüzeylerini ıslatan ve bunları akı fazına çeken klorür ve florür tuzları içerirler.
Gaz giderici akışkanlar (tablet veya toz formunda) suya batırıldığında reaktif gazlar salarak, eriyikten hidrojeni taşıyan kabarcıklar oluşturur. Döner gaz giderme yöntemine göre daha az verimli olsalar da, daha küçük ölçekli işlemlerde veya tamamlayıcı olarak kullanılırlar.
Tahıl inceltme akışkanları katılaşma sırasında heterojen çekirdeklenme noktaları oluşturmak üzere titanyum ve bor — genellikle Al-5Ti-1B ana alaşımı şeklinde — eklenir; bu sayede mekanik özellikleri iyileştirilmiş, ince ve eşeksenli bir tane yapısı elde edilir.
Seramik Köpük Filtrasyonu: Döküm Öncesi Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü Kötü
Gaz giderme ve akı işleminden sonra, işlenmiş eriyik, gözle tespit edilemeyecek kadar küçük ancak bitmiş dökümlerde hurdaya neden olacak kadar büyük kalıntı kalıntıları içerir. Kanal veya filtreleme kutusuna yerleştirilen seramik köpük filtreler (CFF), eriyik filtrenin kıvrımlı gözenek ağından geçerken mekanik durdurma ve yüzey yapışmasının bir kombinasyonu yoluyla bu kalıntıları giderir.
Uygulamaya göre filtre sınıfı seçimi:
| Filtre Gözenek Sınıfı (PPI) | Filtrasyon Verimliliği | Tipik Uygulama |
|---|---|---|
| 10 ÜFE | Düşük — yalnızca büyük kalıntılar | Genel kum kalıplı dökümler, kritik olmayan parçalar |
| 20 ÜFE | Orta düzeyde | Standart otomotiv dökümleri |
| 30 ÜFE | İyi | Otomotiv sektörüne yönelik yapısal, ince cidarlı dökümler |
| 40 ÜFE | Yüksek | Havacılık ve uzay, kritik yapısal parçalar |
| 50 – 60 PPI | Çok yüksek | Yüksek saflıkta, ince kesitli hassas dökümler |
AdTech, alüminyum döküm işlemlerinin tüm sıcaklık ve uygulama aralığını kapsayacak şekilde alümina, silikon karbür ve zirkonyum oksit malzemelerinden seramik köpük filtreler üretmektedir.
Kum Döküm: Proses İlkeleri, Avantajları ve Sınırlamaları
Alüminyum Parçalarda Kum Kalıplama Nasıl Çalışır?
Kum döküm, en eski ve en esnek alüminyum döküm yöntemidir. Nihai parçanın geometrisini yansıtan bir kalıp kullanılarak kum kalıbında bir boşluk oluşturulur ve bu boşluk daha sonra sıvı alüminyumla doldurulur. Katılaşma ve soğuma işleminden sonra kalıp kırılarak döküm parçası çıkarılır.
Alüminyum dökümhanelerinde kullanılan iki ana kum sistemi şunlardır:
Yeşil kum (bentonit kili ve su ile bağlanmış silis kumu) yüksek hacimli üretim için en ekonomik seçenektir. Kum karışımı tekrar kullanılabilir ve döküm sırasında oluşan gazların dışarı çıkmasını sağlayacak şekilde iyi bir geçirgenlik sunar. Yeşil kum, orta derecede karmaşık ve ±1,5 ila ±3 mm boyut toleransına sahip parçalar için uygundur.
Pişirilmemiş (kimyasal olarak bağlanmış) kum ısıtmaya gerek kalmadan oda sıcaklığında sertleşen sentetik bağlayıcılar (furan, fenolik üretan veya sodyum silikat) kullanır. Fırınsız kalıplar, yeşil kumdan daha dayanıklıdır, daha sıkı toleranslarla (±0,8 ila ±1,5 mm) daha karmaşık geometriler sağlar ve düşük hacimli veya karmaşık parçalar için daha uygundur.
Kum döküm prosesi parametreleri:
| Parametre | Yeşil Kum | Fırında Pişirilmeyen Kum |
|---|---|---|
| Boyutsal tolerans | ±1,5 – 3,0 mm | ±0,8 – 1,5 mm |
| Yüzey pürüzlülüğü (Ra) | 6,3 – 12,5 μm | 3,2 – 6,3 μm |
| Minimum duvar kalınlığı | 3 – 5 mm | 2,5 – 4 mm |
| Kalıp maliyeti | Düşük | Düşük ila orta |
| Uygun üretim hacmi | 1 – 10.000'den fazla parça | 1 – 5.000 parça |
| Temel karmaşıklık | Orta düzeyde | Yüksek |
Kum dökümünün üstün olduğu alanlar:
- Kalıp maliyetlerinin karşılanamayacağı büyük ve karmaşık bileşenler.
- Düşük ila orta düzeyde üretim hacimleri.
- İç boşluk gerektiren parçalar (mağnalar kolayca eklenebilir).
- Prototip ve küçük seri üretim.
Kum dökümünün yetersiz kaldığı noktalar:
- Yüksek hacimli üretim (kalıp başına 15-60+ dakikalık döngü süreleri, basınçlı dökümle rekabet edemez).
- 2,5 mm'den ince cidarlı kesitler.
- Yüksek boyutlu hassasiyet gereksinimleri.
- İkincil işlemler gerektirmeden üstün yüzey kalitesinin gerekli olduğu uygulamalar.
Döküm: Yüksek Basınçlı ve Düşük Basınçlı Yöntemlerin Karşılaştırılması
Yüksek Basınçlı ve Düşük Basınçlı Döküm Arasındaki Fark Nedir?
Basınçlı döküm, kalıcı çelik kalıbı (kalıp) sıvı alüminyumla doldurmaya yönelik temelde iki farklı yaklaşımı kapsar ve bu iki yaklaşımdan hangisinin seçileceği, parça kalitesi, kalıp yatırımı ve üretim hızı üzerinde önemli etkilere sahiptir.
Yüksek Basınçlı Döküm (HPDC)
Yüksek basınçlı kalıp dökümünde, erimiş alüminyum 40 ila 120 MPa (400 ila 1.200 bar) arasında değişen basınçlarda ve 30 ila 80 m/s enjeksiyon hızlarında çelik bir kalıba enjekte edilir. Enjeksiyondan ilk katılaşmaya kadar tüm doldurma döngüsü saniyenin kesirleri içinde gerçekleşir. Bu hız, HPDC'nin ince cidarlar, ince yüzey detayları ve sıkı toleranslar elde etmesini sağlar; bu da onu yüksek hacimli otomotiv ve tüketici elektroniği bileşenleri için baskın döküm yöntemi haline getirir.
HPDC’nin temel süreç özellikleri:
| Parametre | Tipik Aralık |
|---|---|
| Enjeksiyon basıncı | 40 – 120 MPa |
| Metal enjeksiyon hızı | 30 – 80 m/s |
| Döngü süresi | 15 – 120 saniye |
| Minimum duvar kalınlığı | 0,8 – 1,5 mm |
| Boyutsal tolerans | ±0,1 – 0,3 mm |
| Yüzey pürüzlülüğü (Ra) | 0,8 – 3,2 μm |
| Kalıp maliyeti | Çok yüksek ($50.000 – $500.000+) |
| Üretim hacmi eşiği | 10.000 – 1.000.000+ parça |
HPDC'nin temel sınırlaması şudur: gaz sıkışmasından kaynaklanan gözeneklilik. Yüksek enjeksiyon hızı, kalıp yağlayıcısından kaynaklanan hava ve yanma gazlarının boşluk içinde hapsolmasına neden olan türbülanslı bir dolum oluşturur. Bu gaz gözenekleri döküm kesitine yayılır ve ısıl işlemin yapılmasını engeller (gaz gözenekleri çözelti işleminde genleşir ve kabarcıklar oluşturur). Vakum destekli HPDC, enjeksiyondan önce kalıp boşluğunu boşaltarak bu sorunu azaltır ve HPDC parçalarının T6 ısıl işlemini mümkün kılar.
Düşük Basınçlı Döküm (LPDC)
Düşük basınçlı kalıp dökümünde, kalıbın altındaki basınçlı bir fırın (genellikle 0,05 ila 0,15 MPa hava veya inert gaz basıncı) kullanılarak sıvı metal, yükseltici boru vasıtasıyla yukarı doğru itilerek kalıp boşluğuna doldurulur. Yavaş, kontrollü ve aşağıdan yukarıya doğru dolum, hava sıkışmasını büyük ölçüde ortadan kaldıran bir laminer akış modeli oluşturur.
LPDC'nin başlıca avantajları:
- HPDC'ye kıyasla üstün metalurjik kalite (daha düşük gözeneklilik, ısıl işleme uygun).
- Boyut tutarlılığı iyi.
- Yüksek metal verimi (80-90%), çünkü yükseltici boru metali, her döküm arasında fırına geri dönüyor.
- T6 ısıl işlemi gerektiren alaşımlar için uygundur (otomobil jantları, yapısal braketler).
Temel sınırlamalar:
- HPDC'ye kıyasla daha uzun döngü süreleri (60-180 saniye).
- Orta derecede karmaşık geometrilerle sınırlıdır.
- Fırın bakımına ilişkin daha yüksek gereklilikler.
HPDC ile LPDC karşılaştırması:
| Kriter | Yüksek Basınçlı Döküm | Düşük Basınçlı Döküm |
|---|---|---|
| Dolum basıncı | 40 – 120 MPa | 0,05 – 0,15 MPa |
| Dolgu deseni | Çalkantılı | Laminar |
| Gözeneklilik seviyesi | Orta ila yüksek | Düşük |
| Isıl işlem uygulanabilir | Hayır (standart) / Evet (vakum) | Evet |
| Döngü süresi | 15 – 120 saniye | 60 – 180 saniye |
| Minimum duvar kalınlığı | 0,8 mm | 2,0 mm |
| Kalıp maliyeti | Çok yüksek | Yüksek |
| En iyi uygulamalar | Yüksek hacimli ince cidarlı parçalar | T6 işlemi gerektiren yapısal bileşenler |
Sabit Kalıplı Döküm ve Yerçekimi Dökümü
Yerçekimi Döküm Nedir ve Ne Zaman Doğru Seçimdir?
Yerçekimi dökümü (Kuzey Amerika terminolojisinde kalıcı kalıp dökümü olarak da bilinir), sıvı alüminyumu yalnızca yerçekimi kuvveti sayesinde — harici bir basınç uygulanmadan — metal bir kalıba dökme işlemidir. Çelik veya dökme demirden yapılmış kalıp, yüzlerce hatta binlerce döngü boyunca yeniden kullanılır; bu da orta ölçekli üretim hacimleri için kum dökümüne kıyasla daha ekonomik olmasını sağlarken, kalıp dökümünün gerektirdiği yüksek kalıp yatırım maliyetlerinden de kaçınılmasına olanak tanır.
Kontrollü kalıp sıcaklığı ve kum dökümüne kıyasla daha hızlı ısı tahliyesi, aynı geometriye sahip kum dökümlerine göre daha ince bir tane yapısı ve daha iyi mekanik özellikler sağlar.
Tipik yerçekimi döküm özellikleri (A356-T6):
| Mülkiyet | Kum Kalıplı A356-T6 | Yerçekimi Döküm A356-T6 | LPDC A356-T6 |
|---|---|---|---|
| Çekme mukavemeti (MPa) | 228 | 262 | 283 |
| Akma mukavemeti (MPa) | 165 | 186 | 207 |
| Uzama (%) | 5 | 6 | 9 |
| Sertlik (HB) | 70 | 80 | 85 |
Yerçekimi döküm yöntemi özellikle şu alanlar için son derece uygundur:
- Orta ölçekli üretim hacimleri (500 ila 50.000 parça)
- Kum dökümüne göre daha iyi mekanik özellikler gerektiren parçalar.
- Basınç sızdırmazlığı gereken bileşenler (hidrolik gövdeler, vana gövdeleri)
- Orta derecede karmaşık geometriler.
Karmaşık Geometriler için Hassas Döküm ve Kayıp Köpük Döküm
Yatak Döküm Yöntemi ile Alüminyum Parçalar Nasıl Neredeyse Nihai Şekline Ulaştırılır?
Yatırma döküm (kayıp mum yöntemi olarak da bilinir), tek kullanımlık mum kalıpların etrafına oluşturulan seramik kalıplara metal dökülerek, olağanüstü boyutsal hassasiyet ve yüzey kalitesine sahip alüminyum parçalar üretir. Bu yöntem, başka hiçbir yöntemle elde edilmesi imkânsız veya son derece maliyetli olan iç geometriler, alt kesimler ve ince yüzey detaylarının elde edilmesini mümkün kılar.
Hassas döküm sürecinin aşamaları:
- Deseni oluşturmak için metal kalıba balmumu enjekte edin.
- Bir mum döküm ağacına birden fazla kalıbı monte edin.
- Montaj parçasını seramik hamuruna defalarca daldırarak bir seramik kabuk oluşturun (8-12 kat daldırma).
- Balmumu bir otoklavda eritin (buharlı balmumu giderme).
- Seramik kabuğu, mukavemet kazandırmak için 900-1.100 °C'de pişirin.
- Önceden ısıtılmış kalıba sıvı alüminyumu dökün.
- Katılaştıktan sonra seramiği kırın.
- Döküm ağacından tek tek döküm parçalarını ayırın.
Alüminyum hassas döküm toleransları ve yüzey kalitesi:
| Boyut Aralığı | Ulaşılabilir Tolerans | Yüzey Pürüzlülüğü (Ra) |
|---|---|---|
| 25 mm'ye kadar | ±0,13 mm | 1,6 – 3,2 μm |
| 25 – 150 mm | ±0,25 mm | 1,6 – 3,2 μm |
| 150 – 300 mm | ±0,50 mm | 3,2 – 6,3 μm |
Kayıp Köpük Döküm
Kayıp köpük dökümünde, balmumu kalıbın yerine döküm sırasında kalıbın içinde kalan genişletilmiş polistiren (EPS) köpük kalıp kullanılır. Sıvı alüminyum köpüğe temas ettiğinde, köpük buharlaşır ve yerine metal geçer. Bu işlem, hassas dökümün birçok avantajını (karmaşık geometri yeteneği) kum dökümün basitliğiyle (kabuk yapımı yok, mumdan arındırma yok) birleştirir.
Kayıp köpük yöntemi, silindir kafaları ve emme manifoldları gibi karmaşık motor parçalarında yaygın olarak kullanılmaktadır; aksi takdirde bu parçaların iç kanalları için birden fazla kum kalıbı gerekecektir.
Kütük ve Slab Üretimi için Sürekli Döküm ve Doğrudan Soğutmalı Döküm
Alüminyum için Doğrudan Soğutmalı Döküm Yöntemi Nedir?
Doğrudan soğutmalı (DC) döküm, alüminyum kütüklerin (ekstrüzyon için yuvarlak kesitli) ve haddeleme levhalarının (haddehaneler için dikdörtgen kesitli) üretiminde kullanılan başlıca yöntemdir. Bu işlem, sıvı alüminyumun alt kısmı açık olan su soğutmalı bir kalıba dökülmesini içerir. Metal kalıpta katılaşırken, hidrolik bir piston katılaşan kısmı sürekli olarak aşağı indirirken, yukarıdan taze sıvı metal beslenir.
Kalıbın altındaki katılaşmış kabuğun eşzamanlı doğrudan su soğutması, hızlı ısı tahliyesi ve ince bir mikro yapı sağlar. DC döküm yöntemi ile 100 mm'den 1.200 mm'nin üzerine kadar çaplı kütükler ve 2.000 mm genişliğe kadar levhalar üretilir.
DC dökümde kritik parametreler:
| Parametre | Tipik Aralık | Sapmanın Etkisi |
|---|---|---|
| Döküm hızı | 40 – 150 mm/dk | Çok hızlı: soğuk çatlama; çok yavaş: sıcak çatlama |
| Soğutma suyu debisi | 100 – 300 l/dk/m | Yetersiz: yüzey çatlakları; aşırı: termal şok |
| Metal sıcaklığı (ara hazne) | 680 – 720 °C | Çok sıcak: sızıntılar; çok soğuk: soğuktan kaynaklanan tıkanmalar |
| Hidrojen içeriği | < 0,12 mL/100 g Al | Aşırı: gözeneklilik, azalmış yorulma ömrü |
DC döküm için eriyik kalitesi gereklilikleri, çoğu şekillendirilmiş döküm işlemine kıyasla daha katıdır; zira üretilen kütükler ve levhalar daha sonra işlenerek (ekstrüzyon, haddeleme, dövme) şekillendirilir ve bu aşamalarda hidrojen gözenekliliği ile kalıntılar çatlaklara, yüzey kusurlarına ve ürün reddedilmesine neden olabilir.
Döküm Kusurlarının Önlenmesi: Temel Nedenler ve Kontrol Yöntemleri
En Yaygın Alüminyum Döküm Kusurları Nelerdir?
Kusur oluşum mekanizmalarını anlamak, kusurların listesini ezberlemekten daha değerlidir. Bir kusurun neden oluştuğunu bildiğinizde, düzeltici önlemler deneme yanılma yoluyla değil, mantıklı bir şekilde alınabilir.
Gaz gözenekliliği katılaşma sırasında çöken çözünmüş hidrojen veya kalıp doldurma sırasında hapsolan havadan kaynaklanır. Önleme: uygun gaz giderme (H₂ değerinin teknik şartnamenin altında tutulması), kontrollü doldurma hızı, havalandırmalı kalıplar.
Büzülme gözenekliliği katılaşan döküm, katılaşma sırasında alüminyumun hacimsel büzülmesini telafi edecek kadar sıvı metal çekemediğinde oluşur. Önleme: doğru kanal ve besleme borusu tasarımı, uygun katılaşma sırası (en uzak noktadan besleme borusuna doğru yönlendirilmiş katılaşma).
Soğuk kapatmalar ve yanlış çalıştırmalar Bu durum, iki metal akışının düzgün bir şekilde eriyip birleşmesi için gerekli sıcaklık sağlanamadığında veya metal kalıbı tamamen doldurmadan donduğunda ortaya çıkar. Önleme: Erime sıcaklığını artırın, döküm hızını artırın, kalıbı önceden ısıtın.
Sıcak yırtılma (sıcak çatlama) termal büzülme gerilmeleri kısmen katılaşmış metalin mukavemetini aştığında yarı katı halde meydana gelir. Önleme: daha dar katılaşma aralığına sahip alaşımlar kullanın, kalıp kısıtlamasını azaltın, soğuma hızını ayarlayın.
Oksit kalıntıları Ergitme yüzeyinden veya türbülanslı doldurma sırasında sürüklenen oksit tabakalarıdır. Önleme: Uygun akıtma ve gaz giderme işlemleri, aktarım ve döküm sırasında türbülansın azaltılması, alttan veya yandan beslemeli doldurma sistemleri, seramik köpük filtreleme.
Döküm yöntemine göre kusur sıklığı:
| Kusur Türü | Kum Döküm | HPDC | LPDC | Yerçekimi Kalıbı | Yatırım |
|---|---|---|---|---|---|
| Gaz gözenekliliği | Orta düzeyde | Yüksek | Düşük | Düşük | Çok düşük |
| Büzülme gözenekliliği | Orta düzeyde | Orta düzeyde | Düşük | Orta düzeyde | Düşük |
| Oksit kalıntıları | Orta düzeyde | Orta düzeyde | Düşük | Düşük | Çok düşük |
| Soğuk kapanışlar | Düşük | Düşük | Düşük | Orta düzeyde | Çok düşük |
| Sıcak yırtılma | Düşük | Düşük | Çok düşük | Düşük | Çok düşük |
| Boyutsal sapma | Yüksek | Çok düşük | Düşük | Orta düzeyde | Çok düşük |
Döküm Sonrası İşlemler: Isıl İşlem, İşleme ve Yüzey İşlemleri
Alüminyum dökümler için hangi son işlemler gereklidir?
Çoğu yapısal alüminyum döküm, nihai teknik özelliklere ulaşmadan önce en az bir adet döküm sonrası işlemden geçmelidir. Özellikle ısıl işlem, çoğu zaman vasat bir dökümü yüksek performanslı bir parçaya dönüştüren aşamadır.
T6 Isıl İşlem Sırası:
- Çözeltinin ısıl işlemi: Alaşım elementlerini katı çözeltiye çözmek için 520-540 °C’ye (alaşıma bağlı olarak) 4-12 saat boyunca ısıtın.
- Söndürme: Fırından çıktıktan sonra 15 saniye içinde 60-80 °C'lik suya hızlı bir şekilde aktarılması (soğuma sırasında çökelmeyi önler).
- Yapay yaşlandırma: İnce takviye fazlarını (A356 için Mg₂Si) çökeltmek üzere 155-170 °C'ye 4-16 saat boyunca ısıtın.
T6 işleminin A356'nın mekanik özellikleri üzerindeki etkisi:
| Durum | Çekme Dayanımı (MPa) | Akma Dayanımı (MPa) | Uzama (%) |
|---|---|---|---|
| Döküm hali (F) | 165 | 115 | 4 |
| T5 (sadece yetişkinler) | 207 | 165 | 3 |
| T6 (çözelti + yaş) | 283 | 207 | 9 |
Alüminyum dökümler için yüzey işleme seçenekleri:
| Süreç | Yüzey İyileştirme | Tipik Uygulama |
|---|---|---|
| Kumlama | Kireci giderir, yorgunluğu azaltır | Yapısal bileşenler |
| İşleme | Boyutsal doğruluk, pürüzsüz temas yüzeyleri | Birleşme yüzeyleri, dişli parçalar |
| Eloksal kaplama | Korozyon ve aşınma direnci | Açıkta kalan yüzeyler, dekoratif parçalar |
| Toz boya | Renk, korozyon koruması | Mimari, tüketim ürünleri |
| Elektrokaplama | Geliştirilmiş yüzey özellikleri | İşlevsel dekoratif parçalar |
| Emprenye | Basınç sızdırmazlığı için gözenekleri kapatır | Hidrolik gövdeler, kompresör parçaları |
Sektörlere Göre Alüminyum Döküm Uygulamaları
Alüminyum dökümler farklı sektörlerde nerelerde kullanılır?
Alüminyum döküm uygulamalarının geniş yelpazesi, bu malzemenin çok yönlülüğünün en güçlü kanıtlarından biridir. Hafiflik, mukavemet, korozyon direnci ve dökülebilirlik özelliklerinin bir araya gelmesi, alüminyumu birçok zorlu sektörde tercih edilen malzeme haline getirmiştir.
Otomotiv sektörü Yakıt verimliliğini artırmak ve elektrikli araçların menzilini uzatmak amacıyla uygulanan hafifleştirme gereklilikleri sayesinde, dünya çapında alüminyum dökümlerin en büyük tek tüketicisidir. Önemli otomotiv uygulamaları:
- Motor blokları ve silindir kafaları (A319, A380)
- Şanzıman muhafazaları (A380)
- Jantlar (A356-T6, LPDC)
- Süspansiyon parçaları ve mafsallar (A356-T6)
- Elektrikli araçlar için akü tepsileri ve muhafazaları (HPDC, yapısal basınçlı döküm)
Havacılık ve uzay sektörü yapısal çerçeveler, braketler, muhafazalar ve uçak gövdesi bileşenleri için alüminyum hassas döküm ve hassas kum döküm kullanmaktadır. Malzeme, sıkı gözeneklilik ve kalıntı şartnamelerini karşılamalıdır; bu da genellikle 0,10 mL/100 g Al'nin altında eriyik hidrojen değeri ve bitmiş dökümlerin X-ışını veya CT ile incelenmesini gerektirir.
İnşaat ve mimari korozyon direnci ve estetik kalitenin her ikisinin de gerekli olduğu pencere ve perde duvar donanımları, korkuluklar ve dekoratif mimari elemanlar için kalıcı kalıp ve kum dökümlerine güvenmektedir.
Elektronik ve telekomünikasyon Boyutsal hassasiyet, ısı iletkenliği ve yüzey kalitesinin hayati önem taşıdığı ince cidarlı HPDC bileşenleri (ısı emiciler, 5G anten muhafazaları, sunucu kasası bileşenleri) pazarı olarak hızla büyümüştür.
Denizcilik ve açık deniz Bu uygulamalarda, tuzlu suya maruz kalan pompa gövdeleri, pervaneler ve yapısal braketler için korozyona dayanıklı alaşımlar (5xxx serisi, A356) tercih edilmektedir.
| Sanayi Sektörü | En Yaygın Döküm Yöntemleri | Önemli Alaşımlar | Kritik Kalite Parametreleri |
|---|---|---|---|
| Otomotiv güç aktarma sistemi | HPDC, kum, LPDC | A319, A380, A356 | Basınç sızdırmazlığı, boyutsal doğruluk |
| Otomotiv yapısal | LPDC, yerçekimi kalıbı | A356-T6 | Mekanik mukavemet, uzama |
| Havacılık ve Uzay | Yatırım, kum | A356, A201, 357 | Gözeneklilik < 0,10 mL/100 g, X-ışını açısından temiz |
| Elektronik | HPDC | A380, ADC12 | İnce cidarlı, yüzey kalitesi, ısı dağılımı |
| Denizcilik | Kum, yerçekimi kalıbı | A356, 535 | Korozyon direnci, basınç sızdırmazlığı |
| İnşaat | Kum, kalıcı kalıp | 6xxx, A356 | Yüzey işleme, eloksal kalitesi |
Alüminyum Dökümhaneleri için Ekipman ve Sarf Malzemesi Seçimi
Bir alüminyum dökümhanesi için hangi ekipmanlar gereklidir?
Bir alüminyum dökümhanesindeki sermaye ekipmanı ve sarf malzemeleri karışımı, büyük ölçüde döküm yöntemine, üretim hacmine ve alaşım yelpazesine bağlıdır. Bununla birlikte, eriyik işleme ekipmanı gereksinimleri, neredeyse tüm alüminyum döküm işlemlerinde aynıdır.
Çekirdek erime işleme ekipmanı:
Döner gaz giderme üniteleri taşınabilir (kepçe ile arıtma) ve hat içi (sürekli) konfigürasyonlarda mevcuttur. Temel seçim kriterleri:
- Eritme hacmi kapasitesi (kg veya ton/işlem döngüsü)
- Rotor malzemesi (uzun ömür için izostatik grafit)
- Devir aralığı ve kontrol hassasiyeti
- Gaz akış ölçüm özelliği
Seramik köpük filtre kutuları Metal transferi sırasında filtreyi yerinde tutun ve doğru filtre ön ısıtma sıcaklığını koruyun. Filtre kutusunun tasarımı, hem filtreleme verimliliğini hem de metal verimini etkiler.
Çamaşır yıkama sistemleri Sıvı metali, en az türbülans ve sıcaklık kaybıyla fırından döküm makinesine aktarmak. Isıtmalı oluk bölümleri metalin sıcaklığını korurken, filtre kutuları hat üzerine entegre edilmiştir.
Tahıl arıtma ve işleme istasyonları Ergitme akışında kontrollü hızlarda ve konumlarda ana alaşımlar (tane inceltme için Al-Ti-B, silikon modifikasyonu için Al-Sr veya Al-Na) ekleyin.
Hidrojen ölçüm cihazları — hat içi Telegas tipi problar veya taşınabilir Basınç Düşürme Testi ekipmanları — döküm öncesinde eriyik kalitesini doğrulamak için gerekli proses kontrol verilerini sağlar.
AdTech, dünya çapındaki alüminyum dökümhanelerine ve döküm tesislerine gaz giderme üniteleri, seramik köpük filtreler (10-60 PPI), oluk refrakterleri, tane inceltici alaşımları ve eriyik işleme akışkanları tedarik etmektedir. Mühendislik ekibimiz, yeni ve mevcut tesisler için ekipman seçimi, parametre optimizasyonu ve sarf malzemesi özelliklerinin belirlenmesinde destek sağlamaktadır.
Modern Alüminyum Dökümhanelerinde Çevre ve Sürdürülebilirlik Konuları
Alüminyum dökümhaneleri çevresel etkilerini nasıl azaltıyor?
Alüminyumun sürdürülebilirlik açısından etkileyici bir öyküsü vardır: Özelliklerini kaybetmeden 0% oranında geri dönüştürülebilir ve geri dönüşüm işlemi, boksitten birincil alüminyum üretmek için gereken enerjinin yalnızca %5%’sini gerektirir. Bununla birlikte, döküm süreci kendi başına, modern işletmelerin aktif olarak yönetmesi gereken çevresel zorluklar yaratmaktadır.
Cüruf oluşumu ve yönetimi: Her alüminyum eritme işlemi sırasında, eriyik yüzeyinde oluşan ve alüminyum metali ile alüminyum oksitin karışımından oluşan cüruf oluşur. Cüruf, hem metal kaybı (eriyik ağırlığının 1-5%’si) hem de atık bertarafı açısından bir sorun teşkil eder. Modern döner tuz fırınları, cüruftan -70 oranında metal geri kazanır ve geri kazanılan alüminyumu üretim döngüsüne geri kazandırır.
Akı tuzu atığı: Klorür-florür tuzlarının kullanıldığı akı işlemleri, dikkatli bir şekilde bertaraf edilmesi veya geri dönüştürülmesi gereken tuz tortusu atığı oluşturur. Atık oluşumunu en aza indirmek amacıyla, büyük ölçekli işletmelerde kapalı devre tuz geri kazanım sistemleri giderek daha yaygın olarak kullanılmaktadır.
Enerji verimliliği: Şaft fırınları ve kanal indüksiyon fırınları, eritme enerji verimliliği konusunda günümüzün en ileri teknolojisini temsil etmekte olup, eritilen her ton alüminyum başına 450 kWh’nin altında enerji tüketimi sağlamaktadır. Bu değer, ton başına 700-900 kWh enerji tüketen eski yansıma tipi tasarımlarla karşılaştırıldığında oldukça avantajlıdır.
Emisyon kontrolü: Yankılama ve pota fırınlarında doğal gazın yanması sonucu NOₓ, CO ve partikül emisyonları oluşur. Düşük NOₓ emisyonlu brülör teknolojisi, ısı geri kazanım sistemleri ve eritme işlemlerinin elektrifikasyonu, alüminyum döküm sektöründe aktif olarak yatırım yapılan alanlardır.
Geri dönüştürülmüş malzeme oranı: Tüketici kaynaklı ve endüstriyel kaynaklı alüminyum hurdalarının kullanımı, çoğu dökümhanede standart bir uygulamadır. Hurdaların kullanımını en üst düzeye çıkarırken alaşım saflığını korumak, dikkatli bir hammadde hesaplaması ve eriyik kalitesinin izlenmesini gerektirir.
Sık Sorulan Sorular — Alüminyum Döküm Süreciyle İlgili Sorular
S1: Alüminyum döküm işlemi basit bir ifadeyle nedir?
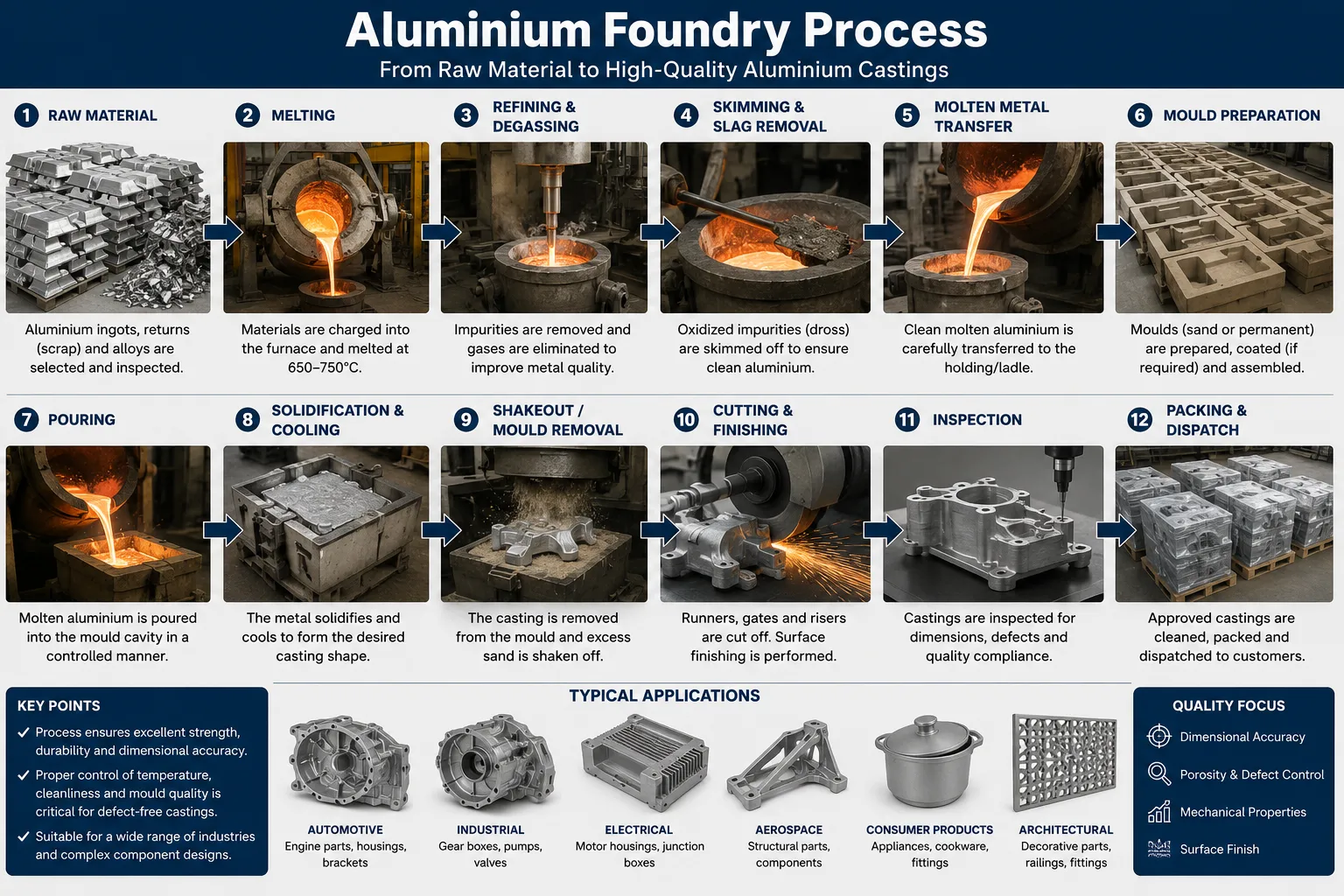
Alüminyum döküm işlemi, alüminyum alaşımlarının bir fırında eritilmesini, çözünmüş hidrojen ve metalik olmayan kalıntıların giderilmesi için sıvı metalin işlenmesini ve ardından işlenmiş eriyiğin istenen parçayı üretmek üzere şekillendirilmiş bir kalıba dökülmesini veya enjekte edilmesini içerir. Katılaşma ve soğuma işlemlerinden sonra, döküm kalıptan çıkarılır ve bitmiş parça olarak teslim edilmeden önce ısıl işlem, mekanik işleme veya yüzey işleme gibi ilave işlemlerden geçirilebilir.
S2: Alüminyum için en yaygın döküm yöntemi nedir?
Yüksek basınçlı kalıp döküm (HPDC), küresel toplam üretim hacmi açısından alüminyum için en yaygın olarak kullanılan döküm yöntemidir; bu durum, öncelikle otomotiv ve elektronik sektörlerinin ince cidarlı, yüksek hacimli bileşenlere olan talebinden kaynaklanmaktadır. Kum döküm, en geniş dökümhane ölçek yelpazesinde en yaygın olarak kullanılan yöntemdir ve büyük, karmaşık veya düşük hacimli parçalar için tercih edilir. Düşük basınçlı kalıp döküm ise alüminyum alaşımlı jantlar için en yaygın yöntemdir.
Soru 3: Dökümhanelerde en sık hangi alüminyum alaşımı kullanılır?
A356 (AlSi7Mg0,3), mükemmel dökülebilirlik, T6 durumunda iyi mekanik özellikler ve çoğu döküm yöntemiyle uyumluluğu bir araya getirdiği için dünya çapında en yaygın kullanılan döküm alaşımlarından biridir. A380 (AlSi8Cu3Fe), olağanüstü akışkanlığı ve kalıp doldurma kabiliyeti sayesinde yüksek basınçlı kalıp dökümünde en yaygın olarak kullanılan alaşımdır.
Soru 4: Dökümden önce sıvı alüminyumdan hidrojen nasıl uzaklaştırılır?
Hidrojen, döner gaz giderme işlemiyle uzaklaştırılır; bu işlemde dönen bir grafit rotor, eriyik içinde ince argon veya azot kabarcıkları dağıtır. Çözünmüş hidrojen, eriyikten bu kabarcıklara difüze olur ve kabarcıklar yükselip eriyik yüzeyinden çıkarken dışarı taşınır. Bu işlem, proses parametrelerine bağlı olarak genellikle 10-25 dakika içinde hidrojen içeriğini 0,3-0,5 mL/100 g Al'dan 0,10-0,15 mL/100 g Al'ın altına düşürür.
S5: Alüminyumda döküm ile dövme arasında ne fark vardır?
Alüminyum dökümler, sıvı metalin bir kalıba dökülmesi veya enjekte edilmesi yoluyla üretilir; metal, katılaşırken kalıbın boşluğunun şeklini alır. Alüminyum dövme parçalar ise, kalıplar kullanılarak yüksek basınç altında katı veya yarı katı alüminyumun mekanik olarak deforme edilmesi yoluyla üretilir. Dövme parçalar, deformasyon sürecinin tane yapısını inceltmesi ve gözenekliliği ortadan kaldırması nedeniyle, genellikle eşdeğer geometriye sahip döküm parçalara kıyasla daha yüksek mukavemete ve daha iyi yorulma direncine sahiptir. Döküm parçalar ise daha karmaşık geometriler ve daha ince duvarlar elde edilebilir; ayrıca karmaşık şekiller için genellikle maliyeti daha düşüktür.
S6: Alüminyum dökümlerde gözenekliliğin nedenleri nelerdir ve bu durum nasıl önlenir?
Alüminyum dökümlerdeki gözeneklilik iki farklı kaynaktan kaynaklanır. Gaz gözenekliliği (pürüzsüz, küresel gözenekler), katılaşma sırasında çözünmüş hidrojenin çökelmesiyle oluşur; bu durum, döküm öncesinde uygun gaz giderme işlemiyle önlenebilir. Büzülme gözenekliliği (düzensiz, birbirine bağlı boşluklar) ise katılaşan metalin hacimsel büzülmeyi telafi edecek kadar sıvı çekememesi sonucu oluşur; bu durum, besleme noktalarına doğru yönlendirilmiş katılaşmayı sağlayan doğru yükseltici ve kanal tasarımıyla önlenebilir. RPT (Düşük Basınç Testi) ve X-ışını muayenesi, gözenekliliği tespit etmek ve miktarını belirlemek için kullanılan standart kalite kontrol yöntemleridir.
S7: Alüminyum döküm sürecinde seramik köpük filtrelerin rolü nedir?
Seramik köpük filtreler, fırın ile kalıp boşluğu arasındaki metal aktarım sistemine monte edilir. Sıvı alüminyum, filtrenin açık hücreli köpük yapısından geçerken, katı kalıntılar (oksit tabakaları, refrakter parçacıkları, intermetalik bileşikler) mekanik eleme ve yüzey yapışmasının birleşimi sayesinde tutulur. Filtreleme, eriyik temizliğini önemli ölçüde artırarak, kalıntılarla ilgili kusurları azaltır ve bitmiş dökümün mekanik özelliklerini — özellikle yorulma ömrü ve uzama — iyileştirir.
S8: Alüminyum döküm işlemi, eritimden bitmiş parçaya kadar ne kadar sürer?
Toplam döngü süresi tamamen döküm yöntemine ve parçanın karmaşıklığına bağlıdır. Yüksek basınçlı kalıp dökümlerinde bir döngü 15-120 saniye sürebilir. Yerçekimi kalıp dökümlerinde ise her döngü için 2-10 dakika gerekir. Kum dökümlerinde ise büyük parçaların tamamen katılaşması için 30 dakikadan birkaç saate kadar süre gerekebilir. Mum dökümlerde hazırlık süresi en uzundur (seramik kabuğun oluşturulması günler sürebilir), ancak asıl döküm aşaması hızlıdır. Isıl işlem, T6 koşulları için 8-20 saat ek süre gerektirir. Siparişten işlenmiş bitmiş parçaya kadar toplam üretim süresi genellikle 2 gün (HPDC) ile birkaç hafta (ısıl işlem ve işleme içeren hassas döküm) arasında değişir.
S9: Bir dökümhanede alüminyum hangi sıcaklıkta eritilir?
Saf alüminyumun erime noktası 660 °C’dir. Döküm uygulamalarında, alüminyum alaşımları genellikle 700-780 °C’lik sıcaklıklarda işlenir — bu sıcaklık, tam erimeyi ve kalıbın doldurulması için yeterli akışkanlığı sağlamak amacıyla likidüs sıcaklığının üzerindedir. Daha yüksek sıcaklıklar akışkanlığı artırır ancak oksidasyonu, hidrojen emilimini ve enerji tüketimini de yükseltir. Optimum işleme sıcaklığı alaşıma özeldir ve kullanılan döküm yönteminden etkilenir. HPDC, genellikle enjeksiyon manşonunda 640-680°C'de çalışır (hızlı katılaşma tasarımı nedeniyle eritme fırını sıcaklığının altındadır), oysa hassas dökümde karmaşık ince cidarlı kesitler için 780°C'ye kadar sıcaklıklar kullanılabilir.
S10: Alüminyum döküm ürünleri için hangi kalite standartları geçerlidir?
Alüminyum dökümler, uygulama sektörüne bağlı olarak çeşitli kalite standartlarına tabidir. Yaygın olarak referans alınan standartlar arasında ASTM B85 (alüminyum alaşımlı kalıp dökümleri), ASTM B108 (kalıcı kalıp dökümleri), havacılık ve uzay sektörüne yönelik AMS standartları, kalıp döküm toleransları ve denetimine ilişkin NADCA standartları ile GM, Ford ve Avrupalı OEM'ler gibi otomotiv üreticilerinin OEM'e özgü standartları yer almaktadır. Ergitme kalitesi genellikle hidrojen içeriği (RPT veya Telegas ile doğrulanır) ve kalıntı seviyesi (kritik uygulamalar için PoDFA veya Prefil analizi ile doğrulanır) açısından dökümhanenin iç spesifikasyonlarına tabidir. ASTM E505 veya EN 12681'e göre yapılan X-ışını ve CT taramaları, yapısal dökümlerdeki gözeneklilik için standart denetim yöntemleridir.
Sonuç: Alüminyum Döküm İhtiyaçlarınıza Uygun Süreci Seçmek
Alüminyum döküm süreci tek bir yöntem değil, birbiriyle ilişkili bir dizi teknikten oluşur; bu tekniklerin her biri kendine özgü bir güçler, sınırlamalar, maliyet yapıları ve kalite kapasiteleri kombinasyonuna sahiptir. Herhangi bir belirli parça için en uygun süreç seçimi, aşağıdakilerin sistematik bir değerlendirmesinden sonra belirlenir:
- Yıllık üretim hacmi (döküm kalıpları ancak belirli miktarların üzerinde maliyet açısından verimlidir).
- Bileşen geometrisinin karmaşıklığı ve duvar kalınlığı gereklilikleri.
- Mekanik özellikler ve ısıl işlem gereklilikleri.
- Boyutsal tolerans ve yüzey kalitesi şartnameleri.
- Uygulama ortamı (korozyon, basınç, yorulma yükü).
- Kalıp maliyetleri ve birim fiyatına ilişkin bütçe kısıtlamaları.
Özet tablosu — alüminyum döküm yöntemi seçimi:
| Seçim Kriterleri | Kum | Yerçekimi Kalıbı | LPDC | HPDC | Yatırım | Kayıp Köpük |
|---|---|---|---|---|---|---|
| Geometrik karmaşıklık | Yüksek | Orta düzeyde | Orta düzeyde | Orta düzeyde | Çok yüksek | Yüksek |
| Minimum duvar kalınlığı | 3 mm | 2,5 mm | 2,0 mm | 0,8 mm | 0,5 mm | 2,5 mm |
| Boyutsal doğruluk | Düşük | Orta düzeyde | İyi | Çok iyi | Mükemmel | İyi |
| Mekanik özellikler | Orta düzeyde | İyi | Çok iyi | Orta düzeyde | İyi | İyi |
| Isıl işlem uygulanabilir | Evet | Evet | Evet | Sınırlı | Evet | Evet |
| Kalıp maliyeti | Düşük | Orta düzeyde | Yüksek | Çok yüksek | Düşük-orta | Düşük |
| Optimum hacim aralığı | 1-5,000 | 500-50,000 | 5,000-200,000 | 50,000+ | 10-10,000 | 100-50,000 |
AdTech’te mühendislik ekibimiz, dört kıtadaki alüminyum dökümhanelerine ve döküm operasyonlarına, eriyik kalitesini optimize etme, uygun döküm süreçlerini seçme ve üretim gereksinimlerine uygun filtreleme, gaz giderme ve refrakter ürünlerini belirleme konularında destek sağlamıştır. Her görüşmemize sadece katalog özelliklerini değil, aynı zamanda uygulamaya dayalı operasyonel bilgi birikimimizi de katıyoruz.
