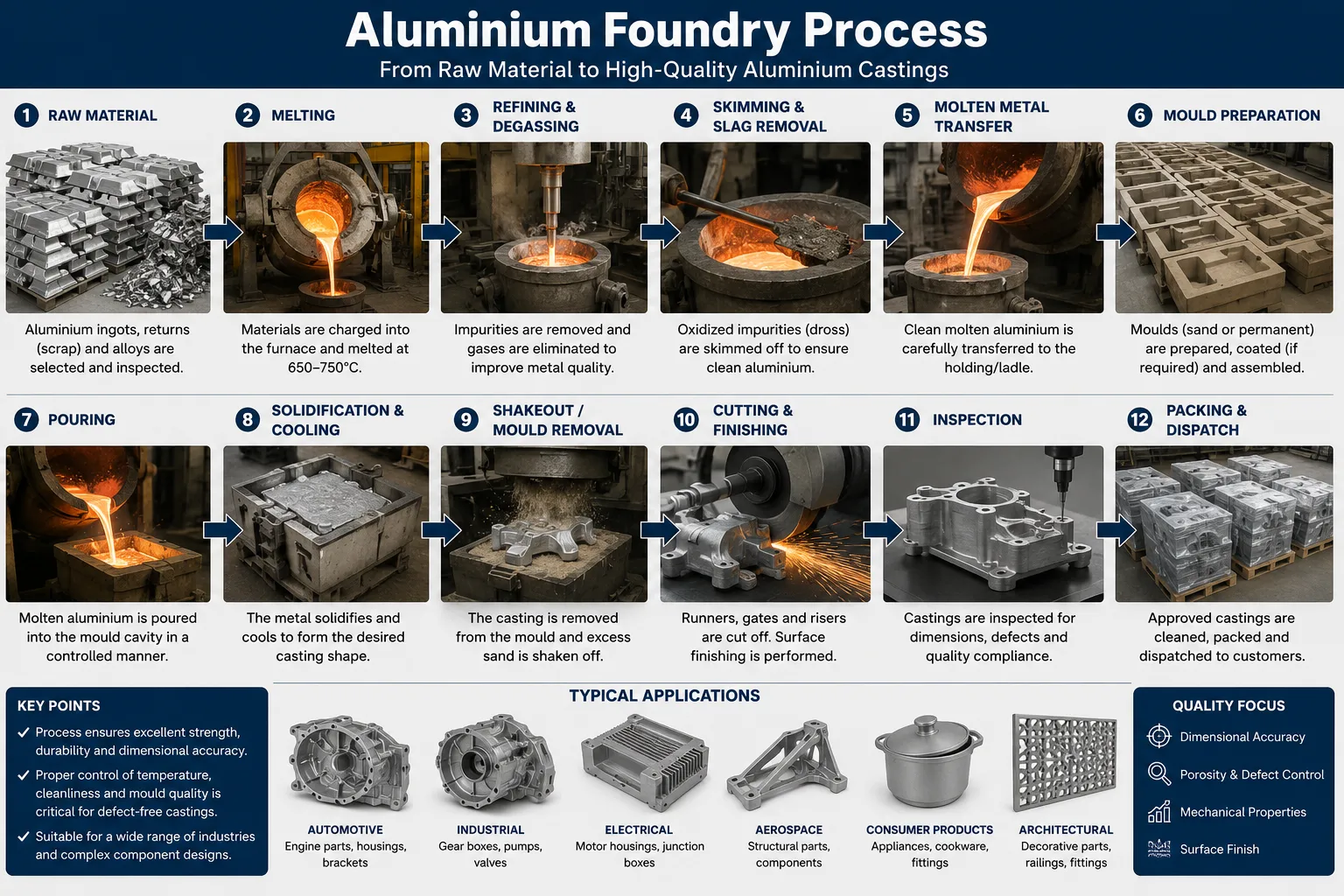
Im Aluminiumgussverfahren werden Rohaluminium und Aluminiumlegierungen durch kontrolliertes Schmelzen, Schmelzbehandlung und Gießen in präzise geformte Bauteile umgewandelt – und bei korrekter Ausführung entstehen Teile, die eine geringe Dichte, ein hohes Verhältnis von Festigkeit zu Gewicht, Korrosionsbeständigkeit und Maßgenauigkeit vereinen, wie es nur wenige andere Fertigungsverfahren bieten können. Nach direkter Zusammenarbeit mit Gießereien in den Lieferketten der Automobil-, Luft- und Raumfahrt-, Bau- sowie Unterhaltungselektronikindustrie können wir mit Sicherheit sagen, dass der Unterschied zwischen einem profitablen und einem angeschlagenen Aluminiumgussbetrieb fast immer auf die Prozessdisziplin in vier Phasen zurückzuführen ist: Legierungsvorbereitung, Qualitätskontrolle der Schmelze, Auswahl der Gussmethode und Nachbehandlung.
Wenn für Ihr Projekt ein System zum Entgasen und Filtern von Aluminiumschmelze benötigt wird, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
In der Gießereiindustrie verwendete Aluminiumlegierungssysteme
Welche Aluminiumlegierungen werden am häufigsten gegossen?
Nicht jede Aluminiumlegierung eignet sich für den Einsatz in Gießereien. Das Gießverhalten einer Legierung hängt von ihrer Fließfähigkeit, ihrem Erstarrungsbereich, ihrer Neigung zu Heißrissen, ihren Schrumpfungseigenschaften und ihrem Verhalten bei der Schmelzbehandlung ab. Die in Gießereien am häufigsten verarbeiteten Legierungsfamilien lassen sich in zwei große Kategorien einteilen: Kaltumformlegierungen, die im Strangguss- oder Direktkühlgussverfahren verarbeitet werden, und Gusslegierungen, die in Formgussformen gegossen werden.
Gusslegierungen sind speziell auf gute Fließfähigkeit, geringen Schwund und Beständigkeit gegen Heißrisse ausgelegt. Silizium ist das dominierende Legierungselement in den meisten handelsüblichen Gusslegierungen, da es die Fließfähigkeit bei niedrigeren Siliziumgehalten (ca. 5–71 TP3T) deutlich verbessert und bei höheren Gehalten (10–131 TP3T) nahezu eutektische Fließeigenschaften bietet. Zu den weltweit am häufigsten verwendeten Gusslegierungen gehören:
| Legierungsbezeichnung | Wichtige Legierungselemente | Typischer Siliziumgehalt (%) | Primäre Anwendungen |
|---|---|---|---|
| A356 / AlSi7Mg0,3 | Si, Mg | 6.5 – 7.5 | Autofelgen, Halterungen |
| A380 / AlSi8Cu3Fe | Si, Cu, Fe | 7.5 – 9.5 | Druckgussgehäuse, Abdeckungen |
| A413 / AlSi12 | Ja | 11.0 – 13.0 | Schiffsarmaturen, filigrane Dünnwandkonstruktionen |
| A319 / AlSi6Cu3,5 | Si, Cu | 5.5 – 6.5 | Motorblöcke, Zylinderköpfe |
| A390 / AlSi17Cu4Mg | Si, Cu, Mg | 16.0 – 18.0 | Kraftfahrzeugkompressoren, Verschleißflächen |
| 535 / AlMg6,2 | Mg | < 0.15 | Schiffsausrüstung, korrosionskritische Teile |
| A201 / AlCu4,5TiAg | Cu, Ti, Ag | < 0.10 | Hochfeste Gussteile für die Luft- und Raumfahrt |
Schmiedelegierungen Zu den im Stranggussverfahren verarbeiteten Legierungen gehören die Serien 1xxx, 3xxx, 5xxx, 6xxx und 7xxx, die zu Knüppeln, Brammen oder Walzdraht gegossen werden, um anschließend gewalzt, stranggepresst oder geschmiedet zu werden. Diese Legierungen weisen engere Toleranzen hinsichtlich der Zusammensetzung und strengere Anforderungen an den Wasserstoffgehalt auf als Formgusslegierungen.
Die Bezeichnungen für die Härtegrade von Aluminiumlegierungen verstehen
Der Zustandsgrad einer Legierung hat erheblichen Einfluss auf ihre mechanischen Eigenschaften und wird häufig neben der Legierungsbezeichnung in technischen Zeichnungen angegeben. Bei Gusslegierungen sind die gängigen Zustandsgrade:
| Temperaturcode | Beschreibung | Typische Anwendung |
|---|---|---|
| F | Im Gusszustand, ohne Wärmebehandlung | Nichttragende Bauteile |
| T4 | Lösungsglüht, natürlich gealtert | Mittlere Festigkeit, gute Duktilität |
| T5 | Nur künstlich gealtert (ab Guss) | Verbesserte Härte ohne vollständige Lösungsglühbehandlung |
| T6 | Lösung: wärmebehandelt + künstlich gealtert | Höchste Festigkeit – Luft- und Raumfahrt, Automobilbau |
| T7 | Mit Lösung behandelt + nachgereift (stabilisiert) | Formstabilität bei Temperaturwechselbeanspruchung |
A356-T6 ist wohl die am häufigsten verwendete Kombination aus Gusslegierung und Härtegrad in strukturellen Anwendungen im Automobilbau und bietet Zugfestigkeiten von 280–310 MPa bei Dehnungen von 8–121 %TP3T.
Arten von Schmelzöfen und ihre Betriebseigenschaften
Welche Arten von Öfen werden in Aluminiumgießereien eingesetzt?
Die Wahl des Schmelzofens hat direkte und messbare Auswirkungen auf die Schmelzqualität, den Energieverbrauch, die Metallausbeute und den Produktionsdurchsatz. Wir haben mit Betrieben zusammengearbeitet, die alle gängigen Ofenkonfigurationen einsetzen, und die Entscheidung zwischen diesen Konfigurationen ist mit Kompromissen verbunden, die in einfachen technischen Daten selten zum Ausdruck kommen.
Nachhallöfen
Der Hängebodenofen ist das Arbeitspferd der Aluminiumschmelze in Großserie. Die Verbrennungsgase der über der Charge angebrachten Brenner erwärmen die Schmelze indirekt durch Strahlung vom Ofendach und den Ofenwänden – daher der Name. Die Kapazitäten reichen von 10 bis über 100 Tonnen flüssigem Aluminium.
Wichtigste Merkmale:
- Hohe Durchsatzleistung, geeignet für die kontinuierliche Versorgung nachgelagerter Gießvorgänge.
- Relativ hoher Metallverlust (2–51 TP3T) aufgrund der großen Oberfläche, die der oxidierenden Atmosphäre ausgesetzt ist.
- Geringere Energieeffizienz pro Tonne im Vergleich zu Schacht- oder Schachtofenanlagen, wenn die Beladung unter der Kapazität liegt.
- Gut geeignet für die Verarbeitung von sauberem, vorsortiertem Schrott und Primärblöcken.
Tiegelöfen
Elektro- oder gasbefeuerte Tiegelöfen erhitzen das Aluminium indirekt über einen Tiegel (aus Graphit-Ton, Siliziumkarbid oder Stahl). Die Kapazitäten sind geringer – in der Regel 50 kg bis 2.000 kg –, wodurch sie sich ideal für Auftragsfertigung, die Entwicklung von Legierungen und kleine Gießereien eignen.
Tiegelöfen bieten eine hervorragende Temperaturregelung und ein minimales Kontaminationsrisiko, da die Schmelze nur mit dem Tiegelmaterial in Kontakt kommt. Der Nachteil sind höhere Energiekosten pro Tonne und ein begrenzter Durchsatz.
Schachtofen (Stapelofen)
Schachtofen nutzen heiße Verbrennungsgase aus einer Hauptkammer, um feste Einsatzstoffe vorzuwärmen, während diese durch einen vertikalen Schacht nach unten sinken, bevor sie in die Hauptschmelzzone gelangen. Diese Wärmerückgewinnung senkt den Energieverbrauch um 20–40 % im Vergleich zu einem herkömmlichen Hängebrennofen. Sie sind besonders effizient bei der Verarbeitung von sauberem, schwerem Schrott (sauberes Blech, Strangpressabfälle, Bearbeitungsspäne nach dem Zentrifugieren).
Induktionsöfen
Kanal-Induktionsöfen und kernlose Induktionsöfen nutzen elektromagnetische Induktion, um das Metall direkt zu erhitzen. Zu den wichtigsten Vorteilen zählen:
- Sehr präzise Temperaturregelung (±5 °C erreichbar).
- Das elektromagnetische Rühren fördert die Homogenität von Temperatur und Zusammensetzung.
- Geringerer Metallverlust als bei Verbrennungsöfen, da keine oxidierende Flamme vorhanden ist.
- Keine Verbrennungsprodukte bedeuten eine sauberere Atmosphäre über der Schmelze.
Die größte Einschränkung sind die höheren Investitionskosten und die Empfindlichkeit gegenüber der Zusammensetzung der Charge – ein hoher Oxidanteil in der Charge kann zu Betriebsproblemen in Kanalöfen führen.
Zusammenfassung des Ofenvergleichs:
| Typ des Ofens | Leistungsbereich | Energie-Effizienz | Metallverlust | Beste Anwendung |
|---|---|---|---|---|
| Nachhallend | 10 – über 100 Tonnen | Mäßig | 2 – 5% | Serienfertigung in großen Stückzahlen |
| Schmelztiegel (Gas) | 50 kg – 2 Tonnen | Gering bis mäßig | 1 – 2% | Kleinserienfertigung, Flexibilität bei den Legierungen |
| Schachtofen | 5 – 50 Tonnen | Hoch | 1 – 3% | Verarbeitung von sauberem Schrott |
| Kernlose Induktion | 1 – 20 Tonnen | Hoch | 0.5 – 1.5% | Präzisionslegierungen, geringe Verunreinigung |
| Kanalinduktion | 5 – 60 Tonnen | Sehr hoch | 0.5 – 1% | Halten und Temperaturausgleich |
| Drehrohrofen | 5 – 30 Tonnen | Mäßig | 3 – 8% | Recycling von verunreinigtem Schrott und Schlacke |
Qualitätskontrolle der Schmelze: Entgasung, Flussmittelzugabe und Filtration
Warum ist die Schmelzbehandlung vor dem Gießen so wichtig?
Flüssiges Aluminium ist reaktiv. Es nimmt Wasserstoff aus der Luftfeuchtigkeit auf, bildet an seiner Oberfläche Oxidschichten und reichert nichtmetallische Einschlüsse an, die durch Erosion des Feuerfestmaterials, Verunreinigungen der Chargen und Oxidationsprodukte entstehen. Werden diese Verunreinigungen nicht vor dem Gießen entfernt, bleiben sie dauerhaft im erstarrten Werkstück eingeschlossen und verursachen:
- Porosität (Wasserstoffgasentwicklung während der Erstarrung)
- Oxideinschlüsse (verminderte Zugfestigkeit, Ermüdungsfestigkeit)
- Einschlüsse von harten Partikeln (Beschädigungen durch Bearbeitungswerkzeuge, Oberflächenfehler)
- Schrumpfporosität (unzureichende Zufuhr aufgrund von Oxidschichten, die den Fluss behindern)
Die drei Säulen der Qualitätskontrolle bei der Schmelze sind Entgasung, Fluxen, und Filtrierung — und in einer gut geführten Gießerei werden alle drei in der richtigen Reihenfolge angewendet.
Rotationsentgasung: Der Standard für die Wasserstoffentfernung
Bei der Rotationsentgasung wird ein in die Schmelze eingetauchter, sich drehender Graphitrotor verwendet, um einen Argon- (oder Stickstoff-)Strom in feine Bläschen aufzubrechen. Diese Bläschen bieten die erforderliche Grenzflächenfläche, damit gelöster Wasserstoff aus der Schmelze in die Gasphase übergehen kann, wo er beim Aufsteigen der Bläschen und beim Austritt aus der Schmelze abtransportiert wird.
Wichtige Betriebsparameter:
- Rotorspitzengeschwindigkeit: 3,5 – 6,5 m/s (optimaler Bereich für die Blasenbildung).
- Argon-Durchflussmenge: 0,5 – 2,0 l/min pro Tonne Schmelze.
- Behandlungstemperatur: 720 – 760 °C.
- Behandlungsdauer: Basierend auf der ersten Wasserstoffmessung, in der Regel 10–25 Minuten.
Der angestrebte Wasserstoffgehalt variiert je nach Anwendungsbereich und reicht von unter 0,10 ml/100 g Al in der Luft- und Raumfahrt bis zu unter 0,20 ml/100 g Al bei allgemeinen Gussteilen.
Flussmittelanwendungen in Aluminiumgießereien
Das Entzünden erfüllt je nach gewähltem Entzündertyp verschiedene Funktionen:
Abdeckflüsse Sie schützen die Schmelzoberfläche vor Oxidation, indem sie eine Barriere aus geschmolzenem Salz zwischen dem Aluminium und der Ofenatmosphäre bilden. Sie werden als dünne Schicht auf die Schmelzoberfläche aufgetragen und sind besonders wichtig bei magnesiumreichen Legierungen, bei denen die Oxidationsraten erhöht sind.
Reinigungsflüsse sie reagieren mit Oxideinschlüssen und binden diese, wobei sie sie in einer abtrennbaren Schlackeschicht sammeln. Sie enthalten in der Regel Chlorid- und Fluoridsalze, die Aluminiumoxidoberflächen benetzen und diese in die Flussmittelphase ziehen.
Entgasungsflüsse (in Tabletten- oder Pulverform) setzen beim Eintauchen reaktive Gase frei und erzeugen Blasen, die Wasserstoff aus der Schmelze abtransportieren. Obwohl sie weniger effizient sind als die Rotationsentgasung, werden sie in kleineren Betrieben oder als Ergänzung eingesetzt.
Flussmittel zur Kornverfeinerung Titanium und Bor – in der Regel als Al-5Ti-1B-Vorlegierung – werden zugesetzt, um während der Erstarrung heterogene Keimbildungsstellen zu schaffen, wodurch eine feine, gleichachsige Kornstruktur mit verbesserten mechanischen Eigenschaften entsteht.
Keramikschaumfiltration: Entfernung von Einschlüssen vor dem Gießen
Nach der Entgasung und dem Flussmittelbad enthält die behandelte Schmelze noch Restverunreinigungen, die für eine visuelle Erkennung zu klein, aber groß genug sind, um Ausschuss bei den fertigen Gussteilen zu verursachen. Keramische Schaumfilter (CFF), die in der Gießrinne oder im Filterkasten installiert sind, entfernen diese Einschlüsse durch eine Kombination aus mechanischem Auffangen und Oberflächenhaftung, während die Schmelze durch das gewundene Porennetzwerk des Filters fließt.
Auswahl der Filterklasse nach Anwendungsbereich:
| Filterporengröße (PPI) | Wirkungsgrad der Filtration | Typische Anwendung |
|---|---|---|
| 10 PPI | Gering – nur große Einschlüsse | Allgemeine Sandgussteile, unkritische Teile |
| 20 PPI | Mäßig | Standard-Gussteile für die Automobilindustrie |
| 30 PPI | Gut | Dünnwandige Gussteile für den Automobilbau |
| 40 PPI | Hoch | Luft- und Raumfahrt, kritische Strukturbauteile |
| 50 – 60 PPI | Sehr hoch | Hochreine Präzisionsgussteile mit dünnen Wandstärken |
AdTech stellt Keramikschaumfilter aus Aluminiumoxid, Siliziumkarbid und Zirkonoxid her, um den gesamten Temperatur- und Anwendungsbereich für Aluminiumgießereien abzudecken.
Sandguss: Verfahrensprinzipien, Vorteile und Grenzen
Wie funktioniert der Sandguss bei Aluminiumkomponenten?
Der Sandguss ist das älteste und flexibelste Verfahren zum Gießen von Aluminium. Anhand eines Modells, das die Geometrie des Endprodukts wiedergibt, wird in einer Sandform ein Hohlraum geformt, der anschließend mit flüssigem Aluminium gefüllt wird. Nach dem Erstarren und Abkühlen wird die Form aufgebrochen, um das Gussteil zu entnehmen.
Die beiden wichtigsten Sandsysteme, die in Aluminiumgießereien zum Einsatz kommen, sind:
Grüner Sand (mit Bentonit und Wasser gebundener Quarzsand) ist die wirtschaftlichste Option für die Großserienfertigung. Die Sandmischung ist wiederverwendbar und verfügt über eine gute Durchlässigkeit, sodass beim Gießen entstehende Gase entweichen können. Grüner Sand eignet sich für Teile mit mittlerer Komplexität und Maßtoleranzen von ±1,5 bis ±3 mm.
Nicht gebrannter (chemisch gebundener) Sand verwendet synthetische Bindemittel (Furan, Phenol-Urethan oder Natriumsilikat), die bei Raumtemperatur ohne Erhitzen aushärten. No-Bake-Formen sind fester als Grünsand, ermöglichen komplexere Geometrien mit engeren Toleranzen (±0,8 bis ±1,5 mm) und eignen sich besser für Kleinserien oder komplexe Teile.
Parameter des Sandgussverfahrens:
| Parameter | Grüner Sand | Sand ohne Backen |
|---|---|---|
| Maßtoleranz | ±1,5 – 3,0 mm | ±0,8 – 1,5 mm |
| Oberflächenrauheit (Ra) | 6,3 – 12,5 μm | 3,2 – 6,3 μm |
| Mindestwandstärke | 3–5 mm | 2,5 – 4 mm |
| Werkzeugkosten | Niedrig | Gering bis mäßig |
| Angemessenes Produktionsvolumen | 1 – 10.000+ Teile | 1 – 5.000 Stück |
| Kernkomplexität | Mäßig | Hoch |
Wo sich der Sandguss besonders bewährt:
- Große, komplexe Bauteile, bei denen sich die Kosten für den Werkzeugbau nicht rechtfertigen lassen.
- Geringe bis mittlere Produktionsmengen.
- Teile, die Hohlräume im Inneren erfordern (Kerne lassen sich leicht integrieren).
- Prototypenbau und Kleinserienfertigung.
Wo der Sandguss an seine Grenzen stößt:
- Großserienfertigung (Zykluszeiten von 15 bis über 60 Minuten pro Form können nicht mit dem Druckguss mithalten).
- Dünnwandige Abschnitte unter 2,5 mm.
- Hohe Anforderungen an die Maßgenauigkeit.
- Anwendungen, bei denen eine hervorragende Oberflächenqualität ohne Nachbearbeitung erforderlich ist.
Druckguss: Ein Vergleich zwischen Hochdruck- und Niederdruckverfahren
Was ist der Unterschied zwischen Hochdruck- und Niederdruck-Druckguss?
Das Druckgussverfahren umfasst zwei grundlegend unterschiedliche Ansätze zur Befüllung einer permanenten Stahlform (Gussform) mit flüssigem Aluminium, und die Wahl zwischen diesen beiden hat erhebliche Auswirkungen auf die Teilequalität, die Investitionen in Werkzeuge und die Produktionsgeschwindigkeit.
Hochdruckdruckguss (HPDC)
Beim Hochdruckguss wird geschmolzenes Aluminium mit einem Druck von 40 bis 120 MPa (400 bis 1.200 bar) und einer Einspritzgeschwindigkeit von 30 bis 80 m/s in eine Stahlform gespritzt. Der gesamte Füllzyklus – vom Einspritzen bis zur ersten Erstarrung – vollzieht sich in Bruchteilen einer Sekunde. Diese Geschwindigkeit ermöglicht es dem HPDC, dünne Wandstärken, feine Oberflächendetails und enge Toleranzen zu erzielen, was es zum dominierenden Gussverfahren für hochvolumige Komponenten in der Automobil- und Unterhaltungselektronik macht.
Wichtige Prozessmerkmale des HPDC-Verfahrens:
| Parameter | Typischer Bereich |
|---|---|
| Einspritzdruck | 40 – 120 MPa |
| Metall-Einspritzgeschwindigkeit | 30 – 80 m/s |
| Zykluszeit | 15 – 120 Sekunden |
| Mindestwandstärke | 0,8 – 1,5 mm |
| Maßtoleranz | ±0,1 – 0,3 mm |
| Oberflächenrauheit (Ra) | 0,8 – 3,2 μm |
| Werkzeugkosten | Sehr hoch ($50.000 – $500.000+) |
| Schwellenwert für das Produktionsvolumen | 10.000 – über 1.000.000 Teile |
Die größte Einschränkung von HPDC ist Porosität durch Gaseinschlüsse. Die hohe Einspritzgeschwindigkeit führt zu einer turbulenten Befüllung, bei der Luft und Verbrennungsgase aus dem Formschmiermittel im Hohlraum eingeschlossen werden. Diese Gasporen verteilen sich über den gesamten Querschnitt des Gussteils und verhindern die Wärmebehandlung (die Gasporen dehnen sich während der Lösungsglühung aus und bilden Blasen). Das vakuumunterstützte HPDC reduziert dieses Problem, indem der Formhohlraum vor dem Einspritzen evakuiert wird, wodurch die T6-Wärmebehandlung von HPDC-Teilen möglich wird.
Niederdruck-Druckguss (LPDC)
Beim Niederdruck-Druckguss wird ein unter der Form angeordneter Druckofen (in der Regel mit einem Luft- oder Inertgasdruck von 0,05 bis 0,15 MPa) genutzt, um flüssiges Metall durch ein Speiserohr nach oben in den Formhohlraum zu drücken. Die langsame, kontrollierte Befüllung von unten nach oben erzeugt eine laminare Strömung, die Lufteinschlüsse weitgehend verhindert.
Die wichtigsten Vorteile von LPDC:
- Höhere metallurgische Qualität im Vergleich zu HPDC (geringere Porosität, wärmebehandelbar).
- Gute Maßhaltigkeit.
- Hohe Metallausbeute (80–90 % TP3T), da das Metall aus dem Steigrohr zwischen den Schmelzvorgängen in den Ofen zurückgeführt wird.
- Geeignet für Legierungen, die eine T6-Behandlung erfordern (Autofelgen, Konstruktionshalterungen).
Die wichtigsten Einschränkungen:
- Längere Zykluszeiten (60–180 Sekunden) im Vergleich zu HPDC.
- Beschränkt auf mäßig komplexe Geometrien.
- Erhöhte Anforderungen an die Wartung von Öfen.
Vergleich zwischen HPDC und LPDC:
| Kriterium | Hochdruckdruckguss | Niederdruck-Druckguss |
|---|---|---|
| Fülldruck | 40 – 120 MPa | 0,05 – 0,15 MPa |
| Füllmuster | Turbulent | Laminar |
| Porositätsgrad | Mäßig bis hoch | Niedrig |
| Wärmebehandelbar | Nein (Standard) / Ja (Vakuum) | Ja |
| Zykluszeit | 15 – 120 Sekunden | 60 – 180 Sekunden |
| Mindestwandstärke | 0,8 mm | 2,0 mm |
| Werkzeugkosten | Sehr hoch | Hoch |
| Die besten Anwendungen | Dünnwandige Teile in Großserienfertigung | Bauteile, die eine T6-Behandlung erfordern |
Kastenformguss und Schwerkraftdruckguss
Was ist Schwerkraftdruckguss und wann ist er die richtige Wahl?
Beim Schwerkraftguss (in der nordamerikanischen Terminologie auch als „Permanent-Mould-Guss“ bezeichnet) wird flüssiges Aluminium allein unter Einwirkung der Schwerkraft – ohne äußeren Druck – in eine Metallform gegossen. Die Form aus Stahl oder Gusseisen wird für Hunderte bis Tausende von Zyklen wiederverwendet, was dieses Verfahren bei mittleren Produktionsmengen wirtschaftlicher macht als den Sandguss und gleichzeitig die hohen Werkzeugkosten des Druckgusses vermeidet.
Die kontrollierte Formtemperatur und die im Vergleich zum Sandguss schnellere Wärmeabfuhr führen zu einer feineren Kornstruktur und besseren mechanischen Eigenschaften als bei Sandgussteilen gleicher Geometrie.
Typische Eigenschaften von Schwerkraftdruckguss (A356-T6):
| Eigentum | Sandguss A356-T6 | Schwerkraftdruckguss A356-T6 | LPDC A356-T6 |
|---|---|---|---|
| Zugfestigkeit (MPa) | 228 | 262 | 283 |
| Streckgrenze (MPa) | 165 | 186 | 207 |
| Dehnung (%) | 5 | 6 | 9 |
| Härte (HB) | 70 | 80 | 85 |
Der Schwerkraftdruckguss eignet sich besonders gut für:
- Mittlere Stückzahlen (500 bis 50.000 Teile)
- Teile, die bessere mechanische Eigenschaften erfordern als Sandguss.
- Bauteile, bei denen Druckdichtheit erforderlich ist (Hydraulikgehäuse, Ventilkörper)
- Geometrien mit mittlerer Komplexität.
Feinguss und Lost-Foam-Guss für komplexe Geometrien
Wie werden durch Feingussverfahren Aluminiumteile in nahezu endkonturgetreuer Form hergestellt?
Beim Feinguss (auch Wachsausschmelzverfahren genannt) werden Aluminiumkomponenten mit außergewöhnlicher Maßgenauigkeit und Oberflächengüte hergestellt, indem Metall in Keramikformen gegossen wird, die um einwegbare Wachsmodelle herum geformt wurden. Das Verfahren ermöglicht Innengeometrien, Hinterschneidungen und feine Oberflächendetails, die mit anderen Verfahren nicht realisierbar oder nur unter extrem hohem Kostenaufwand zu erreichen sind.
Schritte des Feingussverfahrens:
- Wachs wird in eine Metallform gespritzt, um das Modell herzustellen.
- Befestigen Sie mehrere Muster an einem Wachsgussbaum.
- Tauchen Sie die Baugruppe wiederholt in Keramikschlicker ein, um eine Keramikschicht aufzubauen (8–12 Tauchschichten).
- Das Wachs in einem Autoklaven ausschmelzen (Dampfentwachsen).
- Brennen Sie die Keramikschale bei 900–1.100 °C, um ihre Festigkeit zu erhöhen.
- Gießen Sie flüssiges Aluminium in die vorgeheizte Form.
- Entfernen Sie die Keramik nach dem Aushärten.
- Trennen Sie die einzelnen Gussteile vom Angussbaum ab.
Toleranzen und Oberflächenbeschaffenheit beim Aluminium-Feinguss:
| Maßbereich | Erreichbare Toleranz | Oberflächenrauheit (Ra) |
|---|---|---|
| bis zu 25 mm | ±0,13 mm | 1,6 – 3,2 μm |
| 25 – 150 mm | ±0,25 mm | 1,6 – 3,2 μm |
| 150 – 300 mm | ±0,50 mm | 3,2 – 6,3 μm |
Verlorene-Form-Gussverfahren
Beim Lost-Foam-Guss wird das Wachsmodell durch ein Modell aus expandiertem Polystyrol (EPS) ersetzt, das während des Gießvorgangs in der Form verbleibt. Wenn flüssiges Aluminium mit dem Schaum in Kontakt kommt, verdampft dieser und wird durch Metall ersetzt. Das Verfahren vereint viele Vorteile des Feingusses (Fähigkeit zur Herstellung komplexer Geometrien) mit der Einfachheit des Sandgusses (kein Formaufbau, kein Entwachsen).
Das Lost-Foam-Verfahren wird häufig für komplexe Motorkomponenten wie Zylinderköpfe und Ansaugkrümmer eingesetzt, bei denen interne Kanäle andernfalls den Einsatz mehrerer Sandkerne erfordern würden.
Stranggießen und Direktkühlgießen für die Knüppel- und Brammenherstellung
Was ist das Direktkühl-Gussverfahren für Aluminium?
Das Direktkühlgussverfahren (DC) ist das wichtigste Verfahren zur Herstellung von Aluminiumknüppeln (runde Querschnitte für die Strangpressung) und Walzbrammen (rechteckige Querschnitte für Walzwerke). Bei diesem Verfahren wird flüssiges Aluminium in eine wassergekühlte, unten offene Form gegossen. Während das Metall in der Form erstarrt, senkt ein Hydraulikzylinder den erstarrten Abschnitt kontinuierlich ab, während von oben frisches flüssiges Metall nachgeführt wird.
Die gleichzeitige direkte Wasserkühlung der erstarrten Hülle unterhalb der Gussform sorgt für eine schnelle Wärmeabfuhr und eine feine Mikrostruktur. Im Stranggießverfahren werden Knüppel mit einem Durchmesser von 100 mm bis über 1.200 mm sowie Brammen mit einer Breite von bis zu 2.000 mm hergestellt.
Wichtige Parameter für das Gleichstromgussverfahren:
| Parameter | Typischer Bereich | Auswirkung der Abweichung |
|---|---|---|
| Gießgeschwindigkeit | 40 – 150 mm/min | Zu schnell: Kaltrisse; zu langsam: Heißrisse |
| Kühlwasserdurchfluss | 100 – 300 l/min/m | Zu wenig: Oberflächenrisse; zu viel: Thermoschock |
| Metalltemperatur (Zwischenbehälter) | 680 – 720 °C | Zu heiß: Ausblutungen; zu kalt: Kaltverschlüsse |
| Wasserstoffgehalt | < 0,12 ml/100 g Al | Nachteile: Porosität, geringere Lebensdauer |
Die Anforderungen an die Schmelzqualität beim Gleichstromguss sind strenger als bei den meisten Formgussverfahren, da die hergestellten Knüppel und Brammen anschließend weiterverarbeitet werden (Strangpressen, Walzen, Schmieden), wobei Wasserstoffporosität und Einschlüsse zu Rissen, Oberflächenfehlern und Ausschuss führen können.
Vermeidung von Gussfehlern: Ursachen und Kontrollmaßnahmen
Was sind die häufigsten Fehler bei Aluminiumgussteilen?
Es ist sinnvoller, die Mechanismen der Fehlerentstehung zu verstehen, als sich eine Liste von Fehlern auswendig zu lernen. Wenn man weiß, warum ein Fehler entsteht, werden Korrekturmaßnahmen logisch und sind kein reines Ausprobieren mehr.
Gasporosität entsteht durch die Ausfällung von gelöstem Wasserstoff während der Erstarrung oder durch Lufteinschlüsse beim Befüllen der Form. Vorbeugung: ordnungsgemäße Entgasung (H₂-Wert unterhalb der Spezifikation), kontrollierte Füllgeschwindigkeit, belüftete Formen.
Schrumpfung Porosität entsteht, wenn das erstarrende Gussteil nicht genügend flüssiges Metall aufnehmen kann, um den Volumenschrumpf von Aluminium während der Erstarrung auszugleichen. Vorbeugung: korrekte Gestaltung der Anguss- und Speisekanäle, richtige Erstarrungsreihenfolge (gerichtete Erstarrung vom am weitesten entfernten Punkt zum Speisekanal).
Kaltstarts und Fehlstarts Dies tritt auf, wenn zwei Metallströme aufeinandertreffen, deren Temperatur nicht ausreicht, um eine ordnungsgemäße Verschmelzung zu gewährleisten, oder wenn das Metall erstarrt, bevor die Form vollständig gefüllt ist. Vorbeugung: Schmelztemperatur erhöhen, Gießgeschwindigkeit erhöhen, Form vorwärmen.
Heißrisse (Heißrissbildung) entsteht im halbfesten Zustand, wenn die thermischen Schrumpfspannungen die Festigkeit des teilweise erstarrten Metalls übersteigen. Vorbeugung: Verwendung von Legierungen mit engeren Erstarrungsbereichen, Verringerung der Formspannung, Anpassung der Abkühlgeschwindigkeit.
Oxideinschlüsse Es handelt sich um mitgerissene Oxidschichten, die von der Schmelzoberfläche oder durch turbulente Befüllung entstehen. Vorbeugung: ordnungsgemäße Flussmittelbehandlung und Entgasung, Verringerung der Turbulenzen während des Transports und des Gießens, Befüllsysteme mit Boden- oder Seiteneinlauf, Keramikschaumfiltration.
Fehlerhäufigkeit nach Gussverfahren:
| Defekt Typ | Sandgießen | HPDC | LPDC | Schwerkraftform | Investition |
|---|---|---|---|---|---|
| Gasporosität | Mäßig | Hoch | Niedrig | Niedrig | Sehr niedrig |
| Schrumpfung Porosität | Mäßig | Mäßig | Niedrig | Mäßig | Niedrig |
| Oxideinschlüsse | Mäßig | Mäßig | Niedrig | Niedrig | Sehr niedrig |
| Kälteverschlüsse | Niedrig | Niedrig | Niedrig | Mäßig | Sehr niedrig |
| Heißes Reißen | Niedrig | Niedrig | Sehr niedrig | Niedrig | Sehr niedrig |
| Maßabweichung | Hoch | Sehr niedrig | Niedrig | Mäßig | Sehr niedrig |
Nachbearbeitung: Wärmebehandlung, Zerspanung und Oberflächenveredelung
Welche Nachbehandlungen sind bei Aluminiumgussteilen erforderlich?
Die meisten Aluminium-Strukturgussteile erfordern mindestens einen Nachbearbeitungsschritt, bevor sie die endgültigen Spezifikationen erfüllen. Insbesondere die Wärmebehandlung ist oft der Schritt, der aus einem mittelmäßigen Gussteil ein Hochleistungsbauteil macht.
Wärmebehandlungsablauf T6:
- Lösungsglühen: Auf 520–540 °C (legierungsabhängig) erhitzen und 4–12 Stunden lang halten, um die Legierungselemente in die feste Lösung aufzulösen.
- Abschrecken: Schnelle Überführung in Wasser mit einer Temperatur von 60–80 °C innerhalb von 15 Sekunden nach Verlassen des Ofens (verhindert Ausfällungen während des Abkühlens).
- Künstliche Alterung: Auf 155–170 °C erhitzen und 4–16 Stunden lang halten, um feine Verstärkungsphasen (Mg₂Si bei A356) auszufällen.
Auswirkungen der T6-Behandlung auf die mechanischen Eigenschaften von A356:
| Zustand | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Dehnung (%) |
|---|---|---|---|
| Gusszustand (F) | 165 | 115 | 4 |
| T5 (nur für Erwachsene) | 207 | 165 | 3 |
| T6 (Lösung + Alter) | 283 | 207 | 9 |
Optionen zur Oberflächenveredelung von Aluminiumgussteilen:
| Prozess | Oberflächenverbesserung | Typische Anwendung |
|---|---|---|
| Kugelstrahlen | Entfernt Kalkablagerungen, wirkt ermüdungshemmend | Strukturelle Komponenten |
| Bearbeitung | Maßgenauigkeit, glatte Kontaktflächen | Passflächen, Gewindeelemente |
| Eloxieren | Korrosions- und Verschleißfestigkeit | Sichtflächen, Zierteile |
| Pulverbeschichtung | Farbe, Korrosionsschutz | Architektur, Konsumgüter |
| Galvanotechnik | Verbesserte Oberflächeneigenschaften | Funktionale Zierteile |
| Imprägnierung | Dichtet die Porosität ab, um Druckdichtheit zu gewährleisten | Hydraulikgehäuse, Kompressorteile |
Anwendungen von Aluminiumguss nach Branchen
Wo kommen Aluminiumgussteile in verschiedenen Branchen zum Einsatz?
Die vielfältigen Anwendungsmöglichkeiten von Aluminiumguss sind eines der stärksten Argumente für die Vielseitigkeit dieses Werkstoffs. Die Kombination aus geringem Gewicht, Festigkeit, Korrosionsbeständigkeit und Gießbarkeit hat Aluminium in zahlreichen anspruchsvollen Branchen zum Werkstoff der Wahl gemacht.
Automobilbranche ist weltweit der größte Einzelabnehmer von Aluminiumgussteilen, was vor allem auf die Anforderungen an die Gewichtsreduzierung zurückzuführen ist, um die Kraftstoffeffizienz zu verbessern und die Reichweite von Elektrofahrzeugen zu erhöhen. Wichtige Anwendungen in der Automobilindustrie:
- Motorblöcke und Zylinderköpfe (A319, A380)
- Getriebegehäuse (A380)
- Räder (A356-T6, LPDC)
- Fahrwerkskomponenten und Achsschenkel (A356-T6)
- Batterieträger und -gehäuse für Elektrofahrzeuge (HPDC, Strukturdruckguss)
Luft- und Raumfahrtbranche verwendet Aluminium-Feinguss- und Präzisionssandgussteile für Rahmenkonstruktionen, Halterungen, Gehäuse und Flugzeugkomponenten. Das Material muss strenge Anforderungen hinsichtlich Porosität und Einschlüssen erfüllen, was in der Regel einen Wasserstoffgehalt in der Schmelze von unter 0,10 ml/100 g Al sowie eine Röntgen- oder CT-Prüfung der fertigen Gussteile erfordert.
Bauwesen und Architektur setzt auf Kokillenguss und Sandguss für Fenster- und Fassadenbeschläge, Handläufe sowie dekorative architektonische Elemente, bei denen sowohl Korrosionsbeständigkeit als auch ästhetische Qualität gefragt sind.
Elektronik und Telekommunikation hat sich rasch zu einem Markt für dünnwandige HPDC-Bauteile entwickelt – Kühlkörper, 5G-Antennengehäuse, Servergehäusekomponenten –, bei denen Maßgenauigkeit, Wärmeleitfähigkeit und Oberflächenbeschaffenheit von entscheidender Bedeutung sind.
Schifffahrt und Offshore In diesen Anwendungen werden korrosionsbeständige Legierungen (5xxx-Serie, A356) für Pumpengehäuse, Laufräder und Befestigungswinkel bevorzugt, die Salzwasser ausgesetzt sind.
| Industrie Sektor | Die gängigsten Gussverfahren | Wichtige Legierungen | Kritische Qualitätsparameter |
|---|---|---|---|
| Antriebsstrang für Kraftfahrzeuge | HPDC, Sand, LPDC | A319, A380, A356 | Dichtheit, Maßgenauigkeit |
| Fahrzeugstruktur | LPDC, Schwerkraftform | A356-T6 | Festigkeit, Dehnung |
| Luft- und Raumfahrt | Investition, Sand | A356, A201, 357 | Porosität < 0,10 ml/100 g, röntgenklar |
| Elektronik | HPDC | A380, ADC12 | Dünnwandigkeit, Oberflächenbeschaffenheit, Wärmeableitung |
| Marine | Sandguss, Schwerkraftguss | A356, 535 | Korrosionsbeständigkeit, Druckdichtheit |
| Bauwesen | Sand, Dauerform | 6xxx, A356 | Oberflächenbeschaffenheit, Eloxalqualität |
Auswahl von Anlagen und Verbrauchsmaterialien für Aluminiumgießereien
Welche Ausrüstung benötigt eine Aluminiumgießerei?
Die Zusammensetzung der Investitionsgüter und Verbrauchsmaterialien für eine Aluminiumgießerei hängt stark vom Gussverfahren, dem Produktionsvolumen und dem Legierungsspektrum ab. Die Anforderungen an die Schmelzbehandlungsanlagen sind jedoch in praktisch allen Aluminiumgießereien einheitlich.
Anlagen zur Kernschmelzbehandlung:
Rotationsentgasungsanlagen sind in tragbaren (Kübelverfahren) und Inline-Ausführungen (kontinuierlich) erhältlich. Wichtige Auswahlkriterien:
- Schmelzvolumen (kg oder Tonnen pro Behandlungszyklus)
- Rotormaterial (isostatischer Graphit für eine lange Lebensdauer)
- Drehzahlbereich und Regelgenauigkeit
- Fähigkeit zur Gasdurchflussmessung
Filterkästen aus Keramikschaum Halten Sie den Filter während des Metalltransfers in Position und sorgen Sie für die richtige Vorheiztemperatur des Filters. Die Konstruktion des Filterkastens beeinflusst sowohl die Filterleistung als auch die Metallausbeute.
Waschanlagen Flüssiges Metall mit minimaler Verwirbelung und minimalem Temperaturverlust vom Ofen zur Gießmaschine zu befördern. Beheizte Gießkanalabschnitte halten die Metalltemperatur aufrecht, während Filterkästen in die Anlage integriert sind.
Anlagen zur Kornverfeinerung und -modifizierung Zusatzlegierungen (Al-Ti-B zur Kornverfeinerung, Al-Sr oder Al-Na zur Siliziummodifizierung) mit kontrollierter Dosierung und an bestimmten Stellen in den Schmelzstrom einbringen.
Wasserstoffmessgeräte — Inline-Sonden vom Typ Telegas oder tragbare Geräte zur Unterdruckprüfung — liefern die für die Prozesssteuerung erforderlichen Daten, um die Schmelzqualität vor dem Gießen zu überprüfen.
AdTech beliefert Aluminiumgießereien und Gießbetriebe weltweit mit Entgasungsanlagen, Keramikschaumfiltern (10–60 PPI), Feuerfestmaterialien für Gießrinnen, Legierungen für die Kornverfeinerung sowie Flussmitteln zur Schmelzbehandlung. Unser Ingenieurteam unterstützt Sie bei der Anlagenauswahl, der Parameteroptimierung und der Spezifizierung von Verbrauchsmaterialien für neue und bestehende Anlagen.
Umwelt- und Nachhaltigkeitsaspekte in modernen Aluminiumgießereien
Wie verringern Aluminiumgießereien ihre Umweltbelastung?
Aluminium überzeugt durch seine Nachhaltigkeit: Es ist zu 100 % ohne Einbußen bei den Eigenschaften recycelbar, und das Recycling erfordert nur 5 % der Energie, die zur Herstellung von Primäraluminium aus Bauxit benötigt wird. Der Gießprozess selbst bringt jedoch ökologische Herausforderungen mit sich, denen sich moderne Betriebe aktiv stellen müssen.
Schlackebildung und -entsorgung: Bei jedem Aluminiumschmelzvorgang entsteht Schlacke – eine Mischung aus Aluminiummetall und Aluminiumoxid, die sich an der Schmelzoberfläche bildet. Schlacke bedeutet sowohl einen Metallverlust (1–5 % des Schmelzgewichts) als auch eine Herausforderung bei der Abfallentsorgung. Moderne Rotationssalzöfen gewinnen Metall aus der Krätze mit einer Ausbeute von 50–70 % zurück und führen das gewonnene Aluminium dem Produktionskreislauf wieder zu.
Flussmittelsalzabfälle: Bei Flussmittelprozessen, bei denen Chlorid-Fluorid-Salze zum Einsatz kommen, fallen Salzkrustenabfälle an, die einer sorgfältigen Entsorgung oder Wiederverwertung bedürfen. In großen Betrieben kommen zunehmend geschlossene Salzrückgewinnungssysteme zum Einsatz, um das Abfallaufkommen zu minimieren.
Energieeffizienz: Schachtofenanlagen und Rinneninduktionsöfen entsprechen dem aktuellen Stand der Technik hinsichtlich der Energieeffizienz beim Schmelzen und erreichen einen Energieverbrauch von unter 450 kWh pro Tonne geschmolzenem Aluminium. Dies steht im positiven Kontrast zu älteren Reflektionsöfen, die 700 bis 900 kWh pro Tonne verbrauchen.
Abgasreinigung: Bei der Verbrennung von Erdgas in Nachglüh- und Tiegelöfen entstehen NOₓ-, CO- und Partikelemissionen. Die Technologie für NOₓ-arme Brenner, Wärmerückgewinnungssysteme und die Elektrifizierung von Schmelzprozessen sind allesamt Bereiche, in die die Aluminiumgießereiindustrie derzeit aktiv investiert.
Anteil an recyceltem Material: Die Verwendung von Altaluminium aus Verbraucher- und Industrieabfällen ist in den meisten Gießereien gängige Praxis. Um die Legierungsreinheit zu gewährleisten und gleichzeitig den Schrottanteil zu maximieren, sind eine sorgfältige Berechnung der Chargenzusammensetzung und eine Überwachung der Schmelzqualität erforderlich.
Häufig gestellte Fragen – Fragen zum Aluminiumgussverfahren
Frage 1: Wie lässt sich der Prozess der Aluminiumgussherstellung einfach erklären?
Beim Aluminiumgussverfahren werden Aluminiumlegierungen in einem Ofen geschmolzen, das flüssige Metall behandelt, um gelösten Wasserstoff und nichtmetallische Einschlüsse zu entfernen, und die aufbereitete Schmelze anschließend in eine Form gegossen oder eingespritzt, die so geformt ist, dass das gewünschte Bauteil entsteht. Nach dem Erstarren und Abkühlen wird der Guss aus der Form entnommen und kann weiteren Arbeitsschritten wie Wärmebehandlung, maschineller Bearbeitung oder Oberflächenveredelung unterzogen werden, bevor er als Fertigteil ausgeliefert wird.
Frage 2: Was ist das gängigste Gussverfahren für Aluminium?
Der Hochdruckdruckguss (HPDC) ist gemessen am weltweiten Gesamtproduktionsvolumen das am häufigsten eingesetzte Gussverfahren für Aluminium, was in erster Linie auf die Nachfrage der Automobil- und Elektronikindustrie nach dünnwandigen Bauteilen in großen Stückzahlen zurückzuführen ist. Der Sandguss ist das am weitesten verbreitete Verfahren für Gießereien aller Größenordnungen und wird bevorzugt für große, komplexe oder in geringen Stückzahlen gefertigte Teile eingesetzt. Der Niederdruckdruckguss ist das vorherrschende Verfahren für Aluminiumlegierungsräder.
Frage 3: Welche Aluminiumlegierung wird in Gießereien am häufigsten verwendet?
A356 (AlSi7Mg0,3) ist eine der weltweit am häufigsten verwendeten Gusslegierungen, da sie hervorragende Gießbarkeit, gute mechanische Eigenschaften im T6-Zustand und die Eignung für die meisten Gussverfahren vereint. A380 (AlSi8Cu3Fe) ist aufgrund ihrer hervorragenden Fließfähigkeit und Formfüllfähigkeit die gängigste Legierung für den Hochdruckguss.
Frage 4: Wie wird Wasserstoff vor dem Gießen aus flüssigem Aluminium entfernt?
Der Wasserstoff wird durch Rotationsentgasung entfernt, wobei ein rotierender Graphitrotor feine Argon- oder Stickstoffblasen in der Schmelze verteilt. Gelöster Wasserstoff diffundiert aus der Schmelze in diese Blasen und wird mitgeführt, wenn die Blasen aufsteigen und die Schmelzoberfläche verlassen. Durch diese Behandlung wird der Wasserstoffgehalt in der Regel innerhalb von 10 bis 25 Minuten von 0,3–0,5 ml/100 g Al auf unter 0,10–0,15 ml/100 g Al reduziert, abhängig von den Prozessparametern.
Frage 5: Was ist der Unterschied zwischen einem Aluminiumguss und einem Aluminiumschmiedeteil?
Aluminiumgussteile werden hergestellt, indem flüssiges Metall in eine Form gegossen oder eingespritzt wird – das Metall nimmt beim Erstarren die Form des Formhohlraums an. Aluminiumschmiedeteile werden hergestellt, indem festes oder halbfestes Aluminium unter hohem Druck mithilfe von Gesenken mechanisch verformt wird. Schmiedeteile weisen im Allgemeinen eine höhere Festigkeit und bessere Ermüdungsbeständigkeit auf als Gussteile gleicher Geometrie, da der Verformungsprozess die Kornstruktur verfeinert und Porositäten beseitigt. Gussteile ermöglichen komplexere Geometrien und dünnere Wandstärken und sind bei komplexen Formen in der Regel kostengünstiger.
Frage 6: Was verursacht Porosität in Aluminiumgussteilen und wie lässt sich dies verhindern?
Porosität bei Aluminiumguss hat zwei unterschiedliche Ursachen. Gasporosität (glatte, kugelförmige Poren) entsteht durch die Ausfällung von gelöstem Wasserstoff während der Erstarrung – dies lässt sich durch eine ordnungsgemäße Entgasung vor dem Gießen verhindern. Schrumpfporosität (unregelmäßige, miteinander verbundene Hohlräume) entsteht, wenn das erstarrende Metall nicht genügend Flüssigkeit aufnehmen kann, um den Volumenschrumpf auszugleichen – dies lässt sich durch eine korrekte Gestaltung der Angusskanäle und des Angusssystems verhindern, die eine gerichtete Erstarrung in Richtung der Zufuhrpunkte gewährleistet. Der RPT (Reduced Pressure Test) und die Röntgenprüfung sind Standardmethoden der Qualitätskontrolle zur Erkennung und Quantifizierung von Porosität.
Frage 7: Welche Rolle spielen Keramikschaumfilter beim Aluminiumguss?
Keramische Schaumfilter werden im Metalltransportsystem zwischen dem Ofen und dem Formhohlraum installiert. Während das flüssige Aluminium durch die offenzellige Schaumstruktur des Filters fließt, werden feste Einschlüsse (Oxidschichten, feuerfeste Partikel, intermetallische Verbindungen) durch eine Kombination aus mechanischer Siebung und Oberflächenadhäsion zurückgehalten. Die Filtration verbessert die Reinheit der Schmelze erheblich, reduziert einschlussbedingte Fehler und verbessert die mechanischen Eigenschaften – insbesondere die Ermüdungslebensdauer und die Dehnung – des fertigen Gussteils.
Frage 8: Wie lange dauert der Aluminiumgussprozess vom Schmelzen bis zum fertigen Bauteil?
Die Gesamtzykluszeit hängt vollständig vom Gussverfahren und der Komplexität des Bauteils ab. Hochdruckdruckgusszyklen dauern 15 bis 120 Sekunden. Schwerkraftdruckgusszyklen benötigen 2 bis 10 Minuten pro Zyklus. Bei Sandguss kann es bei großen Bauteilen 30 Minuten bis zu mehreren Stunden dauern, bis das Metall vollständig erstarrt ist. Feingussteile haben die längste Vorbereitungszeit (Tage für den Aufbau der Keramikform), aber der eigentliche Gussvorgang ist schnell. Die Wärmebehandlung verlängert die Durchlaufzeit um 8 bis 20 Stunden für T6-Bedingungen. Die gesamte Fertigungsdurchlaufzeit von der Bestellung bis zum fertig bearbeiteten Teil liegt typischerweise zwischen 2 Tagen (HPDC) und mehreren Wochen (Feinguss mit Wärmebehandlung und Bearbeitung).
Frage 9: Bei welcher Temperatur schmilzt Aluminium in einer Gießerei?
Der Schmelzpunkt von reinem Aluminium liegt bei 660 °C. In der Gießereipraxis werden Aluminiumlegierungen in der Regel bei Temperaturen von 700–780 °C verarbeitet – oberhalb der Liquidustemperatur, um ein vollständiges Schmelzen und eine ausreichende Fließfähigkeit für die Formfüllung zu gewährleisten. Höhere Temperaturen verbessern die Fließfähigkeit, erhöhen jedoch die Oxidation, die Wasserstoffaufnahme und den Energieverbrauch. Die optimale Verarbeitungstemperatur ist legierungsspezifisch und wird durch das verwendete Gussverfahren beeinflusst. Beim HPDC-Verfahren liegt die Temperatur an der Schusshülse typischerweise bei 640–680 °C (aufgrund der auf schnelle Erstarrung ausgelegten Konstruktion unterhalb der Schmelzofentemperatur), während beim Feinguss für komplexe dünnwandige Abschnitte Temperaturen von bis zu 780 °C verwendet werden können.
Frage 10: Welche Qualitätsstandards gelten für Aluminiumgussprodukte?
Aluminiumgussteile unterliegen je nach Anwendungsbereich verschiedenen Qualitätsnormen. Zu den weit verbreiteten Normen gehören ASTM B85 (Druckgussteile aus Aluminiumlegierungen), ASTM B108 (Kokillenguss), AMS-Normen für Gussteile in der Luft- und Raumfahrt, NADCA-Normen für Toleranzen und Prüfungen bei Druckguss sowie herstellerspezifische Normen von Automobilherstellern wie GM, Ford und europäischen OEMs. Die Schmelzqualität wird häufig durch interne Gießereispezifikationen für den Wasserstoffgehalt (überprüft durch RPT oder Telegas) und den Einschlussgrad (überprüft durch PoDFA- oder Prefil-Analyse für kritische Anwendungen) geregelt. Röntgen- und CT-Scans gemäß ASTM E505 oder EN 12681 sind Standardprüfverfahren zur Erkennung von Porosität in Strukturgussteilen.
Fazit: Die Wahl des richtigen Verfahrens für Ihre Anforderungen im Bereich Aluminiumguss
Das Aluminiumgussverfahren ist keine einzelne Methode, sondern eine Reihe verwandter Techniken, von denen jede eine eigene Kombination aus Stärken, Einschränkungen, Kostenstrukturen und Qualitätsmerkmalen aufweist. Die Wahl des optimalen Verfahrens für ein bestimmtes Bauteil ergibt sich aus einer systematischen Bewertung folgender Aspekte:
- Jährliches Produktionsvolumen (Druckgussformen sind erst ab einer bestimmten Stückzahl rentabel).
- Komplexität der Bauteilgeometrie und Anforderungen an die Wandstärke.
- Anforderungen an die mechanischen Eigenschaften und die Wärmebehandlung.
- Maßtoleranzen und Anforderungen an die Oberflächenbeschaffenheit.
- Einsatzbedingungen (Korrosion, Druck, Ermüdungsbeanspruchung).
- Budgetbeschränkungen hinsichtlich Werkzeugkosten und Stückpreis.
Übersichtsmatrix – Auswahl des Aluminiumgussverfahrens:
| Auswahlkriterien | Sand | Schwerkraftform | LPDC | HPDC | Investition | Verlorene Schaumform |
|---|---|---|---|---|---|---|
| Geometrische Komplexität | Hoch | Mäßig | Mäßig | Mäßig | Sehr hoch | Hoch |
| Mindestwandstärke | 3 mm | 2,5 mm | 2,0 mm | 0,8 mm | 0,5 mm | 2,5 mm |
| Maßhaltigkeit | Niedrig | Mäßig | Gut | Sehr gut | Ausgezeichnet | Gut |
| Mechanische Eigenschaften | Mäßig | Gut | Sehr gut | Mäßig | Gut | Gut |
| Wärmebehandelbar | Ja | Ja | Ja | Begrenzt | Ja | Ja |
| Werkzeugkosten | Niedrig | Mäßig | Hoch | Sehr hoch | Gering bis mäßig | Niedrig |
| Optimaler Lautstärkebereich | 1-5,000 | 500-50,000 | 5,000-200,000 | 50,000+ | 10-10,000 | 100-50,000 |
Bei AdTech hat unser Ingenieurteam Aluminiumgießereien und Gießbetriebe auf vier Kontinenten dabei unterstützt, die Schmelzqualität zu optimieren, geeignete Gießverfahren auszuwählen und die richtigen Filter-, Entgasungs- und Feuerfestprodukte für ihre Produktionsanforderungen zu bestimmen. Wir bringen in jedes Gespräch praktisches Betriebswissen ein – nicht nur Katalogangaben.
