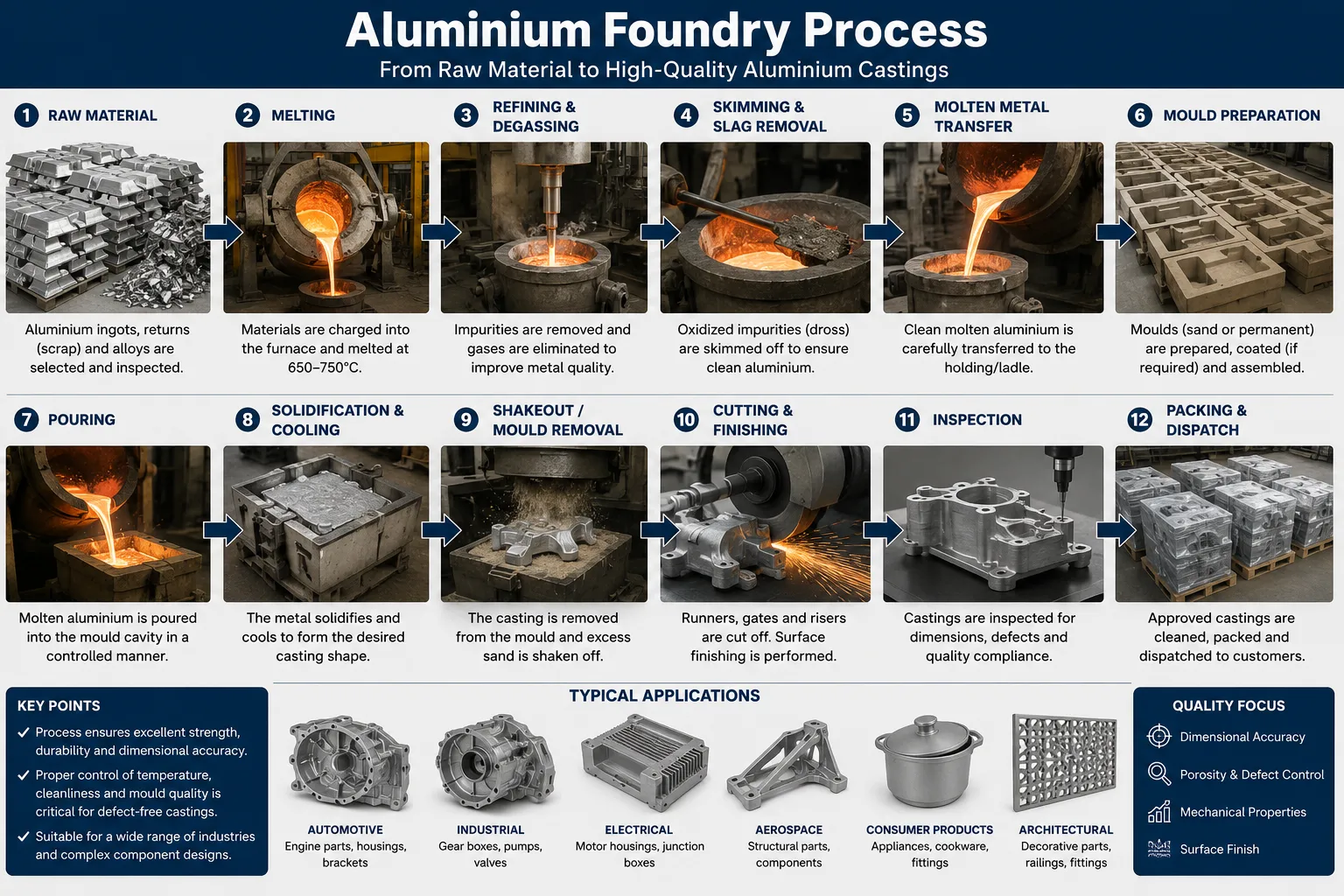
Процесс алюминиевого литья позволяет преобразовывать сырой алюминий и алюминиевые сплавы в детали точной формы посредством контролируемой плавки, обработки расплава и литья — и при правильном выполнении позволяет получать детали, сочетающие в себе низкую плотность, высокое соотношение прочности к весу, коррозионную стойкость и точность размеров, с которыми мало какие другие способы производства могут сравниться. Благодаря непосредственному сотрудничеству с литейными предприятиями в цепочках поставок автомобильной, аэрокосмической, строительной и бытовой электроники мы можем с уверенностью утверждать, что разница между прибыльным и убыточным производством алюминиевых отливок почти всегда сводится к соблюдению технологической дисциплины на четырех этапах: подготовка сплава, контроль качества расплава, выбор метода литья и обработка после литья.
Если для вашего проекта требуется система дегазации и фильтрации расплавленного алюминия, вы можете связаться с нами для получения бесплатного предложения.
Системы из алюминиевых сплавов, применяемые в литейном производстве
Какие алюминиевые сплавы чаще всего используются для литья?
Не каждый алюминиевый сплав подходит для литейного производства. Литейные свойства сплава зависят от его текучести, диапазона затвердевания, склонности к горячему растрескиванию, характеристик усадки и реакции на обработку расплава. Семейства сплавов, наиболее часто используемых в литейных цехах, делятся на две широкие категории: кованые сплавы, обрабатываемые методом непрерывного или прямого литья в охлаждаемые формы, и литейные сплавы, заливаемые в формованные формы.
Литейные сплавы специально разработаны для обеспечения хорошей текучести, низкой усадки и устойчивости к горячему растрескиванию. Кремний является доминирующим легирующим элементом в большинстве коммерческих литейных сплавов, поскольку он значительно улучшает текучесть при низких содержаниях кремния (около 5–7%) и обеспечивает почти эвтектические характеристики текучести при более высоких содержаниях (10–13%). К наиболее широко используемым литейным сплавам во всем мире относятся:
| Обозначение сплава | Основные легирующие элементы | Типичное содержание кремния (%) | Основные приложения |
|---|---|---|---|
| A356 / AlSi7Mg0,3 | Si, Mg | 6.5 – 7.5 | Автомобильные диски, конструкционные кронштейны |
| A380 / AlSi8Cu3Fe | Si, Cu, Fe | 7.5 – 9.5 | Литые под давлением корпуса, крышки |
| A413 / AlSi12 | Да | 11.0 – 13.0 | Морская арматура, изделия со сложной конструкцией и тонкими стенками |
| A319 / AlSi6Cu3,5 | Si, Cu | 5.5 – 6.5 | Блоки цилиндров, головки блока цилиндров |
| A390 / AlSi17Cu4Mg | Si, Cu, Mg | 16.0 – 18.0 | Автомобильные компрессоры, изнашиваемые поверхности |
| 535 / AlMg6,2 | Мг | < 0.15 | Судовой арматура, детали, подверженные коррозии |
| A201 / AlCu4,5TiAg | Cu, Ti, Ag | < 0.10 | Высокопрочные отливки для аэрокосмической промышленности |
Кованые сплавы К сплавам, получаемым методом непрерывного литья, относятся серии 1xxx, 3xxx, 5xxx, 6xxx и 7xxx, которые разливают в виде заготовок, слябов или катанки для последующей прокатки, экструзии или ковки. Эти сплавы имеют более жесткие допуски по составу и более строгие требования к содержанию водорода, чем сплавы для формового литья.
Понимание обозначений состояния алюминиевых сплавов
Состояние сплава существенно влияет на его механические свойства и часто указывается на технических чертежах наряду с обозначением сплава. Для литейных сплавов наиболее распространенными состояниями являются:
| Код температуры | Описание | Типовое применение |
|---|---|---|
| F | В состоянии после литья, без термической обработки | Неконструктивные элементы |
| T4 | Прошло термообработку, выдержано естественным образом | Средняя прочность, хорошая пластичность |
| T5 | Только искусственное состаривание (после литья) | Повышение твердости без полной термообработки в растворе |
| T6 | Прошедший термообработку + искусственно состаренный | Максимальная прочность — аэрокосмическая и автомобильная промышленность |
| T7 | Обработанный раствором + подвергнутый искусственному старению (стабилизированный) | Стабильность размеров при термоциклировании |
A356-T6, пожалуй, является наиболее широко используемой комбинацией литейного сплава и состояния в конструкционных изделиях для автомобилестроения, обеспечивая предел прочности на разрыв 280–310 МПа при относительном удлинении 8–121 %.
Типы плавильных печей и их эксплуатационные характеристики
Какие типы печей используются на алюминиевых литейных заводах?
Выбор печи оказывает прямое и ощутимое влияние на качество расплава, энергопотребление, выход металла и производительность. Мы сотрудничаем с предприятиями, использующими все основные типы печей, и выбор между ними сопряжен с компромиссами, которые редко отражаются в простых технических характеристиках.
Печи с реверберацией
Реверберационная печь является основным оборудованием для плавки алюминия в промышленных масштабах. Газы сгорания, поступающие из горелок, установленных над шихтой, нагревают расплав косвенно посредством излучения от крыши и стенок печи, откуда и происходит ее название. Емкость печей варьируется от 10 до более 100 тонн жидкого алюминия.
Основные характеристики:
- Высокая пропускная способность, подходящая для непрерывной подачи на последующие этапы литейного производства.
- Относительно высокая потеря металла (2–51 % по массе) из-за того, что большая площадь поверхности подвергается воздействию окисляющей среды.
- При загрузке ниже номинальной мощности энергоэффективность на тонну ниже, чем у шахтных или камерных печей.
- Хорошо подходит для переработки чистого, предварительно отсортированного лома и первичных слитков.
Тигельные печи
Электропечи или газовые тигельные печи нагревают алюминий косвенно через тигель (из графитово-глиняного, карбида кремния или стального материала). Их вместимость меньше — обычно от 50 до 2000 кг — что делает их идеальным выбором для малых производств, разработки сплавов и небольших литейных цехов.
Тигельные печи обеспечивают превосходный контроль температуры и минимальный риск загрязнения, поскольку расплав соприкасается только с материалом тигля. Взамен приходится мириться с более высокими затратами на энергию в расчете на тонну и ограниченной производительностью.
Шахтные (колонные) печи
В шахтных печах горячие продукты сгорания из основной камеры используются для предварительного нагрева твердой шихты, которая опускается по вертикальной шахте перед поступлением в основную зону плавки. Такая рекуперация тепла снижает энергопотребление на 20–40 % по сравнению с традиционной реверберационной печью. Они особенно эффективны при переработке чистого тяжелого лома (чистый лист, отходы экструзии, стружка после центрифугирования).
Индукционные печи
Канальные индукционные печи и бесконтактные индукционные печи используют электромагнитную индукцию для непосредственного нагрева металла. К основным преимуществам относятся:
- Очень точный контроль температуры (возможность достижения точности ±5 °C).
- Электромагнитное перемешивание способствует однородности температуры и состава.
- Меньшие потери металла по сравнению с печами сгорания благодаря отсутствию окисляющего пламени.
- Отсутствие продуктов сгорания означает более чистую атмосферу над расплавом.
Основным ограничением являются более высокие капитальные затраты и чувствительность к составу шихты — высокое содержание оксидов в шихте может вызывать эксплуатационные проблемы в канальных печах.
Сводная таблица сравнения печей:
| Тип печи | Диапазон мощности | Энергоэффективность | Потеря металла | Лучшее приложение |
|---|---|---|---|---|
| Ревербератор | 10–100+ тонн | Умеренный | 2 – 5% | Крупносерийное непрерывное производство |
| Тигель (газовый) | 50 кг – 2 тонны | От низкого до умеренного | 1 – 2% | Небольшие партии, гибкость в выборе сплавов |
| Шахтная печь | 5–50 тонн | Высокий | 1 – 3% | Переработка чистых отходов |
| Бескоробечная индукционная печь | 1–20 тонн | Высокий | 0.5 – 1.5% | Высокоточные сплавы, низкий уровень загрязнения |
| Индукция канала | 5–60 тонн | Очень высокий | 0.5 – 1% | Выдержка и выравнивание температуры |
| Ротационная печь | 5–30 тонн | Умеренный | 3 – 8% | Переработка загрязнённого лома и шлака |
Контроль качества расплава: дегазация, флюсование и фильтрация
Почему обработка расплава перед литьем имеет решающее значение?
Расплавленный алюминий обладает высокой химической активностью. Он поглощает водород из атмосферной влаги, образует на своей поверхности оксидные пленки и накапливает неметаллические включения, возникающие в результате эрозии огнеупорных материалов, загрязнения шихты и образования продуктов окисления. Если эти примеси не удалить перед литьем, они навсегда останутся в затвердевшей детали, что приведет к:
- Пористость (выделение водорода в процессе затвердевания)
- Оксидные включения (снижение прочности на разрыв, усталостной прочности)
- Включения в виде твердых частиц (повреждения, полученные при механической обработке, дефекты поверхности)
- Пористость, вызванная усадкой (недостаточная подача материала из-за оксидных пленок, препятствующих потоку)
Три основные составляющие контроля качества расплава — это дегазация, флюсование, и фильтрация — а на хорошо организованном литейном производстве все три этапа выполняются в правильной последовательности.
Ротационная дегазация: стандартный метод удаления водорода
При роторной дегазации используется вращающийся графитовый ротор, погруженный в расплав, который разбивает поток аргона (или азота) на мелкие пузырьки. Эти пузырьки обеспечивают площадь межфазной поверхности, необходимую для перехода растворенного водорода из расплава в газовую фазу, откуда он удаляется по мере подъема пузырька и выхода из поверхности расплава.
Критические рабочие параметры:
- Скорость кончика ротора: 3,5–6,5 м/с (оптимальный диапазон образования пузырьков).
- Расход аргона: 0,5–2,0 л/мин на тонну расплава.
- Температура обработки: 720–760 °C.
- Продолжительность лечения: В зависимости от результатов первоначального измерения содержания водорода, как правило, 10–25 минут.
Целевое содержание водорода варьируется в зависимости от области применения: от менее 0,10 мл/100 г Al в аэрокосмической отрасли до менее 0,20 мл/100 г Al для обычных отливок.
Операции по флюсованию на алюминиевых литейных заводах
Флюсование выполняет несколько различных функций в зависимости от выбранного типа флюса:
Потоки покрытия защищают поверхность расплава от окисления, создавая барьер из расплавленной соли между алюминием и атмосферой печи. Они наносятся тонким слоем на поверхность расплава и играют особенно важную роль при производстве высокомагниевых сплавов, где скорость окисления повышена.
Очистительные флюсы вступают в реакцию с оксидными включениями и поглощают их, собирая в удаляемый слой шлака. Как правило, они содержат хлоридные и фторидные соли, которые смачивают поверхности оксида алюминия и втягивают их в фазу флюса.
Потоки дегазации (в виде таблеток или порошка) при погружении выделяют реактивные газы, образуя пузырьки, которые выносят водород из расплава. Хотя они менее эффективны, чем ротационная дегазация, их применяют на небольших производствах или в качестве дополнительного метода.
Флюсы для рафинирования зерна добавляют титан и бор — как правило, в виде мастер-сплава Al-5Ti-1B — для создания очагов гетерогенного зародышеобразования в процессе затвердевания, что позволяет получить мелкозернистую равноосную структуру с улучшенными механическими свойствами.
Фильтрация с использованием керамической пены: удаление включений перед литьем
После дегазации и флюсования обработанный расплав по-прежнему содержит остаточные включения, которые слишком малы для визуального обнаружения, но достаточно велики, чтобы привести к браку готовых отливок. Керамические пенофильтры (CFF), установленные в литнике или фильтрационной коробке, удаляют эти включения за счет сочетания механического задержания и поверхностной адгезии по мере прохождения расплава через извилистую сеть пор фильтра.
Выбор класса фильтра в зависимости от области применения:
| Класс пористости фильтра (PPI) | Эффективность фильтрации | Типовое применение |
|---|---|---|
| 10 PPI | Низкий — только крупные включения | Обычные изделия, отлитые в песчаные формы, некритические детали |
| 20 PPI | Умеренный | Стандартные автомобильные отливки |
| 30 PPI | Хорошо | Конструкционные автомобильные отливки с тонкими стенками |
| 40 PPI | Высокий | Авиакосмическая отрасль, критически важные конструктивные элементы |
| 50–60 PPI | Очень высокий | Высокочистые прецизионные отливки с тонкостенными секциями |
Компания AdTech производит керамические пенофильтры из оксида алюминия, карбида кремния и диоксида циркония, которые охватывают весь диапазон температур и областей применения в алюминиевом литейном производстве.
Литье в песчаные формы: принципы процесса, преимущества и ограничения
Как работает литье в песчаные формы при изготовлении алюминиевых деталей?
Литье в песчаные формы — самый древний и универсальный метод литья алюминия. С помощью модели, отражающей геометрию конечной детали, в песчаной форме формируется полость, которая затем заполняется расплавленным алюминием. После затвердевания и охлаждения форму разбивают, чтобы извлечь отливку.
Двумя основными системами песка, используемыми на алюминиевых литейных заводах, являются:
Зеленый песок (кремнеземный песок, связанный бентонитовой глиной и водой) является наиболее экономичным вариантом для крупносерийного производства. Песчаная смесь подлежит повторному использованию и обладает хорошей воздухопроницаемостью, что позволяет газам, образующимся в процессе литья, выходить наружу. Зеленый песок подходит для изготовления деталей средней сложности с допуском по размерам от ±1,5 до ±3 мм.
Песок, не подвергавшийся обжигу (с химической связью) в них используются синтетические связующие вещества (фуран, фенол-уретан или силикат натрия), которые отвердевают при комнатной температуре без нагрева. Формы для литья без обжига обладают большей прочностью, чем формы из сырого песка, позволяют создавать детали более сложной геометрии с более жесткими допусками (от ±0,8 до ±1,5 мм) и лучше подходят для мелкосерийного производства или изготовления сложных деталей.
Параметры процесса литья в песчаные формы:
| Параметр | Зелёный песок | Песок без выпечки |
|---|---|---|
| Допуск по размерам | ±1,5–3,0 мм | ±0,8–1,5 мм |
| Поверхностная шероховатость (Ra) | 6,3–12,5 мкм | 3,2–6,3 мкм |
| Минимальная толщина стенки | 3–5 мм | 2,5–4 мм |
| Стоимость инструмента | Низкий | От низкого до умеренного |
| Оптимальный объем производства | 1 – 10 000+ деталей | 1 – 5 000 штук |
| Сложность ядра | Умеренный | Высокий |
Преимущества литья в песчаные формы:
- Крупные, сложные детали, в случае которых затраты на изготовление штампов не оправдываются.
- Небольшие и средние объемы производства.
- Детали, требующие наличия внутренних полостей (в них легко встраиваются сердечники).
- Изготовление прототипов и мелкосерийное производство.
Недостатки литья в песчаные формы:
- Крупносерийное производство (время цикла 15–60+ минут на одну форму не может конкурировать с литьем под давлением).
- Тонкостенные профили толщиной менее 2,5 мм.
- Высокие требования к точности в многомерном пространстве.
- Области применения, в которых требуется высокое качество поверхности без проведения дополнительных операций.
Литье под давлением: сравнение методов высокого и низкого давления
В чём заключается разница между литьем под высоким давлением и литьем под низким давлением?
Литье под давлением включает в себя два принципиально разных подхода к заполнению постоянной стальной формы (матрицы) жидким алюминием, и выбор между ними существенно влияет на качество деталей, затраты на инструмент и производительность.
Литье под высоким давлением (HPDC)
При литье под высоким давлением расплавленный алюминий впрыскивается в стальную форму под давлением от 40 до 120 МПа (от 400 до 1 200 бар) со скоростью впрыска от 30 до 80 м/с. Весь цикл заполнения — от впрыска до начального затвердевания — происходит за доли секунды. Именно такая скорость позволяет при литье под высоким давлением (HPDC) получать тонкие стенки, мелкую детализацию поверхности и соблюдать жесткие допуски, что делает этот метод доминирующим при литье крупносерийных компонентов для автомобилестроения и бытовой электроники.
Основные технологические параметры HPDC:
| Параметр | Типичный диапазон |
|---|---|
| Давление впрыска | 40–120 МПа |
| Скорость впрыска металла | 30–80 м/с |
| Время цикла | 15–120 секунд |
| Минимальная толщина стенки | 0,8–1,5 мм |
| Допуск по размерам | ±0,1–0,3 мм |
| Поверхностная шероховатость (Ra) | 0,8 – 3,2 мкм |
| Стоимость инструмента | Очень высокий ($50 000 – $500 000+) |
| Пороговое значение объема производства | 10 000 – 1 000 000+ деталей |
Основным ограничением технологии HPDC является пористость, обусловленная удержанием газа. Высокая скорость впрыска приводит к турбулентному заполнению, в результате чего в полости задерживаются воздух и продукты сгорания смазочного материала формы. Эти газовые поры распределяются по всему поперечному сечению отливки и препятствуют проведению термообработки (газовые поры расширяются и образуют пузыри во время термической обработки в растворе). Вакуумная технология HPDC снижает эту проблему за счёт вакуумирования полости формы перед впрыском, что делает возможной термообработку деталей HPDC по методу T6.
Литье под низким давлением (LPDC)
При литье под низким давлением используется печь под давлением, расположенная под формой (обычно давление воздуха или инертного газа составляет от 0,05 до 0,15 МПа), которая выталкивает расплавленный металл вверх через литниковую трубку в полость формы. Медленное, контролируемое заполнение снизу вверх обеспечивает ламинарный режим течения, что в значительной степени исключает захват воздуха.
Основные преимущества LPDC:
- Превосходное металлургическое качество по сравнению с HPDC (более низкая пористость, поддается термической обработке).
- Хорошая стабильность размеров.
- Высокий выход металла (80–90%) благодаря тому, что металл из подъемной трубы возвращается в печь между заготовками.
- Подходит для сплавов, требующих термообработки T6 (автомобильные диски, конструкционные кронштейны).
Ключевые ограничения:
- Более длительное время цикла (60–180 секунд) по сравнению с технологией HPDC.
- Ограничено геометриями средней сложности.
- Более высокие требования к техническому обслуживанию печи.
Сравнение HPDC и LPDC:
| Критерий | Литье под высоким давлением | Литье под низким давлением |
|---|---|---|
| Давление наполнения | 40–120 МПа | 0,05 – 0,15 МПа |
| Шаблон заполнения | Турбулентный | Ламинар |
| Уровень пористости | От умеренного до высокого | Низкий |
| Поддающийся термообработке | Нет (стандартный) / Да (вакуумный) | Да |
| Время цикла | 15–120 секунд | 60–180 секунд |
| Минимальная толщина стенки | 0,8 мм | 2,0 мм |
| Стоимость инструмента | Очень высокий | Высокий |
| Лучшие приложения | Тонкостенные детали, выпускаемые большими партиями | Конструктивные элементы, для которых требуется обработка T6 |
Литье в постоянные формы и литье под действием силы тяжести
Что такое литье под давлением с использованием силы тяжести и в каких случаях это оптимальный выбор?
При литье под действием силы тяжести (в североамериканской терминологии также называемом литьем в постоянные формы) расплавленный алюминий заливается в металлическую форму исключительно под действием силы тяжести — без применения внешнего давления. Стальная или чугунная форма используется повторно в течение сотен и даже тысяч циклов, что делает этот метод более экономичным по сравнению с литьем в песчаные формы при средних объемах производства, позволяя при этом избежать значительных инвестиций в инструмент, характерных для литья под давлением.
Благодаря контролируемой температуре формы и более быстрому отводу тепла по сравнению с песчаным литьем получается более мелкозернистая структура и лучшие механические свойства, чем у песчаных отливок аналогичной геометрии.
Типичные свойства отливок, полученных методом гравитационного литья под давлением (A356-T6):
| Недвижимость | Литье в песчаные формы из сплава A356-T6 | Литье под давлением с использованием силы тяжести из сплава A356-T6 | LPDC A356-T6 |
|---|---|---|---|
| Прочность на разрыв (МПа) | 228 | 262 | 283 |
| Предел текучести (МПа) | 165 | 186 | 207 |
| Удлинение (%) | 5 | 6 | 9 |
| Твёрдость (HB) | 70 | 80 | 85 |
Литье под действием силы тяжести особенно хорошо подходит для:
- Средние объемы производства (от 500 до 50 000 деталей)
- Детали, для которых требуются более высокие механические свойства, чем при литье в песчаные формы.
- Детали, для которых требуется герметичность (гидравлические корпуса, корпуса клапанов)
- Геометрические фигуры средней сложности.
Литье по выплавляемым моделям и литье по пенопластовым моделям для деталей сложной геометрии
Как с помощью литья по выплавляемым моделям получают алюминиевые детали, близкие по форме к конечной?
Литье по выплавляемым моделям (также известное как метод «потерянного воска») позволяет изготавливать алюминиевые детали с исключительной точностью размеров и качеством поверхности путем заливки металла в керамические формы, сформированные вокруг одноразовых восковых моделей. Данный процесс позволяет создавать внутренние геометрические формы, подрезы и мелкие детали поверхности, которые невозможно или чрезвычайно дорого получить с помощью какого-либо другого метода.
Этапы процесса литья по выплавляемым моделям:
- Впрыснуть воск в металлическую форму для получения модели.
- Соберите несколько моделей на восковом литниковом дереве.
- Несколько раз погружайте изготовившуюся деталь в керамическую суспензию, формируя керамическую оболочку (8–12 слоев, наносимых погружением).
- Расплавить воск в автоклаве (паровое обесвоскивание).
- Обжигайте керамическую оболочку при температуре 900–1 100 °C для придания ей прочности.
- Залейте жидкий алюминий в предварительно нагретую оболочку.
- После затвердевания отломите керамику.
- Отделите отдельные отливки от литникового дерева.
Допуски и качество поверхности при литье алюминия по выплавляемым моделям:
| Диапазон размеров | Допустимый диапазон отклонений | Поверхностная шероховатость (Ra) |
|---|---|---|
| До 25 мм | ±0,13 мм | 1,6–3,2 мкм |
| 25–150 мм | ±0,25 мм | 1,6–3,2 мкм |
| 150–300 мм | ±0,50 мм | 3,2–6,3 мкм |
Литье по методу «потерянной пены»
При литье по методу «потерянной пены» восковая модель заменяется моделью из вспененного полистирола (EPS), которая остается в форме во время литья. Когда жидкий алюминий вступает в контакт с пенопластом, тот испаряется и заменяется металлом. Данный процесс сочетает в себе многие преимущества литья по выплавляемым моделям (возможность изготовления деталей сложной геометрии) с простотой литья в песчаные формы (отсутствие необходимости в создании оболочки и удалении воска).
Технология «потерянной пены» широко применяется при изготовлении сложных деталей двигателя, таких как головки блока цилиндров и впускные коллекторы, в которых для формирования внутренних каналов в противном случае потребовалось бы использование нескольких песчаных сердечников.
Непрерывная литьевая и литьевая с прямым охлаждением для производства заготовок и слябов
Что такое процесс литья алюминия методом прямого охлаждения?
Литье с прямым охлаждением (DC) является основным методом производства алюминиевых заготовок (круглого сечения для экструзии) и прокатных слябов (прямоугольного сечения для прокатных станов). Технологический процесс заключается в заливке расплавленного алюминия в водоохлаждаемую форму, открытую снизу. По мере затвердевания металла в форме гидравлический цилиндр плавно опускает затвердевший участок, в то время как сверху подается новый расплав.
Одновременное прямое водяное охлаждение затвердевшей оболочки под формой обеспечивает быстрый отвод тепла и формирование мелкозернистой микроструктуры. Метод литья под постоянным током позволяет производить заготовки диаметром от 100 мм до более 1 200 мм и слябы шириной до 2 000 мм.
Критические параметры литья под давлением:
| Параметр | Типичный диапазон | Влияние отклонения |
|---|---|---|
| Скорость литья | 40–150 мм/мин | Слишком быстро — холодное растрескивание; слишком медленно — горячее растрескивание |
| Расход охлаждающей воды | 100–300 л/мин/м | Недостаток: трещины на поверхности; избыток: термический удар |
| Температура металла (промежуточный ковш) | 680–720 °C | Слишком высокая температура: вытекание; слишком низкая температура: замерзание |
| Содержание водорода | < 0,12 мл/100 г Al | Недостатки: пористость, снижение усталостной прочности |
Требования к качеству расплава при литье под постоянным током более строгие, чем при большинстве процессов литья в формы, поскольку получаемые заготовки и слябы впоследствии подвергаются деформации (экструзии, прокатке, ковке), при которой водородная пористость и включения могут привести к растрескиванию, появлению поверхностных дефектов и браку.
Предотвращение дефектов литья: основные причины и методы борьбы
Каковы наиболее распространённые дефекты алюминиевых отливок?
Понимание механизмов образования дефектов гораздо ценнее, чем зазубривание списка дефектов. Когда вы знаете, почему возникает тот или иной дефект, меры по его устранению становятся логичными, а не основаны на методе проб и ошибок.
Газовая пористость возникает в результате осаждения растворенного водорода при затвердевании или попадания воздуха во время заполнения формы. Меры по предотвращению: надлежащая дегазация (доведение содержания H₂ до уровня ниже предельного значения), регулируемая скорость заполнения, формы с вентиляционными отверстиями.
Усадочная пористость возникает, когда затвердевающий отлив не может впитать достаточное количество жидкого металла для компенсации объемной усадки алюминия при затвердевании. Меры по предотвращению: правильная конструкция литниковой системы и литников, правильная последовательность затвердевания (направленное затвердевание от самой удаленной точки к литнику).
Холодное отключение и неправильный запуск Возникает, когда два потока металла соединяются при температуре, недостаточной для надлежащего сплавления, или когда металл застывает до полного заполнения формы. Меры по предотвращению: повысить температуру расплава, увеличить скорость разлива, предварительно нагреть форму.
Горячее растрескивание (горячие трещины) возникает в полутвердом состоянии, когда напряжения термического усадки превышают прочность частично затвердевшего металла. Меры по предотвращению: использовать сплавы с более узким диапазоном затвердевания, уменьшить ограничение формы, скорректировать скорость охлаждения.
Оксидные включения представляют собой пленки оксида, увлеченные с поверхности расплава или образовавшиеся в результате турбулентного наполнения. Меры по предотвращению: надлежащая флюсование и дегазация, снижение турбулентности во время перекачки и разливки, системы наполнения с нижним или боковым вливом, фильтрация через керамическую пену.
Частота дефектов в зависимости от метода литья:
| Тип дефекта | Литье в песок | HPDC | LPDC | Гравитационная матрица | Инвестиции |
|---|---|---|---|---|---|
| Газовая пористость | Умеренный | Высокий | Низкий | Низкий | Очень низкий |
| Усадочная пористость | Умеренный | Умеренный | Низкий | Умеренный | Низкий |
| Оксидные включения | Умеренный | Умеренный | Низкий | Низкий | Очень низкий |
| Холодные замки | Низкий | Низкий | Низкий | Умеренный | Очень низкий |
| Горячий разрыв | Низкий | Низкий | Очень низкий | Низкий | Очень низкий |
| Отклонение от номинальных размеров | Высокий | Очень низкий | Низкий | Умеренный | Очень низкий |
Операции после литья: термообработка, механическая обработка и отделка поверхности
Какие послелитейные обработки требуются для алюминиевых отливок?
Большинство алюминиевых конструкционных отливок требуют как минимум одной операции после литья, чтобы соответствовать окончательным техническим требованиям. В частности, термообработка зачастую является тем этапом, который превращает посредственную отливку в высокоэффективную деталь.
Последовательность термообработки T6:
- Термическая обработка раствора: Нагреть до 520–540 °C (в зависимости от сплава) в течение 4–12 часов для растворения легирующих элементов в твёрдом растворе.
- Закалка: Быстрое погружение в воду с температурой 60–80 °C в течение 15 секунд после выхода из печи (предотвращает выпадение осадка при охлаждении).
- Искусственное старение: Нагревать до 155–170 °C в течение 4–16 часов для осаждения мелких упрочняющих фаз (Mg₂Si для A356).
Влияние обработки T6 на механические свойства A356:
| Состояние | Прочность на разрыв (МПа) | Предел текучести (МПа) | Удлинение (%) |
|---|---|---|---|
| В состоянии после литья (F) | 165 | 115 | 4 |
| T5 (только для взрослых) | 207 | 165 | 3 |
| T6 (раствор + время выдержки) | 283 | 207 | 9 |
Варианты отделки поверхности алюминиевых отливок:
| Процесс | Улучшение поверхности | Типовое применение |
|---|---|---|
| Дробеструйная обработка | Устраняет накипь, снижает утомляемость | Структурные компоненты |
| Механическая обработка | Точность размеров, гладкие контактные поверхности | Сопрягаемые поверхности, резьбовые элементы |
| Анодирование | Устойчивость к коррозии и износу | Открытые поверхности, декоративные элементы |
| Порошковое покрытие | Цвет, защита от коррозии | Архитектура, потребительские товары |
| Гальваника | Улучшенные свойства поверхности | Функциональные декоративные детали |
| Пропитка | Уплотняет пористость для обеспечения герметичности под давлением | Гидравлические корпуса, детали компрессора |
Области применения алюминиевых литейных изделий по отраслям промышленности
Где используются алюминиевые отливки в различных отраслях промышленности?
Широта сфер применения алюминиевых отливок является одним из самых весомых аргументов в пользу универсальности этого материала. Сочетание малой массы, прочности, коррозионной стойкости и литейных свойств сделало алюминий материалом выбора во многих отраслях с высокими эксплуатационными требованиями.
Автомобильная отрасль является крупнейшим в мире потребителем алюминиевых отливок, что обусловлено требованиями по снижению массы автомобилей с целью повышения топливной экономичности и увеличения запаса хода электромобилей. Основные области применения в автомобилестроении:
- Блоки цилиндров и головки блока цилиндров (A319, A380)
- Корпуса трансмиссии (A380)
- Колеса (A356-T6, LPDC)
- Детали подвески и поворотные кулаки (A356-T6)
- Батарейные лотки и корпуса для электромобилей (HPDC, конструкционное литье под давлением)
Аэрокосмическая отрасль использует алюминиевые отливки, изготовленные методом литья по выплавляемым моделям, и прецизионные отливки, изготовленные методом литья в песчаные формы, для изготовления несущих рам, кронштейнов, корпусов и компонентов планера. Материал должен соответствовать строгим требованиям к пористости и включениям, что, как правило, предполагает содержание водорода в расплаве не более 0,10 мл/100 г Al, а также рентгеновский или компьютерно-томографический контроль готовых отливок.
Строительство и архитектура использует изделия, изготовленные методом литья в постоянные формы и в песчаные формы, для производства фурнитуры для окон и навесных фасадов, поручней и декоративных архитектурных элементов, к которым предъявляются требования как к коррозионной стойкости, так и к эстетическим качествам.
Электроника и телекоммуникации быстро развивается как рынок тонкостенных деталей, изготовленных методом HPDC — радиаторов, корпусов антенн 5G, компонентов серверных шасси, — для которых точность размеров, теплопроводность и качество поверхности имеют решающее значение.
Морская и оффшорная отрасль В данных областях применения предпочтение отдается коррозионно-стойким сплавам (серия 5xxx, A356) для изготовления корпусов насосов, рабочих колес и несущих кронштейнов, подвергающихся воздействию соленой воды.
| Отраслевой сектор | Основные методы литья | Основные сплавы | Критические параметры качества |
|---|---|---|---|
| Силовая передача автомобиля | HPDC, песок, LPDC | A319, A380, A356 | Герметичность, точность размеров |
| Автомобильные конструкции | LPDC, гравитационная форма | A356-T6 | Механическая прочность, относительное удлинение |
| Аэрокосмическая промышленность | Инвестиции, песок | A356, A201, 357 | Пористость < 0,10 мл/100 г, рентгенологически чистый |
| Электроника | HPDC | A380, ADC12 | Тонкие стенки, качество поверхности, отвод тепла |
| Морской | Песок, гравитационная форма | A356, 535 | Коррозионная стойкость, герметичность |
| Строительство | Песок, постоянная форма | 6xxx, A356 | Отделка поверхности, качество анодирования |
Выбор оборудования и расходных материалов для алюминиевых литейных цехов
Какое оборудование необходимо для алюминиевого литейного завода?
Набор основного оборудования и расходных материалов для алюминиевого литейного производства в значительной степени зависит от метода литья, объема производства и ассортимента сплавов. Однако требования к оборудованию для обработки расплава остаются одинаковыми практически для всех операций по литью алюминия.
Оборудование для обработки расплава сердечника:
Ротационные дегазационные установки доступны в портативных (обработка в ковшах) и поточных (непрерывных) конфигурациях. Основные критерии выбора:
- Производительность по объёму расплава (кг или тонн за цикл обработки)
- Материал ротора (изостатический графит, обеспечивающий длительный срок службы)
- Диапазон оборотов и точность регулирования
- Возможность измерения расхода газа
Корпуса фильтров из керамической пены удерживать фильтр в нужном положении во время переноса металла и поддерживать надлежащую температуру предварительного нагрева фильтра. Конструкция фильтрующего блока влияет как на эффективность фильтрации, так и на выход металла.
Системы стирки перекачивать жидкий металл из печи в литьевую машину с минимальной турбулентностью и потерями температуры. Нагреваемые секции желоба поддерживают температуру металла, а фильтрующие камеры встроены в линию.
Станции по рафинированию и модификации зерна добавлять мастер-сплавы (Al-Ti-B для утончения кристаллитов, Al-Sr или Al-Na для модификации кремния) с контролируемой скоростью и в определённых точках потока расплава.
Приборы для измерения содержания водорода — встроенные датчики типа «Телегас» или переносные установки для испытаний при пониженном давлении — обеспечивают данные по контролю технологического процесса, необходимые для проверки качества расплава перед разливкой.
Компания AdTech поставляет установки для дегазации, керамические пенофильтры (10–60 PPI), огнеупорные материалы для литейных желобов, сплавы для рафинирования зерна и флюсы для обработки расплава на алюминиевые литейные заводы и литейные производства по всему миру. Наша команда инженеров оказывает поддержку в подборе оборудования, оптимизации параметров и определении спецификаций расходных материалов как для новых, так и для существующих производств.
Экологические аспекты и вопросы устойчивого развития в современных алюминиевых литейных цехах
Как алюминиевые литейные заводы снижают свое воздействие на окружающую среду?
Алюминий отличается впечатляющими показателями экологической устойчивости: он поддается вторичной переработке без потери свойств, а для переработки требуется всего 5% энергии по сравнению с объемом энергии, необходимой для производства первичного алюминия из бокситов. Однако сам процесс литья создает экологические проблемы, с которыми современные предприятия должны активно справляться.
Образование и утилизация шлака: При каждой операции плавки алюминия образуется шлак — смесь металлического алюминия и оксида алюминия, которая формируется на поверхности расплава. Шлак представляет собой как потерю металла (1–5% от массы расплава), так и проблему утилизации отходов. Современные ротационные солевые печи извлекают металл из шлака с эффективностью 50–70%, возвращая извлечённый алюминий в производственный цикл.
Отходы флюсовой соли: В процессах флюсования, в которых используются хлоридно-фторидные соли, образуются отходы в виде солевого осадка, которые требуют тщательной утилизации или переработки. На крупных предприятиях всё чаще применяются системы рекуперации солей с замкнутым циклом, позволяющие свести к минимуму образование отходов.
Энергоэффективность: Шахтные печи и канальные индукционные печи отражают современный уровень развития технологий в области энергоэффективности плавки, обеспечивая потребление энергии на уровне менее 450 кВт·ч на тонну выплавленного алюминия. Этот показатель выгодно отличается от показателей устаревших реверберационных печей, потребляющих 700–900 кВт·ч на тонну.
Контроль выбросов: При сжигании природного газа в реверберационных и тигельных печах в атмосферу выделяются NOₓ, CO и твердые частицы. Технологии горелок с низким уровнем выбросов NOₓ, системы рекуперации тепла и электрификация процессов плавки являются активными направлениями инвестиций в секторе алюминиевого литейного производства.
Содержание вторичного сырья: Использование бытового и промышленного алюминиевого лома является стандартной практикой на большинстве литейных предприятий. Для поддержания чистоты сплава при максимальном использовании лома требуется тщательный расчет загрузки и контроль качества расплава.
Часто задаваемые вопросы — вопросы о процессе литья алюминия
Вопрос 1: Как проходит процесс литья алюминия простыми словами?
Процесс литья алюминия включает в себя плавку алюминиевых сплавов в печи, обработку расплава с целью удаления растворенного водорода и неметаллических включений, а затем разлив или впрыск обработанного расплава в форму, имеющую форму, необходимую для изготовления требуемой детали. После затвердевания и охлаждения отливка извлекается из формы и может подвергаться дальнейшим операциям, таким как термообработка, механическая обработка или отделка поверхности, прежде чем она будет отправлена в качестве готовой детали.
Вопрос 2: Какой метод литья алюминия является наиболее распространённым?
Литье под высоким давлением (HPDC) является наиболее широко используемым методом литья алюминия с точки зрения общего объема производства в мире, что обусловлено в первую очередь спросом со стороны автомобильной и электронной промышленности на тонкостенные детали, выпускаемые крупными партиями. Литье в песчаные формы является наиболее доступным методом для литейных предприятий самого широкого диапазона размеров и предпочтительным для изготовления крупных, сложных или мелкосерийных деталей. Литье под низким давлением является доминирующим методом производства колесных дисков из алюминиевых сплавов.
Вопрос 3: Какой алюминиевый сплав чаще всего используется на литейных заводах?
A356 (AlSi7Mg0,3) является одним из наиболее широко используемых литейных сплавов в мире, поскольку сочетает в себе превосходную литейную технологичность, хорошие механические свойства в состоянии T6 и совместимость с большинством методов литья. A380 (AlSi8Cu3Fe) является наиболее распространённым сплавом для литья под высоким давлением благодаря своей выдающейся текучести и способности заполнять форму.
Вопрос 4: Как удаляют водород из жидкого алюминия перед литьем?
Удаление водорода осуществляется с помощью роторной дегазации, при которой вращающийся графитовый ротор распределяет мелкие пузырьки аргона или азота по всей массе расплава. Растворенный водород диффундирует из расплава в эти пузырьки и удаляется по мере того, как пузырьки поднимаются и выходят на поверхность расплава. В зависимости от технологических параметров данная обработка обычно позволяет снизить содержание водорода с 0,3–0,5 мл/100 г Al до уровня ниже 0,10–0,15 мл/100 г Al в течение 10–25 минут.
Вопрос 5: В чём заключается разница между литьём и ковкой алюминия?
Алюминиевые отливки изготавливаются путем заливки или впрыскивания расплавленного металла в форму — при затвердевании металл принимает форму полости формы. Алюминиевые поковки изготавливаются путем механической деформации твердого или полутвердого алюминия под высоким давлением с использованием штампов. Поковки, как правило, обладают более высокой прочностью и лучшей усталостной прочностью, чем отливки аналогичной геометрии, поскольку процесс деформации утончает структуру кристаллитов и устраняет пористость. Отливки позволяют получать более сложные геометрические формы и более тонкие стенки, а также, как правило, являются более экономичным вариантом при изготовлении сложных форм.
Вопрос 6: Что вызывает пористость в алюминиевых отливках и как её предотвратить?
Пористость алюминиевых отливок имеет две различные причины. Газовая пористость (гладкие сферические поры) образуется в результате осаждения растворенного водорода в процессе затвердевания — этому можно предотвратить путем надлежащего дегазирования перед литьем. Усадочная пористость (неправильной формы, соединенные между собой пустоты) образуется, когда затвердевающий металл не может втянуть достаточное количество жидкого металла для компенсации объемной усадки — это предотвращается правильным проектированием литников и литниковых каналов, обеспечивающим направленное затвердевание в сторону точек подачи. Испытание при пониженном давлении (RPT) и рентгеновский контроль являются стандартными методами контроля качества для обнаружения и количественной оценки пористости.
Вопрос 7: Какова роль керамических пенопластовых фильтров в процессе литья алюминия?
Керамические пенофильтры устанавливаются в системе подачи металла между печью и полостью формы. Когда жидкий алюминий протекает через структуру фильтра с открытыми порами, твердые включения (оксидные пленки, частицы огнеупора, интерметаллические соединения) улавливаются за счет сочетания механического отсева и поверхностной адгезии. Фильтрация значительно повышает чистоту расплава, снижая количество дефектов, связанных с включениями, и улучшая механические свойства — в частности, усталостную прочность и относительное удлинение — готового отливка.
Вопрос 8: Сколько времени занимает процесс литья алюминия от плавки до получения готовой детали?
Общая продолжительность цикла полностью зависит от метода литья и сложности детали. Цикл литья под высоким давлением может занимать 15–120 секунд. Литье под действием силы тяжести требует 2–10 минут на цикл. Для полного затвердевания крупных деталей, отлитых в песчаные формы, может потребоваться от 30 минут до нескольких часов. Литье по выплавляемым моделям требует самого длительного времени подготовки (несколько дней на изготовление керамической оболочки), но сам процесс литья происходит быстро. Термообработка добавляет 8–20 часов для достижения состояния T6. Общее время изготовления от момента заказа до получения готовой обработанной детали обычно колеблется от 2 дней (литье под высоким давлением) до нескольких недель (литье в выплавляемые формы с термообработкой и механической обработкой).
Вопрос 9: При какой температуре плавится алюминий на литейном заводе?
Температура плавления чистого алюминия составляет 660 °C. В литейном производстве алюминиевые сплавы обычно обрабатываются при температурах 700–780 °C — выше температуры ликвидуса, что обеспечивает полное плавление и достаточную текучесть для заполнения формы. Более высокие температуры улучшают текучесть, но приводят к усилению окисления, поглощению водорода и увеличению энергопотребления. Оптимальная температура обработки зависит от конкретного сплава и определяется применяемым методом литья. При литье под высоким давлением (HPDC) температура в литьевой гильзе обычно составляет 640–680 °C (ниже температуры плавильной печи благодаря конструкции, обеспечивающей быстрое затвердевание), тогда как при литье по выплавляемым моделям для сложных тонкостенных деталей могут использоваться температуры до 780 °C.
Вопрос 10: Какие стандарты качества применяются к продукции алюминиевых литейных заводов?
На алюминиевые отливки распространяются различные стандарты качества в зависимости от сферы применения. К широко используемым стандартам относятся ASTM B85 (литье под давлением из алюминиевых сплавов), ASTM B108 (литье в постоянных формах), стандарты AMS для авиакосмического литья, стандарты NADCA, касающиеся допусков и контроля литья под давлением, а также специфические стандарты автопроизводителей, таких как GM, Ford и европейские автопроизводители. Качество расплава часто регулируется внутренними спецификациями литейного производства в отношении содержания водорода (проверяется методами RPT или Telegas) и уровня включений (проверяется методами PoDFA или Prefil для критически важных применений). Рентгеновское и компьютерное томографическое сканирование в соответствии со стандартами ASTM E505 или EN 12681 являются стандартными методами контроля пористости конструкционных отливок.
Заключение: выбор подходящего технологического процесса для ваших потребностей в области литья алюминия
Процесс литья алюминия представляет собой не один метод, а целый комплекс взаимосвязанных технологий, каждая из которых характеризуется собственным сочетанием преимуществ, ограничений, структуры затрат и возможностей по обеспечению качества. Выбор оптимального процесса для конкретной детали обусловлен результатами систематической оценки следующих факторов:
- Годовой объем производства (изготовление пресс-форм для литья под давлением экономически целесообразно только при превышении определённого количества).
- Сложность геометрии детали и требования к толщине стенок.
- Требования к механическим свойствам и термической обработке.
- Требования к допускам на размеры и качеству поверхности.
- Условия эксплуатации (коррозия, давление, усталостные нагрузки).
- Бюджетные ограничения, связанные с изготовлением инструментов и себестоимостью единицы продукции.
Сводная таблица — выбор метода литья алюминия:
| Критерии отбора | Песок | Гравитационная матрица | LPDC | HPDC | Инвестиции | Метод «потерянной пены» |
|---|---|---|---|---|---|---|
| Сложность геометрии | Высокий | Умеренный | Умеренный | Умеренный | Очень высокий | Высокий |
| Минимальная толщина стенки | 3 мм | 2,5 мм | 2,0 мм | 0,8 мм | 0,5 мм | 2,5 мм |
| Точность размеров | Низкий | Умеренный | Хорошо | Очень хорошо | Превосходно | Хорошо |
| Механические свойства | Умеренный | Хорошо | Очень хорошо | Умеренный | Хорошо | Хорошо |
| Поддающийся термообработке | Да | Да | Да | Ограниченный | Да | Да |
| Стоимость инструмента | Низкий | Умеренный | Высокий | Очень высокий | Низкоуровневые | Низкий |
| Оптимальный диапазон объёмов | 1-5,000 | 500-50,000 | 5,000-200,000 | 50,000+ | 10-10,000 | 100-50,000 |
В компании AdTech наша команда инженеров оказывает поддержку алюминиевым литейным заводам и литейным предприятиям на четырех континентах в оптимизации качества расплава, выборе подходящих технологий литья, а также подборе необходимых средств фильтрации, дегазации и огнеупорных материалов с учетом их производственных потребностей. В каждом диалоге мы опираемся на практический опыт и знания, а не ограничиваемся лишь каталожными характеристиками.
