La porosité dans le moulage de l'aluminium peut être réduite efficacement en combinant quatre contrôles de processus éprouvés : dégazage rotatif pour éliminer l'hydrogène dissous, filtration par mousse céramique pour éliminer les inclusions non métalliques, le traitement du flux avec des agents d'affinage et des éliminateurs de scories pour nettoyer la matière fondue, et l'optimisation des conditions de solidification, y compris les taux de refroidissement contrôlés et la conception du système d'injection. D'après notre expérience avec les fonderies d'aluminium, les installations qui mettent en œuvre ces quatre contrôles simultanément atteignent des niveaux d'hydrogène inférieurs à 0,10 cc/100g et des valeurs d'indice de densité inférieures à 1,5% - des seuils qui éliminent essentiellement la porosité en tant que cause de rejet dans les pièces moulées structurelles. Le fait de ne traiter qu'une ou deux de ces variables en ignorant les autres ne produit au mieux qu'une amélioration marginale.
Si votre projet nécessite l'utilisation d'une unité de dégazage et de flux d'aluminium, vous pouvez nous contacter pour un devis gratuit.
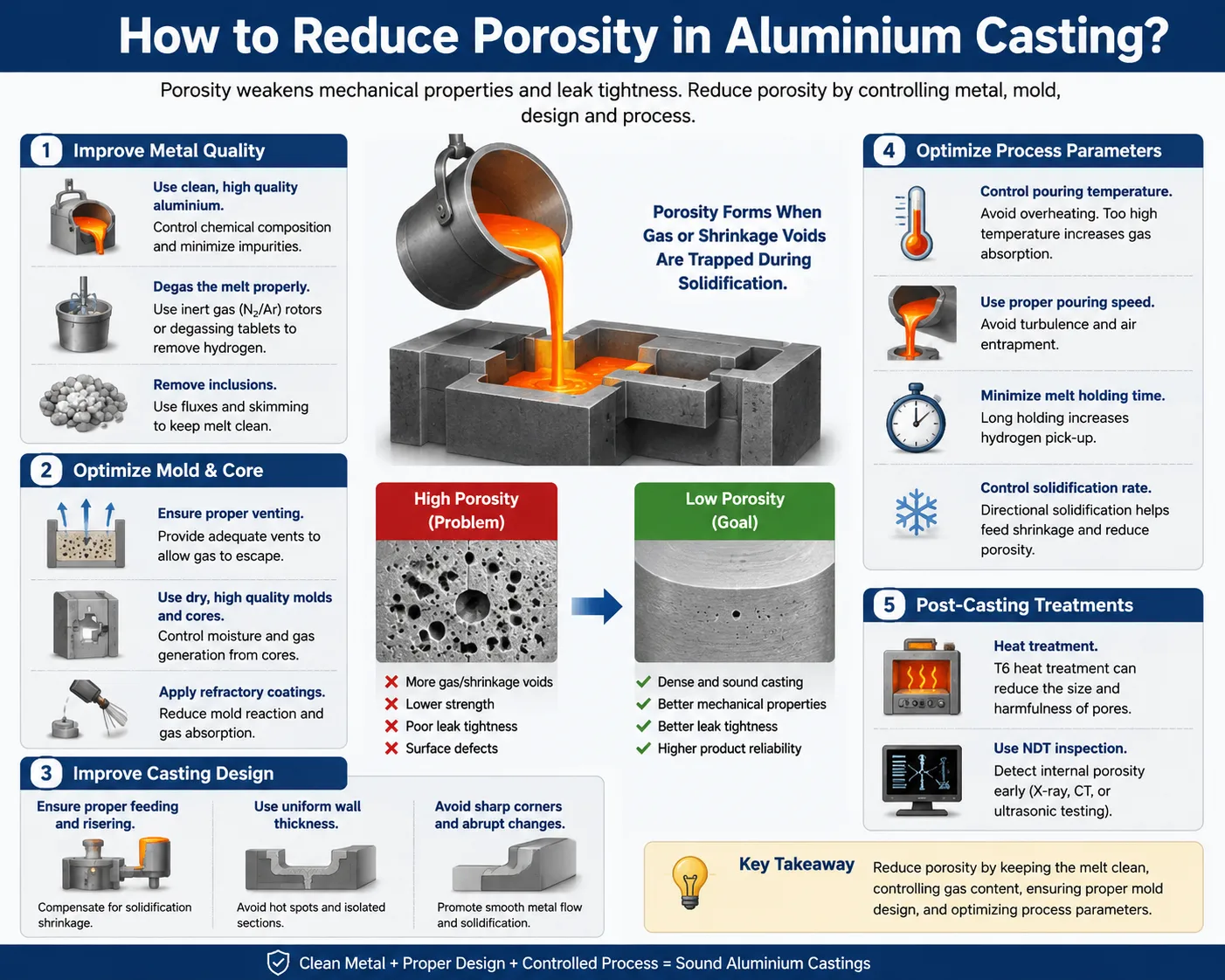
Qu'est-ce que la porosité dans la coulée de l'aluminium et pourquoi entraîne-t-elle le rejet de la coulée ?
La porosité désigne la présence de vides, de trous ou de discontinuités dans un moulage d'aluminium solidifié. Ces défauts internes réduisent la section de charge effective de la pièce, agissent comme des points de concentration des contraintes sous charge mécanique et créent des voies de fuite dans les applications étanches à la pression. Une pièce moulée qui passe l'inspection visuelle peut contenir suffisamment de porosité interne pour échouer aux essais mécaniques destructifs ou aux essais de pression - ce qui fait de la porosité l'une des catégories de défauts les plus dommageables économiquement et les plus difficiles à détecter dans la production de pièces moulées en aluminium.
Les conséquences financières des rejets liés à la porosité sont considérables. Des taux de rebut de 5% à 15% attribuables à la porosité sont courants dans les fonderies qui n'ont pas de programmes systématiques de traitement de la fonte. Dans les composants en aluminium de grande valeur destinés à l'aérospatiale, aux systèmes de sécurité automobile et aux équipements hydrauliques, même une seule pièce rejetée peut représenter des pertes significatives en termes de coûts de matériaux et de traitement.
Deux types distincts de porosité dans l'aluminium
Il est essentiel de comprendre la différence entre la porosité gazeuse et la porosité de retrait, car chaque type de porosité a des causes profondes différentes et nécessite des actions correctives différentes.
Porosité gazeuse (porosité à l'hydrogène)
La porosité gazeuse se forme lorsque l'hydrogène dissous dans l'aluminium liquide précipite sous forme de bulles pendant la solidification. La solubilité de l'hydrogène dans l'aluminium chute brutalement à la température du liquidus - d'environ 0,65 cc/100g dans l'aluminium liquide à 660°C à moins de 0,034 cc/100g dans l'aluminium solide. Tout hydrogène dépassant cette limite de solubilité doit soit s'échapper à la surface avant la fin de la solidification, soit rester piégé sous forme de pores sphériques ou quasi-sphériques à l'intérieur de la pièce moulée.
Les pores de gaz sont caractéristiques :
- Forme arrondie ou sphérique.
- Surfaces internes lisses (pas de texture dendritique).
- Distribué de manière relativement uniforme à travers la section transversale de la coulée.
- Leur diamètre varie de 0,1 mm à plusieurs millimètres.
Rétrécissement Porosité
La porosité de retrait se forme parce que l'aluminium liquide se contracte d'environ 6% à 7% en volume pendant la solidification. Si le système d'alimentation et de remontée ne peut pas alimenter le métal liquide pour compenser cette réduction de volume au fur et à mesure que la solidification progresse, des vides se forment dans les régions de la coulée qui se solidifient en dernier.
Les pores de rétrécissement sont caractéristiques :
- Forme irrégulière, angulaire ou dendritique.
- Surfaces internes rugueuses avec bras de dendrites visibles.
- Situés dans des zones thermiquement chaudes (sections épaisses, angles morts).
- Souvent interconnectés, ils forment des réseaux ressemblant à des fissures.
| Fonctionnalité | Porosité du gaz | Rétrécissement Porosité |
|---|---|---|
| Forme | Sphérique, arrondi | Irrégulier, anguleux |
| Surface interne | Lisse | Rugueux, dendritique |
| Distribution | Relativement uniforme | Concentré dans les points chauds |
| Cause première | Hydrogène dissous | Insuffisance de métal d'alimentation |
| Solution de traitement de la fonte | Dégazage, filtration | Dessin de gâchis/de dérangement |
| Le traitement par flux est-il efficace ? | Oui | Non |
| Le dégazage est-il efficace ? | Oui | Non |
Quelles sont les causes d'une porosité élevée dans les pièces moulées en aluminium ?
Identifier la cause première de la porosité avant de choisir les mesures correctives permet de gagner du temps, d'économiser des matériaux et de réduire les coûts. Nous avons vu des fonderies passer des mois à ajuster les paramètres de dégazage alors que le vrai problème était une conception inadéquate des colonnes montantes - et vice versa.
Sources d'hydrogène dans les fontes d'aluminium
L'hydrogène est le seul gaz qui se dissout dans l'aluminium liquide en quantités techniquement significatives. Toute source d'humidité dans l'environnement de fusion et de coulée est une source potentielle d'hydrogène, car l'aluminium réagit avec la vapeur d'eau selon la réaction suivante :
2Al + 3H₂O = Al₂O₃ + 3H₂
L'hydrogène atomique produit par cette réaction se dissout rapidement dans l'aluminium liquide. Les sources de remontée d'hydrogène dues à l'humidité sont les suivantes :
- Matériaux de charge humides ou contaminésLes déchets : les déchets recyclés, les retours et les lingots avec de l'humidité en surface, des huiles, des peintures ou des revêtements.
- Atmosphère humide au-dessus de la fonteL'humidité est particulièrement importante pendant les mois d'été ou dans les régions côtières où l'humidité ambiante est élevée.
- Revêtements réfractaires humidesLes réfractaires coulés nouvellement installés ou réparés, ou les revêtements qui ont absorbé de l'humidité pendant les périodes d'inactivité.
- Équipement et outils de dégazage par voie humideles roues, les lances, les louches et les lavoirs qui n'ont pas été suffisamment préchauffés.
- Flux humides et agents de couvertureles matériaux de flux mal stockés ou contaminés par l'humidité.
- Hydrogène provenant des produits de combustionla combustion du gaz naturel dans les fours à flamme nue produit de la vapeur d'eau qui entre en contact avec la surface de la fonte.
Sources d'inclusions non métalliques
Les inclusions sont des particules solides en suspension dans l'aluminium liquide qui ne se dissolvent pas et ne font pas partie de la microstructure prévue de l'alliage. Elles réduisent la propreté de la matière fondue et peuvent créer des pores de gaz et des vides de retrait pendant la solidification.
Les sources d'inclusion comprennent
- Films d'oxyde d'aluminium (bifilms) formés par manipulation turbulente de la matière fondue.
- Laitier de four entraîné et particules réfractaires.
- Composés intermétalliques (phases riches en fer dans les alliages recyclés).
- Particules de flux provenant d'ajouts de flux mal mélangés ou incomplètement dissous.
- Nitrure d'aluminium (AlN) provenant du dégazage à l'azote d'alliages contenant du magnésium.
Facteurs du processus contribuant à la porosité
Au-delà de la chimie de la matière fondue, plusieurs paramètres du processus influencent directement la porosité finale de la coulée :
- Température de coulée trop élevéeLe produit de base : augmente la solubilité de l'hydrogène, prolonge le temps de séjour à l'état liquide et permet une plus grande absorption de gaz.
- Température de coulée trop basse: réduit la fluidité, provoque des fermetures à froid et des ratés qui emprisonnent le gaz.
- Pratique de la coulée turbulenteL'air y est entraîné et des oxydes bifilmés se forment.
- Système de fermeture inadéquatLes points chauds : ils provoquent des jets d'eau, un emprisonnement de l'air et une alimentation insuffisante des points chauds.
- Elévateurs mal conçusLes résultats de l'évaluation de la qualité de l'air et de la qualité de l'eau ont été présentés dans le rapport d'évaluation de la qualité de l'air.
- Durée insuffisante du traitement par fusionCycle de dégazage trop court pour atteindre le niveau d'hydrogène visé.
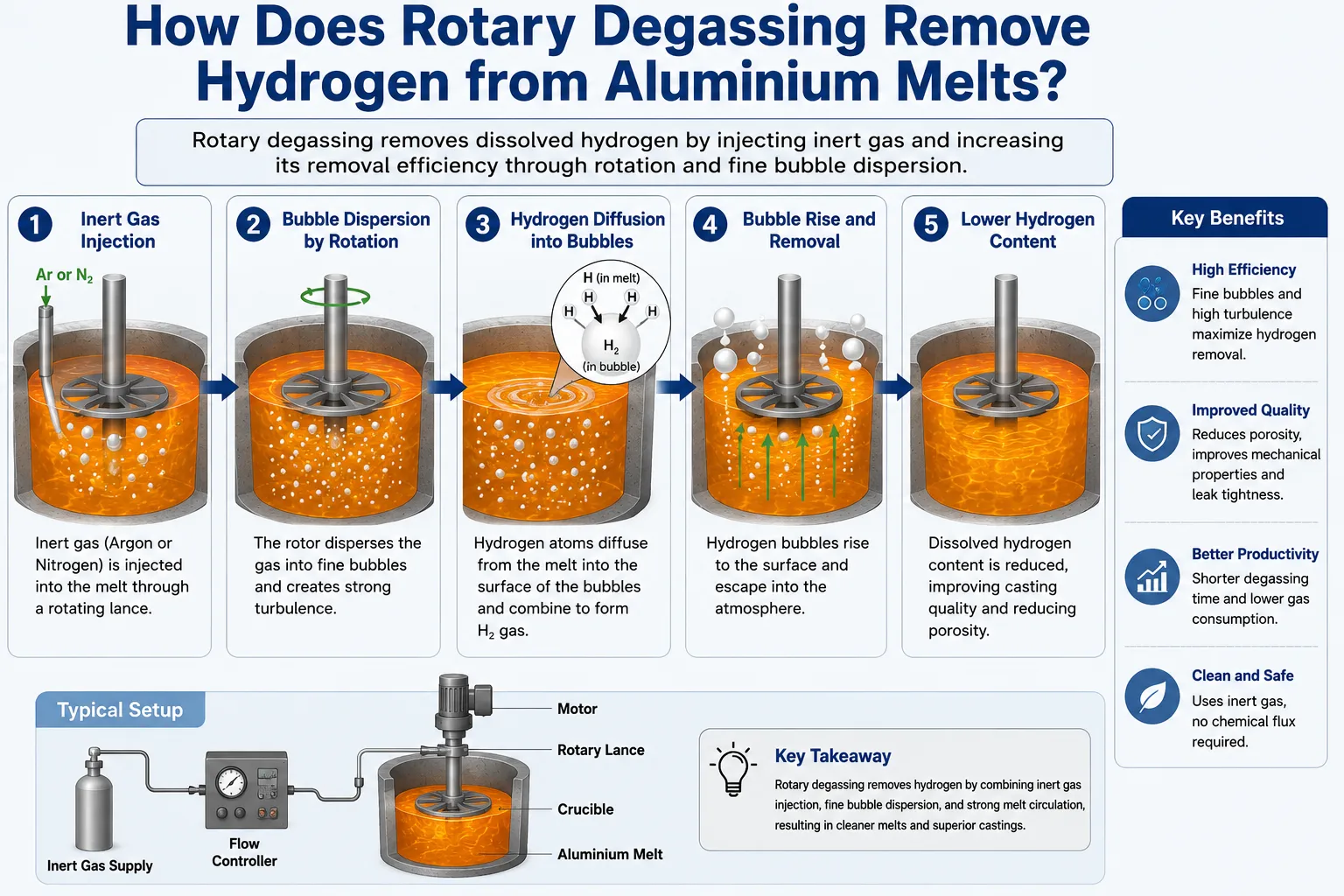
Comment le dégazage rotatif élimine-t-il l'hydrogène de l'aluminium fondu ?
Le dégazage rotatif est la méthode la plus efficace et la plus largement utilisée pour éliminer l'hydrogène de l'aluminium fondu. Un ensemble rotor-stator en graphite tournant à une vitesse comprise entre 200 et 600 tours/minute disperse un gaz inerte (argon ou azote) en fines bulles dans toute la masse fondue. Chaque bulle contient une pression partielle d'hydrogène pratiquement nulle, créant un gradient de diffusion qui entraîne l'hydrogène dissous de la matière fondue dans les bulles montantes, qui le transportent à la surface et hors du bain.
Fonctionnement de l'unité de dégazage AdTech
L'équipement de dégazage en ligne d'AdTech utilise un système de rotor-stator conçu avec précision qui génère de fines bulles uniformes dans tout le volume de la matière fondue. Les facteurs clés de performance sont les suivants :
- Taille de la bulleLes bulles plus petites offrent une plus grande surface par unité de volume de gaz, ce qui améliore l'efficacité de la collecte de l'hydrogène. Les rotors AdTech génèrent des bulles de 1 à 3 mm.
- Vitesse du rotor: 300 à 500 tours/minute est la plage de fonctionnement optimale pour la plupart des applications - une vitesse trop lente produit de grosses bulles, une vitesse trop rapide crée des turbulences de surface et l'entraînement d'oxydes.
- Débit de gazLe taux d'hydrogène est de 2 à 6 Nm³/heure en fonction du volume de matière fondue et du niveau d'hydrogène visé.
- Durée du traitement: 15 à 30 minutes pour le dégazage des fours discontinus ; traitement continu en ligne pour les lignes de coulée.

Normes de performance en matière de dégazage
| Paramètres | Avant le dégazage | Après un dégazage adéquat |
|---|---|---|
| Teneur en hydrogène (cc/100g) | 0,30 à 0,60 | 0,07 à 0,12 |
| Indice de densité (%) | 5% à 15% | Inférieur à 1,5% |
| Taux de porosité (rayons X) | Niveau 3 à 5 | Niveau 0 à 1 |
| Durée du traitement | N/A | 15 à 30 minutes |
| Consommation de gaz (Ar) | N/A | 20 à 50 Nm³/tonne |
Azote ou argon pour le dégazage de l'aluminium
L'azote et l'argon éliminent efficacement l'hydrogène par le même mécanisme de pression partielle. L'argon est chimiquement inerte avec tous les alliages d'aluminium et produit des niveaux finaux d'hydrogène légèrement inférieurs. L'azote est nettement moins cher mais réagit avec les alliages contenant du magnésium (séries 5xxx, 7xxx) pour former des inclusions de nitrure d'aluminium, qui sont plus dommageables que l'hydrogène qu'elles contribuent à éliminer.
Notre recommandation : utiliser l'argon pour tous les alliages dont la teneur en magnésium est supérieure à 1,5%, et l'azote uniquement pour les alliages dont la teneur en magnésium est inférieure à 0,5% et pour lesquels le contrôle des coûts est une priorité.
Comment les filtres en mousse céramique éliminent-ils les inclusions dans les fusions d'aluminium ?
Même après un dégazage complet, les fondus d'aluminium contiennent des inclusions solides en suspension - films d'oxyde, particules intermétalliques, fragments réfractaires et résidus de flux - qui dégradent la qualité de la coulée indépendamment de la teneur en hydrogène. La filtration sur mousse céramique est la méthode la plus efficace pour éliminer ces inclusions avant que la matière fondue n'entre dans le moule.
Fonctionnement des filtres à mousse céramique AdTech
Les filtres en mousse céramique (CFF) d'AdTech sont des structures céramiques tridimensionnelles à cellules ouvertes avec des voies d'écoulement tortueuses interconnectées. Lorsque l'aluminium s'écoule à travers le filtre, les inclusions sont capturées par trois mécanismes :
- Filtrage mécanique: les particules plus grandes que la taille de la cellule sont physiquement bloquées.
- Impaction inertielleLes particules de masse suffisante ne peuvent pas suivre la trajectoire incurvée de l'écoulement et heurter les parois en céramique.
- Diffusion et adhésionLes particules très fines se diffusent sur les surfaces céramiques et y adhèrent grâce à l'attraction de l'énergie de surface.
Il en résulte une fusion avec une teneur en inclusions considérablement réduite dans la cavité du moule - produisant un métal plus propre avec moins de sites de nucléation pour la porosité.

Spécifications et sélection du CFF d'AdTech
| Qualité du filtre (PPI) | Taille des cellules (mm) | Application | Efficacité de l'élimination des inclusions |
|---|---|---|---|
| 10 PPI | 2,5 à 3,0 mm | Filtration primaire grossière, fondus lourds de ferraille | 60% à 70% |
| 20 PPI | 1,2 à 1,5 mm | Moulage d'aluminium à usage général | 70% à 80% |
| 30 PPI | 0,8 à 1,0 mm | Pièces moulées de qualité pour l'automobile et les structures | 80% à 88% |
| 40 PPI | 0,6 à 0,7 mm | Moulage de haute intégrité, qualité aérospatiale | 88% à 93% |
| 50 PPI | 0,4 à 0,5 mm | Filtration de qualité supérieure, applications critiques | 93% à 97% |
| 60 PPI | 0,3 à 0,4 mm | Propreté maximale, normes aérospatiales et mil-spec | 95% à 98% |
Grades de matériaux CFF pour différents alliages d'aluminium
AdTech fournit des filtres en mousse céramique dans de multiples compositions de matériaux pour s'adapter aux différentes compositions chimiques des alliages et aux températures de coulée :
- Alumine (Al₂O₃) CFFLe plus utilisé : il convient à tous les alliages d'aluminium standard à une température comprise entre 660°C et 780°C.
- Zircone (ZrO₂) CFFpour les applications à haute température et les alliages de plus de 800°C.
- Carbure de silicium (SiC) CFFLes alliages d'aluminium sont les plus résistants et les plus résistants aux chocs thermiques, ils conviennent aux alliages réactifs.
- Magnésie (MgO) CFF: nuance spécialisée pour les alliages d'aluminium à haute teneur en magnésium.
Installation et dimensionnement de la CFF
Le dimensionnement correct du filtre est essentiel. Un filtre sous-dimensionné crée une perte de charge excessive, ralentissant le taux de remplissage et pouvant causer des défauts de fermeture à froid. Un filtre surdimensionné est un gaspillage et peut ne pas atteindre une vitesse d'écoulement suffisante pour capturer efficacement les inclusions.
Calcul du dimensionnement du filtre :
- Surface du filtre (cm²) = Débit de matière fondue (kg/min) / Facteur de débit (typiquement 1,5 à 2,5 kg/min-cm²).
- Pour une coulée de 100 kg en 60 secondes : débit = 100 kg/min, surface du filtre = 100/2,0 = 50 cm².
- Cela correspond approximativement à un filtre de 75 mm × 75 mm à 20 ou 30 PPI.
Quels sont les traitements de flux et les agents d'affinage utilisés pour nettoyer les fontes d'aluminium ?
Le traitement par flux est le complément chimique des processus physiques de dégazage et de filtration. Les fondants d'affinage réagissent avec les inclusions non métalliques ou les agglomèrent, ce qui facilite leur élimination par écrémage ou filtration. Les fondants de couverture protègent la surface de la fonte de l'absorption d'hydrogène atmosphérique. Les agents d'élimination des scories modifient les propriétés physiques des scories de surface afin de faciliter leur séparation de la masse fondue.
AdTech Flux d'affinage: Mécanisme et application
Le flux d'affinage de l'aluminium AdTech est un mélange soigneusement formulé de sels inorganiques de chlorure et de fluorure optimisé pour le traitement de l'aluminium en fusion. Lorsqu'il est introduit dans la masse fondue (par injection à travers le rotor de dégazage ou par immersion à la surface de la masse fondue), le flux remplit plusieurs fonctions simultanées :
Inclusion Agglomération
Les fines particules d'oxyde et les fragments de bifilm sont trop petits pour s'élever dans la masse fondue ou être capturés par une filtration grossière. Le flux d'affinage mouille et agglomère ces fines particules en amas plus importants qui flottent plus facilement à la surface de la matière fondue pour l'écrémage.
Réduction chimique des oxydes
Les composants de flux contenant des fluorures attaquent chimiquement l'oxyde d'aluminium, décomposant les films d'oxyde stables et les convertissant en composés plus faciles à gérer. Ceci est particulièrement efficace contre les oxydes bifilms fins qui se forment pendant la coulée turbulente et qui sont parmi les types d'inclusion les plus dommageables.
Amélioration de la réduction de l'hydrogène
Certaines formulations de flux comprennent des composants qui réduisent la teneur en hydrogène en réagissant avec l'hydrogène dissous ou en favorisant un contact plus efficace entre les bulles et la matière fondue pendant le traitement de dégazage simultané.
Élimination des métaux alcalins
La contamination par le sodium et le lithium de l'aluminium provenant de matériaux recyclés entraîne des problèmes d'affinage du grain et une sensibilité à la fissuration à chaud. Les flux à base de chlorure éliminent efficacement ces impuretés de métaux alcalins.

Gamme de produits AdTech Flux
| Type de flux | Fonction principale | Méthode d'application | Taux d'ajout |
|---|---|---|---|
| Flux d'affinage | Agglomération d'inclusions, élimination des oxydes | Injection ou plongée en surface | 0,5 à 2,0 kg/tonne |
| Couvrir les flux | Protection de la surface de la fonte, barrière à l'hydrogène | Épandage en surface | 1,0 à 3,0 kg/tonne |
| Flux d'écumage (éliminateur de scories) | Conditionnement des crasses, séparation nette | Application en surface | 0,5 à 1,5 kg/tonne |
| Flux du raffineur de grains | Affinement de la structure des grains | Injection ou ajout de tige | 0,5 à 2,0 kg/tonne |
| Flux de couverture exothermique | Protection de la surface avec production de chaleur | Épandage en surface dans les poches de coulée | 0,5 à 1,0 kg/tonne |
AdTech Covering Flux : protection de la fonte contre la réabsorption d'hydrogène
Un problème que le traitement de dégazage seul ne peut résoudre est la réabsorption de l'hydrogène entre la station de dégazage et le moule. Pendant le transfert à travers les bassins, les poches et la coulée, la surface de la matière fondue fraîchement dégazée est exposée à l'atmosphère et commence immédiatement à réabsorber de l'hydrogène.
Le flux de recouvrement AdTech appliqué à la surface de la matière fondue dans les fours de maintien, les poches et les cuves de transport crée une barrière physique entre le métal et l'atmosphère. Cette barrière :
- Réduit le taux de réabsorption de l'hydrogène de 60% à 80%.
- Prévient l'oxydation de la surface et la formation de bifilms pendant le transfert.
- Maintient la propreté de la matière fondue entre le dégazage et la coulée.
- Prolonge la fenêtre d'efficacité entre le traitement de dégazage et le niveau acceptable d'hydrogène.
AdTech Slag Remover (Agent d'élimination des scories)
Les crasses d'aluminium - le mélange superficiel d'oxyde d'aluminium, d'aluminium métallique et de divers contaminants - se forment continuellement pendant la fusion et le maintien en température. S'ils sont perturbés pendant l'écrémage, les fragments de crasse peuvent être entraînés dans la masse fondue sous forme d'inclusions. L'éliminateur de scories d'AdTech modifie les propriétés physiques de l'écume :
- Réduit la viscosité de l'écume, permettant à l'aluminium liquide de s'écouler dans la masse fondue.
- Convertit les crasses humides et collantes en une forme sèche et poudreuse qui se sépare proprement.
- Réduit les pertes de métal dans l'écume de 30% à 50% jusqu'à 10% à 15%
- Empêche le réentraînement de l'écume pendant les opérations d'écrémage.
Comment les conditions de solidification et les paramètres du processus de coulée affectent-ils la porosité ?
Le traitement de la matière fondue traite la teneur en hydrogène et les niveaux d'inclusion, mais les conditions de solidification déterminent la quantité d'hydrogène et d'inclusion restants qui se manifestent effectivement sous forme de porosité dans la pièce moulée finie.
Taux de refroidissement et son effet sur la porosité
Des taux de solidification plus rapides réduisent la porosité par deux mécanismes :
- Les bulles d'hydrogène ont moins de temps pour se former et grossir avant que la matière fondue ne se solidifie autour d'elles.
- L'espacement plus fin des bras des dendrites (DAS) crée des canaux interdendritiques plus petits par lesquels l'hydrogène restant doit s'échapper - les canaux plus fins piègent et dispersent plus efficacement l'hydrogène avant qu'il ne puisse former de grands pores.
| Taux de refroidissement (°C/s) | DAS typique (µm) | Niveau de porosité |
|---|---|---|
| 0,1 à 0,5 | 80 à 150 | Élevé (si H > 0,15 cc/100g) |
| 0,5 à 2,0 | 40 à 80 | Modéré |
| 2,0 à 10 | 20 à 40 | Faible |
| 10 à 50 | 10 à 20 | Très faible |
| Supérieure à 50 | Moins de 10 | Minime |
Optimisation de la température de coulée
La température de coulée a un effet direct et significatif sur la porosité à l'hydrogène. Une surchauffe plus élevée augmente la solubilité de l'hydrogène dans la matière fondue, laisse plus de temps pour la croissance des bulles d'hydrogène avant la solidification et prolonge la période pendant laquelle l'hydrogène atmosphérique peut se dissoudre dans la surface exposée de la matière fondue.
Températures de coulée recommandées en fonction de l'alliage et du procédé :
| Série alliage | Coulée au sable (°C) | Moule permanent (°C) | Moulage sous pression (°C) |
|---|---|---|---|
| 1xxx (Al pur) | 700 à 730 | 690 à 720 | 670 à 700 |
| 2xxx (Al-Cu) | 710 à 750 | 700 à 730 | N/A |
| 3xxx (Al-Mn) | 700 à 730 | 690 à 720 | 660 à 690 |
| 4xxx (Al-Si) | 680 à 720 | 670 à 710 | 650 à 680 |
| 5xxx (Al-Mg) | 710 à 745 | 700 à 730 | 660 à 700 |
| 6xxx (Al-Mg-Si) | 700 à 735 | 690 à 720 | 660 à 690 |
| 7xxx (Al-Zn-Mg) | 715 à 750 | 700 à 730 | 660 à 700 |
Conception d'un système d'obturation pour prévenir la porosité de rétraction
Pour la porosité de retrait, le traitement par fusion n'apporte aucun avantage - la solution réside entièrement dans la conception du moule. La solution réside entièrement dans la conception du moule :
Solidification directionnelle
La coulée doit se solidifier progressivement de la section la plus éloignée de la colonne montante vers la colonne montante, de sorte que le métal liquide soit toujours disponible pour alimenter le front de solidification. Les sections qui se solidifient isolément du chemin d'alimentation développeront une porosité de retrait, quelle que soit la propreté de la fonte.
Taille de l'élévateur
Les colonnes montantes doivent contenir un volume suffisant de métal liquide pour compenser le retrait de solidification de la coulée (6% à 7% pour la plupart des alliages d'aluminium) plus le retrait de solidification de la colonne montante. Une règle empirique commune : le volume de la colonne montante doit être d'au moins 10% à 20% du volume de coulée qu'elle alimente.
Frissons
Les refroidissements externes ou internes accélèrent la solidification locale, favorisant une solidification directionnelle et réduisant la formation de points chauds. Les refroidisseurs métalliques placés contre des sections épaisses de la pièce moulée créent des taux de refroidissement locaux plus rapides qui déplacent le modèle de solidification vers la colonne montante.
Quelles sont les méthodes les plus efficaces pour mesurer la porosité des pièces moulées en aluminium ?
La mesure systématique de la porosité est la base de tout programme de réduction de la porosité. Sans mesure fiable, les ingénieurs ne peuvent pas déterminer si les changements de processus améliorent ou détériorent la qualité de la coulée.
Essai de l'indice de densité (essai à pression réduite)
Il s'agit de la méthode de mesure de la porosité en cours de fabrication la plus utilisée dans les fonderies d'aluminium. Deux échantillons sont prélevés sur la même matière fondue - l'un solidifié à la pression atmosphérique (1 atm) et l'autre solidifié sous pression réduite (environ 80 mbar à 100 mbar). L'échantillon sous vide développe plus de porosité car la pression plus faible favorise la nucléation et la croissance des bulles d'hydrogène.
Indice de densité (ID) = [(ρ_atm - ρ_vacuum) / ρ_atm] × 100%
| Indice de densité (%) | Évaluation de la qualité de la fonte | Mesures recommandées |
|---|---|---|
| Inférieur à 1,0% | Excellent | Procéder au casting |
| 1,0% à 2,0% | Bon | Acceptable pour la plupart des applications |
| 2,0% à 3,0% | Marginale | Prolonger le dégazage, vérifier le flux |
| 3,0% à 5,0% | Pauvre | Répéter le traitement par fusion complète |
| Supérieur à 5.0% | Inacceptable | Identifier la source d'hydrogène, relancer le traitement |
Mesure de l'hydrogène en ligne (Telegas / Alscan)
Mesure directe de l'hydrogène dissous à l'aide d'une sonde de diffusion immergée dans la matière fondue. Plus précis que le test de l'indice de densité, il fournit des valeurs absolues de concentration d'hydrogène plutôt qu'un indice comparatif.
- Plage de mesure : 0,01 à 0,50 cc/100g
- Précision : ±0,01 à ±0,02 cc/100g
- Temps de réponse : 3 à 8 minutes par lecture
- Essentiel pour les opérations de coulée continue à haut volume.
Radiographie par rayons X
Le contrôle non destructif des pièces moulées finies par radiographie aux rayons X révèle la distribution, la taille et la densité des porosités internes. Les résultats des radiographies sont classés selon les normes ASTM E505 et ASTM E155, ou selon des systèmes d'évaluation propriétaires, avec des niveaux de gravité de 1 à 5 (ou de A à E dans certains systèmes).
La radiographie par rayons X est le test d'acceptation de la qualité définitif pour les pièces moulées structurelles en aluminium dans les applications aérospatiales et automobiles. Elle permet d'identifier la porosité gazeuse (ombres arrondies) et la porosité de retrait (ombres irrégulières) et de les localiser dans des régions spécifiques en vue d'une analyse des causes profondes.
Méthode d'Archimède (mesure de la densité)
Mesure précise de la densité de la coulée par pesée hydrostatique. La densité réelle est comparée à la densité théorique pour la composition de l'alliage. La différence indique le pourcentage de porosité volumétrique.
Porosité volumétrique (%) = [(ρ_théorique - ρ_actuel) / ρ_théorique] × 100%
Cette méthode fournit une valeur unique en pourcentage pour l'ensemble du volume de coulée - elle ne permet pas d'identifier l'emplacement ou le type de porosité, mais elle est simple, non destructive et fournit des données quantitatives pour le contrôle statistique du processus.
Quel est le processus complet de traitement de la matière fondue pour la coulée d'aluminium à faible porosité ?
L'intégration de toutes les étapes de traitement de la fonte dans un processus cohérent et séquencé est ce qui sépare les fonderies qui obtiennent régulièrement des moulages à faible porosité de celles qui gèrent la porosité de manière réactive par le biais du tri des déchets.
Séquence de traitement de la matière fondue recommandée
Étape 1 : Préparation de la charge
- Sécher tous les matériaux de charge avant le chargement (minimum 2 heures à 120°C pour les lingots et les retours).
- Éliminer les revêtements, les huiles et l'humidité de la ferraille recyclée.
- Préchauffer la charge à au moins 200°C avant la fusion afin de réduire l'absorption d'hydrogène due à l'humidité pendant la fusion.
Étape 2 : Fusion
- Maintenir le revêtement du four en bon état de séchage - préchauffer après toute période d'entretien ou d'inactivité.
- Maintenir la surface de fusion recouverte du flux AdTech pendant la fusion afin de minimiser l'absorption d'hydrogène atmosphérique.
- Éviter toute agitation excessive pendant la fusion - les turbulences entraînent les films d'oxyde.
Étape 3 : Ajustement de la température et alliage
- Ajouter les alliages principaux et les durcisseurs à la masse fondue à la bonne température.
- Après l'alliage, ajouter le flux d'affinage AdTech à raison de 0,5 à 1,5 kg/tonne par injection ou plongée.
- Laisser le flux réagir pendant 5 à 10 minutes avant de l'écrémer.
Étape 4 : Traitement de dégazage
- Démarrer l'unité de dégazage en ligne AdTech avec de l'argon ou de l'azote à un débit de 2 à 5 Nm³/heure.
- Maintenir la vitesse du rotor entre 300 et 450 tours/minute.
- Traiter pendant 15 à 25 minutes
- Mesurer l'indice de densité à la fin du traitement - viser un indice inférieur à 2,0% avant de poursuivre.
Étape 5 : Écrémage
- Après le dégazage, écumer soigneusement la surface de la matière fondue en utilisant l'agent d'écrasement d'AdTech pour conditionner les crasses de surface.
- Éliminer proprement toutes les crasses conditionnées - les crasses humides et perturbées sont une source majeure d'inclusion.
- Appliquer un flux de recouvrement AdTech frais après l'écrémage.
Étape 6 : Transfert et filtration
- Transférer la matière fondue vers la station de coulée à travers des laves préchauffées.
- Faire passer la matière fondue à travers un filtre en mousse céramique AdTech dimensionné pour l'application.
- Maintenir la température du filtre au-dessus de 600°C pour éviter une solidification prématurée (préchauffage de la boîte à filtre nécessaire).
Étape 7 : Coulée
- Couler à la température appropriée à l'alliage et au procédé.
- Utilisez un remplissage silencieux et contrôlé pour minimiser les turbulences.
- Maintenir la contre-pression en contrôlant le débit d'écoulement.
Effet du traitement combiné sur la teneur en hydrogène et en inclusion
| Stade de traitement | Teneur en H (cc/100g) | Niveau d'inclusion (mm²/kg PoDFA) | Indice de densité |
|---|---|---|---|
| Après la fonte (pas de traitement) | 0,40 à 0,60 | 2,0 à 5,0 | 8% à 15% |
| Après traitement par flux | 0,35 à 0,50 | 0,8 à 2,5 | 6% à 10% |
| Après dégazage | 0,08 à 0,15 | 0,5 à 1,5 | 1,5% à 4% |
| Après filtration sur mousse céramique | 0,08 à 0,15 | 0,05 à 0,30 | 1,0% à 2,5% |
| Traitement combiné complet | 0,07 à 0,12 | 0,03 à 0,15 | 0,8% à 1,5% |
Comment les différents procédés de coulée affectent-ils les niveaux de porosité et les exigences de traitement ?
Chaque procédé de moulage de l'aluminium présente un profil de risque de porosité distinct, déterminé par la vitesse de solidification, la perméabilité du moule et la sensibilité à la propreté de la matière fondue. Les exigences en matière de traitement varient en conséquence.
Risque de porosité et intensité du traitement selon le procédé de coulée
| Processus de coulée | Type de porosité primaire | Taux de refroidissement | Intensité de traitement requise |
|---|---|---|---|
| Moulage au sable | Gaz + Rétrécissement | Très lent | Haut - dégazage complet, flux, filtration |
| Moule permanent (moule à gravité) | Gaz + Rétrécissement | Modéré | Haut - dégazage, filtration indispensable |
| Moulage sous pression | Gaz + Rétrécissement | Modéré à rapide | Qualité élevée et précise de la matière fondue |
| Moulage sous pression | Gaz (air emprisonné) | Très rapide | Moyen - dégazage moins critique, contrôle des tirs essentiel |
| Coulée en cire perdue | Gaz + Rétrécissement | Lent à modéré | Très élevé - la plus grande propreté de la matière fondue est requise |
| Coulée continue (billettes) | Gaz | Rapide | Standard élevé de dégazage et de filtration en ligne |
| Moulage en mousse perdue | Gaz + gaz de pyrolyse | Lenteur | Très élevé - le gaz provenant du modèle de mousse s'ajoute au H |
Moulage sous pression : Un cas particulier
Le HPDC est unique parce que la pression d'injection très élevée (500 à 1500 bars) comprime les pores de gaz pendant la solidification, ce qui les rend moins visibles. Cependant, l'aluminium HPDC contient en réalité une quantité importante de gaz dissous, qui apparaît simplement sous la forme d'une microporosité très fine et répartie plutôt que sous la forme de pores de grande taille. Cette microporosité devient problématique lorsque
- Les composants sont traités thermiquement (T6 ou T7) - des cloques apparaissent lorsque les pores se dilatent pendant le traitement thermique de la solution.
- Les pièces sont soudées - la porosité provoque des éclaboussures de soudure et des défauts.
- L'étanchéité à la pression est requise.
Pour les HPDC produisant des composants pouvant être traités thermiquement ou soudés, le traitement de dégazage avant la coulée est essentiel malgré les conditions de solidification à haute pression.
Quelles sont les erreurs courantes qui entraînent des niveaux de porosité élevés malgré le traitement par fusion ?
Même avec des équipements de dégazage, des systèmes de filtration et des produits de flux en place, de nombreuses fonderies continuent à rencontrer des problèmes de porosité en raison d'erreurs systématiques dans le processus qui compromettent le traitement correct de la matière fondue.
Les défaillances les plus courantes en matière de contrôle de la porosité
Temps de dégazage insuffisant
Une erreur de pression de production courante. Si le cycle de dégazage est ramené de 20 à 12 minutes en raison de la pression prévue, les niveaux d'hydrogène peuvent n'atteindre que 0,20 cc/100g au lieu de 0,10 cc/100g - un niveau qui produit encore une porosité significative dans les composants coulés en sable. Il faut toujours vérifier l'indice de densité avant de procéder à la coulée.
Réabsorption d'hydrogène après dégazage
Une matière fondue bien dégazée réabsorbe rapidement l'hydrogène si elle reste à découvert dans une poche de coulée ou un four ouvert. Sans le flux de couverture AdTech protégeant la surface de la fonte, les niveaux d'hydrogène peuvent revenir à 0,20 à 0,30 cc/100g en l'espace de 20 à 30 minutes dans des conditions d'humidité élevée. Le traitement de dégazage doit être considéré dans le contexte de l'ensemble de la chaîne de traitement, et pas seulement dans celui de la station de dégazage.
Filtres à mousse céramique froide
L'installation d'un filtre en mousse céramique dans un caisson de filtration froid entraîne le gel du premier métal traversant le filtre, ce qui bloque les pores et crée une perte de charge excessive. Il en résulte des conditions de remplissage turbulentes et éclaboussantes qui génèrent des oxydes bifilms, même dans le cas d'un métal propre. Les caissons filtrants doivent être préchauffés à au moins 600°C avant tout contact avec le métal.
Ajout de flux humide
L'ajout d'un flux contaminé par l'humidité à la masse fondue introduit de l'hydrogène directement dans le métal, ce qui va à l'encontre de l'effet recherché. Tous les flux AdTech doivent être stockés dans des récipients hermétiques dans un environnement sec et doivent être préchauffés à une température comprise entre 100°C et 150°C avant d'être utilisés en cas de doute sur la teneur en humidité.
Pratique de la coulée turbulente
Tous les traitements de la matière fondue au monde ne peuvent compenser les turbulences de la coulée qui génèrent des oxydes bifilm dans la cavité du moule. Les systèmes d'obturation remplis par le fond, les taux de remplissage contrôlés et les filtres au niveau du flux dans le système d'obturation sont des compléments essentiels au dégazage et à la filtration au niveau de la poche de coulée.
Questions fréquemment posées sur la réduction de la porosité dans la fonte d'aluminium
Q1 : Quelle est l'étape la plus efficace pour réduire la porosité dans le moulage de l'aluminium ?
Le dégazage rotatif est l'étape individuelle la plus efficace pour réduire la porosité gazeuse. Un cycle de dégazage correctement exécuté réduit la teneur en hydrogène de 0,30 à 0,60 cc/100g à 0,07 à 0,12 cc/100g, ce qui élimine la principale force motrice de la formation de pores de gaz. Cependant, le dégazage seul ne permet pas de traiter la porosité de retrait ou la porosité à noyaux d'inclusion - un programme complet de traitement de la matière fondue combinant le dégazage, le traitement des flux et la filtration sur mousse céramique donne les meilleurs résultats globaux.
Q2 : Comment puis-je savoir si ma porosité est due à l'hydrogène ou au retrait ?
Examinez la morphologie des pores sur des coupes transversales polies ou sur des images aux rayons X. Les pores de gaz sont arrondis et à parois lisses, répartis de manière relativement uniforme. Les pores de retrait sont irréguliers, anguleux et souvent interconnectés en un réseau, concentrés dans les régions de dernière solidification des sections épaisses et des poches aveugles. La localisation est également diagnostique - la rétraction se produit toujours dans des points thermiquement chauds prévisibles à partir de la géométrie de la section, tandis que la porosité gazeuse est distribuée de manière plus aléatoire.
Q3 : Quel est le niveau d'hydrogène acceptable dans l'aluminium fondu avant la coulée ?
Le niveau d'hydrogène acceptable dépend de l'application. Pour l'aérospatiale et les pièces moulées étanches à la pression : moins de 0,10 cc/100g (indice de densité inférieur à 1,0%). Pour les pièces moulées structurelles automobiles : moins de 0,12 cc/100g (indice de densité inférieur à 1,5%). Pour les moulages généraux en sable avec des exigences de qualité modérées : moins de 0,15 à 0,20 cc/100g peuvent être acceptables. Pour les applications non structurelles : moins de 0,25 cc/100g.
Q4 : Les filtres en mousse céramique peuvent-ils éliminer l'hydrogène dissous dans l'aluminium ?
Les filtres à mousse céramique sont des dispositifs de filtration physique qui capturent les inclusions solides - particules d'oxyde, composés intermétalliques et fragments réfractaires. Ils ne disposent d'aucun mécanisme d'élimination de l'hydrogène dissous. L'élimination de l'hydrogène nécessite un traitement de dégazage avec des bulles de gaz inerte. La filtration et le dégazage sont des processus complémentaires qui s'attaquent à des sources de défauts différentes.
Q5 : Combien de temps l'aluminium fondu reste-t-il propre après le traitement de dégazage ?
Dans un four de maintien couvert avec le flux de couverture AdTech protégeant la surface de la matière fondue, la matière fondue traitée conserve des niveaux d'hydrogène acceptables (inférieurs à 0,15 cc/100g) pendant environ 45 à 90 minutes en fonction de l'humidité ambiante. Sans protection par flux couvrant, dans des conditions d'humidité élevée, les niveaux d'hydrogène peuvent revenir aux valeurs de prétraitement en l'espace de 20 à 30 minutes. Le temps écoulé entre le dégazage et la coulée doit toujours être réduit au minimum et un flux de couverture doit être utilisé pendant toute période d'attente.
Q6 : Quel indice PPI dois-je utiliser pour les filtres en mousse céramique destinés à la coulée d'aluminium ?
L'indice PPI correct dépend des exigences de qualité de la coulée et du type d'alliage. 20 à 30 PPI conviennent pour le moulage général de l'aluminium en sable et en moule permanent. 30 à 40 PPI sont recommandés pour les pièces de fonderie automobile structurelles et critiques en termes de sécurité. 40 à 60 PPI sont utilisés pour l'aérospatiale et les applications de haute intégrité. Les indices PPI plus élevés éliminent plus d'inclusions mais créent une plus grande résistance à l'écoulement - le dimensionnement du filtre doit être recalculé lorsque l'on spécifie des qualités plus fines.
Q7 : Le moulage sous pression nécessite-t-il un traitement de dégazage ?
Oui, en particulier lorsque les pièces moulées produites doivent subir un traitement thermique (T6), être soudées ou utilisées dans des applications étanches à la pression. Bien que la solidification rapide du HPDC supprime les grands pores visibles, l'hydrogène dissous provoque toujours une microporosité qui devient évidente lors du traitement thermique (cloquage) ou du soudage. Les opérations de HPDC produisant de tels composants doivent mettre en œuvre un traitement de dégazage en amont dans le four de maintien.
Q8 : Quel est le rôle du flux de couverture dans la prévention de la porosité ?
Le flux de couverture sert de barrière physique et chimique entre la surface de l'aluminium liquide et l'atmosphère. Il empêche l'humidité atmosphérique d'entrer en contact avec la matière fondue et de réintroduire de l'hydrogène après le traitement de dégazage. Il empêche également l'oxydation de la surface et la formation de bifilms pendant le maintien et le transfert. Sans flux de couverture, la réabsorption d'hydrogène entre la station de dégazage et le moule peut annuler une grande partie des avantages du traitement de dégazage.
Q9 : Comment l'élimination des crasses et des scories réduit-elle la porosité des pièces coulées ?
Les crasses et scories de surface sont des réservoirs d'inclusions d'oxydes et de gaz piégés. Si l'écume est perturbée pendant l'écrémage ou le transfert du métal, elle est entraînée dans la masse fondue sous forme de nuages d'inclusions qui nucléent la porosité pendant la solidification. L'agent d'élimination des scories d'AdTech (agent d'élimination des scories) convertit les scories humides et collantes en une poudre sèche qui se sépare proprement de la surface du métal sans entraîner d'inclusions, ce qui réduit considérablement la contamination par les inclusions provenant de cette source.
Q10 : La porosité des pièces moulées en aluminium peut-elle être réparée après la fabrication de la pièce ?
Les petites porosités de surface peuvent être imprégnées de résine thermodurcissable sous vide et sous pression - un processus appelé imprégnation sous vide - qui scelle les pores pour des applications étanches à la pression sans affecter les propriétés mécaniques. Ce procédé est largement utilisé dans le domaine du moulage de l'aluminium pour l'automobile en tant que procédé de récupération. Toutefois, la porosité structurelle interne qui réduit les propriétés mécaniques ne peut être réparée efficacement et les pièces moulées concernées doivent être mises au rebut. La prévention par un traitement approprié de la fonte est toujours plus économique que les opérations de récupération après la coulée.
Conclusion : L'approche intégrée du contrôle de la porosité dans la coulée de l'aluminium
La porosité dans le moulage de l'aluminium est un problème multifactoriel qui exige une solution multifactorielle. Aucun produit ni aucune étape du processus n'élimine la porosité dans toutes ses causes profondes. Les fonderies qui obtiennent des taux de rejet constamment bas - indice de densité inférieur à 1,5%, niveau de qualité aux rayons X de 0 à 1 - sont celles qui mettent en œuvre systématiquement chaque élément de la chaîne de traitement de la fonte et qui mesurent leurs résultats à chaque étape.
Le cadre de la solution intégrée :
- Unités de dégazage en ligne AdTechLes systèmes d'élimination de l'hydrogène dissous : éliminer l'hydrogène dissous en dessous de 0,10 cc/100g grâce à une technologie optimisée de rotor-stator avec de l'argon ou de l'azote.
- Filtres en mousse céramique AdTechLes inclusions non métalliques sont capturées jusqu'à des tailles de particules inférieures au millimètre, ce qui élimine la porosité due aux inclusions.
- Flux de raffinage AdTechLes particules d'oxyde fines et les fragments de bifilm sont agglomérés et enlevés, ce que la filtration seule ne peut pas faire.
- Flux de couverture AdTechLa protection de la matière fondue dégazée contre la réabsorption de l'hydrogène pendant le maintien et le transfert.
- Décapeur de scories AdTechLes conditions d'élimination de l'écume : conditionner l'écume pour l'éliminer proprement sans entraînement d'inclusion.
- Discipline du processusLe processus d'élaboration d'un produit de qualité est un processus complexe et complexe : un séchage correct de la charge, des températures de coulée appropriées, des taux de remplissage contrôlés et une conception adéquate des vannes complètent l'ensemble.
Chaque produit de la gamme AdTech de traitement par fusion de l'aluminium s'attaque à un mécanisme de porosité spécifique. Ensemble, ils forment un système de qualité complet qui transforme la porosité d'un problème de production chronique en une variable de processus contrôlée, mesurable et gérable.
Cette référence technique est publiée par l'équipe éditoriale et technique d'AdTech. AdTech conçoit et fabrique des équipements de traitement de l'aluminium en fusion et des produits consommables - notamment des unités de dégazage en ligne, des filtres en mousse céramique, des flux d'affinage, des flux de couverture et des agents d'élimination des scories - pour les fonderies d'aluminium et les opérations de coulée dans le monde entier.
