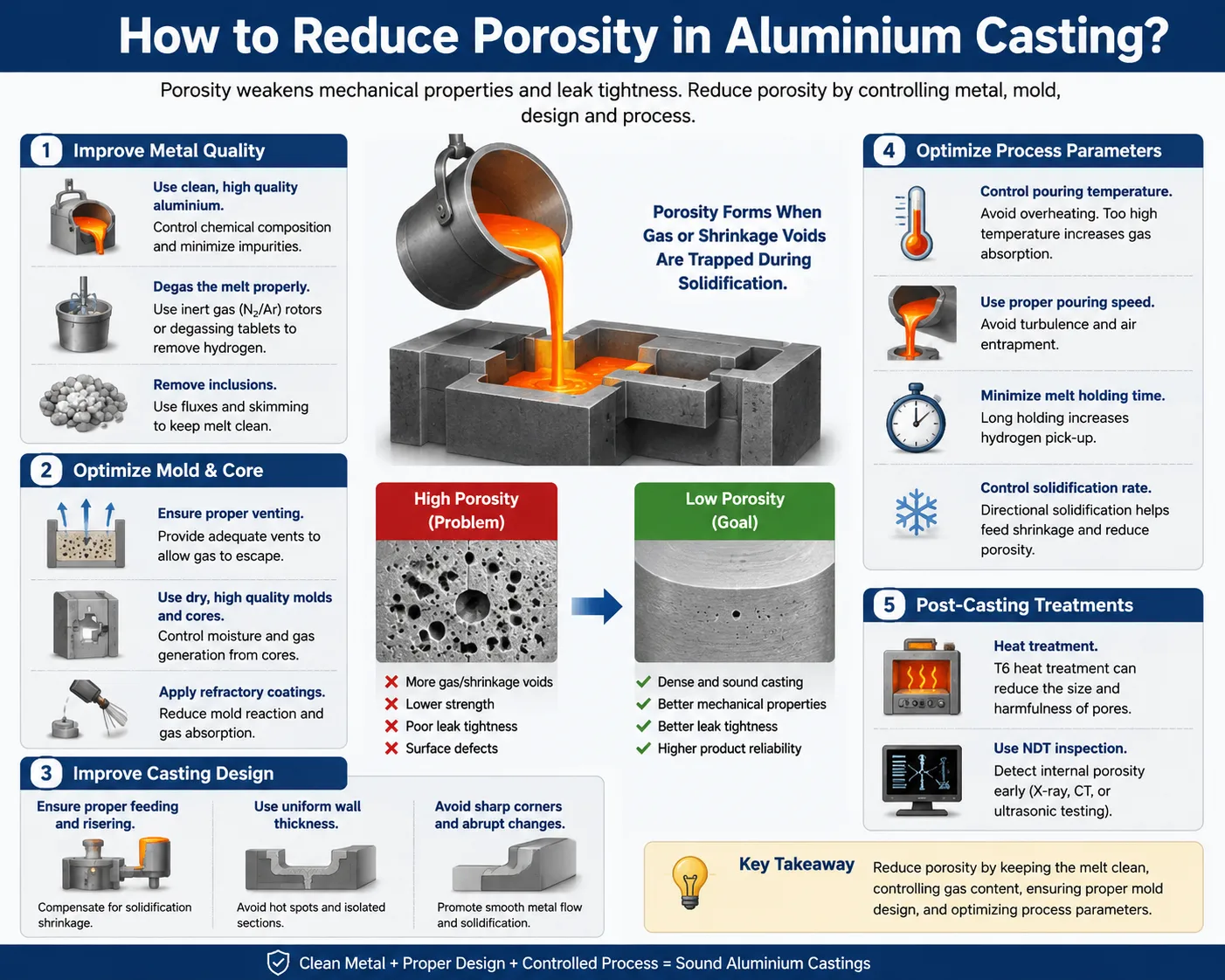
Porositas pada pengecoran aluminium dapat dikurangi secara efektif dengan menggabungkan empat kontrol proses yang telah terbukti: degassing putar untuk menghilangkan hidrogen terlarut, Filtrasi busa keramik untuk menghilangkan inklusi non-logam, perlakuan fluks dengan bahan pemurnian dan penghilang terak untuk membersihkan lelehan, dan kondisi pemadatan yang dioptimalkan termasuk laju pendinginan yang terkendali dan desain sistem gerbang. Berdasarkan pengalaman kami dalam menangani pengecoran aluminium di berbagai proses pengecoran, fasilitas yang menerapkan keempat kontrol tersebut secara simultan dapat mencapai tingkat hidrogen di bawah 0,10 cc/100g dan nilai indeks densitas di bawah 1,5% - ambang batas yang pada dasarnya menghilangkan porositas sebagai penyebab penolakan pada pengecoran struktural. Memperlakukan hanya satu atau dua dari variabel-variabel ini sementara mengabaikan yang lain hanya menghasilkan peningkatan marjinal.
Jika proyek Anda memerlukan penggunaan unit degassing dan fluks aluminium, Anda dapat hubungi kami untuk mendapatkan penawaran gratis.
Apa Itu Porositas dalam Pengecoran Aluminium dan Mengapa Menyebabkan Penolakan Pengecoran?
Porositas mengacu pada adanya rongga, lubang, atau diskontinuitas dalam pengecoran aluminium yang dipadatkan. Cacat internal ini mengurangi penampang penahan beban yang efektif pada bagian tersebut, bertindak sebagai titik konsentrasi tegangan di bawah pembebanan mekanis, dan menciptakan jalur kebocoran pada aplikasi yang kedap tekanan. Pengecoran yang lolos inspeksi visual dapat mengandung porositas internal yang cukup untuk gagal dalam pengujian mekanis yang merusak atau pengujian tekanan - menjadikan porositas sebagai salah satu kategori cacat yang paling merusak secara ekonomi dan sulit dideteksi dalam produksi pengecoran aluminium.
Konsekuensi finansial dari penolakan terkait porositas sangat besar. Tingkat scrap sebesar 5% hingga 15% yang disebabkan oleh porositas adalah hal yang umum terjadi pada pengecoran tanpa program perlakuan peleburan yang sistematis. Pada komponen aluminium bernilai tinggi untuk aerospace, sistem keselamatan otomotif, dan peralatan hidrolik, bahkan satu pengecoran yang ditolak pun dapat merepresentasikan kerugian material dan biaya pemrosesan yang signifikan.
Dua Jenis Porositas yang Berbeda pada Aluminium
Memahami perbedaan antara porositas gas dan porositas penyusutan sangat penting karena setiap jenis memiliki akar penyebab yang berbeda dan memerlukan tindakan perbaikan yang berbeda.
Porositas Gas (Porositas Hidrogen)
Porositas gas terbentuk ketika hidrogen terlarut dalam aluminium cair mengendap sebagai gelembung selama pemadatan. Kelarutan hidrogen dalam aluminium turun tajam pada suhu liquidus - dari sekitar 0,65 cc/100g dalam aluminium cair pada suhu 660°C menjadi kurang dari 0,034 cc/100g dalam aluminium padat. Setiap hidrogen di atas batas kelarutan ini harus keluar ke permukaan sebelum pemadatan selesai atau tetap terperangkap sebagai pori-pori berbentuk bola atau hampir bulat di dalam pengecoran.
Pori-pori gas adalah karakteristik:
- Berbentuk bulat atau bulat.
- Permukaan internal yang halus (tidak ada tekstur dendritik).
- Didistribusikan secara relatif seragam melalui penampang pengecoran.
- Mulai dari diameter 0,1 mm hingga beberapa milimeter.
Porositas Penyusutan
Porositas penyusutan terbentuk karena aluminium cair menyusut sekitar 6% hingga 7% berdasarkan volume selama pemadatan. Jika sistem gating dan riser tidak dapat memasukkan logam cair untuk mengimbangi pengurangan volume ini selama pemadatan berlangsung, maka akan terbentuk rongga pada bagian pengecoran yang terakhir mengeras.
Pori-pori yang mengecil merupakan ciri khas:
- Bentuknya tidak beraturan, bersudut, atau dendritik.
- Permukaan internal yang kasar dengan lengan dendrit yang terlihat.
- Terletak di daerah yang panas secara termal (bagian yang tebal, sudut yang tidak terlihat).
- Sering kali saling berhubungan, membentuk jaringan seperti retakan.
| Fitur | Porositas Gas | Porositas Penyusutan |
|---|---|---|
| Bentuk | Bulat, bulat | Tidak teratur, bersudut |
| Permukaan internal | Halus | Kasar, dendritik |
| Distribusi | Relatif seragam | Terkonsentrasi di titik-titik panas |
| Penyebab utama | Hidrogen terlarut | Logam umpan tidak mencukupi |
| Solusi perawatan leleh | Degassing, penyaringan | Desain gerbang/pagar |
| Perawatan fluks efektif? | Ya. | Tidak. |
| Degassing efektif? | Ya. | Tidak. |
Apa yang Menyebabkan Porositas Tinggi pada Coran Aluminium?
Mengidentifikasi akar penyebab porositas sebelum memilih tindakan korektif akan menghemat waktu, material, dan biaya yang signifikan. Kami telah melihat pengecoran menghabiskan waktu berbulan-bulan untuk menyesuaikan parameter degassing ketika masalah sebenarnya adalah desain riser yang tidak memadai - dan sebaliknya.
Sumber Hidrogen dalam Lelehan Aluminium
Hidrogen adalah satu-satunya gas yang larut dalam aluminium cair dalam jumlah yang signifikan secara teknis. Setiap sumber uap air di lingkungan peleburan dan pengecoran merupakan sumber hidrogen yang potensial, karena aluminium bereaksi dengan uap air sesuai dengan reaksi berikut:
2Al + 3H₂O = Al₂O₃ + 3H₂
Hidrogen atom yang dihasilkan oleh reaksi ini larut secara cepat ke dalam aluminium cair. Sumber pengambilan hidrogen yang digerakkan oleh kelembapan meliputi:
- Bahan pengisi daya yang basah atau terkontaminasiskrap daur ulang, pengembalian, dan ingot dengan kelembapan permukaan, minyak, cat, atau pelapis.
- Suasana lembab di atas lelehansangat parah selama bulan-bulan musim panas atau di fasilitas pesisir dengan kelembapan lingkungan yang tinggi.
- Lapisan tahan api basahrefraktori castable yang baru dipasang atau diperbaiki, atau lapisan yang telah menyerap kelembapan selama periode diam.
- Peralatan dan perlengkapan degassing basahimpeler, tombak, sendok, dan mesin cuci yang belum dipanaskan secara memadai.
- Fluks basah dan bahan penutupbahan fluks yang tidak disimpan dengan baik atau terkontaminasi kelembaban.
- Hidrogen dari produk pembakaranpembakaran gas alam dalam tungku api terbuka menghasilkan uap air yang menyentuh permukaan lelehan.
Sumber Inklusi Non-Logam
Inklusi adalah partikel padat yang tersuspensi dalam aluminium cair yang tidak larut dan tidak menjadi bagian dari struktur mikro paduan yang diinginkan. Inklusi mengurangi kebersihan lelehan dan dapat menginisiasi pori-pori gas dan rongga penyusutan selama pemadatan.
Sumber-sumber inklusi meliputi:
- Film aluminium oksida (bifilm) yang dibentuk oleh penanganan lelehan yang bergejolak.
- Terak tungku yang masuk dan partikel refraktori.
- Senyawa intermetalik (fase kaya besi dalam paduan daur ulang).
- Partikel fluks dari penambahan fluks yang tidak tercampur dengan baik atau tidak terlarut sempurna.
- Aluminium nitrida (AlN) dari degassing nitrogen pada paduan yang mengandung magnesium.
Faktor Proses yang Berkontribusi terhadap Porositas
Di luar kimia lelehan, beberapa parameter proses secara langsung memengaruhi porositas pengecoran akhir:
- Suhu penuangan terlalu tinggimeningkatkan kelarutan hidrogen, memperpanjang waktu cair, memungkinkan lebih banyak penyerapan gas.
- Suhu penuangan terlalu rendahmengurangi fluiditas, menyebabkan penutupan dingin dan kesalahan yang menjebak gas.
- Latihan menuang yang bergejolakmemasukkan udara dan menciptakan oksida bifilm.
- Sistem penjagaan yang tidak memadaimenyebabkan pengaliran, jebakan udara, dan tidak cukupnya umpan ke titik panas.
- Anak tangga yang dirancang dengan burukgagal mengimbangi penyusutan pemadatan pada bagian yang tebal.
- Waktu perawatan leleh yang tidak mencukupisiklus degassing terlalu pendek untuk mencapai tingkat hidrogen target.
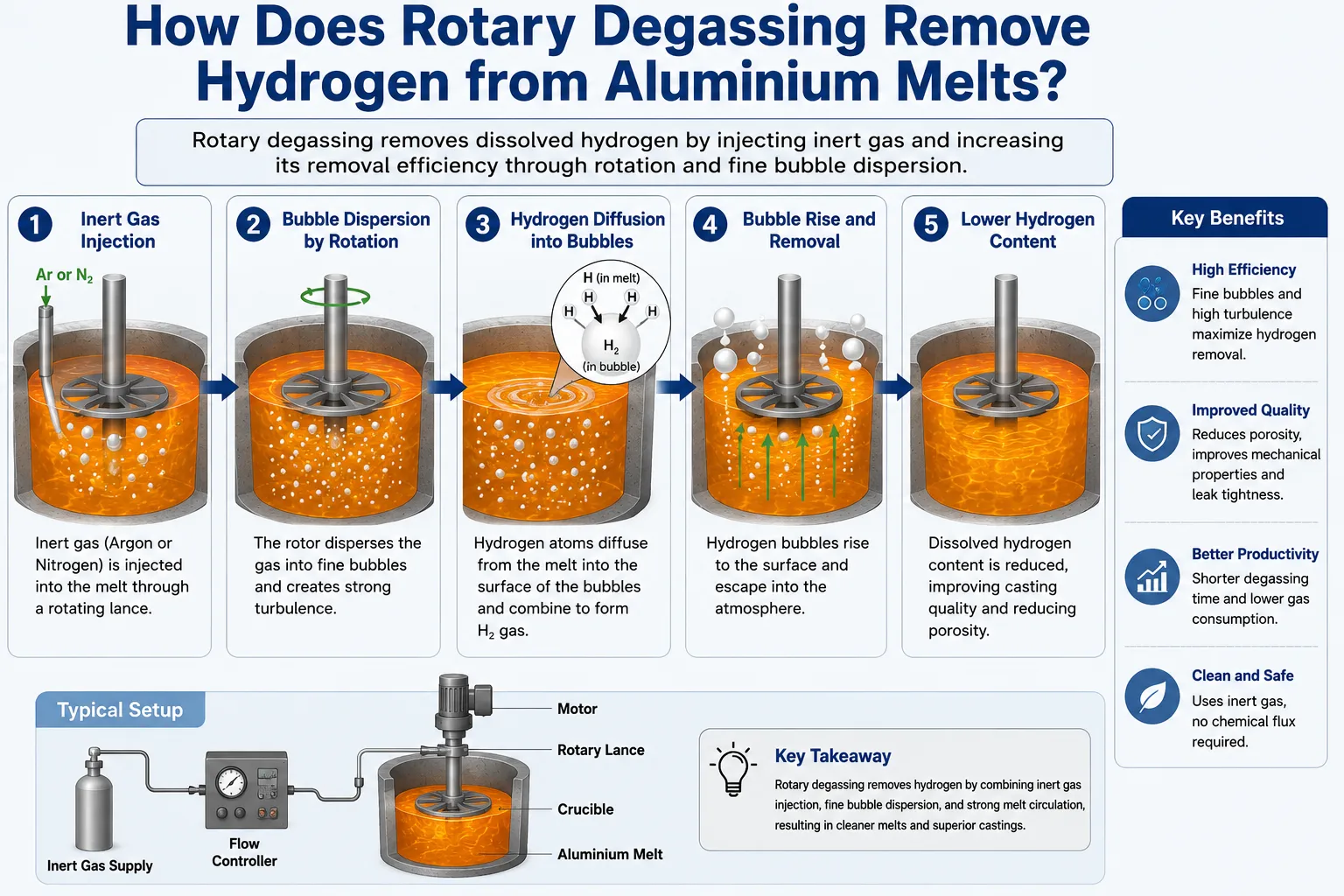
Bagaimana Rotary Degassing Menghilangkan Hidrogen dari Lelehan Aluminium?
Rotary degassing adalah metode yang paling efektif dan banyak digunakan untuk menghilangkan hidrogen dari lelehan aluminium. Rakitan rotor-stator grafit yang berputar pada 200 hingga 600 RPM menyebarkan gas inert (argon atau nitrogen) ke dalam gelembung-gelembung halus di seluruh lelehan. Setiap gelembung membawa tekanan parsial yang pada dasarnya nol hidrogen, menciptakan gradien difusi yang mendorong hidrogen terlarut dari lelehan ke dalam gelembung yang naik, yang membawanya ke permukaan dan keluar dari rendaman.
Cara Kerja Unit Degassing AdTech
Peralatan degassing online AdTech menggunakan sistem rotor-stator yang dirancang secara presisi yang menghasilkan gelembung halus yang seragam di seluruh volume lelehan. Faktor-faktor kinerja utama adalah:
- Ukuran gelembungGelembung yang lebih kecil memberikan luas permukaan yang lebih besar per satuan volume gas, sehingga meningkatkan efisiensi pengumpulan hidrogen. Rotor AdTech menghasilkan gelembung dalam kisaran 1 mm hingga 3 mm.
- Kecepatan rotor: 300 hingga 500 RPM adalah rentang operasi optimal untuk sebagian besar aplikasi - terlalu lambat menghasilkan gelembung besar, terlalu cepat menimbulkan turbulensi permukaan dan masuknya oksida.
- Laju aliran gas2 hingga 6 Nm³/jam tergantung pada volume lelehan dan tingkat hidrogen target.
- Durasi perawatan: 15 hingga 30 menit untuk degassing tungku batch; perawatan inline terus menerus untuk jalur pengecoran.

Standar Kinerja Degassing
| Parameter | Sebelum Degassing | Setelah Degassing yang Tepat |
|---|---|---|
| Kandungan hidrogen (cc/100g) | 0,30 hingga 0,60 | 0,07 hingga 0,12 |
| Indeks Kepadatan (%) | 5% hingga 15% | Di bawah 1.5% |
| Peringkat porositas (sinar-X) | Level 3 hingga 5 | Level 0 hingga 1 |
| Durasi perawatan | N/A | 15 hingga 30 menit |
| Konsumsi gas (Ar) | N/A | 20 hingga 50 Nm³/ton |
Nitrogen vs Argon untuk Degassing Aluminium
Baik nitrogen maupun argon menghilangkan hidrogen secara efektif melalui mekanisme tekanan parsial yang sama. Argon secara kimiawi bersifat inert dengan semua paduan aluminium dan menghasilkan kadar hidrogen akhir yang sedikit lebih rendah. Nitrogen secara signifikan lebih murah tetapi bereaksi dengan paduan yang mengandung magnesium (seri 5xxx, 7xxx) untuk membentuk inklusi aluminium nitrida, yang lebih merusak daripada hidrogen yang mereka bantu hilangkan.
Rekomendasi kami: gunakan argon untuk semua paduan dengan kandungan magnesium di atas 1,5%, dan nitrogen hanya untuk paduan dengan kandungan magnesium di bawah 0,5% dan pengendalian biaya merupakan prioritas.
Bagaimana Filter Busa Keramik Menghilangkan Inklusi dari Lelehan Aluminium?
Bahkan setelah degassing menyeluruh, lelehan aluminium mengandung inklusi padat tersuspensi - film oksida, partikel intermetalik, fragmen tahan api, dan residu fluks - yang menurunkan kualitas pengecoran secara independen dari kandungan hidrogen. Penyaringan busa keramik adalah metode yang paling efektif untuk menghilangkan inklusi ini sebelum lelehan masuk ke dalam cetakan.
Cara Kerja Filter Busa Keramik AdTech
Filter busa keramik AdTech (CFF) adalah struktur keramik sel terbuka tiga dimensi dengan jalur aliran berliku-liku yang saling berhubungan. Saat aluminium mengalir melalui filter, inklusi ditangkap oleh tiga mekanisme:
- Penyaringan mekanispartikel yang lebih besar dari ukuran sel diblokir secara fisik.
- Impaksi inersiapartikel dengan massa yang cukup tidak dapat mengikuti jalur aliran yang melengkung dan menabrak dinding keramik.
- Difusi dan adhesipartikel yang sangat halus berdifusi ke permukaan keramik dan melekat melalui tarikan energi permukaan.
Hasilnya adalah lelehan dengan kandungan inklusi yang berkurang secara dramatis memasuki rongga cetakan - menghasilkan logam yang lebih bersih dengan lebih sedikit tempat nukleasi untuk porositas.

Spesifikasi dan Pemilihan AdTech CFF
| Tingkat Filter (PPI) | Ukuran Sel (mm) | Aplikasi | Efisiensi Penghapusan Inklusi |
|---|---|---|---|
| 10 PPI | 2,5 hingga 3,0 mm | Filtrasi kasar primer, lelehan berat skrap | 60% hingga 70% |
| 20 PPI | 1,2 hingga 1,5 mm | Pengecoran aluminium tujuan umum | 70% hingga 80% |
| 30 PPI | 0,8 hingga 1,0 mm | Coran otomotif dan struktural berkualitas | 80% hingga 88% |
| 40 PPI | 0,6 hingga 0,7 mm | Pengecoran berintegritas tinggi, kelas kedirgantaraan | 88% hingga 93% |
| 50 PPI | 0,4 hingga 0,5 mm | Filtrasi premium, aplikasi penting | 93% hingga 97% |
| 60 PPI | 0,3 hingga 0,4 mm | Kebersihan maksimum, kedirgantaraan, dan spesifikasi mil | 95% hingga 98% |
Nilai Material CFF untuk Paduan Aluminium yang Berbeda
AdTech memasok filter busa keramik dalam berbagai komposisi bahan untuk menyesuaikan dengan kimia paduan dan suhu pengecoran yang berbeda:
- Alumina (Al₂O₃) CFFpaling banyak digunakan, cocok untuk semua paduan aluminium standar pada suhu 660°C hingga 780°C.
- Zirkonia (ZrO₂) CFFuntuk aplikasi dan paduan suhu lebih tinggi di atas 800°C.
- Silikon karbida (SiC) CFFkekuatan tertinggi dan ketahanan guncangan termal, cocok untuk paduan reaktif.
- Magnesia (MgO) CFF: kelas khusus untuk paduan aluminium magnesium tinggi.
Pemasangan dan Ukuran CFF
Ukuran filter yang tepat sangat penting. Filter yang berukuran terlalu kecil akan menyebabkan head loss yang berlebihan, memperlambat laju pengisian dan berpotensi menyebabkan cacat cold shut. Filter yang terlalu besar akan boros dan mungkin tidak mencapai kecepatan aliran yang cukup untuk penangkapan inklusi yang efektif.
Perhitungan ukuran filter:
- Area filter (cm²) = Laju aliran leleh (kg/menit) / Faktor laju aliran (biasanya 1,5 hingga 2,5 kg/menit-cm²).
- Untuk pengecoran 100 kg yang dituangkan dalam 60 detik: laju aliran = 100 kg/menit, area filter = 100/2.0 = 50 cm².
- Ini kira-kira setara dengan filter 75mm × 75mm pada 20 hingga 30 PPI.
Perlakuan Fluks dan Agen Pemurnian Apa yang Digunakan untuk Membersihkan Lelehan Aluminium?
Perawatan fluks adalah pelengkap kimiawi untuk proses fisik degassing dan filtrasi. Fluks pemurnian bereaksi dengan atau menggumpalkan inklusi non-logam, sehingga lebih mudah dihilangkan dengan skimming atau penyaringan. Fluks penutup melindungi permukaan lelehan dari penyerapan hidrogen di atmosfer. Agen penghilang terak (penghilang sampah) memodifikasi sifat fisik sampah permukaan untuk memfasilitasi pemisahan bersih dari lelehan.
AdTech Fluks Pemurnian: Mekanisme dan Aplikasi
Fluks pemurnian aluminium AdTech adalah campuran klorida anorganik dan garam fluorida yang diformulasikan dengan hati-hati yang dioptimalkan untuk pengolahan lelehan aluminium. Ketika dimasukkan ke dalam lelehan (dengan injeksi melalui rotor degassing atau dengan mencelupkan ke permukaan lelehan), fluks melakukan beberapa fungsi secara bersamaan:
Aglomerasi Inklusi
Partikel oksida halus dan fragmen bifilm terlalu kecil untuk naik melalui lelehan atau ditangkap oleh penyaringan kasar. Fluks pemurnian membasahi dan menggumpalkan partikel-partikel halus ini menjadi kelompok-kelompok yang lebih besar yang lebih mudah mengapung ke permukaan lelehan untuk skimming.
Pengurangan Kimiawi dari Oksida
Komponen fluks yang mengandung fluorida secara kimiawi menyerang aluminium oksida, memecah lapisan oksida yang stabil dan mengubahnya menjadi senyawa yang lebih mudah dikelola. Hal ini sangat efektif terhadap oksida bifilm tipis yang terbentuk selama penuangan yang bergejolak dan merupakan salah satu jenis inklusi yang paling merusak.
Peningkatan Pengurangan Hidrogen
Formulasi fluks tertentu mencakup komponen yang mengurangi kandungan hidrogen dengan bereaksi dengan hidrogen terlarut atau dengan mendorong kontak gelembung-leleh yang lebih efisien selama perawatan degassing simultan.
Penghapusan Logam Alkali
Kontaminasi natrium dan litium pada aluminium dari bahan daur ulang menyebabkan masalah penghalusan butiran dan sensitivitas retak panas. Fluks berbasis klorida secara efektif menghilangkan pengotor logam alkali ini.

Rangkaian Produk AdTech Flux
| Jenis Fluks | Fungsi Utama | Metode Aplikasi | Tingkat Penambahan |
|---|---|---|---|
| Fluks Pemurnian | Aglomerasi inklusi, penghilangan oksida | Injeksi atau pencelupan permukaan | 0,5 hingga 2,0 kg/ton |
| Meliputi Fluks | Perlindungan permukaan leleh, penghalang hidrogen | Penyebaran permukaan | 1,0 hingga 3,0 kg/ton |
| Fluks Pembuangan (Penghilang Terak) | Pengkondisian sampah, pemisahan yang bersih | Aplikasi permukaan | 0,5 hingga 1,5 kg/ton |
| Fluks Pemurni Biji-bijian | Penyempurnaan struktur butiran | Injeksi atau penambahan batang | 0,5 hingga 2,0 kg/ton |
| Fluks Penutup Eksotermik | Perlindungan permukaan dengan pembangkitan panas | Penyebaran permukaan dalam sendok | 0,5 hingga 1,0 kg/ton |
Fluks Penutup AdTech: Melindungi Lelehan dari Penyerapan Kembali Hidrogen
Satu masalah yang tidak dapat dipecahkan oleh perawatan degassing saja adalah penyerapan kembali hidrogen antara stasiun degassing dan cetakan. Selama pemindahan melalui mesin cuci, sendok, dan penuangan, permukaan lelehan yang baru saja didegassing terpapar ke atmosfer dan mulai menyerap kembali hidrogen dengan segera.
Fluks penutup AdTech yang diaplikasikan pada permukaan lelehan di tungku penampung, sendok, dan bejana pengangkut menciptakan penghalang fisik antara logam dan atmosfer. Penghalang ini:
- Mengurangi laju reabsorpsi hidrogen sebesar 60% hingga 80%.
- Mencegah oksidasi permukaan dan pembentukan bifilm selama transfer.
- Menjaga kebersihan lelehan antara degassing dan pengecoran.
- Memperpanjang jendela efektif antara perawatan degassing dan tingkat hidrogen yang dapat diterima.
Penghilang Terak AdTech (Agen Pembuang)
Aluminium dross - campuran permukaan aluminium oksida, logam aluminium, dan berbagai kontaminan - terbentuk secara terus menerus selama peleburan dan penahanan. Jika terganggu selama skimming, fragmen sampah dapat terperangkap ke dalam lelehan sebagai inklusi. Penghilang terak AdTech memodifikasi sifat fisik sampah:
- Mengurangi viskositas sampah, memungkinkan aluminium cair mengalir kembali ke dalam lelehan.
- Mengubah sampah basah dan lengket menjadi bentuk bubuk kering yang dapat dipisahkan dengan bersih.
- Mengurangi kehilangan logam dalam sampah dari 30% menjadi 50% hingga 10% menjadi 15%
- Mencegah masuknya kembali sampah selama operasi skimming.
Bagaimana Kondisi Pemadatan dan Parameter Proses Pengecoran Mempengaruhi Porositas?
Perlakuan peleburan membahas kandungan hidrogen dan tingkat inklusi, tetapi kondisi pemadatan menentukan berapa banyak sisa kandungan hidrogen dan inklusi yang benar-benar bermanifestasi sebagai porositas pada pengecoran yang sudah jadi.
Laju Pendinginan dan Pengaruhnya terhadap Porositas
Laju pemadatan yang lebih cepat mengurangi porositas melalui dua mekanisme:
- Lebih sedikit waktu yang tersedia bagi gelembung hidrogen untuk berinti dan tumbuh sebelum lelehan membeku di sekelilingnya.
- Jarak lengan dendrit yang lebih halus (DAS) menciptakan saluran interdendritik yang lebih kecil yang melaluinya hidrogen yang tersisa harus keluar - saluran yang lebih halus lebih efektif menjebak dan menyebarkan hidrogen sebelum dapat membentuk pori-pori besar.
| Laju Pendinginan (° C/s) | DAS tipikal (µm) | Tingkat Porositas |
|---|---|---|
| 0,1 hingga 0,5 | 80 hingga 150 | Tinggi (jika H > 0,15 cc/100g) |
| 0,5 hingga 2,0 | 40 hingga 80 | Sedang |
| 2,0 hingga 10 | 20 hingga 40 | Rendah |
| 10 hingga 50 | 10 hingga 20 | Sangat Rendah |
| Di atas 50 | Di bawah 10 | Minimal |
Pengoptimalan Suhu Penuangan
Suhu penuangan memiliki efek langsung dan signifikan pada porositas hidrogen. Suhu panas yang lebih tinggi meningkatkan kelarutan hidrogen dalam lelehan, memungkinkan lebih banyak waktu untuk pertumbuhan gelembung hidrogen sebelum pemadatan, dan memperpanjang periode di mana hidrogen di atmosfer dapat larut ke dalam permukaan lelehan yang terbuka.
Suhu penuangan yang direkomendasikan berdasarkan paduan dan proses:
| Seri Paduan | Pengecoran Pasir (°C) | Cetakan Permanen (° C) | Die Casting (° C) |
|---|---|---|---|
| 1xxx (Al Murni) | 700 hingga 730 | 690 hingga 720 | 670 hingga 700 |
| 2xxx (Al-Cu) | 710 hingga 750 | 700 hingga 730 | N/A |
| 3xxx (Al-Mn) | 700 hingga 730 | 690 hingga 720 | 660 hingga 690 |
| 4xxx (Al-Si) | 680 hingga 720 | 670 hingga 710 | 650 hingga 680 |
| 5xxx (Al-Mg) | 710 hingga 745 | 700 hingga 730 | 660 hingga 700 |
| 6xxx (Al-Mg-Si) | 700 hingga 735 | 690 hingga 720 | 660 hingga 690 |
| 7xxx (Al-Zn-Mg) | 715 hingga 750 | 700 hingga 730 | 660 hingga 700 |
Desain Sistem Gating untuk Mencegah Porositas Penyusutan
Untuk porositas penyusutan, perlakuan leleh tidak memberikan manfaat - solusinya sepenuhnya terletak pada desain cetakan. Prinsip-prinsip utama:
Pemantapan Arah
Pengecoran harus membeku secara progresif dari bagian terjauh dari riser ke arah riser, sehingga logam cair selalu tersedia untuk memberi makan bagian depan yang membeku. Bagian yang membeku secara terpisah dari jalur umpan akan mengalami penyusutan porositas tanpa memperhatikan kebersihan lelehan.
Ukuran Riser
Riser harus mengandung volume logam cair yang cukup untuk mengimbangi penyusutan pemadatan pengecoran (6% hingga 7% untuk sebagian besar paduan aluminium) ditambah penyusutan pemadatan riser. Aturan umum yang umum: volume riser harus setidaknya 10% hingga 20% dari volume pengecoran yang diumpankan.
Demam
Pendinginan eksternal atau internal mempercepat pemadatan lokal, mendorong pemadatan terarah dan mengurangi pembentukan titik panas. Pendingin logam yang ditempatkan pada bagian tebal dari pengecoran menciptakan laju pendinginan lokal yang lebih cepat yang menggeser pola solidifikasi ke arah riser.
Apa Metode Paling Efektif untuk Mengukur Porositas pada Coran Aluminium?
Pengukuran porositas yang sistematis adalah dasar dari setiap program pengurangan porositas. Tanpa pengukuran yang dapat diandalkan, para insinyur tidak dapat menentukan apakah perubahan proses meningkatkan atau memperburuk kualitas pengecoran.
Uji Indeks Kepadatan (Uji Tekanan Tereduksi)
Metode pengukuran porositas dalam proses yang paling banyak digunakan dalam pengecoran aluminium. Dua sampel diambil dari lelehan yang sama - satu dipadatkan pada tekanan atmosfer (1 atm) dan satu lagi dipadatkan di bawah tekanan rendah (sekitar 80 mbar hingga 100 mbar). Sampel vakum mengembangkan lebih banyak porositas karena tekanan yang lebih rendah mendorong nukleasi dan pertumbuhan gelembung hidrogen.
Indeks Kepadatan (DI) = [(ρ_atm - ρ_vakum) / ρ_atm] × 100%
| Indeks Kepadatan (%) | Penilaian Kualitas Lelehan | Tindakan yang Disarankan |
|---|---|---|
| Di bawah 1.0% | Luar biasa | Lanjutkan ke pengecoran |
| 1.0% hingga 2.0% | Bagus. | Dapat diterima untuk sebagian besar aplikasi |
| 2.0% hingga 3.0% | Marjinal | Perpanjang degassing, periksa fluks |
| 3.0% hingga 5.0% | Miskin | Ulangi perawatan peleburan penuh |
| Di atas 5.0% | Tidak dapat diterima | Identifikasi sumber hidrogen, mulai kembali perawatan |
Pengukuran Hidrogen Sebaris (Telegas / Alscan)
Pengukuran langsung hidrogen terlarut menggunakan probe difusi yang terendam dalam lelehan. Lebih akurat daripada uji indeks massa jenis dan memberikan nilai konsentrasi hidrogen absolut daripada indeks komparatif.
- Rentang pengukuran: 0,01 hingga 0,50 cc/100g
- Akurasi: ±0,01 hingga ±0,02 cc/100g
- Waktu respons: 3 hingga 8 menit per pembacaan
- Sangat penting untuk operasi pengecoran kontinu bervolume tinggi.
Radiografi Sinar-X
Pengujian non-destruktif pada coran yang sudah jadi dengan menggunakan radiografi sinar-X menunjukkan distribusi porositas internal, ukuran, dan kepadatan. Hasil sinar-X diklasifikasikan oleh ASTM E505, ASTM E155, atau sistem peringkat pelanggan, dengan tingkat keparahan 1 hingga 5 (atau A hingga E pada beberapa sistem).
Radiografi sinar-X adalah uji penerimaan kualitas definitif untuk pengecoran aluminium struktural dalam aplikasi kedirgantaraan dan otomotif. Alat ini mengidentifikasi porositas gas (bayangan bulat) dan porositas penyusutan (bayangan tidak beraturan) serta melokalisasi mereka ke wilayah tertentu untuk analisis akar penyebab.
Metode Archimedes (Pengukuran Massa Jenis)
Pengukuran densitas pengecoran yang tepat dengan penimbangan hidrostatis. Densitas aktual dibandingkan dengan densitas teoretis untuk komposisi paduan. Perbedaannya menunjukkan persentase porositas volumetrik.
Porositas volumetrik (%) = [(ρ_teoretis - ρ_aktual) / ρ_teoretis] × 100%
Metode ini memberikan nilai persentase tunggal untuk seluruh volume pengecoran - metode ini tidak dapat mengidentifikasi lokasi atau jenis porositas, tetapi metode ini sederhana, tidak merusak, dan memberikan data kuantitatif untuk kontrol proses statistik.
Apakah Proses Perawatan Peleburan Lengkap untuk Pengecoran Aluminium dengan Porositas Rendah?
Mengintegrasikan semua langkah perlakuan leleh ke dalam proses yang koheren dan berurutan adalah hal yang memisahkan pengecoran yang secara konsisten menghasilkan coran dengan porositas rendah dengan pengecoran yang mengelola porositas secara reaktif melalui pemilahan scrap.
Urutan Perawatan Leleh yang Direkomendasikan
Langkah 1: Persiapan Pengisian Daya
- Keringkan semua bahan muatan sebelum dimuat (minimal 2 jam pada suhu 120°C untuk ingot dan pengembalian).
- Menghilangkan lapisan, minyak, dan kelembapan dari barang bekas yang didaur ulang.
- Panaskan terlebih dahulu muatan hingga setidaknya 200°C sebelum meleleh untuk mengurangi pengambilan hidrogen yang disebabkan oleh kelembapan selama peleburan.
Langkah 2: Melelehkan
- Pertahankan lapisan tungku dalam kondisi kering - panaskan terlebih dahulu setelah melakukan perawatan atau periode diam.
- Jaga agar permukaan lelehan tetap tertutup dengan fluks penutup AdTech selama peleburan untuk meminimalkan penyerapan hidrogen di atmosfer.
- Hindari pengadukan yang berlebihan selama peleburan - turbulensi masuk ke dalam film oksida.
Langkah 3: Penyesuaian Suhu dan Paduan
- Tambahkan master alloy dan pengeras ke dalam lelehan pada suhu yang tepat.
- Setelah paduan, tambahkan fluks pemurnian AdTech pada 0,5 hingga 1,5 kg/ton dengan injeksi atau pencelupan.
- Biarkan fluks 5 hingga 10 menit waktu reaksi sebelum melakukan skimming.
Langkah 4: Perawatan Degassing
- Mulai unit degassing online AdTech dengan argon atau nitrogen pada 2 hingga 5 Nm³/jam.
- Pertahankan kecepatan rotor pada 300 hingga 450 RPM.
- Rawat selama 15 hingga 25 menit
- Ukur indeks kepadatan di akhir perawatan - targetkan di bawah 2,0% sebelum melanjutkan.
Langkah 5: Membaca sekilas
- Setelah degassing, bersihkan permukaan lelehan secara menyeluruh menggunakan bahan pembersih AdTech untuk mengkondisikan kotoran di permukaan.
- Bersihkan semua sampah yang terkondisikan dengan bersih - sampah yang terganggu dan basah merupakan sumber inklusi utama.
- Terapkan fluks penutup AdTech yang baru setelah melakukan skimming ...
Langkah 6: Pemindahan dan Penyaringan
- Pindahkan lelehan ke stasiun pengecoran melalui mesin cuci yang telah dipanaskan sebelumnya.
- Melewatkan lelehan melalui filter busa keramik AdTech yang berukuran sesuai dengan aplikasinya.
- Pertahankan suhu filter di atas 600°C untuk mencegah pemadatan dini (diperlukan pemanasan awal kotak filter).
Langkah 7: Pengecoran
- Tuang pada suhu yang tepat untuk paduan dan proses.
- Gunakan pengisian yang tenang dan terkendali untuk meminimalkan turbulensi.
- Pertahankan tekanan balik dengan laju penuangan yang terkontrol.
Efek Perlakuan Gabungan pada Kandungan Hidrogen dan Inklusi
| Tahap Perawatan | Kandungan H (cc/100g) | Tingkat Inklusi (mm²/kg PoDFA) | Indeks Kepadatan |
|---|---|---|---|
| Setelah peleburan (tanpa perawatan) | 0,40 hingga 0,60 | 2,0 hingga 5,0 | 8% hingga 15% |
| Setelah perawatan fluks | 0,35 hingga 0,50 | 0,8 hingga 2,5 | 6% hingga 10% |
| Setelah degassing | 0,08 hingga 0,15 | 0,5 hingga 1,5 | 1.5% hingga 4% |
| Setelah penyaringan busa keramik | 0,08 hingga 0,15 | 0,05 hingga 0,30 | 1.0% hingga 2.5% |
| Perawatan gabungan lengkap | 0,07 hingga 0,12 | 0,03 hingga 0,15 | 0,8% hingga 1,5% |
Bagaimana Proses Pengecoran yang Berbeda Mempengaruhi Tingkat Porositas dan Persyaratan Perawatan?
Setiap proses pengecoran aluminium memiliki profil risiko porositas yang berbeda yang ditentukan oleh tingkat pemadatan, permeabilitas cetakan, dan sensitivitas terhadap kebersihan lelehan. Persyaratan perawatan berskala sesuai dengan itu.
Risiko Porositas dan Intensitas Perawatan dengan Proses Pengecoran
| Proses Pengecoran | Jenis Porositas Primer | Tingkat Pendinginan | Diperlukan Intensitas Perawatan |
|---|---|---|---|
| Pengecoran pasir | Gas + Penyusutan | Sangat lambat | Degassing, fluks, filtrasi tinggi - penuh, penuh, filtrasi |
| Cetakan permanen (cetakan gravitasi) | Gas + Penyusutan | Sedang | Degassing tinggi, penyaringan penting |
| Pengecoran die casting bertekanan rendah | Gas + Penyusutan | Sedang hingga cepat | Kualitas lelehan yang tinggi dan presisi sangat penting |
| Pengecoran die casting bertekanan tinggi | Gas (udara yang terperangkap) | Sangat cepat | Sedang - degassing tidak terlalu kritis, tombol kontrol bidikan |
| Pengecoran investasi | Gas + Penyusutan | Lambat hingga sedang | Sangat tinggi - diperlukan kebersihan lelehan tertinggi |
| Pengecoran berkelanjutan (billet) | Gas | Cepat | Standar degassing dan filtrasi inline yang tinggi |
| Pengecoran busa yang hilang | Gas + gas pirolisis | Lambat | Sangat tinggi - gas dari pola busa menambah H |
Pengecoran Mati Bertekanan Tinggi: Kasus Khusus
HPDC unik karena tekanan injeksi yang sangat tinggi (500 hingga 1500 bar) memampatkan pori-pori gas selama pemadatan, sehingga tidak terlalu terlihat. Namun, aluminium HPDC sebenarnya mengandung gas terlarut yang signifikan - ini hanya tampak sebagai mikroporositas yang sangat halus dan terdistribusi daripada pori-pori besar. Mikroporositas ini menjadi masalah ketika:
- Komponen diberi perlakuan panas (T6 atau T7) - pelepuhan terjadi karena pori-pori mengembang selama perlakuan panas larutan.
- Bagian-bagian yang dilas - porositas menyebabkan percikan las dan cacat.
- Diperlukan kinerja yang kedap tekanan.
Untuk HPDC yang memproduksi komponen yang dapat diolah dengan panas atau yang dapat dilas, perlakuan degassing sebelum pengecoran sangat penting meskipun dalam kondisi pemadatan bertekanan tinggi.
Apa Saja Kesalahan Umum yang Menyebabkan Tingkat Porositas Tinggi Meskipun Telah Dilakukan Perawatan Peleburan?
Bahkan dengan peralatan degassing, sistem filtrasi, dan produk fluks, banyak pengecoran yang terus mengalami masalah porositas karena kesalahan proses yang sistematis yang merusak perlakuan peleburan yang benar.
Kegagalan Kontrol Porositas Paling Umum
Waktu Degassing Tidak Cukup
Kesalahan tekanan produksi yang umum terjadi. Jika siklus degassing dipotong dari 20 menit menjadi 12 menit karena tekanan yang dijadwalkan, kadar hidrogen mungkin hanya mencapai 0,20 cc/100g, bukan 0,10 cc/100g - tingkat yang masih menghasilkan porositas yang signifikan pada komponen cor pasir. Selalu lakukan verifikasi dengan pengukuran indeks densitas sebelum pengecoran.
Reabsorpsi Hidrogen Setelah Degassing
Lelehan yang terdegassasi dengan baik akan menyerap kembali hidrogen dengan cepat jika diletakkan tanpa penutup di dalam sendok atau tungku terbuka. Tanpa fluks penutup AdTech yang melindungi permukaan lelehan, kadar hidrogen dapat kembali ke 0,20 hingga 0,30 cc/100g dalam waktu 20 hingga 30 menit dalam kondisi kelembapan tinggi. Perlakuan degassing harus dipertimbangkan dalam konteks rantai proses secara keseluruhan, bukan hanya stasiun degassing.
Filter Busa Keramik Dingin
Memasang filter busa keramik ke dalam kotak filter dingin menyebabkan logam pertama yang melalui filter membeku, menghalangi pori-pori dan menciptakan head loss yang berlebihan. Hal ini menghasilkan kondisi pengisian yang bergejolak dan memercik yang menghasilkan oksida bifilm bahkan pada logam yang bersih. Kotak filter harus dipanaskan terlebih dahulu hingga setidaknya 600°C sebelum kontak dengan logam.
Penambahan Fluks Basah
Menambahkan fluks yang terkontaminasi uap air ke dalam lelehan akan memasukkan hidrogen secara langsung ke dalam logam - kebalikan dari efek yang diinginkan. Semua produk fluks AdTech harus disimpan dalam wadah tertutup di lingkungan yang kering dan harus dipanaskan terlebih dahulu hingga 100 ° C hingga 150 ° C sebelum digunakan jika ada keraguan tentang kadar air.
Latihan Menuang yang Bergejolak
Semua perlakuan peleburan di dunia tidak dapat mengimbangi penuangan turbulen yang menghasilkan oksida bifilm dalam rongga cetakan. Sistem gating yang diisi dari bawah, laju pengisian yang terkontrol, dan filter tingkat aliran dalam sistem gating merupakan pelengkap penting untuk degassing dan filtrasi tingkat sendok.
Pertanyaan yang Sering Diajukan Tentang Mengurangi Porositas pada Pengecoran Aluminium
T1: Apa langkah tunggal yang paling efektif untuk mengurangi porositas dalam pengecoran aluminium?
Rotary degassing adalah langkah individual yang paling berdampak untuk mengurangi porositas gas. Siklus degassing yang dijalankan dengan benar akan mengurangi kandungan hidrogen dari 0,30 hingga 0,60 cc/100g menjadi 0,07 hingga 0,12 cc/100g, yang menghilangkan kekuatan pendorong utama untuk pembentukan pori-pori gas. Namun, degassing saja tidak dapat mengatasi porositas penyusutan atau porositas berinti inklusi - program perawatan peleburan lengkap yang menggabungkan degassing, perawatan fluks, dan penyaringan busa keramik memberikan hasil terbaik secara keseluruhan.
T2: Bagaimana cara mengetahui apakah porositas saya berasal dari hidrogen atau penyusutan?
Periksa morfologi pori-pori pada penampang melintang yang telah dipoles atau pada gambar sinar-X. Pori-pori gas berbentuk bulat dan berdinding halus, terdistribusi secara relatif seragam. Pori-pori penyusutan tidak beraturan, bersudut, dan sering kali saling berhubungan dalam suatu jaringan, terkonsentrasi di daerah pemadatan terakhir pada bagian yang tebal dan kantong-kantong yang buta. Lokasinya juga bersifat diagnostik - penyusutan selalu terjadi pada titik panas termal yang dapat diprediksi dari geometri penampang, sedangkan porositas gas lebih terdistribusi secara acak.
T3: Berapa kadar hidrogen dalam lelehan aluminium yang dapat diterima sebelum pengecoran?
Tingkat hidrogen yang dapat diterima tergantung pada aplikasinya. Untuk coran kedirgantaraan dan coran kedap tekanan: di bawah 0,10 cc/100g (indeks kepadatan di bawah 1,0%). Untuk pengecoran otomotif struktural: di bawah 0,12 cc/100g (indeks densitas di bawah 1,5%). Untuk pengecoran pasir umum dengan persyaratan kualitas moderat: di bawah 0,15 hingga 0,20 cc/100g dapat diterima. Untuk aplikasi non-struktural: di bawah 0,25 cc/100g.
T4: Dapatkah filter busa keramik menghilangkan hidrogen terlarut dari aluminium?
Filter busa keramik adalah perangkat filtrasi fisik yang menangkap inklusi padat - partikel oksida, senyawa intermetalik, dan fragmen tahan api. Mereka tidak memiliki mekanisme untuk menghilangkan gas hidrogen terlarut. Penghilangan hidrogen membutuhkan perawatan degassing dengan gelembung gas inert. Filtrasi dan degassing adalah proses pelengkap yang mengatasi sumber cacat yang berbeda.
T5: Berapa lama lelehan aluminium tetap bersih setelah perawatan degassing?
Dalam tungku penampung tertutup dengan fluks penutup AdTech yang melindungi permukaan lelehan, lelehan yang diolah mempertahankan kadar hidrogen yang dapat diterima (di bawah 0,15 cc / 100g) selama sekitar 45 hingga 90 menit tergantung pada kelembapan sekitar. Tanpa perlindungan fluks penutup, dalam kondisi kelembaban tinggi, kadar hidrogen dapat kembali ke nilai pra-perlakuan dalam waktu 20 hingga 30 menit. Waktu antara degassing dan pengecoran harus selalu diminimalkan, dan fluks penutup harus digunakan selama periode penahanan.
T6: Filter busa keramik peringkat PPI apa yang harus saya gunakan untuk pengecoran aluminium?
Peringkat PPI yang tepat tergantung pada persyaratan kualitas pengecoran dan jenis paduan. 20 hingga 30 PPI cocok untuk pasir aluminium umum dan pengecoran cetakan permanen. 30 hingga 40 PPI direkomendasikan untuk pengecoran struktural otomotif dan pengecoran yang sangat penting untuk keselamatan. 40 hingga 60 PPI digunakan untuk aplikasi kedirgantaraan dan integritas tertinggi. Peringkat PPI yang lebih tinggi menghilangkan lebih banyak inklusi tetapi menciptakan hambatan aliran yang lebih tinggi - ukuran filter harus dihitung ulang saat menentukan nilai yang lebih halus.
T7: Apakah die casting bertekanan tinggi membutuhkan perawatan degassing?
Ya, terutama ketika coran yang diproduksi akan diberi perlakuan panas (T6), dilas, atau digunakan dalam aplikasi yang bertekanan. Meskipun pemadatan cepat HPDC menekan pori-pori besar yang terlihat, hidrogen terlarut masih menyebabkan mikroporositas yang menjadi nyata selama perlakuan panas (blistering) atau pengelasan. Operasi HPDC yang memproduksi komponen semacam itu harus menerapkan perawatan degassing hulu di tungku penampung.
T8: Apa peran fluks penutup dalam pencegahan porositas?
Fluks penutup berfungsi sebagai penghalang fisik dan kimiawi antara permukaan aluminium cair dan atmosfer. Ini mencegah kelembaban atmosfer menghubungi lelehan dan memasukkan kembali hidrogen setelah perawatan degassing. Ini juga mencegah oksidasi permukaan dan pembentukan bifilm selama penahanan dan pemindahan. Tanpa fluks penutup, reabsorpsi hidrogen antara stasiun degassing dan cetakan dapat meniadakan sebagian besar manfaat perawatan degassing.
T9: Bagaimana cara pembuangan sampah dan terak mengurangi porositas pengecoran?
Sampah permukaan dan terak merupakan reservoir inklusi oksida dan gas yang terperangkap. Jika dross terganggu selama skimming atau pemindahan logam, dross akan terperangkap di dalam lelehan sebagai awan inklusi yang membentuk porositas selama pemadatan. Penghilang terak AdTech (drossing agent) mengubah terak basah dan lengket menjadi bubuk kering yang terpisah dengan bersih dari permukaan logam tanpa masuknya kotoran, sehingga mengurangi kontaminasi inklusi dari sumber ini secara signifikan.
Q10: Dapatkah porositas pada coran aluminium diperbaiki setelah pengecoran dilakukan?
Porositas permukaan yang kecil dapat diresapi dengan resin termoseting di bawah vakum dan tekanan - sebuah proses yang disebut impregnasi vakum - yang menutup pori-pori untuk aplikasi kedap tekanan tanpa memengaruhi sifat mekanik. Ini banyak digunakan dalam pengecoran aluminium otomotif sebagai proses penyelamatan. Namun, porositas struktural internal yang mengurangi sifat mekanik tidak dapat diperbaiki secara efektif, dan coran yang terpengaruh harus dibuang. Pencegahan melalui perlakuan peleburan yang tepat selalu lebih ekonomis daripada operasi penyelamatan pasca-pengecoran.
Kesimpulan: Pendekatan Terpadu untuk Kontrol Porositas dalam Pengecoran Aluminium
Porositas pada pengecoran aluminium adalah masalah multifaktorial yang menuntut solusi multifaktorial. Tidak ada satu langkah produk atau proses yang dapat menghilangkan porositas di semua akar penyebabnya. Pengecoran yang mencapai tingkat penolakan yang rendah secara konsisten - indeks densitas di bawah 1.5%, tingkat kualitas sinar-X 0 hingga 1 - adalah pengecoran yang mengimplementasikan setiap elemen dari rantai perlakuan peleburan secara sistematis dan mengukur hasilnya pada setiap tahap.
Kerangka kerja solusi terintegrasi:
- Unit degassing online AdTechmenghilangkan hidrogen terlarut hingga di bawah 0,10 cc/100g melalui teknologi rotor-stator yang dioptimalkan dengan argon atau nitrogen.
- Filter busa keramik AdTechmenangkap inklusi non-logam hingga ukuran partikel sub-milimeter, menghilangkan porositas berinti inklusi.
- Fluks pemurnian AdTechmenggumpalkan dan menghilangkan partikel oksida halus dan fragmen bifilm yang tidak dapat ditangkap oleh penyaringan saja.
- Fluks penutup AdTechmelindungi lelehan yang terdegassasi dari reabsorpsi hidrogen selama penahanan dan pemindahan.
- Penghilang terak AdTechmengkondisikan sampah untuk pembuangan bersih tanpa masuknya kotoran.
- Disiplin prosespengeringan muatan yang benar, suhu penuangan yang sesuai, laju pengisian yang terkontrol, dan desain gating yang memadai melengkapi gambaran tersebut.
Setiap produk dalam rangkaian perawatan peleburan aluminium AdTech menangani mekanisme porositas tertentu. Bersama-sama, mereka membentuk sistem kualitas komprehensif yang mengubah porositas dari masalah produksi kronis menjadi variabel proses yang terkendali, terukur, dan dapat dikelola.
Referensi teknis ini diterbitkan oleh tim editorial dan teknik AdTech. AdTech mendesain dan memproduksi peralatan pengolahan lelehan aluminium dan produk yang dapat dikonsumsi - termasuk unit degassing online, filter busa keramik, fluks pemurnian, fluks penutup, dan bahan penghilang terak - untuk pengecoran aluminium dan operasi pengecoran di seluruh dunia.
