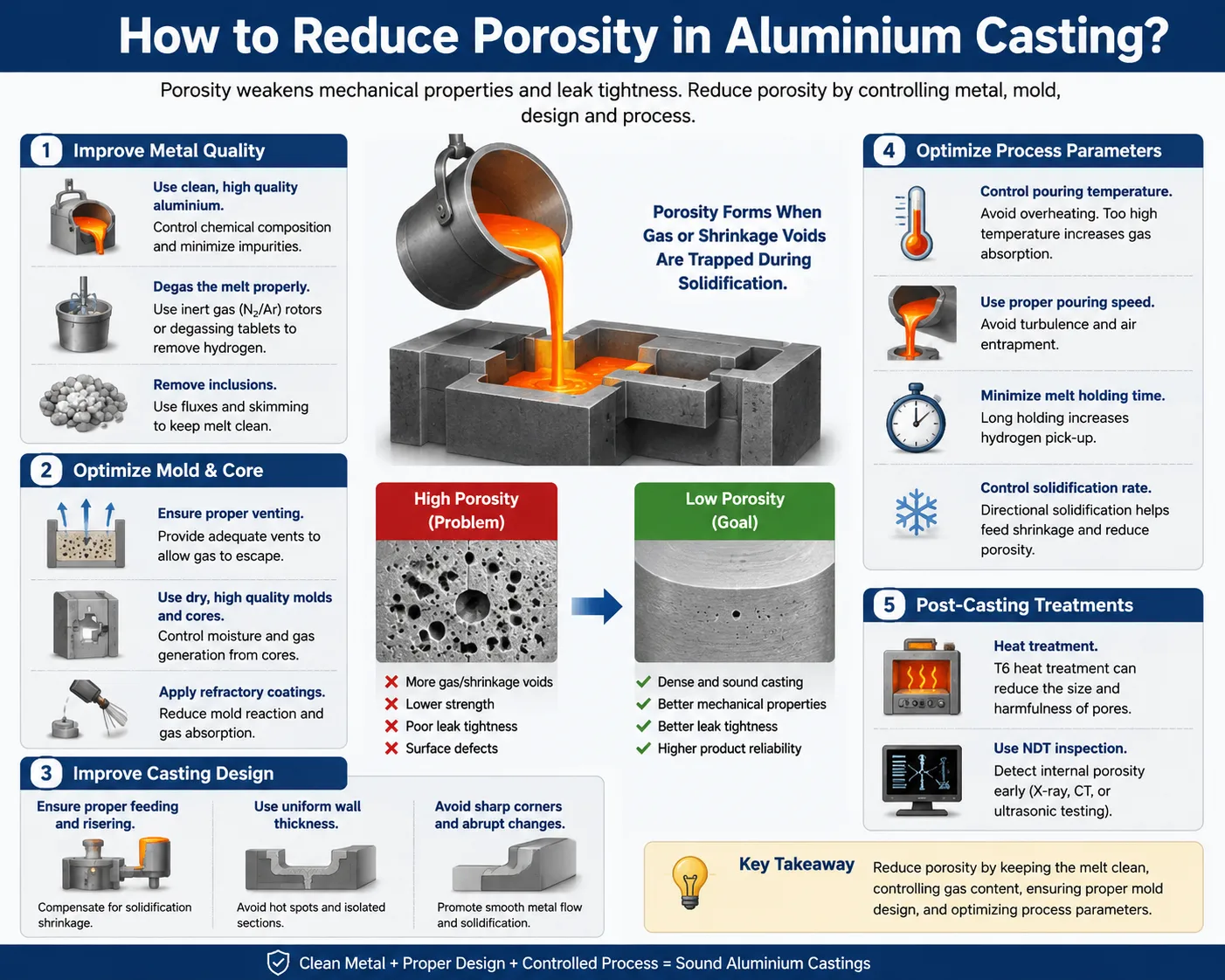
Die Porosität im Aluminiumguss kann durch die Kombination von vier bewährten Prozesskontrollen wirksam reduziert werden: Rotationsentgasung um gelösten Wasserstoff zu entfernen, Keramikschaumfiltration zur Beseitigung nichtmetallischer Einschlüsse, die Behandlung des Flussmittels mit Raffiniermitteln und Schlackenentfernern zur Reinigung der Schmelze sowie optimierte Erstarrungsbedingungen einschließlich kontrollierter Abkühlungsraten und Anschnittsystemdesign. Unsere Erfahrung in der Zusammenarbeit mit Aluminiumgießereien in verschiedenen Gießverfahren hat gezeigt, dass Anlagen, die alle vier Maßnahmen gleichzeitig durchführen, Wasserstoffgehalte von unter 0,10 cc/100g und Dichteindexwerte von unter 1,5% erreichen - Schwellenwerte, die Porosität als Ursache für die Ablehnung von Strukturgussteilen praktisch ausschließen. Die Behandlung von nur einer oder zwei dieser Variablen und die Vernachlässigung der anderen führt bestenfalls zu marginalen Verbesserungen.
Wenn Ihr Projekt die Verwendung einer Entgasungseinheit und eines Aluminiumflussmittels erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist Porosität im Aluminiumguss und warum verursacht sie Gussabfälle?
Unter Porosität versteht man das Vorhandensein von Hohlräumen, Löchern oder Diskontinuitäten in einem erstarrten Aluminiumgussstück. Diese inneren Defekte reduzieren den effektiven tragenden Querschnitt des Teils, wirken als Spannungskonzentrationspunkte bei mechanischer Belastung und schaffen Leckagepfade in druckdichten Anwendungen. Ein Gussteil, das die Sichtprüfung besteht, kann so viel innere Porosität aufweisen, dass es die zerstörende mechanische Prüfung oder die Druckprüfung nicht besteht.
Die finanziellen Folgen von porositätsbedingtem Ausschuss sind erheblich. Ausschussraten von 5% bis 15%, die auf Porosität zurückzuführen sind, sind in Gießereien ohne systematische Schmelzebehandlungsprogramme üblich. Bei hochwertigen Aluminiumkomponenten für die Luft- und Raumfahrt, für Sicherheitssysteme in der Automobilindustrie und für hydraulische Geräte kann schon ein einziger Ausschuss einen erheblichen Verlust an Material- und Verarbeitungskosten bedeuten.
Zwei unterschiedliche Arten von Porosität in Aluminium
Es ist wichtig, den Unterschied zwischen Gasporosität und Schrumpfungsporosität zu verstehen, da beide Arten unterschiedliche Ursachen haben und unterschiedliche Korrekturmaßnahmen erfordern.
Gasporosität (Wasserstoffporosität)
Gasporosität entsteht, wenn sich der im flüssigen Aluminium gelöste Wasserstoff beim Erstarren als Blasen abscheidet. Die Löslichkeit von Wasserstoff in Aluminium nimmt bei der Liquidustemperatur stark ab - von etwa 0,65 cm3/100g in flüssigem Aluminium bei 660°C auf weniger als 0,034 cm3/100g in festem Aluminium. Jeglicher Wasserstoff oberhalb dieser Löslichkeitsgrenze muss entweder an die Oberfläche entweichen, bevor die Erstarrung abgeschlossen ist, oder bleibt als kugelförmige oder nahezu kugelförmige Poren im Gussstück eingeschlossen.
Gasporen sind charakteristisch:
- Abgerundete oder kugelförmige Form.
- Glatte innere Oberflächen (keine dendritische Textur).
- Sie sind relativ gleichmäßig über den Gussquerschnitt verteilt.
- Der Durchmesser reicht von 0,1 mm bis zu mehreren Millimetern.
Schrumpfung Porosität
Schrumpfungsporosität entsteht, weil flüssiges Aluminium während der Erstarrung um etwa 6% bis 7% an Volumen schrumpft. Wenn das Anschnitt- und Speisungssystem nicht in der Lage ist, flüssiges Metall zuzuführen, um diese Volumenverringerung bei fortschreitender Erstarrung auszugleichen, bilden sich in den zuletzt erstarrenden Bereichen des Gussteils Hohlräume.
Charakteristisch sind Schrumpfporen:
- Unregelmäßige, eckige oder dendritische Form.
- Raue Innenflächen mit sichtbaren Dendritenarmen.
- Sie befinden sich in thermisch heißen Bereichen (dicke Profile, blinde Ecken).
- Oft sind sie miteinander verbunden und bilden rissartige Netze.
| Merkmal | Gas Porosität | Schrumpfung Porosität |
|---|---|---|
| Form | kugelförmig, abgerundet | Unregelmäßig, eckig |
| Innere Oberfläche | Glatt | Grob, dendritisch |
| Vertrieb | Relativ einheitlich | Konzentriert an Brennpunkten |
| Primäre Ursache | Gelöster Wasserstoff | Unzureichende Metallzufuhr |
| Lösung zur Schmelzbehandlung | Entgasung, Filtration | Gatter-/Risering-Design |
| Ist die Flux-Behandlung wirksam? | Ja | Nein |
| Ist die Entgasung wirksam? | Ja | Nein |
Was verursacht eine hohe Porosität in Aluminiumgussstücken?
Die Identifizierung der Grundursache von Porosität vor der Auswahl von Korrekturmaßnahmen spart viel Zeit, Material und Kosten. Wir haben erlebt, dass Gießereien monatelang mit der Anpassung von Entgasungsparametern verbracht haben, obwohl das eigentliche Problem in einer unzureichenden Speiserkonstruktion lag - und andersherum.
Quellen des Wasserstoffs in Aluminiumschmelzen
Wasserstoff ist das einzige Gas, das sich in flüssigem Aluminium in technisch bedeutenden Mengen löst. Jede Feuchtigkeitsquelle in der Schmelz- und Gießumgebung ist eine potenzielle Wasserstoffquelle, da Aluminium mit Wasserdampf gemäß der folgenden Reaktion reagiert:
2Al + 3H₂O = Al₂O₃ + 3H₂
Der bei dieser Reaktion entstehende atomare Wasserstoff löst sich rasch im flüssigen Aluminium auf. Zu den Quellen der feuchtigkeitsbedingten Wasserstoffaufnahme gehören:
- Nasse oder kontaminierte Ladungsmaterialien: Recycelter Schrott, Retouren und Barren mit Oberflächenfeuchtigkeit, Ölen, Farben oder Beschichtungen.
- Feuchte Atmosphäre über der SchmelzeBesonders schwerwiegend während der Sommermonate oder in küstennahen Einrichtungen mit hoher Umgebungsfeuchtigkeit.
- Nasse feuerfeste Auskleidungen: neu installierte oder reparierte gießbare feuerfeste Materialien oder Auskleidungen, die während der Stillstandszeiten Feuchtigkeit aufgenommen haben.
- Geräte und Werkzeuge für die Nassentgasung: Laufräder, Lanzen, Pfannen und Rinnen, die nicht ausreichend vorgewärmt wurden.
- Nasse Flussmittel und Abdeckmittel: schlecht gelagerte oder mit Feuchtigkeit verunreinigte Flussmittel.
- Wasserstoff aus VerbrennungsproduktenErdgasverbrennung in Öfen mit offener Flamme erzeugt Wasserdampf, der mit der Schmelzoberfläche in Berührung kommt.
Quellen nicht-metallischer Einschlüsse
Einschlüsse sind feste, im flüssigen Aluminium suspendierte Partikel, die sich nicht auflösen und nicht Teil des beabsichtigten Legierungsgefüges werden. Sie verringern die Reinheit der Schmelze und können während der Erstarrung sowohl Gasporen als auch Lunker entstehen lassen.
Zu den Quellen der Aufnahme gehören:
- Aluminiumoxidfilme (Bifilme), die durch turbulente Schmelzbehandlung gebildet werden.
- Mitgerissene Ofenschlacke und feuerfeste Partikel.
- Intermetallische Verbindungen (eisenhaltige Phasen in wiederverwerteten Legierungen).
- Flussmittelpartikel aus schlecht gemischten oder unvollständig gelösten Flussmittelzusätzen.
- Aluminiumnitrid (AlN) aus der Stickstoffentgasung von magnesiumhaltigen Legierungen.
Prozessfaktoren, die zur Porosität beitragen
Neben der Schmelzchemie haben mehrere Prozessparameter einen direkten Einfluss auf die endgültige Gussporosität:
- Gießtemperatur zu hoch: Erhöht die Wasserstofflöslichkeit, verlängert die Flüssigkeitsdauer und ermöglicht eine bessere Gasaufnahme.
- Gießtemperatur zu niedrig: Verringert die Fließfähigkeit, verursacht Kaltverschlüsse und Fehlfahrten, die Gas einschließen.
- Turbulente Gießpraxis: zieht Luft mit sich und erzeugt Bifilmoxide.
- Unzureichendes Anschnittsystem: verursacht Strahlenbildung, Lufteinschlüsse und unzureichende Zufuhr zu heißen Stellen.
- Schlecht konstruierte Tragegurte: Die Erstarrungsschrumpfung in dicken Abschnitten wird nicht kompensiert.
- Unzureichende Schmelzebehandlungszeit: Entgasungszyklus zu kurz, um den angestrebten Wasserstoffgehalt zu erreichen.
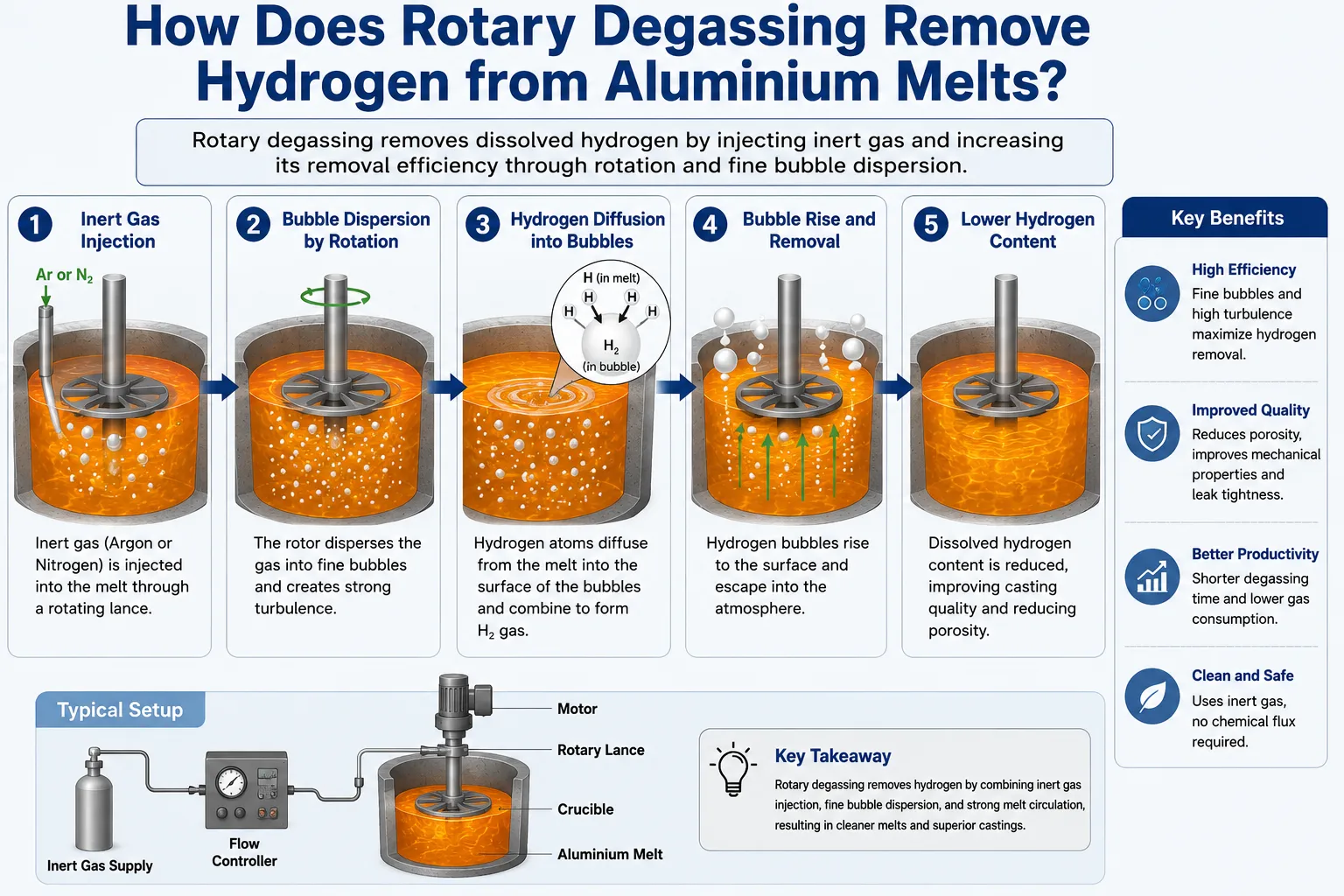
Wie entfernt die Rotationsentgasung Wasserstoff aus Aluminiumschmelzen?
Die Rotationsentgasung ist die wirksamste und am weitesten verbreitete Methode zur Entfernung von Wasserstoff aus Aluminiumschmelzen. Eine Graphitrotor-Stator-Anordnung, die sich mit 200 bis 600 Umdrehungen pro Minute dreht, verteilt das Inertgas (Argon oder Stickstoff) in feinen Blasen in der Schmelze. Jede Blase weist einen Partialdruck von im Wesentlichen null Wasserstoff auf, wodurch ein Diffusionsgradient entsteht, der den gelösten Wasserstoff aus der Schmelze in die aufsteigenden Blasen treibt, die ihn an die Oberfläche und aus dem Bad befördern.
So funktioniert die AdTech-Entgasungseinheit
Die Online-Entgasungsanlage von AdTech verwendet ein präzisionsgefertigtes Rotor-Stator-System, das im gesamten Schmelzvolumen gleichmäßige, feine Blasen erzeugt. Die wichtigsten Leistungsfaktoren sind:
- Größe der BlaseKleinere Blasen bieten eine größere Oberfläche pro Volumeneinheit des Gases, was die Effizienz der Wasserstoffabscheidung verbessert. AdTech-Rotoren erzeugen Blasen im Bereich von 1 mm bis 3 mm.
- Rotordrehzahl: 300 bis 500 Umdrehungen pro Minute sind der optimale Betriebsbereich für die meisten Anwendungen - zu langsam erzeugt große Blasen, zu schnell führt zu Oberflächenturbulenzen und Oxidmitnahme.
- Durchflussmenge des Gases2 bis 6 Nm³/Stunde je nach Schmelzvolumen und angestrebtem Wasserstoffgehalt.
- Dauer der Behandlung: 15 bis 30 Minuten für die Entgasung von Chargenöfen; kontinuierliche Inline-Behandlung für Gießanlagen.

Leistungsstandards für die Entgasung
| Parameter | Vor der Entgasung | Nach ordnungsgemäßer Entgasung |
|---|---|---|
| Wasserstoffgehalt (cc/100g) | 0,30 bis 0,60 | 0,07 bis 0,12 |
| Dichte-Index (%) | 5% bis 15% | Unter 1,5% |
| Bewertung der Porosität (Röntgen) | Stufe 3 bis 5 | Stufe 0 bis 1 |
| Dauer der Behandlung | K.A. | 15 bis 30 Minuten |
| Gasverbrauch (Ar) | K.A. | 20 bis 50 Nm³/Tonne |
Stickstoff vs. Argon zur Aluminiumentgasung
Sowohl Stickstoff als auch Argon entfernen Wasserstoff durch denselben Partialdruckmechanismus. Argon ist chemisch inert gegenüber allen Aluminiumlegierungen und führt zu einem etwas geringeren Endwasserstoffgehalt. Stickstoff ist wesentlich billiger, reagiert aber mit magnesiumhaltigen Legierungen (5xxx, 7xxx-Serie) und bildet Aluminiumnitrideinschlüsse, die schädlicher sind als der Wasserstoff, den sie entfernen helfen.
Unsere Empfehlung: Verwenden Sie Argon für alle Legierungen mit einem Magnesiumgehalt von mehr als 1,5% und Stickstoff nur für Legierungen mit einem Magnesiumgehalt von weniger als 0,5%, bei denen die Kostenkontrolle eine Priorität ist.
Wie entfernen keramische Schaumstofffilter Einschlüsse aus Aluminiumschmelzen?
Selbst nach gründlicher Entgasung enthalten Aluminiumschmelzen schwebende feste Einschlüsse - Oxidschichten, intermetallische Partikel, Feuerfestfragmente und Flussmittelrückstände -, die die Gussqualität unabhängig vom Wasserstoffgehalt beeinträchtigen. Die keramische Schaumfiltration ist die effektivste Methode zur Entfernung dieser Einschlüsse, bevor die Schmelze in die Form gelangt.
Funktionsweise von AdTech Ceramic Foam Filtern
AdTech Schaumkeramikfilter (CFF) sind dreidimensionale, offenzellige Keramikstrukturen mit miteinander verbundenen, gewundenen Strömungswegen. Wenn Aluminium durch den Filter fließt, werden die Einschlüsse durch drei Mechanismen aufgefangen:
- Mechanische Abschirmung: Partikel, die größer als die Zellgröße sind, werden physisch blockiert.
- TrägheitsaufprallPartikel mit ausreichender Masse können dem gekrümmten Strömungsweg nicht folgen und prallen auf die Keramikwände.
- Diffusion und Adhäsion: Sehr feine Partikel diffundieren auf keramische Oberflächen und haften durch die Anziehungskraft der Oberflächenenergie.
Das Ergebnis ist eine Schmelze mit einem drastisch reduzierten Gehalt an Einschlüssen, die in den Formhohlraum gelangen, wodurch sauberes Metall mit weniger Keimstellen für Porosität entsteht.

AdTech CFF Spezifikationen und Auswahl
| Filtergrad (PPI) | Größe der Zelle (mm) | Anmeldung | Effizienz bei der Entfernung von Einschlüssen |
|---|---|---|---|
| 10 PPI | 2,5 bis 3,0 mm | Primäre Grobfiltration, schrottlastige Schmelzen | 60% bis 70% |
| 20 PPI | 1,2 bis 1,5 mm | Aluminiumguss für allgemeine Zwecke | 70% bis 80% |
| 30 PPI | 0,8 bis 1,0 mm | Qualitativ hochwertige Gussteile für die Automobilindustrie und für die Bauindustrie | 80% bis 88% |
| 40 PPI | 0,6 bis 0,7 mm | Hochintegrierter Guss, Luft- und Raumfahrtqualität | 88% bis 93% |
| 50 PPI | 0,4 bis 0,5 mm | Premium-Filterung, kritische Anwendungen | 93% bis 97% |
| 60 PPI | 0,3 bis 0,4 mm | Maximale Sauberkeit, Luft- und Raumfahrt und Mil-Spezifikation | 95% bis 98% |
CFF-Werkstoffklassen für verschiedene Aluminiumlegierungen
AdTech liefert Schaumkeramikfilter in verschiedenen Materialzusammensetzungen, die auf unterschiedliche Legierungschemien und Gießtemperaturen abgestimmt sind:
- Tonerde (Al₂O₃) CFF: am weitesten verbreitet, geeignet für alle Standard-Aluminiumlegierungen bei 660°C bis 780°C.
- Zirkoniumdioxid (ZrO₂) CFF: für Anwendungen bei höheren Temperaturen und Legierungen über 800°C.
- Siliziumkarbid (SiC) CFF: höchste Festigkeit und Temperaturwechselbeständigkeit, geeignet für reaktive Legierungen.
- Magnesia (MgO) CFF: Spezialsorte für hochmagnesiumhaltige Aluminiumlegierungen.
CFF-Installation und -Größenbestimmung
Die korrekte Dimensionierung des Filters ist entscheidend. Ein unterdimensionierter Filter führt zu übermäßigem Druckverlust, verlangsamt die Füllrate und kann zu Kaltstartdefekten führen. Ein überdimensionierter Filter ist verschwenderisch und erreicht möglicherweise keine ausreichende Strömungsgeschwindigkeit für eine effektive Abscheidung von Einschlüssen.
Berechnung der Filtergröße:
- Filterfläche (cm²) = Schmelzedurchsatz (kg/min) / Durchsatzfaktor (typischerweise 1,5 bis 2,5 kg/min-cm²).
- Für ein 100 kg schweres Gussteil, das in 60 Sekunden gegossen wird: Durchflussmenge = 100 kg/min, Filterfläche = 100/2,0 = 50 cm².
- Dies entspricht etwa einem Filter von 75 mm × 75 mm bei 20 bis 30 PPI.
Welche Flussmittel und Läuterungsmittel werden zur Reinigung von Aluminiumschmelzen verwendet?
Die Flussmittelbehandlung ist die chemische Ergänzung zu den physikalischen Verfahren der Entgasung und Filtration. Veredelungsflussmittel reagieren mit nichtmetallischen Einschlüssen oder agglomerieren diese, so dass sie durch Abschöpfen oder Filtrieren leichter entfernt werden können. Abdeckmittel schützen die Schmelzoberfläche vor der Aufnahme von Wasserstoff aus der Atmosphäre. Entschlackungsmittel (Krätzeentferner) verändern die physikalischen Eigenschaften der Oberflächenkrätze, um eine saubere Trennung von der Schmelze zu erleichtern.
AdTech Flussmittel verfeinern: Mechanismus und Anwendung
AdTech Aluminiumraffinationsflussmittel ist eine sorgfältig formulierte Mischung aus anorganischen Chlorid- und Fluoridsalzen, die für die Behandlung von Aluminiumschmelzen optimiert ist. Wenn das Flussmittel in die Schmelze eingebracht wird (durch Injektion durch den Entgasungsrotor oder durch Eintauchen auf die Schmelzoberfläche), erfüllt es mehrere Funktionen gleichzeitig:
Einschluss Agglomeration
Einzelne feine Oxidpartikel und Bifilmfragmente sind zu klein, um durch die Schmelze aufzusteigen oder durch Grobfiltration aufgefangen zu werden. Das Raffinationsflussmittel benetzt und agglomeriert diese feinen Partikel zu größeren Clustern, die leichter an die Schmelzoberfläche aufsteigen und abgeschöpft werden können.
Chemische Reduktion von Oxiden
Fluoridhaltige Flussmittelkomponenten greifen Aluminiumoxid chemisch an, bauen stabile Oxidschichten ab und wandeln sie in besser handhabbare Verbindungen um. Dies ist besonders wirksam gegen die dünnen Bifilm-Oxide, die sich beim turbulenten Gießen bilden und zu den schädlichsten Einschlussarten gehören.
Verbesserung der Wasserstoffreduktion
Bestimmte Flussmittelformulierungen enthalten Komponenten, die den Wasserstoffgehalt durch Reaktion mit gelöstem Wasserstoff oder durch Förderung eines effizienteren Blasen-Schmelze-Kontakts während der gleichzeitigen Entgasungsbehandlung verringern.
Entfernung von Alkalimetallen
Natrium- und Lithiumverunreinigungen in Aluminium aus recycelten Materialien führen zu Problemen bei der Kornfeinung und zur Empfindlichkeit gegenüber Heißrissbildung. Flussmittel auf Chloridbasis entfernen diese Alkalimetallverunreinigungen wirksam.

AdTech Flux Produktpalette
| Flussmittel Typ | Primäre Funktion | Methode der Anwendung | Addition Rate |
|---|---|---|---|
| Flussmittel verfeinern | Einschlussagglomeration, Oxidentfernung | Injektion oder Oberflächentauchen | 0,5 bis 2,0 kg/Tonne |
| Abdeckung des Flusses | Schutz der Schmelzoberfläche, Wasserstoffbarriere | Ausbreitung an der Oberfläche | 1,0 bis 3,0 kg/Tonne |
| Abkrätzmittel (Schlackenentferner) | Krätzekonditionierung, saubere Trennung | Oberflächenanwendung | 0,5 bis 1,5 kg/Tonne |
| Getreideveredler Flussmittel | Verfeinerung der Kornstruktur | Einspritzung oder Stabzugabe | 0,5 bis 2,0 kg/Tonne |
| Exothermer Abdeckungsfluss | Oberflächenschutz mit Wärmeentwicklung | Oberflächenausbreitung in Pfannen | 0,5 bis 1,0 kg/Tonne |
AdTech Covering Flux: Schutz der Schmelze vor Wasserstoff-Rückresorption
Ein Problem, das die Entgasungsbehandlung allein nicht lösen kann, ist die Wiederaufnahme von Wasserstoff zwischen der Entgasungsstation und der Form. Während des Transports durch Gießrinnen, Pfannen und Gießen ist die frisch entgaste Schmelzoberfläche der Atmosphäre ausgesetzt und beginnt sofort mit der Wiederaufnahme von Wasserstoff.
Das AdTech-Abdeckflussmittel, das in Warmhalteöfen, Pfannen und Transportbehältern auf die Schmelzoberfläche aufgetragen wird, bildet eine physikalische Barriere zwischen dem Metall und der Atmosphäre. Diese Barriere:
- Verringert die Rate der Wasserstoffrückresorption von 60% auf 80%.
- Verhindert Oberflächenoxidation und Bifilmbildung während der Übertragung.
- Sorgt für die Sauberkeit der Schmelze zwischen Entgasung und Abguss.
- Vergrößert das effektive Fenster zwischen Entgasungsbehandlung und akzeptablem Wasserstoffgehalt.
AdTech Schlackenentferner (Abkrätzmittel)
Aluminiumkrätze - das Oberflächengemisch aus Aluminiumoxid, Aluminiummetall und verschiedenen Verunreinigungen - bildet sich beim Schmelzen und Warmhalten kontinuierlich. Wenn sie beim Abschöpfen gestört wird, können Krätzefragmente als Einschlüsse in die Schmelze gelangen. AdTech Schlackenentferner verändert die physikalischen Eigenschaften der Krätze:
- Verringert die Viskosität der Krätze, so dass flüssiges Aluminium in die Schmelze zurückfließen kann.
- Wandelt nasse, klebrige Krätze in eine trockene, pulverförmige Form um, die sich sauber ablöst.
- Reduziert Metallverluste in der Krätze von 30% bis 50% auf 10% bis 15%
- Verhindert den Wiedereintritt von Krätze während des Abschöpfvorgangs.
Wie wirken sich die Erstarrungsbedingungen und die Parameter des Gießprozesses auf die Porosität aus?
Die Schmelzebehandlung wirkt sich auf den Wasserstoffgehalt und den Gehalt an Einschlüssen aus, aber die Erstarrungsbedingungen bestimmen, wie viel des verbleibenden Wasserstoffs und der Einschlüsse sich tatsächlich als Porosität im fertigen Gussteil manifestiert.
Abkühlungsrate und ihr Einfluss auf die Porosität
Schnellere Erstarrungsraten verringern die Porosität durch zwei Mechanismen:
- Den Wasserstoffblasen steht weniger Zeit zur Verfügung, um zu keimen und zu wachsen, bevor die Schmelze um sie herum erstarrt.
- Feinere Dendritenarmabstände (DAS) schaffen kleinere interdendritische Kanäle, durch die verbleibender Wasserstoff entweichen muss - feinere Kanäle fangen Wasserstoff effektiver ein und verteilen ihn, bevor er große Poren bilden kann.
| Abkühlungsrate (°C/s) | Typische DAS (µm) | Porositätsgrad |
|---|---|---|
| 0,1 bis 0,5 | 80 bis 150 | Hoch (wenn H > 0,15 cc/100g) |
| 0,5 bis 2,0 | 40 bis 80 | Mäßig |
| 2,0 bis 10 | 20 bis 40 | Niedrig |
| 10 bis 50 | 10 bis 20 | Sehr niedrig |
| Über 50 | Unter 10 | Minimal |
Optimierung der Gießtemperatur
Die Gießtemperatur hat einen direkten und signifikanten Einfluss auf die Wasserstoffporosität. Eine höhere Überhitzung erhöht die Wasserstofflöslichkeit in der Schmelze, lässt mehr Zeit für das Wachstum von Wasserstoffblasen vor der Erstarrung und verlängert den Zeitraum, in dem sich atmosphärischer Wasserstoff in der exponierten Schmelzoberfläche lösen kann.
Empfohlene Gießtemperaturen nach Legierung und Verfahren:
| Legierung Serie | Sandgießen (°C) | Dauerschimmel (°C) | Druckguss (°C) |
|---|---|---|---|
| 1xxx (Reines Al) | 700 bis 730 | 690 bis 720 | 670 bis 700 |
| 2xxx (Al-Cu) | 710 bis 750 | 700 bis 730 | K.A. |
| 3xxx (Al-Mn) | 700 bis 730 | 690 bis 720 | 660 bis 690 |
| 4xxx (Al-Si) | 680 bis 720 | 670 bis 710 | 650 bis 680 |
| 5xxx (Al-Mg) | 710 bis 745 | 700 bis 730 | 660 bis 700 |
| 6xxx (Al-Mg-Si) | 700 bis 735 | 690 bis 720 | 660 bis 690 |
| 7xxx (Al-Zn-Mg) | 715 bis 750 | 700 bis 730 | 660 bis 700 |
Design des Anschnittsystems zur Verhinderung von Schrumpfporosität
Bei Schwindungsporosität bietet die Schmelzebehandlung keinen Vorteil - die Lösung liegt ausschließlich in der Formgestaltung. Wichtige Grundsätze:
Gerichtetes Erstarren
Das Gussteil sollte von dem am weitesten vom Speiser entfernten Abschnitt in Richtung Speiser erstarren, so dass immer flüssiges Metall zur Speisung der Erstarrungsfront zur Verfügung steht. Abschnitte, die isoliert vom Speiseweg erstarren, entwickeln unabhängig von der Sauberkeit der Schmelze Schwindungsporosität.
Riser Sizing
Speiser müssen ein ausreichendes Volumen an flüssigem Metall enthalten, um die Erstarrungsschrumpfung des Gussteils (6% bis 7% für die meisten Aluminiumlegierungen) plus die Erstarrungsschrumpfung des Speisers auszugleichen. Eine allgemeine Faustregel lautet: Das Speiservolumen sollte mindestens 10% bis 20% des Gussvolumens betragen, das es speist.
Schüttelfrost
Außen- oder Innenkühlungen beschleunigen die lokale Erstarrung, fördern die gerichtete Erstarrung und verringern die Bildung von Hotspots. Metallkühler, die an dicken Abschnitten des Gussteils angebracht sind, erzeugen schnellere lokale Abkühlungsraten, die das Erstarrungsmuster zum Speiser hin verschieben.
Welches sind die effektivsten Methoden zur Messung der Porosität in Aluminiumgussstücken?
Eine systematische Porositätsmessung ist die Grundlage eines jeden Porositätsreduzierungsprogramms. Ohne zuverlässige Messungen können Ingenieure nicht feststellen, ob Prozessänderungen die Gussqualität verbessern oder verschlechtern.
Dichte-Index-Test (Druckminderungsprüfung)
Die am weitesten verbreitete Methode zur prozessbegleitenden Porositätsmessung in Aluminiumgießereien. Aus derselben Schmelze werden zwei Proben entnommen - eine, die bei Atmosphärendruck (1 atm) erstarrt ist, und eine, die unter reduziertem Druck (etwa 80 mbar bis 100 mbar) erstarrt ist. Die Vakuumprobe entwickelt mehr Porosität, da der niedrigere Druck die Keimbildung und das Wachstum von Wasserstoffblasen fördert.
Dichte-Index (DI) = [(ρ_atm - ρ_vacuum) / ρ_atm] × 100%
| Dichte-Index (%) | Bewertung der Schmelzequalität | Empfohlene Maßnahmen |
|---|---|---|
| Weniger als 1,0% | Ausgezeichnet | Weiter zum Gießen |
| 1,0% bis 2,0% | Gut | Für die meisten Anwendungen akzeptabel |
| 2,0% bis 3,0% | Marginal | Entgasung verlängern, Flussmittel prüfen |
| 3,0% bis 5,0% | Schlecht | Wiederholung der vollständigen Schmelzbehandlung |
| Über 5.0% | Inakzeptabel | Identifizierung der Wasserstoffquelle, Wiederaufnahme der Behandlung |
Inline-Wasserstoffmessung (Telegas / Alscan)
Direkte Messung des gelösten Wasserstoffs mit einer in die Schmelze getauchten Diffusionssonde. Sie ist genauer als der Dichte-Index-Test und liefert absolute Wasserstoff-Konzentrationswerte anstelle eines Vergleichsindexes.
- Messbereich: 0,01 bis 0,50 cc/100g
- Genauigkeit: ±0,01 bis ±0,02 cc/100g
- Reaktionszeit: 3 bis 8 Minuten pro Lesung
- Unverzichtbar für Stranggussverfahren mit hohem Durchsatz.
Röntgenstrahlenuntersuchung
Die zerstörungsfreie Prüfung fertiger Gussteile mit Hilfe der Röntgenradiographie zeigt die interne Porositätsverteilung, -größe und -dichte. Die Röntgenergebnisse werden nach ASTM E505, ASTM E155 oder nach proprietären Kundenbewertungssystemen mit den Schweregraden 1 bis 5 (bzw. A bis E in einigen Systemen) klassifiziert.
Die Röntgenradiographie ist die maßgebliche Qualitätsprüfung für strukturelle Aluminiumgussteile in der Luft- und Raumfahrt sowie in der Automobilindustrie. Sie identifiziert sowohl Gasporosität (abgerundete Schatten) als auch Schrumpfungsporosität (unregelmäßige Schatten) und lokalisiert sie für die Ursachenanalyse auf bestimmte Bereiche.
Archimedes-Methode (Dichtemessung)
Präzise Messung der Gussdichte durch hydrostatisches Wiegen. Die tatsächliche Dichte wird mit der theoretischen Dichte für die Legierungszusammensetzung verglichen. Die Differenz gibt den Prozentsatz der volumetrischen Porosität an.
Volumetrische Porosität (%) = [(ρ_theoretisch - ρ_wirklich) / ρ_theoretisch] × 100%
Diese Methode liefert einen einzigen prozentualen Wert für das gesamte Gussvolumen - sie kann weder den Ort noch die Art der Porosität bestimmen, aber sie ist einfach und zerstörungsfrei und liefert quantitative Daten für die statistische Prozesskontrolle.
Was ist der vollständige Schmelzebehandlungsprozess für Aluminiumguss mit niedriger Porosität?
Die Integration aller Schmelzebehandlungsschritte in einen kohärenten, sequenziellen Prozess unterscheidet Gießereien, die beständig Gussstücke mit geringer Porosität erzielen, von denen, die die Porosität reaktiv durch Schrottsortierung steuern.
Empfohlene Reihenfolge der Schmelzebehandlung
Schritt 1: Vorbereitung der Ladung
- Trocknen Sie alle Einsatzmaterialien vor dem Verladen (mindestens 2 Stunden bei 120°C für Barren und Rückläufer).
- Entfernen Sie Beschichtungen, Öle und Feuchtigkeit von recyceltem Schrott.
- Heizen Sie die Charge vor dem Schmelzen auf mindestens 200°C vor, um die feuchtigkeitsbedingte Wasserstoffaufnahme beim Einschmelzen zu verringern.
Schritt 2: Schmelzen
- Halten Sie die Ofenauskleidung in einem gut getrockneten Zustand - heizen Sie nach jeder Wartung oder Stillstandszeit vor.
- Halten Sie die Oberfläche der Schmelze während des Schmelzens mit dem AdTech-Abdeckflussmittel bedeckt, um die Absorption von Wasserstoff aus der Atmosphäre zu minimieren.
- Vermeiden Sie übermäßiges Rühren während des Einschmelzens - Turbulenzen reißen Oxidfilme mit.
Schritt 3: Temperatureinstellung und Legierung
- Geben Sie Vorlegierungen und Härter bei der richtigen Temperatur in die Schmelze.
- Nach dem Legieren wird AdTech Raffinierflussmittel in einer Menge von 0,5 bis 1,5 kg/Tonne durch Einspritzen oder Eintauchen hinzugefügt.
- Lassen Sie den Fluss 5 bis 10 Minuten einwirken, bevor Sie ihn abschöpfen.
Schritt 4: Entgasungsbehandlung
- Starten Sie die AdTech Online-Entgasungsanlage mit Argon oder Stickstoff bei 2 bis 5 Nm³/Stunde.
- Halten Sie die Rotordrehzahl bei 300 bis 450 RPM.
- 15 bis 25 Minuten lang behandeln
- Messen Sie den Dichteindex am Ende der Behandlung - Zielwert unter 2,0%, bevor Sie fortfahren.
Schritt 5: Abschöpfen
- Nach der Entgasung wird die Schmelzoberfläche mit AdTech Abkrätzmittel gründlich abgeschöpft, um die Oberflächenkrätze zu konditionieren.
- Entfernen Sie alle konditionierten Krätzen sauber - gestörte, nasse Krätze ist eine Hauptquelle für Einschlüsse.
- Nach dem Abschöpfen frisches AdTech-Abdeckmittel auftragen.
Schritt 6: Übertragung und Filtration
- Schmelze durch vorgewärmte Rinnen zur Gießstation befördern.
- Lassen Sie die Schmelze durch einen AdTech-Keramikschaumfilter laufen, der für die jeweilige Anwendung ausgelegt ist.
- Halten Sie die Filtertemperatur über 600°C, um ein vorzeitiges Erstarren zu verhindern (Vorwärmen der Filterbox erforderlich).
Schritt 7: Gießen
- Gießen Sie bei der richtigen Temperatur für Legierung und Verfahren.
- Füllen Sie leise und kontrolliert, um Turbulenzen zu minimieren.
- Gegendruck mit kontrollierter Gießgeschwindigkeit aufrechterhalten.
Wirkung der kombinierten Behandlung auf den Gehalt an Wasserstoff und Einschlüssen
| Behandlung Stadium | H Gehalt (cc/100g) | Einschlussgrad (mm²/kg PoDFA) | Dichte-Index |
|---|---|---|---|
| Nach dem Schmelzen (ohne Behandlung) | 0,40 bis 0,60 | 2,0 bis 5,0 | 8% bis 15% |
| Nach der Flussmittelbehandlung | 0,35 bis 0,50 | 0,8 bis 2,5 | 6% bis 10% |
| Nach der Entgasung | 0,08 bis 0,15 | 0,5 bis 1,5 | 1,5% bis 4% |
| Nach keramischer Schaumfiltration | 0,08 bis 0,15 | 0,05 bis 0,30 | 1,0% bis 2,5% |
| Vollständige kombinierte Behandlung | 0,07 bis 0,12 | 0,03 bis 0,15 | 0,8% bis 1,5% |
Wie wirken sich unterschiedliche Gießverfahren auf Porositätsgrade und Behandlungsanforderungen aus?
Jedes Aluminiumgießverfahren hat ein eigenes Porositätsrisikoprofil, das durch die Erstarrungsgeschwindigkeit, die Durchlässigkeit der Form und die Empfindlichkeit gegenüber der Schmelzesauberkeit bestimmt wird. Die Anforderungen an die Behandlung sind entsprechend.
Porositätsrisiko und Behandlungsintensität nach Gussverfahren
| Gussverfahren | Primäre Porosität Typ | Abkühlungsrate | Erforderliche Behandlungsintensität |
|---|---|---|---|
| Sandguss | Gas + Schrumpfung | Sehr langsam | Hoch - vollständige Entgasung, Flussmittel, Filtration |
| Dauerform (Kokille) | Gas + Schrumpfung | Mäßig | Hoch - Entgasung, Filtration unerlässlich |
| Niederdruck-Druckguss | Gas + Schrumpfung | Mäßig bis schnell | Hoch - präzise Schmelzqualität entscheidend |
| Druckguss | Gas (eingeschlossene Luft) | Sehr schnell | Mittel - Entgasung weniger kritisch, Schusskontrolle entscheidend |
| Feinguss | Gas + Schrumpfung | Langsam bis mäßig | Sehr hoch - höchste Schmelzsauberkeit erforderlich |
| Strangguss (Knüppel) | Gas | Schnell | Hoch - Inline-Entgasung und Filtration Standard |
| Lost Foam Gießen | Gas + Pyrolysegas | Langsam | Sehr hoch - Gas aus der Schaumstruktur trägt zu H |
Druckgießen: Ein besonderer Fall
HPDC ist einzigartig, weil der sehr hohe Einspritzdruck (500 bis 1500 bar) die Gasporen während der Erstarrung komprimiert, so dass sie weniger sichtbar sind. HPDC-Aluminium enthält jedoch tatsächlich erhebliche Mengen an gelöstem Gas - es erscheint lediglich als sehr feine, verteilte Mikroporosität und nicht als große Poren. Diese Mikroporosität wird problematisch, wenn:
- Die Bauteile werden wärmebehandelt (T6 oder T7) - die Blasenbildung entsteht durch die Ausdehnung der Poren während der Lösungswärmebehandlung.
- Teile werden geschweißt - Porosität führt zu Schweißspritzern und Defekten.
- Druckdichte Leistung ist erforderlich.
Bei der Herstellung von wärmebehandelbaren oder schweißbaren Bauteilen mit HPDC ist eine Entgasungsbehandlung vor dem Gießen trotz der Hochdruckerstarrungsbedingungen unerlässlich.
Was sind häufige Fehler, die trotz Schmelzbehandlung zu hoher Porosität führen?
Selbst wenn Entgasungsanlagen, Filtersysteme und Flussmittel vorhanden sind, treten in vielen Gießereien weiterhin Porositätsprobleme auf, weil systematische Prozessfehler die ansonsten korrekte Schmelzebehandlung untergraben.
Die häufigsten Fehler bei der Porositätskontrolle
Unzureichende Entgasungszeit
Ein häufiger Fehler beim Produktionsdruck. Wenn der Entgasungszyklus wegen des Termindrucks von 20 Minuten auf 12 Minuten verkürzt wird, kann der Wasserstoffgehalt statt 0,10 cc/100g nur 0,20 cc/100g erreichen - ein Wert, der bei Sandgussbauteilen immer noch erhebliche Porosität verursacht. Überprüfen Sie dies immer mit einer Dichte-Index-Messung vor dem Gießen.
Wasserstoff-Rückresorption nach Entgasung
Eine gut entgaste Schmelze nimmt schnell wieder Wasserstoff auf, wenn sie unbedeckt in einer offenen Pfanne oder einem Ofen liegt. Ohne ein AdTech-Abdeckmittel, das die Schmelzeoberfläche schützt, kann der Wasserstoffgehalt bei hoher Luftfeuchtigkeit innerhalb von 20 bis 30 Minuten wieder auf 0,20 bis 0,30 cm³/100 g ansteigen. Die Entgasungsbehandlung muss im Zusammenhang mit der gesamten Prozesskette betrachtet werden, nicht nur mit der Entgasungsstation.
Kaltkeramik-Schaumstofffilter
Der Einbau eines Schaumkeramikfilters in einen kalten Filterkasten führt dazu, dass das erste Metall, das den Filter durchläuft, gefriert, die Poren verstopft und einen übermäßigen Druckverlust verursacht. Dies führt zu turbulenten, spritzenden Füllbedingungen, die selbst bei sauberem Metall Bifilm-Oxide erzeugen. Die Filterkästen müssen vor dem Metallkontakt auf mindestens 600°C vorgeheizt werden.
Zusatz von Nassflussmittel
Durch die Zugabe von mit Feuchtigkeit verunreinigtem Flussmittel in die Schmelze wird Wasserstoff direkt in das Metall eingebracht - das Gegenteil der beabsichtigten Wirkung. Alle AdTech-Flussmittelprodukte sollten in versiegelten Behältern in einer trockenen Umgebung gelagert und vor der Verwendung auf 100°C bis 150°C vorgeheizt werden, wenn Zweifel am Feuchtigkeitsgehalt bestehen.
Praxis des turbulenten Gießens
Alle Schmelzebehandlung der Welt kann nicht das turbulente Gießen kompensieren, das Bifilmoxide im Formhohlraum erzeugt. Bodengefüllte Anschnittsysteme, kontrollierte Füllraten und Filter auf Stromebene im Anschnittsystem sind wesentliche Ergänzungen zur Entgasung und Filtration auf Pfannenebene.
Häufig gestellte Fragen zur Verringerung der Porosität im Aluminiumguss
F1: Was ist der effektivste Einzelschritt zur Verringerung der Porosität bei Aluminiumguss?
Die Rotationsentgasung ist der wirkungsvollste Einzelschritt zur Reduzierung der Gasporosität. Ein ordnungsgemäß durchgeführter Entgasungszyklus reduziert den Wasserstoffgehalt von 0,30 bis 0,60 cm³/100 g auf 0,07 bis 0,12 cm³/100 g, wodurch die Hauptursache für die Bildung von Gasporen beseitigt wird. Die Entgasung allein reicht jedoch nicht aus, um Schrumpfungsporosität oder Porosität mit Einschlusskernen zu beseitigen - ein komplettes Schmelzebehandlungsprogramm, das Entgasung, Flussmittelbehandlung und keramische Schaumfiltration kombiniert, liefert die besten Gesamtergebnisse.
F2: Woher weiß ich, ob meine Porosität auf Wasserstoff oder Schrumpfung zurückzuführen ist?
Untersuchen Sie die Morphologie der Poren in polierten Querschnitten oder auf Röntgenbildern. Gasporen sind abgerundet und glattwandig und relativ gleichmäßig verteilt. Schrumpfungsporen sind unregelmäßig, eckig und oft in einem Netzwerk miteinander verbunden und konzentrieren sich in den zuletzt erstarrenden Bereichen von dicken Schnitten und Blindtaschen. Die Lage ist ebenfalls diagnostisch: Schwinden tritt immer an thermisch heißen Stellen auf, die aufgrund der Querschnittsgeometrie vorhersehbar sind, während die Gasporosität eher zufällig verteilt ist.
F3: Welcher Wasserstoffgehalt in der Aluminiumschmelze ist vor dem Gießen akzeptabel?
Der zulässige Wasserstoffgehalt hängt von der jeweiligen Anwendung ab. Für Luft- und Raumfahrt und druckfeste Gussteile: unter 0,10 cc/100g (Dichteindex unter 1,0%). Für Gussteile im Automobilbau: unter 0,12 cc/100g (Dichteindex unter 1,5%). Für allgemeine Sandgussstücke mit mäßigen Qualitätsanforderungen: unter 0,15 bis 0,20 cc/100g können akzeptabel sein. Für nicht-strukturelle Anwendungen: unter 0,25 cm³/100 g.
F4: Können Schaumkeramikfilter gelösten Wasserstoff aus Aluminium entfernen?
Nein. Schaumkeramikfilter sind physikalische Filter, die feste Einschlüsse - Oxidpartikel, intermetallische Verbindungen und feuerfeste Fragmente - auffangen. Sie haben keinen Mechanismus zur Entfernung von gelöstem Wasserstoffgas. Die Entfernung von Wasserstoff erfordert eine Entgasungsbehandlung mit Inertgasblasen. Filtration und Entgasung sind komplementäre Verfahren, die unterschiedliche Fehlerquellen bekämpfen.
F5: Wie lange bleibt die Aluminiumschmelze nach der Entgasungsbehandlung sauber?
In einem abgedeckten Warmhalteofen mit einem die Schmelzoberfläche schützenden AdTech-Abdeckflussmittel hält die behandelte Schmelze je nach Umgebungsfeuchte etwa 45 bis 90 Minuten lang akzeptable Wasserstoffwerte (unter 0,15 cc/100g). Ohne abdeckenden Flussmittelschutz kann der Wasserstoffgehalt bei hoher Luftfeuchtigkeit innerhalb von 20 bis 30 Minuten auf die Werte vor der Behandlung zurückgehen. Die Zeit zwischen dem Entgasen und dem Gießen sollte immer so kurz wie möglich sein, und während der Wartezeit sollte ein abdeckendes Flussmittel verwendet werden.
F6: Welchen PPI-Wert sollte ich für einen Schaumstofffilter für Aluminiumguss verwenden?
Die richtige PPI-Einstufung hängt von den Anforderungen an die Gussqualität und den Legierungstyp ab. 20 bis 30 PPI sind für den allgemeinen Aluminiumsand- und Kokillenguss geeignet. 30 bis 40 PPI wird für strukturelle und sicherheitskritische Gussteile in der Automobilindustrie empfohlen. 40 bis 60 PPI werden für die Luft- und Raumfahrt und für Anwendungen mit höchster Integrität verwendet. Höhere PPI-Werte entfernen mehr Einschlüsse, erzeugen aber einen höheren Durchflusswiderstand - die Filtergröße muss neu berechnet werden, wenn feinere Sorten spezifiziert werden.
F7: Ist beim Druckguss eine Entgasungsbehandlung erforderlich?
Ja, insbesondere, wenn die hergestellten Gussteile wärmebehandelt (T6), geschweißt oder in druckdichten Anwendungen eingesetzt werden sollen. Während die schnelle Erstarrung von HPDC sichtbare große Poren unterdrückt, verursacht gelöster Wasserstoff dennoch Mikroporosität, die bei der Wärmebehandlung (Blasenbildung) oder beim Schweißen sichtbar wird. HPDC-Betriebe, die solche Komponenten herstellen, sollten eine vorgeschaltete Entgasungsbehandlung im Warmhalteofen durchführen.
F8: Welche Rolle spielt das Abdeckungsflussmittel bei der Vermeidung von Porosität?
Das Abdeckflussmittel dient als physikalische und chemische Barriere zwischen der Oberfläche des flüssigen Aluminiums und der Atmosphäre. Es verhindert, dass atmosphärische Feuchtigkeit mit der Schmelze in Kontakt kommt und nach der Entgasungsbehandlung wieder Wasserstoff einbringt. Es verhindert auch die Oxidation der Oberfläche und die Bildung von Bifilmen während des Haltens und des Transfers. Ohne ein abdeckendes Flussmittel kann die Wiederaufnahme von Wasserstoff zwischen der Entgasungsstation und der Form einen erheblichen Teil der Vorteile der Entgasungsbehandlung zunichte machen.
F9: Wie wird die Gussporosität durch die Entfernung von Krätze und Schlacke verringert?
Oberflächenkrätze und Schlacke sind Reservoirs für Oxideinschlüsse und eingeschlossenes Gas. Wird die Krätze beim Abschöpfen oder beim Metalltransfer gestört, wird sie in Form von Einschlusswolken in die Schmelze eingeschleppt, die während der Erstarrung zu Porosität führen. Der AdTech-Schlackenentferner (Krätzeentferner) wandelt nasse, klebrige Krätze in ein trockenes Pulver um, das sich sauber von der Metalloberfläche ablöst, ohne mitgerissen zu werden, wodurch die Verunreinigung durch Einschlüsse aus dieser Quelle erheblich reduziert wird.
Q10: Kann die Porosität in Aluminiumgussstücken nach der Herstellung des Gussstücks repariert werden?
Geringe Oberflächenporosität kann unter Vakuum und Druck mit wärmehärtendem Harz imprägniert werden - ein Verfahren, das als Vakuumimprägnierung bezeichnet wird und die Poren für druckdichte Anwendungen versiegelt, ohne die mechanischen Eigenschaften zu beeinträchtigen. Dieses Verfahren ist im Aluminiumguss von Automobilen weit verbreitet und wird häufig zur Wiederherstellung verwendet. Interne strukturelle Porosität, die die mechanischen Eigenschaften beeinträchtigt, kann jedoch nicht wirksam repariert werden, und die betroffenen Gussteile müssen verschrottet werden. Die Vorbeugung durch eine angemessene Schmelzebehandlung ist immer wirtschaftlicher als die Bergung nach dem Gießen.
Schlussfolgerung: Der integrierte Ansatz zur Porositätskontrolle beim Aluminiumgießen
Porosität im Aluminiumguss ist ein multifaktorielles Problem, das eine multifaktorielle Lösung erfordert. Kein einzelnes Produkt oder ein einzelner Prozessschritt beseitigt Porosität in allen ihren Ursachen. Die Gießereien, die konstant niedrige Ausschussraten erreichen - Dichteindex unter 1,5%, Röntgenqualitätsstufe 0 bis 1 - sind diejenigen, die jedes Element der Schmelzebehandlungskette systematisch umsetzen und ihre Ergebnisse in jeder Phase messen.
Der integrierte Lösungsrahmen:
- AdTech Online-Entgasungsanlagen: Entfernen von gelöstem Wasserstoff auf unter 0,10 cc/100g durch optimierte Rotor-Stator-Technologie mit Argon oder Stickstoff.
- AdTech Keramik-Schaumstoff-Filter: Erfassen von nichtmetallischen Einschlüssen bis hinunter zu Partikelgrößen im Submillimeterbereich, wodurch Porosität mit Einschlusskernen vermieden wird.
- AdTech-Veredelungsflussmittel: Sie agglomerieren und entfernen feine Oxidpartikel und Bifilmfragmente, die durch Filtration allein nicht erfasst werden können.
- AdTech-Abdeckung im Fluss: Sie schützen die entgaste Schmelze vor der Wiederaufnahme von Wasserstoff während des Haltens und des Transports.
- AdTech SchlackenentfernerKonditionierung der Krätze für eine saubere Entfernung ohne Einschlüsse.
- ProzessdisziplinRichtiges Trocknen der Ladung, geeignete Gießtemperaturen, kontrollierte Füllmengen und eine angemessene Anschnittgestaltung runden das Bild ab.
Jedes Produkt aus dem AdTech-Sortiment zur Behandlung von Aluminiumschmelzen ist auf einen bestimmten Porositätsmechanismus ausgerichtet. Zusammen bilden sie ein umfassendes Qualitätssystem, das Porosität von einem chronischen Produktionsproblem in eine kontrollierte, messbare und steuerbare Prozessvariable verwandelt.
Diese technische Referenz wird vom AdTech-Redaktions- und Ingenieurteam veröffentlicht. AdTech entwickelt und fertigt Anlagen zur Behandlung von Aluminiumschmelzen und Verbrauchsmaterialien - einschließlich Online-Entgasungsanlagen, keramische Schaumstofffilter, Raffinierflussmittel, Abdeckflussmittel und Schlackenentfernungsmittel - für Aluminiumgießereien und Gießereibetriebe weltweit.
