La porosidad en la fundición de aluminio puede reducirse eficazmente combinando cuatro controles de proceso de eficacia probada: desgasificación rotativa para eliminar el hidrógeno disuelto, filtración con espuma cerámica para eliminar las inclusiones no metálicas, el tratamiento del fundente con agentes refinadores y eliminadores de escoria para limpiar la masa fundida, y la optimización de las condiciones de solidificación, incluidas las velocidades de enfriamiento controladas y el diseño del sistema de compuertas. En nuestra experiencia de trabajo con fundiciones de aluminio en múltiples procesos de fundición, las instalaciones que aplican los cuatro controles simultáneamente logran niveles de hidrógeno inferiores a 0,10 cc/100g y valores de índice de densidad inferiores a 1,5%, umbrales que eliminan esencialmente la porosidad como causa de rechazo en las piezas fundidas estructurales. Tratar sólo una o dos de estas variables ignorando las demás produce, en el mejor de los casos, una mejora marginal.
Si su proyecto requiere el uso de una unidad de desgasificación y fundente de aluminio, puede Contacto para obtener un presupuesto gratuito.
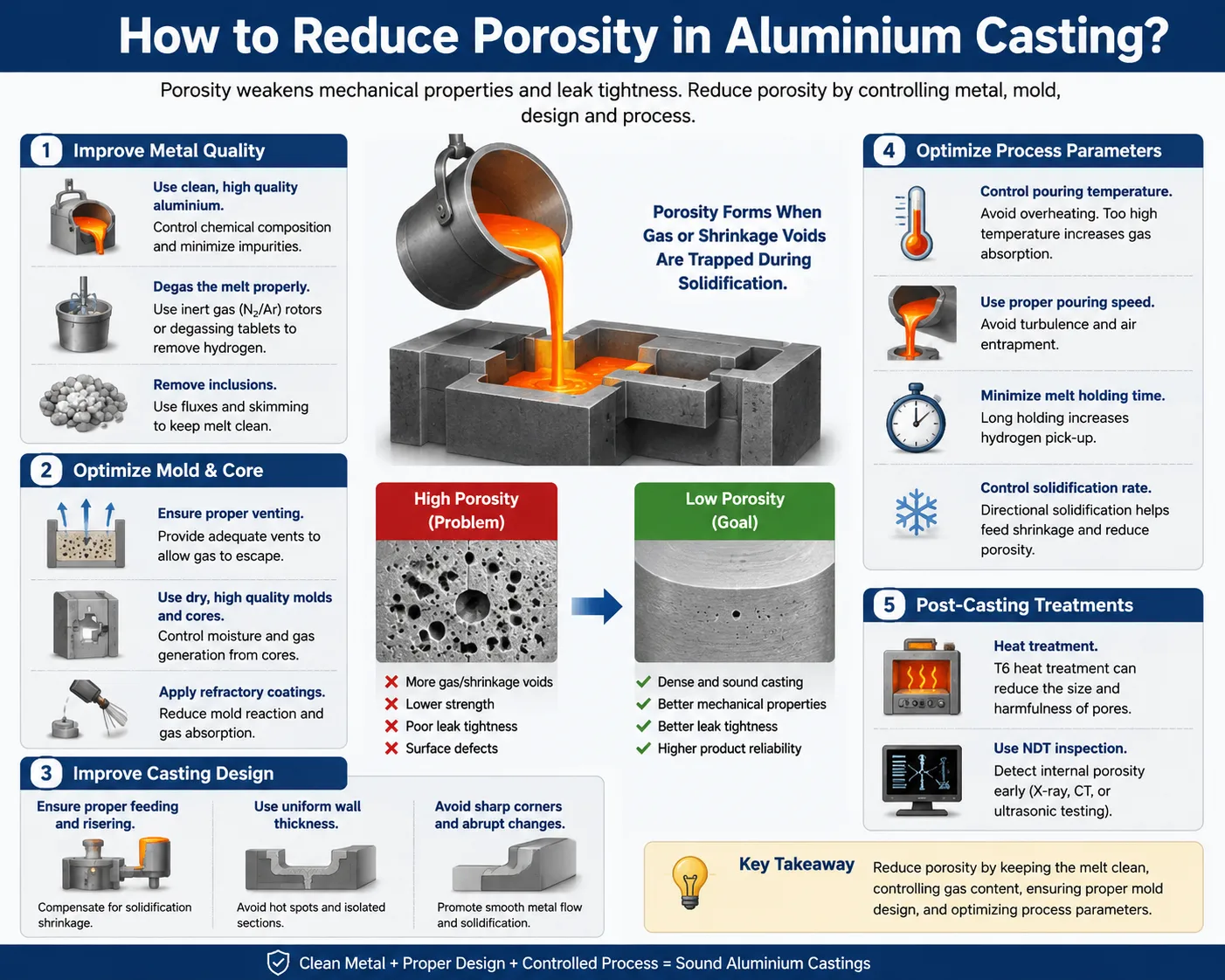
¿Qué es la porosidad en la fundición de aluminio y por qué provoca rechazos?
La porosidad se refiere a la presencia de huecos, agujeros o discontinuidades dentro de una pieza de fundición de aluminio solidificada. Estos defectos internos reducen la sección transversal de carga efectiva de la pieza, actúan como puntos de concentración de tensiones bajo carga mecánica y crean vías de fuga en aplicaciones estancas a la presión. Una pieza de fundición que pase la inspección visual puede contener suficiente porosidad interna para no superar las pruebas mecánicas destructivas o las pruebas de presión, lo que convierte a la porosidad en una de las categorías de defectos más perjudiciales económicamente y difíciles de detectar en la producción de piezas de fundición de aluminio.
Las consecuencias financieras del rechazo relacionado con la porosidad son sustanciales. Las tasas de rechazo de 5% a 15% atribuibles a la porosidad son comunes en fundiciones sin programas sistemáticos de tratamiento de la masa fundida. En los componentes de aluminio de alto valor para la industria aeroespacial, los sistemas de seguridad de la automoción y los equipos hidráulicos, incluso una sola pieza de fundición rechazada puede representar importantes pérdidas de material y de costes de procesamiento.
Dos tipos distintos de porosidad en el aluminio
Comprender la diferencia entre porosidad por gas y porosidad por contracción es esencial, ya que cada tipo tiene diferentes causas de origen y requiere diferentes medidas correctoras.
Porosidad del gas (porosidad del hidrógeno)
La porosidad gaseosa se forma cuando el hidrógeno disuelto en el aluminio líquido precipita en forma de burbujas durante la solidificación. La solubilidad del hidrógeno en el aluminio desciende bruscamente a la temperatura de solidificación, de aproximadamente 0,65 cc/100 g en el aluminio líquido a 660 °C a menos de 0,034 cc/100 g en el aluminio sólido. Todo hidrógeno que supere este límite de solubilidad debe escapar a la superficie antes de que se complete la solidificación o bien queda atrapado en forma de poros esféricos o casi esféricos dentro de la pieza fundida.
Los poros de gas son característicos:
- Forma redondeada o esférica.
- Superficies internas lisas (sin textura dendrítica).
- Distribuidos de forma relativamente uniforme por la sección transversal de la colada.
- Su diámetro oscila entre 0,1 mm y varios milímetros.
Contracción Porosidad
La porosidad por contracción se forma porque el aluminio líquido se contrae aproximadamente de 6% a 7% en volumen durante la solidificación. Si el sistema de inyección y subida no puede alimentar metal líquido para compensar esta reducción de volumen a medida que avanza la solidificación, se forman huecos en las últimas regiones de solidificación de la colada.
Los poros de contracción son característicos:
- Forma irregular, angular o dendrítica.
- Superficies internas rugosas con brazos dendríticos visibles.
- Situados en regiones térmicamente calientes (secciones gruesas, esquinas ciegas).
- A menudo interconectados, formando redes similares a grietas.
| Característica | Porosidad del gas | Contracción Porosidad |
|---|---|---|
| Forma | Esférica, redondeada | Irregular, angular |
| Superficie interior | Suave | Áspero, dendrítico |
| Distribución | Relativamente uniforme | Concentrados en puntos calientes |
| Causa principal | Hidrógeno disuelto | Insuficiente metal de alimentación |
| Solución de tratamiento de fusión | Desgasificación, filtración | Diseño Gating/risering |
| ¿Es eficaz el tratamiento con fundente? | Sí | No |
| ¿Desgasificación eficaz? | Sí | No |
¿Cuál es la causa de la alta porosidad en las piezas fundidas de aluminio?
Identificar la causa raíz de la porosidad antes de seleccionar las medidas correctoras ahorra mucho tiempo, material y costes. Hemos visto fundiciones que se han pasado meses ajustando los parámetros de desgasificación cuando el verdadero problema era un diseño inadecuado del tubo ascendente, y viceversa.
Fuentes de hidrógeno en las fusiones de aluminio
El hidrógeno es el único gas que se disuelve en el aluminio líquido en cantidades técnicamente significativas. Toda fuente de humedad en el entorno de fusión y fundición es una fuente potencial de hidrógeno, ya que el aluminio reacciona con el vapor de agua según la siguiente reacción:
2Al + 3H₂O = Al₂O₃ + 3H₂
El hidrógeno atómico producido por esta reacción se disuelve rápidamente en el aluminio líquido. Las fuentes de captación de hidrógeno por la humedad incluyen:
- Materiales de carga húmedos o contaminadoschatarra reciclada, retornos y lingotes con humedad superficial, aceites, pinturas o revestimientos.
- Atmósfera húmeda sobre el deshielo: especialmente grave durante los meses de verano o en instalaciones costeras con alta humedad ambiental.
- Revestimientos refractarios húmedosrefractarios calcinables recién instalados o reparados, o revestimientos que hayan absorbido humedad durante períodos de inactividad.
- Equipos y herramientas de desgasificación en húmedoImpulsores, lanzas, cucharones y lavadores que no hayan sido precalentados adecuadamente.
- Fundentes y cubrientes húmedosmateriales fundentes mal almacenados o contaminados por la humedad.
- Hidrógeno procedente de productos de combustiónLa combustión de gas natural en hornos de llama abierta produce vapor de agua que entra en contacto con la superficie fundida.
Fuentes de inclusiones no metálicas
Las inclusiones son partículas sólidas suspendidas en el aluminio líquido que no se disuelven y no pasan a formar parte de la microestructura de la aleación prevista. Reducen la limpieza de la masa fundida y pueden nuclear tanto poros de gas como huecos de contracción durante la solidificación.
Las fuentes de inclusión incluyen:
- Películas de óxido de aluminio (bifilms) formadas por manipulación turbulenta de la masa fundida.
- Escoria de horno arrastrada y partículas refractarias.
- Compuestos intermetálicos (fases ricas en hierro en aleaciones recicladas).
- Partículas de fundente procedentes de adiciones de fundente mal mezcladas o incompletamente disueltas.
- Nitruro de aluminio (AlN) procedente de la desgasificación con nitrógeno de aleaciones que contienen magnesio.
Factores del proceso que contribuyen a la porosidad
Además de la química de la masa fundida, varios parámetros del proceso influyen directamente en la porosidad final de la colada:
- Temperatura de vertido demasiado altaaumenta la solubilidad del hidrógeno, prolonga el tiempo líquido y permite una mayor absorción de gas.
- Temperatura de vertido demasiado baja: reduce la fluidez, provoca cierres en frío y atascos que atrapan el gas.
- Práctica de vertido turbulento: arrastra aire y crea óxidos bifilm.
- Sistema de compuertas inadecuado: provoca la formación de chorros, el atrapamiento de aire y una alimentación insuficiente de los puntos calientes.
- Elevadores mal diseñados: no compensan la contracción por solidificación en las secciones gruesas.
- Tiempo de tratamiento de fusión insuficienteCiclo de desgasificación demasiado corto para alcanzar el nivel de hidrógeno objetivo.
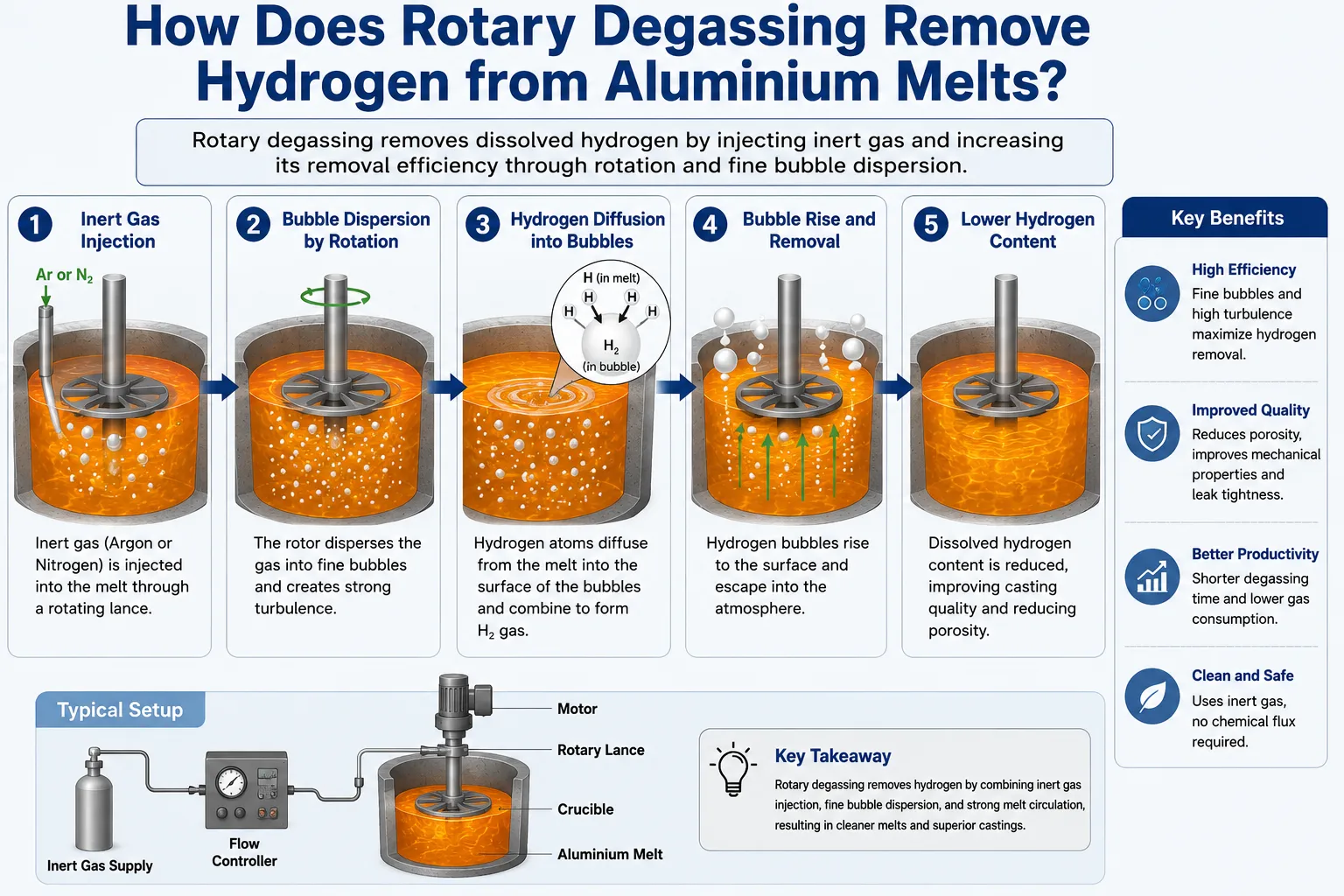
¿Cómo elimina la desgasificación rotativa el hidrógeno del aluminio fundido?
La desgasificación rotativa es el método más eficaz y utilizado para eliminar el hidrógeno de las masas fundidas de aluminio. Un conjunto rotor-estator de grafito que gira entre 200 y 600 RPM dispersa gas inerte (argón o nitrógeno) en finas burbujas por toda la masa fundida. Cada burbuja lleva una presión parcial de hidrógeno esencialmente nula, creando un gradiente de difusión que impulsa el hidrógeno disuelto de la masa fundida hacia las burbujas ascendentes, que lo llevan a la superficie y fuera del baño.
Cómo funciona la unidad de desgasificación AdTech
El equipo de desgasificación en línea de AdTech utiliza un sistema rotor-estator diseñado con precisión que genera burbujas finas uniformes en todo el volumen de la masa fundida. Los factores clave de rendimiento son:
- Tamaño de la burbuja: las burbujas más pequeñas proporcionan una mayor superficie por unidad de volumen de gas, lo que mejora la eficacia de la captación de hidrógeno. Los rotores AdTech generan burbujas de entre 1 mm y 3 mm.
- Velocidad del rotor: 300 a 500 RPM es el rango óptimo de funcionamiento para la mayoría de las aplicaciones - demasiado lento produce burbujas grandes, demasiado rápido crea turbulencias en la superficie y arrastre de óxido.
- Caudal de gas: de 2 a 6 Nm³/hora en función del volumen de fusión y del nivel de hidrógeno objetivo.
- Duración del tratamiento: De 15 a 30 minutos para la desgasificación en hornos discontinuos; tratamiento continuo en línea para líneas de colada.

Normas de desgasificación
| Parámetro | Antes de la desgasificación | Tras una desgasificación adecuada |
|---|---|---|
| Contenido de hidrógeno (cc/100g) | 0,30 a 0,60 | 0,07 a 0,12 |
| Índice de densidad (%) | 5% a 15% | Por debajo de 1,5% |
| Índice de porosidad (rayos X) | Nivel 3 a 5 | Nivel 0 a 1 |
| Duración del tratamiento | N/A | De 15 a 30 minutos |
| Consumo de gas (Ar) | N/A | 20 a 50 Nm³/tonelada |
Nitrógeno frente a argón para la desgasificación del aluminio
Tanto el nitrógeno como el argón eliminan eficazmente el hidrógeno mediante el mismo mecanismo de presión parcial. El argón es químicamente inerte con todas las aleaciones de aluminio y produce niveles finales de hidrógeno ligeramente inferiores. El nitrógeno es mucho más barato, pero reacciona con las aleaciones que contienen magnesio (series 5xxx, 7xxx) para formar inclusiones de nitruro de aluminio, que son más perjudiciales que el hidrógeno que ayudan a eliminar.
Nuestra recomendación: utilizar argón para todas las aleaciones con un contenido de magnesio superior a 1,5%, y nitrógeno sólo para las aleaciones cuyo contenido de magnesio sea inferior a 0,5% y el control de costes sea una prioridad.
¿Cómo eliminan los filtros de espuma cerámica las inclusiones de las fusiones de aluminio?
Incluso después de una desgasificación completa, las coladas de aluminio contienen inclusiones sólidas en suspensión -películas de óxido, partículas intermetálicas, fragmentos refractarios y residuos de fundente- que degradan la calidad de la colada independientemente del contenido de hidrógeno. La filtración por espuma cerámica es el método más eficaz para eliminar estas inclusiones antes de que la masa fundida entre en el molde.
Cómo funcionan los filtros de espuma cerámica AdTech
Los filtros de espuma cerámica (CFF) de AdTech son estructuras cerámicas tridimensionales de celdas abiertas con trayectorias de flujo tortuosas interconectadas. A medida que el aluminio fluye a través del filtro, las inclusiones son capturadas por tres mecanismos:
- Inspección mecánica: las partículas mayores que el tamaño de la célula se bloquean físicamente.
- Impactación inercialpartículas con masa suficiente no pueden seguir la trayectoria curva del flujo e impactar contra las paredes cerámicas.
- Difusión y adhesiónpartículas muy finas se difunden a las superficies cerámicas y se adhieren por atracción de energía superficial.
El resultado es una masa fundida con un contenido de inclusión drásticamente reducido en la cavidad del molde, lo que produce un metal más limpio con menos núcleos de porosidad.

Especificaciones y selección del AdTech CFF
| Grado de filtración (PPI) | Tamaño de la célula (mm) | Aplicación | Eficacia de la eliminación de inclusiones |
|---|---|---|---|
| 10 PPI | 2,5 a 3,0 mm | Filtración primaria gruesa, fusiones con mucha chatarra | 60% a 70% |
| 20 PPI | 1,2 a 1,5 mm | Fundición de aluminio de uso general | 70% a 80% |
| 30 PPI | 0,8 a 1,0 mm | Piezas de fundición de calidad para automóviles y estructuras | 80% a 88% |
| 40 PPI | 0,6 a 0,7 mm | Fundición de alta integridad, calidad aeroespacial | 88% a 93% |
| 50 PPI | 0,4 a 0,5 mm | Filtración de alta calidad, aplicaciones críticas | 93% a 97% |
| 60 PPI | 0,3 a 0,4 mm | Máxima limpieza, especificaciones aeroespaciales y militares | 95% a 98% |
Grados de material CFF para diferentes aleaciones de aluminio
AdTech suministra filtros de espuma cerámica en múltiples composiciones de material para adaptarse a diferentes químicas de aleación y temperaturas de fundición:
- Alúmina (Al₂O₃) CFF: el más utilizado, adecuado para todas las aleaciones de aluminio estándar a 660°C a 780°C.
- Circonio (ZrO₂) CFF: para aplicaciones de alta temperatura y aleaciones por encima de 800°C.
- Carburo de silicio (SiC) CFF: máxima solidez y resistencia al choque térmico, adecuado para aleaciones reactivas.
- Magnesia (MgO) CFFCalidad especializada para aleaciones de aluminio con alto contenido en magnesio.
Instalación y dimensionamiento de CFF
El tamaño correcto del filtro es fundamental. Un filtro subdimensionado crea una pérdida de carga excesiva, ralentizando la velocidad de llenado y causando potencialmente defectos de cierre en frío. Un filtro sobredimensionado es un derroche y puede no alcanzar la velocidad de flujo suficiente para una captura eficaz de la inclusión.
Cálculo del tamaño del filtro:
- Superficie filtrante (cm²) = Caudal de fusión (kg/min) / Factor de caudal (normalmente de 1,5 a 2,5 kg/min-cm²).
- Para una colada de 100 kg vertida en 60 segundos: caudal = 100 kg/min, superficie filtrante = 100/2,0 = 50 cm².
- Esto corresponde aproximadamente a un filtro de 75 mm × 75 mm a 20 o 30 PPI.
¿Qué tratamientos de fundentes y agentes refinadores se utilizan para limpiar las fusiones de aluminio?
El tratamiento con fundentes es el complemento químico de los procesos físicos de desgasificación y filtración. Los fundentes de afino reaccionan con las inclusiones no metálicas o las aglomeran, lo que facilita su eliminación por espumación o filtración. Los fundentes de recubrimiento protegen la superficie de la masa fundida de la absorción de hidrógeno atmosférico. Los agentes desescorificantes (eliminadores de escoria) modifican las propiedades físicas de la escoria superficial para facilitar su separación limpia de la masa fundida.
AdTech Flujo de refinado: Mecanismo y aplicación
El fundente de refinado de aluminio AdTech es una mezcla cuidadosamente formulada de sales inorgánicas de cloruro y fluoruro optimizada para el tratamiento de la masa fundida de aluminio. Cuando se introduce en la masa fundida (por inyección a través del rotor de desgasificación o por inmersión en la superficie de la masa fundida), el fundente realiza varias funciones simultáneas:
Aglomeración por inclusión
Las partículas finas de óxido y los fragmentos de bifilm son demasiado pequeños para ascender por la masa fundida o ser capturados por filtración gruesa. El fundente de refinado humedece y aglomera estas partículas finas en grupos más grandes que flotan más fácilmente en la superficie de la masa fundida para el espumado.
Reducción química de óxidos
Los componentes del fundente que contienen flúor atacan químicamente al óxido de aluminio, rompiendo las películas estables de óxido y convirtiéndolas en compuestos más manejables. Esto es especialmente eficaz contra los óxidos bifilm finos que se forman durante el vertido turbulento y que se encuentran entre los tipos de inclusión más dañinos.
Mejora de la reducción de hidrógeno
Algunas formulaciones de fundentes incluyen componentes que reducen el contenido de hidrógeno reaccionando con el hidrógeno disuelto o favoreciendo un contacto más eficaz entre la burbuja y la masa fundida durante el tratamiento de desgasificación simultánea.
Eliminación de metales alcalinos
La contaminación por sodio y litio del aluminio procedente de materiales reciclados provoca problemas de afinado del grano y sensibilidad al agrietamiento en caliente. Los fundentes basados en cloruros eliminan eficazmente estas impurezas de metales alcalinos.

Gama de productos AdTech Flux
| Tipo de flujo | Función principal | Método de aplicación | Tasa de adición |
|---|---|---|---|
| Flujo de refinado | Aglomeración de inclusiones, eliminación de óxidos | Inyección o inmersión superficial | 0,5 a 2,0 kg/tonelada |
| Flujo de cobertura | Protección de la superficie fundida, barrera al hidrógeno | Extensión superficial | 1,0 a 3,0 kg/tonelada |
| Fundente para escoria | Acondicionamiento de escoria, separación limpia | Aplicación en superficie | 0,5 a 1,5 kg/tonelada |
| Flujo refinador de grano | Refinamiento de la estructura de grano | Inyección o adición de varillas | 0,5 a 2,0 kg/tonelada |
| Flujo de recubrimiento exotérmico | Protección de superficies con generación de calor | Extensión superficial en cucharas | 0,5 a 1,0 kg/tonelada |
AdTech Flux de recubrimiento: protección de la masa fundida frente a la reabsorción de hidrógeno
Un problema que el tratamiento de desgasificación por sí solo no puede resolver es la reabsorción de hidrógeno entre la estación de desgasificación y el molde. Durante la transferencia a través de los lavadores, los cucharones y el vertido, la superficie de la masa fundida recién desgasificada queda expuesta a la atmósfera y comienza a reabsorber hidrógeno inmediatamente.
El fundente de recubrimiento AdTech aplicado a la superficie de la masa fundida en hornos de mantenimiento, cucharas y recipientes de transporte crea una barrera física entre el metal y la atmósfera. Esta barrera:
- Reduce la tasa de reabsorción de hidrógeno de 60% a 80%.
- Evita la oxidación de la superficie y la formación de bifilms durante la transferencia.
- Mantiene la limpieza de la masa fundida entre la desgasificación y la colada.
- Amplía la ventana efectiva entre el tratamiento de desgasificación y el nivel aceptable de hidrógeno.
Eliminador de escorias AdTech (agente espumante)
La escoria de aluminio, mezcla superficial de óxido de aluminio, aluminio metálico y diversos contaminantes, se forma continuamente durante la fusión y el mantenimiento. Si se altera durante el espumado, los fragmentos de escoria pueden ser arrastrados a la masa fundida como inclusiones. El eliminador de escoria AdTech modifica las propiedades físicas de la escoria:
- Reduce la viscosidad de la escoria, permitiendo que el aluminio líquido vuelva a la masa fundida.
- Convierte la escoria húmeda y pegajosa en una forma seca y pulverulenta que se separa limpiamente.
- Reduce las pérdidas de metal en la escoria de 30% a 50% hasta 10% a 15%
- Evita la reentrada de escoria durante las operaciones de espumado.
¿Cómo afectan a la porosidad las condiciones de solidificación y los parámetros del proceso de fundición?
El tratamiento de la masa fundida tiene en cuenta el contenido de hidrógeno y los niveles de inclusión, pero las condiciones de solidificación determinan la cantidad de hidrógeno restante y el contenido de inclusión que se manifiesta realmente como porosidad en la pieza fundida acabada.
Velocidad de enfriamiento y su efecto en la porosidad
Las velocidades de solidificación más rápidas reducen la porosidad a través de dos mecanismos:
- Se dispone de menos tiempo para que las burbujas de hidrógeno se nucleen y crezcan antes de que la masa fundida se solidifique a su alrededor.
- Un espaciado más fino entre los brazos dendríticos (DAS) crea canales interdendríticos más pequeños a través de los cuales debe escapar cualquier resto de hidrógeno: los canales más finos atrapan y dispersan el hidrógeno con mayor eficacia antes de que pueda formar grandes poros.
| Velocidad de enfriamiento (°C/s) | DAS típico (µm) | Nivel de porosidad |
|---|---|---|
| 0,1 a 0,5 | De 80 a 150 | Alta (si H > 0,15 cc/100g) |
| 0,5 a 2,0 | 40 a 80 | Moderado |
| 2,0 a 10 | De 20 a 40 | Bajo |
| 10 a 50 | De 10 a 20 | Muy bajo |
| Más de 50 | Por debajo del 10 | Mínimo |
Optimización de la temperatura de vertido
La temperatura de vertido tiene un efecto directo y significativo en la porosidad del hidrógeno. Un mayor recalentamiento aumenta la solubilidad del hidrógeno en la masa fundida, permite más tiempo para el crecimiento de burbujas de hidrógeno antes de la solidificación y amplía el periodo durante el cual el hidrógeno atmosférico puede disolverse en la superficie de la masa fundida expuesta.
Temperaturas de colada recomendadas por aleación y proceso:
| Serie Alloy | Fundición en arena (°C) | Molde permanente (°C) | Fundición a presión (°C) |
|---|---|---|---|
| 1xxx (Al puro) | 700 a 730 | 690 a 720 | 670 a 700 |
| 2xxx (Al-Cu) | 710 a 750 | 700 a 730 | N/A |
| 3xxx (Al-Mn) | 700 a 730 | 690 a 720 | 660 a 690 |
| 4xxx (Al-Si) | 680 a 720 | 670 a 710 | 650 a 680 |
| 5xxx (Al-Mg) | 710 a 745 | 700 a 730 | 660 a 700 |
| 6xxx (Al-Mg-Si) | 700 a 735 | 690 a 720 | 660 a 690 |
| 7xxx (Al-Zn-Mg) | 715 a 750 | 700 a 730 | 660 a 700 |
Diseño del sistema de compuertas para evitar la porosidad por contracción
En el caso de la porosidad por contracción, el tratamiento de la masa fundida no aporta ninguna ventaja: la solución reside enteramente en el diseño del molde. Principios clave:
Solidificación direccional
La colada debe solidificarse progresivamente desde la sección más alejada del elevador hacia el elevador, de modo que siempre haya metal líquido disponible para alimentar el frente de solidificación. Las secciones que solidifican aisladas del camino de alimentación desarrollarán porosidad por contracción independientemente de la limpieza de la masa fundida.
Dimensionamiento de los travesaños
Las canalizaciones verticales deben contener un volumen suficiente de metal líquido para compensar la contracción por solidificación de la colada (6% a 7% para la mayoría de las aleaciones de aluminio) más la contracción por solidificación de la canalización vertical. Una regla empírica común: el volumen del elevador debe ser de al menos 10% a 20% del volumen de colada que alimenta.
Escalofríos
Los enfriadores externos o internos aceleran la solidificación local, favoreciendo la solidificación direccional y reduciendo la formación de puntos calientes. Los enfriadores metálicos colocados contra secciones gruesas de la pieza fundida crean velocidades de enfriamiento local más rápidas que desplazan el patrón de solidificación hacia el tubo ascendente.
¿Cuáles son los métodos más eficaces para medir la porosidad en las piezas moldeadas de aluminio?
La medición sistemática de la porosidad es la base de cualquier programa de reducción de la porosidad. Sin una medición fiable, los ingenieros no pueden determinar si los cambios en el proceso están mejorando o empeorando la calidad de la fundición.
Prueba de índice de densidad (prueba de presión reducida)
Es el método de medición de la porosidad en proceso más utilizado en las fundiciones de aluminio. Se toman dos muestras de la misma masa fundida: una solidificada a presión atmosférica (1 atm) y otra solidificada a presión reducida (aproximadamente de 80 mbar a 100 mbar). La muestra al vacío desarrolla más porosidad porque la menor presión favorece la nucleación y el crecimiento de burbujas de hidrógeno.
Índice de densidad (DI) = [(ρ_atm - ρ_vacío) / ρ_atm] × 100%
| Índice de densidad (%) | Evaluación de la calidad de la fusión | Acción recomendada |
|---|---|---|
| Por debajo de 1,0% | Excelente | Proceder a la fundición |
| 1,0% a 2,0% | Bien | Aceptable para la mayoría de las aplicaciones |
| 2,0% a 3,0% | Marginal | Prolongar la desgasificación, comprobar el fundente |
| 3,0% a 5,0% | Pobre | Repetir el tratamiento de fusión completa |
| Por encima de 5.0% | Inaceptable | Identificar la fuente de hidrógeno, reiniciar el tratamiento |
Medición de hidrógeno en línea (Telegas / Alscan)
Medición directa del hidrógeno disuelto mediante una sonda de difusión sumergida en la masa fundida. Es más preciso que el ensayo del índice de densidad y proporciona valores absolutos de concentración de hidrógeno en lugar de un índice comparativo.
- Rango de medición: 0,01 a 0,50 cc/100g
- Precisión: ±0,01 a ±0,02 cc/100g
- Tiempo de respuesta: De 3 a 8 minutos por lectura
- Imprescindible para operaciones de colada continua de gran volumen.
Radiografía
Los ensayos no destructivos de piezas fundidas acabadas mediante radiografía de rayos X revelan la distribución, el tamaño y la densidad de la porosidad interna. Los resultados de la radiografía se clasifican según ASTM E505, ASTM E155 o sistemas de clasificación propios del cliente, con niveles de gravedad del 1 al 5 (o de la A a la E en algunos sistemas).
La radiografía de rayos X es la prueba de aceptación de calidad definitiva para las piezas fundidas de aluminio estructural en aplicaciones aeroespaciales y de automoción. Identifica tanto la porosidad por gas (sombras redondeadas) como la porosidad por contracción (sombras irregulares) y las localiza en regiones específicas para analizar la causa raíz.
Método de Arquímedes (medición de la densidad)
Medición precisa de la densidad de la colada mediante pesaje hidrostático. La densidad real se compara con la densidad teórica para la composición de la aleación. La diferencia indica el porcentaje de porosidad volumétrica.
Porosidad volumétrica (%) = [(ρ_teórica - ρ_real) / ρ_teórica] × 100%
Este método proporciona un único valor porcentual para todo el volumen de colada: no puede identificar la ubicación o el tipo de porosidad, pero es sencillo, no destructivo y proporciona datos cuantitativos para el control estadístico del proceso.
¿Cuál es el proceso completo de tratamiento de la masa fundida para la fundición de aluminio de baja porosidad?
La integración de todos los pasos del tratamiento de la masa fundida en un proceso coherente y secuenciado es lo que diferencia a las fundiciones que consiguen sistemáticamente piezas fundidas de baja porosidad de las que gestionan la porosidad de forma reactiva mediante la clasificación de la chatarra.
Secuencia de tratamiento de fusión recomendada
Paso 1: Preparación de la carga
- Secar todos los materiales de carga antes de cargarlos (mínimo 2 horas a 120°C para lingotes y retornos).
- Elimina revestimientos, aceites y humedad de la chatarra reciclada.
- Precalentar la carga al menos a 200°C antes de la fusión para reducir la captación de hidrógeno por la humedad durante la fusión.
Paso 2: Fusión
- Mantener el revestimiento del horno en buenas condiciones de secado - precalentar después de cualquier período de mantenimiento o inactividad.
- Mantenga la superficie fundida cubierta con el fundente de cobertura AdTech durante la fusión para minimizar la absorción de hidrógeno atmosférico.
- Evitar la agitación excesiva durante la fusión: la turbulencia arrastra las películas de óxido.
Paso 3: Ajuste de la temperatura y aleación
- Añadir aleaciones maestras y endurecedores a la masa fundida a la temperatura correcta.
- Después de la aleación, añadir fundente de refinado AdTech a razón de 0,5 a 1,5 kg/tonelada por inyección o inmersión.
- Dejar reaccionar el fundente de 5 a 10 minutos antes de espumar.
Etapa 4: Tratamiento de desgasificación
- Ponga en marcha la unidad de desgasificación en línea AdTech con argón o nitrógeno de 2 a 5 Nm³/hora.
- Mantener la velocidad del rotor entre 300 y 450 RPM.
- Tratar de 15 a 25 minutos
- Medir el índice de densidad al final del tratamiento - objetivo por debajo de 2,0% antes de continuar.
Paso 5: Descremado
- Después de la desgasificación, desespumar bien la superficie de la masa fundida utilizando el agente espumante AdTech para acondicionar la escoria superficial.
- Elimine limpiamente toda la escoria acondicionada: la escoria húmeda y alterada es una fuente importante de inclusión.
- Aplique fundente de recubrimiento AdTech fresco después de espumar..
Paso 6: Transferencia y filtración
- Transfiera la masa fundida a la estación de colada a través de launders precalentados.
- Pase la masa fundida por el filtro de espuma cerámica AdTech del tamaño adecuado para la aplicación.
- Mantener la temperatura del filtro por encima de 600°C para evitar una solidificación prematura (es necesario precalentar la caja del filtro).
Paso 7: Reparto
- Verter a la temperatura correcta para la aleación y el proceso.
- Utilice un llenado silencioso y controlado para minimizar las turbulencias.
- Mantener la contrapresión con una velocidad de vertido controlada.
Efecto del tratamiento combinado en el contenido de hidrógeno e inclusión
| Fase de tratamiento | Contenido en H (cc/100g) | Nivel de inclusión (mm²/kg PoDFA) | Índice de densidad |
|---|---|---|---|
| Después de la fusión (sin tratamiento) | 0,40 a 0,60 | 2,0 a 5,0 | 8% a 15% |
| Después del tratamiento con fundente | 0,35 a 0,50 | 0,8 a 2,5 | 6% a 10% |
| Después de la desgasificación | 0,08 a 0,15 | 0,5 a 1,5 | 1,5% a 4% |
| Después de la filtración de espuma cerámica | 0,08 a 0,15 | 0,05 a 0,30 | 1,0% a 2,5% |
| Tratamiento combinado completo | 0,07 a 0,12 | 0,03 a 0,15 | 0,8% a 1,5% |
¿Cómo afectan los distintos procesos de fundición a los niveles de porosidad y a los requisitos de tratamiento?
Cada proceso de fundición de aluminio tiene un perfil de riesgo de porosidad distinto, determinado por su velocidad de solidificación, la permeabilidad del molde y la sensibilidad a la limpieza de la masa fundida. Los requisitos de tratamiento varían en consecuencia.
Riesgo de porosidad e intensidad del tratamiento según el proceso de colada
| Proceso de fundición | Tipo de porosidad primaria | Tasa de enfriamiento | Intensidad de tratamiento requerida |
|---|---|---|---|
| Fundición en arena | Gas + Contracción | Muy lento | Alta - desgasificación completa, fundente, filtración |
| Molde permanente (matriz de gravedad) | Gas + Contracción | Moderado | Alta - desgasificación, filtración esencial |
| Fundición a baja presión | Gas + Contracción | De moderado a rápido | Alta - calidad de fusión precisa crítica |
| Fundición a alta presión | Gas (aire atrapado) | Muy rápido | Media - desgasificación menos crítica, control del tiro clave |
| Fundición a la cera perdida | Gas + Contracción | Lento a moderado | Muy alta - se requiere la máxima limpieza de la masa fundida |
| Colada continua (palanquillas) | Gas | Rápido | Alto - estándar de desgasificación y filtración en línea |
| Fundición de espuma perdida | Gas + gas de pirólisis | Lento | Muy alto - el gas del patrón de espuma se añade al H |
Fundición inyectada a alta presión: Un caso especial
El HPDC es único porque la altísima presión de inyección (de 500 a 1.500 bares) comprime los poros de gas durante la solidificación, haciéndolos menos visibles. Sin embargo, el aluminio HPDC contiene en realidad una cantidad significativa de gas disuelto, simplemente aparece como una microporosidad muy fina y distribuida en lugar de como poros grandes. Esta microporosidad se vuelve problemática cuando:
- Los componentes se someten a tratamiento térmico (T6 o T7) - se producen ampollas al dilatarse los poros durante el tratamiento térmico de la solución.
- Las piezas se sueldan: la porosidad provoca salpicaduras y defectos en la soldadura.
- Se requiere un rendimiento estanco a la presión.
Para los HPDC que producen componentes tratables térmicamente o soldables, el tratamiento de desgasificación antes de la colada es esencial a pesar de las condiciones de solidificación a alta presión.
¿Cuáles son los errores más comunes que provocan altos niveles de porosidad a pesar del tratamiento de fusión?
Incluso con equipos de desgasificación, sistemas de filtración y productos fundentes, muchas fundiciones siguen experimentando problemas de porosidad debido a errores sistemáticos de proceso que socavan el tratamiento correcto de la masa fundida.
Fallos más comunes en el control de la porosidad
Tiempo de desgasificación insuficiente
Un error común en la presión de producción. Si el ciclo de desgasificación se reduce de 20 a 12 minutos debido a la presión programada, los niveles de hidrógeno pueden alcanzar sólo 0,20 cc/100g en lugar de 0,10 cc/100g, un nivel que sigue produciendo una porosidad significativa en los componentes moldeados en arena. Verifíquelo siempre con la medición del índice de densidad antes de la colada.
Reabsorción de hidrógeno tras la desgasificación
Una masa fundida bien desgasificada reabsorbe hidrógeno rápidamente si permanece descubierta en una cuchara abierta o en un horno. Sin el fundente de recubrimiento AdTech que protege la superficie de la masa fundida, los niveles de hidrógeno pueden volver a 0,20 a 0,30 cc/100g en 20 ó 30 minutos en condiciones de alta humedad. El tratamiento de desgasificación debe considerarse en el contexto de toda la cadena del proceso, no sólo de la estación de desgasificación.
Filtros de espuma cerámica en frío
La instalación de un filtro de espuma cerámica en una caja de filtro fría hace que el primer metal que atraviesa el filtro se congele, bloqueando los poros y creando una pérdida de carga excesiva. El resultado son unas condiciones de llenado turbulentas y con salpicaduras que generan óxidos bifilm incluso en metales limpios. Las cajas de filtro deben precalentarse al menos a 600°C antes del contacto con el metal.
Adición de flujo húmedo
Añadir fundente contaminado con humedad a la masa fundida introduce hidrógeno directamente en el metal, el efecto contrario al deseado. Todos los productos de fundente AdTech deben almacenarse en recipientes herméticos en un entorno seco y deben precalentarse entre 100 °C y 150 °C antes de su uso si existe alguna duda sobre el contenido de humedad.
Práctica de vertido turbulento
Todo el tratamiento de la masa fundida del mundo no puede compensar el vertido turbulento que genera óxidos bifilm en la cavidad del molde. Los sistemas de compuerta con llenado inferior, las velocidades de llenado controladas y los filtros a nivel de corriente en el sistema de compuerta son complementos esenciales para la desgasificación y filtración a nivel de cuchara.
Preguntas frecuentes sobre la reducción de la porosidad en la fundición de aluminio
P1: ¿Cuál es la medida más eficaz para reducir la porosidad en la fundición de aluminio?
La desgasificación rotativa es el paso individual de mayor impacto para reducir la porosidad del gas. Un ciclo de desgasificación correctamente ejecutado reduce el contenido de hidrógeno de 0,30 a 0,60 cc/100g a 0,07 a 0,12 cc/100g, lo que elimina la principal fuerza impulsora de la formación de poros de gas. Sin embargo, la desgasificación por sí sola no soluciona la porosidad por contracción ni la porosidad por inclusión nucleada: un programa completo de tratamiento de la masa fundida que combine desgasificación, tratamiento de fundentes y filtración de espuma cerámica ofrece los mejores resultados globales.
P2: ¿Cómo puedo saber si mi porosidad se debe al hidrógeno o a la contracción?
Examine la morfología de los poros en cortes transversales pulidos o en imágenes de rayos X. Los poros de gas son redondeados y de paredes lisas, distribuidos de forma relativamente uniforme. Los poros de contracción son irregulares, angulosos y a menudo interconectados en una red, concentrados en las regiones de última solidificación de secciones gruesas y bolsas ciegas. La ubicación también es diagnóstica: la contracción siempre se produce en puntos térmicamente calientes predecibles a partir de la geometría de la sección, mientras que la porosidad del gas se distribuye de forma más aleatoria.
P3: ¿Qué nivel de hidrógeno en la masa fundida de aluminio es aceptable antes de la colada?
El nivel de hidrógeno aceptable depende de la aplicación. Para fundiciones aeroespaciales y estancas a la presión: inferior a 0,10 cc/100g (índice de densidad inferior a 1,0%). Para fundiciones estructurales de automoción: inferior a 0,12 cc/100g (índice de densidad inferior a 1,5%). Para fundiciones de arena en general con requisitos de calidad moderados: por debajo de 0,15 a 0,20 cc/100g puede ser aceptable. Para aplicaciones no estructurales: por debajo de 0,25 cc/100g.
P4: ¿Pueden los filtros de espuma cerámica eliminar el hidrógeno disuelto del aluminio?
No. Los filtros de espuma cerámica son dispositivos físicos de filtración que capturan inclusiones sólidas: partículas de óxido, compuestos intermetálicos y fragmentos refractarios. No tienen ningún mecanismo para eliminar el hidrógeno gaseoso disuelto. La eliminación del hidrógeno requiere un tratamiento de desgasificación con burbujas de gas inerte. La filtración y la desgasificación son procesos complementarios que abordan diferentes fuentes de defectos.
P5: ¿Cuánto tiempo permanece limpia la masa fundida de aluminio tras el tratamiento de desgasificación?
En un horno de mantenimiento cubierto con fundente de recubrimiento AdTech protegiendo la superficie de la masa fundida, la masa fundida tratada mantiene niveles aceptables de hidrógeno (por debajo de 0,15 cc/100g) durante aproximadamente 45 a 90 minutos dependiendo de la humedad ambiente. Sin la protección del fundente de recubrimiento, en condiciones de alta humedad, los niveles de hidrógeno pueden volver a los valores previos al tratamiento en 20 a 30 minutos. El tiempo entre la desgasificación y la colada debe reducirse siempre al mínimo, y debe utilizarse fundente de recubrimiento durante cualquier período de retención.
P6: ¿Qué filtro de espuma cerámica con índice PPI debo utilizar para la fundición de aluminio?
El índice PPI correcto depende de los requisitos de calidad de la fundición y del tipo de aleación. De 20 a 30 PPI es adecuado para la fundición general de aluminio en arena y en molde permanente. De 30 a 40 PPI se recomienda para piezas de fundición estructurales y críticas para la seguridad en el sector de la automoción. De 40 a 60 PPI se utiliza para aplicaciones aeroespaciales y de máxima integridad. Los grados de PPI más altos eliminan más inclusiones pero crean una mayor resistencia al flujo, por lo que debe recalcularse el tamaño del filtro cuando se especifiquen grados más finos.
P7: ¿Necesita la fundición a alta presión un tratamiento de desgasificación?
Sí, especialmente cuando las piezas fundidas producidas van a ser tratadas térmicamente (T6), soldadas o utilizadas en aplicaciones estancas a la presión. Aunque la rápida solidificación del HPDC suprime los poros grandes visibles, el hidrógeno disuelto sigue causando microporosidad que se hace evidente durante el tratamiento térmico (formación de ampollas) o la soldadura. Las operaciones con HPDC que produzcan este tipo de componentes deben aplicar un tratamiento previo de desgasificación en el horno de mantenimiento.
P8: ¿Qué papel desempeña el fundente de recubrimiento en la prevención de la porosidad?
El fundente de recubrimiento sirve de barrera física y química entre la superficie de aluminio líquido y la atmósfera. Evita que la humedad atmosférica entre en contacto con la masa fundida y reintroduzca hidrógeno tras el tratamiento de desgasificación. También evita la oxidación de la superficie y la formación de bifilms durante el mantenimiento y la transferencia. Sin el fundente de recubrimiento, la reabsorción de hidrógeno entre la estación de desgasificación y el molde puede anular una parte significativa de los beneficios del tratamiento de desgasificación.
P9: ¿Cómo reduce la porosidad de la fundición la eliminación de escoria?
La escoria superficial es un depósito de inclusiones de óxido y gas atrapado. Si la escoria se altera durante el espumado o la transferencia de metal, queda atrapada en la masa fundida en forma de nubes de inclusión que nuclean la porosidad durante la solidificación. El eliminador de escoria AdTech convierte la escoria húmeda y pegajosa en un polvo seco que se separa limpiamente de la superficie del metal sin arrastre, reduciendo significativamente la contaminación por inclusiones procedente de esta fuente.
Q10: ¿Se puede reparar la porosidad de las piezas fundidas de aluminio una vez fabricadas?
Las pequeñas porosidades superficiales pueden impregnarse con resina termoendurecible al vacío y bajo presión -un proceso denominado impregnación al vacío- que sella los poros para aplicaciones estancas a la presión sin afectar a las propiedades mecánicas. Esto se utiliza mucho en la fundición de aluminio para automóviles como proceso de recuperación. Sin embargo, la porosidad estructural interna que reduce las propiedades mecánicas no puede repararse eficazmente, y las piezas fundidas afectadas deben desecharse. La prevención mediante un tratamiento adecuado de la fundición es siempre más económica que las operaciones de salvamento posteriores a la fundición.
Conclusiones: El enfoque integrado del control de la porosidad en la fundición de aluminio
La porosidad en la fundición de aluminio es un problema multifactorial que exige una solución multifactorial. Ningún producto o paso del proceso elimina la porosidad en todas sus causas. Las fundiciones que consiguen índices de rechazo sistemáticamente bajos -índice de densidad inferior a 1,5%, nivel de calidad de rayos X de 0 a 1- son las que aplican sistemáticamente cada elemento de la cadena de tratamiento de la masa fundida y miden sus resultados en cada etapa.
El marco de la solución integrada:
- Desgasificadores en línea AdTech: eliminan el hidrógeno disuelto por debajo de 0,10 cc/100g mediante una tecnología rotor-estator optimizada con argón o nitrógeno.
- Filtros de espuma cerámica AdTechCapturan las inclusiones no metálicas hasta tamaños de partícula submilimétricos, eliminando la porosidad de los núcleos de inclusión.
- Flujo de refinado AdTech: aglomeran y eliminan las partículas finas de óxido y los fragmentos de bifilamento que la filtración por sí sola no puede captar.
- AdTech cubre el flujoproteger la masa fundida desgasificada de la reabsorción de hidrógeno durante la conservación y la transferencia.
- Eliminador de escorias AdTechCondición de la escoria para una eliminación limpia sin arrastre de inclusión.
- Disciplina de procesosEl secado correcto de la carga, las temperaturas de vertido adecuadas, los índices de llenado controlados y el diseño adecuado de las compuertas completan el cuadro.
Cada producto de la gama AdTech de tratamiento de aluminio fundido aborda un mecanismo específico de porosidad. Juntos, forman un sistema integral de calidad que transforma la porosidad de un problema crónico de producción en una variable de proceso controlada, medible y gestionable.
Esta referencia técnica ha sido publicada por el equipo editorial y de ingeniería de AdTech. AdTech diseña y fabrica equipos de tratamiento de fundición de aluminio y productos consumibles -incluidas unidades de desgasificación en línea, filtros de espuma cerámica, fundente de refinado, fundente de recubrimiento y agentes de eliminación de escorias- para fundiciones de aluminio y operaciones de fundición en todo el mundo.
