A filtre en mousse de céramique d'alumine sans phosphate est une plaque de filtration en céramique d'alumine réticulée fabriquée sans liant contenant des phosphates, sans adjuvant de frittage ni traitement de surface dans son processus de production, conçue spécifiquement pour filtrer l'aluminium et les alliages d'aluminium en fusion afin d'éliminer les inclusions non métalliques avant la coulée. Contrairement aux filtres en mousse céramique conventionnels qui utilisent du phosphate d'aluminium (AlPO₄) ou des composés phosphatés similaires comme liants pour lier les particules d'alumine entre elles pendant le frittage, les versions sans phosphate atteignent une intégrité structurelle équivalente ou supérieure grâce à d'autres systèmes de liants inorganiques - principalement le sol d'alumine colloïdale, les compositions d'alumine-silice ou d'autres chimies de liaison de la céramique sans phosphate.
Si votre projet nécessite l'utilisation d'un filtre en mousse céramique, vous pouvez nous contacter pour un devis gratuit.
Chez AdTech, nous avons développé et produit des filtres à mousse céramique d'alumine sans phosphate spécifiquement pour répondre à un problème constant et bien documenté que rencontrent nos clients du secteur de la fonderie d'aluminium : la contamination par le phosphore de l'aluminium fondu pendant la filtration, qui dégrade les propriétés mécaniques des alliages d'aluminium de haute pureté et entraîne des niveaux d'impureté inacceptables dans les applications où la teneur en phosphore est un paramètre de spécification contrôlé. La conclusion est directe - si votre opération de coulée d'aluminium produit des barres de qualité conducteur électrique, des billettes structurelles aérospatiales, des alliages de haute pureté ou tout autre produit où le phosphore est une impureté maximale spécifiée, les filtres en mousse céramique sans phosphate sont la spécification techniquement correcte, et non pas une amélioration optionnelle.

Qu'est-ce qu'un filtre en mousse de céramique d'alumine sans phosphate ?
Pour comprendre ce qui différencie un filtre sans phosphate, il faut d'abord comprendre ce que sont les filtres en mousse céramique et comment la version conventionnelle est fabriquée.
Principes de base des filtres en mousse céramique
A filtre en mousse céramique (CFF) est une structure céramique réticulée tridimensionnelle - essentiellement une éponge céramique rigide - dotée d'un réseau interconnecté de cellules ouvertes à travers lesquelles s'écoule le métal en fusion. La structure cellulaire crée un chemin d'écoulement tortueux qui capture les inclusions non métalliques par une combinaison de mécanismes d'adhésion de surface, d'interception mécanique et de filtration du gâteau. La plaque filtrante se trouve dans une boîte filtrante placée entre la sortie du four et le moule ou la station de coulée, et tout le métal qui passe à la coulée doit passer par le filtre.
L'alumine (Al₂O₃) est le principal matériau céramique utilisé pour la filtration de l'aluminium en fusion en raison de sa compatibilité chimique avec l'aluminium - elle ne réagit pas de manière défavorable avec l'aluminium en fusion ou ses éléments d'alliage courants dans des conditions de coulée normales, et elle offre une résistance adéquate aux chocs thermiques pour survivre au changement rapide de température lorsque le filtre froid entre en contact pour la première fois avec le métal en fusion lors de l'amorçage.
A lire également : Processus de fabrication du filtre en mousse céramique
L'itinéraire de fabrication standard et le point d'entrée du phosphate
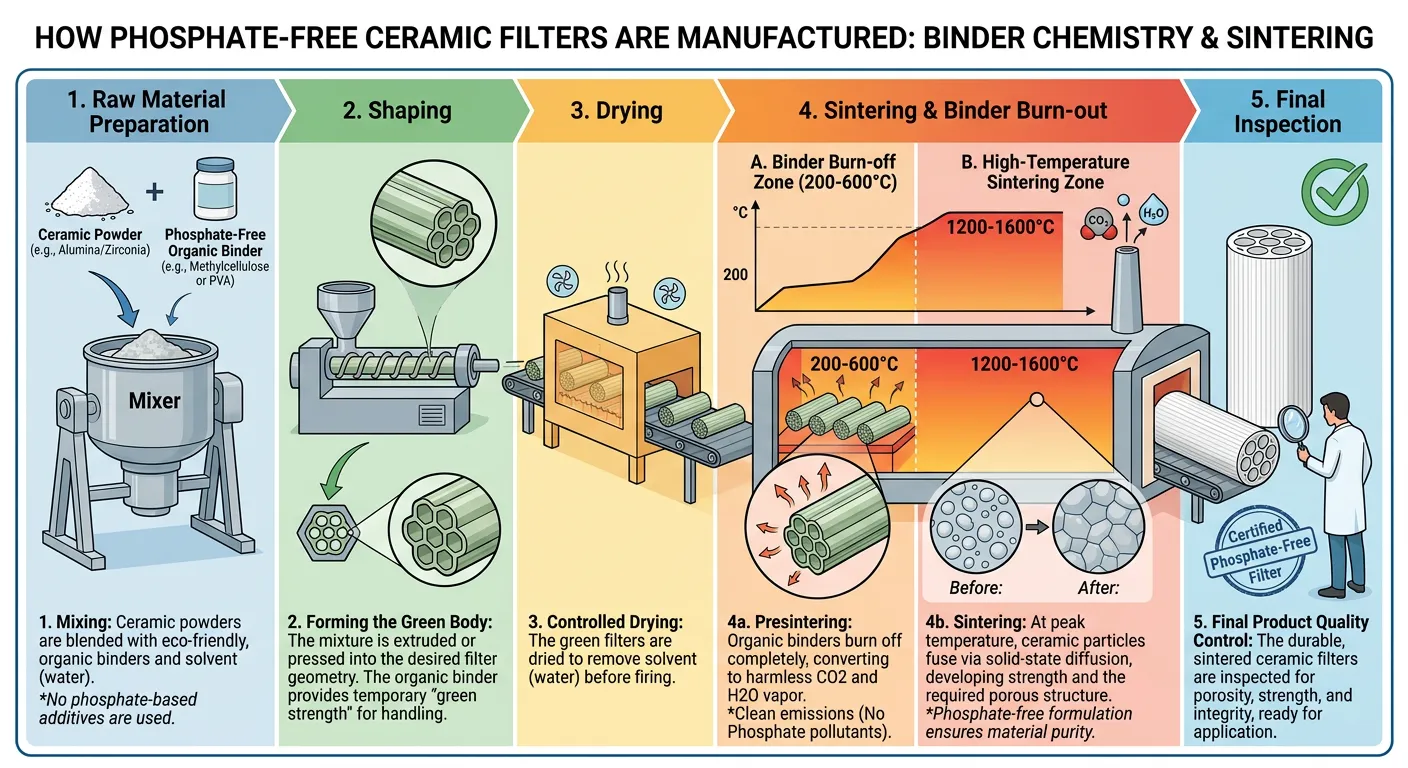
Les filtres en mousse céramique conventionnels sont fabriqués selon un processus de réplication de la mousse polymère :
Étape 1 : Un gabarit en mousse de polyuréthane à cellules ouvertes est découpé aux dimensions requises pour la plaque filtrante.
Étape 2 : La mousse est imprégnée d'une boue céramique - une suspension de particules d'alumine dans l'eau avec divers additifs, notamment des liants, des défloculants et des modificateurs de rhéologie.
Étape 3 : La mousse imprégnée est pressée pour éliminer l'excès de boue, ce qui laisse une couche uniforme de matériau céramique sur les supports en mousse.
Étape 4 : La mousse revêtue est séchée puis cuite à haute température (généralement 1200-1400°C). Au cours de la cuisson, la mousse de polyuréthane brûle, laissant le revêtement céramique sous la forme d'un réseau d'entretoises autoportantes - la structure céramique réticulée.
Étape 5 (où le phosphate est traditionnellement utilisé) : Pendant la cuisson, les particules de céramique doivent se lier entre elles pour former une structure solide et cohésive. Les fabricants traditionnels utilisent le phosphate d'aluminium (AlPO₄) comme liant à haute température parce qu'il est efficace, peu coûteux et bien connu. Les liants phosphatés se frittent bien dans la plage de température utilisée pour la production de filtres en mousse céramique et offrent une résistance mécanique adéquate.
Le problème est que le phosphate d'aluminium ne réagit pas complètement en une phase céramique chimiquement inerte pendant la cuisson. Des composés de phosphate résiduels subsistent aux limites des grains et sur les surfaces des supports du filtre fini. Lorsque l'aluminium en fusion entre en contact avec ces surfaces pendant la filtration, il se produit une réaction de dissolution et de lixiviation qui transfère le phosphore dans l'aluminium en fusion.
L'alternative sans phosphate
Les filtres en mousse de céramique d'alumine sans phosphate remplacent le liant phosphate par d'autres systèmes de liaison. La chimie spécifique du liant varie selon le fabricant et est généralement propriétaire, mais les approches les plus crédibles d'un point de vue technique sont les suivantes :
Liants sol à base d'alumine colloïdale : Les nanoparticules d'alumine en suspension colloïdale assurent une excellente liaison entre les grandes particules d'alumine du filtre pendant le frittage, sans introduire de phosphore. Les particules sol remplissent les joints de grains et les cols entre les particules plus grandes, assurant à la fois la résistance à l'état vert (avant la cuisson) et la résistance à l'adhérence à haute température.
Liants en phase vitreuse à base d'alumine et de silice : Une quantité contrôlée de SiO₂ est introduite dans la matrice céramique, qui forme une phase de liaison vitreuse à la température de cuisson. La phase vitreuse lie les particules d'alumine sans chimie des phosphates. La teneur en silicium du filtre final doit être soigneusement contrôlée pour éviter d'introduire une contamination au silicium dans les alliages sensibles.
Systèmes de liants réactifs à base d'alumine : Certaines formes d'alumine réactive (phase de transition) se frittent à des températures plus basses que l'alpha-alumine entièrement calcinée et peuvent lier les particules d'alpha-alumine sans nécessiter un composé liant distinct. Cette approche permet d'obtenir un filtre Al₂O₃ presque pur, sans ajout intentionnel d'impuretés.
Liant formant une mullite : Une combinaison d'alumine et de silice dans le rapport correct pour former de la mullite (3Al₂O₃-2SiO₂) pendant la cuisson fournit une phase de liaison stable et chimiquement résistante. L'inertie chimique de la mullite avec l'aluminium en fusion la rend acceptable dans les applications de faible pureté où la contamination par le silicium de la mullite est conforme aux spécifications de l'alliage.

Pourquoi la contamination par le phosphore des filtres standard constitue-t-elle un réel problème ?
Cette section couvre la base technique de l'exigence de filtre sans phosphate - le mécanisme réel de contamination et ses conséquences mesurées.
Le mécanisme de lixiviation du phosphore
Lorsque l'aluminium en fusion à environ 700-750°C entre en contact avec la surface d'un filtre en mousse de céramique liée au phosphate, plusieurs processus chimiques se produisent simultanément :
L'aluminium en fusion mouille la surface de l'alumine car l'oxyde d'aluminium est thermodynamiquement stable au contact de l'aluminium aux températures de coulée. Lorsque la matière fondue s'écoule à travers la structure poreuse tortueuse et entre en contact avec la phase liante aux joints de grains, le phosphate d'aluminium (AlPO₄) et les composés de phosphate apparentés à la surface du filtre entrent en contact avec l'aluminium fondu hautement réactif.
L'analyse thermodynamique du système Al-P-O à 700-750°C montre que les phases contenant du phosphore sont thermodynamiquement instables au contact de l'aluminium liquide. L'aluminium réduit le phosphate, libérant du phosphore qui se dissout dans l'aluminium fondu. La vitesse de dissolution dépend de :
- La teneur en liant phosphaté du filtre.
- La surface des supports de filtre exposée à l'écoulement du métal.
- La vitesse d'écoulement du métal à travers le filtre.
- Volume total de métal traité par le filtre.
- La teneur initiale en phosphore de la phase liante du filtre.
Ramassage du phosphore mesuré dans la pratique industrielle
L'absorption de phosphore par les filtres en mousse céramique conventionnels a été documentée dans des recherches métallurgiques publiées et dans nos propres contrôles de production dans les installations des clients d'AdTech. Résultats typiques :
Dans les opérations de coulée d'aluminium standard utilisant des filtres en mousse de céramique d'alumine 30 ppi liés au phosphate, la récupération du phosphore par le filtre varie de 0,5 à 3 ppm en poids dans le métal filtré, en fonction du produit filtrant spécifique, de la température du métal, du débit et de la taille du filtre. Cela semble peu en termes absolus, mais les implications pour des applications spécifiques sont significatives.
Pour l'aluminium de qualité conducteur électrique (qualité EC, alliage 1350), la Commission électrotechnique internationale (CEI) et l'ASTM B233 spécifient une teneur maximale en phosphore de 0,003% (30 ppm) en poids. Bien qu'une prise en charge de 3 ppm par la seule filtration n'enfreigne pas nécessairement cette limite, elle représente une fraction significative du budget total autorisé et élimine la marge pour d'autres sources de phosphore dans le processus.
Pour les alliages d'aluminium de haute pureté (degrés de pureté 3N à 5N, 99,9% à 99,999% Al), le phosphore est une impureté contrôlée avec des spécifications typiques inférieures à 5 ppm au total. Une contamination par le phosphore dérivée de la filtration de 1 à 3 ppm représente une fraction inacceptable du budget total des impuretés.
Pour les alliages destinés à l'aérospatiale, où le phosphore affecte spécifiquement la structure du grain, le comportement de précipitation et les propriétés mécaniques, même une prise de phosphore inférieure aux spécifications crée une incertitude sur la qualité que les systèmes de qualité de l'aérospatiale ne peuvent pas prendre en compte.
A lire également : Prix du filtre en mousse céramique 2026
Effet du phosphore sur les propriétés des alliages d'aluminium
Effet sur la conductivité électrique : Le phosphore est l'une des impuretés les plus puissantes pour réduire la conductivité électrique de l'aluminium. Même à des concentrations de 1 à 2 ppm, le phosphore réduit la conductivité électrique de l'aluminium de qualité CE de manière mesurable. Pour les applications de conducteurs électriques en aluminium où la conductivité est une spécification de performance primaire, la minimisation de toutes les sources de phosphore - y compris la filtration - est un impératif de qualité.
Effet sur les propriétés mécaniques : Dans les alliages aluminium-silicium, le phosphore réagit avec le silicium pour former des noyaux de phosphure d'aluminium (AlP) qui modifient la morphologie de la phase silicium. Cette interaction peut être intentionnelle (l'ajout de phosphore est utilisé pour affiner le silicium primaire dans les alliages Al-Si hypereutectiques) ou non intentionnelle. Dans les alliages où cet effet n'est pas souhaité, la reprise du phosphore par filtration crée une variable métallurgique incontrôlée.
Effet sur la qualité de l'anodisation : Dans les produits architecturaux et décoratifs en aluminium qui subissent une anodisation, le phosphore aux limites du grain peut créer des schémas d'attaque préférentiels pendant l'anodisation, ce qui produit un aspect de surface irrégulier. Il s'agit d'un problème de qualité pour les produits architecturaux en aluminium de qualité supérieure.
Effet sur les certificats de pureté de l'aluminium de haute pureté : Les produits certifiés en aluminium de haute pureté nécessitent une analyse traçable des impuretés. La contamination par le phosphore provenant de la filtration complique la certification et crée un risque de non-conformité avec les niveaux maximaux de phosphore spécifiés par le client.
Comparaison du ramassage du phosphore : Filtres standard et filtres sans phosphate
| Type de filtre | Système de reliure | Ramassage typique de P (ppm) | Acceptable pour le grade CE ? | Acceptable pour la pureté 4N ? |
|---|---|---|---|---|
| Liés au phosphate standard | AlPO₄ | 1.0-3.0 | Marginale | Non |
| Lié à un faible taux de phosphate | AlPO₄ réduit | 0.5-1.5 | Marginale | Non |
| Alumine colloïdale sans phosphate | Al₂O₃ sol | <0.1 | Oui | Oui |
| Alumine réactive sans phosphate | Al₂O₃ réactif | <0.1 | Oui | Oui |
| Sans phosphate, lié à la mullite | Al₂O₃-SiO₂ | <0,1 (P), 0,5-2,0 (Si) | Oui (préoccupation P) | Dépend des spécifications du Si |
Comment sont fabriqués les filtres sans phosphates : Chimie des liants et frittage
La fabrication d'un filtre en mousse céramique mécaniquement adéquat sans liants phosphatés nécessite de relever des défis techniques spécifiques qui expliquent pourquoi les filtres sans phosphates coûtent historiquement plus cher et ont une pénétration du marché plus faible que les produits standard.
Le défi technique du collage sans phosphate
Le phosphate d'aluminium est devenu le liant dominant dans la production de filtres en mousse céramique car il offre plusieurs avantages de fabrication : il crée des corps verts solides qui résistent aux dommages causés par la manipulation avant la cuisson, il se fritte efficacement dans la plage de 1200-1400°C utilisée pour la production de filtres en alumine, et il est chimiquement compatible avec l'alumine aux températures de frittage (pas de réactions défavorables entre le liant et les particules d'alumine).
Les liants alternatifs doivent répondre à ces exigences de fabrication sans introduire de phosphore. Les principaux défis sont les suivants :
La force verte : Le liant doit offrir une résistance mécanique adéquate à l'état non cuit pour survivre au séchage, à la manipulation et au chargement dans le four sans se fracturer ou se déformer. Les liants d'alumine colloïdale atteignent une bonne résistance à l'état vert grâce à la liaison hydrogène et à l'interaction électrostatique entre les particules d'alumine à l'échelle nanométrique et la surface des grains d'alumine plus importants.
Compatibilité avec la température de frittage : Le liant doit se fritter à la même température que la matrice de particules d'alumine, créant ainsi des liens solides aux joints de grains sans nécessiter de températures qui entraîneraient la déformation ou l'effondrement du réseau d'entretoises en céramique sous son propre poids lors de la cuisson.
Stabilité dimensionnelle : Les supports du filtre sont minces et ne sont pas soutenus pendant la cuisson. Le système de liant doit contrôler le retrait du revêtement céramique pendant le frittage afin de maintenir la précision dimensionnelle et la structure cellulaire uniforme du filtre fini.
Pureté chimique : Tout élément introduit par le système de liant qui s'infiltre dans l'aluminium pendant la filtration représente une source de contamination. Les liants d'alumine colloïdale n'introduisent que de l'aluminium et de l'oxygène - tous deux déjà présents dans le matériau filtrant et l'aluminium fondu - ce qui en fait l'option la plus propre qui soit.
L'approche manufacturière d'AdTech
Chez AdTech, nos filtres en mousse de céramique d'alumine sans phosphate sont produits à l'aide d'un système de liant à base d'alumine colloïdale développé dans le cadre de notre propre programme d'ingénierie des procédés. Les éléments clés de notre approche de la fabrication :
Sélection des matières premières : Nous utilisons de l'alpha-alumine calcinée de haute pureté (>99,5% Al₂O₃) comme matériau filtrant primaire, avec une distribution granulométrique soigneusement contrôlée pour optimiser l'équilibre entre la performance du revêtement de boue, la résistance du frittage et la porosité de la structure de la jambe de force finie.
Formulation de la suspension : La boue céramique est formulée en utilisant de l'alumine colloïdale comme liant principal, avec des adjuvants organiques soigneusement sélectionnés (modificateurs de rhéologie, agents mouillants) qui brûlent entièrement pendant la cuisson, ne laissant aucun résidu carboné dans le filtre fini.
Sélection du gabarit de la mousse : Les modèles de mousse de polyuréthane sont obtenus selon des spécifications de distribution de taille de cellule cohérentes qui se traduisent par le nombre de pores par pouce (PPI) cible du filtre fini. La qualité de la mousse détermine directement l'uniformité des cellules du filtre, qui affecte à la fois la résistance à l'écoulement et l'efficacité de la filtration.
Protocole de tir : Notre protocole de cuisson est optimisé pour le système de liant d'alumine colloïdale, en utilisant un profil de taux de chauffage contrôlé qui permet une combustion complète des auxiliaires de traitement organiques avant le début de la phase de frittage de la céramique, ce qui empêche le piégeage du carbone dans la structure de l'entretoise.
Vérification de la qualité : Chaque lot de production est soumis à des tests de résistance à la compression, de densité apparente et de pureté - y compris la teneur en phosphore par analyse ICP-OES - avant d'être autorisé à l'expédition.
Spécifications techniques et propriétés physiques
Propriétés physiques standard
| Propriété | Spécifications | Méthode d'essai |
|---|---|---|
| Composition du matériau | Al₂O₃ ≥ 99,0% | Analyse XRF |
| Teneur en phosphore | <0,005% (50 ppm) | ICP-OES |
| Densité apparente | 0,30-0,45 g/cm³ | ASTM C134 |
| Porosité (ouverte) | 80-90% | Méthode d'Archimède |
| Résistance à la compression | ≥0,8 MPa (30 ppi) à ≥1,2 MPa (10 ppi) | ASTM C133 |
| Résistance à la flexion (MOR) | ≥0,6 MPa | ASTM C133 |
| Température de service maximale | 1100°C (2012°F) | — |
| Résistance aux chocs thermiques | Pas de fissuration, 700°C → ambiance → 700°C (3 cycles) | Test du fabricant |
| Retrait linéaire en service | <1,5% à 850°C | ISO 10635 |
| Couleur | Blanc à blanc cassé | Visuel |
| Classification standard des pores | 10, 20, 30, 40, 50, 60 ppi | Méthode de comptage des cellules |
Dimensions disponibles
| Taille standard (mm) | Taille standard (pouces) | Notations PPI disponibles | Application typique |
|---|---|---|---|
| 100 × 100 × 22 | 4″ × 4″ × 7/8″ | 20, 30, 40, 50 | Petite coulée, laboratoire |
| 150 × 150 × 22 | 6″ × 6″ × 7/8″ | 20, 30, 40, 50 | Moulage moyen |
| 178 × 178 × 22 | 7″ × 7″ × 7/8″ | 20, 30, 40, 50 | Moulage moyen |
| 200 × 200 × 50 | 7.87″ × 7.87″ × 2″ | 10, 20, 30 | Grandes coulées, billettes |
| 229 × 229 × 50 | 9″ × 9″ × 2″ | 10, 20, 30 | Grandes coulées |
| 300 × 300 × 50 | 11.8″ × 11.8″ × 2″ | 10, 20, 30 | Grand format, coulée de dalles |
| 381 × 381 × 50 | 15″ × 15″ × 2″ | 10, 20 | Très grand format |
| 432 × 432 × 50 | 17″ × 17″ × 2″ | 10, 20 | Très grand format |
| Dimensions sur mesure | Par commande | Selon les spécifications | Équipements spécifiques |
Note : Des plaques filtrantes rondes et des géométries non standard sont disponibles sur demande. L'épaisseur peut varier de 22 mm à 75 mm en fonction des exigences de l'application.
Données sur les propriétés thermiques
| Propriété | Valeur | Conditions |
|---|---|---|
| Conductivité thermique | 0,8-1,2 W/m-K | A 700°C |
| Capacité thermique spécifique | 0,9-1,0 J/g-K | A 700°C |
| Dilatation thermique linéaire (CTE) | 8.0-8.5 × 10-⁶/°C | 20-1000°C |
| Résistance aux chocs thermiques (ΔT) | ≥400°C sans fissure | Essai de choc unique |
| Taux de préchauffage (recommandé) | ≤200°C/heure en dessous de 400°C | Pour éviter les chocs thermiques |
Granulométrie des pores (PPI), efficacité de la filtration et élimination des inclusions
Comprendre la notation des PPI
L'indice de pores par pouce (PPI) d'un filtre en mousse céramique décrit le nombre de cellules ouvertes comptées sur une mesure linéaire d'un pouce (25,4 mm) à travers la face du filtre. Un indice PPI plus élevé signifie qu'il y a plus de cellules par unité de longueur, ce qui se traduit par des ouvertures de cellules individuelles plus petites et une filtration plus fine.
La relation entre l'indice PPI et la performance de filtration n'est pas simplement “indice PPI plus élevé = meilleure filtration”. L'efficacité réelle de la filtration dépend de
- La distribution spécifique de la taille des cellules au sein de l'IPP évalué.
- La tortuosité de la trajectoire du flux à travers le filtre.
- La vitesse d'écoulement du métal.
- Les types d'inclusion spécifiques et les distributions de taille dans la matière fondue.
- Volume de filtration du métal par rapport à la capacité du filtre.
En pratique, les filtres à PPI élevé capturent des inclusions plus fines mais créent une plus grande résistance à l'écoulement (perte de charge), ce qui ralentit l'écoulement du métal et peut entraîner un blocage prématuré du filtre si la charge d'inclusions est élevée. Pour sélectionner le bon indice PPI, il faut trouver un équilibre entre le niveau de propreté requis et les exigences pratiques du système de coulée en matière de flux de métal.
Classement PPI vs. performance de filtration
| Classement PPI | Taille approximative des cellules | Inclusion effective Taille de capture | Résistance à l'écoulement du métal | Application typique |
|---|---|---|---|---|
| 10 ppi | 2,5 mm | >100 microns efficacement | Très faible | Préfiltre, très grosses inclusions |
| 20 ppi | 1,3 mm | >50 microns efficacement | Faible | Coulée générale, propreté standard |
| 30 ppp | 0,85 mm | >20 microns efficacement | Modéré | Bonne propreté, moulage de billettes |
| 40 ppi | 0,63 mm | >10 microns efficacement | Modérée-élevée | Billetterie aérospatiale de haute propreté |
| 50 ppi | 0,50 mm | >5 microns efficacement | Haut | Exigences très élevées en matière de propreté |
| 60 ppi | 0,42 mm | >3 microns efficacement | Très élevé | Applications ultra-propres |
Note : La “taille de capture effective” fait référence à la taille de l'inclusion pour laquelle l'efficacité d'élimination dépasse environ 80% dans des conditions typiques de flux de coulée. Les inclusions plus petites sont capturées avec une efficacité moindre en raison d'une impaction inertielle réduite.

Efficacité de l'élimination des inclusions en fonction de la qualité du filtre
Les données suivantes sont basées sur l'analyse PoDFA (Porous Disk Filtration Apparatus) d'échantillons d'aluminium prélevés avant et après filtration à l'aide de filtres en mousse de céramique d'alumine sans phosphate dans les installations des clients d'AdTech.
| Type d'inclusion | 20 ppi Suppression | 30 ppi Suppression | 40 ppi Suppression | 50 ppi Suppression |
|---|---|---|---|---|
| Films d'alumine de grande taille (>50 μm) | 90-95% | 95-99% | >99% | >99% |
| Inclusions d'alumine moyennes (20-50 μm) | 75-85% | 85-95% | 90-97% | 95-99% |
| Fines inclusions d'alumine (5-20 μm) | 50-70% | 65-80% | 75-90% | 85-95% |
| Particules de spinelle (MgAl₂O₄) | 70-85% | 80-92% | 88-96% | 93-98% |
| Agglomérats de TiB₂ (>30 μm) | 80-92% | 90-97% | >95% | >98% |
| Particules réfractaires (>100 μm) | >99% | >99% | >99% | >99% |
| Inclusions de chlorure | 60-75% | 70-85% | 78-90% | 85-93% |
Recommandations pour la filtration en deux étapes
Pour les applications critiques nécessitant une élimination maximale des inclusions, une approche de filtration en deux étapes utilise deux filtres en mousse céramique en série - généralement un filtre plus grossier en amont (20-30 ppi) pour capturer les grosses inclusions et protéger le filtre en aval, suivi d'un filtre plus fin (40-50 ppi) pour l'élimination des fines inclusions. Cet arrangement prolonge la durée de vie du filtre fin (qui sinon se bloquerait rapidement s'il était exposé à des charges élevées de grosses inclusions) et permet d'obtenir une efficacité d'élimination globale supérieure à celle de l'un ou l'autre des filtres pris isolément.
Chez AdTech, nous concevons des systèmes complets de filtration en deux étapes pour les opérations de coulage de billettes et de lingots d'aluminium, en incorporant des filtres sans phosphate aux deux étapes.

Applications nécessitant des filtres sans phosphate
Aluminium de qualité conducteur électrique (qualité EC, alliage 1350)
L'aluminium de qualité CE est le principal matériau conducteur des lignes aériennes de transmission, des enroulements de transformateurs et des câbles de distribution électrique. Sa spécification de conductivité électrique - minimum 61.0% IACS (International Annealed Copper Standard) - exige un contrôle extrêmement strict de toutes les impuretés qui réduisent la conductivité. Le phosphore est l'une des impuretés les plus nuisibles à l'électricité dans l'aluminium par unité de concentration.
La production de barres d'aluminium pour le tréfilage (barres de coulée continue ou CCR) implique des opérations de coulée à haut débit qui filtrent de grands volumes de métal à travers des filtres en mousse céramique pendant des campagnes prolongées. Même avec les faibles niveaux d'absorption de phosphore des filtres individuels, caractéristiques des filtres à liaison phosphate, l'introduction cumulative de phosphore dans la masse fondue au cours d'une longue campagne de coulée peut approcher des valeurs qui menacent la conformité avec les spécifications de qualité CE.
Les filtres sans phosphate éliminent complètement cette source de phosphore, ce qui constitue une variable de moins à gérer dans un processus déjà étroitement contrôlé.
Alliages d'aluminium pour l'aérospatiale
Les billettes d'aluminium de qualité aérospatiale destinées à des applications structurelles critiques - revêtements de fuselage, longerons d'ailes, composants de trains d'atterrissage - sont produites selon les spécifications de propreté les plus exigeantes de l'industrie de l'aluminium. Les spécifications pertinentes comprennent la spécification de processus ABS2728 d'Airbus, la spécification matérielle BMS7-240 de Boeing et les exigences générales des systèmes de qualité approuvés par le NADCAP.
Dans la coulée de billettes pour l'aérospatiale, chaque impureté chimique dans le métal spécifié doit être traçable et contrôlée. La contamination par le phosphore provenant de la filtration n'est pas une impureté répertoriée dans ces spécifications pour les alliages standard, ce qui signifie que le phosphore dérivé de la filtration existe en dehors du système de qualité contrôlé - une situation inacceptable dans la gestion de la qualité de l'aérospatiale. Les filtres sans phosphate éliminent cette source de contamination incontrôlée.
Production d'aluminium de haute pureté (qualité 3N à 5N)
L'aluminium de haute pureté (99,9% et plus) est utilisé dans les composants des équipements de fabrication de semi-conducteurs, les applications optiques, les cibles de dépôt de couches minces et les applications chimiques spécialisées. Les spécifications de pureté pour ces matériaux indiquent généralement les niveaux maximaux pour des dizaines d'éléments individuels, souvent dans la plage inférieure à un chiffre des parties par million. Les spécifications relatives au phosphore pour l'aluminium de qualité 4N (99,99%) sont généralement inférieures à 5 ppm de phosphore total.
La filtration avec des filtres standard liés au phosphate à des niveaux typiques de captage du phosphore de 1 à 3 ppm consommerait une fraction substantielle de ce budget d'impuretés. Les filtres sans phosphate, dont le taux de captage du phosphore est inférieur à la limite de détection des méthodes analytiques standard (<0,1 ppm dans la plupart des cas), sont obligatoires pour la filtration de la production d'aluminium de haute pureté.
Moulage d'alliages d'aluminium pour l'automobile
Alors que les alliages de fonderie automobile standard ne sont pas aussi sensibles au phosphore que les qualités aérospatiales, les applications automobiles haut de gamme - boîtiers de batterie pour les véhicules électriques, pièces moulées structurelles pour la construction de carrosseries en blanc, composants de systèmes de freinage - exigent des contrôles d'impuretés de plus en plus stricts. À mesure que la teneur en aluminium des véhicules augmente et que les exigences de qualité pour l'aluminium de construction se renforcent, la filtration sans phosphate devient un élément des exigences de qualification des fournisseurs d'aluminium pour l'industrie automobile de première qualité.
Applications nécessitant des filtres sans phosphate Résumé
| Application | Alliage / Grade | Spécification P typique | Raison pour laquelle il n'y a pas de phosphates |
|---|---|---|---|
| Barre de qualité CE | 1350, 1370 | <30 ppm de P total | Protection de la conductivité |
| Billetterie aérospatiale | Séries 2xxx, 6xxx, 7xxx | Contrôlé, traçable | Traçabilité du système de qualité |
| Al (4N) de haute pureté | 99.99% Al | <5 ppm de P total | Budget de pureté |
| Ultra-haute pureté (5N) | 99,999% Al | <1 ppm de P total | Budget de pureté |
| Dispositif médical Al | Divers | Audit de biocompatibilité | Conformité réglementaire |
| Film d'emballage en contact avec les aliments | 1xxx, 8xxx | Limites réglementaires | Sécurité alimentaire |
| Boîtiers de batterie de première qualité pour véhicules électriques | Série 6xxx | Spécifications de serrage | Intégrité structurelle |
| Feuille de condensateur | 1xxx haute pureté | <5 ppm P | Performance électrique |
Filtres en mousse céramique sans phosphate ou avec phosphate standard
Cette comparaison est le point de décision essentiel pour les acheteurs qui évaluent si la prime des produits sans phosphates est justifiée pour leur application spécifique.
Comparaison des performances
| Propriété | Phosphate standard lié | Sans phosphate (AdTech) | Avantage |
|---|---|---|---|
| Contenu en Al₂O₃ | 95-99% | ≥99.0% | Sans phosphate |
| Teneur en phosphore du filtre | 0,5-2,0% | <0,005% | Sans phosphate |
| P pick-up dans l'aluminium fondu | 1,0-3,0 ppm | <0,1 ppm | Sans phosphate |
| Résistance à la compression | 0,6-1,0 MPa | 0,8-1,2 MPa | Similaire ou sans phosphate |
| Résistance aux chocs thermiques | Bon | Bon | Semblable |
| Précision dimensionnelle | Bon | Bon | Semblable |
| Disponibilité (tailles standard) | Large | Large (gamme AdTech) | L'étalon a un léger bord |
| Coût par filtre | Référence de base | 15-35% premium | Standard |
| Durée de vie (par campagne) | Usage unique | Usage unique | Semblable |
| Efficacité de la filtration | Bon | Bon à excellent | Semblable à un produit sans phosphate |
| Convient pour l'aluminium de qualité CE | Marginale | Oui | Sans phosphate |
| Convient pour l'aluminium de pureté 4N | Non | Oui | Sans phosphate |
| Adapté à l'aérospatiale | Marginale | Oui | Sans phosphate |
Quand les filtres à phosphate standard sont acceptables
Les filtres standard en mousse de céramique liée au phosphate restent appropriés pour.. :
- Applications de coulée de produits de base où le phosphore n'est pas une impureté spécifiée.
- Refonte de l'aluminium recyclé lorsque les spécifications en matière d'impuretés sont larges.
- Applications produisant des alliages de fonderie pour des moulages sous pression non critiques.
- Moulage de prototypes en petite série où la traçabilité des métaux n'est pas nécessaire.
- Applications où le volume de métal est trop faible pour que le ramassage du phosphore soit mesurable.
Recommander uniformément et sans réserve des filtres sans phosphate serait trompeur. La prime est justifiée par la différence de performance uniquement dans les applications où la contamination par le phosphore est un véritable problème de qualité.
Quand la prime à l'absence de phosphates est définitivement justifiée
Le surcoût des filtres sans phosphate est définitivement justifié lorsque :
- Les spécifications de l'alliage prévoient une teneur maximale en phosphore inférieure à 5 fois la capacité de décolmatage du filtre.
- L'application en aval comprend la mesure de la conductivité électrique comme critère de conformité.
- Le système de qualité exige un contrôle traçable des impuretés pour tous les intrants de production.
- La spécification du client exige la déclaration de tous les ajouts chimiques intentionnels et accidentels au métal.
Dans ces situations, le coût d'un seul rejet de produit ou d'une seule plainte de client dépasse de loin le surcoût cumulé des filtres sans phosphate sur une période de production réaliste. Des clients d'AdTech ont calculé ce compromis de manière explicite et sont arrivés systématiquement à la même conclusion.
Conception, installation et procédures d'exploitation des caissons filtrants
Exigences relatives au caisson filtrant pour les filtres en mousse céramique
Le caisson filtrant est le boîtier réfractaire qui maintient le filtre en mousse céramique dans la voie d'écoulement métallique. Une bonne conception du caisson filtrant est aussi importante que la sélection du filtre pour obtenir des performances de filtration constantes.
Principales exigences en matière de conception des filtres :
Scellage : Le filtre doit être scellé sur tout son périmètre afin d'empêcher le contournement du métal, c'est-à-dire l'écoulement du métal non filtré autour du filtre plutôt qu'à travers celui-ci. La dérivation du métal est une cause fréquente de mauvaise performance de filtration et n'est pas toujours évidente dans le cadre d'un contrôle de routine de la production. L'étanchéité est assurée par la combinaison d'un ajustement étroit entre la plaque du filtre et l'évidement de la boîte du filtre, et d'un joint en fibre céramique compressible (généralement un câble ou un papier en fibre céramique) qui remplit tout espace entre le bord du filtre et l'évidement de la boîte.
Soutien : Le filtre doit être soutenu sur sa face aval pour éviter qu'il ne se fracture sous la pression hydrostatique du métal se trouvant en amont. La plupart des boîtes à filtres comportent un rebord encastré ou une grille de support sur le côté aval. Le support doit permettre l'écoulement du métal tout en empêchant la rupture du filtre sous l'effet de la pression statique et dynamique du métal.
Préchauffage : Le caisson filtrant doit être préchauffé avant tout contact avec le métal afin d'éviter tout choc thermique sur le filtre et toute solidification prématurée du métal en contact avec le réfractaire froid. La température minimale de préchauffage est généralement de 700°C (1292°F) pour le filtre lui-même, obtenue en préchauffant le caisson filtrant assemblé (avec le filtre installé) à l'aide de brûleurs à gaz pendant 30 à 60 minutes avant le début de la coulée.
Compatibilité des matériaux : Tous les matériaux réfractaires de la boîte à filtres qui entrent en contact avec l'aluminium en fusion doivent être compatibles - pas de matériaux réfractaires riches en silice qui réagiraient avec le magnésium, pas de matériaux contenant du fer qui se dissoudraient dans l'aluminium en fusion.
Procédure d'installation standard
Étape 1 : Inspection du boîtier du filtre : Inspecter le logement de la boîte à filtre pour vérifier qu'il n'est pas endommagé, qu'il n'y a pas de joint usagé et qu'il n'y a pas de calamine provenant des campagnes précédentes. Nettoyer soigneusement. Vérifiez que le rebord ou la grille de support est intact.
Étape 2 : Installation du joint : Placer un joint en fibre céramique (corde ou papier) dans le renfoncement de la boîte à filtre sur le pourtour. Le joint doit être comprimé d'environ 20-30% lorsque le filtre est mis en place, afin d'assurer une étanchéité métallique continue.
Étape 3 : Mise en place du filtre : Abaisser le filtre en mousse céramique dans le logement de la boîte en l'orientant correctement. Pour les filtres sans phosphate dont les faces supérieure et inférieure sont identiques, l'orientation n'est pas critique. Pour les filtres dont le sens d'écoulement est marqué (certains modèles ont une face plus dense du côté amont), vérifier l'orientation correcte avant de les mettre en place.
Étape 4 : Préchauffage : Préchauffez le boîtier du filtre et le filtre assemblés ensemble. N'exposez pas un filtre froid à l'impact direct d'une flamme ou à un chauffage rapide à haute température, car le choc thermique peut fissurer le filtre avant le premier contact avec le métal. L'objectif est d'atteindre une température uniforme de 700-750°C sur l'ensemble du filtre.
Étape 5 : Début de l'amorçage et de la coulée : Laissez le premier métal remplir la boîte du filtre et s'amorcer naturellement à travers le filtre. N'utilisez pas de force mécanique ou de pression de tête accrue pour forcer le métal à travers un filtre non amorcé - cela peut fracturer le filtre. Maintenez une hauteur de métal constante au-dessus du filtre tout au long de la campagne de coulée.
Étape 6 : Suivi de la campagne : Surveillez la température du métal, le débit et la hauteur du métal au-dessus du filtre tout au long de la campagne. Une diminution du débit à hauteur de chute constante indique une augmentation de la résistance du filtre en raison de la charge d'inclusion - ce phénomène est normal et attendu. Remplacer le filtre lorsque le débit tombe en dessous du minimum requis pour le système de coulée.
Étape 7 : Fin de la campagne et retrait du filtre : À la fin de la campagne de coulée, laissez le métal s'écouler de la boîte à filtre si possible. Retirez le filtre usagé (il contiendra de l'aluminium solidifié dans sa structure et sera nettement plus lourd que le nouveau filtre). Éliminez les filtres usagés conformément aux réglementations locales.
Paramètres de fonctionnement critiques
| Paramètres | Fourchette recommandée | Conséquence de l'écart |
|---|---|---|
| Température du métal au niveau du filtre | 700-760°C | En dessous de la fourchette : risque de gel ; au-dessus de la fourchette : augmentation de la production de gaz et d'oxydes. |
| Tête métallique au-dessus du filtre | 50-200 mm | Trop faible : amorçage incomplet ; trop élevé : risque de fracture du filtre |
| Température de préchauffage | 650-750°C | En dessous de la plage : choc thermique et fissuration |
| Taux de préchauffage | ≤200°C/hr en dessous de 400°C | Risque de fissuration par choc thermique plus rapide |
| Volume maximal de métal par filtre | Spécification du fournisseur (par taille/PPI) | Dépassé : risque de rupture |
| Vitesse d'écoulement à travers le filtre | 0,01-0,05 m/s | Trop élevé : réentraînement à l'inclusion ; trop faible : risque de passerelle |
Critères de vérification de la qualité et de qualification des fournisseurs
Ce qu'il faut vérifier lors de l'achat de filtres sans phosphates
Le marché des filtres en mousse céramique sans phosphate comprend des produits de qualité très variable et dont la teneur en phosphore est réellement variable. La mention “sans phosphate” sur l'étiquette ou la fiche technique d'un produit doit faire l'objet d'une vérification chimique - l'affirmation doit être étayée par des données analytiques quantitatives, et non par une simple description de la formulation.
Étapes de vérification obligatoires :
Analyse de la teneur en phosphore : Demandez des rapports d'essai ICP-OES (spectrométrie d'émission optique à plasma inductif) indiquant la teneur en phosphore mesurée dans le matériau filtrant. Les filtres vérifiés sans phosphate doivent présenter une teneur en phosphore inférieure à 0,005% (50 ppm) dans le matériau filtrant lui-même. Les filtres dont la teneur en phosphore est supérieure à 0,01% (100 ppm) conservent une teneur significative en liant phosphaté, quelle que soit la manière dont ils sont commercialisés.
Composition chimique totale : Demander une analyse XRF (fluorescence X) montrant la pureté de l'Al₂O₃ et tous les éléments d'impureté significatifs. La teneur en Al₂O₃ doit être ≥99,0% pour un produit commercialisé en tant que filtre en mousse de céramique d'alumine. Une teneur significative en SiO₂ supérieure à 0,5% indique des systèmes de liants à base de silice qui peuvent introduire du silicium dans des alliages sensibles au silicium.
Certification de la résistance mécanique : Demander les résultats des essais de résistance à la compression conformément à la norme ASTM C133 ou à une norme équivalente. Une résistance à la compression adéquate (≥0,8 MPa pour 30 ppi) confirme que le système de liant sans phosphate a atteint un frittage adéquat. Une faible résistance peut indiquer une cuisson insuffisante ou un système de liant inadéquat.
Vérification des dimensions : Mesurer les dimensions du filtre sur le reçu. Les tolérances d'épaisseur, de largeur et de longueur doivent se situer à ±1 mm de la spécification. Une épaisseur non uniforme indique des problèmes de pressage ou de frittage qui compromettent l'étanchéité dans la boîte à filtres.
Test de choc thermique : Un test de vérification sur le terrain - préchauffage d'un échantillon de filtre à 700°C et trempe dans l'eau à température ambiante, puis vérification de l'absence de fissures - permet d'évaluer rapidement la résistance aux chocs thermiques. Les filtres sans phosphate ayant une résistance à la compression adéquate devraient survivre à ce test sans fissure visible.
Liste de contrôle pour la qualification des fournisseurs
| Élément de qualification | Exigence standard | Exigence critique de l'application |
|---|---|---|
| Certification ISO 9001 | Exigée | Exigée |
| Analyse ICP-OES du phosphore (par lot) | Exigée | Exigée |
| Certificat de composition XRF (par lot) | Exigée | Exigée |
| Certificat de résistance à la compression (par lot) | Exigée | Exigée |
| Fiche de contrôle dimensionnel | Exigée | Exigée |
| Vérification par un laboratoire tiers | Recommandé | Exigée |
| Traçabilité jusqu'au lot de matières premières | Recommandé | Exigée |
| Déclaration de conformité REACH | Marchés de l'UE | Marchés de l'UE |
| Essais de qualification spécifiques au client | Recommandé | Exigée |
| Données historiques sur les performances de livraison | Recommandé | Exigée |
| Capacité d'assistance technique | Recommandé | Exigée |
Contexte du marché et adoption par l'industrie en 2026
Position actuelle sur le marché
Le marché mondial des filtres en mousse céramique pour la fonderie d'aluminium est évaluée à environ 280-350 millions de dollars par an, les filtres en mousse de céramique d'alumine représentant le segment de produit dominant. Les filtres sans phosphate représentent actuellement une part estimée à 15-25% de la consommation totale de filtres en mousse de céramique d'alumine en valeur, l'adoption étant concentrée dans les segments d'application à forte valeur (conducteurs électriques, aérospatiale et aluminium de haute pureté).
La pénétration du marché des filtres sans phosphate augmente d'environ 8-12% par an, ce qui est nettement plus rapide que la croissance globale du marché des filtres en mousse céramique, qui est de 4-6%, sous l'effet des facteurs suivants :
- les exigences croissantes des équipementiers automobiles en matière de spécifications pour les fournisseurs de pièces moulées en aluminium.
- Croissance de la production de barres de qualité CE pour l'infrastructure de recharge des véhicules électriques.
- Expansion de la demande d'aluminium pour l'aérospatiale grâce aux carnets de commandes d'avions.
- Le renforcement des réglementations relatives au contact alimentaire dans l'UE et sur les marchés asiatiques, qui affecte les emballages en aluminium.
- Tendance générale de la gestion de la qualité vers des matériaux d'entrée contrôlés et documentés.
Facteurs réglementaires et normatifs
Plusieurs évolutions réglementaires et normatives accélèrent l'adoption des filtres sans phosphate :
Plan d'action de l'UE pour l'économie circulaire : La réglementation de plus en plus stricte des composés phosphorés dans les processus industriels, en particulier ceux qui pénètrent dans les flux de déchets ou à la surface des produits, sensibilise à l'utilisation des liants phosphatés dans la transformation de l'aluminium.
Exigences de qualité de l'industrie automobile : Les systèmes de gestion de la qualité IATF 16949 et les exigences spécifiques des clients (CSR) des principaux équipementiers automobiles incitent les fournisseurs de pièces moulées en aluminium à contrôler de manière documentée tous les produits chimiques entrant dans le processus de moulage, y compris les matériaux de filtration.
Exigences de la chaîne d'approvisionnement des véhicules électriques : Les fournisseurs de boîtiers de batteries de véhicules électriques et de composants structurels sont confrontés aux exigences de qualité des fabricants de batteries, qui doivent tracer tous les matériaux utilisés. La filtration sans phosphate s'inscrit naturellement dans ce cadre de documentation de la chaîne d'approvisionnement.
L'orientation du développement des produits d'AdTech
Chez AdTech, notre programme de développement de filtres sans phosphate s'articule autour de trois axes en 2026 :
Durée de vie prolongée de la campagne : Développer des qualités de filtres ayant une plus grande capacité de rétention des inclusions, ce qui augmente le nombre de pièces coulées ou le volume de métal pouvant être traité avant le remplacement du filtre, réduisant ainsi le coût de la filtration par pièce coulée.
Filtration plus fine : L'extension de notre gamme sans phosphate à 60 ppi et au-delà, pour répondre à la demande croissante des producteurs d'aluminium de haute pureté qui exigent une filtration plus fine que celle offerte par les qualités standard actuelles.
Optimisation spécifique à l'application : Développer des formulations de filtres optimisées pour des familles d'alliages spécifiques - en particulier pour les alliages contenant du magnésium où le matériau filtrant doit résister à l'adhésion des inclusions de MgO et de spinelle sur les surfaces de la tige du filtre pour maintenir l'efficacité de la filtration pendant de longues campagnes.
Questions fréquemment posées sur les filtres en mousse de céramique d'alumine sans phosphate
1 : Pourquoi un filtre en mousse céramique a-t-il besoin d'un liant, et qu'y a-t-il de mal à utiliser du phosphate ?
Les filtres en mousse céramique sont fabriqués en enduisant un gabarit en mousse de polyuréthane d'une boue céramique, puis en cuisant la mousse enduite à haute température pour brûler le polymère et fritter le revêtement céramique en une structure autoportante. Sans liant, les particules d'alumine individuelles du revêtement céramique ne se lieraient pas de manière adéquate pendant le frittage, et le filtre cuit serait trop faible pour survivre à la manipulation et à l'utilisation dans le métal en fusion. Le phosphate d'aluminium (AlPO₄) est devenu le liant dominant car il se fritte efficacement dans la gamme de températures de production et offre une bonne résistance mécanique. Le problème est que les composés phosphatés résiduels restent dans le filtre fini et réagissent avec l'aluminium fondu pendant la filtration, transférant le phosphore dans la masse fondue. Pour les applications d'alliages d'aluminium standard, ce niveau de contamination est tolérable. Pour les applications de haute pureté, de qualité EC et aérospatiales, même de faibles ajouts de phosphore provenant de la filtration dépassent les tolérances de qualité.
2 : Comment puis-je vérifier qu'un filtre est réellement exempt de phosphates et qu'il n'est pas simplement étiqueté comme tel ?
La seule méthode de vérification fiable est l'analyse chimique du matériau filtrant. Demandez un rapport d'analyse ICP-OES (spectrométrie d'émission optique à plasma inductif) pour la teneur en phosphore de chaque lot de production. Un filtre véritablement exempt de phosphate présente une teneur en phosphore inférieure à 0,005% (50 ppm) dans le matériau céramique. Les filtres contenant un liant phosphaté résiduel présentent généralement une teneur en phosphore de 0,3 à 1,5%, en fonction de la charge en liant. La mesure du phosphore au niveau de 50 ppm est possible dans le cadre de l'ICP-OES de routine et ne devrait pas nécessiter de tests spécialisés. Chez AdTech, nous fournissons des certificats d'analyse ICP avec chaque envoi de filtre en tant qu'élément de documentation standard, et non comme une demande spéciale.
3 : Les filtres sans phosphate peuvent-ils être utilisés pour remplacer directement les filtres standard liés au phosphate ?
Dans la plupart des cas, oui - les filtres en mousse céramique d'alumine sans phosphate sont fabriqués selon les mêmes normes dimensionnelles et les mêmes indices PPI que les filtres standard à liant phosphate, et ils s'installent et fonctionnent dans les mêmes caissons filtrants en utilisant les mêmes procédures. Les caractéristiques d'écoulement du métal (perte de charge par rapport au débit) des filtres sans phosphate sont comparables à celles des filtres standard à des indices PPI et des dimensions équivalents. La principale différence opérationnelle est que les filtres sans phosphate peuvent nécessiter des protocoles de préchauffage légèrement différents si le système de liant alternatif affecte les caractéristiques d'expansion thermique du filtre. Consultez les données techniques du fournisseur spécifique pour toute modification du protocole de préchauffage. D'après l'expérience d'AdTech, les clients qui passent des filtres à liant phosphate à nos filtres sans phosphate ont pu, dans la majorité des cas, utiliser les boîtes à filtres, l'équipement de préchauffage et les procédures d'exploitation existants sans modification.
4 : Quelle est l'absorption de phosphore attendue d'un filtre sans phosphate utilisé en production ?
Sur la base de nos propres mesures de production dans les installations des clients d'AdTech et des recherches métallurgiques publiées, le captage du phosphore par les filtres en mousse de céramique d'alumine sans phosphate est inférieur à la limite de détection de l'analyse ICP-OES standard de l'aluminium fondu - généralement inférieur à 0,05 ppm dans le métal filtré. Ce chiffre est à comparer aux 1,0-3,0 ppm de phosphore captés par les filtres standard à liant phosphate dans des conditions équivalentes. En pratique, les filtres sans phosphate ne contribuent pas au phosphore mesurable dans l'aluminium fondu, c'est pourquoi ils sont spécifiés pour les applications avec des exigences strictes en matière de contrôle du phosphore.
5 : Les filtres sans phosphate ont-ils une résistance mécanique inférieure à celle des filtres liés au phosphate ?
Il s'agit d'une préoccupation courante que nos données techniques ne confirment pas. Lorsque le système de liant alternatif est correctement formulé et que le processus de frittage est correctement optimisé, les filtres sans phosphate atteignent des valeurs de résistance à la compression qui atteignent ou dépassent celles des produits comparables liés au phosphate. Nos filtres sans phosphate AdTech ont des spécifications de résistance à la compression de ≥0,8 MPa pour les grades 30 ppi et de ≥1,0 MPa pour les grades 20 ppi, ce qui correspond aux normes de l'industrie pour les produits liés au phosphate. Les produits sans phosphate de moindre qualité - en particulier ceux qui n'ont pas été optimisés pour le système de liant spécifique - peuvent présenter une résistance moindre, ce qui est l'une des raisons pour lesquelles nous insistons sur la vérification de la résistance par une tierce partie lors de la qualification de nouveaux fournisseurs.
6 : Les filtres sans phosphate sont-ils plus chers et comment justifier la différence de coût ?
Les filtres en mousse céramique d'alumine sans phosphate coûtent généralement 15-35% de plus que les produits équivalents liés au phosphate, en fonction de la taille du filtre, de l'indice PPI et du volume de commande. La différence de coût reflète le coût plus élevé du sol d'alumine colloïdale ou d'autres systèmes de liants alternatifs par rapport au phosphate d'aluminium, ainsi que le contrôle plus exigeant du processus de fabrication nécessaire pour obtenir une résistance adéquate sans liant phosphaté. La justification de la prime est directe dans les applications où les spécifications relatives au phosphore sont claires : un seul lot de coulée rejeté pour cause de non-conformité au phosphore coûte généralement plus cher que le coût total du filtre pour le cycle de production. Pour la production de barres de qualité EC, l'amélioration de la conductivité résultant de l'élimination du phosphore issu de la filtration a une valeur économique mesurable sur les marchés de la conductivité supérieure. Pour les fournisseurs de l'aérospatiale, le coût d'un rapport de non-conformité ou d'un audit de la qualité du fournisseur déclenché par un événement de contamination dépasse de loin toute différence de coût du filtre.
7 : Quels sont les alliages les plus sensibles à la contamination par le phosphore des filtres en mousse céramique ?
Les alliages les plus sensibles à la contamination par le phosphore dérivé de la filtration se répartissent en trois catégories. Premièrement, les alliages pour conducteurs électriques (1350, 1370) où le phosphore réduit la conductivité électrique et où le budget total autorisé pour les impuretés est très serré. Deuxièmement, l'aluminium de haute pureté (qualités 4N, 5N) où le budget total de phosphore pour toutes les sources peut n'être que de 1 à 5 ppm. Troisièmement, les alliages aluminium-silicium où le phosphore modifie la morphologie du silicium - soit intentionnellement dans les alliages hypereutectiques (où l'ajout contrôlé de phosphore est utilisé pour affiner le silicium), soit involontairement dans les alliages hypoeutectiques et eutectiques où la prise de phosphore crée un effet métallurgique incontrôlé et indésirable. Pour les alliages standard 3xxx, 6xxx et la plupart des alliages 7xxx dans les applications de base, les filtres standard à liant phosphate sont généralement acceptables.
8 : Les filtres en mousse céramique sans phosphate peuvent-ils être utilisés avec tous les alliages d'aluminium courants, y compris les alliages à haute teneur en magnésium ?
Oui, les filtres en mousse céramique d'alumine sans phosphate sont chimiquement compatibles avec tous les alliages d'aluminium standard, y compris les alliages à haute teneur en magnésium (série 5xxx avec Mg jusqu'à 5%). Le matériau filtrant (Al₂O₃ d'une pureté ≥99%) ne réagit pas négativement avec le magnésium aux températures typiques de coulée de l'aluminium. Cependant, les alliages à forte teneur en magnésium génèrent des inclusions de MgO et de spinelle (MgAl₂O₄) plus facilement que les alliages à faible teneur en magnésium, ce qui peut augmenter la charge d'inclusions sur le filtre et raccourcir la durée de vie effective de la campagne. Pour les alliages à forte teneur en magnésium, nous recommandons d'utiliser un indice PPI plus grossier que celui qui pourrait être choisi pour un alliage comparable à faible teneur en magnésium - par exemple, 30 ppi plutôt que 40 ppi - afin d'éviter un blocage prématuré du filtre en raison de la charge d'inclusion plus élevée. Contactez AdTech pour des recommandations de sélection de filtres spécifiques à l'alliage.
9 : Comment les filtres en mousse céramique sans phosphate doivent-ils être stockés avant d'être utilisés ?
Les filtres en mousse de céramique d'alumine sans phosphate doivent être stockés dans des conditions sèches, à l'abri de l'humidité et des chocs physiques. Stocker dans l'emballage d'origine sur des étagères plates ou des palettes. Ne pas empiler les boîtes de filtres sur plus de quatre hauteurs sans support rigide intermédiaire, car le poids des boîtes supérieures peut fissurer les filtres inférieurs. Tenir à l'écart des sources d'eau - bien que la céramique elle-même ne soit pas affectée par l'eau, l'humidité absorbée par la structure du filtre doit être entièrement séchée pendant le préchauffage avant le contact avec le métal, afin d'éviter la formation de vapeur dans les pores du filtre, ce qui pourrait le fracturer. Stocker à température ambiante (5-40°C) ; le froid extrême n'endommage pas les filtres mais peut fragiliser l'emballage de protection et augmenter le risque de dommages dus à la manipulation. La durée de conservation dans des conditions de stockage appropriées est indéfinie - le matériau céramique ne se dégrade pas avec le temps.
10 : Quels documents de qualité dois-je recevoir avec une livraison de filtres en mousse céramique sans phosphate ?
Un dossier complet de documentation sur la qualité des filtres en mousse céramique d'alumine sans phosphate doit comprendre les éléments suivants : un certificat de conformité confirmant que le produit répond aux spécifications du bon de commande ; un rapport d'analyse ICP-OES indiquant la teneur en phosphore (et idéalement un panel complet d'oligo-éléments) pour le lot de production ; une analyse XRF de la composition indiquant la pureté de l'Al₂O₃ ; un rapport d'essai de résistance à la compression conforme à la norme ASTM C133 ou équivalent ; des enregistrements d'inspection dimensionnelle confirmant que la taille du filtre est conforme aux tolérances ; une déclaration de conformité REACH (pour les achats dans l'UE) ; une fiche de données de sécurité (FDS) actuelle ; et un numéro de lot et des enregistrements de traçabilité reliant l'expédition aux enregistrements de production. Pour l'aérospatiale ou d'autres applications hautement réglementées, demandez en outre des certificats de matières premières pour l'alumine et les composants du liant, des enregistrements de cuisson confirmant le profil de température de frittage, et tout rapport de vérification d'un laboratoire tiers. AdTech fournit automatiquement toute la documentation standard avec chaque expédition commerciale et peut, sur demande, fournir des ensembles de documentation plus étendus pour les applications réglementées.
Résumé : Prendre la bonne décision en matière de spécification de filtre
La décision de spécifier des filtres en mousse de céramique d'alumine sans phosphate n'est pas une question de préférence ou de fidélité à un fournisseur - c'est une décision de qualité technique qui doit être prise en fonction de la sensibilité au phosphore de l'alliage coulé et des exigences de l'application en aval.
Pour l'aluminium de qualité CE, l'aluminium de haute pureté, les billettes pour l'aérospatiale et toute autre application avec une spécification maximale définie pour le phosphore, les filtres sans phosphate sont la bonne spécification. Le surcoût est réel et modeste, et l'avantage qualitatif - l'élimination complète d'une source contrôlable de contamination par le phosphore dans le processus de coulée - est substantiel, mesurable et permanent.
Pour les applications de moulage d'aluminium de base avec de larges spécifications d'impuretés et aucune exigence de performance électrique ou d'ultra-propreté en aval, les filtres standard à liant phosphate fournissent des performances adéquates à moindre coût et devraient être utilisés.
Chez AdTech, nous fabriquons des filtres en mousse de céramique d'alumine sans phosphate spécifiquement parce que notre clientèle de fonderie d'aluminium - en particulier pour la production de barres de qualité EC, de billettes d'aluminium pour l'aérospatiale et d'applications d'aluminium de haute pureté - exige ce niveau de contrôle chimique dans leur technologie de filtration. Nos filtres sont accompagnés d'une documentation complète sur les produits chimiques des lots, d'une assistance technique pour les applications et d'une équipe technique directe disponible pour aider à la sélection du PPI, à la révision de la conception de la boîte de filtration et à l'optimisation opérationnelle.
Pour obtenir des échantillons de filtres sans phosphate, des fiches techniques ou des recommandations spécifiques à une application, contactez l'équipe technico-commerciale d'AdTech en indiquant les spécifications de votre alliage, le débit de coulée et les détails de votre système de filtration actuel.



