Пористость при литье алюминия можно эффективно уменьшить, сочетая четыре проверенных способа управления процессом: ротационная дегазация для удаления растворенного водорода, керамическая пенопластовая фильтрация для устранения неметаллических включений, обработка флюса рафинирующими веществами и шлакоудалителями для очистки расплава, а также оптимизация условий затвердевания, включая контролируемые скорости охлаждения и конструкцию литниковой системы. По нашему опыту работы с алюминиевыми литейными заводами, использующими различные процессы литья, предприятия, применяющие все четыре вида контроля одновременно, достигают уровня содержания водорода менее 0,10 см3/100 г и значения индекса плотности менее 1,5% - пороговых значений, которые по существу исключают пористость как причину брака в конструкционных отливках. Обработка только одной или двух из этих переменных при игнорировании остальных приводит в лучшем случае к незначительному улучшению.
Если ваш проект требует использования дегазатора и алюминиевого флюса, вы можете связаться с нами для получения бесплатного предложения.
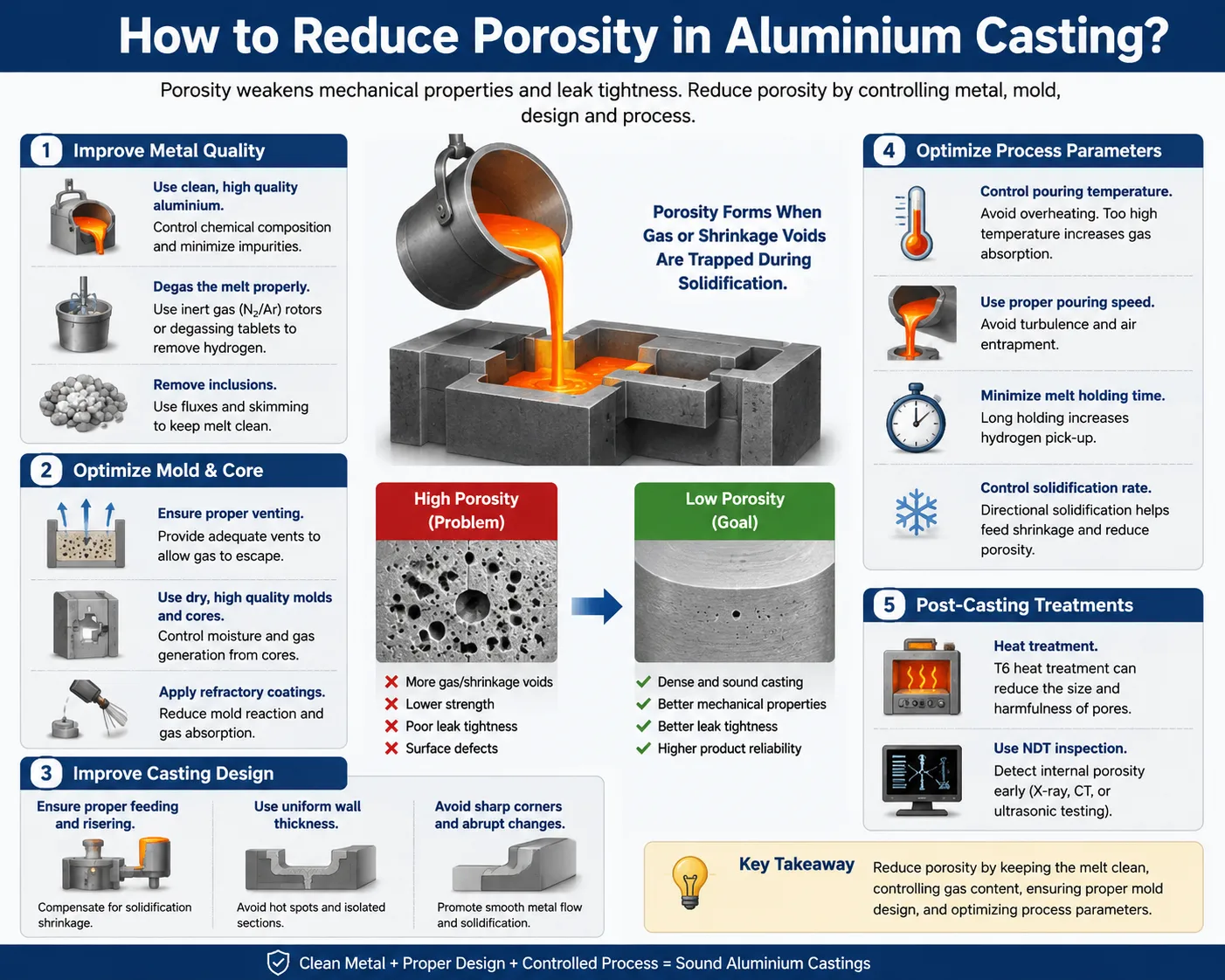
Что такое пористость при литье алюминия и почему она вызывает отторжение отливки?
Пористость - это наличие пустот, отверстий или неровностей в затвердевшем алюминиевом литье. Эти внутренние дефекты уменьшают эффективное несущее сечение детали, служат точками концентрации напряжений при механических нагрузках и создают пути утечки в герметичных системах. Отливка, которая проходит визуальный осмотр, может содержать достаточное количество внутренних пористостей, чтобы не выдержать разрушительных механических испытаний или испытаний давлением, что делает пористость одной из наиболее экономически вредных и трудно обнаруживаемых категорий дефектов при производстве алюминиевого литья.
Финансовые последствия брака, связанного с пористостью, весьма существенны. Доля брака от 5% до 15%, связанная с пористостью, является обычной для литейных предприятий, не имеющих систематических программ обработки расплава. В дорогостоящих алюминиевых компонентах для аэрокосмической промышленности, автомобильных систем безопасности и гидравлического оборудования даже одна забракованная отливка может представлять собой значительные потери материала и стоимости обработки.
Два различных типа пористости в алюминии
Понимание разницы между газовой и усадочной пористостью очень важно, поскольку каждый тип имеет разные первопричины и требует разных корректирующих действий.
Газовая пористость (водородная пористость)
Газовая пористость образуется, когда растворенный в жидком алюминии водород выпадает в осадок в виде пузырьков во время затвердевания. Растворимость водорода в алюминии резко падает при температуре ликвидус - примерно с 0,65 см3/100 г в жидком алюминии при 660°C до менее чем 0,034 см3/100 г в твердом алюминии. Любой водород, превышающий этот предел растворимости, должен либо выйти на поверхность до завершения затвердевания, либо остаться в виде сферических или почти сферических пор внутри отливки.
Характерно наличие газовых пор:
- Округлые или сферические по форме.
- Гладкие внутренние поверхности (без дендритной текстуры).
- Распределены относительно равномерно по сечению отливки.
- Диаметр варьируется от 0,1 мм до нескольких миллиметров.
Усадка Пористость
Усадочная пористость образуется из-за того, что во время затвердевания жидкий алюминий уменьшается в объеме примерно на 6% - 7%. Если система литников и стояков не может подавать жидкий металл, чтобы компенсировать это уменьшение объема по мере затвердевания, в последних по времени затвердевания областях отливки образуются пустоты.
Характерно сужение пор:
- Неправильная, угловатая или дендритная форма.
- Шероховатые внутренние поверхности с видимыми дендритами.
- Расположены в термически горячих зонах (толстые секции, глухие углы).
- Часто соединены между собой, образуя трещиноподобные сети.
| Характеристика | Газовая пористость | Усадка Пористость |
|---|---|---|
| Форма | Сферический, округлый | Неровные, угловатые |
| Внутренняя поверхность | Гладкий | Грубый, дендритный |
| Распространение | Относительно однородный | Сконцентрированы в горячих точках |
| Основная причина | Растворенный водород | Недостаточное количество подаваемого металла |
| Раствор для обработки расплава | Дегазация, фильтрация | Гейтинг/ризинг дизайн |
| Лечение флюсом эффективно? | Да | Нет |
| Дегазация эффективна? | Да | Нет |
Чем вызвана высокая пористость в алюминиевых отливках?
Выявление первопричины пористости перед выбором мер по ее устранению позволяет сэкономить значительное время, материалы и затраты. Мы видели, как литейные заводы тратили месяцы на регулировку параметров дегазации, когда реальная проблема заключалась в неадекватной конструкции стояка, и наоборот.
Источники водорода в расплавах алюминия
Водород - единственный газ, который растворяется в жидком алюминии в технически значимых количествах. Любой источник влаги в среде плавления и литья является потенциальным источником водорода, поскольку алюминий реагирует с водяным паром по следующей реакции:
2Al + 3H₂O = Al₂O₃ + 3H₂
Атомарный водород, образующийся в результате этой реакции, быстро растворяется в жидком алюминии. Источниками подхвата водорода под действием влаги являются:
- Влажные или загрязненные шихтовые материалы: переработанный лом, возврат и слитки с поверхностной влагой, маслами, красками или покрытиями.
- Влажная атмосфера над расплавомособенно сильно проявляется в летние месяцы или в прибрежных районах с высокой влажностью воздуха.
- Мокрая огнеупорная футеровка: недавно установленные или отремонтированные литые огнеупоры или футеровки, которые впитали влагу во время простоя.
- Оборудование и инструменты для мокрой дегазации: крыльчатки, копья, ковши и моечные машины, не прошедшие достаточную предварительную термическую обработку.
- Мокрые флюсы и кроющие средства: плохо хранившиеся или загрязненные влагой флюсовые материалы.
- Водород из продуктов сгоранияСжигание природного газа в печах с открытым пламенем приводит к образованию водяного пара, который контактирует с поверхностью расплава.
Источники неметаллических включений
Включения - это твердые частицы, взвешенные в жидком алюминии, которые не растворяются и не становятся частью микроструктуры сплава. Они снижают чистоту расплава и могут привести к образованию газовых пор и усадочных пустот во время затвердевания.
Источники информации включают:
- Пленки оксида алюминия (бифильмы), сформированные в результате турбулентной обработки расплава.
- Печной шлак и огнеупорные частицы.
- Интерметаллические соединения (богатые железом фазы во вторичных сплавах).
- Частицы флюса из плохо перемешанных или не полностью растворенных флюсовых добавок.
- Нитрид алюминия (AlN), полученный в результате азотной дегазации магнийсодержащих сплавов.
Факторы, влияющие на пористость
Помимо химического состава расплава, несколько параметров процесса напрямую влияют на конечную пористость отливки:
- Слишком высокая температура заливки: повышает растворимость водорода, увеличивает время пребывания в жидкости, позволяет поглощать больше газа.
- Слишком низкая температура заливки: снижает текучесть, вызывает холодные отключения и неправильные пробеги, которые задерживают газ.
- Практика турбулентной заливки: увлекает воздух и образует бифилярные оксиды.
- Неадекватная система ворот: вызывает образование струи, захват воздуха и недостаточную подачу к горячим точкам.
- Плохо спроектированные стояки: не компенсируют усадку при затвердевании в толстых секциях.
- Недостаточное время обработки расплава: цикл дегазации слишком короткий для достижения целевого уровня водорода.
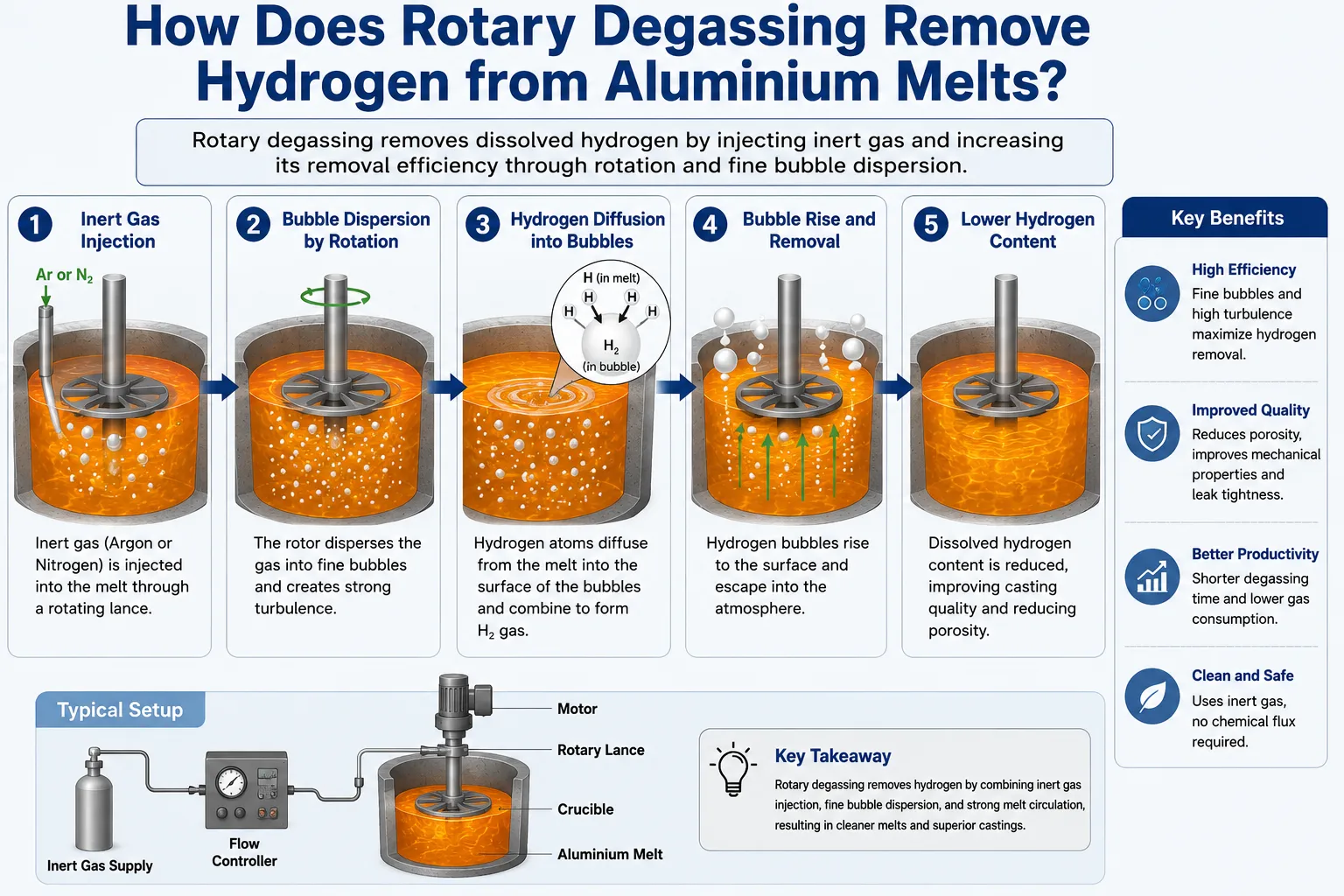
Как ротационная дегазация удаляет водород из расплавов алюминия?
Роторная дегазация - наиболее эффективный и широко используемый метод удаления водорода из алюминиевых расплавов. Графитовый ротор-статор, вращающийся со скоростью от 200 до 600 об/мин, рассеивает инертный газ (аргон или азот) в мелкие пузырьки по всему расплаву. В каждом пузырьке парциальное давление водорода практически равно нулю, что создает диффузионный градиент, который загоняет растворенный водород из расплава в поднимающиеся пузырьки, которые выносят его на поверхность и выводят из ванны.
Принцип работы дегазационной установки AdTech
В оборудовании для онлайн-дегазации AdTech используется прецизионная система ротор-статор, которая генерирует равномерные мелкие пузырьки по всему объему расплава. Ключевыми факторами эффективности являются:
- Размер пузырькаПузырьки меньшего размера обеспечивают большую площадь поверхности на единицу объема газа, что повышает эффективность сбора водорода. Роторы AdTech генерируют пузырьки в диапазоне от 1 до 3 мм.
- Скорость вращения ротора: 300-500 оборотов в минуту - оптимальный рабочий диапазон для большинства применений. Слишком медленная скорость приводит к образованию крупных пузырьков, слишком быстрая - к турбулентности поверхности и уносу окислов.
- Расход газа: от 2 до 6 Нм³/час в зависимости от объема расплава и целевого уровня водорода.
- Продолжительность лечения: 15-30 минут для дегазации печей периодического действия; непрерывная обработка на линиях литья.

Стандарты производительности по дегазации
| Параметр | Перед дегазацией | После надлежащей дегазации |
|---|---|---|
| Содержание водорода (см3/100г) | 0.30 - 0.60 | 0,07 - 0,12 |
| Индекс плотности (%) | 5% - 15% | Ниже 1,5% |
| Степень пористости (рентген) | Уровень от 3 до 5 | Уровень от 0 до 1 |
| Продолжительность лечения | Н/Д | 15-30 минут |
| Расход газа (Ар) | Н/Д | От 20 до 50 Нм³/тонна |
Азот и аргон для дегазации алюминия
И азот, и аргон эффективно удаляют водород по одному и тому же механизму парциального давления. Аргон химически инертен ко всем алюминиевым сплавам и дает несколько меньший конечный уровень водорода. Азот значительно дешевле, но вступает в реакцию с магнийсодержащими сплавами (серии 5xxx, 7xxx), образуя включения нитрида алюминия, которые более вредны, чем водород, который они помогают удалить.
Наша рекомендация: используйте аргон для всех сплавов с содержанием магния выше 1,5%, а азот - только для сплавов, где содержание магния ниже 0,5% и приоритетом является контроль затрат.
Как фильтры из керамической пены удаляют включения из алюминиевых расплавов?
Даже после тщательной дегазации алюминиевые расплавы содержат взвешенные твердые включения - оксидные пленки, частицы интерметаллидов, фрагменты огнеупоров и остатки флюсов, - которые ухудшают качество литья независимо от содержания водорода. Фильтрация керамической пеной является наиболее эффективным методом удаления этих включений до того, как расплав попадет в форму.
Принцип работы фильтров AdTech из керамической пены
Пенокерамические фильтры AdTech (CFF) представляют собой трехмерные керамические структуры с открытыми порами и взаимосвязанными извилистыми путями потока. Когда алюминий проходит через фильтр, включения задерживаются тремя механизмами:
- Механическая сортировка: частицы, превышающие размер ячейки, физически блокируются.
- Инерционное уплотнениеЧастицы с достаточной массой не могут следовать по извилистому пути потока и ударяться о керамические стенки.
- Диффузия и адгезияОчень мелкие частицы диффундируют на керамические поверхности и прилипают к ним благодаря поверхностной энергии притяжения.
В результате в полость формы попадает расплав со значительно меньшим содержанием включений - получается более чистый металл с меньшим количеством мест зарождения пористости.

Технические характеристики и выбор AdTech CFF
| Класс фильтрации (PPI) | Размер ячейки (мм) | Приложение | Эффективность удаления включений |
|---|---|---|---|
| 10 PPI | 2,5-3,0 мм | Первичная грубая фильтрация, расплавы с большим количеством лома | 60% - 70% |
| 20 PPI | 1,2 - 1,5 мм | Алюминиевое литье общего назначения | 70% - 80% |
| 30 PPI | 0,8 - 1,0 мм | Качественное автомобильное и конструкционное литье | 80% - 88% |
| 40 PPI | 0,6 - 0,7 мм | Высокопрочное литье, аэрокосмический класс | 88% - 93% |
| 50 PPI | 0,4 - 0,5 мм | Премиальная фильтрация, критически важные применения | 93% - 97% |
| 60 PPI | 0,3 - 0,4 мм | Максимальная чистота, аэрокосмические и промышленные характеристики | 95% - 98% |
Градации материала CFF для различных алюминиевых сплавов
Компания AdTech поставляет фильтры из керамической пены с различными составами материалов для соответствия различным химическим составам сплавов и температурам литья:
- Глинозем (Al₂O₃) CFF: наиболее широко используется, подходит для всех стандартных алюминиевых сплавов при температуре от 660°C до 780°C.
- Цирконий (ZrO₂) CFF: для высокотемпературных применений и сплавов с температурой выше 800°C.
- Карбид кремния (SiC) CFF: высочайшая прочность и устойчивость к термическим ударам, подходит для реактивных сплавов.
- Магнезия (MgO) CFF: специализированная марка для высокомагниевых алюминиевых сплавов.
Установка и определение размеров CFF
Правильный выбор размера фильтра имеет решающее значение. Фильтр недостаточного размера создает чрезмерные потери напора, замедляя скорость заполнения и потенциально вызывая дефекты холодной остановки. Фильтр слишком большого размера является расточительным и может не обеспечить достаточную скорость потока для эффективного улавливания включений.
Расчет размера фильтра:
- Площадь фильтра (см²) = Расход расплава (кг/мин) / Коэффициент расхода (обычно 1,5-2,5 кг/мин-см²).
- Для 100 кг отливки, заливаемой за 60 секунд: скорость потока = 100 кг/мин, площадь фильтра = 100/2,0 = 50 см².
- Это соответствует примерно фильтру размером 75 мм × 75 мм с разрешением от 20 до 30 PPI.
Какие флюсы и рафинирующие агенты используются для очистки алюминиевых расплавов?
Обработка флюсами - это химическое дополнение к физическим процессам дегазации и фильтрации. Рафинирующие флюсы вступают в реакцию с неметаллическими включениями или агломерируют их, облегчая их удаление путем обезжиривания или фильтрации. Покрывающие флюсы защищают поверхность расплава от поглощения атмосферного водорода. Шлакоудаляющие агенты (удалители окалины) изменяют физические свойства поверхностной окалины, чтобы облегчить ее чистое отделение от расплава.
AdTech Рафинирующий флюс: Механизм и применение
Флюс для рафинирования алюминия AdTech представляет собой тщательно разработанную смесь неорганических хлористых и фтористых солей, оптимизированную для обработки алюминиевого расплава. При введении в расплав (путем впрыска через дегазационный ротор или погружения на поверхность расплава) флюс выполняет несколько одновременных функций:
Агломерация включений
Отдельные мелкие частицы оксидов и фрагменты бифильмов слишком малы, чтобы подняться через расплав или быть уловленными грубой фильтрацией. Флюс для рафинирования смачивает и агломерирует эти мелкие частицы в более крупные кластеры, которые легче всплывают на поверхность расплава для отбора.
Химическое восстановление оксидов
Фторсодержащие компоненты флюса химически воздействуют на оксид алюминия, разрушая устойчивые оксидные пленки и преобразуя их в более управляемые соединения. Это особенно эффективно против тонких бифильных оксидов, которые образуются при турбулентной заливке и являются одними из самых разрушительных типов включений.
Усиление процесса восстановления водорода
Некоторые составы флюсов включают компоненты, снижающие содержание водорода путем реакции с растворенным водородом или способствующие более эффективному контакту пузырьков с расплавом во время одновременной дегазации.
Удаление щелочных металлов
Натриевые и литиевые загрязнения в алюминии, полученном из вторичного сырья, вызывают проблемы с измельчением зерна и чувствительность к горячему растрескиванию. Флюсы на основе хлоридов эффективно удаляют эти примеси щелочных металлов.

Ассортимент продукции AdTech Flux
| Тип флюса | Основная функция | Метод применения | Ставка добавления |
|---|---|---|---|
| Рафинирующий флюс | Агломерация включений, удаление оксидов | Инъекция или поверхностное погружение | 0,5 - 2,0 кг/тонна |
| Покрытие флюса | Защита поверхности расплава, водородный барьер | Распространение по поверхности | 1,0 - 3,0 кг/тонна |
| Шлакоудаляющий флюс (средство для удаления шлака) | Кондиционирование окалины, очистка от примесей | Нанесение на поверхность | 0,5-1,5 кг/тонна |
| Флюс для рафинирования зерна | Уточнение зерновой структуры | Впрыск или добавление стержней | 0,5 - 2,0 кг/тонна |
| Экзотермический покрывной флюс | Защита поверхности с выделением тепла | Растекание по поверхности в ковшах | 0,5 - 1,0 кг/тонна |
Покрытие флюса AdTech: защита расплава от реабсорбции водорода
Одна из проблем, которую не может решить только дегазация, - это реабсорбция водорода между дегазационной станцией и пресс-формой. Во время перемещения через моечные машины, ковши и разливки поверхность свежедегазированного расплава подвергается воздействию атмосферы и немедленно начинает реабсорбировать водород.
Покрывающий флюс AdTech, наносимый на поверхность расплава в вагранках, ковшах и транспортных емкостях, создает физический барьер между металлом и атмосферой. Этот барьер:
- Снижает скорость реабсорбции водорода на 60% до 80%.
- Предотвращает окисление поверхности и образование бифильмов во время переноса.
- Поддерживает чистоту расплава между дегазацией и разливкой.
- Расширяет эффективное окно между обработкой дегазацией и приемлемым уровнем водорода.
AdTech Средство для удаления шлака (дросселирующий агент)
Алюминиевая окалина - поверхностная смесь оксида алюминия, металлического алюминия и различных загрязнений - постоянно образуется в процессе плавки и выдержки. Если ее нарушить во время обезжиривания, фрагменты окалины могут попасть в расплав в виде включений. Удалитель шлака AdTech изменяет физические свойства окалины:
- Уменьшает вязкость окалины, позволяя жидкому алюминию стекать обратно в расплав.
- Превращает влажную, липкую окалину в сухую, порошкообразную форму, которая чисто отделяется.
- Снижает потери металла в окалине от 30% до 50% до 10% - 15%
- Предотвращает повторное попадание окалины во время операций обезжиривания.
Как условия затвердевания и параметры процесса литья влияют на пористость?
Обработка расплава решает проблему содержания водорода и уровня включений, но условия затвердевания определяют, какая часть оставшегося водорода и включений проявится в виде пористости в готовой отливке.
Скорость охлаждения и ее влияние на пористость
Более быстрые скорости затвердевания снижают пористость за счет двух механизмов:
- У пузырьков водорода меньше времени на зарождение и рост, прежде чем расплав застынет вокруг них.
- Более тонкое расстояние между дендритами (DAS) создает меньшие междендритные каналы, через которые должен выходить оставшийся водород - более тонкие каналы эффективнее задерживают и рассеивают водород, прежде чем он сможет образовать крупные поры.
| Скорость охлаждения (°C/с) | Типичный DAS (мкм) | Уровень пористости |
|---|---|---|
| 0,1 - 0,5 | 80-150 | Высокий (если H > 0,15 см3/100 г) |
| 0,5 - 2,0 | 40-80 | Умеренный |
| 2.0 - 10 | 20-40 | Низкий |
| от 10 до 50 | 10-20 | Очень низкий |
| Выше 50 | Ниже 10 | Минимум |
Оптимизация температуры заливки
Температура заливки оказывает прямое и значительное влияние на водородную пористость. Более высокий перегрев увеличивает растворимость водорода в расплаве, дает больше времени для роста пузырьков водорода перед затвердеванием и увеличивает период, в течение которого атмосферный водород может раствориться в открытой поверхности расплава.
Рекомендуемые температуры заливки в зависимости от сплава и процесса:
| Серия сплавов | Литье в песок (°C) | Постоянная форма (°C) | Литье под давлением (°C) |
|---|---|---|---|
| 1xxx (чистый алюминий) | 700 - 730 | 690 - 720 | 670 - 700 |
| 2xxx (Al-Cu) | 710 - 750 | 700 - 730 | Н/Д |
| 3xxx (Al-Mn) | 700 - 730 | 690 - 720 | 660 - 690 |
| 4xxx (Al-Si) | 680 - 720 | 670 - 710 | 650 - 680 |
| 5xxx (Al-Mg) | 710 - 745 | 700 - 730 | 660 - 700 |
| 6xxx (Al-Mg-Si) | 700 - 735 | 690 - 720 | 660 - 690 |
| 7xxx (Al-Zn-Mg) | 715 - 750 | 700 - 730 | 660 - 700 |
Конструкция литниковой системы для предотвращения усадочной пористости
В случае усадочной пористости обработка расплава не дает никаких преимуществ - решение полностью зависит от конструкции пресс-формы. Ключевые принципы:
Направленное затвердевание
Отливка должна затвердевать постепенно, начиная с участка, наиболее удаленного от стояка, по направлению к стояку, чтобы жидкий металл всегда был доступен для питания фронта затвердевания. На участках, которые затвердевают в изоляции от пути подачи, будет развиваться усадочная пористость независимо от чистоты расплава.
Размер райзера
Стояки должны содержать достаточный объем жидкого металла, чтобы компенсировать усадку при затвердевании отливки (от 6% до 7% для большинства алюминиевых сплавов) плюс усадку при затвердевании стояка. Общее эмпирическое правило: объем стояка должен составлять не менее 10% - 20% от объема отливки, которую он подает.
Озноб
Внешние или внутренние охладители ускоряют локальное затвердевание, способствуя направленному затвердеванию и уменьшая образование горячих точек. Металлические охладители, расположенные на толстых участках отливки, создают более высокую скорость локального охлаждения, которая смещает структуру затвердевания в сторону стояка.
Каковы наиболее эффективные методы измерения пористости в алюминиевых отливках?
Систематическое измерение пористости является основой любой программы по снижению пористости. Без надежных измерений инженеры не могут определить, улучшают или ухудшают изменения в технологическом процессе качество литья.
Испытание на плотность (испытание на пониженное давление)
Наиболее широко используемый метод измерения пористости в процессе производства на алюминиевых литейных заводах. Из одного и того же расплава отбираются два образца - один затвердевший при атмосферном давлении (1 атм), а другой - при пониженном давлении (примерно 80-100 мбар). Образец, находящийся в вакууме, обладает большей пористостью, поскольку пониженное давление способствует зарождению и росту пузырьков водорода.
Индекс плотности (DI) = [(ρ_атм - ρ_vacuum) / ρ_атм] × 100%
| Индекс плотности (%) | Оценка качества расплава | Рекомендуемое действие |
|---|---|---|
| Ниже 1,0% | Превосходно | Приступайте к отливке |
| От 1,0% до 2,0% | Хорошо | Приемлемо для большинства применений |
| От 2,0% до 3,0% | Маргинал | Продлить дегазацию, проверить флюс |
| От 3,0% до 5,0% | Бедный | Повторите процедуру полного расплавления |
| Выше 5.0% | Неприемлемые | Определить источник водорода, возобновить обработку |
Поточное измерение водорода (Telegas / Alscan)
Прямое измерение растворенного водорода с помощью диффузионного зонда, погруженного в расплав. Более точен, чем тест на индекс плотности, и обеспечивает абсолютные значения концентрации водорода, а не сравнительный индекс.
- Диапазон измерений: 0,01 - 0,50 см3/100 г
- Точность: от ±0,01 до ±0,02 см3/100 г.
- Время отклика: От 3 до 8 минут на чтение
- Необходим для крупносерийного непрерывного литья.
Рентгеновская радиография
Неразрушающий контроль готовых отливок с помощью рентгенографии выявляет распределение, размер и плотность внутренней пористости. Результаты рентгенографии классифицируются по стандартам ASTM E505, ASTM E155 или собственным системам оценки клиентов, с уровнями серьезности от 1 до 5 (или от A до E в некоторых системах).
Рентгеновская радиография - это окончательное испытание для приемки качества конструкционных алюминиевых отливок в аэрокосмической и автомобильной промышленности. Она выявляет как газовую пористость (округлые тени), так и усадочную пористость (неравномерные тени) и локализует их в определенных областях для анализа первопричины.
Метод Архимеда (измерение плотности)
Точное измерение плотности отливки путем гидростатического взвешивания. Фактическая плотность сравнивается с теоретической плотностью для состава сплава. Разница указывает на объемный процент пористости.
Объемная пористость (%) = [(ρ_теоретический - ρ_фактический) / ρ_теоретический] × 100%
Этот метод дает одно процентное значение для всего объема отливки - он не может определить местоположение или тип пористости, но он прост, неразрушающ и предоставляет количественные данные для статистического контроля процесса.
Что представляет собой полный процесс обработки расплава для литья алюминия с низкой пористостью?
Интеграция всех этапов обработки расплава в целостный, последовательный процесс - это то, что отличает литейные предприятия, которые постоянно получают отливки с низкой пористостью, от тех, кто управляет пористостью реактивно, с помощью сортировки брака.
Рекомендуемая последовательность обработки расплава
Шаг 1: Подготовка к зарядке
- Высушите все шихтовые материалы перед загрузкой (минимум 2 часа при 120°C для слитков и возврата).
- Удалите покрытия, масла и влагу с перерабатываемого лома.
- Перед плавлением подогрейте шихту до температуры не менее 200°C, чтобы уменьшить захват водорода под действием влаги во время плавления.
Шаг 2: Плавление
- Поддерживайте футеровку печи в хорошо просушенном состоянии - разогревайте ее после любого обслуживания или простоя.
- Держите поверхность расплава покрытой покрывающим флюсом AdTech во время плавления, чтобы минимизировать поглощение водорода в атмосфере.
- Избегайте чрезмерного перемешивания во время расплавления - турбулентность увлекает оксидные пленки.
Шаг 3: Регулировка температуры и легирование
- Добавьте основные сплавы и отвердители в расплав при нужной температуре.
- После легирования добавьте рафинирующий флюс AdTech в количестве 0,5-1,5 кг/тонну путем впрыска или погружения.
- Дайте флюсу от 5 до 10 минут на реакцию, прежде чем отделять его.
Шаг 4: Дегазация
- Запустите установку для дегазации AdTech в режиме онлайн с помощью аргона или азота со скоростью от 2 до 5 Нм³/час.
- Поддерживайте скорость вращения ротора на уровне 300-450 об/мин.
- Лечите от 15 до 25 минут
- Измерьте индекс плотности в конце лечения - цель ниже 2,0% перед продолжением.
Шаг 5: Скимминг
- После дегазации тщательно обезжирьте поверхность расплава, используя средство для удаления окалины AdTech.
- Чисто удалите всю кондиционную окалину - потревоженная, влажная окалина является основным источником включений.
- Нанесите свежий покрывной флюс AdTech после обезжиривания.
Шаг 6: Перенос и фильтрация
- Перенесите расплав на станцию разливки через предварительно нагретые прачечные.
- Пропустите расплав через фильтр из керамической пены AdTech, подобранный по размеру для конкретного случая.
- Поддерживайте температуру фильтра выше 600°C для предотвращения преждевременного застывания (требуется предварительный нагрев фильтровальной коробки).
Шаг 7: отливка
- Заливайте при температуре, соответствующей сплаву и процессу.
- Используйте тихое, контролируемое наполнение, чтобы свести к минимуму турбулентность.
- Поддерживайте противодавление с помощью контролируемой скорости налива.
Влияние комбинированной обработки на содержание водорода и включений
| Стадия лечения | Содержание H (см3/100г) | Уровень включения (мм²/кг PoDFA) | Индекс плотности |
|---|---|---|---|
| После плавления (без обработки) | 0.40 - 0.60 | 2.0 - 5.0 | 8% - 15% |
| После обработки флюсом | 0,35 - 0,50 | 0,8 - 2,5 | 6% - 10% |
| После дегазации | 0,08 - 0,15 | 0,5 - 1,5 | 1.5% - 4% |
| После фильтрации керамической пеной | 0,08 - 0,15 | 0,05 - 0,30 | 1,0% - 2,5% |
| Полное комбинированное лечение | 0,07 - 0,12 | 0,03 - 0,15 | 0,8% - 1,5% |
Как различные процессы литья влияют на уровень пористости и требования к обработке?
Каждый процесс литья алюминия имеет свой профиль риска пористости, определяемый скоростью затвердевания, проницаемостью формы и чувствительностью к чистоте расплава. В соответствии с этим меняются и требования к обработке.
Риск пористости и интенсивность обработки в зависимости от процесса литья
| Процесс литья | Тип первичной пористости | Скорость охлаждения | Требуется интенсивность лечения |
|---|---|---|---|
| Литье в песчаные формы | Газ + усадка | Очень медленно | Высокая - полная дегазация, флюс, фильтрация |
| Постоянная пресс-форма (гравитационная пресс-форма) | Газ + усадка | Умеренный | Высокая - дегазация, фильтрация необходимы |
| Литье под низким давлением | Газ + усадка | От умеренного до быстрого | Высокая точность - качество расплава критически важно |
| Литье под высоким давлением | Газ (захваченный воздух) | Очень быстро | Средняя - дегазация менее критична, контроль дробей - ключевой момент |
| Инвестиционное литье | Газ + усадка | От медленного до умеренного | Очень высокая - требуется высочайшая чистота расплава |
| Непрерывное литье (заготовки) | Газ | Быстрый | Высокий стандарт дегазации и фильтрации на линии |
| Литье из пенопласта | Газ + пиролизный газ | Медленный | Очень высокая - газ из пенопласта увеличивает количество H |
Литье под высоким давлением: Особый случай
Уникальность HPDC заключается в том, что очень высокое давление впрыска (от 500 до 1500 бар) сжимает газовые поры во время затвердевания, делая их менее заметными. Однако алюминий HPDC на самом деле содержит значительное количество растворенного газа - он просто проявляется в виде очень мелкой, распределенной микропористости, а не крупных пор. Эта микропористость становится проблематичной, когда:
- Компоненты подвергаются термообработке (T6 или T7) - образование волдырей происходит из-за расширения пор при термообработке раствором.
- Детали свариваются - пористость вызывает разбрызгивание и дефекты сварки.
- Требуется герметичное исполнение.
Для HPDC, производящих термообрабатываемые или свариваемые детали, дегазация перед заливкой необходима, несмотря на условия затвердевания под высоким давлением.
Какие распространенные ошибки приводят к высокой пористости, несмотря на обработку расплавом?
Даже при наличии оборудования для дегазации, систем фильтрации и флюсовых продуктов многие литейные предприятия продолжают сталкиваться с проблемами пористости из-за систематических ошибок в технологическом процессе, которые подрывают правильную обработку расплава.
Наиболее распространенные ошибки при контроле пористости
Недостаточное время дегазации
Распространенная ошибка, связанная с производственным давлением. Если цикл дегазации сократить с 20 до 12 минут из-за давления по графику, уровень водорода может достигнуть только 0,20 см3/100 г вместо 0,10 см3/100 г - уровень, который все еще приводит к значительной пористости в компонентах, отлитых из песка. Перед литьем всегда проверяйте этот показатель с помощью измерения индекса плотности.
Реабсорбция водорода после дегазации
Хорошо обезгаженный расплав быстро поглощает водород, если он находится без покрытия в открытом ковше или печи. Без покрывающего флюса AdTech, защищающего поверхность расплава, уровень водорода может вернуться к 0,20-0,30 см3/100 г в течение 20-30 минут в условиях высокой влажности. Процедура дегазации должна рассматриваться в контексте всей технологической цепочки, а не только станции дегазации.
Холодные керамические вспененные фильтры
Установка фильтра из керамической пены в холодный фильтровальный блок приводит к замерзанию первого металла, проходящего через фильтр, блокированию пор и созданию чрезмерной потери напора. Это приводит к турбулентным, брызжущим условиям заполнения, которые приводят к образованию бифилярных оксидов даже в чистом металле. Перед контактом с металлом фильтровальные коробки должны быть предварительно нагреты до температуры не менее 600°C.
Добавление мокрого потока
Добавление загрязненного влагой флюса в расплав вводит водород непосредственно в металл - эффект, противоположный желаемому. Все флюсы AdTech должны храниться в герметичных контейнерах в сухом помещении, а перед использованием, если есть сомнения в содержании влаги, их следует предварительно нагреть до 100-150°C.
Практика турбулентной заливки
Все способы обработки расплава в мире не могут компенсировать турбулентную заливку, в результате которой в полости пресс-формы образуются бифилярные оксиды. Литниковые системы с донным заполнением, контролируемая скорость заливки и фильтры на уровне потока в литниковой системе являются существенным дополнением к дегазации и фильтрации на уровне ковша.
Часто задаваемые вопросы об уменьшении пористости при литье алюминия
Вопрос 1: Какой один шаг является наиболее эффективным для уменьшения пористости при литье алюминия?
Ротационная дегазация - это единственный наиболее эффективный индивидуальный шаг для снижения газовой пористости. Правильно выполненный цикл дегазации снижает содержание водорода с 0,30-0,60 куб. см/100 г до 0,07-0,12 куб. см/100 г, что устраняет основную движущую силу образования газовых пор. Однако дегазация сама по себе не решает проблему усадочной пористости или пористости с включениями - наилучшие результаты дает комплексная программа обработки расплава, сочетающая дегазацию, обработку флюсом и фильтрацию керамической пеной.
Вопрос 2: Как узнать, является ли моя пористость результатом воздействия водорода или усадки?
Изучите морфологию пор на полированных поперечных срезах или на рентгеновских снимках. Газовые поры округлые и гладкостенные, распределены относительно равномерно. Усадочные поры неправильной формы, угловатые, часто соединены в сеть, сосредоточены в последних по времени затвердевания областях толстых участков и слепых карманах. Расположение также имеет диагностическое значение - усадочные поры всегда возникают в термически горячих точках, предсказуемых по геометрии разреза, в то время как газовая пористость распределена более беспорядочно.
Вопрос 3: Какой уровень водорода в алюминиевом расплаве допустим перед литьем?
Допустимый уровень водорода зависит от области применения. Для авиакосмической промышленности и литья под давлением: менее 0,10 см3/100 г (индекс плотности менее 1,0%). Для конструкционных автомобильных отливок: менее 0,12 см3/100 г (индекс плотности менее 1,5%). Для литья в песчаные формы общего назначения с умеренными требованиями к качеству: может быть приемлемо от 0,15 до 0,20 см3/100 г. Для неструктурных применений: менее 0,25 см3/100 г.
Q4: Могут ли пенокерамические фильтры удалять растворенный водород из алюминия?
Нет. Пенокерамические фильтры - это физические фильтрующие устройства, которые улавливают твердые включения - частицы оксидов, интерметаллические соединения и фрагменты огнеупоров. Они не имеют механизма для удаления растворенного газообразного водорода. Для удаления водорода требуется дегазация с использованием пузырьков инертного газа. Фильтрация и дегазация - это взаимодополняющие процессы, которые направлены на устранение различных источников дефектов.
Q5: Как долго расплав алюминия остается чистым после обработки дегазацией?
В закрытой печи с покрывающим флюсом AdTech, защищающим поверхность расплава, обработанный расплав сохраняет приемлемый уровень водорода (менее 0,15 см3/100 г) в течение приблизительно 45-90 минут в зависимости от влажности окружающей среды. Без защиты покрывающим флюсом в условиях высокой влажности уровень водорода может вернуться к значениям до обработки в течение 20-30 минут. Время между дегазацией и заливкой всегда должно быть сведено к минимуму, а в течение всего периода выдержки следует использовать покрывающий флюс.
Q6: Какой поролоновый керамический фильтр с рейтингом PPI следует использовать для литья алюминия?
Правильное значение PPI зависит от требований к качеству литья и типа сплава. От 20 до 30 PPI подходит для общего литья в алюминиевые песчаные и постоянные формы. От 30 до 40 PPI рекомендуется для автомобильных конструкций и отливок, критичных с точки зрения безопасности. От 40 до 60 PPI используется в аэрокосмической промышленности и в производстве изделий с наивысшей степенью интеграции. Более высокие показатели PPI удаляют больше включений, но создают большее сопротивление потоку - при выборе более тонких сортов необходимо пересчитать размеры фильтра.
Q7: Нужна ли процедура дегазации при литье под высоким давлением?
Да, особенно если полученные отливки будут подвергаться термообработке (T6), сварке или использоваться в герметичных установках. Хотя быстрое затвердевание HPDC подавляет видимые крупные поры, растворенный водород все же вызывает микропористость, которая становится очевидной при термообработке (образование пузырей) или сварке. При производстве таких компонентов с использованием HPDC следует проводить предварительную обработку дегазацией в печи выдержки.
Вопрос 8: Какова роль покрывающего флюса в предотвращении пористости?
Покровный флюс служит физическим и химическим барьером между поверхностью жидкого алюминия и атмосферой. Он предотвращает контакт атмосферной влаги с расплавом и повторное введение водорода после обработки дегазацией. Он также предотвращает окисление поверхности и образование бифильмов во время выдержки и переноса. Без покрывающего флюса реабсорбция водорода между станцией дегазации и пресс-формой может свести на нет значительную часть преимуществ дегазационной обработки.
Вопрос 9: Как удаление окалины и шлака уменьшает пористость отливки?
Поверхностная окалина и шлак являются резервуарами оксидных включений и уловленного газа. Если окалина нарушается во время обезжиривания или переноса металла, она попадает в расплав в виде облаков включений, которые образуют пористость во время затвердевания. Удалитель шлака AdTech (средство для удаления окалины) превращает влажную, липкую окалину в сухой порошок, который чисто отделяется от поверхности металла без уноса, что значительно снижает загрязнение включениями из этого источника.
Q10: Можно ли устранить пористость в алюминиевых отливках после изготовления отливки?
Незначительная пористость поверхности может быть пропитана термореактивной смолой под вакуумом и давлением - этот процесс называется вакуумной пропиткой, которая запечатывает поры для герметичного применения без ущерба для механических свойств. Этот способ широко используется в автомобильном алюминиевом литье в качестве процесса спасения. Однако внутренняя структурная пористость, снижающая механические свойства, не может быть эффективно восстановлена, и пострадавшие отливки подлежат утилизации. Профилактика путем надлежащей обработки расплава всегда более экономична, чем операции по спасению отливок после литья.
Заключение: Комплексный подход к контролю пористости при литье алюминия
Пористость при литье алюминия - это многофакторная проблема, требующая многофакторного решения. Ни один продукт или технологический процесс не устраняет пористость во всех ее основных причинах. Литейные заводы, которые добиваются стабильно низкого уровня брака - индекс плотности ниже 1,5%, уровень рентгеновского качества от 0 до 1, - это те, кто систематически внедряет каждый элемент цепочки обработки расплава и измеряет результаты на каждом этапе.
Комплексное решение:
- Установки для онлайн-дегазации AdTech: удаляют растворенный водород до уровня менее 0,10 см3/100 г благодаря оптимизированной технологии ротор-статор с аргоном или азотом.
- Пенокерамические фильтры AdTech: улавливают неметаллические включения вплоть до субмиллиметровых размеров частиц, устраняя пористость, обусловленную включениями.
- Флюс для рафинирования AdTech: агломерируют и удаляют мелкие частицы оксида и фрагменты бифила, которые не может уловить только фильтрация.
- AdTech, покрывающий поток: защищают дегазированный расплав от повторного поглощения водорода во время выдержки и переноса.
- Шлакоудалитель AdTech: кондиционирование окалины для чистого удаления без уноса включений.
- Дисциплина процессаПравильная сушка шихты, соответствующие температуры заливки, контролируемая скорость заливки и адекватная конструкция затворения дополняют картину.
Каждый продукт из линейки средств для обработки алюминиевого расплава AdTech направлен на устранение конкретного механизма пористости. Вместе они образуют комплексную систему качества, которая превращает пористость из хронической производственной проблемы в контролируемую, измеряемую и управляемую переменную процесса.
Этот технический справочник опубликован командой редакторов и инженеров AdTech. Компания AdTech разрабатывает и производит оборудование для обработки алюминиевых расплавов и расходные материалы, включая установки для дегазации в режиме онлайн, керамические поролоновые фильтры, рафинирующий флюс, покрывающий флюс и средства для удаления шлака, для алюминиевых литейных заводов и литейных производств по всему миру.
