يمكن تقليل المسامية في سبك الألومنيوم بفعالية من خلال الجمع بين أربعة ضوابط عملية مثبتة: تفريغ الغازات الدوارة لإزالة الهيدروجين المذاب, ترشيح الرغوة الخزفية للتخلص من الشوائب غير المعدنية، ومعالجة التدفق بعوامل التكرير ومزيلات الخبث لتنظيف الذوبان، وظروف التصلب المحسّنة بما في ذلك معدلات التبريد المتحكم فيها وتصميم نظام البوابات. من خلال خبرتنا في العمل مع مسابك الألومنيوم عبر عمليات صب متعددة، تحقق المنشآت التي تطبق جميع الضوابط الأربعة في وقت واحد مستويات هيدروجين أقل من 0.10 سم مكعب/100 جم وقيم مؤشر الكثافة أقل من 1.5% - وهي عتبات تقضي بشكل أساسي على المسامية كسبب للرفض في المسبوكات الهيكلية. وتؤدي معالجة واحد أو اثنين فقط من هذه المتغيرات مع تجاهل المتغيرات الأخرى إلى تحسن هامشي في أفضل الأحوال.
إذا كان مشروعك يتطلب استخدام وحدة تفريغ الغاز وتدفق الألومنيوم، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
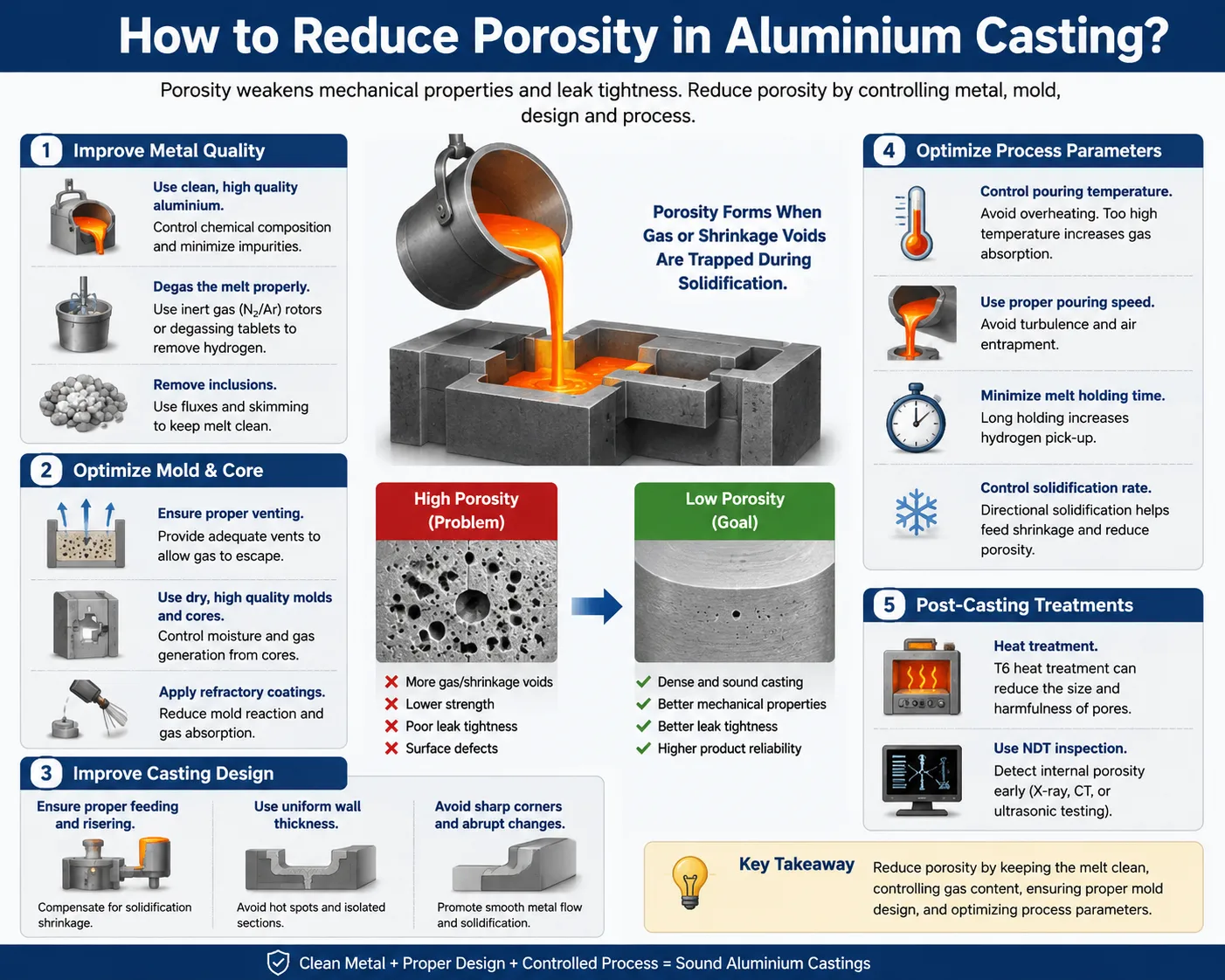
ما هي المسامية في صب الألومنيوم ولماذا تتسبب في رفض الصب؟
يشير مصطلح المسامية إلى وجود فراغات أو ثقوب أو انقطاعات داخل مصبوبات الألومنيوم المتصلبة. وتقلل هذه العيوب الداخلية من المقطع العرضي الفعال الحامل للجزء، وتعمل كنقاط تركيز إجهاد تحت التحميل الميكانيكي، وتخلق مسارات تسرب في التطبيقات التي تتسم بإحكام الضغط. يمكن أن يحتوي الصب الذي يجتاز الفحص البصري على مسامية داخلية كافية لإخفاق الاختبار الميكانيكي المدمر أو اختبار الضغط - مما يجعل المسامية واحدة من أكثر فئات العيوب ضرراً من الناحية الاقتصادية وصعوبة اكتشافها في إنتاج مصبوبات الألومنيوم.
العواقب المالية للرفض المرتبط بالمسامية كبيرة. إن معدلات الخردة التي تتراوح بين 5% إلى 15% التي تُعزى إلى المسامية شائعة في المسابك التي لا توجد بها برامج معالجة ذوبان منتظمة. في مكونات الألومنيوم عالية القيمة الخاصة بالفضاء الجوي وأنظمة سلامة السيارات والمعدات الهيدروليكية، يمكن أن يمثل حتى مسبك واحد مرفوض خسائر كبيرة في المواد وتكلفة المعالجة.
نوعان متميزان من المسامية في الألومنيوم
يعد فهم الفرق بين مسامية الغاز ومسامية الانكماش أمرًا ضروريًا لأن كل نوع له أسباب جذرية مختلفة ويتطلب إجراءات تصحيحية مختلفة.
مسامية الغاز (مسامية الهيدروجين)
تتكون المسامية الغازية عندما يترسب الهيدروجين المذاب في الألمنيوم السائل على شكل فقاعات أثناء التصلب. تنخفض قابلية ذوبان الهيدروجين في الألومنيوم بشكل حاد عند درجة حرارة السائل - من حوالي 0.65 سم مكعب/100 غرام في الألومنيوم السائل عند درجة حرارة 660 درجة مئوية إلى أقل من 0.034 سم مكعب/100 غرام في الألومنيوم الصلب. أي هيدروجين أعلى من حد الذوبان هذا يجب أن يتسرب إلى السطح قبل اكتمال التصلب أو يبقى محبوساً على شكل مسام كروية أو شبه كروية داخل الصب.
تكون مسام الغازات مميزة:
- مستديرة أو كروية الشكل.
- أسطح داخلية ملساء (بدون نسيج شجيري).
- موزعة بشكل منتظم نسبيًا عبر المقطع العرضي للقالب.
- يتراوح قطرها من 0.1 مم إلى عدة ملليمترات.
مسامية الانكماش
تتشكل مسامية الانكماش لأن الألومنيوم السائل ينكمش من 6% إلى 7% تقريبًا من حيث الحجم أثناء التصلب. إذا لم يتمكن نظام البوابات والارتفاع من تغذية المعدن السائل للتعويض عن هذا الانخفاض في الحجم مع تقدم التصلب، تتشكل الفراغات في المناطق الأخيرة للتصلب في الصب.
تكون مسام الانكماش مميزة:
- غير منتظم أو زاوي أو شجيري الشكل.
- أسطح داخلية خشنة مع أذرع تشعبية مرئية.
- تقع في المناطق الساخنة حرارياً (المقاطع السميكة، الزوايا العمياء).
- غالباً ما تكون مترابطة، وتشكل شبكات تشبه الشقوق.
| الميزة | مسامية الغاز | مسامية الانكماش |
|---|---|---|
| الشكل | كروي الشكل، مستدير الشكل | غير منتظم، زاوي |
| السطح الداخلي | سلس | خشن، متشعب |
| التوزيع | موحد نسبيًا | تتركز في المناطق الساخنة |
| السبب الرئيسي | الهيدروجين المذاب | معدن تغذية غير كافٍ |
| محلول معالجة الذوبان | إزالة الغاز، الترشيح | تصميم البوابين/التصميم الناهض |
| هل المعالجة بالتدفق فعال؟ | نعم | لا يوجد |
| هل إزالة الغازات فعالة؟ | نعم | لا يوجد |
ما الذي يسبب المسامية العالية في مصبوبات الألومنيوم؟
إن تحديد السبب الجذري للمسامية قبل اختيار التدابير التصحيحية يوفر الكثير من الوقت والمواد والتكلفة. لقد رأينا مسابك تقضي شهورًا في تعديل معلمات التفريغ عندما تكون المشكلة الحقيقية هي عدم كفاية تصميم الناهض - والعكس صحيح.
مصادر الهيدروجين في ذوبان الألومنيوم
الهيدروجين هو الغاز الوحيد الذي يذوب في الألمنيوم السائل بكميات كبيرة من الناحية التقنية. إن كل مصدر للرطوبة في بيئة الصهر والصب هو مصدر محتمل للهيدروجين، لأن الألمنيوم يتفاعل مع بخار الماء وفقاً للتفاعل التالي:
2Al + 3H₂O = Al₂O₃ + 3H₂O₂
يذوب الهيدروجين الذري الناتج عن هذا التفاعل بسرعة في الألومنيوم السائل. تشمل مصادر التقاط الهيدروجين المدفوع بالرطوبة ما يلي:
- مواد الشحن الرطبة أو الملوثة:: الخردة المعاد تدويرها والمرتجعات والسبائك ذات الرطوبة السطحية أو الزيوت أو الدهانات أو الطلاءات.
- جو رطب فوق الذوبان:: شديدة بشكل خاص خلال أشهر الصيف أو في المنشآت الساحلية ذات الرطوبة المحيطة العالية.
- البطانات الحرارية الرطبة:: الحراريات القابلة للصب التي تم تركيبها أو إصلاحها حديثًا، أو البطانات التي امتصت الرطوبة أثناء فترات الخمول.
- معدات وأدوات إزالة الغازات الرطبة:: الدافعات والرماح والمغارف والمغارف والمغازل التي لم يتم تسخينها بشكل كافٍ.
- التدفقات الرطبة وعوامل التغطية:: المواد المتدفقة سيئة التخزين أو الملوثة بالرطوبة.
- الهيدروجين من نواتج الاحتراق:: ينتج عن احتراق الغاز الطبيعي في أفران اللهب المكشوف بخار الماء الذي يلامس سطح الذوبان.
مصادر الشوائب غير المعدنية
الشوائب عبارة عن جسيمات صلبة معلقة في الألومنيوم السائل لا تذوب ولا تصبح جزءًا من البنية المجهرية للسبائك المقصودة. وهي تقلل من نظافة الذوبان ويمكن أن تكوّن مسام غازية وفراغات انكماش أثناء التصلب.
تشمل مصادر الإدراج ما يلي:
- أغشية أكسيد الألومنيوم (الأغشية ثنائية الفلزات) المتكونة عن طريق المعالجة المضطربة للذوبان.
- خبث الأفران المحتبسة وجزيئات الحراريات.
- المركبات بين الفلزات (المراحل الغنية بالحديد في السبائك المعاد تدويرها).
- جسيمات التدفق من إضافات التدفق المختلطة بشكل سيئ أو غير كاملة الذوبان.
- نيتريد الألومنيوم (AlN) من تفريغ النيتروجين من السبائك المحتوية على المغنيسيوم.
عوامل المعالجة المساهمة في المسامية
بالإضافة إلى كيمياء الذوبان، تؤثر العديد من معلمات العملية بشكل مباشر على مسامية الصب النهائية:
- درجة حرارة الصب عالية جداً:: يزيد من قابلية ذوبان الهيدروجين، ويطيل زمن السائل، ويسمح بامتصاص المزيد من الغازات.
- درجة حرارة الصب منخفضة جداً:: يقلل من السيولة، ويسبب الإغلاق البارد والإغلاق الخاطئ الذي يحبس الغاز.
- ممارسة الصب المضطرب:: يحبس الهواء ويخلق أكاسيد ثنائية الغشاء.
- نظام بوابات غير ملائم:: يسبب النفث، وانحباس الهواء، وعدم كفاية التغذية للنقاط الساخنة.
- رافعات رديئة التصميم:: الفشل في تعويض انكماش التصلب في المقاطع السميكة.
- عدم كفاية وقت المعالجة بالذوبان:: دورة التفريغ قصيرة جدًا للوصول إلى مستوى الهيدروجين المستهدف.
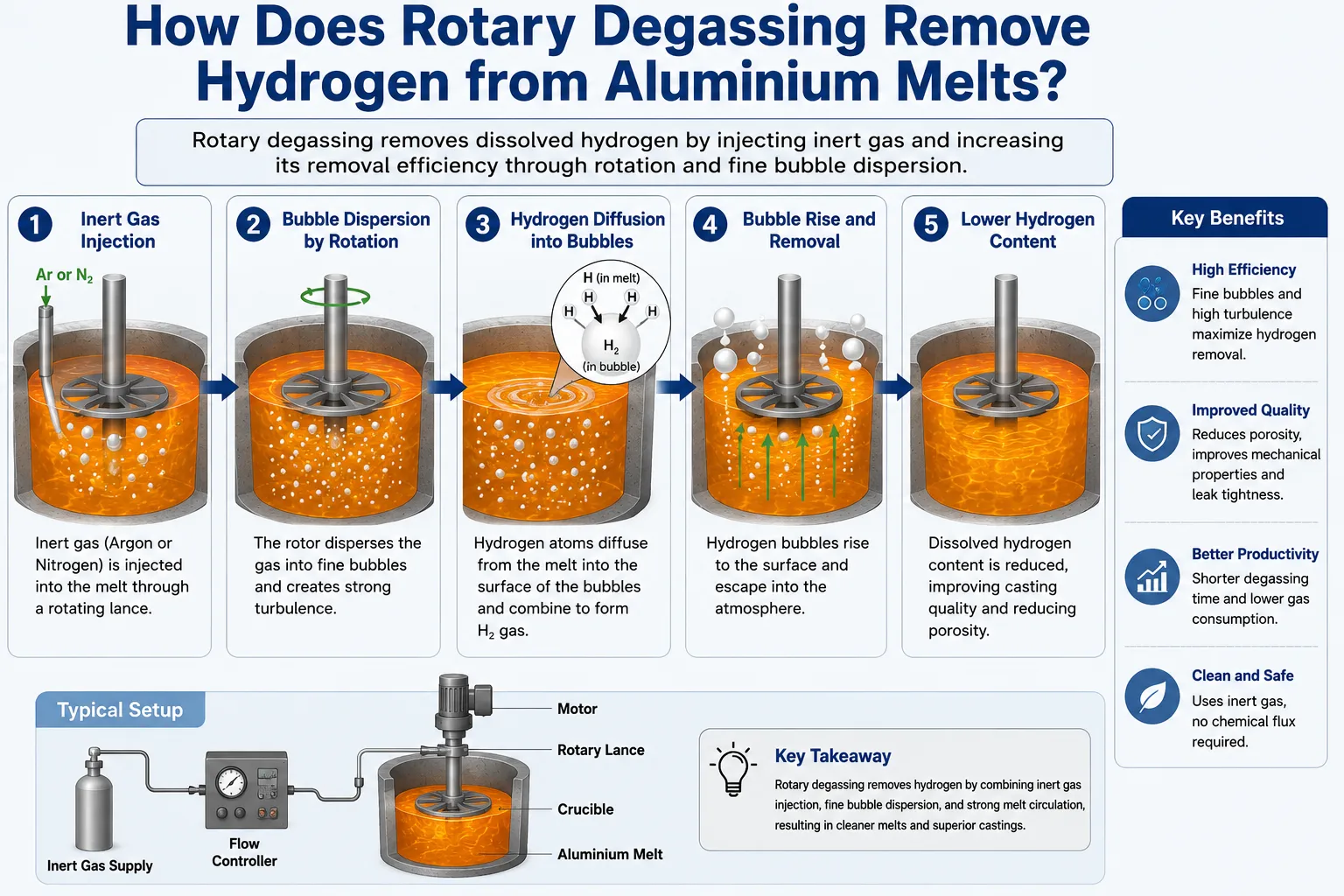
كيف يمكن للتفريغ الدوار إزالة الهيدروجين من ذوبان الألومنيوم؟
التفريغ الدوَّار هو الطريقة الأكثر فعالية والأكثر استخدامًا لإزالة الهيدروجين من ذوبان الألومنيوم. تعمل مجموعة الجرافيت الدوارة - الجزء الثابت التي تدور بسرعة 200 إلى 600 دورة في الدقيقة على تشتيت الغاز الخامل (الأرجون أو النيتروجين) إلى فقاعات دقيقة في جميع أنحاء الذوبان. تحمل كل فقاعة ضغطًا جزئيًا من الهيدروجين يساوي صفرًا بشكل أساسي، مما يخلق تدرج انتشار يدفع الهيدروجين المذاب من الذوبان إلى الفقاعات المتصاعدة، والتي تحمله إلى السطح وخارج الحمام.
كيفية عمل وحدة إزالة الغازات من AdTech
تستخدم معدات تفريغ الغازات من AdTech عبر الإنترنت نظامًا دوارًا-ثابتًا مصممًا بدقة يولد فقاعات دقيقة موحدة في جميع أنحاء حجم الذوبان. عوامل الأداء الرئيسية هي:
- حجم الفقاعة:: توفر الفقاعات الأصغر مساحة سطح أكبر لكل وحدة حجم من الغاز، مما يحسن كفاءة تجميع الهيدروجين. تولد دوارات AdTech فقاعات في نطاق 1 مم إلى 3 مم.
- سرعة الدوار: 300 إلى 500 دورة في الدقيقة هو نطاق التشغيل الأمثل لمعظم التطبيقات - بطيء جدًا ينتج عنه فقاعات كبيرة، وسريع جدًا ينتج عنه اضطراب سطحي واحتباس الأكسيد.
- معدل تدفق الغاز:: 2 إلى 6 نيوتن متر مكعب/ساعة حسب حجم الذوبان ومستوى الهيدروجين المستهدف.
- مدة العلاج: من 15 إلى 30 دقيقة لإزالة الغازات من أفران الدُفعات؛ المعالجة المضمنة المستمرة لخطوط الصب.

معايير أداء التفريغ بالغازات
| المعلمة | قبل إزالة الغازات | بعد التفريغ السليم للغازات |
|---|---|---|
| محتوى الهيدروجين (سم مكعب/100 جم) | 0.30 إلى 0.60 | 0.07 إلى 0.12 |
| مؤشر الكثافة (%) | 5% إلى 15% | أقل من 1.5% |
| تصنيف المسامية (بالأشعة السينية) | المستوى 3 إلى 5 | المستوى 0 إلى 1 |
| مدة العلاج | غير متاح | من 15 إلى 30 دقيقة |
| استهلاك الغاز (ع) | غير متاح | 20 إلى 50 نيوتن متر مكعب/طن |
النيتروجين مقابل الأرجون لتفريغ الألومنيوم من الغازات
يزيل كل من النيتروجين والأرجون الهيدروجين بفعالية من خلال آلية الضغط الجزئي نفسها. الأرجون خامل كيميائياً مع جميع سبائك الألومنيوم وينتج مستويات هيدروجين نهائية أقل قليلاً. النيتروجين أرخص بكثير ولكنه يتفاعل مع السبائك المحتوية على المغنيسيوم (السلسلة 5xxx و7xxx) لتشكيل شوائب نيتريد الألومنيوم، والتي تكون أكثر ضررًا من الهيدروجين الذي تساعد على إزالته.
توصيتنا: استخدام الأرجون لجميع السبائك التي يزيد محتوى المغنيسيوم فيها عن 1.51 تيرابايت 3 تيرابايت 3 تيرابايت، والنيتروجين فقط للسبائك التي يقل محتوى المغنيسيوم فيها عن 0.51 تيرابايت 3 تيرابايت، ويكون التحكم في التكلفة أولوية.
كيف تزيل مرشحات الرغوة الخزفية الشوائب من ذوبان الألومنيوم؟
حتى بعد التفريغ الشامل، يحتوي ذوبان الألومنيوم على شوائب صلبة عالقة - أغشية الأكسيد والجسيمات البينية المعدنية والشظايا الحرارية وبقايا التدفق - التي تؤدي إلى تدهور جودة الصب بشكل مستقل عن محتوى الهيدروجين. الترشيح بالرغوة الخزفية هو الطريقة الأكثر فعالية لإزالة هذه الشوائب قبل دخول الذوبان إلى القالب.
كيفية عمل فلاتر رغوة السيراميك AdTech
مرشحات رغوة السيراميك AdTech (CFF) عبارة عن هياكل خزفية ثلاثية الأبعاد مفتوحة الخلايا ذات مسارات تدفق متعرجة مترابطة. أثناء تدفق الألومنيوم عبر المرشح، يتم التقاط الشوائب من خلال ثلاث آليات:
- الفحص الميكانيكي:: يتم حظر الجسيمات الأكبر من حجم الخلية فيزيائياً.
- الارتطام بالقصور الذاتي:: لا يمكن للجسيمات ذات الكتلة الكافية أن تتبع مسار التدفق المنحني وتؤثر على الجدران الخزفية.
- الانتشار والالتصاق:: تنتشر الجسيمات الدقيقة جدًا على أسطح السيراميك وتلتصق من خلال تجاذب الطاقة السطحية.
والنتيجة هي ذوبان مع انخفاض كبير في محتوى الشوائب التي تدخل إلى تجويف القالب - مما ينتج معدنًا أنظف مع عدد أقل من مواقع التنوي للمسامية.

مواصفات برنامج AdTech CFF واختياره
| درجة التصفية (PPI) | حجم الخلية (مم) | التطبيق | كفاءة إزالة الإدراج |
|---|---|---|---|
| 10 PPI | 2.5 إلى 3.0 مم | الترشيح الخشن الأولي، الذوبان الخشن، ذوبان الخردة الثقيلة | من 60% إلى 70% |
| 20 PPI 20 | 1.2 إلى 1.5 مم | صب الألومنيوم للأغراض العامة | من 70% إلى 80% |
| 30 PPI 30 | 0.8 إلى 1.0 مم | مصبوبات السيارات والمسبوكات الهيكلية عالية الجودة | من 80% إلى 88% |
| 40 PPI 40 | 0.6 إلى 0.7 مم | سبك عالي التكامل، من الدرجة الفضائية | 88% إلى 93% |
| 50 PPI | 0.4 إلى 0.5 مم | ترشيح ممتاز، تطبيقات حرجة | من 93% إلى 97% |
| 60 PPI | 0.3 إلى 0.4 مم | أقصى درجات النظافة، ومواصفات الطيران والمواصفات العسكرية | من 95% إلى 98% |
درجات مواد CFF لسبائك الألومنيوم المختلفة
توفر AdTech فلاتر رغوة السيراميك بتركيبات مواد متعددة لتتناسب مع كيمياء السبائك ودرجات حرارة الصب المختلفة:
- الألومينا (Al₂O₃) CFF:: الأكثر استخدامًا، وهي مناسبة لجميع سبائك الألومنيوم القياسية عند درجة حرارة 660 درجة مئوية إلى 780 درجة مئوية.
- زركونيا (ZrO₂) CFF:: للتطبيقات ذات درجات الحرارة الأعلى والسبائك التي تزيد حرارتها عن 800 درجة مئوية.
- كربيد السيليكون (SiC) CFF:: أعلى قوة ومقاومة للصدمات الحرارية، ومناسبة للسبائك التفاعلية.
- المغنيسيا (MgO) CFF:: درجة متخصصة لسبائك الألومنيوم عالية المغنيسيوم.
تركيب CFF وتحديد حجمه
التحجيم الصحيح للمرشح أمر بالغ الأهمية. فالمرشح الصغير الحجم يؤدي إلى فقدان مفرط للرأس، مما يؤدي إلى إبطاء معدل الملء واحتمال التسبب في عيوب الإغلاق البارد. المرشح كبير الحجم مهدر وقد لا يحقق سرعة تدفق كافية لالتقاط التضمين الفعال.
حساب حجم المرشح:
- مساحة الترشيح (سم²) = معدل التدفق الذائب (كجم/دقيقة) / عامل معدل التدفق (عادةً 1.5 إلى 2.5 كجم/دقيقة - سم²).
- بالنسبة لصب 100 كجم في 60 ثانية: معدل التدفق = 100 كجم/دقيقة، مساحة المرشح = 100/2.0 = 50 سم².
- وهذا يتوافق مع مرشح مقاس 75 مم × 75 مم تقريبًا بمعدل 20 إلى 30 بكسل لكل بوصة.
ما هي معالجات التدفق وعوامل التكرير المستخدمة لتنظيف ذوبان الألومنيوم؟
المعالجة بالتدفق هي المكمل الكيميائي للعمليات الفيزيائية لإزالة الغازات والترشيح. تتفاعل تدفقات التكرير مع الشوائب غير المعدنية أو تتكتل معها، مما يسهل إزالتها عن طريق القشط أو الترشيح. تحمي تدفقات التغطية سطح المصهور من امتصاص الهيدروجين في الغلاف الجوي. تعمل عوامل إزالة الخبث (مزيلات الخبث) على تعديل الخواص الفيزيائية للخبث السطحي لتسهيل الفصل النظيف من الذوبان.
تقنية الإعلانات تكرير التدفق: الآلية والتطبيق
إن تدفق تكرير الألومنيوم AdTech عبارة عن مزيج مركب بعناية من أملاح الكلوريد والفلورايد غير العضوية المحسّنة لمعالجة ذوبان الألومنيوم. عند إدخاله في الذوبان (عن طريق الحقن من خلال دوّار التفريغ أو عن طريق الغمر على سطح الذوبان)، يؤدي التدفق عدة وظائف متزامنة:
التكتل الإدماجي
تكون جسيمات الأكسيد الدقيقة الفردية وشظايا الأغشية الثنائية صغيرة جدًا بحيث لا يمكن أن ترتفع من خلال الذوبان أو أن يتم التقاطها بواسطة الترشيح الخشن. يعمل تدفق التكرير على ترطيب وتكتل هذه الجسيمات الدقيقة في مجموعات أكبر تطفو بسهولة أكبر على سطح المصهور من أجل القشط.
الاختزال الكيميائي للأكاسيد
تهاجم مكونات التدفق المحتوية على الفلورايد أكسيد الألومنيوم كيميائيًا، مما يؤدي إلى تكسير أغشية الأكسيد المستقرة وتحويلها إلى مركبات أكثر قابلية للتحكم. وهذا فعال بشكل خاص ضد الأكاسيد الرقيقة ثنائية الغشاء التي تتشكل أثناء الصب المضطرب وهي من بين أكثر أنواع التضمينات ضرراً.
تعزيز اختزال الهيدروجين
تشتمل بعض تركيبات التدفق على مكونات تقلل من محتوى الهيدروجين عن طريق التفاعل مع الهيدروجين المذاب أو عن طريق تعزيز التلامس الأكثر كفاءة بين الفقاعات والذوبان أثناء المعالجة المتزامنة لإزالة الغازات.
إزالة المعادن القلوية
يتسبب تلوث الألومنيوم بالصوديوم والليثيوم في الألومنيوم من المواد المعاد تدويرها في حدوث مشاكل في صقل الحبيبات وحساسية التكسير الساخن. تزيل التدفقات القائمة على الكلوريد بفعالية هذه الشوائب المعدنية القلوية.

مجموعة منتجات AdTech Flux
| نوع التدفق | الوظيفة الأساسية | طريقة التطبيق | معدل الإضافة |
|---|---|---|---|
| تكرير التدفق | تكتل التضمين، وإزالة الأكسيد | الحقن أو الغطس السطحي | 0.5 إلى 2.0 كجم/طن |
| تغطية التدفق | حماية السطح الذائب، حاجز الهيدروجين | الانتشار السطحي | من 1.0 إلى 3.0 كجم/طن |
| تدفق الخبث (مزيل الخبث) | تكييف الخبث، الفصل النظيف | تطبيق السطح | من 0.5 إلى 1.5 كجم/طن |
| تدفق مصفاة الحبوب المصفاة | تنقية بنية الحبيبات | إضافة الحقن أو القضيب | 0.5 إلى 2.0 كجم/طن |
| تدفق التغطية الطارد للحرارة | حماية السطح مع توليد الحرارة | الانتشار السطحي في المغارف | من 0.5 إلى 1.0 كجم/طن |
تقنية AdTech لتغطية التدفق: حماية الذوبان من إعادة امتصاص الهيدروجين
وإحدى المشاكل التي لا تستطيع معالجة التفريغ وحدها حلها هي إعادة امتصاص الهيدروجين بين محطة التفريغ والقالب. أثناء النقل من خلال المغاسل والمغارف والسكب، يتعرض سطح المصهور الذي تم تفريغه حديثًا للغلاف الجوي ويبدأ في إعادة امتصاص الهيدروجين على الفور.
يخلق تدفق تغطية AdTech الذي يوضع على سطح الصهر في أفران الحفظ والمغارف وأوعية النقل حاجزًا ماديًا بين المعدن والغلاف الجوي. هذا الحاجز:
- يقلل من معدل إعادة امتصاص الهيدروجين من 60% إلى 80%.
- يمنع أكسدة السطح وتكوين الغشاء الثنائي أثناء النقل.
- يحافظ على نظافة الذوبان بين التفريغ والصب.
- يوسع النافذة الفعالة بين معالجة التفريغ ومستوى الهيدروجين المقبول.
مزيل الخبث AdTech Slag Remover (عامل الخبث)
تتشكل خبث الألومنيوم - وهو خليط سطحي من أكسيد الألومنيوم ومعدن الألومنيوم وملوثات مختلفة - بشكل مستمر أثناء الصهر والاحتفاظ. إذا تم إزعاجها أثناء القشط، يمكن أن تتسرب شظايا الخبث إلى الذوبان على شكل شوائب. يعمل مزيل الخبث AdTech على تعديل الخصائص الفيزيائية للخبث:
- يقلل من لزوجة الخبث، مما يسمح بتصريف الألومنيوم السائل مرة أخرى إلى المصهور.
- يحول الخبث الرطب اللزج إلى شكل مسحوق جاف ولزج ينفصل بشكل نظيف.
- يقلل من الفاقد المعدني في الكَدَر من 30% إلى 50% إلى 10% إلى 15%
- يمنع إعادة تصريف الخبث أثناء عمليات القشط.
كيف تؤثر ظروف التصلب ومعلمات عملية الصب على المسامية؟
تعالج المعالجة بالذوبان محتوى الهيدروجين ومستويات التضمين، ولكن ظروف التصلب تحدد مقدار محتوى الهيدروجين والتضمين المتبقي الذي يظهر فعليًا على شكل مسامية في الصب النهائي.
معدل التبريد وتأثيره على المسامية
تقلل معدلات التصلب الأسرع من المسامية من خلال آليتين:
- يتوفر وقت أقل لفقاعات الهيدروجين لتتكون وتنمو قبل أن يتصلب الذوبان حولها.
- تخلق المسافات بين أذرع التشعبات الأكثر دقة (DAS) قنوات بينية أصغر يجب أن يتسرب من خلالها أي هيدروجين متبقٍ - حيث تعمل القنوات الأكثر دقة على حبس الهيدروجين وتشتيته بشكل أكثر فعالية قبل أن يتمكن من تكوين مسام كبيرة.
| معدل التبريد (درجة مئوية/ثانية) | DAS نموذجي (ميكرومتر) | مستوى المسامية |
|---|---|---|
| 0.1 إلى 0.5 | 80 إلى 150 | مرتفع (إذا كان H > 0.15 سم مكعب/ 100 جم) |
| 0.5 إلى 2.0 | من 40 إلى 80 | معتدل |
| 2.0 إلى 10 | من 20 إلى 40 | منخفضة |
| من 10 إلى 50 | من 10 إلى 20 | منخفضة جداً |
| فوق 50 | أقل من 10 | الحد الأدنى |
تحسين درجة حرارة الصب
درجة حرارة الصب لها تأثير مباشر وكبير على مسامية الهيدروجين. يزيد ارتفاع درجة الحرارة الفائقة من قابلية ذوبان الهيدروجين في الذوبان، ويتيح وقتًا أطول لنمو فقاعات الهيدروجين قبل التصلب، ويطيل الفترة التي يمكن خلالها للهيدروجين الجوي أن يذوب في سطح الذوبان المكشوف.
درجات حرارة الصب الموصى بها حسب السبيكة والمعالجة:
| سلسلة السبائك | الصب بالرمل (درجة مئوية) | قالب دائم (درجة مئوية) | الصب بالقالب (درجة مئوية) |
|---|---|---|---|
| 1xxx (آل نقي) | 700 إلى 730 | 690 إلى 720 | 670 إلى 700 |
| 2xxx (Al-Cu) | 710 إلى 750 | 700 إلى 730 | غير متاح |
| 3xxx (Al-Mn) | 700 إلى 730 | 690 إلى 720 | 660 إلى 690 |
| 4xxx (Al-Si) | 680 إلى 720 | 670 إلى 710 | 650 إلى 680 |
| 5xxx (Al-Mg) | 710 إلى 745 | 700 إلى 730 | 660 إلى 700 |
| 6xxx (Al-Mg-Si) | 700 إلى 735 | 690 إلى 720 | 660 إلى 690 |
| 7xxx (Al-Zn-Mg) | 715 إلى 750 | 700 إلى 730 | 660 إلى 700 |
تصميم نظام البوابات لمنع انكماش المسامية
بالنسبة لمسامية الانكماش، لا توفر المعالجة بالذوبان أي فائدة - يكمن الحل بالكامل في تصميم القالب. المبادئ الرئيسية:
التصلب الاتجاهي
يجب أن يتصلب الصب تدريجيًا من القسم الأبعد عن الناهض نحو الناهض، بحيث يكون المعدن السائل متاحًا دائمًا لتغذية جبهة التصلب. المقاطع التي تتصلب بمعزل عن مسار التغذية ستحدث مسامية انكماش بغض النظر عن نظافة الذوبان.
تحجيم الناهض
يجب أن تحتوي الناهضات على حجم كافٍ من المعدن السائل لتعويض انكماش تصلب الصب (6% إلى 7% لمعظم سبائك الألومنيوم) بالإضافة إلى انكماش تصلب الصاعد. قاعدة عامة شائعة: يجب أن يكون حجم الناهض على الأقل من 10% إلى 20% من حجم الصب الذي يغذيه.
قشعريرة
تعمل المبردات الخارجية أو الداخلية على تسريع التصلب الموضعي، مما يعزز التصلب الاتجاهي ويقلل من تكوين البقع الساخنة. تخلق البرادات المعدنية الموضوعة على الأجزاء السميكة من الصب معدلات تبريد محلية أسرع تحول نمط التصلب نحو الناهض.
ما هي أكثر الطرق فعالية لقياس المسامية في مصبوبات الألومنيوم؟
القياس المنهجي للمسامية هو أساس أي برنامج لتقليل المسامية. بدون قياس موثوق به، لا يمكن للمهندسين تحديد ما إذا كانت التغييرات في العملية تعمل على تحسين جودة الصب أو تدهورها.
اختبار مؤشر الكثافة (اختبار الضغط المنخفض)
الطريقة الأكثر استخدامًا لقياس المسامية أثناء العملية في مسابك الألومنيوم. يتم أخذ عينتين من نفس المصهور - واحدة متصلبة تحت الضغط الجوي (1 ضغط جوي (1 ضغط جوي) والأخرى متصلبة تحت ضغط منخفض (حوالي 80 ملي بار إلى 100 ملي بار). تتطور مسامية أكثر في العينة التي تم تفريغها من الهواء لأن الضغط المنخفض يعزز تنوي فقاعات الهيدروجين ونموها.
مؤشر الكثافة (DI) = [(ρ_atm - ρ_atm - ρ_vacuum) / ρ_atm] × 100%
| مؤشر الكثافة (%) | تقييم جودة الذوبان | الإجراء الموصى به |
|---|---|---|
| أقل من 1.0% | ممتاز | المتابعة إلى الصب |
| 1.0% إلى 2.0% | جيد | مقبولة لمعظم التطبيقات |
| 2.0% إلى 3.0% | هامشي | تمديد التفريغ، والتحقق من التدفق |
| 3.0% إلى 5.0% | فقير | تكرار المعالجة بالذوبان الكامل |
| أعلى من 5.0% | غير مقبول | تحديد مصدر الهيدروجين، وإعادة تشغيل المعالجة |
قياس الهيدروجين المضمن (تيليجاس / ألسكان)
قياس مباشر للهيدروجين المذاب باستخدام مسبار انتشار مغمور في الذوبان. أكثر دقة من اختبار مؤشر الكثافة ويوفر قيم تركيز هيدروجين مطلقة بدلاً من مؤشر مقارن.
- نطاق القياس: 0.01 إلى 0.50 سم مكعب/100 جرام
- الدقة: ± 0.01 إلى ± 0.02 سم مكعب/100 جرام
- زمن الاستجابة من 3 إلى 8 دقائق لكل قراءة
- ضروري لعمليات الصب المستمر ذات الحجم الكبير.
التصوير الإشعاعي بالأشعة السينية
يكشف الاختبار غير المدمر للمسبوكات الجاهزة باستخدام التصوير بالأشعة السينية عن توزيع المسامية الداخلية وحجمها وكثافتها. يتم تصنيف نتائج الأشعة السينية حسب ASTM E505 أو ASTM E155 أو أنظمة تصنيف العملاء الخاصة بالعملاء، مع مستويات الخطورة من 1 إلى 5 (أو من A إلى E في بعض الأنظمة).
التصوير الإشعاعي بالأشعة السينية هو اختبار قبول الجودة النهائي لمسبوكات الألومنيوم الإنشائية في تطبيقات الفضاء والسيارات. وهو يحدد كلاً من المسامية الغازية (الظلال المستديرة) ومسامية الانكماش (الظلال غير المنتظمة) ويحددها في مناطق محددة لتحليل السبب الجذري.
طريقة أرخميدس (قياس الكثافة)
قياس دقيق لكثافة الصب بالوزن الهيدروستاتيكي. تتم مقارنة الكثافة الفعلية بالكثافة النظرية لتركيبة السبيكة. يشير الفرق إلى نسبة المسامية الحجمية.
المسامية الحجمية (%) = [(ρ_النظري - ρ_فعلي) / ρ_نظري] × 100%
توفر هذه الطريقة قيمة مئوية واحدة لحجم الصب بالكامل - لا يمكنها تحديد موقع المسامية أو نوعها، ولكنها بسيطة وغير مدمرة وتوفر بيانات كمية للتحكم في العملية الإحصائية.
ما هي عملية المعالجة الكاملة للذوبان لصب الألومنيوم منخفض المسامية؟
إن دمج جميع خطوات المعالجة بالذوبان في عملية متماسكة ومتسلسلة هو ما يفصل بين المسابك التي تحقق باستمرار مسبوكات منخفضة المسامية عن تلك التي تدير المسامية بشكل تفاعلي من خلال فرز الخردة.
تسلسل المعالجة بالذوبان الموصى به
الخطوة 1: إعداد الشحنة
- تجفيف جميع مواد الشحن قبل التحميل (ساعتين على الأقل عند درجة حرارة 120 درجة مئوية للسبائك والمرتجعات).
- إزالة الطلاء والزيوت والرطوبة من الخردة المعاد تدويرها.
- قم بتسخين الشحنة إلى 200 درجة مئوية على الأقل قبل الذوبان لتقليل التقاط الهيدروجين الناتج عن الرطوبة أثناء الذوبان.
الخطوة 2: الذوبان
- حافظ على بطانة الفرن في حالة جافة جيدًا - قم بالتسخين المسبق بعد أي فترة صيانة أو فترة خمول.
- الحفاظ على سطح الذوبان مغطى بتدفق تغطية AdTech أثناء الذوبان لتقليل امتصاص الهيدروجين في الغلاف الجوي.
- تجنب التقليب المفرط أثناء عملية الذوبان - حيث يؤدي الاضطراب إلى انحباس أغشية الأكسيد.
الخطوة 3: ضبط درجة الحرارة والسبائك
- أضف السبائك الرئيسية والمقويات إلى المصهور عند درجة الحرارة الصحيحة.
- بعد السبائك، أضف سائل التكرير AdTech بمعدل 0.5 إلى 1.5 كجم/طن عن طريق الحقن أو الغمر.
- اسمح بفترة تفاعل من 5 إلى 10 دقائق قبل القشط.
الخطوة 4: معالجة إزالة الغازات
- ابدأ تشغيل وحدة إزالة الغازات عبر الإنترنت من AdTech بالأرجون أو النيتروجين بسرعة 2 إلى 5 نيوتن متر مكعب/ساعة.
- حافظ على سرعة الدوار عند 300 إلى 450 دورة في الدقيقة.
- عالج لمدة 15 إلى 25 دقيقة
- قياس مؤشر الكثافة في نهاية العلاج - الهدف أقل من 2.0% قبل المتابعة.
الخطوة 5: القشط
- بعد تفريغ الغاز، قم بقشط سطح المصهور جيدًا باستخدام عامل الكَدَر AdTech لتكييف الكَدَر السطحي.
- قم بإزالة جميع الخبث المكيف بشكل نظيف - فالخبث الرطب المضطرب هو مصدر رئيسي للتضمين.
- ضع تدفق تغطية جديدة من AdTech بعد القشط.
الخطوة 6: النقل والترشيح
- نقل الذوبان إلى محطة الصب من خلال مغاسل مسخنة مسبقًا.
- مرر الذوبان من خلال فلتر رغوة السيراميك AdTech بحجم مناسب للاستخدام.
- الحفاظ على درجة حرارة الفلتر أعلى من 600 درجة مئوية لمنع التصلب المبكر (يلزم التسخين المسبق لصندوق الفلتر).
الخطوة 7: الصب
- الصب في درجة الحرارة الصحيحة للسبائك والمعالجة.
- استخدم تعبئة هادئة ومضبوطة لتقليل الاضطرابات.
- الحفاظ على الضغط الخلفي مع التحكم في معدل الصب.
تأثير المعالجة المشتركة على المحتوى الهيدروجيني والاندماج
| مرحلة العلاج | محتوى H (سم مكعب/100 جم) | مستوى الإدراج (مم²/كجم من البودرة المضافة إلى الأغذية والزراعة) | مؤشر الكثافة |
|---|---|---|---|
| بعد الذوبان (بدون معالجة) | 0.40 إلى 0.60 | 2.0 إلى 5.0 | من 8% إلى 15% |
| بعد المعالجة بالتدفق | 0.35 إلى 0.50 | 0.8 إلى 2.5 | 6% إلى 10% |
| بعد التفريغ | 0.08 إلى 0.15 | 0.5 إلى 1.5 | 1.5% إلى 4% |
| بعد الترشيح بالرغوة الخزفية | 0.08 إلى 0.15 | 0.05 إلى 0.30 | 1.0% إلى 2.5% |
| العلاج المشترك الكامل | 0.07 إلى 0.12 | 0.03 إلى 0.15 | 0.8% إلى 1.5% |
كيف تؤثر عمليات الصب المختلفة على مستويات المسامية ومتطلبات المعالجة؟
تتميز كل عملية صب ألومنيوم بمخاطر مسامية متميزة تحددها معدلات التصلب ونفاذية القالب والحساسية لنظافة الذوبان. وتتدرج متطلبات المعالجة وفقًا لذلك.
مخاطر المسامية وكثافة العلاج حسب عملية الصب
| عملية الصب | نوع المسامية الأولية | معدل التبريد | كثافة العلاج المطلوبة |
|---|---|---|---|
| الصب بالرمل | الغاز + الانكماش | بطيء جداً | عالية - إزالة الغازات بالكامل، والتدفق، والترشيح |
| قالب دائم (قالب الجاذبية) | الغاز + الانكماش | معتدل | عالية - إزالة الغاز، والترشيح ضروريان |
| صب القوالب بالضغط المنخفض | الغاز + الانكماش | معتدل إلى سريع | عالية - جودة الذوبان الدقيقة بالغة الأهمية |
| صب القوالب بالضغط العالي | الغاز (الهواء المحبوس) | سريع جداً | متوسط - تفريغ الغازات أقل أهمية، مفتاح التحكم في الطلقة |
| الصب الاستثماري | الغاز + الانكماش | بطيئة إلى معتدلة | عالية جدًا - أعلى درجة نظافة ذوبان عالية جدًا |
| الصب المستمر (قضبان الصب المستمر) | الغاز | سريع | عالية - معيار إزالة الغازات والترشيح المضمنة |
| صب الرغوة المفقودة | غاز + غاز الانحلال الحراري | بطيء | مرتفع جدًا - يضيف الغاز من نمط الرغوة إلى H |
الصب بالقالب عالي الضغط: حالة خاصة
يعتبر HPDC فريدًا من نوعه لأن ضغط الحقن العالي جدًا (500 إلى 1500 بار) يضغط مسام الغاز أثناء التصلب، مما يجعلها أقل وضوحًا. ومع ذلك، فإن ألومنيوم HPDC يحتوي في الواقع على غاز مذاب كبير - يظهر ببساطة على شكل مسامات دقيقة جداً وموزعة بشكل دقيق جداً بدلاً من المسام الكبيرة. تصبح هذه المسامية الدقيقة مشكلة عندما:
- تتم معالجة المكونات بالحرارة (T6 أو T7) - تحدث التقرحات مع توسع المسام أثناء المعالجة الحرارية بالمحلول.
- الأجزاء الملحومة - تتسبب المسامية في تناثر اللحام والعيوب.
- أداء محكم الضغط مطلوب.
بالنسبة للمكونات القابلة للمعالجة بالحرارة أو القابلة للحام في HPDC، فإن معالجة التفريغ قبل الصب ضرورية على الرغم من ظروف التصلب بالضغط العالي.
ما هي الأخطاء الشائعة التي تسبب ارتفاع مستويات المسامية على الرغم من المعالجة بالذوبان؟
حتى مع وجود معدات إزالة الغازات وأنظمة الترشيح ومنتجات التدفق، لا تزال العديد من المسابك تعاني من مشاكل المسامية بسبب أخطاء العملية المنهجية التي تقوض المعالجة الصحيحة للمواد المنصهرة.
أكثر حالات فشل التحكم في المسامية شيوعًا
وقت التفريغ غير كافٍ
خطأ شائع في ضغط الإنتاج. إذا تم تخفيض دورة التفريغ من 20 دقيقة إلى 12 دقيقة بسبب ضغط الجدول الزمني، فقد تصل مستويات الهيدروجين إلى 0.20 سم مكعب/100 جم بدلاً من 0.10 سم مكعب/100 جم - وهو مستوى لا يزال ينتج مسامية كبيرة في مكونات الصب بالرمل. تحقق دائمًا بقياس مؤشر الكثافة قبل الصب.
إعادة امتصاص الهيدروجين بعد إزالة الغازات
يعيد المصهور الذي تم تفريغه جيدًا امتصاص الهيدروجين بسرعة إذا ظل مكشوفًا في مغرفة أو فرن مفتوح. وبدون وجود تدفق تغطية AdTech الذي يحمي سطح المصهور، يمكن أن تعود مستويات الهيدروجين إلى 0.20 إلى 0.30 سم مكعب/ 100 جرام في غضون 20 إلى 30 دقيقة في ظروف الرطوبة العالية. يجب النظر في معالجة التفريغ في سياق سلسلة المعالجة الكاملة، وليس فقط محطة التفريغ.
مرشحات الرغوة الخزفية الباردة
يؤدي تركيب مرشح رغوة السيراميك في صندوق مرشح بارد إلى تجمد المعدن الأول من خلال المرشح، مما يؤدي إلى سد المسام وخلق فقدان مفرط للرأس. وينتج عن ذلك ظروف تعبئة مضطربة ومتناثرة تولد أكاسيد ثنائية الغشاء حتى في المعدن النظيف. يجب تسخين صناديق الترشيح إلى 600 درجة مئوية على الأقل قبل ملامسة المعدن.
إضافة التدفق الرطب
تؤدي إضافة التدفق الملوث بالرطوبة إلى الذوبان إلى إدخال الهيدروجين مباشرةً في المعدن - وهو عكس التأثير المقصود. يجب تخزين جميع منتجات تدفق AdTech في حاويات محكمة الغلق في بيئة جافة ويجب تسخينها إلى 100 درجة مئوية إلى 150 درجة مئوية قبل الاستخدام إذا كان هناك أي شك بشأن محتوى الرطوبة.
ممارسة الصب المضطرب
لا يمكن لجميع معالجات الذوبان في العالم أن تعوض عن الصب المضطرب الذي يولد أكاسيد ثنائية الغشاء في تجويف القالب. تُعد أنظمة البوابات المملوءة في القاع، ومعدلات التعبئة المتحكم فيها، والمرشحات على مستوى التيار في نظام البوابات مكملات أساسية لإزالة الغازات والترشيح على مستوى المغرفة.
الأسئلة المتداولة حول تقليل المسامية في صب الألومنيوم
س1: ما هي الخطوة الوحيدة الأكثر فعالية لتقليل المسامية في صب الألومنيوم؟
التفريغ الدوار هو الخطوة الفردية الأكثر تأثيرًا لتقليل مسامية الغاز. تقلل دورة التفريغ التي يتم تنفيذها بشكل صحيح من محتوى الهيدروجين من 0.30 إلى 0.60 سم مكعب/100 جم إلى 0.07 إلى 0.12 سم مكعب/100 جم، مما يزيل القوة الدافعة الرئيسية لتكوين مسام الغاز. ومع ذلك، فإن التفريغ وحده لا يعالج مسامية الانكماش أو المسامية المتضمنة للنواة - حيث إن برنامج المعالجة الكاملة للذوبان الذي يجمع بين التفريغ ومعالجة التدفق وترشيح الرغوة الخزفية يحقق أفضل النتائج الإجمالية.
س2: كيف يمكنني معرفة ما إذا كانت المسامية ناتجة عن الهيدروجين أو الانكماش؟
فحص شكل المسام في المقاطع العرضية المصقولة أو في صور الأشعة السينية. تكون المسام الغازية مستديرة وملساء الجدران وموزعة بشكل منتظم نسبياً. تكون مسام الانكماش غير منتظمة وزاوية وغالباً ما تكون مترابطة في شبكة، وتتركز في المناطق الأخيرة المتصلبة في المقاطع السميكة والجيوب العمياء. كما أن الموقع مشخّص أيضًا - يحدث الانكماش دائمًا في البقع الساخنة حراريًا التي يمكن التنبؤ بها من هندسة المقاطع، في حين أن مسامية الغاز موزعة بشكل عشوائي أكثر.
س3: ما هو مستوى الهيدروجين المقبول في ذوبان الألومنيوم قبل الصب؟
يعتمد مستوى الهيدروجين المقبول على التطبيق. بالنسبة للمسبوكات الفضائية ومسبوكات الضغط المحكم: أقل من 0.10 سم مكعب/100 جم (مؤشر الكثافة أقل من 1.0%). بالنسبة لمسبوكات السيارات الإنشائية: أقل من 0.12 سم مكعب/100 جم (مؤشر الكثافة أقل من 1.5%). بالنسبة للمسبوكات الرملية العامة ذات متطلبات الجودة المعتدلة: أقل من 0.15 إلى 0.20 سم مكعب/100 جم قد يكون مقبولاً. للتطبيقات غير الإنشائية: أقل من 0.25 سم مكعب/100 جم.
س4: هل يمكن لمرشحات الرغوة الخزفية إزالة الهيدروجين المذاب من الألومنيوم؟
لا، فمرشحات الرغوة الخزفية هي أجهزة ترشيح فيزيائية تلتقط الشوائب الصلبة - جسيمات الأكسيد والمركبات البينية الفلزية والشظايا الحرارية. ليس لديها آلية لإزالة غاز الهيدروجين المذاب. تتطلب إزالة الهيدروجين معالجة التفريغ بالغاز باستخدام فقاعات غاز خامل. الترشيح وإزالة الغازات هما عمليتان متكاملتان تعالجان مصادر عيوب مختلفة.
س5: ما هي المدة التي يظل فيها ذوبان الألومنيوم نظيفًا بعد المعالجة بالتفريغ؟
في فرن احتجاز مغطى مع تدفق تغطية AdTech الذي يحمي سطح الذوبان، يحافظ الذوبان المعالج على مستويات مقبولة من الهيدروجين (أقل من 0.15 سم مكعب/100 جم) لمدة 45 إلى 90 دقيقة تقريبًا حسب الرطوبة المحيطة. وبدون حماية تدفق التغطية، في ظروف الرطوبة العالية، يمكن أن تعود مستويات الهيدروجين إلى قيم ما قبل المعالجة في غضون 20 إلى 30 دقيقة. ينبغي دائمًا تقليل الوقت بين إزالة الغازات والصب إلى الحد الأدنى، وينبغي استخدام تدفق التغطية خلال أي فترة احتجاز.
س6: ما هو مرشح رغوة السيراميك المصنوع من السيراميك بتصنيف PPI الذي يجب أن أستخدمه لصب الألومنيوم؟
يعتمد تصنيف PPI الصحيح على متطلبات جودة الصب ونوع السبيكة. 20 إلى 30 PPI مناسب لمسبوكات الألومنيوم الرملية العامة والقوالب الدائمة. يوصى باستخدام 30 إلى 40 PPI للمسبوكات الهيكلية للسيارات والمسبوكات الحرجة للسلامة. يُستخدم 40 إلى 60 PPI للتطبيقات الفضائية والتطبيقات عالية التكامل. تزيل التصنيفات الأعلى PPI المزيد من الشوائب ولكنها تخلق مقاومة تدفق أعلى - يجب إعادة حساب حجم المرشح عند تحديد الدرجات الأكثر دقة.
س7: هل يحتاج الصب بالقالب عالي الضغط إلى معالجة تفريغ الغاز؟
نعم، خاصةً عندما يتم معالجة المسبوكات المنتجة بالحرارة (T6)، أو لحامها أو استخدامها في تطبيقات الضغط المحكم. في حين أن التصلب السريع في HPDC يمنع المسام الكبيرة المرئية، لا يزال الهيدروجين المذاب يسبب المسامية الدقيقة التي تصبح واضحة أثناء المعالجة الحرارية (التقرح) أو اللحام. يجب أن تنفذ عمليات HPDC التي تنتج مثل هذه المكونات معالجة تفريغ الغازات في فرن التثبيت.
س8: ما هو دور تدفق التغطية في منع المسامية؟
يعمل تدفق التغطية كحاجز فيزيائي وكيميائي بين سطح الألومنيوم السائل والغلاف الجوي. وهو يمنع الرطوبة الجوية من ملامسة الذوبان وإعادة إدخال الهيدروجين بعد معالجة التفريغ. كما يمنع أيضًا أكسدة السطح وتكوين الغشاء الثنائي أثناء الحجز والنقل. وبدون تغطية التدفق، يمكن أن تؤدي إعادة امتصاص الهيدروجين بين محطة التفريغ والقالب إلى إبطال جزء كبير من فائدة معالجة التفريغ.
س9: كيف تقلل إزالة الخبث والخبث من مسامية الصب؟
الخبث والخبث السطحي عبارة عن مستودعات من شوائب الأكسيد والغازات المحتبسة. إذا تم إزعاج الخبث أثناء القشط أو نقل المعدن، فإنه يصبح محصورًا في الذوبان كسحب متضمنة تنوي المسامية أثناء التصلب. يحول مزيل خبث AdTech (عامل إزالة الخبث) الخبث الرطب اللزج إلى مسحوق جاف ينفصل بشكل نظيف عن سطح المعدن دون احتباسه، مما يقلل من تلوث الشوائب من هذا المصدر بشكل كبير.
Q10: هل يمكن إصلاح المسامية في مصبوبات الألومنيوم بعد عمل الصب؟
يمكن تشريب المسام السطحية الطفيفة بالراتنج المتصلد بالحرارة تحت التفريغ والضغط - وهي عملية تسمى التشريب بالتفريغ - والتي تغلق المسام للتطبيقات المحكم الضغط دون التأثير على الخواص الميكانيكية. وتُستخدم هذه العملية على نطاق واسع في صب الألومنيوم للسيارات كعملية إنقاذ. ومع ذلك، لا يمكن إصلاح المسام الهيكلية الداخلية التي تقلل من الخواص الميكانيكية بشكل فعال، ويجب التخلص من المسبوكات المتضررة. دائماً ما تكون الوقاية من خلال المعالجة المناسبة للذوبان أكثر اقتصاداً من عمليات الإنقاذ بعد الصب.
الخاتمة: النهج المتكامل للتحكم في المسامية في صب الألومنيوم
المسامية في صب الألومنيوم هي مشكلة متعددة العوامل تتطلب حلًا متعدد العوامل. لا يوجد منتج واحد أو خطوة عملية واحدة تقضي على المسامية في جميع أسبابها الجذرية. إن المسابك التي تحقق معدلات رفض منخفضة باستمرار - مؤشر الكثافة أقل من 1.5%، ومستوى الجودة بالأشعة السينية من 0 إلى 1 - هي تلك التي تنفذ كل عنصر من عناصر سلسلة المعالجة بالذوبان بشكل منهجي وتقيس نتائجها في كل مرحلة.
إطار الحل المتكامل:
- وحدات تفريغ الغازات عبر الإنترنت AdTech:: إزالة الهيدروجين المذاب إلى أقل من 0.10 سم مكعب/100 جرام من خلال تقنية الجزء الثابت الدوار المحسّنة باستخدام الأرجون أو النيتروجين.
- فلاتر رغوة السيراميك AdTech:: التقاط الشوائب غير المعدنية وصولاً إلى أحجام الجسيمات دون المليمترية، مما يزيل المسامية المتضمنة النواة.
- تدفق التكرير AdTech التكرير:: التكتل وإزالة جسيمات الأكسيد الدقيقة وشظايا الأغشية الثنائية التي لا يمكن للترشيح وحده التقاطها.
- تقنية الإعلانات التي تغطي التدفق:: حماية الذوبان منزوع الغازات من إعادة امتصاص الهيدروجين أثناء الحجز والنقل.
- مزيل الخبث AdTech:: شرط الخبث المشروط للإزالة النظيفة دون احتباس التضمين.
- انضباط العملية:: التجفيف الصحيح للشحنة، ودرجات حرارة الصب المناسبة، ومعدلات التعبئة الخاضعة للرقابة، وتصميم البوابات الملائمة لإكمال الصورة.
يعالج كل منتج في مجموعة معالجة ذوبان الألومنيوم AdTech آلية مسامية محددة. ويشكلان معاً نظام جودة شامل يحول المسامية من مشكلة إنتاج مزمنة إلى متغير عملية يمكن التحكم فيه وقياسه وإدارته.
تم نشر هذا المرجع التقني من قبل فريق التحرير والهندسة في AdTech. تقوم شركة AdTech بتصميم وتصنيع معدات معالجة ذوبان الألومنيوم والمنتجات الاستهلاكية - بما في ذلك وحدات إزالة الغازات عبر الإنترنت، ومرشحات الرغوة الخزفية، وتدفق التكرير، وتدفق التغطية، وعوامل إزالة الخبث - لمسابك الألومنيوم وعمليات الصب في جميع أنحاء العالم.
