Le dégazage à l'argon surpasse systématiquement le dégazage à l'azote en termes de qualité d'affinage de l'aluminium fondu - il permet d'obtenir une teneur finale en hydrogène plus faible, moins d'inclusions et une finition de surface supérieure dans les applications d'alliages sensibles - mais l'azote reste le choix dominant dans les fonderies à grand volume en raison de son avantage en termes de coût, avec un prix au mètre cube inférieur de 60% à 80% par rapport à l'argon. Le bon choix entre ces deux gaz inertes n'est jamais universel. Il dépend de la série d'alliages, des objectifs de qualité, du volume de production et de l'équipement de dégazage utilisé. D'après notre expérience directe de l'optimisation des processus d'affinage de l'aluminium dans de multiples configurations de fonderie, le cadre de décision est plus nuancé que ne le reconnaissent la plupart des guides d'achat. Cet article fournit une comparaison rigoureuse, étayée par des données, couvrant les performances métallurgiques, les coûts d'exploitation, la compatibilité des équipements, les recommandations spécifiques aux alliages et les stratégies de mélange de gaz hybrides que de nombreuses fonderies de premier plan utilisent aujourd'hui pour équilibrer la qualité et le coût.
Si votre projet nécessite l'utilisation de Équipement de dégazage de l'aluminium en ligne, vous pouvez nous contacter pour un devis gratuit.
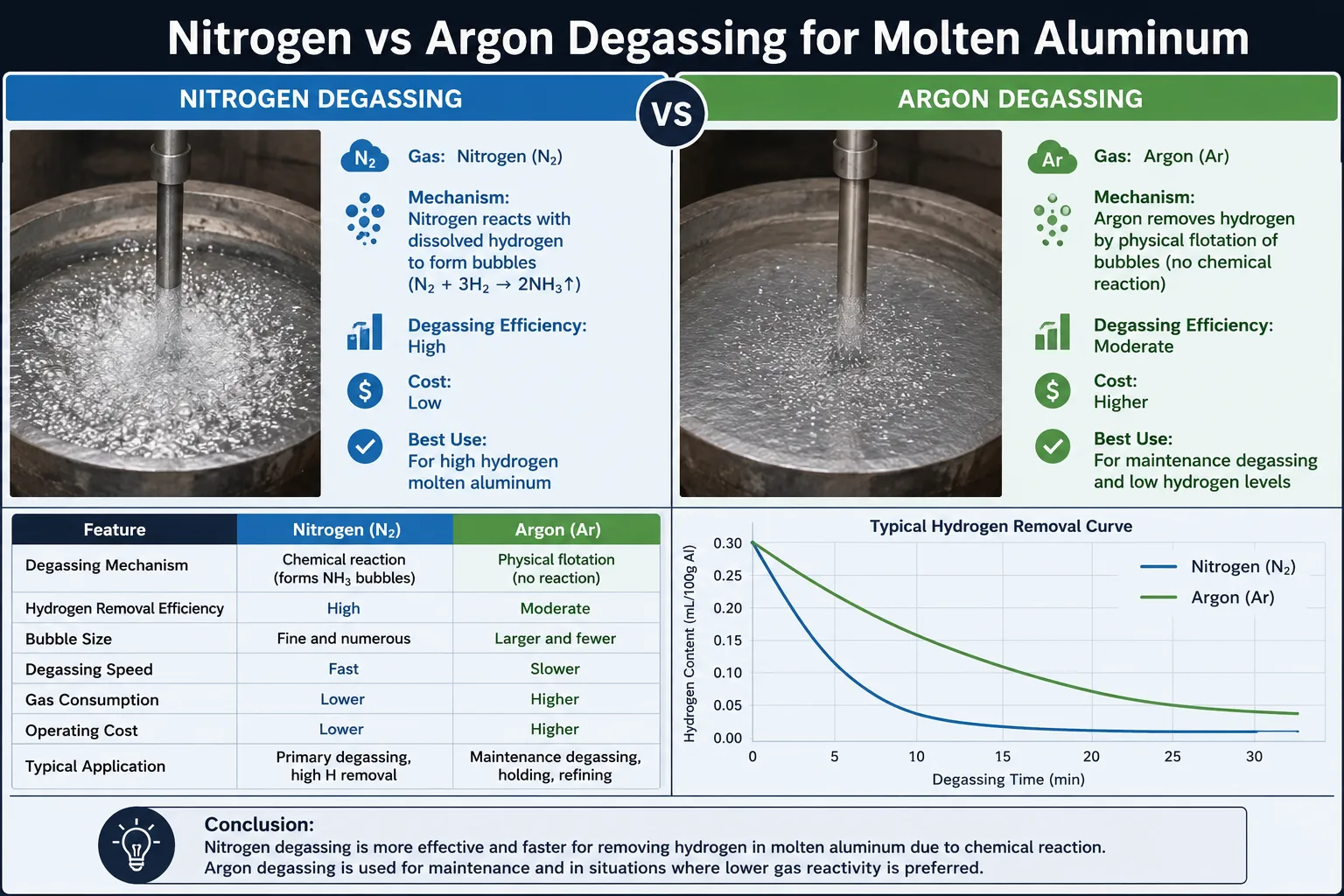
Qu'est-ce que le dégazage de l'aluminium et pourquoi le choix du gaz est-il important ?
L'aluminium à l'état fondu absorbe de l'hydrogène provenant de l'humidité de l'atmosphère, des matériaux de charge humides et des revêtements réfractaires des fours et des bassins de décantation. L'hydrogène est le seul gaz qui se dissout dans l'aluminium liquide en quantités significatives - il est essentiellement invisible pendant la fusion mais devient très destructeur pendant la solidification, où sa solubilité chute brusquement et où il précipite sous forme de porosité dans la coulée.
Le processus de dégazage introduit de fines bulles de gaz inerte dans la matière fondue par l'intermédiaire d'une roue rotative ou d'un bouchon poreux statique. Ces bulles recueillent l'hydrogène dissous par différence de pression partielle - la concentration d'hydrogène à l'intérieur d'une bulle de gaz inerte pur est nulle, de sorte que l'hydrogène migre de la matière fondue vers la bulle et est transporté hors du bain lorsque la bulle remonte à la surface.
La sélection des gaz est importante pour les raisons suivantes :
- La pureté et l'inertie du gaz vecteur déterminent l'efficacité avec laquelle l'hydrogène est capturé.
- L'azote réagit avec certains alliages d'aluminium à des températures élevées, formant des inclusions de nitrure d'aluminium (AlN).
- L'argon est totalement inerte chimiquement avec tous les alliages d'aluminium dans toutes les conditions d'utilisation.
- La différence de coût entre l'azote et l'argon affecte l'économie de chaque cycle de raffinage.
- Les taux d'usure de l'équipement diffèrent selon qu'il s'agit d'azote ou d'argon.
Le problème de la porosité à l'hydrogène dans les pièces moulées en aluminium
La teneur en hydrogène de l'aluminium fondu est mesurée en centimètres cubes pour 100 grammes de métal (cc/100g). La relation entre la teneur en hydrogène et la qualité de la coulée est bien établie :
| Taux d'hydrogène (cc/100g) | Effet sur la qualité de la coulée |
|---|---|
| Inférieur à 0,10 | Excellent, convient pour l'aérospatiale et les pièces moulées étanches à la pression |
| 0,10 à 0,15 | Bonne, adaptée aux pièces moulées structurelles pour l'industrie automobile |
| 0,15 à 0,20 | Acceptable pour les applications non critiques |
| 0,20 à 0,30 | Microporosité marginale visible probable |
| Supérieure à 0,30 | Inacceptable, macro-porosité importante et risque de rejet |
Un cycle de dégazage bien exécuté utilisant de l'azote ou de l'argon peut réduire l'hydrogène d'un niveau de prétraitement typique de 0,30 à 0,50 cc/100g à 0,08 à 0,15 cc/100g, en fonction de la pureté du gaz, de la vitesse du rotor, du débit de gaz et de la durée du traitement.
Comment fonctionne le dégazage de l'azote dans l'affinage de l'aluminium ?
Le dégazage à l'azote (N₂) utilise de l'azote gazeux de haute pureté - généralement 99,99% ou un degré de pureté plus élevé - délivré par un système rotor-stator rotatif en graphite immergé dans la matière fondue. Le rotor cisaille le gaz en fines bulles, généralement de 1 à 5 mm de diamètre, qui remontent à travers la matière fondue et recueillent l'hydrogène.
Composants du système de dégazage de l'azote
- Roue tournante (unité rotor-stator): construction en graphite, diamètre de 100 mm à 250 mm, vitesse de rotation de 200 à 600 tours/minute.
- Ligne d'alimentation en gazLes tubes en acier inoxydable ou en cuivre sont équipés d'un régulateur de débit et d'un rotamètre.
- Source d'azoteréservoir d'azote liquide en vrac (station LOX/LIN) ou collecteur de bouteilles à haute pression.
- Débit: typiquement de 1 à 8 Nm³/heure en fonction du volume de matière fondue.
- Durée du traitement: 10 à 30 minutes par cycle.
Comment l'azote réagit-il avec les alliages d'aluminium ?
À des températures de fonctionnement comprises entre 700°C et 780°C, l'azote est largement inerte avec l'aluminium pur. Toutefois, la situation change avec certains éléments d'alliage :
- Alliages contenant du magnésium (séries 5xxx et certaines séries 7xxx)Le magnésium agit comme un catalyseur pour la formation d'AlN. À des concentrations de magnésium supérieures à 1,5%, le risque de formation d'inclusions de nitrure d'aluminium augmente considérablement.
- Alliages contenant du lithiumLes alliages Al-Li sont très réactifs avec l'azote, ce qui interdit l'utilisation de l'azote dans le traitement des alliages Al-Li.
- Aluminium pur et alliages contenant du SiLa réactivité de l'azote est minimale à des températures de fonctionnement normales.
Cette limitation de la réactivité est la raison métallurgique la plus importante pour laquelle l'argon est parfois préféré à l'azote, indépendamment du coût.
Comment fonctionne le dégazage à l'argon et en quoi est-il différent ?
L'argon (Ar) est un gaz noble - chimiquement inerte dans toutes les conditions rencontrées dans le traitement de l'aluminium. Il ne réagit pas avec l'aluminium, le magnésium, le lithium ou tout autre élément d'alliage courant, quelle que soit la température de l'affinage de l'aluminium.
Le mécanisme physique du dégazage de l'argon est identique à celui de l'azote : de fines bulles s'élèvent à travers la matière fondue, recueillant l'hydrogène dissous par différence de pression partielle. La différence réside uniquement dans la chimie et les propriétés du gaz.
Comparaison des propriétés physiques : Azote vs Argon
| Propriété | Azote (N₂) | Argon (Ar) |
|---|---|---|
| Poids moléculaire (g/mol) | 28.0 | 39.9 |
| Densité à 20°C (kg/m³) | 1.165 | 1.661 |
| Point d'ébullition (°C) | -195.8 | -185.9 |
| Réactivité chimique avec Al | Faible (varie selon l'alliage) | Aucun |
| Conductivité thermique (mW/m-K) | 25.8 | 17.7 |
| Solubilité dans le liquide Al | Négligeable | Négligeable |
| Pureté commerciale disponible | 99.999% | 99.999% |
| Prix industriel typique | Faible | 60% à 80% supérieur à N₂ |
Le poids moléculaire plus élevé de l'argon signifie que les bulles d'argon montent légèrement plus lentement dans la masse fondue que les bulles d'azote de même taille, ce qui permet un temps de contact légèrement plus long pour la collecte de l'hydrogène. Cet avantage physique, combiné à une réactivité chimique nulle, contribue à l'efficacité supérieure du dégazage de l'argon dans les études contrôlées.
Efficacité du dégazage : Comparaisons contrôlées entre l'argon et l'azote
De nombreux essais de fonderie publiés et nos propres travaux d'optimisation des processus indiquent les différences de performance suivantes dans des conditions équivalentes :
| Mesure de la performance | Azote | Argon | Avantage de l'argon |
|---|---|---|---|
| Teneur finale en H (cc/100g) | 0,10 à 0,15 | 0,07 à 0,12 | 15% à 25% inférieur |
| Efficacité du dégazage (%) | 60% à 75% | 70% à 85% | 10 à 15 points de pourcentage |
| Temps de traitement pour atteindre 0,10 cc/100g | 18 à 25 min | 14 à 20 min | 15% à 20% plus rapide |
| Inclusion efficacité de l'éloignement | Bon | Très bon | Une amélioration mesurable |
| Risque d'inclusion de nitrure (alliages Al-Mg) | Modéré à élevé | Aucun | Important |
| Oxydation de la matière fondue pendant le traitement | Légèrement plus élevé | Plus bas | Surface plus propre |
Quelle est la véritable différence de coût entre l'azote et l'argon pour le dégazage de l'aluminium ?
La comparaison des coûts entre le dégazage à l'azote et à l'argon nécessite une analyse qui va au-delà du simple prix par mètre cube de gaz. Le coût total du dégazage comprend la consommation de gaz, l'usure de l'équipement, les rejets dus aux défauts de qualité et l'impact de la durée du traitement sur la productivité.
Indices de référence des prix du gaz par mode d'approvisionnement
| Mode d'alimentation | Prix de l'azote (USD/Nm³) | Prix de l'argon (USD/Nm³) | Rapport de prix (Ar/N₂) |
|---|---|---|---|
| Cylindres à haute pression | $0.08 à $0.18 | $0.35 à $0.65 | 3,5x à 5x |
| Livraison de vrac liquide (petite) | $0.04 à $0.10 | $0.18 à $0.40 | 3x à 5x |
| Livraison de liquides en vrac (grande) | $0.02 à $0.06 | $0.10 à $0.25 | 3x à 5x |
| Production d'azote sur site (PSA) | $0.01 à $0.03 | N/A | N/A |
| Approvisionnement en gazoducs (grande industrie) | $0.008 à $0.02 | $0.06 à $0.15 | 4x à 8x |
Note : Les prix varient considérablement en fonction de la région, du volume du contrat et des coûts de l'énergie. Ces chiffres représentent les fourchettes des marchés d'Amérique du Nord et d'Europe occidentale.
Production d'azote sur site : Le changement de coût
L'un des facteurs économiques les plus importants dans le choix entre l'azote et l'argon est la disponibilité de la production d'azote sur site par adsorption modulée en pression (AMP) ou par la technologie de séparation par membrane.
Générateurs d'azote PSA :
- Pureté de sortie : 99,0% à 99,999%
- Capacité de débit : 1 Nm³/heure à 1 000+ Nm³/heure.
- Coût d'exploitation : électricité uniquement, environ $0,01 à $0,03 par Nm³.
- Coût d'investissement : $15 000 à $250 000 en fonction de la capacité.
- Période d'amortissement : généralement de 12 à 36 mois par rapport à l'approvisionnement en bouteilles.
Avec $0,02/Nm³ d'azote contre $0,20/Nm³ d'argon, une fonderie traitant 50 tonnes par jour avec une consommation de gaz de 3 Nm³/heure par four et 4 fours fonctionnant 20 heures par jour dépenserait.. :
- Coût de l'azote : 3 × 4 × 20 × $0,02 = $4,80 par jour
- Coût de l'argon : 3 × 4 × 20 × $0,20 = $48.00 par jour
Différence de coût annuel du gaz : environ $15.768 par an et par établissement - des économies substantielles qui justifient le choix de l'azote lorsque les objectifs de qualité métallurgique le permettent.
Coût total de possession : Au-delà du prix de l'essence
| Facteur de coût | Azote | Argon | Notes |
|---|---|---|---|
| Coût des matières premières pour le gaz | Faible à très faible | Moyen à élevé | Variable unique la plus importante |
| Taux d'usure du rotor en graphite | Standard | 5% à 10% inférieur | Argon légèrement moins oxydant |
| Durée du traitement Coût | Légèrement plus élevé | Légèrement inférieur | Cycles d'argon 15% plus rapides |
| Taux de rejet (alliages Al-Mg) | Risque plus élevé | Risque plus faible | Inclusions d'AlN dans N₂ |
| Qualité et valeur ajoutée | Plus bas | Plus élevé | Les spécifications aérospatiales exigent que l'Ar |
| Option de production sur site | Oui (PSA) | Non | Avantage majeur N₂ |
| Fiabilité de la chaîne d'approvisionnement | Excellent | Bon | N₂ plus largement disponible |
Quels alliages d'aluminium nécessitent de l'argon et lesquels peuvent utiliser de l'azote ?
C'est la question la plus importante d'un point de vue pratique pour les métallurgistes de fonderie et les ingénieurs de procédé. La réponse détermine si l'azote est même une option avant que les considérations de coût n'entrent en ligne de compte.
Recommandations pour la sélection des gaz en fonction de l'alliage
| Série alliage | Teneur en mg | L'azote convient | Argon requis | Notes |
|---|---|---|---|---|
| 1xxx (Al pur) | Aucun | Oui | Non | N₂ totalement adapté |
| 2xxx (Al-Cu) | Trace | Oui | Non | N₂ généralement approprié |
| 3xxx (Al-Mn) | Jusqu'à 1,3% | Oui | Préféré | Faible teneur en Mg, N₂ acceptable |
| 4xxx (Al-Si) | Aucune à faible | Oui | Non | N₂ totalement adapté, courant dans le moulage sous pression |
| 5xxx (Al-Mg) | 0,5% à 5,5% | Non | Oui | Le risque de formation d'AlN est inacceptable |
| 6xxx (Al-Mg-Si) | 0,4% à 1,2% | Marginale | Préféré | N₂ utilisable avec précaution en dessous de 0,7% Mg |
| 7xxx (Al-Zn-Mg) | 1,0% à 3,5% | Non | Oui | La teneur en magnésium interdit l'utilisation de N₂ |
| 8xxx (Al-Li) | Variable | Non | Oui | Li extrêmement réactif avec N₂ |
Le problème des inclusions de nitrure d'aluminium en détail
Lorsque l'azote entre en contact avec de l'aluminium fondu contenant du magnésium au-dessus d'environ 0,8% à 1,5% (le seuil varie en fonction de la température et de la pression partielle de l'azote), la réaction suivante peut se produire :
2Al + N₂ = 2AlN
Le nitrure d'aluminium (AlN) se forme sous forme de fines particules dans la masse fondue. Ces particules :
- Agissent comme des sites d'initiation de fissures dans la coulée solidifiée.
- Réduit considérablement l'allongement et la résistance aux chocs.
- Sont invisibles à la plupart des tests standards de propreté des matières fondues.
- Une fois formés, ils ne peuvent être éliminés par filtration (la taille des particules va de submicron à 5 microns).
- provoquer une défaillance prématurée des composants structurels soumis à une charge de fatigue.
Dans un cas documenté issu de notre travail de révision des processus dans une usine de moulage de billettes de la série 6xxx, le passage du dégazage à l'azote au dégazage à l'argon sur un alliage 6061 (0,8% à 1,2% Mg) a réduit les défaillances d'élongation lors des essais de traction de 8,3% à 1,2% de production - une amélioration spectaculaire de la qualité directement attribuable à l'élimination de l'AlN.
Quel est l'équipement utilisé pour le dégazage de l'aluminium et cela influe-t-il sur le choix du gaz ?
Le type d'équipement de dégazage influence à la fois le taux de consommation de gaz et l'efficacité relative de l'azote par rapport à l'argon.
Types d'équipements de dégazage et compatibilité des gaz
Unités de dégazage à turbine rotative (type SNIF, ALPUR, Hycast)
Il s'agit de la norme industrielle pour le dégazage continu ou semi-continu. Un ensemble rotor-stator en graphite tourne à une vitesse de 200 à 600 tours/minute, dispersant le gaz en fines bulles. L'azote et l'argon sont compatibles.
- Débit de gaz : 1 à 10 Nm³/heure
- Diamètre du rotor : 100 à 300 mm
- Lot de traitement typique : 500 kg à 30 tonnes
- Taille des bulles générées : 1 à 4 mm.
Injection de lance (tube statique ou baguette)
Approche plus simple utilisant un tube immergé ou une lance en graphite pour injecter le gaz. Moins efficace que les systèmes rotatifs en raison de la taille plus importante des bulles.
- Taille des bulles : 5 à 20 mm (beaucoup plus grande que les systèmes rotatifs).
- Rendement : 40% à 60% (contre 60% à 85% pour le rotatif).
- Consommation de gaz : plus élevée par unité d'hydrogène éliminée.
- Coût : faible investissement, coût d'exploitation du gaz plus élevé.
Systèmes de bouchons poreux
Les bouchons poreux en graphite ou en céramique installés dans la sole du four génèrent des bulles très fines (0,5 à 2 mm) par filtration à contre-pression. Efficace pour le dégazage des fours discontinus.
- Efficacité : 55% à 75%.
- Susceptible d'être colmatée par des scories et des oxydes.
- Fonctionne avec l'azote et l'argon.
Boîtes de dégazage en ligne (lignes de coulée continue)
Pour la coulée continue de feuilles, de barres et de billettes, des caissons de dégazage en ligne à rotors multiples traitent la matière fondue lorsqu'elle s'écoule du four à la station de coulée.
- Plusieurs étages de rotors : 2 à 4 rotors en série.
- Permet d'obtenir les niveaux d'hydrogène finaux les plus bas : 0,06 à 0,09 cc/100g avec de l'argon.
- Consommation de gaz : 2 à 15 Nm³/heure au total.
- Gaz préféré : l'argon pour des produits coulés en continu de la plus haute qualité.
Optimisation de la vitesse du rotor et du débit de gaz
| Paramètres | Réglage bas | Fourchette optimale | Réglage élevé | Effet de l'excédent |
|---|---|---|---|---|
| Vitesse du rotor (RPM) | 100 à 200 | 300 à 500 | 500 à 600 | Formation de tourbillons, oxydation de la matière fondue |
| Débit de gaz (Nm³/hr) | 0,5 à 1,0 | 2,0 à 5,0 | 6,0 à 10,0 | Grosses bulles, turbulences de surface |
| Durée du traitement (min) | 8 à 12 ans | 15 à 25 | 30 à 45 | Rendements décroissants, pertes de chaleur |
| Débit d'argon et débit de N₂ | Même équipement | Même équipement | Même équipement | L'argon peut utiliser 5% à 10% de gaz en moins. |
Comment mesurer l'efficacité du dégazage pour les deux types de gaz ?
Vérifier que le traitement de dégazage a permis d'atteindre l'objectif de réduction de l'hydrogène est essentiel pour le contrôle du processus. Plusieurs méthodes de mesure sont utilisées dans la pratique industrielle.
Méthodes de mesure de la teneur en hydrogène
Test de pression réduite (RPT / Straube-Pfeiffer Test)
Il s'agit de la méthode de contrôle de la qualité la plus largement utilisée dans les environnements de fonderie. Un échantillon fondu se solidifie sous vide et la densité de l'échantillon qui en résulte est comparée à celle d'un échantillon solidifié à la pression atmosphérique.
- Calcul de l'indice de densité (ID) : DI = [(ρ_atm - ρ_vacuum) / ρ_atm] × 100%
- DI cible pour des pièces moulées de qualité : moins de 2% à 3%
- Coût : faible (équipement simple de la chambre à vide)
- Limitation : mesure indirecte, influencée par la teneur en oxyde.
Telegas / Alscan Mesure en ligne de l'hydrogène
Mesure directe de l'hydrogène dissous à l'aide d'une sonde de diffusion immergée dans la matière fondue. Le gaz porteur d'azote circule dans la sonde, s'équilibre avec l'hydrogène de la matière fondue et la concentration d'équilibre est mesurée par la conductivité thermique.
- Plage de mesure : 0,01 à 0,50 cc/100g
- Précision : ±0,01 à ±0,02 cc/100g
- Temps de réponse : 3 à 8 minutes par lecture.
- Compatible avec les fondus dégazés à l'azote et à l'argon.
Méthode CHAPEL (analyseur d'hydrogène en continu pour l'évaluation des procédés)
Un système en ligne permettant de contrôler en continu l'hydrogène pendant le traitement de dégazage, ce qui permet d'ajuster en temps réel le débit de gaz et la vitesse du rotor afin d'atteindre efficacement les niveaux d'hydrogène visés.
Mesure de la propreté de la matière fondue
Le dégazage à l'argon produit généralement une fonte plus propre en éliminant davantage d'inclusions non métalliques que le dégazage à l'azote. La teneur en inclusions est mesurée par :
- PoDFA (Porous Disc Filtration Analysis)Mesure quantitative du type et du volume de l'inclusion, exprimée en mm²/kg.
- LAIS (Liquid Aluminum Inclusion Sampler): méthode de filtration similaire avec analyse automatisée.
- Essais par ultrasonsMesure en ligne en temps réel pendant la coulée.
Quelles sont les stratégies de dégazage en gaz mixte (mélange azote-argon) ?
L'une des stratégies les plus efficaces et les moins utilisées pour le dégazage de l'aluminium est l'utilisation de mélanges gazeux azote-argon. Cette approche permet de tirer parti des avantages partiels de l'argon en termes de performances tout en réduisant de manière significative les coûts du gaz par rapport à un fonctionnement à l'argon 100%.
Options de mélange azote-argon
| Rapport de mélange (N₂:Ar) | Coût relatif | Efficacité du dégazage | Risque AlN | Application recommandée |
|---|---|---|---|---|
| 100% N₂ | 1.0x | Base de référence | Présent dans les alliages de Mg | Alliages 1xxx, 2xxx, 4xxx |
| 75% N₂ / 25% Ar | 1,3x à 1,5x | +5% à +8% | Réduit | Alliages à faible teneur en Mg (6xxx < 0,7% Mg) |
| 50% N₂ / 50% Ar | 1,6x à 2,0x | +8% à +12% | Réduction significative | Alliages 6xxx, sensibles à la qualité 3xxx |
| 25% N₂ / 75% Ar | 2,0x à 2,5x | +10% à +15% | Minime | Applications critiques pour la qualité |
| 100% Ar | 3x à 5x | Maximum | Aucun | 5xxx, 7xxx, 8xxx, aérospatiale |
Le mélange de gaz peut être réalisé par :
- Alimentation en bouteilles pré-mélangéesLe fournisseur livre du gaz pré-mélangé dans des bouteilles.
- Panneaux de mélange en ligneLes régulateurs de débit mélangent l'azote et l'argon à partir de sources distinctes au point d'utilisation.
- Systèmes de mélange avec régulateur de débit massiqueMélange automatisé avec des rapports de mélange programmables pour chaque recette d'alliage.
Nous avons mis en place un mélange azote-argon dans une usine de billettes de la série 6xxx où l'utilisation complète de l'argon était considérée comme trop coûteuse. Un mélange de 40% d'argon / 60% d'azote a permis de réduire l'indice de densité d'une moyenne de 4,1% (azote seul) à 1,8% (gaz mélangé) tout en maintenant l'augmentation du coût du gaz à environ 35% au-dessus du coût de base de l'azote. Il s'agit là d'un excellent compromis coût-qualité pour cette opération spécifique.
Quels sont les facteurs opérationnels qui influencent la performance du dégazage à l'azote ou à l'argon ?
Au-delà de la chimie et de la physique fondamentales, plusieurs variables opérationnelles influencent de manière significative le choix du gaz le plus performant dans la pratique.
Variables opérationnelles clés et leur impact
Exigences en matière de pureté des gaz
L'azote et l'argon doivent tous deux atteindre des seuils de pureté minimums pour permettre un dégazage efficace de l'aluminium. Les impuretés - en particulier l'oxygène et l'humidité - annulent l'avantage de la pression partielle et introduisent l'oxydation.
- Pureté minimale recommandée : 99,99% pour les deux gaz.
- Humidité maximale acceptable : 10 ppm (point de rosée inférieur à -60°C)
- Oxygène maximal acceptable : 5 ppm.
Effets de la température de fusion
Des températures de fusion plus élevées augmentent la solubilité de l'hydrogène dans l'aluminium, ce qui nécessite un dégazage plus agressif. Les deux gaz sont concernés, mais l'avantage relatif de l'argon est légèrement plus prononcé à des températures plus élevées en raison du risque réduit de produits de décomposition thermique de l'azote.
- Température optimale de dégazage : 720°C à 750°C.
- Au-dessus de 780°C : oxydation accrue avec les deux gaz, l'argon maintient une surface de fusion plus propre.
- En dessous de 700°C : taux de diffusion réduits, temps de traitement plus longs pour les deux gaz.
Conditions de l'atmosphère du four
Les fours fonctionnant sous une pression légèrement positive avec une atmosphère inerte au-dessus de la surface de la matière fondue présentent de meilleurs résultats de dégazage avec les deux types de gaz. L'humidité ambiante affecte directement la teneur en hydrogène du prétraitement.
| Humidité ambiante | H entrant typique (cc/100g) | Difficulté de dégazage | Recommandation sur le gaz |
|---|---|---|---|
| Faible (< 40% RH) | 0,20 à 0,30 | Standard | Soit du gaz |
| Moyen (40% à 70% RH) | 0,30 à 0,45 | Modéré | Argon de préférence |
| Haut (> 70% RH) | 0,40 à 0,60 | Défi | Argon de préférence |
Comment les fonderies doivent-elles choisir entre l'azote et l'argon en fonction de l'application ?
Le cadre de sélection ci-dessous regroupe les considérations techniques, économiques et opérationnelles dans une structure de décision pratique pour les ingénieurs de fonderie et les équipes d'approvisionnement.
Cadre décisionnel : Choix entre l'azote et l'argon
Choisissez l'azote lorsque :
- Traitement des alliages des séries 1xxx, 2xxx ou 4xxx dont la teneur en Mg est inférieure à 0,5%.
- L'objectif de qualité est un indice de densité inférieur à 3% (il ne s'agit pas d'une spécification de porosité ultra-faible).
- Production à haut volume où le coût du gaz est une dépense opérationnelle majeure.
- La production d'azote PSA sur site est installée ou prévue.
- L'application du moulage n'est pas structurelle ou n'est pas critique pour la sécurité.
Choisissez l'argon lorsque :
- Traitement des alliages des séries 5xxx, 7xxx ou 8xxx à forte teneur en Mg.
- Les spécifications relatives à l'aérospatiale, à la sécurité automobile ou aux pièces moulées étanches à la pression s'appliquent.
- Un taux d'hydrogène cible inférieur à 0,10 cc/100g est requis.
- Le coût du rejet de la qualité l'emporte sur le surcoût de l'essence.
- Traitement des alliages Al-Li (argon obligatoire).
Choisir le mélange azote-argon quand :
- Traitement des alliages de la série 6xxx avec une teneur en Mg de 0,5% à 1,2%.
- L'objectif de qualité est un indice de densité de 1,5% à 2,5%.
- Une réduction des coûts par rapport à l'argon 100% est nécessaire sans que les risques liés à l'azote soient totalement acceptés.
- Des équipements de mélange de gaz en ligne sont disponibles ou peuvent être économiquement justifiés.
Recommandations spécifiques à l'application
| Application de coulée | Alliage typique | Sélection des gaz | Cible DI (%) | Cible H (cc/100g) |
|---|---|---|---|---|
| Structures aérospatiales | 2xxx, 7xxx | Argon | < 1,0% | < 0.08 |
| Sécurité automobile (airbag, freinage) | 6xxx, 5xxx | Argon | < 1.5% | < 0.10 |
| Structure automobile | 6xxx, 3xxx | Mélange Ar/N₂ | < 2,0% | < 0.12 |
| Moulage sous pression (non structurel) | 4xxx, 3xx.x | Azote | < 3.0% | < 0.15 |
| Coulée générale en sable | 3xx.x | Azote | < 3.5% | < 0.20 |
| Applications marines | 5xxx | Argon | < 1.5% | < 0.10 |
| Barre conductrice électrique | 1xxx | Azote | < 2.5% | < 0.12 |
| Film d'emballage de qualité alimentaire | 1xxx, 8xxx | Argon | < 1.5% | < 0.09 |
Quelles sont les considérations environnementales et de sécurité pour les deux gaz ?
Considérations relatives à la sécurité de l'azote
L'azote est un asphyxiant - il déplace l'oxygène sans avertissement. Dans les espaces confinés autour des fours, des zones de lavage fermées ou des stations de dégazage au sous-sol, les fuites d'azote ou les purges peuvent créer des atmosphères pauvres en oxygène, mortelles en l'espace de quelques secondes.
- Seuil d'alarme oxygène : alarme à 19,5%, danger immédiat pour la vie en dessous de 16%.
- Mesures de protection requises : moniteurs fixes d'O₂, ventilation, procédures d'entrée dans les espaces confinés.
- Aucun risque d'inflammabilité - l'azote est incombustible et non réactif à température ambiante.
Considérations relatives à la sécurité de l'argon
L'argon présente un risque d'asphyxie identique à celui de l'azote. Plus dense que l'air (1,66 kg/m³ contre 1,165 kg/m³ pour l'azote), l'argon s'accumule au niveau du sol et dans les zones basses plus rapidement que l'azote, ce qui rend son risque d'asphyxie légèrement plus élevé dans certaines configurations.
- La surveillance de l'oxygène au niveau du sol est essentielle lorsque de l'argon est utilisé.
- Les réservoirs de stockage d'argon (argon liquide) présentent un risque de brûlure cryogénique.
- Les deux gaz nécessitent des systèmes de compagnonnage et des équipements de sauvetage pour le travail en espace confiné.
Impact sur l'environnement
Ni l'azote ni l'argon ne contribuent directement aux émissions de gaz à effet de serre. Cependant, l'azote et l'argon ne contribuent pas directement aux émissions de gaz à effet de serre :
- La production d'azote sur site via le PSA nécessite de l'électricité - l'empreinte carbone dépend de la source d'énergie du réseau.
- La production de gaz liquide (N₂ et Ar) nécessite des installations de séparation de l'air gourmandes en énergie.
- L'argon est un sous-produit de la production d'oxygène dans la séparation de l'air - son empreinte environnementale par unité est faible.
Foire aux questions : Azote ou argon pour le dégazage de l'aluminium
Q1 : L'argon est-il toujours préférable à l'azote pour le dégazage de l'aluminium ?
Pas toujours. L'argon donne des résultats métallurgiques supérieurs dans tous les types d'alliages, mais pour les alliages d'aluminium à teneur faible ou nulle en magnésium - tels que les séries 1xxx, 4xxx et la plupart des séries 2xxx - l'azote donne des résultats adéquats et à un coût nettement inférieur. La réponse dépend de la composition de l'alliage et des spécifications de qualité.
Q2 : Quel est le niveau de magnésium qui rend l'argon obligatoire au lieu de l'azote ?
La plupart des directives industrielles fixent le seuil entre 1,0% et 1,5% de magnésium en poids. Au-delà de ce niveau, le risque de formation d'inclusions de nitrure d'aluminium (AlN) avec l'azote devient métallurgiquement inacceptable pour les applications structurelles. Certaines spécifications prudentes fixent la limite à 0,5% Mg pour les pièces moulées critiques en termes de sécurité.
Q3 : Puis-je utiliser un mélange azote-argon pour réaliser des économies lors du traitement des alliages de la série 5xxx ?
Non. Pour les alliages de la série 5xxx avec une teneur en magnésium de 2% à 5,5%, toute fraction significative d'azote introduit un risque inacceptable d'inclusion d'AlN. L'argon doit être utilisé à une concentration de 100% pour les alliages des séries 5xxx et 7xxx.
Q4 : Quelle quantité d'argon un cycle typique de dégazage de l'aluminium consomme-t-il ?
Un système de dégazage à roue rotative pour un lot de 1 000 kg consomme généralement 20 à 40 Nm³ d'argon par cycle à un débit de 2 à 4 Nm³/heure sur une durée de 15 à 25 minutes. La consommation exacte dépend de la taille du rotor, de la vitesse et du niveau d'hydrogène visé.
Q5 : Quelle est la pureté minimale acceptable pour l'azote utilisé dans le dégazage de l'aluminium ?
La pureté de 99,99% (grade 4.0) est la spécification minimale recommandée. La teneur en humidité doit être inférieure à 10 ppm (point de rosée -60°C ou plus froid). L'azote de moindre pureté introduit de l'oxygène qui réagit avec la matière fondue et réduit l'efficacité du dégazage.
Q6 : L'équipement de dégazage doit-il être modifié lors du passage de l'azote à l'argon ?
Dans la plupart des cas, non. Les systèmes rotor-stator, les lances et les bouchons poreux standard en graphite sont compatibles avec les deux gaz. Les connexions d'alimentation en gaz et l'équipement de contrôle du débit sont identiques. Il suffit de changer la source d'alimentation en gaz et de mettre à jour les paramètres du procédé si l'on souhaite optimiser la durée du traitement ou le débit.
Q7 : Quel est le coût total de la production d'azote sur site par rapport à celui de la fourniture d'argon ?
La production d'azote PSA sur site coûte généralement de 0,01 à 0,03 TTP par Nm³ en frais d'exploitation (électricité uniquement) après récupération du capital, par rapport à l'argon liquide en vrac qui coûte de 0,10 à 0,25 TTP par Nm³. Pour une fonderie consommant 50 Nm³/heure de gaz de dégazage dans plusieurs fours, les économies annuelles réalisées grâce à la production d'azote par rapport à l'argon peuvent dépasser $100 000.
Q8 : Le dégazage à l'azote permet-il d'obtenir des teneurs en hydrogène inférieures à 0,08 cc/100g ?
Il est difficile d'atteindre des niveaux d'hydrogène inférieurs à 0,08 cc/100g avec de l'azote dans la plupart des conditions pratiques. Le dégazage à l'argon avec une vitesse de rotor et un débit optimisés, ainsi qu'un équipement en ligne à plusieurs étages, permet d'atteindre de manière fiable 0,05 à 0,07 cc/100g. Pour les applications aérospatiales exigeant ces niveaux, l'argon est en fait obligatoire.
Q9 : Qu'est-ce qui rend le dégazage inefficace, que l'on utilise de l'azote ou de l'argon ?
Les causes courantes d'un mauvais dégazage sont les suivantes : pureté du gaz inférieure aux spécifications (contamination par l'humidité ou l'oxygène), vitesse du rotor trop faible (formation de grosses bulles), débit de gaz trop élevé (turbulences de surface et formation de bulles en court-circuit), température de fusion trop basse (diffusion lente de l'hydrogène), formation d'une peau d'oxyde empêchant les bulles de s'échapper, et durée de traitement insuffisante. Ces facteurs affectent les deux gaz de la même manière.
Q10 : Existe-t-il un moyen rentable de passer de l'azote à l'argon pour différents alliages sur une même ligne de production ?
Oui. Les installations à double alimentation avec des collecteurs d'azote et d'argon séparés alimentant un collecteur de commutation permettent aux opérateurs de sélectionner le gaz approprié en fonction de la recette de l'alliage. Les panneaux de mélange de gaz en ligne offrent encore plus de flexibilité, permettant de programmer les rapports de mélange par code d'alliage. Le coût d'investissement d'un système de commutation à double alimentation est généralement compris entre $5 000 et $20 000 et peut être rapidement amorti grâce à l'optimisation des coûts de gaz dans les programmes de production d'alliages mixtes.
Conclusion : Prendre la bonne décision en matière de sélection de gaz pour votre activité
Le choix entre l'azote et l'argon dans le dégazage de l'aluminium est fondamentalement un équilibre entre la nécessité métallurgique et l'optimisation économique. Il n'existe pas de réponse unique et correcte qui s'applique à toutes les fonderies.
Notre cadre de recommandation consolidé :
- Azote purOptimal pour les alliages 1xxx, 4xxx et 2xxx à faible teneur en magnésium dans le cadre d'une production sensible aux coûts ; maximisez les économies grâce à la production de PSA sur site.
- Argon purLes alliages Al-Li : obligatoires pour les alliages 5xxx, 7xxx, 8xxx et Al-Li ; requis pour les pièces moulées structurelles critiques pour l'aérospatiale et la sécurité, quel que soit l'alliage.
- Mélange azote-argonLe meilleur choix pratique pour les lignes de production de la série 6xxx et des alliages mixtes où les objectifs de qualité se situent entre les capacités de l'azote pur et le coût de l'argon pur.
- Investissement dans le contrôle des processusLe retour sur investissement d'une bonne régulation de la température, de l'optimisation de la vitesse du rotor, de la vérification de la pureté du gaz et de la mesure en ligne de l'hydrogène est positif dans pratiquement toutes les applications, quel que soit le gaz choisi.
Les fonderies qui obtiennent les meilleurs résultats - la plus faible teneur en hydrogène au coût total le plus bas - sont celles qui adaptent rigoureusement la sélection des gaz à la chimie des alliages, qui investissent dans la production d'azote sur site, le cas échéant, et qui mettent en œuvre des systèmes de contrôle du dégazage en boucle fermée qui éliminent la variabilité humaine du cycle de traitement.
Cette référence technique est produite par l'équipe éditoriale et technique d'AdTech. AdTech est spécialisée dans les équipements de traitement de l'aluminium en fusion, notamment les unités de dégazage en ligne, les filtres en mousse céramique et les systèmes d'injection de flux pour les opérations de coulée d'aluminium à l'échelle mondiale.
