A porosidade na fundição de alumínio pode ser eficazmente reduzida através da combinação de quatro controlos de processo comprovados: desgaseificação rotativa para remover o hidrogénio dissolvido, filtragem por espuma cerâmica para eliminar inclusões não metálicas, tratamento de fluxo com agentes de refinação e removedores de escória para limpar a massa fundida e condições de solidificação optimizadas, incluindo taxas de arrefecimento controladas e conceção de sistemas de gating. Na nossa experiência de trabalho com fundições de alumínio em vários processos de fundição, as instalações que implementam os quatro controlos simultaneamente atingem níveis de hidrogénio abaixo de 0,10 cc/100g e valores de índice de densidade abaixo de 1,5% - limiares que essencialmente eliminam a porosidade como causa de rejeição em fundições estruturais. O tratamento de apenas uma ou duas destas variáveis, ignorando as outras, produz, na melhor das hipóteses, uma melhoria marginal.
Se o seu projeto exigir a utilização de uma unidade de desgaseificação e de um fluxo de alumínio, pode contactar-nos para um orçamento gratuito.
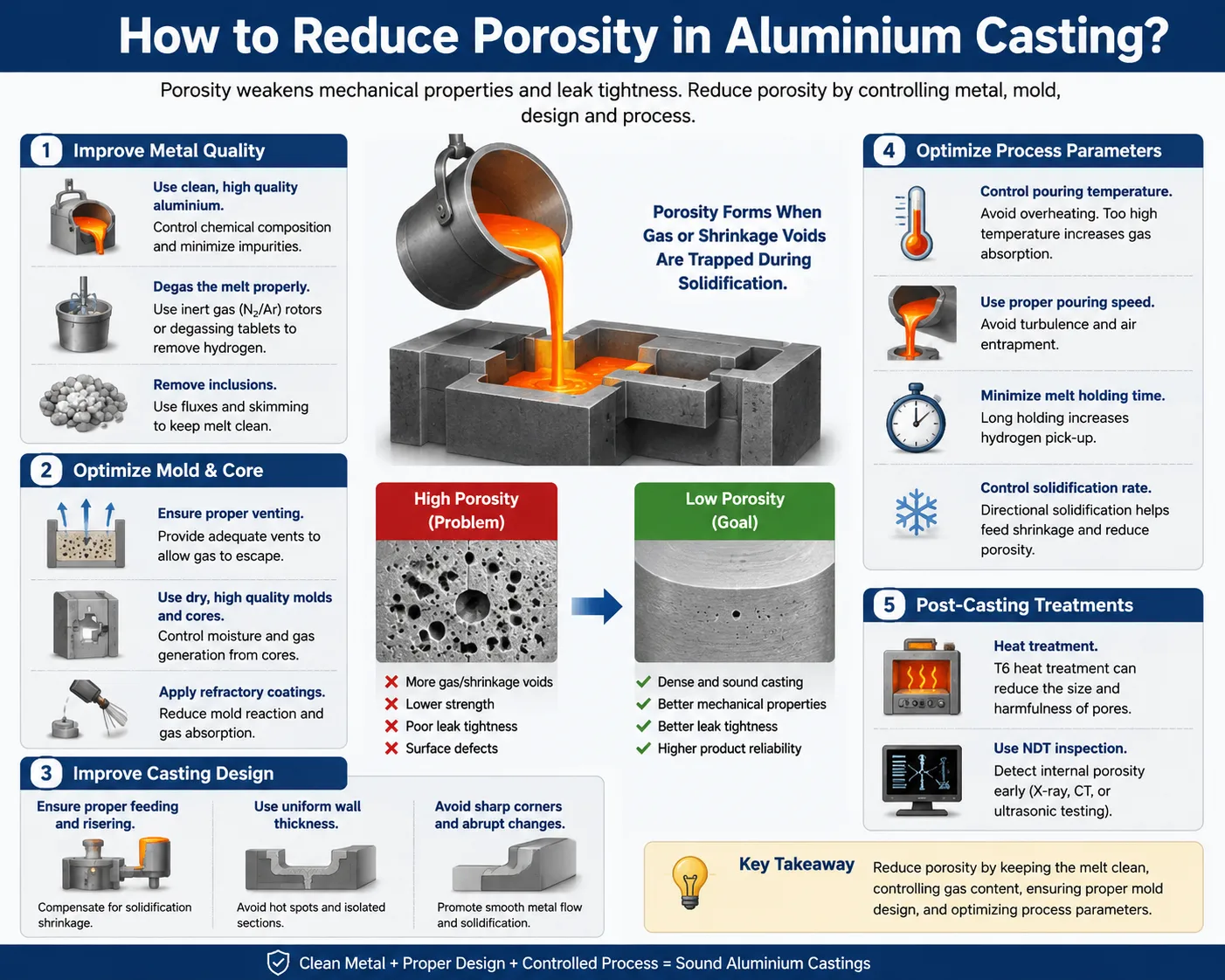
O que é a porosidade na fundição de alumínio e porque é que causa a rejeição da fundição?
A porosidade refere-se à presença de vazios, buracos ou descontinuidades numa peça fundida de alumínio solidificado. Estes defeitos internos reduzem a secção transversal de suporte de carga efectiva da peça, actuam como pontos de concentração de tensão sob carga mecânica e criam caminhos de fuga em aplicações estanques à pressão. Uma peça fundida que passa na inspeção visual pode conter porosidade interna suficiente para falhar nos testes mecânicos destrutivos ou nos testes de pressão - tornando a porosidade uma das categorias de defeitos mais prejudiciais economicamente e mais difíceis de detetar na produção de peças fundidas de alumínio.
As consequências financeiras da rejeição relacionada com a porosidade são substanciais. Taxas de refugo de 5% a 15% atribuíveis à porosidade são comuns em fundições sem programas sistemáticos de tratamento de fusão. Em componentes de alumínio de alto valor para a indústria aeroespacial, sistemas de segurança automóvel e equipamento hidráulico, mesmo uma única peça rejeitada pode representar perdas significativas de material e de custos de processamento.
Dois tipos distintos de porosidade no alumínio
Compreender a diferença entre porosidade de gás e porosidade de retração é essencial porque cada tipo tem causas diferentes e requer acções corretivas diferentes.
Porosidade do gás (Porosidade do hidrogénio)
A porosidade gasosa forma-se quando o hidrogénio dissolvido no alumínio líquido precipita como bolhas durante a solidificação. A solubilidade do hidrogénio no alumínio cai drasticamente à temperatura de liquidus - de aproximadamente 0,65 cc/100g no alumínio líquido a 660°C para menos de 0,034 cc/100g no alumínio sólido. Qualquer hidrogénio acima deste limite de solubilidade deve escapar para a superfície antes da solidificação estar concluída ou permanecer preso como poros esféricos ou quase esféricos dentro da peça fundida.
Os poros de gás são caraterísticos:
- De forma arredondada ou esférica.
- Superfícies internas lisas (sem textura dendrítica).
- Distribuídos de forma relativamente uniforme pela secção transversal da peça fundida.
- O diâmetro varia de 0,1 mm a vários milímetros.
Retração Porosidade
A porosidade de contração forma-se porque o alumínio líquido contrai aproximadamente 6% a 7% em volume durante a solidificação. Se o sistema de canais e de elevação não puder alimentar metal líquido para compensar esta redução de volume à medida que a solidificação progride, formam-se vazios nas regiões de última solidificação da peça fundida.
Os poros de retração são caraterísticos:
- Forma irregular, angular ou dendrítica.
- Superfícies internas rugosas com braços de dendrite visíveis.
- Localizados em regiões termicamente quentes (secções espessas, cantos cegos).
- Muitas vezes interligados, formando redes semelhantes a fissuras.
| Caraterística | Porosidade do gás | Retração Porosidade |
|---|---|---|
| Forma | Esférico, arredondado | Irregular, angular |
| Superfície interna | Suave | Áspero, dendrítico |
| Distribuição | Relativamente uniforme | Concentrado em pontos quentes |
| Causa primária | Hidrogénio dissolvido | Metal de alimentação insuficiente |
| Solução de tratamento de fusão | Desgaseificação, filtração | Conceção de gating/risco |
| O tratamento com Flux é eficaz? | Sim | Não |
| Desgaseificação eficaz? | Sim | Não |
O que causa a alta porosidade em peças fundidas de alumínio?
Identificar a causa principal da porosidade antes de selecionar medidas corretivas permite poupar tempo, material e custos significativos. Já vimos fundições passarem meses ajustando parâmetros de desgaseificação quando o problema real era o projeto inadequado do riser - e vice-versa.
Fontes de hidrogénio em fundidos de alumínio
O hidrogénio é o único gás que se dissolve no alumínio líquido em quantidades tecnicamente significativas. Qualquer fonte de humidade no ambiente de fusão e fundição é uma fonte potencial de hidrogénio, porque o alumínio reage com o vapor de água de acordo com a seguinte reação:
2Al + 3H₂O = Al₂O₃ + 3H₂
O hidrogénio atómico produzido por esta reação dissolve-se rapidamente no alumínio líquido. As fontes de captação de hidrogénio por humidade incluem:
- Materiais de carga húmidos ou contaminadosSucata reciclada, devoluções e lingotes com humidade superficial, óleos, tintas ou revestimentos.
- Atmosfera húmida sobre a fusão: particularmente grave durante os meses de verão ou em instalações costeiras com elevada humidade ambiente.
- Revestimentos refractários húmidosRefractários de betão vazado recentemente instalados ou reparados, ou revestimentos que tenham absorvido humidade durante períodos de inatividade.
- Equipamentos e ferramentas de desgaseificação a húmidoImpulsores, lanças, conchas e lavadores que não tenham sido adequadamente pré-aquecidos.
- Fluxantes húmidos e agentes de revestimentoMateriais de fluxo mal armazenados ou contaminados por humidade.
- Hidrogénio de produtos de combustão: a combustão de gás natural em fornos de chama aberta produz vapor de água que entra em contacto com a superfície da fusão.
Fontes de inclusões não metálicas
As inclusões são partículas sólidas suspensas no alumínio líquido que não se dissolvem e não se tornam parte da microestrutura da liga pretendida. Reduzem a limpeza da peça fundida e podem nuclear-se em poros de gás e vazios de contração durante a solidificação.
As fontes de inclusão incluem:
- Filmes de óxido de alumínio (bifilmes) formados por manuseamento turbulento da fusão.
- Escória de forno entranhada e partículas refractárias.
- Compostos intermetálicos (fases ricas em ferro em ligas recicladas).
- Partículas de fluxo provenientes de adições de fluxo mal misturadas ou incompletamente dissolvidas.
- Nitreto de alumínio (AlN) proveniente da desgaseificação com azoto de ligas contendo magnésio.
Factores de processo que contribuem para a porosidade
Para além da química da massa fundida, vários parâmetros do processo influenciam diretamente a porosidade final da peça fundida:
- Temperatura de vazamento demasiado elevadaAumenta a solubilidade do hidrogénio, prolonga o tempo de líquido e permite uma maior absorção de gás.
- Temperatura de vazamento demasiado baixareduz a fluidez, provoca fechos a frio e desvios que retêm o gás.
- Prática de vazamento turbulento: arrasta o ar e cria óxidos bifilamentares.
- Sistema de portões inadequadoO que causa a formação de jactos, o aprisionamento de ar e a alimentação insuficiente dos pontos quentes.
- Elevadores mal concebidosnão compensam a retração de solidificação em secções espessas.
- Tempo de tratamento da fusão insuficienteciclo de desgaseificação demasiado curto para atingir o nível de hidrogénio pretendido.
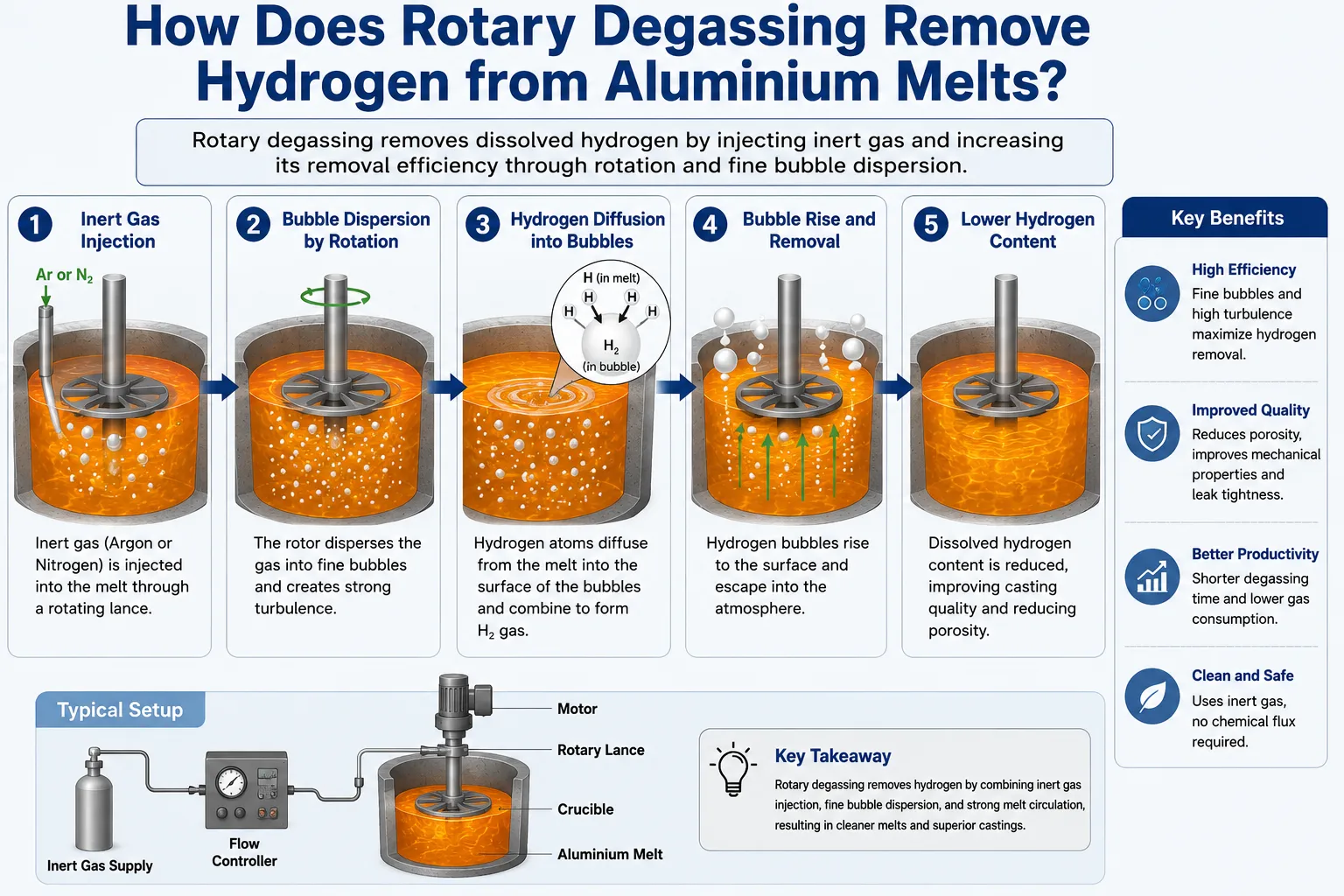
Como é que a desgaseificação rotativa remove o hidrogénio dos fundidos de alumínio?
A desgaseificação rotativa é o método mais eficaz e amplamente utilizado para a remoção do hidrogénio das peças fundidas de alumínio. Um conjunto de rotor-estator de grafite que roda a 200-600 RPM dispersa gás inerte (árgon ou nitrogénio) em bolhas finas através da fusão. Cada bolha transporta uma pressão parcial de hidrogénio essencialmente nula, criando um gradiente de difusão que conduz o hidrogénio dissolvido da fusão para as bolhas ascendentes, que o transportam para a superfície e para fora do banho.
Como funciona a unidade de desgaseificação da AdTech
O equipamento de desgaseificação em linha da AdTech utiliza um sistema rotor-estator concebido com precisão que gera bolhas finas uniformes em todo o volume da massa fundida. Os principais factores de desempenho são:
- Tamanho da bolhaAs bolhas mais pequenas proporcionam uma maior área de superfície por unidade de volume de gás, melhorando a eficiência da recolha de hidrogénio. Os rotores AdTech geram bolhas na gama de 1 mm a 3 mm.
- Velocidade do rotor: 300 a 500 RPM é a gama de funcionamento ideal para a maioria das aplicações - demasiado lento produz bolhas grandes, demasiado rápido cria turbulência na superfície e arrastamento de óxido.
- Caudal de gás2 a 6 Nm³/hora, dependendo do volume de fusão e do nível de hidrogénio pretendido.
- Duração do tratamento: 15 a 30 minutos para desgaseificação em fornos descontínuos; tratamento contínuo em linha para linhas de fundição.

Padrões de desempenho de desgaseificação
| Parâmetro | Antes da desgaseificação | Após desgaseificação correta |
|---|---|---|
| Teor de hidrogénio (cc/100g) | 0,30 a 0,60 | 0,07 a 0,12 |
| Índice de densidade (%) | 5% a 15% | Inferior a 1,5% |
| Classificação da porosidade (raio X) | Nível 3 a 5 | Nível 0 a 1 |
| Duração do tratamento | N/A | 15 a 30 minutos |
| Consumo de gás (Ar) | N/A | 20 a 50 Nm³/tonelada |
Nitrogénio vs. Árgon para desgaseificação de alumínio
Tanto o azoto como o árgon removem eficazmente o hidrogénio através do mesmo mecanismo de pressão parcial. O árgon é quimicamente inerte com todas as ligas de alumínio e produz níveis finais de hidrogénio ligeiramente inferiores. O nitrogénio é significativamente mais barato, mas reage com ligas que contêm magnésio (séries 5xxx, 7xxx) para formar inclusões de nitreto de alumínio, que são mais prejudiciais do que o hidrogénio que ajudam a remover.
A nossa recomendação: utilizar árgon para todas as ligas com um teor de magnésio superior a 1,5% e azoto apenas para as ligas com um teor de magnésio inferior a 0,5% e em que o controlo dos custos seja uma prioridade.
Como é que os filtros de espuma cerâmica removem as inclusões das fusões de alumínio?
Mesmo após uma desgaseificação completa, as peças fundidas de alumínio contêm inclusões sólidas em suspensão - películas de óxido, partículas intermetálicas, fragmentos refractários e resíduos de fluxo - que degradam a qualidade da fundição, independentemente do teor de hidrogénio. A filtração por espuma cerâmica é o método mais eficaz para remover estas inclusões antes de a massa fundida entrar no molde.
Como funcionam os filtros de espuma cerâmica AdTech
Os filtros de espuma cerâmica (CFF) da AdTech são estruturas cerâmicas tridimensionais de células abertas com trajectórias de fluxo tortuosas interligadas. À medida que o alumínio flui através do filtro, as inclusões são capturadas por três mecanismos:
- Triagem mecânicapartículas maiores que o tamanho da célula são fisicamente bloqueadas.
- Impactação por inérciaAs partículas com massa suficiente não podem seguir o trajeto curvo do fluxo e embater nas paredes de cerâmica.
- Difusão e adesãopartículas muito finas difundem-se nas superfícies cerâmicas e aderem por atração da energia de superfície.
O resultado é uma fusão com um conteúdo de inclusão drasticamente reduzido que entra na cavidade do molde - produzindo um metal mais limpo com menos locais de nucleação para a porosidade.

Especificações e seleção do AdTech CFF
| Grau de filtragem (PPI) | Tamanho da célula (mm) | Aplicação | Eficiência de remoção de inclusões |
|---|---|---|---|
| 10 PPI | 2,5 a 3,0 mm | Filtragem primária grosseira, fusões de sucata pesada | 60% a 70% |
| 20 PPI | 1,2 a 1,5 mm | Fundição de alumínio para fins gerais | 70% a 80% |
| 30 PPI | 0,8 a 1,0 mm | Peças fundidas de qualidade para automóveis e estruturas | 80% a 88% |
| 40 PPI | 0,6 a 0,7 mm | Fundição de alta integridade, qualidade aeroespacial | 88% a 93% |
| 50 PPI | 0,4 a 0,5 mm | Filtragem de qualidade superior, aplicações críticas | 93% a 97% |
| 60 PPI | 0,3 a 0,4 mm | Limpeza máxima, especificações aeroespaciais e mil-spec | 95% a 98% |
Graus de material CFF para diferentes ligas de alumínio
A AdTech fornece filtros de espuma cerâmica em várias composições de materiais para corresponder a diferentes químicas de ligas e temperaturas de fundição:
- Alumina (Al₂O₃) CFFmais amplamente utilizado, adequado para todas as ligas de alumínio padrão a 660°C a 780°C.
- Zircónio (ZrO₂) CFFpara aplicações a temperaturas mais elevadas e ligas superiores a 800°C.
- Carboneto de silício (SiC) CFF: resistência máxima e resistência ao choque térmico, adequado para ligas reactivas.
- Magnésia (MgO) CFF: qualidade especializada para ligas de alumínio com elevado teor de magnésio.
Instalação e dimensionamento do CFF
O dimensionamento correto do filtro é fundamental. Um filtro subdimensionado cria uma perda de carga excessiva, diminuindo a taxa de enchimento e podendo causar defeitos de paragem a frio. Um filtro sobredimensionado é um desperdício e pode não atingir a velocidade de fluxo suficiente para uma captura eficaz da inclusão.
Cálculo do tamanho do filtro:
- Área do filtro (cm²) = Caudal de fusão (kg/min) / Fator de caudal (tipicamente 1,5 a 2,5 kg/min-cm²).
- Para uma peça fundida de 100 kg vertida em 60 segundos: caudal = 100 kg/min, área do filtro = 100/2,0 = 50 cm².
- Isto corresponde aproximadamente a um filtro de 75 mm × 75 mm com 20 a 30 PPI.
Que tratamentos de fluxo e agentes de refinação são utilizados para limpar fusões de alumínio?
O tratamento com fluxos é o complemento químico dos processos físicos de desgaseificação e filtração. Os fluxos de refinação reagem ou aglomeram inclusões não metálicas, tornando-as mais fáceis de remover por desnatação ou filtração. Os fundentes de cobertura protegem a superfície da massa fundida da absorção de hidrogénio atmosférico. Os agentes de remoção de escórias (removedores de escórias) modificam as propriedades físicas das escórias superficiais para facilitar a sua separação da massa fundida.
AdTech Fluxo de refinação: Mecanismo e aplicação
O fluxo de refinação de alumínio AdTech é uma mistura cuidadosamente formulada de sais inorgânicos de cloreto e fluoreto optimizados para o tratamento da fusão de alumínio. Quando introduzido na massa fundida (por injeção através do rotor de desgaseificação ou por imersão na superfície da massa fundida), o fundente desempenha várias funções simultâneas:
Aglomeração de inclusão
As partículas finas individuais de óxido e os fragmentos de bifilme são demasiado pequenos para subirem através da massa fundida ou serem capturados por filtração grosseira. O fluxo de refinação molha e aglomera estas partículas finas em aglomerados maiores que flutuam mais facilmente para a superfície da massa fundida para desnatação.
Redução química de óxidos
Os componentes do fluxo que contêm flúor atacam quimicamente o óxido de alumínio, quebrando as películas de óxido estáveis e convertendo-as em compostos mais fáceis de gerir. Isto é particularmente eficaz contra os óxidos finos de bifilme que se formam durante o vazamento turbulento e estão entre os tipos de inclusão mais prejudiciais.
Melhoria da redução do hidrogénio
Algumas formulações de fluxo incluem componentes que reduzem o teor de hidrogénio reagindo com o hidrogénio dissolvido ou promovendo um contacto mais eficiente bolha-fusão durante o tratamento de desgaseificação simultânea.
Remoção de metais alcalinos
A contaminação por sódio e lítio no alumínio proveniente de materiais reciclados causa problemas de refinamento do grão e sensibilidade à fissuração a quente. Os fluxos à base de cloreto removem eficazmente estas impurezas de metais alcalinos.

Gama de produtos AdTech Flux
| Tipo de fluxo | Função principal | Método de aplicação | Taxa de adição |
|---|---|---|---|
| Fluxo de refinação | Aglomeração de inclusões, remoção de óxidos | Injeção ou imersão à superfície | 0,5 a 2,0 kg/tonelada |
| Cobrir o fluxo | Proteção da superfície de fusão, barreira ao hidrogénio | Espalhamento à superfície | 1,0 a 3,0 kg/tonelada |
| Fluxo de escória (removedor de escória) | Acondicionamento de escórias, separação limpa | Aplicação à superfície | 0,5 a 1,5 kg/tonelada |
| Fluxo de refinador de grãos | Refinamento da estrutura de grãos | Injeção ou adição de haste | 0,5 a 2,0 kg/tonelada |
| Fluxo de cobertura exotérmico | Proteção da superfície com geração de calor | Espalhamento de superfície em panelas | 0,5 a 1,0 kg/tonelada |
AdTech Covering Flux: Proteger a fusão da reabsorção de hidrogénio
Um problema que o tratamento de desgaseificação por si só não consegue resolver é a reabsorção de hidrogénio entre a estação de desgaseificação e o molde. Durante a transferência através de lavadoras, panelas e vazamento, a superfície da massa fundida recém desgaseificada é exposta à atmosfera e começa a reabsorver o hidrogénio imediatamente.
O fluxo de cobertura AdTech aplicado à superfície da fusão em fornos de espera, panelas e recipientes de transporte cria uma barreira física entre o metal e a atmosfera. Esta barreira:
- Reduz a taxa de reabsorção de hidrogénio de 60% para 80%.
- Evita a oxidação da superfície e a formação de bifilme durante a transferência.
- Mantém a limpeza da massa fundida entre a desgaseificação e a fundição.
- Aumenta a janela efectiva entre o tratamento de desgaseificação e o nível aceitável de hidrogénio.
AdTech Removedor de escórias (agente de escória)
A escória de alumínio - a mistura superficial de óxido de alumínio, alumínio metálico e vários contaminantes - forma-se continuamente durante a fusão e a manutenção. Se forem perturbados durante a escumação, os fragmentos de escória podem ser arrastados para a fusão como inclusões. O removedor de escória AdTech modifica as propriedades físicas da escória:
- Reduz a viscosidade da escória, permitindo que o alumínio líquido seja drenado de volta para a fusão.
- Converte a escória húmida e pegajosa numa forma seca e pulverulenta que se separa de forma limpa.
- Reduz as perdas de metal na escória de 30% a 50% para 10% a 15%
- Evita a reentrada de impurezas durante as operações de escumação.
Como é que as condições de solidificação e os parâmetros do processo de fundição afectam a porosidade?
O tratamento de fusão aborda o conteúdo de hidrogénio e os níveis de inclusão, mas as condições de solidificação determinam a quantidade de hidrogénio remanescente e o conteúdo de inclusão que se manifesta efetivamente como porosidade na peça fundida acabada.
Taxa de arrefecimento e o seu efeito na porosidade
Taxas de solidificação mais rápidas reduzem a porosidade através de dois mecanismos:
- Há menos tempo para as bolhas de hidrogénio nuclearem e crescerem antes de a massa fundida solidificar à sua volta.
- Um espaçamento mais fino entre os braços dos dendritos (DAS) cria canais interdendríticos mais pequenos através dos quais qualquer hidrogénio remanescente tem de escapar - canais mais finos retêm e dispersam mais eficazmente o hidrogénio antes que este possa formar grandes poros.
| Taxa de arrefecimento (°C/s) | DAS típico (µm) | Nível de porosidade |
|---|---|---|
| 0,1 a 0,5 | 80 a 150 | Elevado (se H > 0,15 cc/100g) |
| 0,5 a 2,0 | 40 a 80 | Moderado |
| 2,0 a 10 | 20 a 40 | Baixa |
| 10 a 50 | 10 a 20 | Muito baixo |
| Acima de 50 | Abaixo de 10 | Mínimo |
Otimização da temperatura de vazamento
A temperatura de vazamento tem um efeito direto e significativo na porosidade do hidrogénio. Um sobreaquecimento mais elevado aumenta a solubilidade do hidrogénio na massa fundida, permite mais tempo para o crescimento de bolhas de hidrogénio antes da solidificação e prolonga o período durante o qual o hidrogénio atmosférico pode dissolver-se na superfície exposta da massa fundida.
Temperaturas de vazamento recomendadas por liga e processo:
| Série Alloy | Fundição em areia (°C) | Molde permanente (°C) | Fundição injectada (°C) |
|---|---|---|---|
| 1xxx (Al puro) | 700 a 730 | 690 a 720 | 670 a 700 |
| 2xxx (Al-Cu) | 710 a 750 | 700 a 730 | N/A |
| 3xxx (Al-Mn) | 700 a 730 | 690 a 720 | 660 a 690 |
| 4xxx (Al-Si) | 680 a 720 | 670 a 710 | 650 a 680 |
| 5xxx (Al-Mg) | 710 a 745 | 700 a 730 | 660 a 700 |
| 6xxx (Al-Mg-Si) | 700 a 735 | 690 a 720 | 660 a 690 |
| 7xxx (Al-Zn-Mg) | 715 a 750 | 700 a 730 | 660 a 700 |
Conceção do sistema de comportas para evitar a porosidade de retração
Para a porosidade de contração, o tratamento de fusão não oferece qualquer benefício - a solução reside inteiramente na conceção do molde. Princípios fundamentais:
Solidificação direcional
A fundição deve solidificar progressivamente a partir da secção mais afastada do riser em direção ao riser, de modo a que o metal líquido esteja sempre disponível para alimentar a frente de solidificação. As secções que solidificam isoladamente do caminho de alimentação desenvolverão porosidade de retração, independentemente da limpeza da fusão.
Dimensionamento do riser
Os risers devem conter um volume suficiente de metal líquido para compensar o encolhimento da solidificação da fundição (6% a 7% para a maioria das ligas de alumínio) mais o encolhimento da solidificação do riser. Uma regra de ouro comum: o volume do riser deve ser pelo menos 10% a 20% do volume de fundição que alimenta.
Calafrios
Os arrefecimentos externos ou internos aceleram a solidificação local, promovendo a solidificação direcional e reduzindo a formação de pontos quentes. Os arrefecimentos metálicos colocados contra secções espessas da peça fundida criam taxas de arrefecimento local mais rápidas que deslocam o padrão de solidificação em direção ao riser.
Quais são os métodos mais eficazes para medir a porosidade em peças fundidas de alumínio?
A medição sistemática da porosidade é a base de qualquer programa de redução de porosidade. Sem uma medição confiável, os engenheiros não podem determinar se as mudanças no processo estão melhorando ou piorando a qualidade do fundido.
Ensaio de índice de densidade (ensaio de pressão reduzida)
O método de medição da porosidade em processo mais utilizado nas fundições de alumínio. São recolhidas duas amostras da mesma fusão - uma solidificada à pressão atmosférica (1 atm) e outra solidificada sob pressão reduzida (aproximadamente 80 mbar a 100 mbar). A amostra em vácuo desenvolve mais porosidade porque a pressão mais baixa promove a nucleação e o crescimento de bolhas de hidrogénio.
Índice de densidade (DI) = [(ρ_atm - ρ_vacuum) / ρ_atm] × 100%
| Índice de densidade (%) | Avaliação da qualidade da fusão | Ação recomendada |
|---|---|---|
| Inferior a 1,0% | Excelente | Proceder à fundição |
| 1.0% a 2.0% | Bom | Aceitável para a maioria das aplicações |
| 2,0% a 3,0% | Marginal | Prolongar a desgaseificação, verificar o fluxo |
| 3,0% a 5,0% | Pobres | Repetir o tratamento de fusão total |
| Acima de 5.0% | Inaceitável | Identificar a fonte de hidrogénio, reiniciar o tratamento |
Medição de hidrogénio em linha (Telegas / Alscan)
Medição direta do hidrogénio dissolvido utilizando uma sonda de difusão submersa na massa fundida. É mais preciso do que o teste do índice de densidade e fornece valores absolutos de concentração de hidrogénio em vez de um índice comparativo.
- Gama de medição: 0,01 a 0,50 cc/100g
- Precisão: ±0,01 a ±0,02 cc/100g
- Tempo de resposta: 3 a 8 minutos por leitura
- Essencial para operações de fundição contínua de grande volume.
Radiografia de raios X
Os ensaios não destrutivos de peças fundidas acabadas utilizando radiografia de raios X revelam a distribuição, o tamanho e a densidade da porosidade interna. Os resultados dos raios X são classificados de acordo com a ASTM E505, ASTM E155 ou sistemas de classificação próprios do cliente, com níveis de gravidade de 1 a 5 (ou de A a E nalguns sistemas).
A radiografia de raios X é o teste definitivo de aceitação da qualidade para peças fundidas de alumínio estrutural em aplicações aeroespaciais e automóveis. Identifica tanto a porosidade de gás (sombras arredondadas) como a porosidade de contração (sombras irregulares) e localiza-as em regiões específicas para análise da causa principal.
Método de Arquimedes (Medição da densidade)
Medição exacta da densidade da peça fundida por pesagem hidrostática. A densidade real é comparada com a densidade teórica para a composição da liga. A diferença indica a percentagem de porosidade volumétrica.
Porosidade volumétrica (%) = [(ρ_teórico - ρ_actual) / ρ_teórico] × 100%
Este método fornece um valor percentual único para todo o volume da peça fundida - não pode identificar a localização ou o tipo de porosidade, mas é simples, não destrutivo e fornece dados quantitativos para o controlo estatístico do processo.
Qual é o processo completo de tratamento da massa fundida para fundição de alumínio de baixa porosidade?
A integração de todas as etapas de tratamento da massa fundida num processo coerente e sequenciado é o que separa as fundições que obtêm consistentemente peças fundidas com baixa porosidade daquelas que gerem a porosidade de forma reactiva através da triagem de sucata.
Sequência recomendada de tratamento da massa fundida
Etapa 1: Preparação da carga
- Secar todos os materiais de carga antes do carregamento (mínimo de 2 horas a 120°C para lingotes e retornos).
- Remover revestimentos, óleos e humidade da sucata reciclada.
- Pré-aquecer a carga a, pelo menos, 200°C antes da fusão, para reduzir a captação de hidrogénio provocada pela humidade durante a fusão.
Etapa 2: Fusão
- Manter o revestimento do forno em boas condições de secagem - pré-aquecer após qualquer manutenção ou período de inatividade.
- Manter a superfície de fusão coberta com o fluxo de cobertura AdTech durante a fusão para minimizar a absorção de hidrogénio atmosférico.
- Evitar a agitação excessiva durante a fusão - a turbulência arrasta as películas de óxido.
Etapa 3: Ajuste de temperatura e liga
- Adicionar as ligas principais e os endurecedores à fusão à temperatura correta.
- Após a liga, adicionar o fluxo de refinação AdTech a 0,5 a 1,5 kg/tonelada por injeção ou imersão.
- Deixar o fluxo reagir durante 5 a 10 minutos antes de escumar.
Etapa 4: Tratamento de desgaseificação
- Iniciar a unidade de desgaseificação em linha AdTech com árgon ou azoto a 2 a 5 Nm³/hora.
- Manter a velocidade do rotor entre 300 e 450 RPM.
- Tratar durante 15 a 25 minutos
- Medir o índice de densidade no final do tratamento - objetivo inferior a 2,0% antes de prosseguir.
Etapa 5: Desnatação
- Após a desgaseificação, desnatar cuidadosamente a superfície da fusão utilizando o agente de escória AdTech para condicionar a escória superficial.
- Remover todas as impurezas condicionadas de forma limpa - as impurezas perturbadas e húmidas são uma importante fonte de inclusão.
- Aplicar um novo fluxo de revestimento AdTech após a escumação.
Etapa 6: Transferência e filtragem
- Transferir a massa fundida para a estação de vazamento através de lavadores pré-aquecidos.
- Passar a massa fundida através do filtro de espuma cerâmica AdTech dimensionado para a aplicação.
- Manter a temperatura do filtro acima dos 600°C para evitar a solidificação prematura (é necessário um pré-aquecimento da caixa do filtro).
Etapa 7: Fundição
- Verter à temperatura correta para a liga e o processo.
- Utilizar um enchimento silencioso e controlado para minimizar a turbulência.
- Manter a contrapressão com uma taxa de vazamento controlada.
Efeito do tratamento combinado no teor de hidrogénio e de inclusão
| Fase de tratamento | Teor de H (cc/100g) | Nível de inclusão (mm²/kg PoDFA) | Índice de densidade |
|---|---|---|---|
| Após a fusão (sem tratamento) | 0,40 a 0,60 | 2,0 a 5,0 | 8% a 15% |
| Após tratamento com fluxo | 0,35 a 0,50 | 0,8 a 2,5 | 6% a 10% |
| Após a desgaseificação | 0,08 a 0,15 | 0,5 a 1,5 | 1.5% a 4% |
| Após filtração com espuma cerâmica | 0,08 a 0,15 | 0,05 a 0,30 | 1,0% a 2,5% |
| Tratamento combinado completo | 0,07 a 0,12 | 0,03 a 0,15 | 0,8% a 1,5% |
Como é que os diferentes processos de fundição afectam os níveis de porosidade e os requisitos de tratamento?
Cada processo de fundição de alumínio tem um perfil de risco de porosidade distinto, determinado pela sua taxa de solidificação, permeabilidade do molde e sensibilidade à limpeza da massa fundida. Os requisitos de tratamento são dimensionados em conformidade.
Risco de porosidade e intensidade de tratamento por processo de fundição
| Processo de fundição | Tipo de porosidade primária | Taxa de arrefecimento | Intensidade de tratamento necessária |
|---|---|---|---|
| Fundição em areia | Gás + retração | Muito lento | Alta - desgaseificação completa, fluxo, filtração |
| Molde permanente (molde por gravidade) | Gás + retração | Moderado | Alta - desgaseificação, filtragem essencial |
| Fundição injectada a baixa pressão | Gás + retração | Moderado a rápido | Alta precisão - qualidade crítica da fusão |
| Fundição injectada a alta pressão | Gás (ar aprisionado) | Muito rápido | Média - desgaseificação menos crítica, controlo de disparos fundamental |
| Fundição por cera perdida | Gás + retração | Lento a moderado | Muito elevada - é necessária a mais elevada limpeza da fusão |
| Fundição contínua (biletes) | Gás | Rápido | Alta - padrão de desgaseificação e filtragem em linha |
| Fundição de espuma perdida | Gás + gás de pirólise | Lento | Muito elevado - o gás do padrão de espuma adiciona-se ao H |
Fundição injectada a alta pressão: Um caso especial
O HPDC é único porque a pressão de injeção muito elevada (500 a 1500 bar) comprime os poros de gás durante a solidificação, tornando-os menos visíveis. No entanto, o alumínio HPDC contém de facto gás dissolvido significativo - aparece simplesmente como uma microporosidade muito fina e distribuída em vez de poros grandes. Esta microporosidade torna-se problemática quando:
- Os componentes são tratados termicamente (T6 ou T7) - a formação de bolhas ocorre devido à expansão dos poros durante o tratamento térmico da solução.
- As peças são soldadas - a porosidade provoca salpicos e defeitos na soldadura.
- É necessário um desempenho estanque à pressão.
Para a HPDC que produz componentes tratáveis termicamente ou soldáveis, o tratamento de desgaseificação antes da fundição é essencial, apesar das condições de solidificação a alta pressão.
Quais são os erros comuns que causam níveis elevados de porosidade apesar do tratamento de fusão?
Mesmo com equipamento de desgaseificação, sistemas de filtragem e produtos de fluxo instalados, muitas fundições continuam a ter problemas de porosidade devido a erros sistemáticos de processo que prejudicam o tratamento correto da massa fundida.
Falhas mais comuns no controlo da porosidade
Tempo de desgaseificação insuficiente
Um erro comum de pressão de produção. Se o ciclo de desgaseificação for reduzido de 20 minutos para 12 minutos devido à pressão programada, os níveis de hidrogénio podem atingir apenas 0,20 cc/100g em vez de 0,10 cc/100g - um nível que ainda produz uma porosidade significativa nos componentes fundidos em areia. Verificar sempre com a medição do índice de densidade antes da fundição.
Reabsorção de hidrogénio após desgaseificação
Uma massa fundida bem desgaseificada reabsorve rapidamente o hidrogénio se ficar descoberta numa panela ou forno aberto. Sem o fluxo de cobertura AdTech a proteger a superfície da massa fundida, os níveis de hidrogénio podem voltar a 0,20 a 0,30 cc/100g no espaço de 20 a 30 minutos em condições de elevada humidade. O tratamento de desgaseificação deve ser considerado no contexto de toda a cadeia do processo, e não apenas na estação de desgaseificação.
Filtros de espuma de cerâmica fria
A instalação de um filtro de espuma cerâmica numa caixa de filtragem fria faz com que o primeiro metal a passar pelo filtro congele, bloqueando os poros e criando uma perda de carga excessiva. Isto resulta em condições de enchimento turbulentas e salpicadas que geram óxidos de bifilme mesmo em metal limpo. As caixas de filtro devem ser pré-aquecidas a pelo menos 600°C antes do contacto com o metal.
Adição de fluxo húmido
A adição de fluxo contaminado com humidade à fusão introduz hidrogénio diretamente no metal - o oposto do efeito pretendido. Todos os produtos de fluxo AdTech devem ser armazenados em recipientes selados num ambiente seco e devem ser pré-aquecidos a 100°C a 150°C antes de serem utilizados, caso haja alguma dúvida sobre o teor de humidade.
Prática de vazamento turbulento
Todo o tratamento da massa fundida no mundo não pode compensar o vazamento turbulento que gera óxidos de bifilme na cavidade do molde. Os sistemas de canais com enchimento pelo fundo, as taxas de enchimento controladas e os filtros ao nível do fluxo no sistema de canais são complementos essenciais para a desgaseificação e filtragem ao nível da panela.
Perguntas frequentes sobre a redução da porosidade na fundição de alumínio
Q1: Qual é o passo individual mais eficaz para reduzir a porosidade na fundição de alumínio?
A desgaseificação rotativa é o passo individual com maior impacto na redução da porosidade do gás. Um ciclo de desgaseificação corretamente executado reduz o teor de hidrogénio de 0,30 a 0,60 cc/100g para 0,07 a 0,12 cc/100g, o que elimina a principal força motriz para a formação de poros de gás. No entanto, a desgaseificação por si só não resolve a porosidade de retração ou a porosidade nucleada por inclusão - um programa completo de tratamento de fusão que combine desgaseificação, tratamento de fluxo e filtragem de espuma cerâmica proporciona os melhores resultados globais.
Q2: Como posso saber se a minha porosidade se deve ao hidrogénio ou à retração?
Examinar a morfologia dos poros em secções transversais polidas ou em imagens de raios X. Os poros de gás são arredondados e de paredes lisas, distribuídos de forma relativamente uniforme. Os poros de retração são irregulares, angulares e frequentemente interligados numa rede, concentrados nas regiões de última solidificação de secções espessas e bolsas cegas. A localização também é um diagnóstico - a retração ocorre sempre em pontos termicamente quentes previsíveis a partir da geometria da secção, enquanto a porosidade do gás é distribuída de forma mais aleatória.
Q3: Qual o nível de hidrogénio aceitável no alumínio fundido antes da fundição?
O nível de hidrogénio aceitável depende da aplicação. Para peças fundidas aeroespaciais e estanques à pressão: inferior a 0,10 cc/100g (índice de densidade inferior a 1,0%). Para peças fundidas estruturais para automóveis: inferior a 0,12 cc/100g (índice de densidade inferior a 1,5%). Para fundições em areia de carácter geral com requisitos de qualidade moderados: podem ser aceitáveis valores inferiores a 0,15 a 0,20 cc/100g. Para aplicações não estruturais: abaixo de 0,25 cc/100g.
Q4: Os filtros de espuma cerâmica podem remover o hidrogénio dissolvido do alumínio?
Não. Os filtros de espuma cerâmica são dispositivos de filtragem física que capturam inclusões sólidas - partículas de óxido, compostos intermetálicos e fragmentos refractários. Não possuem qualquer mecanismo para remover o hidrogénio gasoso dissolvido. A remoção do hidrogénio requer um tratamento de desgaseificação com bolhas de gás inerte. A filtração e a desgaseificação são processos complementares que abordam diferentes fontes de defeitos.
Q5: Durante quanto tempo é que o alumínio fundido se mantém limpo após o tratamento de desgaseificação?
Num forno de espera coberto com o fluxo de cobertura AdTech a proteger a superfície da massa fundida, a massa fundida tratada mantém níveis de hidrogénio aceitáveis (abaixo de 0,15 cc/100g) durante aproximadamente 45 a 90 minutos, dependendo da humidade ambiente. Sem a proteção do fluxo de cobertura, em condições de elevada humidade, os níveis de hidrogénio podem voltar aos valores pré-tratamento em 20 a 30 minutos. O tempo entre a desgaseificação e a fundição deve ser sempre minimizado, e o fluxo de cobertura deve ser utilizado durante qualquer período de retenção.
Q6: Qual a classificação PPI do filtro de espuma cerâmica que devo utilizar para a fundição de alumínio?
A classificação PPI correta depende dos requisitos de qualidade da fundição e do tipo de liga. 20 a 30 PPI é adequado para a fundição geral de alumínio em areia e em molde permanente. 30 a 40 PPI é recomendado para peças de fundição estruturais e de segurança crítica para automóveis. 40 a 60 PPI é utilizado para aplicações aeroespaciais e de elevada integridade. As classificações PPI mais elevadas removem mais inclusões, mas criam uma maior resistência ao fluxo - o dimensionamento do filtro deve ser recalculado quando se especificam graus mais finos.
Q7: A fundição injectada a alta pressão necessita de tratamento de desgaseificação?
Sim, particularmente quando as peças fundidas produzidas vão ser tratadas termicamente (T6), soldadas ou utilizadas em aplicações estanques à pressão. Embora a rápida solidificação do HPDC suprima os poros grandes visíveis, o hidrogénio dissolvido ainda causa microporosidade que se torna evidente durante o tratamento térmico (formação de bolhas) ou a soldadura. As operações de HPDC que produzem tais componentes devem implementar um tratamento de desgaseificação a montante no forno de espera.
Q8: Qual é o papel do fluxo de cobertura na prevenção da porosidade?
O fluxo de cobertura funciona como uma barreira física e química entre a superfície do alumínio líquido e a atmosfera. Impede que a humidade atmosférica entre em contacto com a peça fundida e reintroduza o hidrogénio após o tratamento de desgaseificação. Também evita a oxidação da superfície e a formação de bifilme durante a retenção e a transferência. Sem um fluxo de cobertura, a reabsorção de hidrogénio entre a estação de desgaseificação e o molde pode anular uma parte significativa dos benefícios do tratamento de desgaseificação.
Q9: Como é que a remoção de escórias reduz a porosidade da fundição?
As impurezas superficiais e as escórias são reservatórios de inclusões de óxido e de gás aprisionado. Se a escória for perturbada durante a escumação ou a transferência de metal, fica arrastada na massa fundida como nuvens de inclusão que nucleiam a porosidade durante a solidificação. O removedor de escória da AdTech (agente de escória) converte a escória húmida e pegajosa num pó seco que se separa da superfície do metal sem arrastamento, reduzindo significativamente a contaminação por inclusões desta fonte.
Q10: A porosidade nas peças fundidas de alumínio pode ser reparada após a produção da peça fundida?
As porosidades superficiais menores podem ser impregnadas com resina termoendurecível sob vácuo e pressão - um processo designado por impregnação sob vácuo - que sela os poros para aplicações estanques à pressão sem afetar as propriedades mecânicas. Este processo é amplamente utilizado na fundição de alumínio para automóveis como um processo de recuperação. No entanto, a porosidade estrutural interna que reduz as propriedades mecânicas não pode ser reparada eficazmente, e as peças fundidas afectadas têm de ser desmanteladas. A prevenção através de um tratamento adequado da fusão é sempre mais económica do que as operações de recuperação após a fundição.
Conclusão: A abordagem integrada do controlo da porosidade na fundição de alumínio
A porosidade na fundição de alumínio é um problema multifatorial que exige uma solução multifatorial. Nenhum produto ou etapa do processo elimina a porosidade em todas as suas causas. As fundições que atingem taxas de rejeição consistentemente baixas - índice de densidade inferior a 1,5%, nível de qualidade de raios X de 0 a 1 - são aquelas que implementam sistematicamente cada elemento da cadeia de tratamento da massa fundida e medem os seus resultados em cada fase.
O quadro de soluções integradas:
- Unidades de desgaseificação em linha AdTech: removem o hidrogénio dissolvido para menos de 0,10 cc/100g através de uma tecnologia optimizada de rotor-estator com árgon ou azoto.
- Filtros de espuma cerâmica AdTech: captam inclusões não metálicas até tamanhos de partículas sub-milimétricas, eliminando a porosidade nucleada por inclusões.
- Fluxo de refinação AdTechaglomeram e removem as partículas finas de óxido e os fragmentos de bifilme que a filtração por si só não consegue captar.
- Fluxo de cobertura da AdTechProteger a massa fundida desgaseificada da reabsorção de hidrogénio durante a conservação e a transferência.
- Removedor de escórias AdTech: condicionar a escória para uma remoção limpa sem arrastamento de inclusões.
- Disciplina do processoA secagem correta da carga, as temperaturas de vazamento apropriadas, as taxas de enchimento controladas e a conceção adequada das comportas completam o quadro.
Cada produto da gama de tratamento de fusão de alumínio AdTech aborda um mecanismo de porosidade específico. Juntos, formam um sistema de qualidade abrangente que transforma a porosidade de um problema crónico de produção numa variável de processo controlada, mensurável e gerível.
Esta referência técnica é publicada pela equipa editorial e de engenharia da AdTech. A AdTech concebe e fabrica equipamento de tratamento de alumínio fundido e produtos consumíveis - incluindo unidades de desgaseificação em linha, filtros de espuma cerâmica, fluxo de refinação, fluxo de cobertura e agentes de remoção de escórias - para fundições de alumínio e operações de fundição em todo o mundo.
