Alüminyum dökümdeki gözeneklilik, kanıtlanmış dört proses kontrolünün bir araya getirilmesiyle etkili bir şekilde azaltılabilir: döner gaz alma çözünmüş hidrojeni gidermek için, seramik köpük filtrasyon metalik olmayan kalıntıları ortadan kaldırmak, eriyiği temizlemek için rafine edici maddeler ve cüruf gidericilerle flaks işlemi ve kontrollü soğutma hızları ve yolluk sistemi tasarımı dahil olmak üzere optimize edilmiş katılaşma koşulları. Birden fazla döküm prosesinde alüminyum dökümhaneleriyle çalışma deneyimimize göre, dört kontrolü de aynı anda uygulayan tesisler 0,10 cc/100g'nin altında hidrojen seviyelerine ve 1,5%'nin altında yoğunluk indeksi değerlerine ulaşmaktadır - yapısal dökümlerde bir ret nedeni olarak gözenekliliği esasen ortadan kaldıran eşikler. Bu değişkenlerden yalnızca bir ya da ikisini ele alıp diğerlerini göz ardı etmek en iyi ihtimalle marjinal bir iyileşme sağlar.
Projeniz gaz giderme ünitesi ve alüminyum flaks kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
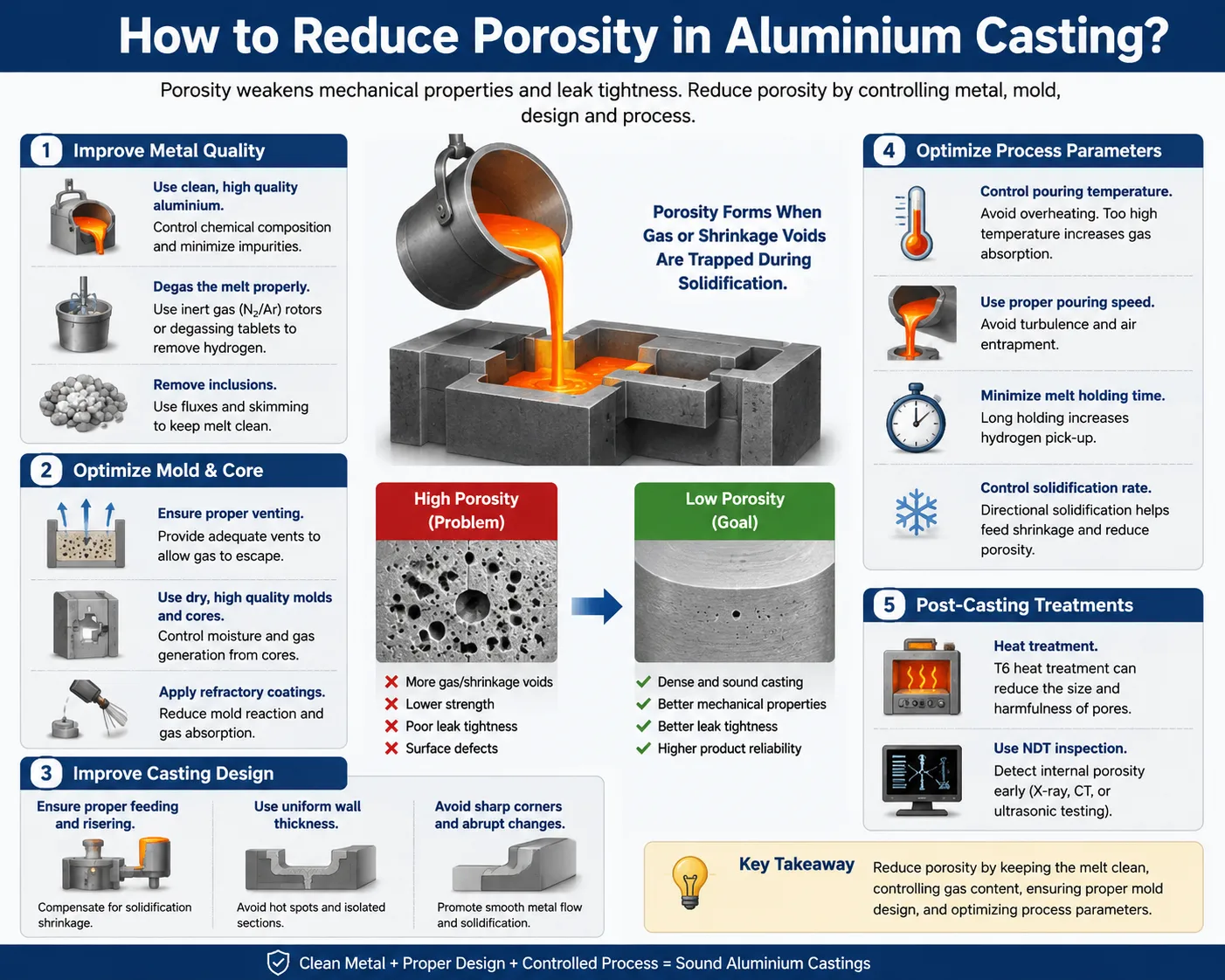
Alüminyum Dökümde Porozite Nedir ve Neden Döküm Reddine Neden Olur?
Gözeneklilik, katılaşmış bir alüminyum döküm içinde boşlukların, deliklerin veya süreksizliklerin varlığını ifade eder. Bu iç kusurlar, parçanın etkili yük taşıma kesitini azaltır, mekanik yükleme altında stres yoğunlaşma noktaları olarak işlev görür ve basınç geçirmez uygulamalarda sızıntı yolları oluşturur. Gözle muayeneden geçen bir döküm, tahribatlı mekanik testleri veya basınç testlerini geçemeyecek kadar iç gözeneklilik içerebilir - bu da gözenekliliği alüminyum döküm üretiminde ekonomik olarak en çok zarar veren ve tespit edilmesi en zor kusur kategorilerinden biri haline getirir.
Gözenekliliğe bağlı ıskartaların mali sonuçları büyüktür. Sistematik eriyik işleme programları olmayan dökümhanelerde gözeneklilikten kaynaklanan 5% ila 15% hurda oranları yaygındır. Havacılık, otomotiv güvenlik sistemleri ve hidrolik ekipmanlar için yüksek değerli alüminyum bileşenlerde, reddedilen tek bir döküm bile önemli malzeme ve işleme maliyeti kayıplarını temsil edebilir.
Alüminyumda İki Farklı Gözeneklilik Türü
Gaz porozitesi ve büzülme porozitesi arasındaki farkı anlamak çok önemlidir çünkü her bir türün farklı kök nedenleri vardır ve farklı düzeltici eylemler gerektirir.
Gaz Porozitesi (Hidrojen Porozitesi)
Gaz gözenekliliği, sıvı alüminyumdaki çözünmüş hidrojen katılaşma sırasında kabarcıklar halinde çökeldiğinde oluşur. Hidrojenin alüminyumdaki çözünürlüğü, sıvı alüminyumda 660°C'de yaklaşık 0,65 cc/100g'dan katı alüminyumda 0,034 cc/100g'ın altına düşer. Bu çözünürlük sınırının üzerindeki herhangi bir hidrojen ya katılaşma tamamlanmadan önce yüzeye kaçmalı ya da döküm içinde küresel veya küresele yakın gözenekler olarak sıkışıp kalmalıdır.
Gaz gözenekleri karakteristik olarak:
- Yuvarlak veya küre şeklindedir.
- Pürüzsüz iç yüzeyler (dendritik doku yok).
- Döküm kesiti boyunca nispeten eşit olarak dağıtılmıştır.
- Çapı 0,1 mm ila birkaç milimetre arasında değişir.
Büzülme Gözeneklilik
Katılaşma sırasında sıvı alüminyum hacim olarak yaklaşık 6% ila 7% arasında büzüldüğünden büzülme gözenekliliği oluşur. Yolluk ve yükseltme sistemi, katılaşma ilerledikçe bu hacim azalmasını telafi etmek için sıvı metali besleyemezse, dökümün en son katılaşan bölgelerinde boşluklar oluşur.
Büzülme gözenekleri karakteristiktir:
- Düzensiz, köşeli veya dendritik şekilli.
- Görünür dendrit kolları ile pürüzlü iç yüzeyler.
- Termal olarak sıcak bölgelerde (kalın kesitler, kör köşeler) bulunur.
- Genellikle birbirine bağlı, çatlak benzeri ağlar oluşturur.
| Özellik | Gaz Gözenekliliği | Büzülme Gözeneklilik |
|---|---|---|
| Şekil | Küresel, yuvarlak | Düzensiz, köşeli |
| İç yüzey | Pürüzsüz | Kaba, dendritik |
| Dağıtım | Nispeten tek tip | Sıcak noktalarda yoğunlaşmış |
| Birincil neden | Çözünmüş hidrojen | Yetersiz besleme metali |
| Eriyik işleme çözeltisi | Gaz giderme, filtrasyon | Geçit/ayaklanma tasarımı |
| Akı tedavisi etkili mi? | Evet | Hayır |
| Gaz giderme etkili mi? | Evet | Hayır |
Alüminyum Dökümlerde Yüksek Poroziteye Ne Sebep Olur?
Düzeltici önlemleri seçmeden önce gözenekliliğin temel nedenini belirlemek önemli ölçüde zaman, malzeme ve maliyet tasarrufu sağlar. Asıl sorun yetersiz yükseltici tasarımı olduğunda dökümhanelerin gaz giderme parametrelerini ayarlamak için aylar harcadığını gördük - ya da tam tersi.
Alüminyum Eriyiklerindeki Hidrojen Kaynakları
Hidrojen, sıvı alüminyum içinde teknik olarak önemli miktarlarda çözünen tek gazdır. Ergitme ve döküm ortamındaki her nem kaynağı potansiyel bir hidrojen kaynağıdır, çünkü alüminyum su buharı ile aşağıdaki reaksiyona göre reaksiyona girer:
2Al + 3H₂O = Al₂O₃ + 3H₂
Bu reaksiyonla üretilen atomik hidrojen, sıvı alüminyum içinde hızla çözünmektedir. Nem kaynaklı hidrojen toplama kaynakları şunları içerir:
- Islak veya kirlenmiş şarj malzemeleri: geri dönüştürülmüş hurdalar, iadeler ve yüzey nemi, yağlar, boyalar veya kaplamalar içeren külçeler.
- Eriyiğin üzerindeki nemli atmosfer: özellikle yaz aylarında veya ortam neminin yüksek olduğu kıyı tesislerinde şiddetlidir.
- Islak refrakter astarlar: yeni monte edilmiş veya onarılmış dökülebilir refrakterler veya boşta kalma süreleri boyunca nem emmiş astarlar.
- Islak gaz giderme ekipmanı ve araçları: yeterince ön ısıtmaya tabi tutulmamış çarklar, mızraklar, kepçeler ve akıtıcılar.
- Islak flakslar ve kaplama maddeleri: kötü depolanmış veya nemle kirlenmiş flux malzemeleri.
- Yanma ürünlerinden elde edilen hidrojen: Açık alevli fırınlarda doğal gazın yanması, eriyik yüzeyine temas eden su buharı üretir.
Metalik Olmayan Kapanımların Kaynakları
İnklüzyonlar, sıvı alüminyum içinde asılı duran, çözünmeyen ve amaçlanan alaşım mikroyapısının bir parçası haline gelmeyen katı parçacıklardır. Eriyik temizliğini azaltırlar ve katılaşma sırasında hem gaz gözeneklerini hem de büzülme boşluklarını çekirdeklendirebilirler.
Dahil etme kaynakları şunları içerir:
- Türbülanslı eriyik işleme ile oluşturulan alüminyum oksit filmler (bifilmler).
- Sürüklenmiş fırın cürufu ve refrakter partiküller.
- Metaller arası bileşikler (geri dönüştürülmüş alaşımlardaki demir açısından zengin fazlar).
- Kötü karıştırılmış veya tam çözünmemiş akı ilavelerinden kaynaklanan akı partikülleri.
- Magnezyum içeren alaşımların azot gazından arındırılmasından elde edilen alüminyum nitrür (AlN).
Poroziteye Katkıda Bulunan Proses Faktörleri
Eriyik kimyasının ötesinde, birkaç proses parametresi nihai döküm gözenekliliğini doğrudan etkiler:
- Dökme sıcaklığı çok yüksekHidrojen çözünürlüğünü artırır, sıvı süresini uzatır, daha fazla gaz emilimine izin verir.
- Dökme sıcaklığı çok düşük: akışkanlığı azaltır, soğuk kapatmalara ve gazı hapseden yanlış çalıştırmalara neden olur.
- Türbülanslı dökme uygulaması: havayı sürükler ve iki filmli oksitler oluşturur.
- Yetersiz geçit sistemi: Püskürtmeye, hava sıkışmasına ve sıcak noktalara yetersiz beslemeye neden olur.
- Kötü tasarlanmış yükselticilerKalın kesitlerde katılaşma büzülmesini telafi etmekte başarısız olur.
- Yetersiz eriyik işleme süresi: gaz giderme döngüsü hedef hidrojen seviyesine ulaşmak için çok kısa.
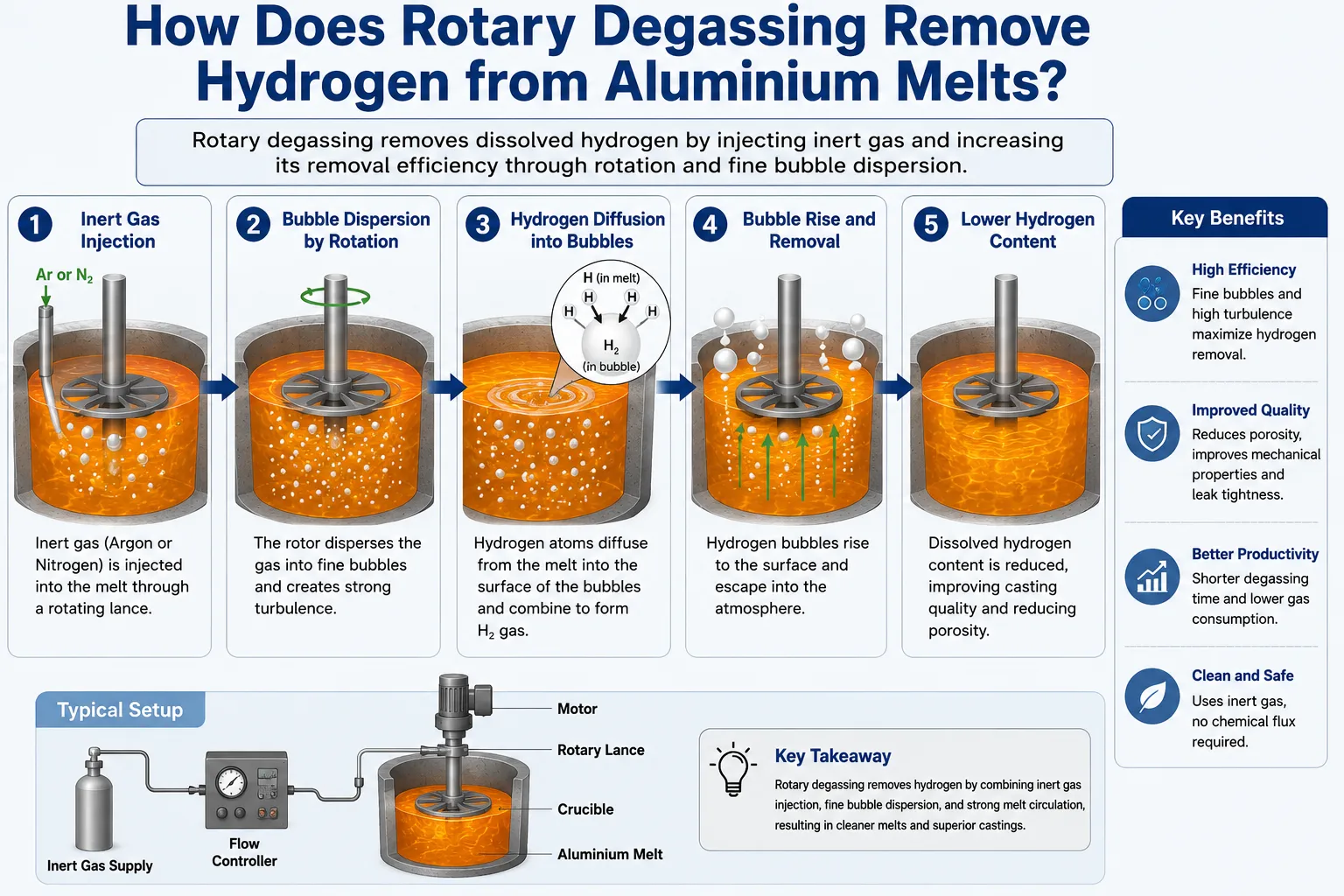
Döner Gaz Giderme Alüminyum Eriyiklerinden Hidrojeni Nasıl Giderir?
Döner gaz giderme, alüminyum eriyiklerinden hidrojen giderimi için en etkili ve yaygın olarak kullanılan yöntemdir. Bu yöntemde 200 ila 600 RPM hızla dönen bir grafit rotor-stator düzeneği, inert gazı (argon veya nitrojen) eriyik boyunca ince kabarcıklar halinde dağıtır. Her bir kabarcık, esasen sıfır hidrojenin kısmi basıncını taşır ve eriyikten çözünmüş hidrojeni yükselen kabarcıklara yönlendiren bir difüzyon gradyanı yaratır, bu da onu yüzeye ve banyo dışına taşır.
AdTech Gaz Giderme Ünitesi Nasıl Çalışır?
AdTech'in çevrimiçi gaz giderme ekipmanı, eriyik hacmi boyunca tek tip ince kabarcıklar üreten hassas mühendislik ürünü bir rotor-stator sistemi kullanır. Temel performans faktörleri şunlardır:
- Kabarcık boyutu: daha küçük kabarcıklar birim gaz hacmi başına daha fazla yüzey alanı sağlayarak hidrojen toplama verimliliğini artırır. AdTech rotorları 1 mm ila 3 mm aralığında kabarcıklar üretir.
- Rotor hızı: 300 ila 500 RPM çoğu uygulama için en uygun çalışma aralığıdır - çok yavaş büyük kabarcıklar üretir, çok hızlı yüzey türbülansı ve oksit sürüklenmesi oluşturur.
- Gaz akış hızı: Eriyik hacmine ve hedef hidrojen seviyesine bağlı olarak 2 ila 6 Nm³/saat.
- Tedavi süresi: Kesikli fırın gaz giderme için 15 ila 30 dakika; döküm hatları için sürekli inline işlem.

Gaz Giderme Performans Standartları
| Parametre | Gazdan Arındırmadan Önce | Uygun Gaz Giderme İşleminden Sonra |
|---|---|---|
| Hidrojen içeriği (cc/100g) | 0,30 ila 0,60 | 0,07 ila 0,12 |
| Yoğunluk Endeksi (%) | 5% - 15% | 1,5%'nin altında |
| Gözeneklilik derecesi (X-ray) | Seviye 3 ila 5 | Seviye 0 ila 1 |
| Tedavi süresi | N/A | 15 ila 30 dakika |
| Gaz tüketimi (Ar) | N/A | 20 ila 50 Nm³/ton |
Alüminyum Gaz Giderme için Azot ve Argon
Hem nitrojen hem de argon hidrojeni aynı kısmi basınç mekanizması yoluyla etkili bir şekilde giderir. Argon tüm alüminyum alaşımları ile kimyasal olarak inerttir ve biraz daha düşük nihai hidrojen seviyeleri üretir. Nitrojen önemli ölçüde daha ucuzdur ancak magnezyum içeren alaşımlarla (5xxx, 7xxx serisi) reaksiyona girerek alüminyum nitrür kalıntıları oluşturur ve bu kalıntılar giderilmesine yardımcı oldukları hidrojenden daha zararlıdır.
Önerimiz: magnezyum içeriği 1,5%'nin üzerinde olan tüm alaşımlar için argon ve yalnızca magnezyum içeriğinin 0,5%'nin altında olduğu ve maliyet kontrolünün öncelikli olduğu alaşımlar için nitrojen kullanın.
Seramik Köpük Filtreler Alüminyum Eriyiklerdeki Kalıntıları Nasıl Giderir?
Tam gaz giderme işleminden sonra bile alüminyum eriyikleri, hidrojen içeriğinden bağımsız olarak döküm kalitesini düşüren oksit filmler, metaller arası parçacıklar, refrakter parçalar ve flaks kalıntıları gibi asılı katı kalıntılar içerir. Seramik köpük filtrasyonu, eriyik kalıba girmeden önce bu kalıntıları gidermek için en etkili yöntemdir.
AdTech Seramik Köpük Filtreler Nasıl Çalışır?
AdTech seramik köpük filtreler (CFF), birbirine bağlı kıvrımlı akış yollarına sahip üç boyutlu açık hücreli seramik yapılardır. Alüminyum filtreden akarken, inklüzyonlar üç mekanizma tarafından yakalanır:
- Mekanik eleme: hücre boyutundan daha büyük parçacıklar fiziksel olarak engellenir.
- Ataletsel impaksiyon: yeterli kütleye sahip partiküller kavisli akış yolunu takip edemez ve seramik duvarlara çarpamaz.
- Difüzyon ve yapışma: çok ince parçacıklar seramik yüzeylere yayılır ve yüzey enerjisi çekimi yoluyla yapışır.
Sonuç olarak kalıp boşluğuna giren inklüzyon içeriği önemli ölçüde azaltılmış bir eriyik elde edilir ve gözeneklilik için daha az çekirdeklenme alanına sahip daha temiz bir metal üretilir.

AdTech CFF Özellikleri ve Seçimi
| Filtre Sınıfı (PPI) | Hücre Boyutu (mm) | Uygulama | İçerme Giderme Verimliliği |
|---|---|---|---|
| 10 ÜFE | 2,5 ila 3,0 mm | Birincil kaba filtreleme, hurda ağırlıklı eriyikler | 60% - 70% |
| 20 ÜFE | 1,2 ila 1,5 mm | Genel amaçlı alüminyum döküm | 70% ila 80% |
| 30 ÜFE | 0,8 ila 1,0 mm | Kaliteli otomotiv ve yapısal dökümler | 80% ila 88% |
| 40 ÜFE | 0,6 ila 0,7 mm | Yüksek bütünlüklü döküm, havacılık sınıfı | 88% - 93% |
| 50 ÜFE | 0,4 ila 0,5 mm | Üstün filtreleme, kritik uygulamalar | 93% - 97% |
| 60 ÜFE | 0,3 ila 0,4 mm | Maksimum temizlik, havacılık ve mil-spec | 95% - 98% |
Farklı Alüminyum Alaşımları için CFF Malzeme Sınıfları
AdTech, farklı alaşım kimyalarına ve döküm sıcaklıklarına uyması için çoklu malzeme bileşimlerinde seramik köpük filtreler tedarik etmektedir:
- Alümina (Al₂O₃) CFF: en yaygın kullanılan, 660°C ila 780°C'deki tüm standart alüminyum alaşımları için uygundur.
- Zirkonya (ZrO₂) CFF: 800°C'nin üzerindeki yüksek sıcaklık uygulamaları ve alaşımlar için.
- Silisyum karbür (SiC) CFF: en yüksek mukavemet ve termal şok direnci, reaktif alaşımlar için uygundur.
- Magnezya (MgO) CFFYüksek magnezyumlu alüminyum alaşımları için özel kalite.
CFF Kurulumu ve Boyutlandırma
Doğru filtre boyutlandırması kritik öneme sahiptir. Cılız bir filtre aşırı yük kaybı yaratır, dolum hızını yavaşlatır ve potansiyel olarak soğuk kapatma arızalarına neden olur. Büyük boyutlu bir filtre israfa neden olur ve etkili inklüzyon yakalama için yeterli akış hızına ulaşamayabilir.
Filtre boyutlandırma hesaplaması:
- Filtre alanı (cm²) = Eriyik akış hızı (kg/dak) / Akış hızı faktörü (tipik olarak 1,5 ila 2,5 kg/dak-cm²).
- 60 saniyede dökülen 100 kg'lık bir döküm için: akış hızı = 100 kg/dak, filtre alanı = 100/2.0 = 50 cm².
- Bu, 20 ila 30 PPI'da yaklaşık 75 mm × 75 mm'lik bir filtreye karşılık gelir.
Alüminyum Eriyikleri Temizlemek İçin Hangi Flux İşlemleri ve Rafinasyon Maddeleri Kullanılır?
Flaks işlemi, fiziksel gaz giderme ve filtreleme işlemlerinin kimyasal tamamlayıcısıdır. Arıtma flaksları metalik olmayan kalıntılarla reaksiyona girer veya onları topaklaştırarak sıyırma veya filtreleme yoluyla çıkarılmalarını kolaylaştırır. Örtücü flakslar eriyik yüzeyini atmosferik hidrojen emiliminden korur. Cüruf giderici maddeler (cüruf gidericiler) eriyikten temiz bir şekilde ayrılmasını kolaylaştırmak için yüzey cürufunun fiziksel özelliklerini değiştirir.
AdTech Rafine Akı: Mekanizma ve Uygulama
AdTech alüminyum arıtma flaksı, alüminyum eriyik işleme için optimize edilmiş inorganik klorür ve florür tuzlarının özenle formüle edilmiş bir karışımıdır. Eriyik içine verildiğinde (gaz giderme rotorundan enjeksiyon yoluyla veya eriyik yüzeyine daldırılarak), flaks birkaç eşzamanlı işlevi yerine getirir:
Dahil Etme Yığılması
Bireysel ince oksit partikülleri ve bifilm parçaları eriyik boyunca yükselemeyecek veya kaba filtreleme ile yakalanamayacak kadar küçüktür. Rafine akı bu ince partikülleri ıslatır ve daha büyük kümeler halinde toplar, böylece eriyik yüzeyine daha kolay süzülürler.
Oksitlerin Kimyasal İndirgenmesi
Florür içeren flaks bileşenleri alüminyum okside kimyasal olarak saldırarak kararlı oksit filmlerini parçalar ve daha yönetilebilir bileşiklere dönüştürür. Bu, özellikle türbülanslı döküm sırasında oluşan ve en zararlı inklüzyon türleri arasında yer alan ince bifilm oksitlere karşı etkilidir.
Hidrojen Azaltma Güçlendirme
Bazı flaks formülasyonları, çözünmüş hidrojenle reaksiyona girerek veya eşzamanlı gaz giderme işlemi sırasında daha verimli kabarcık-eriyik temasını teşvik ederek hidrojen içeriğini azaltan bileşenler içerir.
Alkali Metal Giderimi
Geri dönüştürülmüş malzemelerden elde edilen alüminyumdaki sodyum ve lityum kontaminasyonu, tane inceltme sorunlarına ve sıcak çatlama hassasiyetine neden olur. Klorür bazlı flakslar bu alkali metal kirliliklerini etkili bir şekilde giderir.

AdTech Flux Ürün Yelpazesi
| Akı Tipi | Birincil İşlev | Uygulama Yöntemi | Ekleme Oranı |
|---|---|---|---|
| Rafine Akı | İnklüzyon aglomerasyonu, oksit giderimi | Enjeksiyon veya yüzey daldırma | 0,5 ila 2,0 kg/ton |
| Örtücü Akı | Eriyik yüzey koruması, hidrojen bariyeri | Yüzey yayılımı | 1,0 ila 3,0 kg/ton |
| Drossing Flux (Cüruf Giderici) | Cüruf şartlandırma, temiz ayırma | Yüzey uygulaması | 0,5 ila 1,5 kg/ton |
| Tahıl Arıtıcı Flux | Tane yapısı iyileştirme | Enjeksiyon veya çubuk ekleme | 0,5 ila 2,0 kg/ton |
| Ekzotermik Kaplama Akısı | Isı üretimi ile yüzey koruması | Kepçelerde yüzey yayılımı | 0,5 ila 1,0 kg/ton |
AdTech Örtücü Akı: Eriyiği Hidrojen Geri Emiliminden Koruma
Gaz giderme işleminin tek başına çözemeyeceği bir sorun, gaz giderme istasyonu ile kalıp arasında hidrojenin yeniden emilmesidir. Yolluklar, potalar ve dökme yoluyla transfer sırasında, yeni gazı alınmış eriyik yüzeyi atmosfere maruz kalır ve hemen hidrojeni yeniden emmeye başlar.
Bekletme fırınlarında, potalarda ve taşıma kaplarında eriyik yüzeyine uygulanan AdTech kaplama flaksı, metal ile atmosfer arasında fiziksel bir bariyer oluşturur. Bu bariyer:
- Hidrojen geri emilim oranını 60%'den 80%'ye düşürür.
- Transfer sırasında yüzey oksidasyonunu ve bifilm oluşumunu önler.
- Gaz giderme ve döküm arasında eriyik temizliğini korur.
- Gaz giderme işlemi ile kabul edilebilir hidrojen seviyesi arasındaki etkili pencereyi uzatır.
AdTech Cüruf Sökücü (Drossing Agent)
Alüminyum cürufu - alüminyum oksit, alüminyum metal ve çeşitli kirleticilerin yüzey karışımı - eritme ve bekletme sırasında sürekli olarak oluşur. Sıyırma sırasında rahatsız edilirse, cüruf parçaları eriyik içine inklüzyon olarak girebilir. AdTech cüruf giderici, cürufun fiziksel özelliklerini değiştirir:
- Cüruf viskozitesini azaltarak sıvı alüminyumun eriyiğe geri akmasını sağlar.
- Islak, yapışkan cürufu temiz bir şekilde ayrılan kuru, toz haline dönüştürür.
- Cüruftaki metal kayıplarını 30% ila 50%'den 10% ila 15%'ye kadar azaltır
- Sıyırma işlemleri sırasında cürufun yeniden sürüklenmesini önler.
Katılaşma Koşulları ve Döküm Prosesi Parametreleri Gözenekliliği Nasıl Etkiler?
Ergitme işlemi hidrojen içeriğini ve inklüzyon seviyelerini ele alır, ancak katılaşma koşulları kalan hidrojen ve inklüzyon içeriğinin ne kadarının bitmiş dökümde porozite olarak ortaya çıkacağını belirler.
Soğutma Hızı ve Porozite Üzerindeki Etkisi
Daha hızlı katılaşma oranları, iki mekanizma aracılığıyla gözenekliliği azaltır:
- Eriyik etraflarında katılaşmadan önce hidrojen kabarcıklarının çekirdeklenmesi ve büyümesi için daha az zaman mevcuttur.
- Daha ince dendrit kol aralığı (DAS), kalan hidrojenin kaçması gereken daha küçük interdendritik kanallar oluşturur - daha ince kanallar hidrojeni büyük gözenekler oluşturmadan önce daha etkili bir şekilde yakalar ve dağıtır.
| Soğutma Hızı (°C/s) | Tipik DAS (µm) | Gözeneklilik Seviyesi |
|---|---|---|
| 0,1 ila 0,5 | 80 ila 150 | Yüksek (H > 0,15 cc/100g ise) |
| 0.5 ila 2.0 | 40 ila 80 | Orta düzeyde |
| 2.0 ila 10 | 20 ila 40 | Düşük |
| 10 ila 50 | 10 ila 20 | Çok Düşük |
| 50'nin üzerinde | 10'un altında | Minimal |
Dökme Sıcaklığı Optimizasyonu
Dökme sıcaklığının hidrojen gözenekliliği üzerinde doğrudan ve önemli bir etkisi vardır. Daha yüksek aşırı ısı, eriyikteki hidrojen çözünürlüğünü artırır, katılaşmadan önce hidrojen kabarcığı büyümesi için daha fazla zaman sağlar ve atmosferik hidrojenin açıkta kalan eriyik yüzeyinde çözünebileceği süreyi uzatır.
Alaşım ve prosese göre önerilen dökme sıcaklıkları:
| Alaşım Serisi | Kum Döküm (°C) | Kalıcı Kalıp (°C) | Basınçlı Döküm (°C) |
|---|---|---|---|
| 1xxx (Saf Al) | 700 ila 730 | 690 ila 720 | 670 ila 700 |
| 2xxx (Al-Cu) | 710 ila 750 | 700 ila 730 | N/A |
| 3xxx (Al-Mn) | 700 ila 730 | 690 ila 720 | 660 ila 690 |
| 4xxx (Al-Si) | 680 ila 720 | 670 ila 710 | 650 ila 680 |
| 5xxx (Al-Mg) | 710 ila 745 | 700 ila 730 | 660 ila 700 |
| 6xxx (Al-Mg-Si) | 700 ila 735 | 690 ila 720 | 660 ila 690 |
| 7xxx (Al-Zn-Mg) | 715 - 750 | 700 ila 730 | 660 ila 700 |
Büzülme Gözenekliliğini Önlemek için Yolluk Sistemi Tasarımı
Büzülme gözenekliliği için eriyik işlemi hiçbir fayda sağlamaz - çözüm tamamen kalıp tasarımında yatmaktadır. Temel ilkeler:
Yönlü Katılaştırma
Döküm, yükselticiden en uzaktaki bölümden yükselticiye doğru aşamalı olarak katılaşmalıdır, böylece katılaşan cepheyi beslemek için sıvı metal her zaman mevcut olur. Besleme yolundan ayrı olarak katılaşan bölümler, eriyik temizliğinden bağımsız olarak büzülme gözenekliliği geliştirecektir.
Yükseltici Boyutlandırma
Yükselticiler, döküm katılaşma büzülmesini (çoğu alüminyum alaşımı için 6% ila 7%) ve yükseltici katılaşma büzülmesini telafi etmek için yeterli hacimde sıvı metal içermelidir. Genel bir kural: Yükseltici hacmi, beslediği döküm hacminin en az 10% ila 20%'si kadar olmalıdır.
Üşüme
Harici veya dahili soğutucular lokal katılaşmayı hızlandırarak yönlü katılaşmayı teşvik eder ve sıcak nokta oluşumunu azaltır. Dökümün kalın bölümlerine yerleştirilen metal soğutucular, katılaşma modelini yükselticiye doğru kaydıran daha hızlı yerel soğutma hızları oluşturur.
Alüminyum Dökümlerde Porozite Ölçümünde En Etkili Yöntemler Nelerdir?
Sistematik porozite ölçümü, her türlü porozite azaltma programının temelidir. Güvenilir ölçüm olmadan mühendisler proses değişikliklerinin döküm kalitesini iyileştirdiğini veya kötüleştirdiğini belirleyemez.
Yoğunluk İndeksi Testi (İndirgenmiş Basınç Testi)
Alüminyum dökümhanelerinde en yaygın kullanılan proses içi porozite ölçüm yöntemidir. Aynı eriyikten iki numune alınır - biri atmosferik basınçta (1 atm) katılaşmış ve diğeri düşük basınç altında katılaşmış (yaklaşık 80 mbar ila 100 mbar). Vakum numunesi daha fazla gözeneklilik geliştirir çünkü düşük basınç hidrojen kabarcığı çekirdeklenmesini ve büyümesini teşvik eder.
Yoğunluk İndeksi (DI) = [(ρ_atm - ρ_vakum) / ρ_atm] × 100%
| Yoğunluk Endeksi (%) | Eriyik Kalite Değerlendirmesi | Önerilen Eylem |
|---|---|---|
| 1,0%'nin altında | Mükemmel | Döküm işlemine devam edin |
| 1.0% ila 2.0% | İyi | Çoğu uygulama için kabul edilebilir |
| 2.0% ila 3.0% | Marjinal | Gaz gidermeyi uzatın, akıyı kontrol edin |
| 3.0% ila 5.0% | Zayıf | Tam eriyik tedavisini tekrarlayın |
| 5.0%'nin üzerinde | Kabul edilemez | Hidrojen kaynağını belirleyin, tedaviyi yeniden başlatın |
Inline Hidrojen Ölçümü (Telegas / Alscan)
Eriyik içine daldırılmış bir difüzyon probu kullanılarak çözünmüş hidrojenin doğrudan ölçümü. Yoğunluk indeksi testinden daha doğrudur ve karşılaştırmalı bir indeks yerine mutlak hidrojen konsantrasyonu değerleri sağlar.
- Ölçüm aralığı: 0,01 ila 0,50 cc/100g
- Doğruluk: ±0,01 ila ±0,02 cc/100g
- Tepki süresi: Okuma başına 3 ila 8 dakika
- Yüksek hacimli sürekli döküm operasyonları için gereklidir.
X-Ray Radyografi
Bitmiş dökümlerin X-ray radyografisi kullanılarak yapılan tahribatsız testleri, iç gözeneklilik dağılımını, boyutunu ve yoğunluğunu ortaya çıkarır. X-ray sonuçları ASTM E505, ASTM E155 veya tescilli müşteri derecelendirme sistemlerine göre 1'den 5'e kadar (veya bazı sistemlerde A'dan E'ye kadar) önem dereceleriyle sınıflandırılır.
X-ray radyografi, havacılık ve otomotiv uygulamalarındaki yapısal alüminyum dökümler için kesin kalite kabul testidir. Hem gaz porozitesini (yuvarlak gölgeler) hem de büzülme porozitesini (düzensiz gölgeler) tanımlar ve kök neden analizi için bunları belirli bölgelere lokalize eder.
Arşimet Yöntemi (Yoğunluk Ölçümü)
Hidrostatik tartım ile döküm yoğunluğunun hassas ölçümü. Gerçek yoğunluk, alaşım bileşimi için teorik yoğunlukla karşılaştırılır. Aradaki fark hacimsel gözeneklilik yüzdesini gösterir.
Hacimsel gözeneklilik (%) = [(ρ_teorik - ρ_gerçek) / ρ_teorik] × 100%
Bu yöntem tüm döküm hacmi için tek bir yüzde değeri sağlar - porozite yerini veya türünü belirleyemez, ancak basittir, tahribatsızdır ve istatistiksel süreç kontrolü için nicel veriler sağlar.
Düşük Poroziteli Alüminyum Döküm için Komple Eriyik İşlem Süreci Nedir?
Tüm eriyik işleme adımlarını tutarlı, sıralı bir sürece entegre etmek, sürekli olarak düşük gözenekli dökümler elde eden dökümhaneleri, hurda ayırma yoluyla gözenekliliği tepkisel olarak yönetenlerden ayıran şeydir.
Önerilen Eriyik İşlem Sırası
Adım 1: Şarj Hazırlığı
- Yüklemeden önce tüm şarj malzemelerini kurutun (külçeler ve iadeler için 120°C'de minimum 2 saat).
- Geri dönüştürülmüş hurdadaki kaplamaları, yağları ve nemi giderin.
- Eritme sırasında nem kaynaklı hidrojen toplanmasını azaltmak için şarjı eritmeden önce en az 200°C'ye kadar önceden ısıtın.
Adım 2: Eritme
- Fırın kaplamasını iyi kurutulmuş durumda tutun - herhangi bir bakım veya rölanti döneminden sonra ön ısıtma yapın.
- Atmosferik hidrojen emilimini en aza indirmek için eritme sırasında eriyik yüzeyini AdTech kaplama flaksı ile kaplı tutun.
- Erime sırasında aşırı karıştırmadan kaçının - türbülans oksit filmlerini sürükler.
Adım 3: Sıcaklık Ayarı ve Alaşımlama
- Ana alaşımları ve sertleştiricileri doğru sıcaklıkta eriyiğe ekleyin.
- Alaşımlamadan sonra, enjeksiyon veya daldırma yoluyla 0,5 ila 1,5 kg/ton AdTech arıtma flaksı ekleyin.
- Sıyırmadan önce akıya 5 ila 10 dakika reaksiyon süresi tanıyın.
Adım 4: Gaz Giderme İşlemi
- AdTech online gaz giderme ünitesini argon veya nitrojen ile 2 ila 5 Nm³/saat hızında çalıştırın.
- Rotor hızını 300 ila 450 RPM'de tutun.
- 15 ila 25 dakika boyunca tedavi edin
- Tedavi sonunda yoğunluk endeksini ölçün - devam etmeden önce 2,0%'nin altını hedefleyin.
Adım 5: Gözden Geçirme
- Gaz giderme işleminden sonra, yüzey cürufunu şartlandırmak için AdTech cüruf giderici madde kullanarak eriyik yüzeyini iyice sıyırın.
- Tüm şartlandırılmış cürufu temiz bir şekilde çıkarın - bozulmuş, ıslak cüruf önemli bir inklüzyon kaynağıdır.
- Sıyırdıktan sonra taze AdTech kaplama flaksı uygulayın.
Adım 6: Aktarma ve Filtreleme
- Eriyiği önceden ısıtılmış yolluklar aracılığıyla döküm istasyonuna aktarın.
- Eriyiği uygulama için boyutlandırılmış AdTech seramik köpük filtreden geçirin.
- Erken katılaşmayı önlemek için filtre sıcaklığını 600°C'nin üzerinde tutun (filtre kutusu ön ısıtması gereklidir).
Adım 7: Döküm
- Alaşım ve proses için doğru sıcaklıkta dökün.
- Türbülansı en aza indirmek için sessiz, kontrollü dolum kullanın.
- Kontrollü dökme hızı ile geri basıncı koruyun.
Hidrojen ve İçerme İçeriği Üzerinde Kombine İşlem Etkisi
| Tedavi Aşaması | H İçeriği (cc/100g) | Dahil Etme Seviyesi (mm²/kg PoDFA) | Yoğunluk Endeksi |
|---|---|---|---|
| Eritmeden sonra (işlem yok) | 0,40 ila 0,60 | 2.0 ila 5.0 | 8% ila 15% |
| Akı işleminden sonra | 0,35 ila 0,50 | 0,8 ila 2,5 | 6% - 10% |
| Gaz giderme işleminden sonra | 0,08 ila 0,15 | 0,5 ila 1,5 | 1,5% ila 4% |
| Seramik köpük filtrasyonundan sonra | 0,08 ila 0,15 | 0,05 ila 0,30 | 1.0% ila 2.5% |
| Tam kombine tedavi | 0,07 ila 0,12 | 0,03 ila 0,15 | 0,8% ila 1,5% |
Farklı Döküm Prosesleri Porozite Seviyelerini ve İşlem Gereksinimlerini Nasıl Etkiler?
Her alüminyum döküm prosesi, katılaşma hızı, kalıp geçirgenliği ve eriyik temizliğine duyarlılığı ile belirlenen farklı bir porozite risk profiline sahiptir. Tedavi gereksinimleri buna göre ölçeklenir.
Döküm İşlemine Göre Porozite Riski ve Tedavi Yoğunluğu
| Döküm Süreci | Birincil Gözeneklilik Türü | Soğutma Oranı | Gerekli Tedavi Yoğunluğu |
|---|---|---|---|
| Kum döküm | Gaz + Büzülme | Çok yavaş | Yüksek - tam gaz giderme, akı, filtrasyon |
| Kalıcı kalıp (yerçekimi kalıbı) | Gaz + Büzülme | Orta düzeyde | Yüksek - gaz giderme, filtrasyon gerekli |
| Düşük basınçlı döküm | Gaz + Büzülme | Orta ila hızlı | Yüksek - hassas eriyik kalitesi kritik |
| Yüksek basınçlı döküm | Gaz (sıkışmış hava) | Çok hızlı | Orta - gaz giderme daha az kritik, atış kontrolü önemli |
| Yatırım döküm | Gaz + Büzülme | Yavaş ila orta | Çok yüksek - en yüksek eriyik temizliği gerekli |
| Sürekli döküm (kütükler) | Gaz | Hızlı | Yüksek - hat içi gaz giderme ve filtrasyon standardı |
| Kayıp köpük döküm | Gaz + piroliz gazı | Yavaş | Çok yüksek - köpük modelinden çıkan gaz H |
Yüksek Basınçlı Basınçlı Döküm: Özel Bir Durum
HPDC benzersizdir çünkü çok yüksek enjeksiyon basıncı (500 ila 1500 bar) katılaşma sırasında gaz gözeneklerini sıkıştırarak daha az görünür hale getirir. Bununla birlikte, HPDC alüminyum aslında önemli ölçüde çözünmüş gaz içerir - sadece büyük gözenekler yerine çok ince, dağınık mikro gözeneklilik olarak görünür. Bu mikro gözeneklilik şu durumlarda sorunlu hale gelir:
- Bileşenler ısıl işleme tabi tutulur (T6 veya T7) - çözelti ısıl işlemi sırasında gözenekler genişlediğinden kabarma meydana gelir.
- Parçalar kaynaklanır - gözeneklilik kaynak sıçramasına ve kusurlara neden olur.
- Basınç geçirmez performans gereklidir.
Isıl işlem uygulanabilir veya kaynaklanabilir bileşenler üreten HPDC için, yüksek basınçlı katılaşma koşullarına rağmen dökümden önce gaz giderme işlemi gereklidir.
Eriyik İşlemine Rağmen Yüksek Porozite Seviyelerine Neden Olan Yaygın Hatalar Nelerdir?
Gaz giderme ekipmanı, filtrasyon sistemleri ve flaks ürünleri mevcut olsa bile, birçok dökümhane, aksi takdirde doğru eriyik işlemeyi baltalayan sistematik proses hataları nedeniyle gözeneklilik sorunları yaşamaya devam etmektedir.
En Yaygın Porozite Kontrol Hataları
Yetersiz Gaz Giderme Süresi
Yaygın bir üretim basıncı hatası. Program basıncı nedeniyle gaz giderme döngüsü 20 dakikadan 12 dakikaya düşürülürse, hidrojen seviyeleri 0,10 cc/100g yerine yalnızca 0,20 cc/100g'a ulaşabilir - bu seviye kum döküm bileşenlerinde hala önemli gözeneklilik üretir. Dökümden önce daima yoğunluk indeksi ölçümü ile doğrulayın.
Gaz Giderme Sonrası Hidrojen Geri Emilimi
Gazı iyi alınmış bir eriyik, açık bir pota veya fırında açıkta bekletilirse hidrojeni hızla yeniden emer. Eriyik yüzeyini koruyan AdTech kaplama flaksı olmadan, hidrojen seviyeleri yüksek nem koşullarında 20 ila 30 dakika içinde 0,20 ila 0,30 cc/100g'a geri dönebilir. Gaz giderme işlemi sadece gaz giderme istasyonu bağlamında değil, tüm proses zinciri bağlamında değerlendirilmelidir.
Soğuk Seramik Köpük Filtreler
Soğuk bir filtre kutusuna seramik köpük filtre takılması, filtreden geçen ilk metalin donmasına, gözeneklerin tıkanmasına ve aşırı yük kaybına neden olur. Bu da temiz metalde bile bifilm oksitleri oluşturan türbülanslı, sıçramalı dolum koşullarına yol açar. Filtre kutuları metalle temas etmeden önce en az 600°C'ye kadar ısıtılmalıdır.
Islak Akı İlavesi
Eriyiğe nemle kirlenmiş fluks eklemek hidrojeni doğrudan metale katar - amaçlanan etkinin tam tersi. Tüm AdTech flaks ürünleri kuru bir ortamda kapalı kaplarda saklanmalı ve nem içeriği konusunda herhangi bir şüphe varsa kullanmadan önce 100°C ila 150°C'ye kadar önceden ısıtılmalıdır.
Türbülanslı Dökme Uygulaması
Dünyadaki tüm eriyik işlemleri, kalıp boşluğunda iki filmli oksitler oluşturan türbülanslı dökümü telafi edemez. Alttan dolgulu yolluk sistemleri, kontrollü dolum hızları ve yolluk sistemindeki akış seviyesi filtreleri, pota seviyesinde gaz giderme ve filtrelemenin temel tamamlayıcılarıdır.
Alüminyum Dökümde Porozitenin Azaltılması Hakkında Sıkça Sorulan Sorular
S1: Alüminyum dökümde gözenekliliği azaltmak için en etkili tek adım nedir?
Döner gaz giderme, gaz gözenekliliğini azaltmak için en etkili tek adımdır. Doğru şekilde uygulanan bir gaz giderme döngüsü hidrojen içeriğini 0,30 ila 0,60 cc/100g'dan 0,07 ila 0,12 cc/100g'a düşürerek gaz gözeneklerinin oluşumu için birincil itici gücü ortadan kaldırır. Bununla birlikte, gaz giderme tek başına büzülme gözenekliliğini veya inklüzyon çekirdekli gözenekliliği ele almaz - gaz giderme, flaks işlemi ve seramik köpük filtrasyonunu birleştiren eksiksiz bir eriyik işleme programı en iyi genel sonuçları sağlar.
S2: Gözenekliliğimin hidrojenden mi yoksa büzülmeden mi kaynaklandığını nasıl bilebilirim?
Gözenek morfolojisini parlatılmış kesitlerde veya X-ışını görüntülerinde inceleyin. Gaz gözenekleri yuvarlak ve düzgün duvarlıdır, nispeten eşit dağılmıştır. Büzülme gözenekleri düzensiz, köşeli ve genellikle bir ağ şeklinde birbirine bağlıdır, kalın kesitlerin ve kör ceplerin son katılaşma bölgelerinde yoğunlaşmıştır. Konum da tanısaldır - büzülme her zaman kesit geometrisinden tahmin edilebilen termal olarak sıcak noktalarda meydana gelirken, gaz gözenekliliği daha rastgele dağılmıştır.
S3: Dökümden önce alüminyum eriyikte hangi hidrojen seviyesi kabul edilebilir?
Kabul edilebilir hidrojen seviyesi uygulamaya bağlıdır. Havacılık ve basınç geçirmez dökümler için: 0,10 cc/100g'ın altında (yoğunluk indeksi 1,0%'nin altında). Yapısal otomotiv dökümleri için: 0,12 cc/100g'ın altında (yoğunluk indeksi 1,5%'nin altında). Orta kalite gereksinimleri olan genel kum dökümler için: 0,15 ila 0,20 cc/100g'ın altı kabul edilebilir. Yapısal olmayan uygulamalar için: 0,25 cc/100g'ın altında.
S4: Seramik köpük filtreler çözünmüş hidrojeni alüminyumdan uzaklaştırabilir mi?
Seramik köpük filtreler, oksit parçacıkları, metaller arası bileşikler ve refrakter parçalar gibi katı kalıntıları yakalayan fiziksel filtreleme cihazlarıdır. Çözünmüş hidrojen gazını gidermek için bir mekanizmaları yoktur. Hidrojenin giderilmesi için inert gaz kabarcıkları ile gaz giderme işlemi gerekir. Filtreleme ve gazdan arındırma, farklı kusur kaynaklarını ele alan tamamlayıcı süreçlerdir.
S5: Gaz giderme işleminden sonra alüminyum eriyik ne kadar süre temiz kalır?
AdTech kaplama flaksının eriyik yüzeyini koruduğu kapalı bir bekletme fırınında, işlenmiş eriyik ortam nemine bağlı olarak yaklaşık 45 ila 90 dakika boyunca kabul edilebilir hidrojen seviyelerini (0,15 cc/100g'ın altında) korur. Kaplama flaksı koruması olmadan, yüksek nem koşullarında, hidrojen seviyeleri 20 ila 30 dakika içinde işlem öncesi değerlere dönebilir. Gaz giderme ve döküm arasındaki süre her zaman en aza indirilmeli ve bekletme süresi boyunca örtücü flaks kullanılmalıdır.
S6: Alüminyum döküm için hangi PPI dereceli seramik köpük filtreyi kullanmalıyım?
Doğru PPI derecesi, döküm kalitesi gereksinimine ve alaşım türüne bağlıdır. 20 ila 30 PPI genel alüminyum kum ve kalıcı kalıp dökümü için uygundur. 30 ila 40 PPI, otomotiv yapısal ve güvenlik açısından kritik dökümler için önerilir. 40 ila 60 PPI, havacılık ve en yüksek bütünlüklü uygulamalar için kullanılır. Daha yüksek PPI değerleri daha fazla kalıntı giderir ancak daha yüksek akış direnci oluşturur - daha ince kaliteler belirlenirken filtre boyutlandırması yeniden hesaplanmalıdır.
S7: Yüksek basınçlı basınçlı döküm gaz giderme işlemine ihtiyaç duyar mı?
Evet, özellikle üretilen dökümler ısıl işleme tabi tutulacaksa (T6), kaynak yapılacaksa veya basınç geçirmez uygulamalarda kullanılacaksa. HPDC'nin hızlı katılaşması görünür büyük gözenekleri bastırırken, çözünmüş hidrojen hala ısıl işlem (kabarma) veya kaynak sırasında belirgin hale gelen mikro gözenekliliğe neden olur. Bu tür bileşenleri üreten HPDC operasyonları, bekletme fırınında yukarı akış gaz giderme işlemi uygulamalıdır.
S8: Gözenekliliğin önlenmesinde örtücü flaksın rolü nedir?
Örtücü flaks, sıvı alüminyum yüzey ile atmosfer arasında fiziksel ve kimyasal bir bariyer görevi görür. Atmosferik nemin eriyikle temas etmesini ve gaz giderme işleminden sonra hidrojenin yeniden girmesini önler. Ayrıca bekletme ve transfer sırasında yüzey oksidasyonunu ve bifilm oluşumunu önler. Örtü flaksı olmadan, gaz giderme istasyonu ile kalıp arasındaki hidrojen yeniden emilimi, gaz giderme işleminin faydasının önemli bir kısmını ortadan kaldırabilir.
S9: Cüruf ve curuf giderme döküm gözenekliliğini nasıl azaltır?
Yüzey cürufu ve cüruf, oksit inklüzyonları ve sıkışmış gaz rezervuarlarıdır. Sıyırma veya metal transferi sırasında cüruf bozulursa, katılaşma sırasında gözenekliliği çekirdeklendiren inklüzyon bulutları olarak eriyik içinde sürüklenir. AdTech cüruf sökücü (cüruf giderici) ıslak, yapışkan cürufu kuru bir toza dönüştürerek metal yüzeyinden sürüklenmeden temiz bir şekilde ayırır ve bu kaynaktan gelen inklüzyon kontaminasyonunu önemli ölçüde azaltır.
Q10: Alüminyum dökümlerdeki porozite döküm yapıldıktan sonra onarılabilir mi?
Küçük yüzey gözenekleri vakum ve basınç altında termoset reçine ile emdirilebilir - vakum emdirme adı verilen bir işlem - mekanik özellikleri etkilemeden basınç geçirmez uygulamalar için gözenekleri kapatır. Bu, otomotiv alüminyum dökümünde bir kurtarma işlemi olarak yaygın şekilde kullanılmaktadır. Bununla birlikte, mekanik özellikleri azaltan iç yapısal gözeneklilik etkili bir şekilde onarılamaz ve etkilenen dökümler hurdaya çıkarılmalıdır. Uygun eriyik işlemi ile önleme, döküm sonrası kurtarma işlemlerinden her zaman daha ekonomiktir.
Sonuç: Alüminyum Dökümde Porozite Kontrolüne Entegre Yaklaşım
Alüminyum dökümde gözeneklilik, çok faktörlü bir çözüm gerektiren çok faktörlü bir sorundur. Tek bir ürün veya proses adımı gözenekliliği tüm temel nedenleriyle ortadan kaldıramaz. Sürekli olarak düşük ret oranları elde eden dökümhaneler - yoğunluk indeksi 1,5%'nin altında, X-ray kalite seviyesi 0 ila 1 - eriyik işleme zincirinin her unsurunu sistematik olarak uygulayan ve sonuçlarını her aşamada ölçen dökümhanelerdir.
Entegre çözüm çerçevesi:
- AdTech online gaz giderme üniteleriargon veya nitrojen ile optimize edilmiş rotor-stator teknolojisi sayesinde çözünmüş hidrojeni 0,10 cc/100g'ın altına düşürür.
- AdTech seramik köpük filtrelerMetalik olmayan inklüzyonları milimetrenin altındaki partikül boyutlarına kadar yakalayarak inklüzyon çekirdekli gözenekliliği ortadan kaldırır.
- AdTech arıtma flaksı: filtrasyonun tek başına yakalayamadığı ince oksit partiküllerini ve bifilm parçalarını toplar ve uzaklaştırır.
- AdTech akıyı kapsıyorGazı alınmış eriyiği bekletme ve aktarma sırasında hidrojen emiliminden korur.
- AdTech cüruf sökücüİçerme sürüklenmesi olmadan temiz çıkarma için koşullu cüruf.
- Süreç disipliniDoğru şarj kurutma, uygun dökme sıcaklıkları, kontrollü dolum oranları ve yeterli yolluk tasarımı resmi tamamlar.
AdTech alüminyum eriyik işleme serisindeki her ürün belirli bir gözeneklilik mekanizmasını ele alır. Birlikte, gözenekliliği kronik bir üretim sorunundan kontrollü, ölçülebilir ve yönetilebilir bir süreç değişkenine dönüştüren kapsamlı bir kalite sistemi oluştururlar.
Bu teknik referans AdTech editör ve mühendislik ekibi tarafından yayınlanmıştır. AdTech, dünya çapında alüminyum dökümhaneleri ve döküm operasyonları için online gaz giderme üniteleri, seramik köpük filtreler, arıtma flaksı, örtü flaksı ve cüruf giderici maddeler dahil olmak üzere alüminyum eriyik işleme ekipmanları ve sarf malzemeleri tasarlar ve üretir.
