アルミニウム鋳造におけるポロシティは、実績のある4つのプロセス制御を組み合わせることで効果的に低減することができます: ロータリー脱気 で溶存水素を除去する、, セラミックフォームろ過 非金属介在物を除去するためのフラックス処理、溶融物を清浄化するための精錬剤およびスラグ除去剤によるフラックス処理、制御された冷却速度およびゲートシステム設計を含む凝固条件の最適化。複数の鋳造工程にわたるアルミニウム鋳物工場との共同作業の経験では、4つの管理すべてを同時に実施する施設では、水素レベルが0.10cc/100g未満、密度指数値が1.5%未満を達成しています。これは、構造鋳物における不合格の原因としての気孔率を本質的に排除する閾値です。これらの変数のうち1つまたは2つだけを処理し、他の変数を無視しても、せいぜいわずかな改善しか得られません。.
脱気装置とアルミフラックスを使用する必要がある場合は、以下の方法があります。 お問い合わせ お見積もりは無料です。.
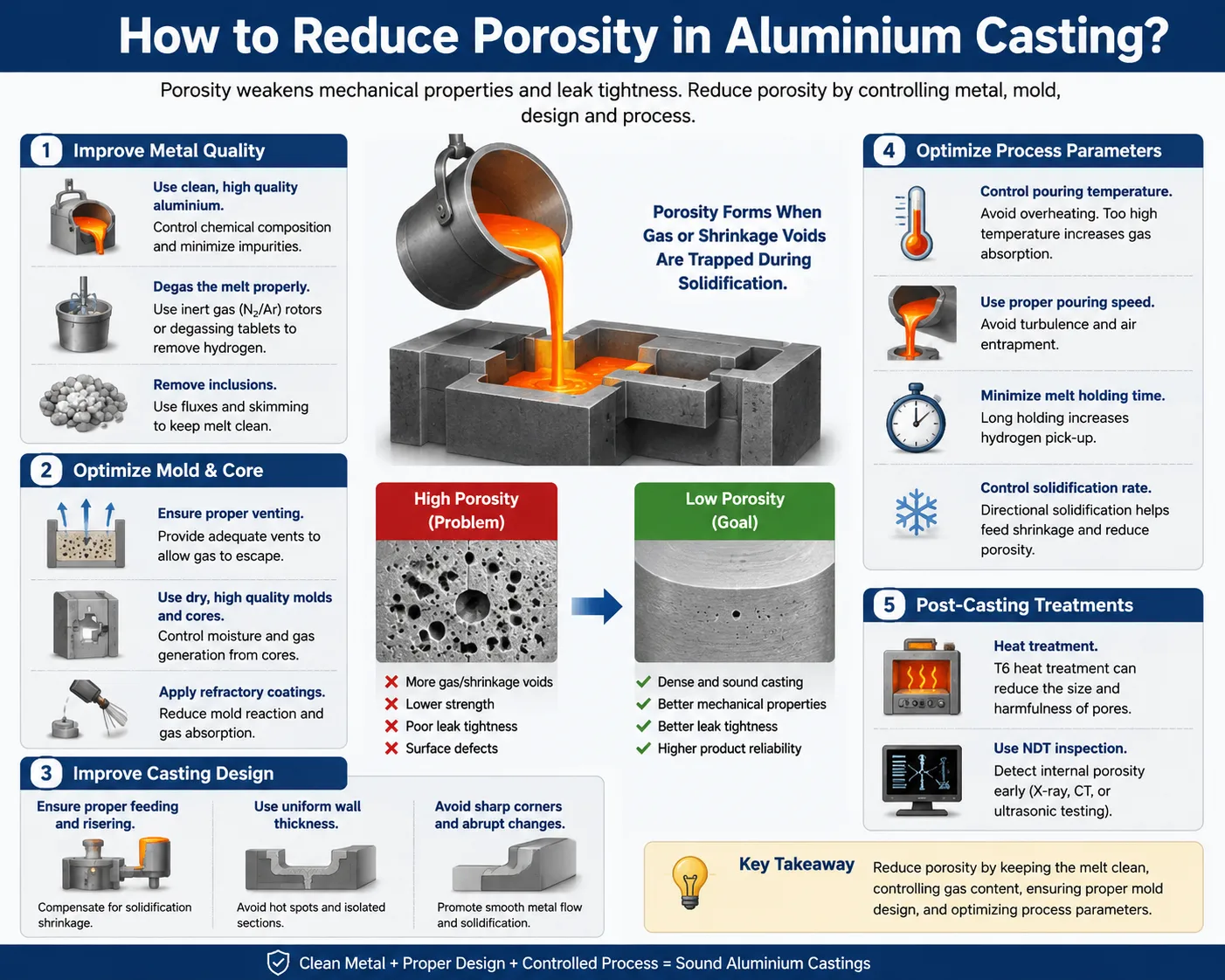
アルミ鋳造におけるポロシティとは何か、なぜ鋳造不合格の原因になるのか?
ポロシティとは、凝固したアルミ鋳物内に空隙、穴、不連続面が存在することを指します。これらの内部欠陥は、部品の有効な耐荷重断面を減少させ、機械的負荷の下で応力集中点として作用し、圧力密閉用途ではリーク経路を作ります。目視検査に合格した鋳物でも、破壊的な機械的試験や圧力試験に不合格となる十分な内部欠陥が含まれていることがあり、気孔はアルミ鋳物製造において最も経済的にダメージを与え、検出が困難な欠陥分類の一つとなっています。.
ポロシティに起因する不合格の経済的影響は相当なものである。鋳巣に起因する5%から15%のスクラップ率は、体系的な溶融処理プログラムを持たない鋳物工場では一般的です。航空宇宙、自動車安全システム、油圧機器用の高価値アルミニウム部品では、不合格鋳物が1個でもあると、材料費と加工費に大きな損失が生じます。.
アルミニウムにおける2つの異なるタイプの気孔率
ガスポロシティと収縮ポロシティの違いを理解することは非常に重要である。.
ガス気孔率(水素気孔率)
ガスポロシティは、液体アルミニウム中の溶存水素が凝固中に気泡として析出する際に形成される。アルミニウムに対する水素の溶解度は、液相線温度で急激に低下します。660℃の液体アルミニウムでは約0.65cc/100gですが、固体アルミニウムでは0.034cc/100g未満になります。この溶解度限界以上の水素は、凝固が完了する前に表面に逃げるか、鋳物内に球状または球状に近い気孔として捕捉されたままでなければなりません。.
ガス孔は特徴的である:
- 丸みを帯びた球形。.
- 滑らかな内面(樹枝状テクスチャーなし)。.
- 鋳物断面を通して比較的均一に分布している。.
- 直径は0.1ミリから数ミリ。.
収縮ポロシティ
凝固中に液体アルミニウムが体積で約6%から7%収縮するため、収縮ポロシティが形成されます。凝固が進むにつれてこの体積減少を補うために、湯口および湯道システムが液体金属を供給できない場合、鋳物の最後に凝固する領域にボイドが形成されます。.
収縮毛穴が特徴的だ:
- 不規則、角ばった、樹枝状。.
- 樹状突起の腕が見える粗い内面。.
- 熱的に高温の領域(厚い部分、ブラインドコーナー)に位置する。.
- しばしば相互に連結し、亀裂のようなネットワークを形成する。.
| 特徴 | ガス気孔率 | 収縮ポロシティ |
|---|---|---|
| 形状 | 球形、丸みを帯びた | 不規則、角張っている |
| 内部表面 | スムーズ | ラフ、樹枝状 |
| 流通 | 比較的均一 | ホットスポットに集中 |
| 主な原因 | 溶存水素 | フィードメタル不足 |
| 溶解処理液 | 脱気、ろ過 | ゲート/立ち上がりデザイン |
| フラックス治療は有効か? | はい | いいえ |
| ガス抜きは効果的か? | はい | いいえ |
アルミ鋳物の高気孔率の原因は?
是正措置を選択する前に気孔の根本原因を特定することで、時間、材料、コストを大幅に節約できます。私たちは、真の問題が不適切なライザー設計であったにもかかわらず、鋳物工場が脱ガスパラメータの調整に数カ月を費やしているのを見てきました。.
アルミニウム融液中の水素発生源
水素は、技術的に重要な量で液体アルミニウムに溶解する唯一の気体です。アルミニウムは以下の反応に従って水蒸気と反応するからである:
2Al + 3H₂O = Al₂O₃ + 3H₂
この反応によって発生した原子状水素は、液体アルミニウムに急速に溶解する。水分駆動型水素ピックアップの発生源には、以下のようなものがある:
- 濡れたまたは汚染されたチャージ材リサイクルされたスクラップ、リターン、インゴットで、表面に水分、油分、塗料、コーティングがあるもの。.
- メルト上空の湿った大気夏期や沿岸部の湿度の高い施設では特に深刻である。.
- 湿式耐火ライニング:新しく設置または修理されたキャスタブル耐火物、または休止期間中に吸湿したライニング。.
- 湿式脱気装置およびツール十分に予熱されていないインペラ、ランス、レードル、ランダ。.
- ウェットフラックスとカバー剤フラックス:保管状態が悪いか、湿気に汚染されたフラックス。.
- 燃焼生成物からの水素直火炉での天然ガスの燃焼は、融液表面に接触する水蒸気を発生させる。.
非金属介在物の発生源
介在物とは、液体アルミニウム中に浮遊する固体粒子で、溶解せず、意図した合金の微細構造の一部とならないものである。これらは融液の清浄度を低下させ、凝固中にガス孔や収縮ボイドの核となる可能性がある。.
インクルージョン・ソースは以下の通り:
- 乱流メルトハンドリングによって形成された酸化アルミニウム膜(バイフィルム)。.
- 巻き込まれた炉スラグと耐火物粒子。.
- 金属間化合物(リサイクル合金中の鉄リッチ相)。.
- 混合が不十分、または溶解が不完全なフラックス添加によるフラックス粒子。.
- マグネシウム含有合金の窒素脱ガスによる窒化アルミニウム(AlN)。.
気孔率のプロセス要因
メルトケミストリーの他にも、いくつかのプロセスパラメーターが最終的な鋳造ポロシティに直接影響する:
- 注湯温度が高すぎる水素の溶解度を高め、液化時間を延長し、より多くのガス吸収を可能にする。.
- 注湯温度が低すぎる流動性を低下させ、コールドシャットやミスランを引き起こし、ガスを閉じ込める。.
- 乱流注水練習空気を巻き込み、バイフィルム酸化物を生成する。.
- 不十分なゲートシステムジェット噴射、エアーの巻き込み、ホットスポットへの供給不足を引き起こします。.
- ライザーの設計不良厚い部分の凝固収縮を補うことができない。.
- 溶融処理時間の不足脱気サイクルが短すぎて目標水素濃度に達しない。.
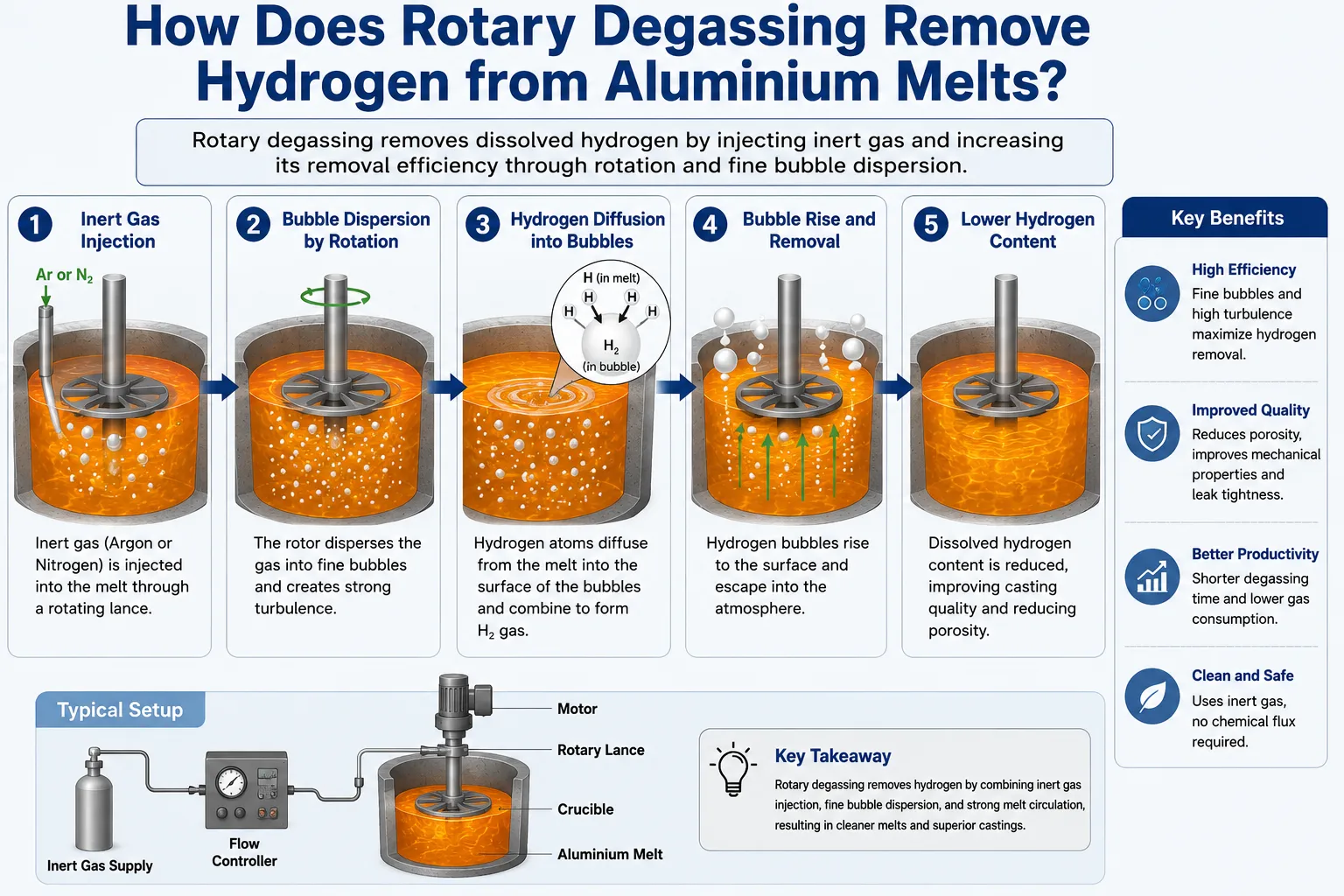
回転脱ガス法はどのようにしてアルミニウム融液から水素を除去するのか?
回転式脱ガスは、アルミニウム融液からの水素除去に最も効果的で広く使用されている方法である。毎分200~600回転で回転するグラファイト製ローター-ステーターアセンブリが、不活性ガス(アルゴンまたは窒素)を融液全体に微細な気泡として分散させる。各気泡は実質的にゼロの水素分圧を持ち、拡散勾配を形成して溶融物から上昇する気泡に溶存水素を移動させ、この気泡が水素を表面に運んで浴外に排出します。.
アドテック脱気ユニットの仕組み
アドテックのオンライン脱ガス装置は、メルト容積全体に均一な微細気泡を発生させる、精密に設計されたローター・ステーター・システムを使用しています。主な性能要因は以下の通りです:
- バブルサイズ気泡が小さいほど、単位気体量あたりの表面積が大きくなり、水素捕集効率が向上します。アドテックのローターは、1mmから3mmの気泡を生成します。.
- ローター回転数:遅すぎると大きな気泡が発生し、速すぎると表面乱流や酸化物の巻き込みが発生する。.
- ガス流量メルト量と目標水素レベルに応じて、2~6 Nm³/時間。.
- 治療期間:バッチ炉の脱ガス処理には15~30分、鋳造ラインのインライン処理には連続処理。.

脱ガス性能基準
| パラメータ | 脱気前 | 適切な脱気後 |
|---|---|---|
| 水素含有量(cc/100g) | 0.30から0.60 | 0.07から0.12 |
| 密度指数(%) | 5%〜15% | 1.5%以下 |
| 気孔率評価(X線) | レベル3~5 | レベル0~1 |
| 治療期間 | 該当なし | 15分から30分 |
| ガス消費量(Ar) | 該当なし | 20~50Nm³/トン |
アルミニウム脱ガスにおける窒素とアルゴンの比較
窒素もアルゴンも、同じ分圧メカニズムで効果的に水素を除去します。アルゴンは全てのアルミ合金に対して化学的に不活性であり、最終的な水素レベルは若干低くなる。窒素はかなり安価ですが、マグネシウム含有合金(5xxx、7xxxシリーズ)と反応して窒化アルミニウム介在物を形成し、除去に役立つ水素よりも有害です。.
推奨:マグネシウム含有量が1.5%を超える合金にはアルゴンを使用し、マグネシウム含有量が0.5%以下でコスト管理が優先される合金には窒素のみを使用する。.
セラミックフォームフィルターはどのようにしてアルミニウム溶融物から介在物を除去するのか?
徹底的な脱ガス処理後でさえ、アルミニウム融液には酸化皮膜、金属間粒子、耐火物片、フラックス残渣などの浮遊固体介在物が含まれ、これらは水素含有量とは無関係に鋳造品質を劣化させる。セラミックフォーム濾過は、融液が鋳型に入る前にこれらの介在物を除去する最も効果的な方法です。.
アドテックセラミックフォームフィルターの仕組み
アドテックのセラミック・フォーム・フィルター(CFF)は、3次元のオープンセル・セラミック構造で、曲がりくねった流路が相互に連結しています。アルミニウムがフィルターを通過する際、介在物は3つのメカニズムによって捕捉されます:
- メカニカル・スクリーニングセルサイズより大きな粒子は物理的にブロックされる。.
- 慣性インパクション十分な質量を持つ粒子は、湾曲した流路を辿ってセラミック壁に衝突することができない。.
- 拡散と接着非常に微細な粒子がセラミック表面に拡散し、表面エネルギーの吸引力によって付着する。.
その結果、鋳型キャビティに流入する介在物の含有量が劇的に減少した溶融物が得られ、気孔の核生成部位が少ない、より清浄な金属が製造される。.

アドテックCFFの仕様と選定
| フィルターグレード(PPI) | セルサイズ(mm) | 申し込み | インクルージョン除去効率 |
|---|---|---|---|
| 10 PPI | 2.5~3.0 mm | 一次粗濾過、スクラップの多い溶融物 | 60%〜70% |
| 20 PPI | 1.2~1.5ミリ | 汎用アルミ鋳造 | 70%〜80% |
| 30 PPI | 0.8~1.0 mm | 高品質の自動車および構造用鋳物 | 80%〜88% |
| 40 PPI | 0.6~0.7ミリ | 高純度鋳造、航空宇宙グレード | 88%〜93% |
| 50 PPI | 0.4~0.5 mm | プレミアムろ過、重要な用途 | 93%〜97% |
| 60 PPI | 0.3~0.4ミリ | 最高の清浄度、航空宇宙およびミルスペック | 95%〜98% |
各種アルミニウム合金のCFF材種
アドテックは、異なる合金化学組成や鋳造温度に適合するよう、複数の材料組成でセラミック発泡フィルターを供給しています:
- アルミナ(Al₂O₃) CFF最も広く使用されており、660℃~780℃のすべての標準アルミ合金に適している。.
- ジルコニア(ZrO₂)CFF800℃以上の高温用途および合金用。.
- 炭化ケイ素(SiC) CFF最高の強度と耐熱衝撃性を持ち、反応性合金に適している。.
- マグネシア(MgO) CFF高マグネシウムアルミ合金専用グレード。.
CFFの設置とサイズ決定
フィルターの正しいサイズ決めは非常に重要です。フィルターサイズが小さいと、ヘッドロスが過大になり、充填率が低下し、コールドシャット不良を引き起こす可能性がある。オーバーサイズのフィルターは無駄が多く、効果的な封入物の捕獲に十分な流速が得られない可能性があります。.
フィルターのサイズ計算:
- フィルター面積(cm²) = メルトフローレート(kg/min) / フローレートファクター(通常1.5~2.5kg/min-cm²)。.
- 100kgの鋳物を60秒で流し込む場合:流量=100kg/分、フィルター面積=100/2.0=50cm²。.
- これは、20~30PPIで約75mm×75mmのフィルターに相当する。.
アルミニウム融液の洗浄に使用されるフラックス処理と精錬剤とは?
フラックス処理は、脱気とろ過の物理的プロセスを化学的に補完するものである。精錬用フラックスは非金属介在物と反応または凝集し、スキミングやろ過による除去を容易にする。被覆フラックスは、大気中の水素吸収から溶融物表面を保護する。スラグ除去剤(ドロス除去剤)は、表面のドロスの物理的性質を変化させ、溶融物からの清浄な分離を容易にする。.
アドテック 精製フラックス:メカニズムと応用
AdTech アルミニウム精錬フラックスは、アルミニウム融液処理用に最適化された無機塩化物塩とフッ化物塩の入念に配合されたブレンドです。融液中に導入されると(脱ガスローターを通しての注入、または融液表面への注入により)、フラックスは複数の機能を同時に発揮します:
インクルージョン・アグロメレーション
個々の微細な酸化物粒子やバイフィルム片は小さすぎて、融液中を上昇したり、粗い濾過で捕捉したりすることができない。精製フラックスはこれらの微粒子を濡らし、より大きなクラスターに凝集させ、スキミングのためにより容易に融液表面に浮上させる。.
酸化物の化学還元
フッ化物を含むフラックス成分は、酸化アルミニウムを化学的に攻撃し、安定した酸化皮膜を分解し、より扱いやすい化合物に変換します。これは、乱流注湯中に形成され、最も損傷を与える介在物タイプの一つである、薄い二重膜酸化物に対して特に効果的である。.
水素還元強化
ある種のフラックス配合には、溶存水素と反応することによって、あるいは同時脱ガス処理中に気泡とメルトの接触をより効率的に促進することによって、水素含有量を低減する成分が含まれている。.
アルカリ金属除去
リサイクル材からのアルミニウム中のナトリウムとリチウムの汚染は、結晶粒の微細化の問題と高温割れの感受性の原因となる。塩化物系フラックスは、これらのアルカリ金属不純物を効果的に除去します。.

アドテック・フラックス製品群
| フラックスタイプ | 主要機能 | 申込方法 | 加算率 |
|---|---|---|---|
| 精製フラックス | インクルージョン凝集、酸化物除去 | 注入または表面注入 | 0.5~2.0kg/トン |
| フラックスのカバー | メルト表面保護、水素バリア | 表面拡散 | 1.0~3.0kg/トン |
| ドロシング・フラックス(スラグ除去剤) | ドロス調整、クリーン分離 | 表面加工 | 0.5~1.5kg/トン |
| 穀物精製用フラックス | 結晶粒構造の精密化 | インジェクションまたはロッド追加 | 0.5~2.0kg/トン |
| 発熱性被覆フラックス | 発熱を伴う表面保護 | 取鍋の表面拡散 | 0.5~1.0kg/トン |
アドテック・カバーリング・フラックス:水素再吸収からメルトを守る
脱ガス処理だけでは解決できない問題の一つは、脱ガスステーションと鋳型間の水素再吸収である。ランダー、取鍋、注湯を経て移送される間、脱気されたばかりのメルト表面は大気にさらされ、直ちに水素の再吸収が始まる。.
保持炉、取鍋、輸送容器の融液表面に塗布されるアドテックの被覆フラックスは、金属と大気との間に物理的なバリアを形成します。このバリアは
- 水素の再吸収速度を60%から80%に低下させる。.
- 転写時の表面酸化やバイフィルムの形成を防ぐ。.
- 脱気と鋳造の間の溶融物の清浄度を維持する。.
- 脱ガス処理と許容水素レベルの間の有効なウィンドウを拡張します。.
アドテック・スラグ除去剤(ドロス剤)
アルミニウムドロスは、酸化アルミニウム、アルミニウム金属、および様々な汚染物質の表面混合物であり、溶解および保持中に継続的に形成される。スキミング中に撹乱されると、ドロス片が介在物として溶融物に巻き込まれる可能性があります。アドテックのスラグ除去剤は、ドロスの物理的特性を改善します:
- ドロスの粘度を下げ、液体アルミニウムを融液に戻す。.
- 湿った粘着性のあるドロスを、きれいに分離する乾燥した粉末状に変換する。.
- ドロス中の金属損失を30%から50%から10%から15%まで低減
- スキミング作業中のドロスの再混入を防ぐ。.
凝固条件と鋳造プロセス・パラメーターは気孔率にどのように影響するか?
溶融処理は水素含有量と介在物量に対処するが、凝固条件は、残存する水素と介在物量が最終鋳造品にポロシティとして実際にどの程度現れるかを決定する。.
冷却速度と気孔率への影響
凝固速度が速いと、2つのメカニズムによって気孔率が低下する:
- 溶融物が水素気泡の周囲で凝固する前に、水素気泡が核となって成長する時間が短くなる。.
- デンドライトアーム間隔(DAS)を細かくすることで、残った水素が抜け出るためのデンドライト間チャネルが小さくなり、水素が大きな孔を形成する前に、より効果的に水素を捕捉し分散させることができる。.
| 冷却速度 (°C/s) | 代表的なDAS (µm) | 気孔率レベル |
|---|---|---|
| 0.1〜0.5 | 80から150 | 高(H>0.15cc/100gの場合) |
| 0.5から2.0 | 40から80 | 中程度 |
| 2.0から10 | 20~40 | 低い |
| 10〜50 | 10〜20 | 非常に低い |
| 50歳以上 | 10人以下 | 最小限 |
注湯温度の最適化
注湯温度は水素ポロシティに直接的かつ重大な影響を及ぼす。より高い過熱は、溶融物中の水素溶解度を増加させ、凝固前に水素バブルが成長する時間を長くし、大気中の水素が露出した溶融物表面に溶解する期間を長くする。.
合金とプロセス別の推奨注湯温度:
| 合金シリーズ | 砂型鋳造 (°C) | パーマネントモールド (°C) | ダイカスト (°C) |
|---|---|---|---|
| 1xxx(純Al) | 700から730 | 690から720 | 670から700 |
| 2xxx (Al-Cu) | 710から750 | 700から730 | 該当なし |
| 3xxx (Al-Mn) | 700から730 | 690から720 | 660から690 |
| 4xxx(Al-Si系) | 680から720 | 670から710 | 650から680 |
| 5xxx (Al-Mg) | 710から745 | 700から730 | 660から700 |
| 6xxx(Al-Mg-Si系) | 700から735 | 690から720 | 660から690 |
| 7xxx(Al-Zn-Mg系) | 715から750 | 700から730 | 660から700 |
収縮ポロシティを防ぐゲートシステム設計
収縮ポロシティの場合、溶融処理には何のメリットもありません。重要な原則
方向性凝固
鋳物は、押湯から最も遠い部分から押湯に向かって徐々に凝固し、液体金属が常に凝固前面に供給できるようにする必要があります。供給経路から孤立して凝固するセクションは、溶湯の清浄度に関係なく、引け巣が発生する。.
ライザー・サイジング
押湯は、鋳物の凝固収縮(ほとんどのアルミ合金では 6%から7%)と押湯の凝固収縮を補うために、十分 な量の液体金属を含んでいなければなりません。一般的な経験則として、押湯の容積は供給する鋳物容積の少なくとも10%から20%でなければなりません。.
悪寒
外部または内部チルは局部的な凝固を促進し、方向性 のある凝固を促し、ホットスポットの形成を抑えます。鋳物の厚い部分に対して金属チルを配置すると、局部的な冷却速度が速くなり、凝固パターンが押し湯側にシフトします。.
アルミニウム鋳物の気孔率を測定する最も効果的な方法は?
体系的なポロシティ測定は、ポロシティ削減プログラムの基礎です。信頼性の高い測定がなければ、エンジニアはプロセスの変更が鋳造品質を向上させているのか、悪化させているのかを判断することができません。.
密度指数試験(減圧試験)
アルミニウム鋳造工場で最も広く使用されている工程内気孔率測定法。1つは大気圧(1気圧)で凝固させたもの、もう1つは減圧下(約80mbar~100mbar)で凝固させたものです。減圧試料は、より低い圧力が水素バブルの核生成と成長を促進するため、より多くの気孔率が発生します。.
密度指数(DI) = [(ρ_atm - ρ_vacuum) / ρ_atm] × 100%
| 密度指数(%) | メルトクオリティ評価 | 推奨される措置 |
|---|---|---|
| 1.0%以下 | 素晴らしい | キャスティングに進む |
| 1.0%~2.0% | グッド | ほとんどの用途に使用可能 |
| 2.0%~3.0% | 限界 | 脱ガスの延長、フラックスのチェック |
| 3.0%~5.0% | 貧しい | フルメルト・トリートメントを繰り返す |
| 5.0%以上 | 受け入れられない | 水素源を特定し、処理を再開 |
インライン水素測定(テレガス/アルスキャン)
融液中に浸漬した拡散プローブを用いた溶存水素の直接測定。密度指数試験よりも正確で、比較指数ではなく水素濃度の絶対値が得られる。.
- 測定範囲0.01~0.50 cc/100g
- 精度:±0.01~±0.02cc/100g
- 応答時間読み取り1回につき3~8分
- 大量の連続鋳造作業に不可欠。.
X線撮影
X線ラジオグラフィを使用した完成鋳物の非破壊検査では、内部の気孔分布、サイズ、密度が明らかになります。X線検査の結果は、ASTM E505、ASTM E155、または独自の顧客評価システムによって分類され、重大度レベルは1~5(システムによってはA~E)です。.
X線ラジオグラフィは、航空宇宙および自動車用途の構造用アルミ鋳物の決定的な品質受入試験です。ガスポロシティ(丸い影)と引け巣(不規則な影)の両方を識別し、根本原因分析のために特定の領域に特定します。.
アルキメデス法(密度測定)
静水圧計量による鋳物密度の精密測定。実際の密度を合金組成の理論密度と比較します。その差は体積ポロシティ率を示します。.
体積気孔率 (%) = [(ρ_理論値 - ρ_実際値) / ρ_理論値] × 100%
この方法では、鋳造体積全体に対する単一のパーセンテージ値が得られます。空隙の位置やタイプを特定することはできませんが、シンプルで非破壊的であり、統計的工程管理のための定量的データが得られます。.
低ポロシティ・アルミ鋳造のための完全な溶解処理プロセスとは?
すべての溶融処理工程を首尾一貫した一連の工程に統合することが、一貫して低気孔率鋳物を達成する鋳物工場と、スクラップ選別を通じて反応的に気孔率を管理する鋳物工場とを分けるのです。.
推奨されるメルト処理の順序
ステップ1:充電の準備
- 装入前にすべての装入物を乾燥させる(インゴットおよびリターンの場合、120℃で最低2時間)。.
- 再生スクラップからコーティング、油分、水分を除去する。.
- 溶融前にチャージを少なくとも200℃に予熱し、溶融中の水分による水素のピックアップを抑える。.
ステップ2:溶解
- 炉のライニングを十分に乾燥させた状態に維持する - メンテナンスやアイドリングの後は予熱する。.
- 大気中の水素吸収を最小限に抑えるため、溶融中はメルト表面をアドテックの被覆フラックスで覆っておく。.
- メルトイン時の過度の攪拌は避ける - 乱流が酸化膜を巻き込む。.
ステップ3:温度調整と合金化
- マスター合金と硬化剤を適切な温度で溶融物に加える。.
- 合金化後、アドテック社製精錬用フラックスを0.5~1.5kg/トンで注入または注入する。.
- スキミングする前に、フラックスを5~10分間反応させる。.
ステップ4:脱気処理
- アドテックのオンライン脱気ユニットをアルゴンまたは窒素で2~5Nm³/時間で始動させる。.
- ローター回転数を300~450RPMに維持する。.
- 15分から25分間トリートメントする
- 治療終了時に密度指数を測定し、2.0%未満を目標に治療を進める。.
ステップ5:スキミング
- 脱ガス後、表面のドロスを調整するためにアドテック社のドロス剤を使用して、溶融物の表面を十分にスキミングする。.
- 乱れた湿ったドロスは、主要な介在物発生源である。.
- スキミング後、新しいアドテック被覆フラックスを塗布する。.
ステップ6:移送とろ過
- 溶融物を予熱されたランダーを通して鋳造ステーションに移送する。.
- 溶融物を、用途に合わせたサイズのアドテックセラミックフォームフィルターに通す。.
- フィルター温度を600℃以上に保ち、早期固化を防ぐ(フィルターボックスの予熱が必要)。.
ステップ7:キャスティング
- 合金と工程に適した温度で注ぐ。.
- 乱流を最小限に抑えるため、静かに制御された充填を行う。.
- 注湯速度をコントロールしながら背圧を維持する。.
水素含有量と包接含有量に対する複合処理効果
| 治療段階 | H含有量(cc/100g) | 包含レベル(mm²/kg PoDFA) | 密度指数 |
|---|---|---|---|
| 溶融後(処理なし) | 0.40から0.60 | 2.0から5.0 | 8%〜15% |
| フラックス処理後 | 0.35から0.50 | 0.8から2.5 | 6%から10% |
| ガス抜き後 | 0.08から0.15 | 0.5から1.5 | 1.5%~4% |
| セラミックフォームろ過後 | 0.08から0.15 | 0.05から0.30 | 1.0%~2.5% |
| 完全複合治療 | 0.07から0.12 | 0.03から0.15 | 0.8%~1.5% |
鋳造工程の違いは、気孔率レベルと処理要件にどのように影響するか?
各アルミニウム鋳造プロセスには、凝固速度、鋳型の浸透性、および溶融物の清浄度に対する感受性によって決定される、明確な気孔率リスクプロファイルがあります。処理要件はそれに応じて変化します。.
鋳造プロセスによるポロシティリスクと処理強度
| 鋳造プロセス | 一次空隙率タイプ | 冷却率 | 必要な治療強度 |
|---|---|---|---|
| 砂型鋳造 | ガス+収縮 | 非常に遅い | 高 - 完全脱ガス、フラックス、ろ過 |
| 永久金型(重力金型) | ガス+収縮 | 中程度 | 高 - ガス抜き、ろ過が不可欠 |
| 低圧ダイカスト | ガス+収縮 | 中速から高速 | 高精度の溶融品質が重要 |
| 高圧ダイカスト | ガス(封入空気) | 非常に速い | ミディアム-ガス抜きはそれほど重要ではないが、ショットのコントロールが重要 |
| インベストメント鋳造 | ガス+収縮 | ゆっくりから中程度 | 非常に高い - 最高レベルの溶融清浄度が要求される |
| 連続鋳造(ビレット) | ガス | 速い | 高 - インライン脱気およびろ過標準 |
| ロスト・フォーム・キャスティング | ガス+熱分解ガス | 遅い | 非常に高い - 発泡パターンからのガスがHに加わる |
高圧ダイカスト:特殊なケース
HPDCがユニークなのは、非常に高い射出圧力(500~1500バール)により、凝固時にガス孔が圧縮され、ガス孔が見えにくくなるためである。しかし、HPDCアルミニウムは、実際にはかなりの溶存ガスを含んでおり、それは単に、大きな気孔ではなく、非常に微細で分散した微小気孔として見えるだけである。この微細気孔は、次のような場合に問題となる:
- 部品は熱処理される(T6またはT7)- 溶体化熱処理中に気孔が拡大するため、ブリスターが発生する。.
- 部品は溶接される-気孔は溶接スパッタリングや欠陥の原因となる。.
- 圧力密閉性能が要求される。.
熱処理可能な部品や溶接可能な部品を製造するHPDCでは、高圧凝固条件にもかかわらず、鋳造前の脱ガス処理が不可欠である。.
溶融処理にもかかわらず高い気孔率を引き起こす、よくある間違いとは?
脱ガス装置、濾過システム、およびフラックス製品を導入していても、多くの鋳物工場では、そうでなければ正しい溶融処理を台無しにする系統的な工程ミスのために、気孔率の問題を経験し続けている。.
最も一般的な空隙率制御の失敗
不十分な脱気時間
よくある生産圧力の間違い。スケジュール圧力のために脱ガスサイクルを20分から12分に短縮した場合、水素レベルは0.10cc/100gではなく、0.20cc/100gにしか達しない可能性があります。鋳造前に必ず密度指数測定で確認してください。.
脱ガス後の水素再吸収
十分に脱ガスされた溶融物が、開放された取鍋または炉に覆われずに置かれた場合、水素は急速に再吸収される。メルト表面を保護するアドテックの被覆フラックスがなければ、高湿度条件下では20~30分以内に水素レベルが0.20~0.30cc/100gに戻る可能性がある。脱ガス処理は、脱ガスステーションだけでなく、全プロセスチェーンの文脈で考慮されなければなりません。.
コールドセラミックフォームフィルター
セラミック発泡フィルターを低温のフィルターボックスに設置すると、フィルターを通過する最初の金属が凍結し、細孔がふさがれて過度のヘッドロスが発生する。その結果、清浄な金属であっても二膜酸化物を生成する乱流、飛散充填状態になる。フィルターボックスは、金属と接触する前に少なくとも600℃に予熱する必要があります。.
ウェット・フラックス添加
水分に汚染されたフラックスを融液に加えると、水素が金属に直接導入され、意図された効果とは逆になります。すべてのアドテック・フラックス製品は、密閉容器に入れて乾燥した環境で保管し、水分含有量に疑問がある場合は、使用前に100℃から150℃に予熱する必要があります。.
乱流注水練習
金型キャビティ内でバイフィルム酸化物を発生させる乱流注湯は、世界中のあらゆる溶融処理では補えない。底部充填ゲートシステム、制御された充填速度、ゲートシステム内の流路レベルフィルターは、取鍋レベルの脱気とろ過を補完する不可欠なものである。.
アルミ鋳造における気孔率の低減に関するよくある質問
Q1: アルミニウム鋳物の気孔率を下げるために、最も効果的な一工程は何ですか?
ロータリー脱ガスは、ガス気孔率を減少させるための最もインパクトのある個々のステップです。適切に実施された脱ガス・サイクルは、水素含有量を0.30~0.60cc/100gから0.07~0.12cc/100gに減少させ、ガス気孔形成の主な原動力を除去する。脱ガス、フラックス処理、セラミックフォームろ過を組み合わせた完全な溶融処理プログラムは、全体として最良の結果をもたらします。.
Q2: 空隙が水素によるものなのか、収縮によるものなのか、どうすれば分かりますか?
研磨した断面やX線画像で気孔の形態を調べる。ガス孔は丸く平滑壁で、比較的均一に分布している。収縮気孔は不規則で角ばっており、しばしば網目状に連結しており、厚い断面の最後の凝固領域やブラインドポケットに集中している。収縮は、断面の形状から予測できる熱的にホットな場所で常に起こるが、ガス孔はよりランダムに分布する。.
Q3: 鋳造前のアルミ融液中の水素濃度はどの程度まで許容できますか?
許容水素レベルは用途によって異なります。航空宇宙および圧力密閉鋳物:0.10cc/100g以下(密度指数1.0%以下)。自動車用構造鋳物:0.12cc/100g以下(密度指数1.5%以下)。中程度の品質が要求される一般的な砂型鋳物:0.15~0.20cc/100g以下が許容される場合がある。非構造用途:0.25cc/100g以下。.
Q4: セラミック発泡フィルターはアルミニウムから溶存水素を除去できますか?
セラミック発泡フィルターは、酸化物粒子、金属間化合物、耐火物片などの固体介在物を捕捉する物理的なろ過装置です。溶存水素ガスを除去するメカニズムはありません。水素を除去するには、不活性ガスバブルによる脱ガス処理が必要です。ろ過と脱ガスは、異なる欠陥源に対処する補完的なプロセスです。.
Q5: 脱ガス処理後、アルミ溶湯はどのくらい清浄に保たれますか?
AdTech被覆フラックスでメルト表面を保護した被覆保持炉では、処理メルトは周囲湿度にもよるが、約45~90分間許容水素レベル(0.15cc/100g以下)を維持する。被覆フラックスによる保護がない場合、高湿度条件下では水素レベルは20~30分以内に処理前の値に戻る可能性がある。脱ガスから鋳造までの時間は常に最短にし、保持時間中はカバーリングフラックスを使用する。.
Q6: アルミニウム鋳造に使用するPPI定格のセラミックフォームフィルターは何ですか?
適切なPPIレーティングは、鋳造品質要件と合金の種類によって異なります。20~30PPIは一般的なアルミ砂型鋳造および永久鋳型鋳造に適しています。30~40 PPIは、自動車の構造物やセーフティ・クリティカルな鋳物に推奨されます。40~60PPIは、航空宇宙および最高品位の用途に使用されます。PPIが高いほど介在物は多く除去されますが、流動抵抗が大きくなります。.
Q7:高圧ダイカストに脱ガス処理は必要ですか?
特に、製造された鋳物が熱処理(T6)、溶接、または圧力密閉用途に使用される場合はそうです。HPDCの急速凝固は目に見える大きな気孔を抑制するが、溶存水素は熱処理(ブリスター)や溶接の際に顕在化する微小気孔の原因となる。このような部品を製造するHPDC事業では、保持炉の上流で脱ガス処理を実施すべきである。.
Q8: 気孔防止における被覆フラックスの役割は何ですか?
被覆フラックスは、液体アルミ表面と大気との間の物理的・化学的バリアとして機能する。大気中の水分が融液に接触し、脱ガス処理後に水素が再導入されるのを防ぎます。また、保持中や移送中の表面酸化やバイフィルムの形成も防ぎます。被覆フラックスがないと、脱ガスステーションと鋳型の間で水素が再吸収され、脱ガス処理の利点のかなりの部分が否定される可能性があります。.
Q9: ドロスやスラグを除去することで、鋳巣はどのように減少するのですか?
表面ドロスとスラグは、酸化物包有物と閉じ込められたガスの貯蔵庫である。ドロスがスキミングまたはメタル移動中に乱されると、凝固中に空隙の核となる介在物クラウドとしてメルトに巻き込まれます。アドテックのスラグ除去剤(ドロス除去剤)は、湿った粘着性のあるドロスを、巻き込まれることなく金属表面からきれいに分離する乾燥粉末に変換し、この原因による介在物汚染を大幅に減少させます。.
Q10:アルミ鋳物の気孔は、鋳造後に修復できますか?
真空含浸と呼ばれるプロセスにより、機械的特性に影響を与えることなく、気孔を封鎖して気密性を高めることができます。これは、自動車用アルミ鋳造のサルベージ・プロセスとして広く使用されている。しかし、機械的特性を低下させる内部構造の気孔は、効果的に修復することはできず、影響を受けた鋳物はスクラップにしなければなりません。適切な溶融処理による予防は、鋳造後のサルベージ作業よりも常に経済的である。.
結論アルミニウム鋳造における気孔率制御の統合的アプローチ
アルミ鋳造における気孔率は、多因子にわたる問題であり、多因子にわたる解決策が必要です。単一の製品または工程で、すべての根本原因から気孔率を排除することはできません。一貫して低い不合格率(密度指数1.5%未満、X線品質レベル0~1)を達成している鋳物工場は、溶融処理チェーンのあらゆる要素を体系的に実施し、各段階でその結果を測定している工場です。.
統合ソリューションのフレームワーク:
- アドテックオンライン脱気装置アルゴンまたは窒素を用いた最適化されたローター・ステーター技術により、溶存水素を0.10cc/100g以下に除去します。.
- アドテック・セラミック・フォーム・フィルター非金属介在物をミリメートル以下の粒径まで捕捉し、介在物核の空隙を排除します。.
- アドテック精製フラックス濾過だけでは捕捉できない微細な酸化物粒子やバイフィルムの破片を凝集させて除去する。.
- 流動をカバーするアドテック脱気されたメルトを、保持中および移送中の水素再吸収から保護する。.
- アドテック・スラグ除去装置介在物を巻き込むことなくドロスをきれいに除去します。.
- プロセス規律正しいチャージ乾燥、適切な注入温度、コントロールされた充填率、適切なゲーティング設計。.
AdTechアルミ溶融処理シリーズの各製品は、特定の気孔メカニズムに対応しています。これらの製品を組み合わせることで、気孔率を慢性的な生産上の問題から、制御、測定、管理可能なプロセス変数に変える包括的な品質システムが形成されます。.
この技術リファレンスは、アドテックの編集およびエンジニアリングチームによって発行されています。AdTech社は、オンライン脱ガス装置、セラミックフォームフィルター、精錬用フラックス、被覆用フラックス、スラグ除去剤などのアルミニウム溶融処理装置および消耗品を、世界中のアルミニウム鋳造工場および鋳造作業向けに設計・製造しています。.
