Les filtres en mousse céramique pour l'aluminium sont la technologie de filtration la plus efficace et la plus largement adoptée pour éliminer les inclusions non métalliques de l'aluminium en fusion, ce qui permet d'obtenir un métal plus propre avec un nombre d'inclusions plus faible, des propriétés mécaniques améliorées et des taux de rejet de coulée réduits. Chez AdTech, nous fournissons depuis des années des filtres en mousse céramique aux opérations de moulage de l'aluminium dans les secteurs de l'automobile, de l'aérospatiale et de la construction, et les données sont sans ambiguïté : des filtres en mousse céramique correctement sélectionnés et correctement installés réduisent les défauts liés à l'inclusion de 50-90% par rapport à un métal non filtré.
Si votre projet nécessite l'utilisation d'un filtre en mousse céramique, vous pouvez nous contacter pour un devis gratuit.
Qu'est-ce qu'un filtre en mousse céramique et comment fonctionne-t-il dans la fonderie d'aluminium ?
A filtre en mousse céramique est une structure poreuse tridimensionnelle à cellules ouvertes fabriquée à partir d'un matériau céramique réfractaire, conçue pour être placée sur le trajet du métal en fusion entre le four ou la poche de coulée et le moule de coulée. Lorsque l'aluminium liquide traverse le filtre, les particules non métalliques - films d'oxyde, fragments réfractaires, composés intermétalliques et autres inclusions - sont physiquement capturées dans le réseau de pores internes tortueux et y sont maintenues pendant que le métal propre continue à s'écouler dans la cavité du moule.
La structure d'un filtre en mousse céramique ressemble visuellement à une éponge de mer naturelle, mais elle est conçue avec une densité de pores contrôlée, des canaux de vide interconnectés et une composition céramique réfractaire capable de supporter le contact avec de l'aluminium en fusion à des températures allant jusqu'à 800°C sans dégradation ni contamination du métal.
Nous considérons les filtres en mousse céramique comme l'intervention la plus efficace et la moins coûteuse en matière de qualité dans le domaine du moulage de l'aluminium. Le filtre lui-même peut coûter quelques dollars par unité, mais la réduction des défauts qu'il permet - en évitant le rejet d'une pièce de fonderie d'une valeur de plusieurs centaines de dollars - en fait un avantage économique indéniable.

Pourquoi les filtres en mousse céramique sont-ils devenus la norme dans l'industrie ?
Avant que les filtres en mousse céramique ne soient largement adoptés dans les années 1970 et 1980, les fonderies d'aluminium utilisaient des filtres en tissu de fibre de verre, des filtres à lit compact avec des particules d'alumine en vrac, ou tout simplement aucune filtration. Chacune de ces méthodes présentait de sérieuses limitations :
- Les filtres en fibre de verre ont une faible efficacité de capture des inclusions et une résistance thermique limitée.
- Les systèmes à lit compact sont difficiles à contrôler pour assurer un débit constant et nécessitent des infrastructures importantes.
- L'absence de filtration entraîne des propriétés mécaniques peu fiables et des taux de rebut élevés.
Le filtre à mousse céramique a remplacé ces approches parce qu'il combine une grande efficacité de filtration, une installation simple, un usage unique, un faible volume d'amorçage (le métal nécessaire pour mouiller le filtre avant le début de l'écoulement) et une compatibilité chimique avec tous les alliages d'aluminium courants.
Pourquoi les inclusions dans la fonte d'aluminium provoquent-elles des échecs de coulée ?
Comprendre ce que sont les inclusions et ce qu'elles font aux propriétés de coulée est un contexte essentiel pour apprécier l'importance de la filtration. De nombreuses décisions d'achat sous-évaluent la filtration parce que le rôle des inclusions dans la formation des défauts n'est pas entièrement compris.

Types d'inclusions trouvées dans l'aluminium en fusion
Films d'oxyde (Bifilms)
L'aluminium forme une peau d'oxyde (Al₂O₃) presque instantanément lorsque la surface fondue entre en contact avec l'air. Lorsque cette pellicule d'oxyde se replie sur elle-même lors d'une coulée ou d'un transfert turbulent, elle crée une pellicule double appelée bifilm. Les bifilms sont le type d'inclusion le plus dommageable car ils agissent comme des fissures préexistantes dans le métal solidifié. Elles ont généralement une épaisseur de 1 à 100 micromètres et peuvent s'étendre sur des millimètres de long.
Spinelles (MgAl₂O₄)
Dans les alliages contenant du magnésium, le magnésium réagit avec l'oxyde d'aluminium pour former des particules de spinelle d'aluminate de magnésium. Ces particules dures sont particulièrement difficiles à éliminer car elles ont tendance à former des dispersions stables dans la matière fondue.
Carbure de silicium et fragments réfractaires
L'érosion du revêtement du four, l'usure de la poche de coulée et la contamination de l'outillage introduisent des particules réfractaires dures qui provoquent des défauts de surface, des dommages aux outils d'usinage et des points de concentration de contraintes dans la pièce moulée.
Composés intermétalliques
Les intermétalliques porteurs de fer (Al₃Fe, Al₅FeSi) précipitent pendant le refroidissement lorsque la teneur en fer dépasse la tolérance de l'alliage. Ces particules en forme de plaques sont fragiles et réduisent la ductilité et la résistance à la fatigue.
Composés de métaux alcalins
Les chlorures de sodium et de calcium et les oxydes provenant du traitement des flux ou de la contamination des matières premières créent des inclusions qui peuvent causer des défauts de surface et réduire la résistance à la corrosion.
Comment les inclusions endommagent les propriétés mécaniques
| Type d'inclusion | Mécanisme de détérioration primaire | Impact typique sur la propriété |
|---|---|---|
| Bifilms d'oxyde | Plans de fissures préexistants | -30 à -60% réduction de l'élongation |
| Spinelles | Concentrateurs de stress à particules dures | Réduction de la durée de vie de la fatigue |
| Fragments réfractaires | Dommages aux outils d'usinage, piqûres de surface | Défauts dimensionnels et défauts de surface |
| Intermétalliques de fer | Phase fragile dans la microstructure | Réduction de la ductilité et de la résistance aux chocs |
| Composés alcalins | Sites d'initiation de la corrosion | Résistance réduite à la corrosion |
Les recherches publiées dans les revues métallurgiques montrent régulièrement que l'allongement - la propriété mécanique la plus sensible aux inclusions - peut diminuer de moitié ou plus dans l'aluminium non filtré par rapport à un métal correctement filtré du même alliage et des mêmes conditions de traitement thermique. Pour les pièces critiques pour la sécurité, comme les composants de suspension automobile ou les supports aérospatiaux, cette différence entre le métal filtré et non filtré peut faire la différence entre une pièce qui passe les tests de fatigue et une autre qui se casse prématurément.
Mécanismes de filtration : Filtration en profondeur et filtration en surface
Les filtres en mousse céramique fonctionnent selon deux mécanismes physiques distincts, et il est important de comprendre ces deux mécanismes pour sélectionner la bonne qualité de filtre et pour interpréter le comportement de la filtration pendant la production.
Filtration en profondeur (mécanisme principal de la filtration précoce)
Lorsque le métal commence à s'écouler à travers un nouveau filtre en mousse céramique, le mécanisme dominant est la filtration en profondeur. Les inclusions sont capturées dans le réseau de pores intérieurs par plusieurs sous-mécanismes :
Entraînement mécanique: Les particules plus grandes que le diamètre de la gorge du pore sont physiquement bloquées et ne peuvent pas passer.
Impaction inertielle: Les particules ayant une masse suffisante ne peuvent pas suivre les lignes de courant courbes à travers le réseau de pores tortueux et se heurtent plutôt aux parois en céramique.
Sédimentation: Dans les pores plus larges, les particules peuvent se déposer par gravité sur la surface de la céramique.
Adhésion de surface: La surface de la céramique a une affinité naturelle pour les inclusions d'oxyde d'aluminium. Lorsqu'une particule entre en contact avec la paroi d'un pore, les forces de van der Waals et la chimie de mouillage entre l'inclusion d'oxyde et la surface de la céramique favorisent l'adhésion.
Filtration du gâteau (accumulation progressive)
Lorsque les inclusions s'accumulent sur la face amont du filtre, elles forment une couche appelée gâteau de filtration. Ce gâteau devient lui-même un support de filtration avec des ouvertures de pore effectives encore plus fines que la structure céramique seule. Paradoxalement, l'efficacité de la filtration s'améliore souvent au fur et à mesure que le filtre se charge, mais au prix d'une augmentation de la résistance à l'écoulement.
C'est pourquoi les filtres en mousse céramique sont à usage unique. Lorsqu'un filtre est saturé, la résistance à l'écoulement devient inacceptable et le risque de rejet d'inclusion augmente. La réutilisation d'un filtre usagé présente un risque majeur pour la qualité.
Volume d'amorçage et débit initial
Avant que la filtration en régime permanent ne commence, le filtre doit être amorcé - la structure en céramique doit être mouillée par le métal de manière à ce que le métal s'écoule au lieu de se bloquer simplement sur la face amont. Le volume d'amorçage est la quantité de métal nécessaire pour établir le flux à travers le filtre.
Les filtres à pores plus fins (PPI plus élevé) ont des ouvertures de pore plus petites et une résistance à la tension superficielle plus élevée, ce qui nécessite plus d'énergie (hauteur de la tête métallique) et un volume d'amorçage plus important. C'est pourquoi les filtres très fins (50-60 PPI) nécessitent parfois un préchauffage et une conception minutieuse du système d'amorçage pour garantir un amorçage fiable.
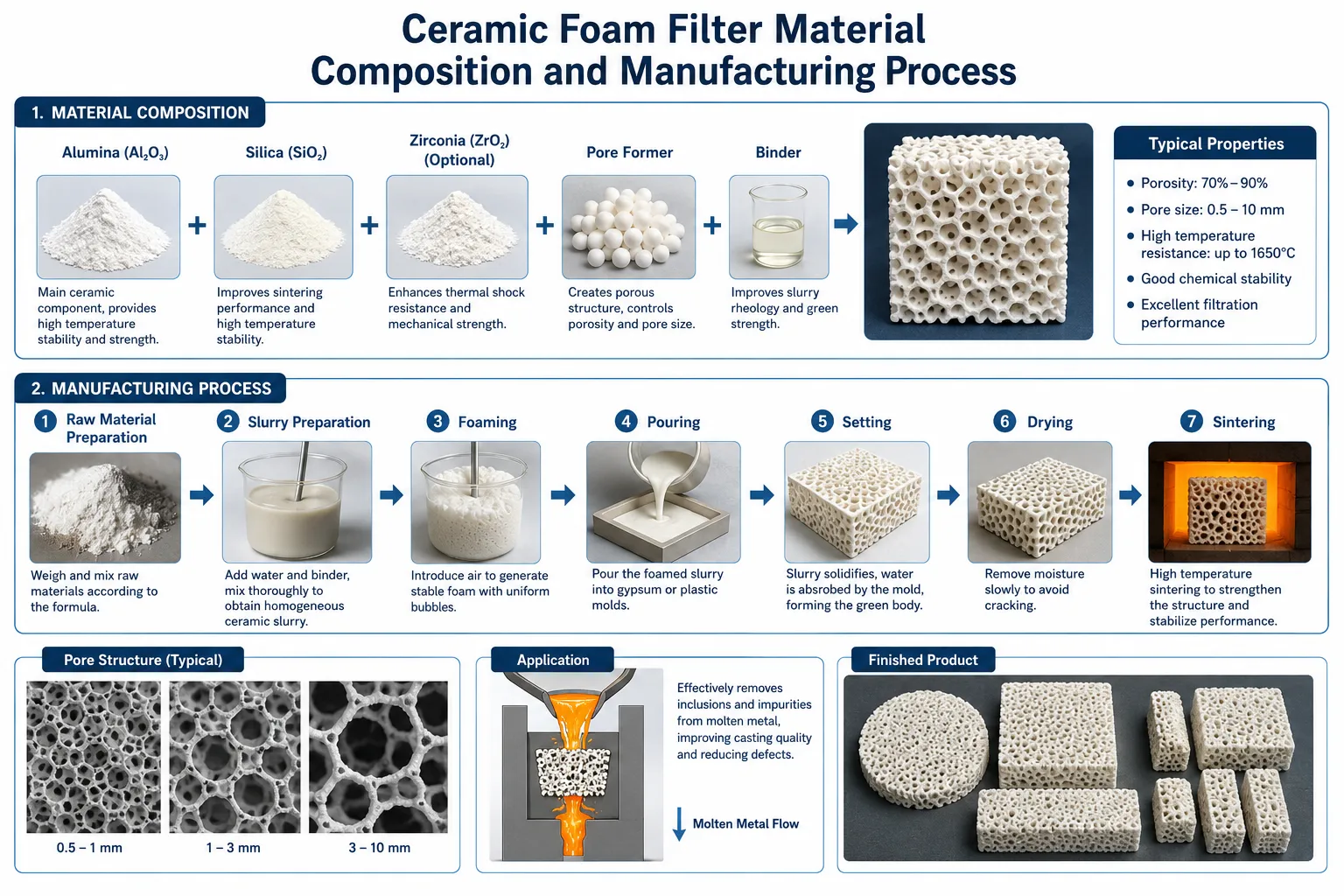
Composition du matériau du filtre en mousse céramique et procédé de fabrication
Les propriétés chimiques et physiques du matériau du filtre en mousse céramique déterminent ses performances dans les applications aluminium. Tous les filtres en mousse céramique ne sont pas égaux - les différences de qualité des matériaux se traduisent directement sur les performances de filtration, la résistance aux chocs thermiques et le risque de contamination.
Filtres à base d'alumine (Al₂O₃)
Les filtres en mousse de céramique d'alumine sont les plus utilisés pour la filtration de l'aluminium. Les principales raisons en sont les suivantes :
- Compatibilité chimique: Al₂O₃ est thermodynamiquement stable au contact de l'aluminium en fusion dans des conditions normales de coulée.
- Stabilité à haute température: L'alumine maintient l'intégrité structurelle au-dessus de la plage de température de tous les alliages de fonderie d'aluminium.
- Disponibilité et coût: L'alumine est l'un des oxydes réfractaires les plus répandus dans le commerce.
La teneur standard en alumine des filtres en mousse céramique de qualité est généralement de 95-99% Al₂O₃, avec des ajouts mineurs de silice, de zircone ou d'autres stabilisateurs pour améliorer les performances en cas de choc thermique.
Filtres renforcés à la zircone (ZrO₂)
Les ajouts de zircone à la matrice céramique améliorent la résistance aux chocs thermiques grâce au mécanisme de durcissement associé à la transformation de phase de la zircone. Certaines formulations de filtres à haute performance utilisent la zircone-mullite ou la zircone partiellement stabilisée comme phase céramique primaire. Ces filtres conviennent à des conditions particulièrement exigeantes, notamment des débits de métal très élevés, des cycles thermiques fréquents ou un contact avec des alliages d'aluminium réactifs.
Filtres en carbure de silicium (SiC)
Les filtres à mousse céramique en carbure de silicium offrent une conductivité thermique et une résistance mécanique plus élevées que les types à base d'alumine. Cependant, le SiC est réactif avec certaines compositions d'alliages d'aluminium dans des conditions spécifiques, et les filtres en SiC sont plus couramment utilisés pour la filtration des alliages de fer, d'acier et de cuivre. Dans les applications aluminium, les filtres SiC sont utilisés dans des circonstances spécifiques où leurs propriétés thermiques justifient leur sélection.
Aperçu du processus de fabrication
Étape 1 - Modèle de mousse de polyuréthane
La fabrication des filtres en mousse céramique commence par une mousse de polyuréthane à cellules ouvertes coupée aux dimensions requises. La structure des pores de la mousse détermine la géométrie des pores du filtre final.
Étape 2 - Revêtement de boue céramique
La mousse de polyuréthane est immergée dans une suspension céramique contenant des particules d'alumine, un liant de silice colloïdale et des additifs de traitement. La suspension doit être formulée de manière à recouvrir uniformément les supports en mousse sans obstruer les pores.
Étape 3 - Presser et souffler
Après l'imprégnation, la mousse enduite est pressée et soufflée pour éliminer l'excès de boue et garantir l'ouverture des pores. Cette étape est déterminante pour l'uniformité des pores.
Étape 4 - Séchage
La mousse revêtue est soigneusement séchée pour éliminer l'eau sans fissurer le revêtement en céramique verte.
Étape 5 - Cuisson (brûlage et frittage)
La pièce séchée est cuite dans un four afin de brûler le gabarit en mousse de polyuréthane, puis de fritter les particules de céramique en une structure cohérente. Les températures de cuisson atteignent généralement 1200 à 1450°C.
Étape 6 - Inspection de la qualité
Les filtres finis sont contrôlés en termes de précision dimensionnelle, de poids (indiquant la charge en céramique), de défauts visuels et, dans le cadre d'une fabrication soucieuse de la qualité, en termes de structure des pores et de résistance à la compression.
Indicateurs de qualité pour l'approvisionnement en filtres en mousse céramique
| Paramètre de qualité | Fourchette acceptable | Méthode d'essai |
|---|---|---|
| Contenu en Al₂O₃ | ≥ 95% | Analyse XRF |
| Résistance à la compression | ≥ 0,6 MPa (température ambiante) | Essai de compression |
| Tolérance dimensionnelle | ±2 mm | Mesure au pied à coulisse |
| Uniformité du poids | ±5% à l'intérieur du lot | Pesée |
| Température de service maximale | ≥ 800°C | Certification du fabricant |
| Résistance aux chocs thermiques | Pas de fissuration après un refroidissement rapide | Essai de cyclage thermique |
Sélection de la taille des pores (indice PPI) : Adaptation de la qualité du filtre à l'application
L'indice PPI (pores par pouce) est le principal paramètre de spécification des filtres en mousse céramique. Il indique le nombre de pores comptés sur une dimension linéaire d'un pouce. Un indice PPI élevé signifie des pores plus fins, une taille minimale de capture des particules plus petite, une efficacité de filtration plus élevée et une plus grande résistance à l'écoulement.

La sélection de l'IPP approprié pour une application donnée est l'une des décisions les plus importantes dans la spécification des filtres. Un filtre trop grossier manque des inclusions critiques ; un filtre trop fin crée une résistance excessive à l'écoulement, ralentit les taux de remplissage, risque des fermetures à froid et peut ne pas s'amorcer de manière fiable.
A lire également : Comment choisir le bon PPI pour la filtration dans les fonderies d'aluminium ?
Les notations PPI et leurs caractéristiques
| Classement PPI | Taille des pores (mm) | Efficacité de la filtration | Application typique |
|---|---|---|---|
| 10 PPI | 3,0-4,0 mm | Faible (tamisage grossier) | Préfiltre, refonte de la ferraille |
| 20 PPI | 1,5-2,5 mm | Modéré | Coulée générale par gravité |
| 30 PPI | 1,0-1,8 mm | Bon | Pièces moulées structurelles en aluminium |
| 40 PPI | 0,6-1,2 mm | Haut | Pièces de structure automobile |
| 50 PPI | 0,4-0,8 mm | Très élevé | Aérospatiale, sécurité critique |
| 60 PPI | 0,3-0,6 mm | Maximum | Aérospatiale et électronique haut de gamme |
Critères de sélection au-delà du PPI
Pression de tête du métal: La hauteur de charge disponible (hauteur du métal au-dessus du filtre) doit être suffisante pour amorcer le filtre et maintenir le débit. Les filtres fins (50-60 PPI) nécessitent une hauteur de charge plus importante. Si le système d'obturation ne peut pas fournir une hauteur de charge suffisante, un filtre plus grossier produira des résultats plus fiables qu'un filtre fin qui se bloque par intermittence.
Débit requis: Le temps de remplissage du moule est déterminé par le poids de la pièce, la section de la paroi et les caractéristiques de l'alliage. Le filtre doit permettre un débit de métal suffisant pour remplir le moule avant une solidification prématurée. La capacité d'écoulement du filtre est proportionnelle à la surface du filtre - des sections de filtre plus importantes permettent de traiter des débits plus élevés.
Type et taille de l'inclusion: Si la contamination principale concerne des bifilms d'oxyde (minces et flexibles, souvent supérieurs à 100 micromètres), même des filtres de 30 PPI sont raisonnablement efficaces. Pour les particules intermétalliques fines ou les inclusions de spinelles fines dans la gamme de 10 à 50 micromètres, un PPI de 50 à 60 est nécessaire.
Composition de l'alliage: Les alliages à forte teneur en magnésium avec des inclusions de spinelles bénéficient d'une filtration plus fine. Les alliages de coulée de silicium avec des peaux d'oxyde plus lourdes peuvent souvent être traités de manière adéquate avec 30-40 PPI.
Lignes directrices pratiques pour la sélection des IPP
| Type de moulage | PPI recommandé | Notes |
|---|---|---|
| HPDC (moulage sous pression) | Filtration non typique | L'injection sous pression contourne le filtre |
| Gravité Moule permanent | 30-40 PPI | Équilibrer l'efficacité et la fluidité |
| Moulage au sable (structurel) | 30-40 PPI | Des systèmes de fermeture plus importants permettent de gérer le flux |
| Moulage au sable (sécurité automobile) | 40-50 PPI | Des exigences de qualité plus strictes |
| Moulage à la cire perdue | 50-60 PPI | Les canaux très fins nécessitent un métal propre |
| Coulée continue (billettes/plaques) | 30-40 PPI en ligne | Traitement continu à haut débit |
| Moulage pour l'aérospatiale | 50-60 PPI | Élimination maximale des inclusions |
Tailles, formes et spécifications dimensionnelles standard
Les filtres en mousse céramique sont fabriqués dans des dimensions standardisées pour s'adapter aux boîtiers de filtres courants utilisés dans l'industrie. La connaissance des dimensions disponibles aide les ingénieurs à concevoir correctement les boîtiers de filtres et les équipes chargées des achats à les spécifier sans ambiguïté.
Dimensions du filtre carré commun
| Taille (mm) | Taille (pouces) | Épaisseur typique (mm) | Application typique |
|---|---|---|---|
| 40 × 40 | 1.5″ × 1.5″ | 22 | Petites pièces moulées, bijoux |
| 50 × 50 | 2″ × 2″ | 22 | Moulages légers |
| 75 × 75 | 3″ × 3″ | 22 | Pièces moulées de gravité moyenne |
| 100 × 100 | 4″ × 4″ | 22 | Pièces moulées structurelles standard |
| 150 × 150 | 6″ × 6″ | 25 | Grandes pièces structurelles |
| 200 × 200 | 8″ × 8″ | 25-30 | Grandes pièces coulées, billettes |
| 230 × 230 | 9″ × 9″ | 30-40 | Coulée continue |
| 300 × 300 | 12″ × 12″ | 40-50 | Coulée continue à haut volume |
| 381 × 381 | 15″ × 15″ | 50 | Coulée de dalles |
Options de filtres ronds
Les filtres ronds en mousse céramique sont utilisés dans les applications où les filtres circulaires sont préférables, en particulier dans certains systèmes de lavage et dans les dispositifs de déversement spécialisés. Les diamètres courants vont de 40 mm à 300 mm et les épaisseurs correspondent aux équivalents carrés.
Capacité de personnalisation
Au-delà des dimensions standard, AdTech fabrique des filtres en mousse céramique dans des dimensions personnalisées, des profils coniques, des géométries en escalier et avec des configurations de joints d'étanchéité spécifiques. Les filtres sur mesure sont appropriés lorsque les dimensions standard ne correspondent pas aux conceptions existantes des boîtes de filtres ou lorsque des caractéristiques de débit spécifiques sont requises.
Comment installer correctement les filtres en mousse céramique dans un caisson-filtre ?
Une installation correcte est aussi importante qu'une sélection correcte des filtres. Un filtre bien spécifié installé de manière incorrecte n'apporte que peu ou pas d'avantages - et peut introduire ses propres problèmes de qualité.

Exigences en matière de conception des caissons filtrants
Le boîtier du filtre (également appelé siège du filtre ou siège du filtre du bassin de coulée) doit.. :
- Soutenez le filtre sur les quatre bords à l'aide d'une surface plane et régulière.
- Créez un joint étanche à l'eau (étanche au métal) entre le bord du filtre et la boîte afin d'éviter que le métal ne contourne le filtre.
- Prévoir une hauteur de chute suffisante au-dessus du filtre pour l'amorcer et maintenir le débit.
- Avoir une section transversale suffisamment grande pour éviter une vitesse excessive au-dessus et au-dessous du filtre.
- Ils doivent être préchauffés avant d'être coulés afin d'éviter tout choc thermique au niveau du filtre et toute perte de température dans le métal.
Assise et scellement
Le détail d'installation le plus critique est l'étanchéité du périmètre du filtre. Si le métal en fusion trouve un chemin autour du bord du filtre - entre le filtre et la paroi du caisson de filtrage - le métal non filtré atteint la cavité du moule. Tout l'avantage de la filtration est perdu.
Les méthodes de scellement comprennent :
Joint en fibre réfractaire: Une corde ou un joint en fibre céramique placé dans le siège de la boîte à filtre avant la mise en place du filtre. Le filtre comprime le joint lors de l'installation, créant ainsi une étanchéité. Il s'agit de la méthode la plus fiable.
Joint en pâte céramique/mortier: Mortier réfractaire appliqué sur le siège de la boîte à filtre avant la mise en place du filtre. Adéquat lorsqu'il est appliqué correctement, mais plus variable qu'un joint en fibre.
Ajustement dimensionnel précis: Si les dimensions de la boîte à filtre et du filtre sont précisément adaptées (tolérance étroite), l'ajustement lui-même assure une étanchéité adéquate. Moins fiable que l'étanchéité active, mais utilisé dans certains bassins de coulée continue.
Exigences en matière de préchauffage
Les filtres en mousse céramique froids insérés dans de l'aluminium chaud subissent un choc thermique. Bien que les filtres en mousse céramique de qualité soient conçus pour résister aux chocs thermiques, un chauffage rapide de la température ambiante à 750°C crée des tensions. Plus concrètement, un filtre froid refroidit considérablement le métal avec lequel il est en contact, ce qui peut entraîner une congélation prématurée avant que le moule ne se remplisse.
La pratique courante consiste à préchauffer le filtre et le boîtier du filtre à l'aide d'un chalumeau ou d'une station de préchauffage à une température d'au moins 200-300°C avant le contact avec le métal. Dans les opérations à haut volume et à cycle serré, les boîtes à filtres sont maintenues à la température de coulée entre les cycles.
Procédure d'installation pas à pas
- Inspectez le filtre pour vérifier qu'il n'y a pas de fissures, d'éclats ou de dommages visibles - mettez au rebut tout filtre endommagé.
- Vérifier que le PPI, la taille et l'orientation du filtre correspondent à la spécification.
- Nettoyer les surfaces d'appui de la boîte à filtre de tout résidu provenant de moulages antérieurs.
- Placer le joint d'étanchéité ou appliquer du mortier sur le siège du filtre.
- Positionnez soigneusement le filtre en le soutenant uniformément sur tous les bords.
- Préchauffer l'assemblage de la boîte à filtres avant tout contact avec le métal.
- Vérifier que la hauteur de la tête métallique dans le bassin est conforme au minimum requis pour l'amorçage du filtre.
- Après la coulée, ne réutilisez pas le filtre - enlevez et jetez le filtre usagé avant la prochaine chauffe.
Essais de performance et méthodes de mesure de l'inclusion
Vérifier que la filtration fonctionne - et quantifier les améliorations - nécessite des techniques de mesure appropriées. Les fonderies qui ne peuvent pas mesurer les niveaux d'inclusion ne peuvent pas optimiser leur processus de filtration.
Test K-Mold (Précurseur PoDFA)
L'essai K-Mold échantillonne un volume défini de métal à travers une géométrie de moule standard. L'échantillon solidifié fait l'objet d'une coupe transversale et d'un examen métallographique. Les inclusions visibles sur la coupe transversale sont comptées et caractérisées. Bien que relativement simples, les résultats de l'essai K-Mold sont semi-quantitatifs et dépendent de l'observateur.
PoDFA (Porous Disk Filtration Analysis)
La PoDFA est la méthode de mesure quantitative des inclusions la plus utilisée dans l'industrie de l'aluminium. Un volume défini de matière fondue (typiquement 1-3 kg) est forcé sous vide à travers un disque filtrant en céramique fine. Toutes les inclusions plus grandes que la taille des pores du disque sont concentrées sur la surface du disque. Après solidification et préparation métallographique, la couche d'inclusion est quantifiée en mm²/kg - un taux d'inclusion qui compare directement le métal filtré au métal non filtré.
La PoDFA peut identifier les types d'inclusion (oxydes, spinelles, carbures) grâce à l'analyse EDX du résidu du filtre, ce qui permet d'obtenir des informations détaillées sur les sources de contamination.
LiMCA (analyseur de propreté des métaux liquides)
Le LiMCA utilise un principe de mesure de la résistance électrique. Un petit orifice est immergé dans la matière fondue et le métal est aspiré à travers lui. Les particules d'inclusion qui traversent l'orifice déplacent le métal et provoquent une augmentation momentanée de la résistance électrique. Ce signal compte et dimensionne les inclusions en temps réel, ce qui permet d'obtenir des données continues sur la propreté pendant la coulée.
LiMCA est particulièrement utile pour les opérations de coulée continue où la surveillance en temps réel permet de réagir immédiatement à la détérioration de la propreté.
Contrôle par ultrasons d'échantillons coulés
Après solidification, le contrôle par ultrasons de barres d'essai ou de sections représentatives permet de détecter les défauts internes, notamment les groupes d'inclusions et la porosité. Cette méthode n'identifie pas le type d'inclusion mais quantifie la distribution spatiale des discontinuités internes.
Comparaison des méthodes de mesure de l'inclusion
| Méthode | Type de mesure | Vitesse | Quantitatif | Application |
|---|---|---|---|---|
| K-Mold | Visuel/semi-quantitatif | Rapide | Non | Surveillance de la fonderie |
| PoDFA | Quantitatif (mm²/kg) | 30-60 min | Oui | R&D, qualification |
| LiMCA | Comptage des particules en temps réel | En continu | Oui | Coulée continue |
| Ultrasonique | Cartographie des défauts internes | Variable | Partiel | Contrôle de qualité après la coulée |
| Métallographie | Visuel, détaillé | Heures | Oui | Analyse des causes profondes |
Filtre en mousse céramique et autres méthodes de filtration
Il existe de nombreuses technologies de filtration pour l'aluminium, et les filtres en mousse céramique ne sont pas la seule option. Comprendre les alternatives aide les ingénieurs à choisir la bonne approche ou la bonne combinaison d'approches.
Filtres en fibre de verre
Premier type de filtre largement adopté, le tissu de fibre de verre est tissé à partir de fibres de verre pour former une maille dont l'ouverture est définie. L'installation est simple : le tissu est placé dans le système de vannes. Toutefois, l'efficacité de la filtration est bien inférieure à celle de la mousse céramique, car le tissu n'assure qu'un filtrage de surface, sans filtration en profondeur. La fibre de verre est également limitée en température et peut contribuer à la contamination par les fibres de verre si elle est dégradée.
Filtres à lit garni (alumine tabulaire)
Les billes ou les copeaux d'alumine tabulaire en vrac emballés dans un caisson filtrant constituent un moyen de filtration en lit profond avec une capacité d'inclusion élevée. Les lits filtrants sont efficaces mais nécessitent une infrastructure importante, ne sont pas à usage unique dans le même sens (le lit peut être nettoyé et réutilisé) et offrent un débit moins régulier que la mousse céramique. Ils sont surtout utilisés dans les opérations de coulée continue à grande échelle, où le volume du filtre et la logistique de remplacement rendent la mousse céramique peu pratique.
Filtres à tubes en céramique
Les tubes en céramique poreuse à travers lesquels le métal s'écoule radialement ont une efficacité de filtration élevée, mais ils sont principalement utilisés dans des applications spécialisées plutôt que dans la coulée générale. Ils sont difficiles à installer dans les systèmes d'obturation standard.
Filtration électromagnétique
Le brassage et le filtrage électromagnétiques exploitent la conductivité électrique de l'aluminium liquide pour éloigner le métal des inclusions grâce à la force magnétique. Cette technologie est très efficace pour l'élimination des inclusions fines et fonctionne en continu sans remplacement physique du filtre. La contrepartie est un coût d'investissement élevé et une grande complexité, ce qui limite l'application aux grandes installations de coulée continue.
Tableau de comparaison
| Type de filtre | Efficacité de la filtration | Coût du capital | Coût de fonctionnement | Facilité d'utilisation |
|---|---|---|---|---|
| Mousse céramique | Haut | Faible | Faible (usage unique) | Haut |
| Tissu de fibre de verre | Faible-modéré | Très faible | Très faible | Très élevé |
| Lit garni (alumine) | Haut | Moyen | Faible (réutilisable) | Moyen |
| Electromagnétique | Très élevé | Très élevé | Moyen | Faible (spécialisé) |
| Tube en céramique | Haut | Moyen | Moyen | Faible |
Pour la grande majorité des applications de coulée d'aluminium - coulée par gravité, coulée à basse pression et coulée semi-continue - les filtres à mousse céramique représentent la combinaison optimale en termes de coût, de performance et de simplicité d'utilisation.
Des normes de qualité et des certifications qui comptent
Lors de l'achat de filtres en mousse céramique pour le moulage industriel de l'aluminium, la compréhension des normes de qualité applicables aide les équipes chargées des achats à spécifier correctement les filtres et à évaluer les systèmes de qualité des fournisseurs.

Normes industrielles relatives à la filtration sur mousse céramique
Normes ASTM: Bien qu'il n'existe pas de norme ASTM spécifique aux filtres en mousse céramique, la norme ASTM B594 (Inspection par ultrasons des produits corroyés en alliage d'aluminium) spécifie indirectement les exigences de propreté obtenues par filtration.
AMS (spécifications des matériaux pour l'aérospatiale): Diverses spécifications AMS pour les pièces moulées et les produits corroyés en alliage d'aluminium incluent des exigences de propreté qui nécessitent une filtration. La norme AMS 2175 couvre les classifications des pièces coulées, et de nombreux clients de l'aérospatiale spécifient la filtration comme une exigence du processus.
ISO 9001 / IATF 16949: Les fabricants de filtres en mousse céramique qui approvisionnent les fonderies automobiles doivent être certifiés IATF 16949 et disposer d'un système de gestion de la qualité documenté avec des contrôles de processus, des inspections dimensionnelles et des processus d'action corrective.
Normes spécifiques aux clients: Les principaux équipementiers automobiles (Ford, GM, BMW, Toyota) et aérospatiaux (Boeing, Airbus) maintiennent généralement leurs propres normes de qualification des fournisseurs auxquelles les fabricants de filtres en mousse céramique et les fonderies doivent se conformer.
Ce qu'il faut vérifier lors de la qualification d'un fournisseur de filtres
- Composition du matériau (test XRF de la teneur en Al₂O₃).
- Cohérence dimensionnelle dans un lot (mesure de plusieurs filtres).
- Résistance à la compression (le filtre ne doit pas se rompre lors de l'installation ou de l'utilisation).
- Constance du poids d'un lot à l'autre (indique une charge céramique constante).
- Résultats des tests de choc thermique.
- Références de clients existants pour des applications comparables.
- Documentation sur le contrôle de la qualité de la production.
Durée de conservation, exigences en matière de stockage et de manipulation
Les filtres en mousse céramique sont sensibles à l'humidité. L'alumine est hygroscopique dans une certaine mesure et toute humidité absorbée est libérée sous forme de vapeur lorsque le filtre entre en contact avec du métal chaud. Cette vapeur peut se dissoudre dans l'aluminium sous forme d'hydrogène, introduisant exactement la contamination que le filtre est censé éliminer.
Exigences en matière de stockage
- Stocker les filtres dans un environnement sec avec une humidité relative inférieure à 60%.
- Protéger du contact direct avec l'eau ou la condensation.
- Conserver dans l'emballage d'origine jusqu'au moment de l'utilisation.
- Ne pas empiler les filtres sans emballage protecteur entre eux - la structure céramique, bien que résistante à la compression, est fragile sous des charges ponctuelles et peut s'écailler ou se fissurer.
- Stocker à l'écart des sols dans un entrepôt pour éviter l'humidité du béton.
Durée de conservation
Les filtres en mousse céramique correctement stockés n'ont pas de date de péremption stricte - le matériau céramique lui-même ne se dégrade pas chimiquement pendant le stockage. Toutefois, les filtres stockés dans des conditions humides ou dans des environnements contaminés doivent être inspectés et, en cas de doute, séchés dans un four à 200-300°C avant d'être utilisés. Les filtres présentant des traces visibles d'humidité, de contamination ou de dommages physiques doivent être rejetés.
Manipulation pendant la production
- Manipulez les filtres par les bords ou à l'aide d'outils rembourrés de mousse - évitez tout contact ponctuel au centre de la face du filtre.
- Ne laissez pas tomber les filtres - même des fissures mineures compromettent l'étanchéité et l'intégrité de la filtration.
- Inspecter chaque filtre immédiatement avant son installation.
- Jeter tout filtre présentant des fissures visibles, des éclats le long du bord d'étanchéité ou des supports cassés.
Les échecs les plus fréquents en matière de candidatures et comment les éviter
Après des années de soutien aux opérations de fonderie, nous avons documenté les raisons récurrentes pour lesquelles la filtration sur mousse céramique ne donne pas toujours les résultats escomptés. Presque toutes les défaillances peuvent être évitées grâce à une discipline de processus appropriée.
Dérivation métallique autour du filtre
Ce qui se passe: Le métal contourne le bord du filtre au lieu de le traverser et atteint le moule sans être filtré.
Cause: Etanchéité insuffisante entre le filtre et le caisson, filtre surdimensionné par rapport au caisson, ou bord du filtre endommagé.
Solution: Utiliser systématiquement des joints en fibre céramique. Vérifier la compatibilité dimensionnelle entre le filtre et le boîtier. Inspecter les bords du filtre avant l'installation.
Le filtre ne s'amorce pas
Ce qui se passe: Le métal ne traverse pas le filtre, ce qui entraîne un remplissage incomplet du moule ou une contre-pression excessive.
Cause: Hauteur insuffisante de la tête du métal, PPI très fin nécessitant plus de tête que celle disponible, filtre froid augmentant la tension de surface, ou viscosité excessive du métal (température trop basse).
Solution: Vérifier la hauteur de chute par rapport aux exigences de débit du filtre. Préchauffer le filtre de manière adéquate. Envisager un degré de PPI plus grossier si l'amorçage est chroniquement problématique.
Fracture du filtre pendant la coulée
Ce qui se passe: Le filtre se brise au contact du métal, libérant des fragments de céramique dans la coulée.
Cause: Choc thermique dû à un filtre froid, vitesse excessive du métal créant un pic de pression, ou filtre de mauvaise qualité dont la résistance est insuffisante.
Solution: Préchauffer les filtres avant le contact avec le métal. Vérifier la vitesse du métal - ajouter une zone de filtrage ou modifier la conception des portes pour réduire la vitesse. S'approvisionner en filtres auprès de fournisseurs dont les tests de résistance à la compression sont documentés.
Recontamination après filtration
Ce qui se passe: Les pièces coulées présentent des inclusions bien que la filtration ait été effectuée correctement.
Cause: Réoxydation du métal entre le filtre et la cavité du moule, écoulement turbulent du métal après le filtre, ou formation de peaux d'oxyde dans la cavité du moule pendant le remplissage.
Solution: Minimiser la hauteur de chute du métal après le filtre. Concevoir des vannes pour un remplissage lisse et non turbulent. Examiner la température du métal et la vitesse de coulée.
Saturation prématurée du filtre
Ce qui se passe: Le filtre se charge rapidement et le débit s'arrête avant la fin de la coulée.
Cause: Teneur initiale en inclusions très élevée dans la masse fondue, filtre sous-dimensionné pour la coulée, ou filtre PPI très fin utilisé avec du métal fortement contaminé.
Solution: Traiter la contamination en amont par le dégazage et le traitement des matières fondues avant de s'en remettre uniquement à la filtration. Utiliser une plus grande surface de filtration ou une filtration en deux étapes (grossière + fine).
Filtres en mousse céramique dans des systèmes spécifiques en alliage d'aluminium
A356 / A357 (alliages de coulée Al-Si-Mg)
Il s'agit des alliages de fonderie d'aluminium les plus couramment filtrés, largement utilisés dans les applications structurelles automobiles. Les principales inclusions préoccupantes sont les films d'oxyde et les particules de MgO/spinel provenant de la teneur en magnésium. Nous recommandons généralement 30-40 PPI pour les applications structurelles standard et 40-50 PPI pour les pièces critiques en termes de sécurité, telles que les bras de commande et les rotules de direction.
6061 / 6082 (alliages corroyés par coulée continue)
La coulée continue de billettes et de brames à partir d'alliages de la série 6xxx utilise des filtres à mousse céramique en ligne dans le système de lavage. Le filtre capture les films d'oxyde et les inclusions de spinelle avant que le métal n'entre dans la coulée, évitant ainsi les défauts de surface et les discontinuités internes dans le produit corroyé. 30-40 PPI est la norme pour la coulée de billettes.
Série 7xxx (alliages à haute résistance Al-Zn-Mg)
Les alliages d'aluminium pour l'aérospatiale exigent une propreté maximale. Une teneur plus élevée en magnésium et en zinc augmente la variété et la quantité d'inclusions potentielles. Ces alliages tirent le meilleur parti de la filtration la plus fine disponible (50-60 PPI) combinée à un dégazage en amont et, pour les applications les plus critiques, à une vérification de la propreté par LiMCA ou PoDFA.
Aluminium secondaire / recyclé
Les alliages d'aluminium recyclés sont intrinsèquement plus chargés en inclusions que le métal primaire - films d'oxyde accumulés pendant la refonte, intermétalliques provenant de compositions de ferraille mélangées, et contamination par des revêtements ou des lubrifiants sur la ferraille. La filtration des alliages secondaires exige une plus grande attention à la capacité des filtres (utiliser des filtres plus grands ou accepter des remplacements plus fréquents) et un traitement en amont de la fusion pour réduire la charge d'inclusion avant la filtration.

FAQ sur les filtres en mousse céramique pour l'aluminium
1 : Les filtres en mousse céramique peuvent-ils être réutilisés pour plusieurs moulages ?
Non. Les filtres en mousse céramique sont à usage unique et ne doivent jamais être réutilisés. Après une coulée, le filtre a capturé des inclusions dans l'ensemble de son réseau de pores. La réutilisation du filtre risque de libérer les inclusions capturées dans le flux de métal lorsque la chimie, la température ou la dynamique de l'écoulement de la matière fondue changent. En outre, le filtre peut avoir subi des microfissures dues à des cycles thermiques qui ne sont pas visibles à l'extérieur mais qui compromettent son intégrité structurelle. Le coût d'un nouveau filtre est négligeable par rapport au coût d'une coulée rejetée à cause d'un filtre réutilisé qui libère des inclusions.
2 : Quelle est la hauteur correcte de la tête métallique au-dessus d'un filtre en mousse céramique ?
Les exigences minimales en matière de tête métallique dépendent du PPI du filtre et de la température. Les lignes directrices générales sont les suivantes : Les filtres 20-30 PPI nécessitent environ 75-100 mm de tête ; les filtres 30-40 PPI nécessitent généralement 100-150 mm ; les filtres 50-60 PPI peuvent nécessiter 150-200 mm ou plus. Il s'agit de points de départ - les exigences réelles dépendent de la surface du filtre, de la température du métal et de la composition de l'alliage. Si la conception de la coulée ne permet pas d'obtenir une hauteur de charge suffisante, il convient de choisir une qualité de filtre plus grossière.
3 : Comment puis-je savoir si mon filtre en mousse céramique fonctionne ?
Les méthodes de confirmation les plus pratiques sont les suivantes : (1) analyse PoDFA comparant les niveaux d'inclusion dans le métal filtré et non filtré - un filtre qui fonctionne bien réduit le nombre d'inclusions de 50-90% ; (2) test K-Mold ou test de densité des échantillons coulés ; (3) inspection radiographique des pièces coulées montrant une réduction ou une élimination de la porosité ; (4) résultats des tests mécaniques, en particulier les valeurs d'élongation, qui sont très sensibles à la teneur en inclusions. Si la qualité de la coulée s'améliore de manière mesurable après la mise en place de la filtration, c'est que le filtre fonctionne. Si la qualité ne s'améliore pas, il faut rechercher un flux de dérivation, une sélection incorrecte du PPI ou une recontamination en amont.
4 : Qu'est-ce qui fait qu'un filtre en mousse céramique devient sombre ou noir après la coulée ?
La coloration noire ou foncée après la coulée est un dépôt de carbone provenant de résidus organiques sur la ferraille qui ont brûlé pendant la fusion, ou de certains composés de flux. Elle peut également refléter l'absorption d'oxydes métalliques et d'autres inclusions de couleur sombre. Un certain assombrissement est normal et n'indique pas un problème avec le filtre ou la coulée. Si la coloration s'accompagne d'une formation inhabituelle d'écume ou de défauts de coulée, il convient d'examiner le processus de préparation de la ferraille et de traitement de la fonte.
5 : Existe-t-il une différence entre les filtres en mousse céramique fabriqués en Chine et ceux fabriqués en Europe ?
Le lieu de fabrication n'est pas à lui seul un indicateur de qualité fiable - la qualité varie d'un fabricant à l'autre, indépendamment de la géographie. Les facteurs qui comptent sont : la pureté des matières premières (teneur en Al₂O₃), le contrôle du processus de fabrication, la cohérence dimensionnelle, la résistance à la compression et le système de gestion de la qualité. AdTech fabrique des filtres en mousse céramique avec un contrôle rigoureux des processus et une vérification des matériaux. Lors de l'évaluation d'un fournisseur, demandez des rapports d'essai des matériaux, des rapports d'inspection dimensionnelle et des références de clients actuels. L'essai d'échantillons de filtres par une tierce partie avant l'engagement de volume est une bonne pratique d'achat.
6 : De quelle taille de filtre en mousse céramique ai-je besoin pour ma coulée ?
Le dimensionnement du filtre dépend de deux facteurs principaux : le débit de métal requis et la hauteur de charge disponible. Le filtre doit offrir une surface ouverte suffisante pour laisser passer le volume de métal requis dans le temps de remplissage de la coulée, sans dépasser une vitesse d'écoulement qui ferait passer les inclusions au lieu de les capturer. Un point de départ pratique : pour les pièces coulées jusqu'à 10 kg, un filtre de 100×100 mm est généralement suffisant ; pour les pièces coulées de 10 à 50 kg, un filtre de 150×150 mm ; pour les pièces coulées de 50 à 200 kg, un filtre de 200×200 mm ou plus. Pour la coulée continue, la surface du filtre est calculée en fonction du débit de métal et de la perte de charge maximale acceptable.
7 : Les filtres en mousse céramique peuvent-ils éliminer l'hydrogène dissous dans l'aluminium ?
Les filtres en mousse céramique capturent les inclusions solides et semi-solides (films d'oxyde, particules) mais n'ont pas de mécanisme d'élimination de l'hydrogène dissous. L'élimination de l'hydrogène nécessite un dégazage - dégazage par turbine rotative, purge de gaz ou traitement sous vide. Dans la pratique, le dégazage doit être effectué avant la filtration, car le processus de dégazage peut générer des inclusions (dues à la turbulence de la matière fondue et à la réaction du flux) que le filtre suivant élimine ensuite. La séquence correcte est la suivante : préparation de la matière fondue → dégazage → filtration → coulée.
8 : Que se passe-t-il si la température du métal est trop basse lors du filtrage ?
Une température basse du métal augmente la viscosité et la tension superficielle, ce qui rend plus difficile l'amorçage du métal et son écoulement à travers le filtre. En dessous d'environ 700°C pour la plupart des alliages de fonderie d'aluminium, la difficulté d'amorçage augmente de manière significative. En outre, le métal à basse température est plus susceptible de se solidifier dans les pores du filtre si le flux s'arrête, ce qui provoque un blocage prématuré. Maintenir la température du métal dans la plage de température normale de coulée de l'alliage (généralement 720-780°C) et s'assurer que la boîte à filtre est préchauffée pour éviter un refroidissement excessif à la surface du filtre.
9 : Ai-je besoin d'une filtration si je dégaze déjà mon aluminium ?
Oui, le dégazage et la filtration concernent des types de contaminants différents et sont complémentaires, mais pas interchangeables. Le dégazage élimine l'hydrogène dissous. Il n'élimine pas efficacement les inclusions solides telles que les films d'oxyde, les intermétalliques ou les particules réfractaires. En fait, les turbulences créées par le dégazage rotatif peuvent générer de nouvelles inclusions d'oxyde qui doivent ensuite être éliminées par filtration. La meilleure pratique consiste toujours à effectuer d'abord le dégazage, puis à filtrer le métal dégazé avant la coulée.
10 : Comment dois-je éliminer les filtres en mousse céramique usagés ?
Les filtres en mousse céramique usagés sont généralement classés comme des déchets solides non dangereux car la céramique d'alumine est chimiquement inerte. Cependant, le métal retenu et les résidus de flux doivent être pris en compte. La plupart des fonderies laissent refroidir les filtres usagés, puis récupèrent le métal retenu en concassant et en refondant le filtre dans le cadre d'un processus spécifique (en notant que les fragments de céramique du filtre dans la masse fondue nécessiteraient une manipulation contrôlée). Le résidu céramique après récupération du métal est généralement mis en décharge en tant que déchet industriel inerte. Vérifiez les réglementations environnementales locales - les exigences varient d'une juridiction à l'autre. Les filtres qui sont entrés en contact avec des fondants à base de chlore peuvent nécessiter un traitement spécifique pour leur élimination.
Résumé : Principaux enseignements pour les ingénieurs et les acheteurs
Les filtres en mousse céramique pour l'aluminium représentent l'un des investissements de qualité les plus rentables dans le domaine de la fonte des métaux. Les points essentiels à retenir de cet aperçu technique sont les suivants :
- Suppression de l'inclusion through ceramic foam filtration consistently improves mechanical properties, with elongation gains of 30–100% in filtered vs unfiltered metal being routinely demonstrated.
- Sélection des IPP must balance filtration efficiency against flow requirements — 30–40 PPI covers most structural casting applications, while aerospace demands 50–60 PPI.
- Filtres à base d'alumine are standard for aluminium compatibility, with correct Al₂O₃ content (≥95%) being a non-negotiable quality parameter.
- Installation correcte with adequate sealing is as important as filter selection — bypassed metal defeats the entire filtration purpose.
- La filtration suit le dégazage in the correct process sequence — never substitute one for the other.
- Discipline à usage unique is non-negotiable — filter reuse introduces quality risk far exceeding the cost of a new filter.
- La mesure valide la performance — PoDFA, LiMCA, or at minimum K-Mold testing should be used to verify that filtration is delivering the expected cleanliness improvement.
Chez AdTech, nous fabriquons des filtres en mousse céramique dans toutes les qualités et tailles standard de PPI, avec des options personnalisées pour les applications spécialisées. Nos filtres sont produits avec une teneur en Al₂O₃ vérifiée, des tolérances dimensionnelles contrôlées et des processus de gestion de la qualité documentés au service des clients de l'automobile, de l'aérospatiale et du moulage industriel de l'aluminium dans le monde entier.
