Los filtros de espuma cerámica para aluminio son la tecnología de filtración más eficaz y ampliamente adoptada para eliminar las inclusiones no metálicas del aluminio fundido, proporcionando sistemáticamente un metal más limpio con menor número de inclusiones, mejores propiedades mecánicas y menores tasas de rechazo de coladas. En AdTech llevamos años suministrando filtros de espuma cerámica a operaciones de fundición de aluminio en los sectores de automoción, aeroespacial y construcción, y los datos son inequívocos: los filtros de espuma cerámica correctamente seleccionados e instalados reducen los defectos relacionados con la inclusión en 50-90% en comparación con el metal sin filtrar.
Si su proyecto requiere el uso de Filtro de Espuma Cerámica, puede Contacto para obtener un presupuesto gratuito.
¿Qué es un filtro de espuma cerámica y cómo funciona en la fundición de aluminio?
A filtro de espuma cerámica es una estructura porosa tridimensional de celdas abiertas fabricada con material cerámico refractario, diseñada para colocarse en la trayectoria del flujo de metal fundido entre el horno o la cuchara y el molde de fundición. Cuando el aluminio líquido pasa a través del filtro, las partículas no metálicas -películas de óxido, fragmentos refractarios, compuestos intermetálicos y otras inclusiones- son capturadas físicamente dentro de la tortuosa red de poros internos y retenidas allí mientras el metal limpio continúa hacia la cavidad del molde.
La estructura de un filtro de espuma cerámica es visualmente similar a la de una esponja marina natural, pero diseñada con una densidad de poros controlada, canales vacíos interconectados y una composición cerámica refractaria capaz de soportar el contacto con aluminio fundido a temperaturas de hasta 800 °C sin degradación ni contaminación del metal.
Consideramos que los filtros de espuma cerámica son la intervención de calidad de mayor impacto y menor coste disponible en la fundición de aluminio. El filtro en sí puede costar unos pocos dólares por unidad, pero la reducción de defectos que permite -evitando que una pieza rechazada valga cientos de dólares- hace que la rentabilidad sea abrumadora.

Por qué los filtros de espuma cerámica se convirtieron en la norma del sector
Antes de que los filtros de espuma cerámica se generalizaran en las décadas de 1970 y 1980, las fundiciones de aluminio utilizaban filtros de tela de fibra de vidrio, filtros de lecho empacado con partículas sueltas de alúmina o, simplemente, ningún tipo de filtración. Todos estos métodos tenían serias limitaciones:
- Los filtros de fibra de vidrio tienen una baja eficacia de captura de inclusión y una resistencia térmica limitada.
- Los sistemas de lecho compactado son difíciles de controlar para obtener un caudal constante y requieren una infraestructura importante.
- La ausencia de filtración produce propiedades mecánicas poco fiables y altos índices de desecho.
El filtro de espuma cerámica sustituyó a estos enfoques porque combina una alta eficacia de filtración, una instalación sencilla, la comodidad de un solo uso, un bajo volumen de cebado (el metal necesario para humedecer el filtro antes de que comience el flujo) y la compatibilidad química con todas las aleaciones de aluminio habituales.
Por qué las inclusiones en el aluminio fundido provocan fallos en la fundición
Comprender qué son las inclusiones y lo que afectan a las propiedades de la fundición es esencial para entender la importancia de la filtración. Muchas decisiones de compra infravaloran la filtración porque no se conoce bien el papel de las inclusiones como causantes de defectos.

Tipos de inclusiones en el aluminio fundido
Películas de óxido (bifilms)
El aluminio forma una película de óxido (Al₂O₃) casi instantáneamente cuando la superficie fundida entra en contacto con el aire. Cuando esta película de óxido se pliega sobre sí misma durante el vertido o la transferencia turbulentos, crea una película de doble capa denominada bifilm. Las bifilms son el tipo de inclusión más dañino porque actúan como grietas preexistentes dentro del metal solidificado. Suelen tener entre 1 y 100 micrómetros de grosor y pueden alcanzar milímetros de longitud.
Espinelas (MgAl₂O₄)
En las aleaciones que contienen magnesio, éste reacciona con el óxido de aluminio para formar partículas de espinela de aluminato de magnesio. Estas partículas duras son especialmente difíciles de eliminar porque tienden a formar dispersiones estables en la masa fundida.
Carburo de silicio y fragmentos refractarios
La erosión del revestimiento del horno, el desgaste de la cuchara y la contaminación de las herramientas introducen partículas refractarias duras que provocan defectos superficiales, daños en las herramientas de mecanizado y puntos de concentración de tensiones en la fundición.
Compuestos intermetálicos
Los intermetálicos que contienen hierro (Al₃Fe, Al₅FeSi) precipitan durante el enfriamiento cuando el contenido de hierro supera la tolerancia de la aleación. Estas partículas en forma de placa son frágiles y reducen la ductilidad y la vida a fatiga.
Compuestos de metales alcalinos
Los cloruros sódicos y cálcicos y los óxidos procedentes del tratamiento con fundente o de la contaminación de las materias primas crean inclusiones que pueden causar defectos superficiales y reducir la resistencia a la corrosión.
Cómo dañan las inclusiones las propiedades mecánicas
| Tipo de inclusión | Mecanismo de daño primario | Impacto típico en la propiedad |
|---|---|---|
| Bifilms de óxido | Planos de grietas preexistentes | -30 a -60% reducción de la elongación |
| Espinelas | Concentradores de tensión de partículas duras | Reducción de la vida útil por fatiga |
| Fragmentos refractarios | Daños en la herramienta de mecanizado, picaduras superficiales | Defectos dimensionales y superficiales |
| Intermetálicos del hierro | Fase frágil en la microestructura | Reducción de la ductilidad y la resistencia al impacto |
| Compuestos alcalinos | Lugares de inicio de la corrosión | Menor resistencia a la corrosión |
Las investigaciones publicadas en revistas metalúrgicas demuestran sistemáticamente que el alargamiento -la propiedad mecánica más sensible a las inclusiones- puede disminuir a la mitad o más en el aluminio sin filtrar en comparación con el metal filtrado correctamente de la misma aleación y en las mismas condiciones de tratamiento térmico. En el caso de piezas críticas para la seguridad, como los componentes de suspensión de automóviles o los soportes aeroespaciales, esta diferencia entre el metal filtrado y el no filtrado puede significar la diferencia entre una pieza que supera las pruebas de fatiga y otra que falla prematuramente.
Mecanismos de filtración: Filtración en profundidad frente a filtración superficial de tortas
Los filtros de espuma cerámica funcionan mediante dos mecanismos físicos distintos, y comprender ambos es importante para seleccionar el grado de filtración adecuado y para interpretar el comportamiento de la filtración durante la producción.
Filtración en profundidad (mecanismo principal en la filtración temprana)
Cuando el metal empieza a fluir a través de un filtro de espuma cerámica nuevo, el mecanismo dominante es la filtración en profundidad. Las inclusiones se capturan dentro de la red de poros interiores a través de varios submecanismos:
Estiramiento mecánico: Las partículas mayores que el diámetro de la garganta del poro quedan bloqueadas físicamente y no pueden pasar.
Impactación inercial: Las partículas con masa suficiente no pueden seguir las líneas de corriente curvas a través de la tortuosa red de poros y, en su lugar, impactan contra las paredes cerámicas.
Sedimentación: En los poros más grandes, las partículas pueden depositarse en la superficie cerámica por gravedad.
Adhesión a la superficie: La superficie cerámica tiene una afinidad natural por las inclusiones de óxido de aluminio. Una vez que una partícula entra en contacto con la pared de un poro, las fuerzas de Van der Waals y la química de humectación entre la inclusión de óxido y la superficie cerámica de óxido favorecen la adhesión.
Filtración de tortas (acumulación progresiva)
A medida que las inclusiones se acumulan en la cara superior del filtro, forman una capa denominada torta filtrante. Esta torta se convierte a su vez en un medio de filtración con aberturas de poro efectivas aún más finas que la estructura cerámica por sí sola. Paradójicamente, la eficacia de la filtración suele mejorar a medida que se carga el filtro, pero a costa de aumentar la resistencia al flujo.
Por ello, los filtros de espuma cerámica son artículos de un solo uso. Una vez que un filtro se satura, la resistencia al flujo se vuelve inaceptable y aumenta el riesgo de liberación de inclusión. Reutilizar un filtro usado introduce un riesgo de calidad importante.
Volumen de cebado y caudal inicial
Antes de que comience la filtración en estado estacionario, el filtro debe cebarse: el metal debe humedecer la estructura cerámica para que el metal fluya a través de ella en lugar de bloquearse simplemente en la cara aguas arriba. El volumen de cebado es la cantidad de metal necesaria para establecer el flujo a través del filtro.
Los filtros de poros más finos (mayor PPI) tienen aberturas de poros más pequeñas y mayor resistencia a la tensión superficial, por lo que requieren más energía (altura de la cabeza metálica) y mayor volumen de cebado. Por este motivo, los filtros muy finos (50-60 PPI) a veces requieren precalentamiento y un diseño cuidadoso del sistema de inyección para garantizar un cebado fiable.
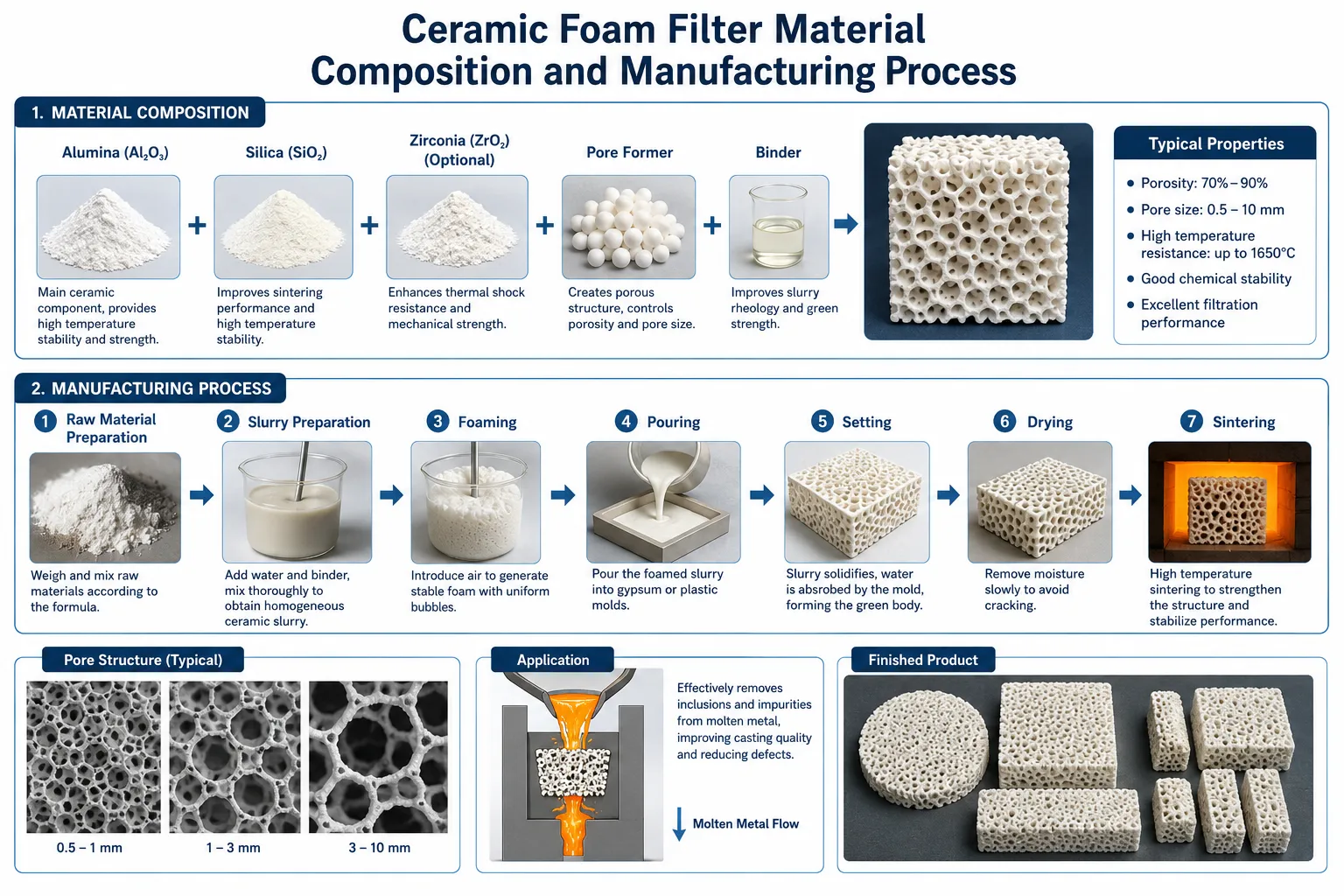
Composición del material filtrante de espuma cerámica y proceso de fabricación
Las propiedades químicas y físicas del material filtrante de espuma cerámica determinan su rendimiento en aplicaciones de aluminio. No todos los filtros de espuma cerámica son iguales: las diferencias de calidad del material se traducen directamente en el rendimiento de la filtración, la resistencia al choque térmico y el riesgo de contaminación.
Filtros a base de alúmina (Al₂O₃)
Los filtros de espuma cerámica de alúmina son los más utilizados para la filtración de aluminio. Las razones principales son:
- Compatibilidad química: El Al₂O₃ es termodinámicamente estable en contacto con el aluminio fundido en condiciones normales de fundición.
- Estabilidad a altas temperaturas: La alúmina mantiene la integridad estructural por encima de la gama de temperaturas de todas las aleaciones de fundición de aluminio.
- Disponibilidad y coste: La alúmina es uno de los óxidos refractarios más comercializados.
El contenido estándar de alúmina en los filtros de espuma cerámica de calidad suele ser de 95-99% Al₂O₃, con pequeñas adiciones de sílice, circonio u otros estabilizadores para mejorar el comportamiento frente al choque térmico.
Filtros mejorados de óxido de circonio (ZrO₂)
Las adiciones de zirconia a la matriz cerámica mejoran la resistencia al choque térmico mediante el mecanismo de endurecimiento asociado a la transformación de fase de la zirconia. Algunas formulaciones de filtros de alto rendimiento utilizan zirconia-mullita o zirconia parcialmente estabilizada como fase cerámica primaria. Estos filtros son adecuados para condiciones especialmente exigentes, como caudales de metal muy elevados, ciclos térmicos frecuentes o contacto con aleaciones de aluminio reactivas.
Filtros de carburo de silicio (SiC)
Los filtros de espuma cerámica de carburo de silicio ofrecen una conductividad térmica y una resistencia mecánica superiores a las de los tipos basados en alúmina. Sin embargo, el SiC es reactivo con determinadas composiciones de aleaciones de aluminio en condiciones específicas, y los filtros de SiC se utilizan más comúnmente en la filtración de aleaciones de hierro, acero y cobre. En las aplicaciones de aluminio, los filtros de SiC se utilizan en circunstancias específicas en las que sus propiedades térmicas justifican su selección.
Resumen del proceso de fabricación
Paso 1 - Plantilla de espuma de poliuretano
La fabricación de filtros de espuma cerámica comienza con espuma de poliuretano de celda abierta cortada a las dimensiones requeridas. La estructura de los poros de la espuma determina la geometría final de los poros del filtro.
Paso 2 - Revestimiento de lechada cerámica
La espuma de poliuretano se sumerge en una lechada cerámica que contiene partículas de alúmina, aglutinante de sílice coloidal y aditivos de procesado. La lechada debe estar formulada para recubrir uniformemente los puntales de espuma sin obstruir las gargantas de los poros.
Paso 3 - Apretar y soplar
Tras la impregnación, la espuma recubierta se aprieta y se sopla para eliminar el exceso de lechada y garantizar la apertura de los canales porosos. Este paso determina de forma crítica la uniformidad de los poros.
Paso 4 - Secado
La espuma recubierta se seca cuidadosamente para eliminar el agua sin agrietar el revestimiento de cerámica verde.
Etapa 5 - Cocción (quemado y sinterización)
La pieza seca se cuece en un horno para quemar primero la plantilla de espuma de poliuretano y luego sinterizar las partículas cerámicas en una estructura coherente. Las temperaturas de cocción suelen alcanzar los 1200-1450°C.
Paso 6 - Inspección de calidad
Los filtros acabados se inspeccionan para comprobar su exactitud dimensional, su peso (que indica la carga de cerámica), sus defectos visuales y, en una fabricación consciente de la calidad, la estructura de los poros y la resistencia a la compresión.
Indicadores de calidad para la adquisición de filtros de espuma cerámica
| Parámetro de calidad | Rango aceptable | Método de ensayo |
|---|---|---|
| Al₂O₃ contenido | ≥ 95% | Análisis XRF |
| Resistencia a la compresión | ≥ 0,6 MPa (temperatura ambiente) | Prueba de compresión |
| Tolerancia dimensional | ±2 mm | Medición con calibrador |
| Uniformidad de peso | ±5% dentro del lote | Pesaje |
| Temperatura máxima de servicio | ≥ 800°C | Certificación del fabricante |
| Resistencia al choque térmico | No se agrieta tras un enfriamiento rápido | Prueba de ciclos térmicos |
Selección del tamaño de poro (PPI): Adaptación del grado del filtro a la aplicación
El índice PPI (poros por pulgada) es el principal parámetro de especificación de los filtros de espuma cerámica. Indica el número de poros contados a lo largo de una dimensión lineal de una pulgada. Un PPI más alto significa poros más finos, menor tamaño mínimo de captura de partículas, mayor eficacia de filtración y mayor resistencia al flujo.

Seleccionar el IPP correcto para una aplicación determinada es una de las decisiones más importantes en la especificación de un filtro. Un filtro demasiado grueso pasa por alto inclusiones críticas; un filtro demasiado fino crea una resistencia excesiva al flujo, ralentiza los índices de llenado, corre el riesgo de que se produzcan cierres en frío y puede no cebar de forma fiable.
Lea también: Cómo elegir el PPI adecuado para la filtración en fundiciones de aluminio
Calificaciones del IPP y sus características
| Clasificación PPI | Gama de tamaños de poro (mm) | Eficacia de filtración | Aplicación típica |
|---|---|---|---|
| 10 PPI | 3,0-4,0 mm | Bajo (colado grueso) | Prefiltro, refundición de chatarra |
| 20 PPI | 1,5-2,5 mm | Moderado | Colada por gravedad general |
| 30 PPI | 1,0-1,8 mm | Bien | Fundiciones estructurales de aluminio |
| 40 PPI | 0,6-1,2 mm | Alta | Piezas estructurales de automóviles |
| 50 PPI | 0,4-0,8 mm | Muy alta | Aeroespacial, seguridad crítica |
| 60 PPI | 0,3-0,6 mm | Máximo | Industria aeroespacial y electrónica |
Criterios de selección más allá de la IPP
Presión de la cabeza metálica: La altura disponible (la altura del metal sobre el filtro) debe ser suficiente para cebar el filtro y mantener el caudal. Los filtros finos (50-60 PPI) requieren una altura mayor. Si el sistema de compuertas no puede proporcionar la altura adecuada, un filtro más grueso producirá resultados más fiables que un filtro fino que se bloquee intermitentemente.
Caudal requerido: El tiempo de llenado del molde viene determinado por el peso de la pieza, la sección de la pared y las características de la aleación. El filtro debe permitir un flujo de metal adecuado para llenar el molde antes de una solidificación prematura. La capacidad de flujo del filtro varía con el área del filtro: las secciones transversales de filtro más grandes manejan caudales más altos.
Tipo y tamaño de la inclusión: Si la principal preocupación de contaminación son los bifilmes de óxido (finos y flexibles, a menudo de más de 100 micrómetros), incluso los filtros de 30 PPI son razonablemente eficaces. Para partículas intermetálicas finas o inclusiones finas de espinela en el rango de 10-50 micrómetros, son necesarios 50-60 PPI.
Composición de la aleación: Las aleaciones de alto magnesio con inclusiones de espinela se benefician de una filtración más fina. Las aleaciones de fundición de silicio con pieles de óxido más pesadas a menudo pueden tratarse adecuadamente con 30-40 PPI.
Directrices prácticas para la selección de IPP
| Tipo de fundición | PPI recomendado | Notas |
|---|---|---|
| HPDC (fundición a alta presión) | Filtración no típica | La inyección a presión evita el filtro |
| Molde permanente de gravedad | 30-40 PPI | Equilibrar eficacia y fluidez |
| Fundición en arena (estructural) | 30-40 PPI | Los sistemas de compuertas más grandes gestionan el flujo |
| Fundición en arena (seguridad automovilística) | 40-50 PPI | Exigencias de calidad más estrictas |
| Fundición a la cera perdida | 50-60 PPI | Los canales muy finos requieren un metal limpio |
| Colada continua (palanquilla/placa) | 30-40 PPI en línea | Tratamiento continuo de alto rendimiento |
| Fundición aeroespacial | 50-60 PPI | Máxima eliminación de inclusiones |
Tamaños, formas y especificaciones dimensionales estándar
Los filtros de espuma cerámica se fabrican en dimensiones estandarizadas para adaptarse a los diseños de caja de filtro habituales en el sector. Conocer los tamaños disponibles ayuda a los ingenieros a diseñar correctamente las cajas de filtro y a los equipos de compras a especificar sin ambigüedades.
Dimensiones del filtro cuadrado común
| Tamaño (mm) | Tamaño (pulgadas) | Espesor típico (mm) | Aplicación típica |
|---|---|---|---|
| 40 × 40 | 1.5″ × 1.5″ | 22 | Pequeñas piezas de fundición, joyería |
| 50 × 50 | 2″ × 2″ | 22 | Fundición ligera |
| 75 × 75 | 3″ × 3″ | 22 | Coladas de gravedad media |
| 100 × 100 | 4″ × 4″ | 22 | Piezas moldeadas estructurales estándar |
| 150 × 150 | 6″ × 6″ | 25 | Grandes piezas estructurales |
| 200 × 200 | 8″ × 8″ | 25-30 | Grandes piezas de fundición, palanquillas |
| 230 × 230 | 9″ × 9″ | 30-40 | Colada continua |
| 300 × 300 | 12″ × 12″ | 40-50 | Colada continua de gran volumen |
| 381 × 381 | 15″ × 15″ | 50 | Colada de losas |
Opciones de filtro redondo
Los filtros de espuma cerámica redondos se utilizan en aplicaciones en las que se prefieren las cajas de filtro circulares, sobre todo en determinados sistemas de lavado y vertidos especializados. Los diámetros habituales oscilan entre 40 mm y 300 mm, con espesores equivalentes a los cuadrados.
Capacidad de personalización
Además de las dimensiones estándar, AdTech fabrica filtros de espuma cerámica en tamaños personalizados, perfiles cónicos, geometrías escalonadas y con configuraciones específicas de juntas de sellado. Los filtros personalizados son adecuados cuando los tamaños estándar no se ajustan a los diseños de caja de filtro existentes o cuando se requieren características de flujo específicas.
Cómo instalar correctamente filtros de espuma cerámica en una caja de filtro
La instalación correcta es tan importante como la selección correcta del filtro. Un filtro bien especificado instalado incorrectamente proporciona poco o ningún beneficio - y puede introducir sus propios problemas de calidad.

Requisitos de diseño de la caja de filtro
La caja del filtro (también llamada asiento del filtro o asiento del filtro de la cuenca de vertido) debe:
- Apoye el filtro en los cuatro bordes con una superficie de asiento plana y uniforme.
- Cree un sello hermético (a prueba de metales) entre el borde del filtro y la caja para evitar el desvío de metales alrededor del filtro.
- Prever una altura suficiente por encima del filtro para cebarlo y mantener el caudal.
- Tener una sección transversal suficientemente grande para evitar una velocidad excesiva por encima y por debajo del filtro.
- Debe precalentarse antes de la fundición para evitar el choque térmico en el filtro y la pérdida de temperatura en el metal.
Asientos y sellado
El detalle de instalación más crítico es el sellado del perímetro del filtro. Si el metal fundido encuentra un camino alrededor del borde del filtro - entre el filtro y la pared de la caja del filtro - el metal no filtrado llega a la cavidad del molde. Se pierde todo el beneficio de la filtración.
Los métodos de sellado incluyen:
Junta de fibra refractaria: Una cuerda o junta de fibra cerámica colocada en el asiento de la caja del filtro antes de colocar el filtro. El filtro comprime la junta en la instalación, creando un sello. Este es el método más fiable.
Pasta cerámica/sello de mortero: Mortero refractario aplicado al asiento de la caja del filtro antes de la colocación del filtro. Adecuado cuando se aplica correctamente, pero más variable que una junta de fibra.
Ajuste dimensional preciso: Si las dimensiones de la caja del filtro y del filtro se ajustan con precisión (tolerancia estrecha), el propio ajuste proporciona un sellado adecuado. Menos fiable que el sellado activo, pero se utiliza en algunos lavaderos de colada continua.
Requisitos de precalentamiento
Los filtros de espuma cerámica fría insertados en aluminio metálico caliente sufren un choque térmico. Aunque los filtros de espuma cerámica de calidad están diseñados para resistir el choque térmico, el calentamiento rápido de la temperatura ambiente a 750°C crea tensiones. En términos más prácticos, un filtro frío enfría considerablemente el metal en contacto con él, lo que puede provocar una congelación prematura antes de que se llene el molde.
La práctica habitual consiste en precalentar el filtro y la caja del filtro con un soplete o una estación de precalentamiento a 200-300°C como mínimo antes del contacto con el metal. En operaciones de gran volumen con tiempos de ciclo ajustados, las cajas de filtro se mantienen a temperatura de fundición entre ciclos.
Procedimiento de instalación paso a paso
- Inspeccione el filtro en busca de grietas, astillas o daños visibles - deseche cualquier filtro dañado.
- Compruebe que el PPI, el tamaño y la orientación del filtro coinciden con las especificaciones.
- Limpie las superficies de asiento de la caja del filtro de cualquier residuo de fundiciones anteriores.
- Coloque la junta de estanqueidad o aplique mortero en el asiento del filtro.
- Coloque el filtro con cuidado, apoyándolo uniformemente en todos los bordes.
- Precaliente el conjunto de la caja del filtro antes de que entre en contacto con el metal.
- Verificar que la altura de la cabeza metálica en la balsa cumple el mínimo requerido para el cebado del filtro.
- Después de la colada, no reutilice el filtro; retírelo y deséchelo antes de la siguiente colada.
Pruebas de rendimiento y métodos de medición de la inclusión
Verificar que la filtración funciona -y cuantificar las mejoras- requiere técnicas de medición adecuadas. Las fundiciones que no pueden medir los niveles de inclusión no pueden optimizar su proceso de filtración.
Prueba de molde K (precursor del PoDFA)
El ensayo K-Mold muestrea un volumen definido de metal a través de una geometría de molde estándar. La muestra solidificada se corta transversalmente y se examina metalográficamente. Las inclusiones visibles en la sección transversal se cuentan y caracterizan. Aunque son relativamente sencillos, los resultados del K-Mold son semicuantitativos y dependen del observador.
PoDFA (Análisis de Filtración en Disco Poroso)
El PoDFA es el método cuantitativo de medición de inclusiones más utilizado en la industria del aluminio. Un volumen definido de masa fundida (normalmente de 1 a 3 kg) se hace pasar al vacío a través de un disco filtrante de cerámica fina. Todas las inclusiones mayores que el tamaño del poro del disco se concentran en la superficie del disco. Tras la solidificación y la preparación metalográfica, la capa de inclusión se cuantifica en mm²/kg, un índice de inclusión que compara directamente el metal filtrado con el no filtrado.
El PoDFA puede identificar los tipos de inclusión (óxidos, espinelas, carburos) mediante el análisis EDX del residuo del filtro, proporcionando información detallada sobre las fuentes de contaminación.
LiMCA (Analizador de limpieza de metales líquidos)
LiMCA utiliza un principio de medición de resistencia eléctrica. Se sumerge un pequeño orificio en la masa fundida y se aspira metal a través de él. Las partículas de inclusión que pasan por el orificio desplazan el metal y provocan un aumento momentáneo de la resistencia eléctrica. Esta señal cuenta y dimensiona las inclusiones en tiempo real, proporcionando datos continuos de limpieza durante la colada.
LiMCA es especialmente valioso para las operaciones de colada continua, en las que la supervisión en tiempo real permite reaccionar inmediatamente ante el deterioro de la limpieza.
Pruebas ultrasónicas de muestras moldeadas
Tras la solidificación, el ensayo por ultrasonidos de barras de prueba o secciones representativas detecta los defectos internos, incluidas las agrupaciones de inclusiones y la porosidad. Este método no identifica el tipo de inclusión, sino que cuantifica la distribución espacial de las discontinuidades internas.
Comparación de los métodos de medición de la inclusión
| Método | Tipo de medición | Velocidad | Cuantitativo | Aplicación |
|---|---|---|---|---|
| K-Mold | Visual/semicuantitativo | Rápido | No | Supervisión de la fundición |
| PoDFA | Cuantitativo (mm²/kg) | 30-60 min | Sí | I+D, cualificación |
| LiMCA | Recuento de partículas en tiempo real | Continuo | Sí | Colada continua |
| Ultrasónico | Cartografía de defectos internos | Variable | Parcial | Control de calidad posterior al colado |
| Metalográfico | Visual, detallado | Horas | Sí | Análisis de las causas |
Filtro de espuma cerámica frente a otros métodos de filtración
Existen múltiples tecnologías de filtración para el aluminio, y los filtros de espuma cerámica no son la única opción. Conocer las alternativas ayuda a los ingenieros a elegir el método o la combinación de métodos más adecuados.
Filtros de tela de fibra de vidrio
La tela de fibra de vidrio, el primer tipo de filtro ampliamente adoptado, se teje a partir de fibras de vidrio en una malla con un tamaño de apertura definido. La instalación es sencilla: la tela se coloca en el sistema de compuertas. Sin embargo, la eficacia de la filtración es mucho menor que la de la espuma cerámica, ya que la tela sólo proporciona un filtrado superficial sin filtración en profundidad. La fibra de vidrio también está limitada por la temperatura y puede aportar fibras de vidrio como fuente de contaminación si se degrada.
Filtros de lecho compacto (alúmina tabular)
Las bolas tabulares sueltas de alúmina o las virutas empaquetadas en una caja filtrante proporcionan un medio de filtración de lecho profundo con gran capacidad de inclusión. Los lechos empaquetados son eficaces, pero requieren una infraestructura considerable, no son de un solo uso en el mismo sentido (el lecho puede limpiarse y reutilizarse) y proporcionan un flujo menos uniforme en comparación con la espuma cerámica. Son más comunes en las operaciones de colada continua a gran escala, donde el volumen del filtro y la logística de sustitución hacen que la espuma cerámica sea poco práctica.
Filtros de tubo cerámico
Los tubos de cerámica porosa a través de los cuales fluye metal radialmente tienen una alta eficacia de filtración, pero se utilizan principalmente en aplicaciones especializadas más que en fundición general. Son difíciles de instalar en sistemas de compuerta estándar.
Filtración electromagnética
La agitación y el filtrado electromagnéticos aprovechan la conductividad eléctrica del aluminio líquido para alejar el metal de las inclusiones utilizando la fuerza magnética. Esta tecnología es muy eficaz para eliminar inclusiones finas y funciona de forma continua sin necesidad de cambiar el filtro físico. La contrapartida es el elevado coste de capital y la complejidad, lo que limita su aplicación a las grandes instalaciones de colada continua.
Cuadro comparativo
| Tipo de filtro | Eficacia de filtración | Coste de capital | Costes de explotación | Facilidad de uso |
|---|---|---|---|---|
| Espuma cerámica | Alta | Bajo | Bajo (un solo uso) | Alta |
| Tela de fibra de vidrio | Bajo-Moderado | Muy bajo | Muy bajo | Muy alta |
| Lecho compacto (alúmina) | Alta | Medio | Bajo (reutilizable) | Medio |
| Electromagnético | Muy alta | Muy alta | Medio | Bajo (especializado) |
| Tubo cerámico | Alta | Medio | Medio | Bajo |
Para la gran mayoría de las aplicaciones de fundición de aluminio -fundición por gravedad, fundición a baja presión y fundición semicontinua-, los filtros de espuma cerámica representan la combinación óptima de coste, rendimiento y sencillez operativa.
Normas de calidad y certificaciones que importan
A la hora de comprar filtros de espuma cerámica para la fundición industrial de aluminio, conocer las normas de calidad aplicables ayuda a los equipos de compras a especificar correctamente los filtros y a evaluar los sistemas de calidad de los proveedores.

Normas del sector que hacen referencia a la filtración por espuma cerámica
Normas ASTM: Aunque no existe una norma ASTM específica para los filtros de espuma cerámica, la norma ASTM B594 (Inspección ultrasónica de productos forjados de aleación de aluminio) especifica indirectamente los requisitos de limpieza que se consiguen mediante la filtración.
AMS (Especificaciones de materiales aeroespaciales): Varias especificaciones AMS para piezas de fundición de aleaciones de aluminio y productos forjados incluyen requisitos de limpieza que hacen necesaria la filtración. AMS 2175 cubre las clasificaciones de fundición, y muchos clientes del sector aeroespacial especifican la filtración como requisito del proceso.
ISO 9001 / IATF 16949: Los fabricantes de filtros de espuma cerámica que suministran a fundiciones de automóviles deben poseer la certificación IATF 16949 que demuestre un sistema de gestión de calidad documentado con controles de procesos, inspección dimensional y procesos de acción correctiva.
Normas específicas para cada cliente: Los principales fabricantes de equipos originales de automoción (Ford, GM, BMW, Toyota) y los principales fabricantes aeroespaciales (Boeing, Airbus) suelen mantener sus propias normas de cualificación de proveedores que deben cumplir los fabricantes y fundiciones de filtros de espuma cerámica.
Qué hay que comprobar al seleccionar un proveedor de filtros
- Composición del material (pruebas XRF del contenido de Al₂O₃).
- Coherencia dimensional en un lote (medir varios filtros).
- Resistencia a la compresión (el filtro no debe fracturarse durante la instalación o el uso).
- Consistencia del peso lote a lote (indica una carga cerámica consistente).
- Resultados de las pruebas de choque térmico.
- Referencias de clientes existentes en aplicaciones comparables.
- Documentación de control de calidad de la producción.
Caducidad, almacenamiento y manipulación
Los filtros de espuma cerámica son sensibles a la humedad. La alúmina es higroscópica hasta cierto punto, y la humedad absorbida se libera en forma de vapor cuando el filtro entra en contacto con el metal caliente. Este vapor puede disolverse en el aluminio en forma de hidrógeno, introduciendo exactamente la contaminación que el filtro debe eliminar.
Requisitos de almacenamiento
- Almacenar filtros en un ambiente seco con una humedad relativa inferior a 60%.
- Proteger del contacto directo con el agua o la condensación.
- Conservar en el envase original hasta el momento de su uso.
- No apile los filtros sin un embalaje protector entre ellos: la estructura cerámica, aunque resistente a la compresión, es quebradiza bajo cargas puntuales y puede astillarse o agrietarse.
- Almacenar lejos del suelo en un entorno de almacén para evitar la humedad del hormigón.
Vida útil
Los filtros de espuma cerámica almacenados correctamente no tienen una fecha de caducidad estricta, ya que el material cerámico en sí no se degrada químicamente durante el almacenamiento. No obstante, los filtros almacenados en condiciones de humedad o en entornos contaminados deben inspeccionarse y, en caso de duda, secarse en un horno a 200-300°C antes de su uso. Los filtros que presenten humedad, contaminación o daños físicos visibles deben rechazarse.
Manipulación durante la producción
- Manipule los filtros por los bordes o con herramientas acolchadas; evite el contacto puntual en el centro de la cara del filtro.
- No deje caer los filtros: incluso las grietas más pequeñas comprometen el sellado y la integridad de la filtración.
- Inspeccione cada filtro inmediatamente antes de instalarlo.
- Deseche cualquier filtro con grietas visibles, astillas a lo largo del borde de sellado o puntales rotos.
Fallos comunes de las aplicaciones y cómo evitarlos
Tras años de apoyo a las operaciones de fundición, hemos documentado las razones recurrentes por las que la filtración de espuma cerámica a veces no ofrece los resultados esperados. Casi todos los fallos son evitables con una disciplina de proceso adecuada.
Bypass metálico alrededor del filtro
¿Qué ocurre?: El metal fluye alrededor del borde del filtro en lugar de atravesarlo, llegando al molde sin filtrar.
Causa: Sellado inadecuado entre el filtro y la caja del filtro, filtro sobredimensionado con respecto a la caja o borde del filtro dañado.
Solución: Utilice siempre juntas de fibra cerámica. Compruebe la compatibilidad dimensional entre el filtro y la caja. Inspeccione los bordes del filtro antes de la instalación.
El filtro no se ceba
¿Qué ocurre?: El metal no fluye a través del filtro, lo que provoca un llenado incompleto del molde o una contrapresión excesiva.
Causa: Altura de la cabeza del metal insuficiente, PPI muy fino que requiere más cabeza de la disponible, filtro frío que aumenta la tensión superficial o viscosidad excesiva del metal (temperatura demasiado baja).
Solución: Verifique la altura de la cabeza contra los requisitos de flujo del filtro. Precalentar el filtro adecuadamente. Considere un grado PPI más grueso si el cebado es crónicamente problemático.
Fractura del filtro durante el enyesado
¿Qué ocurre?: El filtro se rompe al entrar en contacto con el metal, liberando fragmentos de cerámica en la colada.
Causa: Choque térmico del filtro frío, velocidad excesiva del metal que crea un pico de presión, o filtro de baja calidad con resistencia inadecuada.
Solución: Precalentar los filtros antes del contacto con el metal. Compruebe la velocidad del metal: añada superficie filtrante o rediseñe la compuerta para reducir la velocidad. Obtenga filtros de proveedores con pruebas documentadas de resistencia a la compresión.
Recontaminación tras la filtración
¿Qué ocurre?: Las piezas fundidas presentan inclusiones aunque la filtración se haya realizado correctamente.
Causa: Reoxidación del metal entre el filtro y la cavidad del molde, flujo de metal turbulento después del filtro o pieles de óxido formadas en la cavidad del molde durante el llenado.
Solución: Minimizar la altura de caída del metal después del filtro. Diseñar la compuerta para un llenado suave y sin turbulencias. Revisar la temperatura del metal y la velocidad de vertido.
Saturación prematura del filtro
¿Qué ocurre?: El filtro se carga rápidamente y el flujo se detiene antes de que se complete la colada.
Causa: Contenido inicial muy alto de inclusión en la masa fundida, filtro de tamaño insuficiente para la colada o filtro PPI muy fino utilizado con metal muy contaminado.
Solución: Tratar la contaminación previa mediante desgasificación y tratamiento de la masa fundida antes de confiar únicamente en la filtración. Utilice una superficie de filtración mayor o una filtración en dos etapas (gruesa + fina).
Filtros de espuma cerámica en sistemas específicos de aleación de aluminio
A356 / A357 (aleaciones de fundición de Al-Si-Mg)
Se trata de las aleaciones de fundición de aluminio más filtradas, muy utilizadas en aplicaciones estructurales de automoción. Las principales inclusiones de interés son las películas de óxido y las partículas de MgO/espinela procedentes del contenido de magnesio. Solemos recomendar 30-40 PPI para aplicaciones estructurales estándar y 40-50 PPI para piezas críticas para la seguridad, como brazos de control y nudillos de dirección.
6061 / 6082 (aleaciones forjadas mediante colada continua)
La colada continua de palanquilla y planchón de aleaciones de la serie 6xxx utiliza filtros de espuma cerámica en línea en el sistema de lavado. El filtro captura las películas de óxido y las inclusiones de espinela antes de que el metal entre en la colada, evitando defectos superficiales y discontinuidades internas en el producto forjado. 30-40 PPI es estándar para la fundición de palanquillas.
Serie 7xxx (aleaciones de alta resistencia Al-Zn-Mg)
Las aleaciones de aluminio aeroespaciales exigen la máxima limpieza. Un mayor contenido de magnesio y zinc aumenta la variedad y cantidad de posibles inclusiones. Estas aleaciones se benefician más de la mejor filtración disponible (50-60 PPI) combinada con la desgasificación previa y, para las aplicaciones más críticas, la verificación de limpieza LiMCA o PoDFA.
Aluminio secundario / reciclado
Las aleaciones de aluminio reciclado llevan intrínsecamente mayores cargas de inclusión que el metal primario: películas de óxido acumuladas durante la refundición, intermetálicos de composiciones de chatarra mezcladas y contaminación de revestimientos o lubricantes en la chatarra. La filtración de aleaciones secundarias requiere una mayor atención a la capacidad del filtro (utilizar filtros más grandes o aceptar una sustitución más frecuente) y un tratamiento previo de la masa fundida para reducir la carga de inclusión antes de la filtración.

Preguntas frecuentes sobre los filtros de espuma cerámica para aluminio
1: ¿Pueden reutilizarse los filtros de espuma cerámica para varias coladas?
No. Los filtros de espuma cerámica son artículos de un solo uso y nunca deben reutilizarse. Después de una colada, el filtro ha capturado inclusiones en toda su red de poros. Si se reutiliza el filtro, se corre el riesgo de que las inclusiones capturadas vuelvan al flujo de metal al cambiar la química, la temperatura o la dinámica de flujo de la masa fundida. Además, el filtro puede haber sufrido microfisuras debido a ciclos térmicos que no son visibles externamente pero que comprometen su integridad estructural. El coste de un filtro nuevo es insignificante comparado con el coste de una colada rechazada causada por un filtro reutilizado que libera inclusiones.
2: ¿Cuál es la altura correcta del cabezal metálico por encima de un filtro de espuma cerámica?
Los requisitos mínimos de cabeza metálica dependen del PPI del filtro y de la temperatura. Las directrices generales son: Los filtros de 20-30 PPI requieren aproximadamente 75-100 mm de cabeza; los filtros de 30-40 PPI suelen necesitar 100-150 mm; los filtros de 50-60 PPI pueden requerir 150-200 mm o más. Estos son puntos de partida; los requisitos reales dependen del área del filtro, la temperatura del metal y la composición de la aleación. Si el diseño de la fundición no permite una cabeza adecuada, deberá seleccionarse un grado de filtración más grueso.
3: ¿Cómo sé si mi filtro de espuma cerámica funciona?
Los métodos de confirmación más prácticos son: (1) Análisis PoDFA comparando los niveles de inclusión en el metal filtrado frente al no filtrado - un filtro que funciona bien reduce el recuento de inclusiones en un 50-90%; (2) K-Mold o pruebas de densidad de las muestras de fundición; (3) Inspección radiográfica de las piezas fundidas mostrando una porosidad reducida o eliminada; (4) Resultados de pruebas mecánicas, en particular los valores de elongación, que son muy sensibles al contenido de inclusión. Si la calidad de la colada mejora de forma apreciable tras aplicar la filtración, el filtro está funcionando. Si la calidad no mejora, investigue el flujo de derivación, la selección incorrecta del PPI o la recontaminación aguas arriba.
4: ¿Cuál es la causa de que un filtro de espuma cerámica se oscurezca o ennegrezca tras la fundición?
La coloración negra u oscura tras la fundición es la deposición de carbono procedente de residuos orgánicos en la chatarra que se quemaron durante la fusión, o de ciertos compuestos fundentes. También puede reflejar la absorción de óxidos metálicos y otras inclusiones de color oscuro. Un cierto oscurecimiento es normal y no indica un problema con el filtro o la fundición. Si la coloración va acompañada de una formación inusual de escoria o de defectos de fundición, investigue el proceso de preparación de la chatarra y de tratamiento de la masa fundida.
5: ¿Existe alguna diferencia entre los filtros de espuma cerámica fabricados en China y los fabricados en Europa?
El lugar de fabricación por sí solo no es un indicador de calidad fiable: la calidad varía según el fabricante, independientemente de la geografía. Los factores que importan son: la pureza de la materia prima (contenido de Al₂O₃), el control del proceso de fabricación, la consistencia dimensional, la resistencia a la compresión y el sistema de gestión de calidad. AdTech fabrica filtros de espuma cerámica con un riguroso control del proceso y verificación del material. Cuando evalúe a cualquier proveedor, solicite informes de pruebas de materiales, registros de inspección dimensional y referencias de clientes actuales. Las pruebas de filtros de muestra realizadas por terceros antes de comprometerse a fabricar un volumen determinado es una buena práctica de adquisición.
6: ¿Qué tamaño de filtro de espuma cerámica necesito para mi colada?
El tamaño del filtro depende de dos factores principales: el caudal de metal necesario y la altura de cabeza disponible. El filtro debe proporcionar suficiente superficie abierta para que pase el volumen de metal necesario dentro del tiempo de llenado de la colada sin superar una velocidad de flujo que haría que las inclusiones empujaran a través de él en lugar de ser capturadas. Un punto de partida práctico: para coladas de hasta 10 kg, un filtro de 100×100 mm suele ser adecuado; para coladas de 10-50 kg, 150×150 mm; para coladas de 50-200 kg, 200×200 mm o más. Para la colada continua, la superficie del filtro se calcula en función del caudal de metal y de la caída de presión máxima aceptable.
7: ¿Pueden los filtros de espuma cerámica eliminar el hidrógeno disuelto del aluminio?
No. Los filtros de espuma cerámica capturan las inclusiones sólidas y semisólidas (películas de óxido, partículas) pero no tienen ningún mecanismo para eliminar el hidrógeno disuelto. La eliminación del hidrógeno requiere desgasificación: desgasificación por impulsor rotativo, purga de gas o tratamiento al vacío. En la práctica de producción, la desgasificación debe realizarse antes de la filtración porque el proceso de desgasificación puede generar inclusiones (por turbulencia de la masa fundida y reacción de flujo) que el filtro posterior elimina. La secuencia correcta es: preparación de la masa fundida → desgasificación → filtración → colada.
8: ¿Qué ocurre si la temperatura del metal es demasiado baja al filtrar?
La baja temperatura del metal aumenta la viscosidad y la tensión superficial, lo que dificulta el cebado y el flujo del metal a través del filtro. Por debajo de 700 °C aproximadamente para la mayoría de las aleaciones de fundición de aluminio, la dificultad de cebado aumenta significativamente. Además, es más probable que el metal a baja temperatura se solidifique dentro de los poros del filtro si el flujo se detiene, provocando un bloqueo prematuro. Mantenga la temperatura del metal dentro del intervalo normal de temperatura de fundición de la aleación (normalmente 720-780°C) y asegúrese de que la caja del filtro está precalentada para evitar un enfriamiento excesivo en la superficie del filtro.
9: ¿Necesito filtración si ya estoy desgasificando mi aluminio?
Sí, la desgasificación y la filtración abordan diferentes tipos de contaminantes y son complementarias, no intercambiables. La desgasificación elimina el hidrógeno gaseoso disuelto. No elimina eficazmente inclusiones sólidas como películas de óxido, intermetálicos o partículas refractarias. De hecho, la turbulencia creada por la desgasificación rotativa puede generar nuevas inclusiones de óxido que deben eliminarse por filtración. La mejor práctica consiste siempre en realizar primero la desgasificación y después filtrar el metal desgasificado antes de la colada.
10: ¿Cómo debo desechar los filtros de espuma cerámica usados?
Los filtros de espuma cerámica usados suelen clasificarse como residuos sólidos no peligrosos porque la cerámica de alúmina es químicamente inerte. Sin embargo, hay que tener en cuenta el metal retenido y cualquier residuo de fundente. La mayoría de las fundiciones dejan enfriar los filtros usados y, a continuación, recuperan el metal retenido triturando y refundiendo el filtro en un proceso específico (teniendo en cuenta que los fragmentos de cerámica del filtro en la masa fundida requerirían una manipulación controlada). El residuo cerámico tras la recuperación del metal suele enviarse al vertedero como residuo industrial inerte. Compruebe la normativa medioambiental local: los requisitos varían según la jurisdicción. Los filtros que han entrado en contacto con fundentes a base de cloro pueden requerir una manipulación específica para su eliminación.
Resumen: Puntos clave para ingenieros y compradores
Los filtros de espuma cerámica para aluminio representan una de las inversiones de calidad más rentables en la fundición de metales. Los puntos principales que hay que retener de este resumen técnico son:
- Eliminación de la inclusión mediante la filtración de espuma cerámica mejora sistemáticamente las propiedades mecánicas, demostrándose de forma rutinaria ganancias de elongación de 30-100% en el metal filtrado frente al no filtrado.
- Selección de IPP deben equilibrar la eficacia de la filtración con los requisitos de caudal: 30-40 PPI cubren la mayoría de las aplicaciones de fundición estructural, mientras que el sector aeroespacial exige 50-60 PPI.
- Filtros a base de alúmina son estándar para la compatibilidad del aluminio, siendo el contenido correcto de Al₂O₃ (≥95%) un parámetro de calidad no negociable.
- Instalación correcta con un sellado adecuado es tan importante como la selección del filtro: el metal desviado anula todo el propósito de la filtración.
- La filtración sigue a la desgasificación en la secuencia de proceso correcta: nunca sustituya uno por otro.
- Disciplina de un solo uso no es negociable: la reutilización de filtros introduce un riesgo de calidad muy superior al coste de un filtro nuevo.
- La medición valida el rendimiento - Las pruebas PoDFA, LiMCA o, como mínimo, K-Mold deben utilizarse para verificar que la filtración proporciona la mejora de limpieza esperada.
En AdTech, fabricamos filtros de espuma cerámica en todos los grados y tamaños estándar de PPI, con opciones personalizadas para aplicaciones especializadas. Nuestros filtros se fabrican con un contenido verificado de Al₂O₃, tolerancias dimensionales controladas y procesos de gestión de calidad documentados que sirven a clientes de fundición de aluminio industriales, aeroespaciales y de automoción de todo el mundo.
