Alüminyum için seramik köpük filtreler, erimiş alüminyumdan metalik olmayan inklüzyonları gidermek için en etkili ve yaygın olarak benimsenen filtrasyon teknolojisidir ve sürekli olarak daha düşük inklüzyon sayıları, iyileştirilmiş mekanik özellikler ve azaltılmış döküm reddetme oranları ile daha temiz metal sağlar. AdTech olarak yıllardır otomotiv, havacılık ve inşaat sektörlerindeki alüminyum döküm operasyonlarına seramik köpük filtreler tedarik ediyoruz ve veriler net: doğru seçilmiş ve doğru takılmış seramik köpük filtreler, filtrelenmemiş metale kıyasla inklüzyonla ilgili kusurları 50-90% oranında azaltıyor.
Projeniz Seramik Köpük Filtre kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
Seramik Köpük Filtre Nedir ve Alüminyum Dökümde Nasıl Çalışır?
A seramik köpük filtre fırın veya pota ile döküm kalıbı arasındaki erimiş metal akış yoluna yerleştirilmek üzere tasarlanmış, refrakter seramik malzemeden yapılmış üç boyutlu, açık hücreli gözenekli bir yapıdır. Sıvı alüminyum filtreden geçtiğinde, metalik olmayan partiküller - oksit filmler, refrakter parçalar, metaller arası bileşikler ve diğer inklüzyonlar - kıvrımlı iç gözenek ağı içinde fiziksel olarak yakalanır ve temiz metal kalıp boşluğuna devam ederken orada tutulur.
Seramik köpük filtrenin yapısı görsel olarak doğal bir deniz süngerine benzer, ancak kontrollü gözenek yoğunluğu, birbirine bağlı boşluk kanalları ve metalde bozulma veya kirlenme olmaksızın 800°C'ye kadar sıcaklıklarda erimiş alüminyumla temasa dayanabilen refrakter bir seramik bileşimi ile tasarlanmıştır.
Seramik köpük filtrelerin alüminyum dökümde mevcut en yüksek etkili, en düşük maliyetli kalite müdahalesi olduğunu düşünüyoruz. Filtrenin kendisi birim başına birkaç dolara mal olabilir, ancak sağladığı kusur azaltma - yüzlerce dolar değerinde reddedilen bir dökümü önleme - ekonomiyi ezici hale getirir.

Seramik Köpük Filtreler Neden Endüstri Standardı Oldu?
Seramik köpük filtreler 1970'lerde ve 1980'lerde yaygın olarak benimsenmeden önce, alüminyum dökümhaneleri fiberglas kumaş filtrelere, gevşek alümina partiküllü dolgulu yatak filtrelere güveniyordu veya hiç filtreleme yapmıyordu. Daha önceki her yöntemin ciddi sınırlamaları vardı:
- Fiberglas filtreler düşük inklüzyon yakalama verimliliğine ve sınırlı termal dirence sahiptir.
- Dolgulu yatak sistemlerinin tutarlı akış için kontrol edilmesi zordur ve önemli bir altyapı gerektirir.
- Filtreleme yapılmaması, güvenilir olmayan mekanik özellikler ve yüksek hurda oranları üretir.
Seramik köpük filtre, yüksek filtrasyon verimliliği, basit kurulum, tek kullanımlık kolaylık, düşük hazırlama hacmi (akış başlamadan önce filtreyi ıslatmak için gereken metal) ve tüm yaygın alüminyum alaşımlarıyla kimyasal uyumluluğu bir araya getirdiği için bu yaklaşımların yerini almıştır.
Alüminyum Eriyiğindeki Kapanımlar Neden Döküm Hatalarına Neden Olur?
İnklüzyonların ne olduğunu ve döküm özelliklerine ne yaptıklarını anlamak, filtrasyonun neden önemli olduğunu anlamak için temel bir bağlamdır. Pek çok tedarik kararı, inklüzyonların hataya neden olan rolü tam olarak anlaşılmadığı için filtrelemeye gereken değeri vermemektedir.

Alüminyum Eriyiğinde Bulunan Kalıntı Türleri
Oksit Filmler (Bifilmler)
Alüminyum, eriyik yüzeyi havayla temas ettiğinde neredeyse anında bir oksit kabuğu (Al₂O₃) oluşturur. Bu oksit film, türbülanslı dökme veya aktarma sırasında kendi üzerine katlandığında, bifilm adı verilen çift katmanlı bir film oluşturur. Bifilmler en zarar verici inklüzyon türüdür çünkü katılaşmış metal içinde önceden var olan çatlaklar gibi davranırlar. Tipik olarak 1-100 mikrometre kalınlığındadırlar ve milimetre uzunluğunda olabilirler.
Spineller (MgAl₂O₄)
Magnezyum içeren alaşımlarda, magnezyum alüminyum oksit ile reaksiyona girerek magnezyum alüminat spinel parçacıkları oluşturur. Bu sert parçacıkların çıkarılması özellikle zordur çünkü eriyik içinde kararlı dağılımlar oluşturma eğilimindedirler.
Silisyum Karbür ve Refrakter Parçalar
Fırın astarı erozyonu, pota aşınması ve takım kontaminasyonu, yüzey kusurlarına, işleme takımı hasarına ve dökümde stres konsantrasyon noktalarına neden olan sert refrakter partikülleri ortaya çıkarır.
İntermetalik Bileşikler
Demir içeren intermetalikler (Al₃Fe, Al₅FeSi), demir içeriği alaşımın toleransını aştığında soğutma sırasında çökelir. Bu plaka benzeri partiküller kırılgandır ve sünekliği ve yorulma ömrünü azaltır.
Alkali Metal Bileşikleri
Sodyum ve kalsiyum klorürler ve flaks işleminden veya hammadde kontaminasyonundan kaynaklanan oksitler, yüzey kusurlarına neden olabilecek ve korozyon direncini azaltabilecek inklüzyonlar oluşturur.
Kapanımlar Mekanik Özelliklere Nasıl Zarar Verir?
| Dahil Etme Türü | Birincil Hasar Mekanizması | Tipik Mülk Etkisi |
|---|---|---|
| Oksit bifilmler | Önceden var olan çatlak düzlemleri | -30 ila -60% uzama azalması |
| Spineller | Sert parçacık stres yoğunlaştırıcılar | Yorgunluk ömrünün azaltılması |
| Refrakter parçalar | İşleme takımı hasarı, yüzey çukurları | Boyutsal ve yüzey kusurları |
| Demir intermetalikler | Mikroyapıda kırılgan faz | Azaltılmış süneklik ve darbe dayanımı |
| Alkali bileşikler | Korozyon başlangıç bölgeleri | Azaltılmış korozyon direnci |
Metalürji dergilerinde yayınlanan araştırmalar sürekli olarak uzamanın - en hassas mekanik özellik - aynı alaşım ve ısıl işlem koşulundaki uygun şekilde filtrelenmiş metale kıyasla filtrelenmemiş alüminyumda yarı yarıya veya daha fazla düşebileceğini göstermektedir. Otomotiv süspansiyon bileşenleri veya havacılık braketleri gibi güvenlik açısından kritik parçalar için, filtrelenmiş ve filtrelenmemiş metal arasındaki bu fark, yorulma testini geçen bir parça ile zamanından önce arızalanan bir parça arasındaki fark anlamına gelebilir.
Filtrasyon Mekanizmaları: Derinlik Filtrasyonu vs Yüzey Keki Filtrasyonu
Seramik köpük filtreler iki farklı fiziksel mekanizma ile çalışır ve her ikisini de anlamak, doğru filtre sınıfını seçmek ve üretim sırasında filtrasyon davranışını yorumlamak için önemlidir.
Derinlik Filtrasyonu (Erken Filtrasyonda Birincil Mekanizma)
Metal yeni bir seramik köpük filtreden ilk kez akmaya başladığında, baskın mekanizma derinlik filtrasyonudur. Kapanımlar, birkaç alt mekanizma aracılığıyla iç gözenek ağı içinde yakalanır:
Mekanik Süzme: Gözenek boğaz çapından daha büyük partiküller fiziksel olarak bloke edilir ve geçemez.
Atalet Etkisi: Yeterli kütleye sahip parçacıklar kıvrımlı gözenek ağı boyunca kavisli akış çizgilerini takip edemez ve bunun yerine seramik duvarlara çarpar.
Sedimantasyon: Daha büyük gözeneklerde, partiküller yerçekimi altında seramik yüzeyine yerleşebilir.
Yüzey Yapışma: Seramik yüzey alüminyum oksit inklüzyonları için doğal bir afiniteye sahiptir. Bir partikül gözenek duvarına temas ettiğinde, van der Waals kuvvetleri ve oksit inklüzyonu ile oksit seramik yüzey arasındaki ıslatma kimyası yapışmayı teşvik eder.
Kek Filtrasyonu (Aşamalı Birikim)
Kapsüller filtrenin yukarı akış yüzünde biriktikçe filtre keki adı verilen bir tabaka oluştururlar. Bu kekin kendisi, tek başına seramik yapıdan bile daha ince etkili gözenek açıklıklarına sahip bir filtrasyon ortamı haline gelir. Paradoksal olarak, filtrasyon verimliliği genellikle filtre yüklendikçe artar - ancak akış direncinin artması pahasına.
Bu nedenle seramik köpük filtreler tek kullanımlık ürünlerdir. Bir filtre doyduğunda, akış direnci kabul edilemez hale gelir ve inklüzyon salınımı riski artar. Kullanılmış bir filtrenin yeniden kullanılması büyük bir kalite riski oluşturur.
Hazırlama Hacmi ve İlk Akış
Kararlı durum filtrasyonu başlamadan önce, filtre astarlanmalıdır - seramik yapı metal tarafından ıslatılmalıdır, böylece metal sadece yukarı akış yüzünde tıkanmak yerine içinden akar. Hazırlama hacmi, filtreden akış sağlamak için gereken metal miktarıdır.
Daha ince gözenekli filtreler (daha yüksek PPI) daha küçük gözenek açıklıklarına ve daha yüksek yüzey gerilimi direncine sahiptir, bu da daha fazla enerji (metal kafa yüksekliği) ve daha büyük hazırlama hacmi gerektirir. Bu nedenle, çok ince filtreler (50-60 PPI) bazen güvenilir hazırlama sağlamak için ön ısıtma ve dikkatli geçit sistemi tasarımı gerektirir.
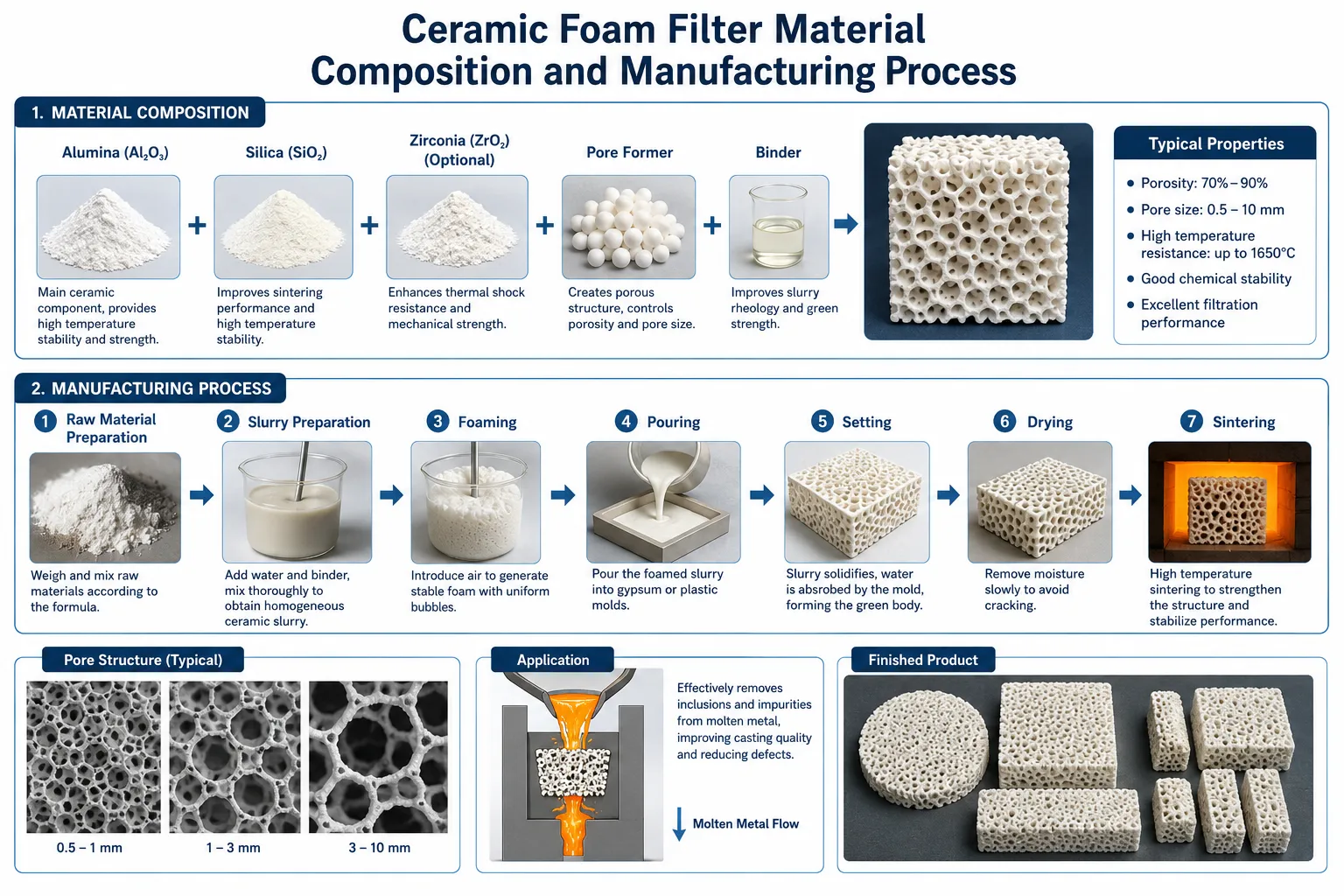
Seramik Köpük Filtre Malzemesi Bileşimi ve Üretim Süreci
Seramik köpük filtre malzemesinin kimyasal ve fiziksel özellikleri, alüminyum uygulamalarındaki performansını belirler. Tüm seramik köpük filtreler eşit değildir - malzeme kalitesi farklılıkları doğrudan filtrasyon performansı, termal şok direnci ve kontaminasyon riskine dönüşür.
Alümina (Al₂O₃) Bazlı Filtreler
Alümina seramik köpük filtreler, alüminyum filtrasyonu için en yaygın kullanılan türdür. Bunun başlıca nedenleri şunlardır:
- Kimyasal uyumluluk: Al₂O₃, normal döküm koşulları altında erimiş alüminyum ile temas halinde termodinamik olarak kararlıdır.
- Yüksek sıcaklık kararlılığı: Alümina, tüm alüminyum döküm alaşımlarının sıcaklık aralığının üzerinde yapısal bütünlüğü korur.
- Bulunabilirlik ve maliyet: Alümina, ticari olarak en çok bulunan refrakter oksitlerden biridir.
Kaliteli seramik köpük filtrelerdeki standart alümina içeriği tipik olarak 95-99% Al₂O₃ olup, termal şok performansını iyileştirmek için küçük silika, zirkonya veya diğer stabilizatörler eklenir.
Zirkonya (ZrO₂) ile Geliştirilmiş Filtreler
Seramik matrise zirkonya ilaveleri, zirkonyanın faz dönüşümü ile ilişkili sertleştirme mekanizması yoluyla termal şok direncini artırır. Bazı yüksek performanslı filtre formülasyonlarında birincil seramik faz olarak zirkonya-mullit veya kısmen stabilize edilmiş zirkonya kullanılır. Bu filtreler, çok yüksek metal akış hızları, sık termal döngü veya reaktif alüminyum alaşımlarıyla temas gibi özellikle zorlu koşullar için uygundur.
Silisyum Karbür (SiC) Filtreler
Silisyum karbür seramik köpük filtreler, alümina bazlı tiplere göre daha yüksek termal iletkenlik ve mekanik mukavemet sunar. Bununla birlikte, SiC belirli koşullar altında belirli alüminyum alaşım bileşimleriyle reaktiftir ve SiC filtreler daha çok demir, çelik ve bakır alaşım filtrasyonunda kullanılır. Alüminyum uygulamalarında, SiC filtreler termal özelliklerinin seçimi haklı çıkardığı özel durumlarda kullanılır.
Üretim Sürecine Genel Bakış
Adım 1 - Poliüretan Köpük Şablonu
Seramik köpük filtre üretimi, gerekli boyutlarda kesilmiş açık hücreli poliüretan köpük ile başlar. Köpük gözenek yapısı nihai filtrenin gözenek geometrisini belirler.
Adım 2 - Seramik Bulamaç Kaplama
Poliüretan köpük, alümina partikülleri, kolloidal silika bağlayıcı ve işleme katkı maddeleri içeren seramik bir bulamaca daldırılır. Bulamaç, gözenek boğazlarını tıkamadan köpük destekleri eşit şekilde kaplayacak şekilde formüle edilmelidir.
Adım 3 - Sıkın ve Üfleyin
Emdirme işleminden sonra, kaplanmış köpük sıkılır ve fazla bulamacı gidermek ve açık gözenek kanalları sağlamak için üflenir. Bu adım gözenek homojenliğini kritik bir şekilde belirler.
Adım 4 - Kurutma
Kaplanmış köpük, yeşil seramik kaplamayı çatlatmadan suyu uzaklaştırmak için dikkatlice kurutulur.
Adım 5 - Ateşleme (Yanma ve Sinterleme)
Kurutulan parça, önce poliüretan köpük şablonunu yakmak, ardından seramik parçacıklarını tutarlı bir yapıya sinterlemek için bir fırında pişirilir. Pişirme sıcaklıkları tipik olarak 1200-1450°C'ye ulaşır.
Adım 6 - Kalite Denetimi
Bitmiş filtreler boyutsal doğruluk, ağırlık (seramik yüklemesini gösterir), görsel kusurlar ve kalite bilincine sahip üretimde gözenek yapısı ve sıkıştırma mukavemeti açısından incelenir.
Seramik Köpük Filtre Tedariki için Kalite Göstergeleri
| Kalite Parametresi | Kabul Edilebilir Aralık | Test Yöntemi |
|---|---|---|
| Al₂O₃ içeriği | ≥ 95% | XRF analizi |
| Sıkıştırma dayanımı | ≥ 0,6 MPa (oda sıcaklığı) | Sıkıştırma testi |
| Boyutsal tolerans | ±2 mm | Kaliper ölçümü |
| Ağırlık homojenliği | Parti içinde ±5% | Tartım |
| Maksimum servis sıcaklığı | ≥ 800°C | Üretici sertifikası |
| Termal şok direnci | Hızlı soğumadan sonra çatlama olmaz | Termal döngü testi |
Gözenek Boyutu (PPI Derecesi) Seçimi: Filtre Sınıfını Uygulama ile Eşleştirme
PPI (inç başına gözenek) değeri, seramik köpük filtreler için birincil spesifikasyon parametresidir. Bir inçlik doğrusal boyut boyunca sayılan gözenek sayısını gösterir. Daha yüksek PPI, daha ince gözenekler, daha küçük minimum partikül yakalama boyutu, daha yüksek filtrasyon verimliliği ve daha yüksek akış direnci anlamına gelir.

Belirli bir uygulama için doğru PPI'nin seçilmesi, filtre spesifikasyonundaki en önemli kararlardan biridir. Çok kaba bir filtre kritik inklüzyonları gözden kaçırır; çok ince bir filtre aşırı akış direnci yaratır, dolum hızlarını yavaşlatır, soğuk kapanma riski taşır ve güvenilir bir şekilde prime olmayabilir.
Ayrıca okuyun: Alüminyum Dökümhane Filtrasyonu için Doğru PPI Nasıl Seçilir?
ÜFE Derecelendirmeleri ve Özellikleri
| ÜFE Değerlendirmesi | Gözenek Boyutu Aralığı (mm) | Filtrasyon Verimliliği | Tipik Uygulama |
|---|---|---|---|
| 10 ÜFE | 3.0-4.0 mm | Düşük (kaba süzme) | Ön filtre, hurda yeniden eritme |
| 20 ÜFE | 1,5-2,5 mm | Orta düzeyde | Genel gravite döküm |
| 30 ÜFE | 1.0-1.8 mm | İyi | Yapısal alüminyum dökümler |
| 40 ÜFE | 0,6-1,2 mm | Yüksek | Otomotiv yapısal parçaları |
| 50 ÜFE | 0,4-0,8 mm | Çok yüksek | Havacılık ve uzay, güvenlik açısından kritik |
| 60 ÜFE | 0,3-0,6 mm | Maksimum | Premium havacılık, elektronik |
ÜFE'nin Ötesinde Seçim Kriterleri
Metal Kafa Basıncı: Mevcut basma yüksekliği (filtrenin üzerindeki metal yüksekliği) filtreyi çalıştırmak ve akışı korumak için yeterli olmalıdır. İnce filtreler (50-60 PPI) daha yüksek basınç gerektirir. Yolluk sistemi yeterli yükseklik sağlayamıyorsa, daha kaba bir filtre, aralıklı olarak tıkanan ince bir filtreden daha güvenilir sonuçlar üretecektir.
Akış Hızı Gereksinimi: Döküm dolum süresi parça ağırlığı, duvar kesiti ve alaşım özelliklerine göre belirlenir. Filtre, erken katılaşmadan önce kalıbı doldurmak için yeterli metal akışına izin vermelidir. Filtre akış kapasitesi filtre alanı ile ölçeklenir - daha büyük filtre kesitleri daha yüksek akış hızlarını idare eder.
Dahil Etme Türü ve Boyutu: Birincil kirlenme endişesi oksit bifilmler (ince ve esnek, genellikle 100 mikrometreden büyük) ise, 30 PPI filtreler bile oldukça etkilidir. İnce intermetalik partiküller veya 10-50 mikrometre aralığındaki ince spinel inklüzyonları için 50-60 PPI gereklidir.
Alaşım Bileşimi: Spinel inklüzyonlu yüksek magnezyum alaşımları daha ince filtrasyondan yararlanır. Daha ağır oksit kabuklarına sahip silikon döküm alaşımları genellikle 30-40 PPI ile yeterli şekilde işlenebilir.
Pratik PPI Seçim Kılavuzları
| Döküm Tipi | Önerilen PPI | Notlar |
|---|---|---|
| HPDC (Yüksek Basınçlı Basınçlı Döküm) | Filtreleme tipik değil | Basınçlı enjeksiyon filtreyi atlar |
| Yerçekimi Kalıcı Kalıp | 30-40 ÜFE | Verimliliği ve akışı dengeleyin |
| Kum Döküm (yapısal) | 30-40 ÜFE | Daha büyük geçit sistemleri akışı idare eder |
| Kum Döküm (otomotiv güvenliği) | 40-50 ÜFE | Daha katı kalite talepleri |
| Yatırım Döküm | 50-60 ÜFE | Çok ince kanallar temiz metal gerektirir |
| Sürekli Döküm (kütük/slab) | 30-40 PPI satır içi | Yüksek verim, sürekli arıtma |
| Havacılık ve uzay döküm | 50-60 ÜFE | Maksimum inklüzyon giderimi |
Standart Boyutlar, Şekiller ve Boyutsal Özellikler
Seramik köpük filtreler, sektörde kullanılan yaygın filtre kutusu tasarımlarına uyacak şekilde standart boyutlarda üretilmektedir. Mevcut boyutların anlaşılması, mühendislerin filtre kutularını doğru tasarlamasına ve satın alma ekiplerinin belirsizlik olmadan şartname hazırlamasına yardımcı olur.
Ortak Kare Filtre Boyutları
| Boyut (mm) | Boyut (inç) | Tipik Kalınlık (mm) | Tipik Uygulama |
|---|---|---|---|
| 40 × 40 | 1.5″ × 1.5″ | 22 | Küçük dökümler, mücevherler |
| 50 × 50 | 2″ × 2″ | 22 | Hafif dökümler |
| 75 × 75 | 3″ × 3″ | 22 | Orta ağırlıkta dökümler |
| 100 × 100 | 4″ × 4″ | 22 | Standart yapısal dökümler |
| 150 × 150 | 6″ × 6″ | 25 | Büyük yapısal parçalar |
| 200 × 200 | 8″ × 8″ | 25-30 | Büyük dökümler, kütükler |
| 230 × 230 | 9″ × 9″ | 30-40 | Sürekli döküm |
| 300 × 300 | 12″ × 12″ | 40-50 | Yüksek hacimli sürekli döküm |
| 381 × 381 | 15″ × 15″ | 50 | Döşeme dökümü |
Yuvarlak Filtre Seçenekleri
Yuvarlak seramik köpük filtreler, dairesel filtre kutularının tercih edildiği uygulamalarda, özellikle belirli yıkama sistemlerinde ve özel dökme düzenlemelerinde kullanılır. Yaygın çaplar 40 mm ila 300 mm arasında değişir ve kalınlıklar kare eşdeğerleriyle eşleşir.
Özelleştirme Yeteneği
AdTech, standart boyutların ötesinde, özel boyutlarda, konik profillerde, kademeli geometrilerde ve özel sızdırmazlık contası konfigürasyonlarında seramik köpük filtreler üretmektedir. Özel filtreler, standart boyutlar mevcut filtre kutusu tasarımlarına uymadığında veya belirli akış özellikleri gerektiğinde uygundur.
Seramik Köpük Filtreler Filtre Kutusuna Doğru Şekilde Nasıl Takılır
Doğru montaj, doğru filtre seçimi kadar önemlidir. İyi tanımlanmış bir filtre yanlış monte edildiğinde çok az fayda sağlar veya hiç fayda sağlamaz ve kendi kalite sorunlarını ortaya çıkarabilir.

Filtre Kutusu Tasarım Gereklilikleri
Filtre kutusu (filtre yuvası veya dökme havuz filtre yuvası olarak da adlandırılır) olmalıdır:
- Filtreyi dört kenarından düz, eşit bir oturma yüzeyi ile destekleyin.
- Filtre etrafında metal baypasını önlemek için filtre kenarı ile kutu arasında su geçirmez (metal geçirmez) bir conta oluşturun.
- Filtreyi çalıştırmak ve akışı sürdürmek için filtrenin üzerinde yeterli yükseklik sağlayın.
- Filtrenin üstünde ve altında aşırı hızdan kaçınmak için kesit olarak yeterince büyük olmalıdır.
- Filtrede termal şok ve metalde sıcaklık kaybını önlemek için dökümden önce ön ısıtma yapılmalıdır.
Oturma ve Sızdırmazlık
En kritik montaj detayı filtre çevresinin sızdırmazlığının sağlanmasıdır. Erimiş metal filtre kenarı etrafında - filtre ile filtre kutusu duvarı arasında - bir yol bulursa, filtrelenmemiş metal kalıp boşluğuna ulaşır. Tüm filtreleme avantajı kaybolur.
Sızdırmazlık yöntemleri şunları içerir:
Refrakter Elyaf Conta: Filtre yerleştirilmeden önce filtre kutusu yuvasına yerleştirilen seramik elyaf ip veya conta. Filtre, montaj sırasında contayı sıkıştırarak bir sızdırmazlık oluşturur. Bu en güvenilir yöntemdir.
Seramik Macun/Harç Conta: Filtre yerleştirilmeden önce filtre kutusu yuvasına uygulanan refrakter harç. Doğru uygulandığında yeterlidir ancak fiber contadan daha değişkendir.
Hassas Boyutsal Uyum: Filtre kutusu ve filtre boyutları tam olarak eşleşirse (yakın tolerans), uyumun kendisi yeterli sızdırmazlık sağlar. Aktif sızdırmazlıktan daha az güvenilirdir ancak bazı sürekli döküm havuzlarında kullanılır.
Ön Isıtma Gereksinimleri
Sıcak alüminyum metal içine yerleştirilen soğuk seramik köpük filtreler termal şoka maruz kalır. Kaliteli seramik köpük filtreler termal şoka dayanacak şekilde tasarlanmış olsa da, oda sıcaklığından 750°C'ye kadar hızlı ısıtma stres yaratır. Daha pratik olarak, soğuk bir filtre temas ettiği metali önemli ölçüde soğutur ve potansiyel olarak kalıp dolmadan önce erken donmaya neden olur.
Standart uygulama, metal temasından önce filtre ve filtre kutusunun bir torç veya ön ısıtma istasyonu ile en az 200-300°C'ye kadar ön ısıtmaya tabi tutulmasıdır. Sıkı döngü sürelerine sahip yüksek hacimli operasyonlarda, filtre kutuları döngüler arasında döküm sıcaklığında tutulur.
Adım Adım Kurulum Prosedürü
- Filtreyi çatlak, yonga veya görünür hasar açısından inceleyin - hasarlı filtreleri atın.
- Filtre PPI'sının, boyutunun ve yönünün spesifikasyonla eşleştiğini doğrulayın.
- Filtre kutusu oturma yüzeylerini önceki dökümlerden kalan kalıntılardan temizleyin.
- Sızdırmazlık contasını yerleştirin veya filtre yuvasına harç uygulayın.
- Filtreyi tüm kenarlardan eşit destek alacak şekilde dikkatlice yerleştirin.
- Metal temasından önce filtre kutusu tertibatını önceden ısıtın.
- Havzadaki metal kafa yüksekliğinin filtre hazırlama için gereken minimum değeri karşıladığını doğrulayın.
- Dökümden sonra filtreyi tekrar kullanmayın - bir sonraki ısıdan önce kullanılmış filtreyi çıkarın ve atın.
Performans Testi ve Kapsayıcılık Ölçüm Yöntemleri
Filtrelemenin işe yaradığını doğrulamak - ve iyileştirmeyi ölçmek - uygun ölçüm teknikleri gerektirir. Ekleme seviyelerini ölçemeyen dökümhaneler filtrasyon süreçlerini optimize edemezler.
K-Kalıp Testi (PoDFA Öncüsü)
K-Kalıp testi, standart bir kalıp geometrisi aracılığıyla tanımlanmış bir metal hacmini örnekler. Katılaşan numunenin enine kesiti alınır ve metalografik olarak incelenir. Kesitte görülebilen inklüzyonlar sayılır ve karakterize edilir. Nispeten basit olmakla birlikte, K-Kalıp sonuçları yarı kantitatiftir ve gözlemciye bağlıdır.
PoDFA (Gözenekli Disk Filtrasyon Analizi)
PoDFA, alüminyum endüstrisinde en yaygın kullanılan kantitatif inklüzyon ölçüm yöntemidir. Belirli bir eriyik hacmi (tipik olarak 1-3 kg) vakum altında ince bir seramik filtre diskinden geçirilir. Disk gözenek boyutundan daha büyük olan tüm inklüzyonlar disk yüzeyinde yoğunlaşır. Katılaşma ve metalografik hazırlıktan sonra, inklüzyon tabakası mm²/kg cinsinden ölçülür - filtrelenmiş ve filtrelenmemiş metali doğrudan karşılaştıran bir inklüzyon derecesi.
PoDFA, filtre kalıntısının EDX analizi yoluyla inklüzyon türlerini (oksitler, spineller, karbürler) belirleyebilir ve kontaminasyon kaynakları hakkında ayrıntılı bilgi verebilir.
LiMCA (Sıvı Metal Temizliği Analizörü)
LiMCA elektriksel direnç ölçüm prensibini kullanır. Küçük bir delik eriyiğin içine daldırılır ve metal bu delikten çekilir. Delikten geçen inklüzyon partikülleri metalin yerini alır ve elektrik direncinde anlık bir artışa neden olur. Bu sinyal, inklüzyonları gerçek zamanlı olarak sayar ve boyutlandırır, böylece döküm sırasında sürekli temizlik verileri sağlar.
LiMCA, gerçek zamanlı izlemenin temizlik bozulmasına anında müdahale edilmesini sağladığı sürekli döküm operasyonları için özellikle değerlidir.
Döküm Numunelerin Ultrasonik Testi
Katılaşmadan sonra, test çubuklarının veya temsili bölümlerin ultrasonik testi, inklüzyon kümeleri ve porozite dahil olmak üzere iç kusurları tespit eder. Bu yöntem, inklüzyon tipini tanımlamaz, ancak iç süreksizliklerin mekansal dağılımını ölçer.
Kapsayıcılık Ölçüm Yöntemlerinin Karşılaştırılması
| Yöntem | Ölçüm Tipi | Hız | Nicel | Uygulama |
|---|---|---|---|---|
| K-Kalıp | Görsel/yarı kantitatif | Hızlı | Hayır | Dökümhane izleme |
| PoDFA | Kantitatif (mm²/kg) | 30-60 dakika | Evet | Ar-Ge, yeterlilik |
| LiMCA | Gerçek zamanlı partikül sayımı | Sürekli | Evet | Sürekli döküm |
| Ultrasonik | Dahili kusur haritalama | Değişken | Kısmi | Döküm sonrası kalite kontrol |
| Metalografik | Görsel, ayrıntılı | Saatler | Evet | Kök neden analizi |
Seramik Köpük Filtre ve Diğer Filtreleme Yöntemleri
Alüminyum için birden fazla filtreleme teknolojisi mevcuttur ve seramik köpük filtreler tek seçenek değildir. Alternatiflerin anlaşılması, mühendislerin doğru yaklaşımı veya yaklaşım kombinasyonunu seçmelerine yardımcı olur.
Fiberglas Kumaş Filtreler
En eski yaygın filtre türü olan fiberglas bez, cam elyafından tanımlanmış açıklık boyutuna sahip bir ağ şeklinde dokunur. Kurulumu basittir - bez yolluk sistemine yerleştirilir. Bununla birlikte, filtrasyon verimliliği seramik köpükten çok daha düşüktür çünkü bez, derinlik filtrasyonu olmadan yalnızca yüzey süzme sağlar. Fiberglas da sıcaklıkla sınırlıdır ve bozulursa cam elyafları bir kontaminasyon kaynağı olarak katkıda bulunabilir.
Paketlenmiş Yatak Filtreleri (Tabular Alümina)
Bir filtre kutusunda paketlenmiş gevşek tabular alümina topları veya yongaları, yüksek inklüzyon kapasitesine sahip derin yataklı bir filtrasyon ortamı sağlar. Paketlenmiş yataklar etkilidir ancak önemli bir altyapı gerektirir, aynı anlamda tek kullanımlık değildir (yatak temizlenebilir ve yeniden kullanılabilir) ve seramik köpüğe kıyasla daha az tutarlı akış sağlar. Bunlar en çok filtre hacminin ve değiştirme lojistiğinin seramik köpüğü pratik olmaktan çıkardığı büyük ölçekli sürekli döküm operasyonlarında yaygındır.
Seramik Tüp Filtreler
İçinden metalin radyal olarak aktığı gözenekli seramik tüpler yüksek filtrasyon verimliliğine sahiptir ancak genel dökümden ziyade özel uygulamalarda kullanılır. Standart yolluk sistemlerine monte edilmeleri zordur.
Elektromanyetik Filtrasyon
Elektromanyetik karıştırma ve filtreleme, manyetik kuvvet kullanarak metali inklüzyonlardan uzaklaştırmak için sıvı alüminyumun elektrik iletkenliğinden yararlanır. Bu teknoloji ince inklüzyonların giderilmesinde oldukça etkilidir ve fiziksel filtre değişimi olmadan sürekli çalışır. Yüksek sermaye maliyeti ve karmaşıklığı, büyük sürekli döküm tesislerinde uygulamayı sınırlamaktadır.
Karşılaştırma Tablosu
| Filtre Tipi | Filtrasyon Verimliliği | Sermaye Maliyeti | İşletme Maliyeti | Kullanım Kolaylığı |
|---|---|---|---|---|
| Seramik Köpük | Yüksek | Düşük | Düşük (tek kullanımlık) | Yüksek |
| Fiberglas Kumaş | Düşük-Orta | Çok düşük | Çok düşük | Çok yüksek |
| Paketlenmiş Yatak (alümina) | Yüksek | Orta | Düşük (yeniden kullanılabilir) | Orta |
| Elektromanyetik | Çok yüksek | Çok yüksek | Orta | Düşük (uzmanlaşmış) |
| Seramik Tüp | Yüksek | Orta | Orta | Düşük |
Alüminyum döküm uygulamalarının büyük çoğunluğu için - gravite döküm, düşük basınçlı döküm ve yarı sürekli döküm - seramik köpük filtreler maliyet, performans ve operasyonel basitliğin en uygun kombinasyonunu temsil eder.
Önemli Olan Kalite Standartları ve Sertifikalar
Endüstriyel alüminyum döküm için seramik köpük filtreler satın alırken, geçerli kalite standartlarını anlamak, satın alma ekiplerinin filtreleri doğru şekilde belirlemesine ve tedarikçi kalite sistemlerini değerlendirmesine yardımcı olur.

Seramik Köpük Filtrasyonuna Referans Veren Endüstri Standartları
ASTM Standartları: Özellikle seramik köpük filtreler için tek bir ASTM standardı bulunmamakla birlikte, ASTM B594 (Alüminyum Alaşımlı Dövme Ürünlerin Ultrasonik Muayenesi) dolaylı olarak filtreleme yoluyla elde edilen temizlik gereksinimlerini belirtir.
AMS (Havacılık ve Uzay Malzeme Spesifikasyonları): Alüminyum alaşımlı dökümler ve dövme ürünler için çeşitli AMS spesifikasyonları, filtrasyon gerektiren temizlik gereksinimlerini içerir. AMS 2175 döküm sınıflandırmalarını kapsar ve birçok havacılık müşterisi filtrelemeyi bir proses gereksinimi olarak belirtir.
ISO 9001 / IATF 16949: Otomotiv dökümhanelerine tedarik sağlayan seramik köpük filtre üreticileri, süreç kontrolleri, boyutsal denetim ve düzeltici faaliyet süreçleri ile belgelenmiş bir kalite yönetim sistemini gösteren IATF 16949 sertifikasına sahip olmalıdır.
Müşteriye Özel Standartlar: Büyük otomotiv OEM'leri (Ford, GM, BMW, Toyota) ve havacılık primleri (Boeing, Airbus) tipik olarak seramik köpük filtre üreticilerinin ve dökümhanelerin karşılaması gereken kendi tedarikçi yeterlilik standartlarını korur.
Bir Filtre Tedarikçisini Nitelerken Neleri Doğrulamalıyız?
- Malzeme bileşimi (Al₂O₃ içeriğinin XRF testi).
- Bir parti genelinde boyutsal tutarlılık (birden fazla filtreyi ölçün).
- Sıkıştırma dayanımı (filtre kurulum veya kullanım sırasında kırılmamalıdır).
- Partiden partiye ağırlık tutarlılığı (tutarlı seramik yüklemesini gösterir).
- Termal şok test sonuçları.
- Karşılaştırılabilir uygulamalarda mevcut müşterilerden referanslar.
- Üretim kalite kontrol belgeleri.
Raf Ömrü, Depolama ve Taşıma Gereklilikleri
Seramik köpük filtreler neme duyarlıdır. Alümina sınırlı derecede higroskopiktir ve filtre sıcak metalle temas ettiğinde emilen nem buhar olarak açığa çıkacaktır. Bu buhar alüminyum içinde hidrojen olarak çözünebilir ve tam da filtrenin ortadan kaldırması gereken kirliliği ortaya çıkarabilir.
Depolama Gereksinimleri
- Filtreleri bir kuru ortam 60%'nin altında bağıl nem ile.
- Su veya yoğuşma ile doğrudan temastan koruyun.
- Kullanıma hazır olana kadar orijinal ambalajında saklayın.
- Filtreleri aralarında koruyucu ambalaj olmadan üst üste koymayın - seramik yapı, sıkıştırma sırasında güçlü olsa da, noktasal yükler altında kırılgandır ve parçalanabilir veya çatlayabilir.
- Betondan kaynaklanan nemi önlemek için depo ortamında zeminden uzakta depolayın.
Raf Ömrü
Uygun şekilde depolanan seramik köpük filtrelerin kesin bir son kullanma tarihi yoktur - seramik malzemenin kendisi depolama sırasında kimyasal olarak bozulmaz. Ancak, nemli koşullarda veya kontamine ortamlarda saklanan filtreler kontrol edilmeli ve şüphe durumunda kullanılmadan önce 200-300°C'de bir fırında kurutulmalıdır. Görünür nem, kontaminasyon veya fiziksel hasar gösteren filtreler reddedilmelidir.
Üretim Sırasında Taşıma
- Filtreleri kenarlarından veya köpük dolgulu aletler kullanarak tutun - filtre yüzeyinin ortasına noktasal temastan kaçının.
- Filtreleri düşürmeyin - küçük çatlaklar bile sızdırmazlığı ve filtrasyon bütünlüğünü tehlikeye atar.
- Montajdan hemen önce her filtreyi inceleyin.
- Görünür çatlakları, sızdırmazlık kenarı boyunca yongaları veya kırık destekleri olan herhangi bir filtreyi atın.
Yaygın Uygulama Hataları ve Bunlardan Kaçınma Yolları
After years of supporting foundry operations, we have documented the recurring reasons why ceramic foam filtration sometimes fails to deliver expected results. Almost all failures are avoidable with proper process discipline.
Filtre Etrafında Metal Bypass
What happens: Metal flows around the filter edge rather than through it, reaching the mold unfiltered.
Neden: Inadequate sealing between filter and filter box, oversized filter relative to box, or damaged filter edge.
Çözüm: Use ceramic fiber gaskets consistently. Check dimensional compatibility between filter and box. Inspect filter edges before installation.
Filtre Hazırlanamıyor
What happens: Metal does not flow through the filter, causing incomplete mold fill or excessive back-pressure.
Neden: Insufficient metal head height, very fine PPI requiring more head than available, cold filter increasing surface tension, or excessive metal viscosity (too low temperature).
Çözüm: Verify head height against filter flow requirements. Preheat filter adequately. Consider one PPI grade coarser if priming is chronically problematic.
Döküm Sırasında Filtre Kırılması
What happens: The filter breaks apart during metal contact, releasing ceramic fragments into the casting.
Neden: Thermal shock from cold filter, excessive metal velocity creating pressure spike, or low-quality filter with inadequate strength.
Çözüm: Preheat filters before metal contact. Check metal velocity — add filter area or redesign gating to reduce velocity. Source filters from suppliers with documented compression strength testing.
Filtrasyon Sonrası Yeniden Kirlenme
What happens: Castings show inclusions even though filtration was performed correctly.
Neden: Re-oxidation of metal between filter and mold cavity, turbulent metal flow after the filter, or oxide skins formed in the mold cavity during fill.
Çözüm: Minimize metal drop height after the filter. Design gating for smooth, non-turbulent fill. Review metal temperature and pouring speed.
Erken Filtre Doygunluğu
What happens: Filter loads up quickly and flow stops before the casting is complete.
Neden: Very high initial inclusion content in the melt, undersized filter for the casting, or very fine PPI filter used with heavily contaminated metal.
Çözüm: Address upstream contamination through degassing and melt treatment before relying solely on filtration. Use a larger filter area or two-stage filtration (coarse + fine).
Spesifik Alüminyum Alaşımlı Sistemlerde Seramik Köpük Filtreler
A356 / A357 (Al-Si-Mg Döküm Alaşımları)
These are the most commonly filtered aluminium casting alloys, used extensively in automotive structural applications. The primary inclusions of concern are oxide films and MgO/spinel particles from the magnesium content. We typically recommend 30–40 PPI for standard structural applications and 40–50 PPI for safety-critical parts like control arms and steering knuckles.
6061 / 6082 (Sürekli Döküm Yoluyla Dövülmüş Alaşımlar)
Continuous casting of billet and slab from 6xxx series alloys uses inline ceramic foam filters in the launder system. The filter captures oxide films and spinel inclusions before the metal enters the caster, preventing surface defects and internal discontinuities in the wrought product. 30–40 PPI is standard for billet casting.
7xxx Serisi (Al-Zn-Mg Yüksek Mukavemetli Alaşımlar)
Aerospace aluminium alloys demand maximum cleanliness. Higher magnesium and zinc content increases the variety and quantity of potential inclusions. These alloys benefit most from the finest available filtration (50–60 PPI) combined with upstream degassing and, for the most critical applications, LiMCA or PoDFA verification of cleanliness.
İkincil / Geri Dönüştürülmüş Alüminyum
Recycled aluminium alloys inherently carry higher inclusion loads than primary metal — oxide films accumulated during remelting, intermetallics from mixed scrap compositions, and contamination from coatings or lubricants on scrap. Filtration of secondary alloys requires more careful attention to filter capacity (use larger filters or accept more frequent replacement) and upstream melt treatment to reduce inclusion load before filtration.

Alüminyum için Seramik Köpük Filtreler Hakkında SSS
1: Seramik köpük filtreler birden fazla döküm için tekrar kullanılabilir mi?
No. Ceramic foam filters are single-use items and should never be reused. After one casting, the filter has captured inclusions throughout its pore network. Reusing the filter risks releasing captured inclusions back into the metal stream as the melt’s chemistry, temperature, or flow dynamics change. Additionally, the filter may have suffered microcracking from thermal cycling that is not visible externally but compromises its structural integrity. The cost of a new filter is negligible compared to the cost of a rejected casting caused by a reused filter releasing inclusions.
2: Seramik köpük filtrenin üzerindeki doğru metal kafa yüksekliği nedir?
Minimum metal head requirements depend on filter PPI and temperature. General guidelines are: 20–30 PPI filters require approximately 75–100 mm of head; 30–40 PPI filters typically need 100–150 mm; 50–60 PPI filters may require 150–200 mm or more. These are starting points — actual requirements depend on filter area, metal temperature, and alloy composition. If the casting design cannot accommodate adequate head, a coarser filter grade should be selected.
3: Seramik köpük filtremin çalışıp çalışmadığını nasıl anlayabilirim?
The most practical confirmation methods are: (1) PoDFA analysis comparing inclusion levels in filtered vs unfiltered metal — a well-functioning filter reduces inclusion count by 50–90%; (2) K-Mold or density testing of cast samples; (3) Radiographic inspection of castings showing reduced or eliminated porosity; (4) Mechanical test results, particularly elongation values, which are highly sensitive to inclusion content. If casting quality improves measurably after implementing filtration, the filter is working. If quality does not improve, investigate bypass flow, incorrect PPI selection, or upstream re-contamination.
4: Seramik köpük filtrenin dökümden sonra kararmasına veya siyaha dönmesine ne sebep olur?
The black or dark coloration after casting is carbon deposition from organic residues on the scrap metal that burned during melting, or from certain flux compounds. It can also reflect the absorption of metal oxides and other dark-colored inclusions. Some darkening is normal and does not indicate a problem with the filter or the casting. If the coloration is accompanied by unusual dross formation or casting defects, investigate the scrap preparation and melt treatment process.
5: Çin üretimi ve Avrupa üretimi seramik köpük filtreler arasında bir fark var mı?
Manufacturing location alone is not a reliable quality indicator — quality varies by individual manufacturer regardless of geography. The factors that matter are: raw material purity (Al₂O₃ content), manufacturing process control, dimensional consistency, compression strength, and quality management system. AdTech manufactures ceramic foam filters with rigorous process control and material verification. When evaluating any supplier, request material test reports, dimensional inspection records, and references from current customers. Third-party testing of sample filters before volume commitment is a sound procurement practice.
6: Dökümüm için hangi boyutta seramik köpük filtreye ihtiyacım var?
Filter sizing depends on two main factors: the required metal flow rate and the available head height. The filter must provide enough open area to pass the required metal volume within the casting fill time without exceeding a flow velocity that would cause inclusions to push through rather than be captured. A practical starting point: for castings up to 10 kg, a 100×100 mm filter is typically adequate; for 10–50 kg castings, 150×150 mm; for 50–200 kg castings, 200×200 mm or larger. For continuous casting, filter area is calculated based on metal throughput rate and maximum acceptable pressure drop.
7: Seramik köpük filtreler çözünmüş hidrojeni alüminyumdan uzaklaştırabilir mi?
No. Ceramic foam filters capture solid and semi-solid inclusions (oxide films, particles) but have no mechanism for removing dissolved hydrogen. Hydrogen removal requires degassing — rotary impeller degassing, gas purging, or vacuum treatment. In production practice, degassing should be performed before filtration because the degassing process can generate inclusions (from melt turbulence and flux reaction) that the subsequent filter then removes. The correct sequence is: melt preparation → degassing → filtration → casting.
8: Filtreleme sırasında metal sıcaklığı çok düşükse ne olur?
Low metal temperature increases viscosity and surface tension, making it more difficult for metal to prime and flow through the filter. Below approximately 700°C for most aluminium casting alloys, priming difficulty increases significantly. Additionally, low-temperature metal is more likely to solidify within the filter pores if flow stalls, causing premature blockage. Maintain metal temperature within the alloy’s normal casting temperature range (typically 720–780°C) and ensure the filter box is preheated to avoid excessive chilling at the filter surface.
9: Alüminyumumun gazını zaten alıyorsam filtrelemeye ihtiyacım var mı?
Yes — degassing and filtration address different contaminant types and are complementary, not interchangeable. Degassing removes dissolved hydrogen gas. It does not effectively remove solid inclusions like oxide films, intermetallics, or refractory particles. In fact, the turbulence created by rotary degassing can generate new oxide inclusions that then need to be removed by filtration. Best practice is always to perform degassing first, then filter the degassed metal before casting.
10: Kullanılmış seramik köpük filtreleri nasıl imha etmeliyim?
Spent ceramic foam filters are generally classified as non-hazardous solid waste because alumina ceramic is chemically inert. However, the retained metal and any flux residues require consideration. Most foundries allow spent filters to cool, then recover the retained metal by crushing and remelting the filter in a dedicated process (noting that filter ceramic fragments in the melt would need controlled handling). The ceramic residue after metal recovery is typically sent to landfill as inert industrial waste. Check local environmental regulations — requirements vary by jurisdiction. Filters that have contacted chlorine-based fluxes may require specific disposal handling.
Özet: Mühendisler ve Alıcılar için Önemli Çıkarımlar
Ceramic foam filters for aluminium represent one of the most cost-effective quality investments in metal casting. The core points to retain from this technical overview are:
- Inclusion removal through ceramic foam filtration consistently improves mechanical properties, with elongation gains of 30–100% in filtered vs unfiltered metal being routinely demonstrated.
- PPI selection must balance filtration efficiency against flow requirements — 30–40 PPI covers most structural casting applications, while aerospace demands 50–60 PPI.
- Alumina-based filters are standard for aluminium compatibility, with correct Al₂O₃ content (≥95%) being a non-negotiable quality parameter.
- Proper installation with adequate sealing is as important as filter selection — bypassed metal defeats the entire filtration purpose.
- Filtration follows degassing in the correct process sequence — never substitute one for the other.
- Single-use discipline is non-negotiable — filter reuse introduces quality risk far exceeding the cost of a new filter.
- Measurement validates performance — PoDFA, LiMCA, or at minimum K-Mold testing should be used to verify that filtration is delivering the expected cleanliness improvement.
At AdTech, we manufacture ceramic foam filters across all standard PPI grades and sizes, with custom options for specialized applications. Our filters are produced with verified Al₂O₃ content, controlled dimensional tolerances, and documented quality management processes serving automotive, aerospace, and industrial aluminium casting customers worldwide.
