Пенокерамические фильтры для алюминия являются наиболее эффективной и широко распространенной технологией фильтрации для удаления неметаллических включений из расплавленного алюминия, обеспечивая стабильно чистый металл с меньшим количеством включений, улучшенными механическими свойствами и сниженным процентом брака при литье. Компания AdTech уже много лет поставляет фильтры из вспененной керамики на предприятия по литью алюминия в автомобильной, аэрокосмической и строительной отраслях, и данные однозначны: правильно подобранные и правильно установленные фильтры из вспененной керамики снижают количество дефектов, связанных с включениями, на 50-90% по сравнению с нефильтрованным металлом.
Если ваш проект требует использования фильтра из керамической пены, вы можете связаться с нами для получения бесплатного предложения.
Что такое фильтр из керамической пены и как он работает при литье алюминия
A керамический поролоновый фильтр представляет собой трехмерную пористую структуру с открытыми порами из огнеупорного керамического материала, предназначенную для размещения на пути потока расплавленного металла между печью или ковшом и литейной формой. Когда жидкий алюминий проходит через фильтр, неметаллические частицы - оксидные пленки, фрагменты огнеупоров, интерметаллические соединения и другие включения - физически захватываются в извилистой сети внутренних пор и удерживаются там, пока чистый металл продолжает поступать в полость формы.
Структура вспененного керамического фильтра визуально напоминает натуральную морскую губку, но при этом имеет контролируемую плотность пор, взаимосвязанные каналы и огнеупорный керамический состав, способный выдерживать контакт с расплавленным алюминием при температуре до 800°C без разрушения и загрязнения металла.
Мы считаем фильтры из керамической пены единственным наиболее эффективным и недорогим средством повышения качества литья алюминия. Сам фильтр может стоить несколько долларов за единицу продукции, но сокращение количества дефектов, которое он позволяет предотвратить бракованную отливку стоимостью в сотни долларов, делает экономическую выгоду ошеломляющей.

Почему фильтры из керамической пены стали промышленным стандартом
До того как фильтры из керамической пены получили широкое распространение в 1970-х и 1980-х годах, алюминиевые литейные заводы использовали фильтры из стекловолокнистой ткани, фильтры с набивным слоем, содержащие рыхлые частицы глинозема, или просто не осуществляли фильтрацию вообще. Каждый из этих методов имел серьезные недостатки:
- Фильтры из стекловолокна имеют низкую эффективность улавливания включений и ограниченную термостойкость.
- Системы с набивным слоем трудно контролировать для обеспечения постоянного потока и требуют значительной инфраструктуры.
- Отсутствие фильтрации приводит к ненадежным механическим свойствам и большому количеству брака.
Пенокерамический фильтр пришел на смену этим подходам, поскольку сочетает в себе высокую эффективность фильтрации, простоту установки, удобство одноразового использования, низкий объем грунтовки (металла, необходимого для смачивания фильтра перед началом потока) и химическую совместимость со всеми распространенными алюминиевыми сплавами.
Почему включения в расплаве алюминия вызывают отказы при литье
Понимание того, что такое включения и как они влияют на свойства отливок, необходимо для того, чтобы понять, почему фильтрация имеет значение. Многие решения о закупках недооценивают фильтрацию, потому что роль включений, вызывающих дефекты, не до конца понятна.

Виды включений в расплаве алюминия
Оксидные пленки (бифильмы)
Алюминий образует оксидную пленку (Al₂O₃) практически мгновенно при контакте поверхности расплава с воздухом. Когда эта оксидная пленка переворачивается во время турбулентной разливки или переноса, образуется двухслойная пленка, называемая бифильмом. Бифильмы являются наиболее вредным типом включений, поскольку они действуют как уже существующие трещины в затвердевшем металле. Их толщина обычно составляет 1-100 микрометров, а длина может достигать миллиметров.
Шпинели (MgAl₂O₄)
В магнийсодержащих сплавах магний вступает в реакцию с оксидом алюминия, образуя частицы шпинели алюмината магния. Эти твердые частицы особенно трудно удалить, поскольку они образуют устойчивые дисперсии в расплаве.
Карбид кремния и огнеупорные осколки
Эрозия футеровки печи, износ ковша и загрязнение инструмента вносят твердые огнеупорные частицы, которые вызывают дефекты поверхности, повреждения обрабатывающего инструмента и места концентрации напряжений в отливке.
Интерметаллические соединения
Железосодержащие интерметаллиды (Al₃Fe, Al₅FeSi) выпадают в осадок при охлаждении, когда содержание железа превышает допустимое в сплаве. Эти пластиноподобные частицы являются хрупкими и снижают пластичность и усталостную прочность.
Соединения щелочных металлов
Хлориды натрия и кальция, а также оксиды, образующиеся в результате обработки флюсом или загрязнения сырья, создают включения, которые могут вызвать дефекты поверхности и снизить коррозионную стойкость.
Как включения повреждают механические свойства
| Тип включения | Основной механизм повреждения | Типичное воздействие на недвижимость |
|---|---|---|
| Оксидные бифильмы | Плоскости предсуществующих трещин | От -30 до -60% снижение элонгации |
| Шпинели | Концентраторы напряжения твердых частиц | Снижение усталостного ресурса |
| Тугоплавкие фрагменты | Повреждение обрабатывающего инструмента, поверхностные ямы | Дефекты размеров и поверхности |
| Железные интерметаллиды | Хрупкая фаза в микроструктуре | Снижение пластичности и ударной вязкости |
| Щелочные соединения | Места возникновения коррозии | Снижение коррозионной стойкости |
Исследования, опубликованные в металлургических журналах, постоянно показывают, что удлинение - наиболее чувствительное к включениям механическое свойство - может снизиться вдвое и более в нефильтрованном алюминии по сравнению с правильно отфильтрованным металлом из того же сплава и при том же состоянии термообработки. Для критически важных деталей, таких как компоненты автомобильной подвески или аэрокосмические кронштейны, эта разница между фильтрованным и нефильтрованным металлом может означать разницу между деталью, которая пройдет усталостные испытания, и деталью, которая преждевременно выйдет из строя.
Механизмы фильтрации: Глубинная фильтрация и фильтрация поверхностного осадка
Пенокерамические фильтры работают по двум различным физическим механизмам, и понимание обоих важно для выбора правильного класса фильтра и интерпретации поведения фильтрации в процессе производства.
Глубинная фильтрация (основной механизм ранней фильтрации)
Когда металл только начинает проходить через новый керамический поролоновый фильтр, доминирующим механизмом является глубинная фильтрация. Включения задерживаются во внутренней сети пор с помощью нескольких субмеханизмов:
Механическое растяжение: Частицы, размер которых превышает диаметр горла поры, физически блокируются и не могут пройти через нее.
Инерционное уплотнение: Частицы с достаточной массой не могут следовать извилистым линиям потока через извилистую сеть пор и вместо этого ударяются о керамические стенки.
Осаждение: В крупных порах частицы могут оседать на керамической поверхности под действием силы тяжести.
Адгезия к поверхности: Керамическая поверхность обладает естественным сродством к включениям оксида алюминия. Как только частица соприкасается со стенкой поры, силы Ван-дер-Ваальса и химические свойства смачивания между оксидными включениями и оксидной керамической поверхностью способствуют адгезии.
Фильтрация кека (постепенное накопление)
По мере накопления включений на верхней поверхности фильтра они образуют слой, называемый фильтровальной лепешкой. Эта лепешка сама становится фильтрующей средой с еще более мелкими эффективными порами, чем сама керамическая структура. Как ни парадоксально, эффективность фильтрации часто повышается по мере увеличения загрузки фильтра - но за счет увеличения сопротивления потоку.
Именно поэтому керамические поролоновые фильтры являются одноразовыми. Как только фильтр насыщается, сопротивление потоку становится неприемлемым, и риск выброса включений возрастает. Повторное использование отработанного фильтра сопряжено с большим риском для качества.
Объем заливки и начальный расход
Перед началом стационарной фильтрации фильтр должен быть загрунтован - керамическая структура должна быть смочена металлом, чтобы металл проходил через нее, а не просто блокировался в верхней части. Объем грунтовки - это количество металла, необходимое для создания потока через фильтр.
Фильтры с более мелкими порами (более высокий PPI) имеют меньшие отверстия пор и более высокое сопротивление поверхностному натяжению, что требует больше энергии (высота металлического напора) и большего объема заливки. Поэтому для обеспечения надежной заливки очень тонких фильтров (50-60 PPI) иногда требуется предварительный нагрев и тщательная разработка системы заливки.
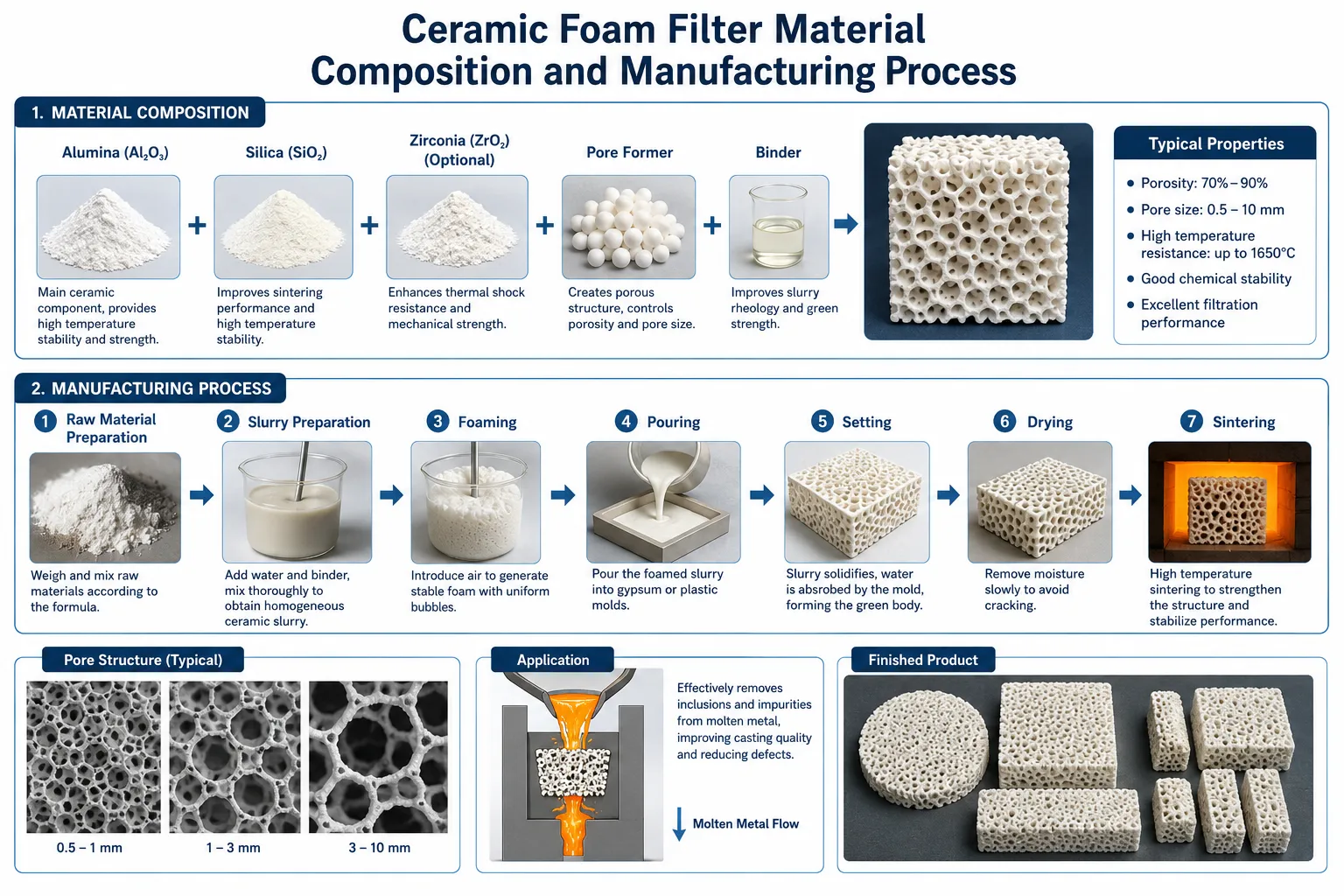
Состав и процесс производства материалов для фильтров из керамической пены
Химические и физические свойства вспененного керамического фильтрующего материала определяют его производительность в алюминиевых системах. Не все фильтры из вспененной керамики одинаковы - различия в качестве материала напрямую влияют на эффективность фильтрации, устойчивость к тепловым ударам и риск загрязнения.
Фильтры на основе глинозема (Al₂O₃)
Пенокерамические фильтры из глинозема являются наиболее широко используемым типом фильтров для фильтрации алюминия. Основными причинами этого являются:
- Химическая совместимость: Al₂O₃ термодинамически стабилен в контакте с расплавленным алюминием при нормальных условиях литья.
- Высокая температурная стабильность: Глинозем сохраняет структурную целостность выше температурного диапазона всех алюминиевых литейных сплавов.
- Доступность и стоимость: Глинозем - один из самых распространенных тугоплавких оксидов.
Стандартное содержание глинозема в качественных пенокерамических фильтрах обычно составляет 95-99% Al₂O₃, с незначительными добавками кремнезема, диоксида циркония или других стабилизаторов для улучшения характеристик при тепловом ударе.
Циркониевые (ZrO₂) усовершенствованные фильтры
Добавки диоксида циркония в керамическую матрицу повышают устойчивость к тепловым ударам за счет механизма упрочнения, связанного с фазовым превращением диоксида циркония. В некоторых высокоэффективных фильтрующих составах в качестве основной керамической фазы используется цирконий-муллит или частично стабилизированный диоксид циркония. Такие фильтры подходят для особо сложных условий, включая очень высокие скорости потока металла, частые термоциклы или контакт с реактивными алюминиевыми сплавами.
Фильтры из карбида кремния (SiC)
Пенокерамические фильтры из карбида кремния обладают более высокой теплопроводностью и механической прочностью, чем фильтры на основе глинозема. Однако при определенных условиях SiC вступает в реакцию с некоторыми составами алюминиевых сплавов, поэтому фильтры из SiC чаще используются для фильтрации сплавов железа, стали и меди. В алюминиевой промышленности фильтры из SiC используются в особых случаях, когда их тепловые свойства оправдывают выбор.
Обзор производственного процесса
Шаг 1 - Шаблон из пенополиуретана
Производство фильтров из керамической пены начинается с изготовления пенополиуретана с открытыми порами, вырезанного по требуемым размерам. Структура пор пены определяет геометрию пор конечного фильтра.
Шаг 2 - Покрытие из керамического шлама
Пенополиуретан погружается в керамическую суспензию, содержащую частицы глинозема, коллоидный кремнезем, связующее и технологические добавки. Суспензия должна быть составлена таким образом, чтобы равномерно покрыть стойки пенопласта, не забивая при этом поры.
Шаг 3 - Сожмите и подуйте
После пропитки пенопласт с покрытием отжимается и продувается, чтобы удалить излишки суспензии и обеспечить открытые поры. Этот этап в решающей степени определяет однородность пор.
Шаг 4 - сушка
Пена с покрытием тщательно высушивается, чтобы удалить воду и не расколоть зеленое керамическое покрытие.
Шаг 5 - Обжиг (выжигание и спекание)
Высушенное изделие обжигается в печи, чтобы сначала выжечь пенополиуретановый шаблон, а затем спечь керамические частицы в целостную структуру. Температура обжига обычно достигает 1200-1450°C.
Шаг 6 - Проверка качества
Готовые фильтры проверяются на точность размеров, вес (указывающий на керамическую нагрузку), визуальные дефекты, а при производстве с повышенным качеством - на структуру пор и прочность на сжатие.
Показатели качества при закупке фильтров из керамической пены
| Параметр качества | Приемлемый диапазон | Метод тестирования |
|---|---|---|
| Содержание Al₂O₃ | ≥ 95% | рентгенофлуоресцентный анализ |
| Прочность на сжатие | ≥ 0,6 МПа (комнатная температура) | Испытание на сжатие |
| Допуск по размерам | ±2 мм | Измерение штангенциркулем |
| Однородность веса | ±5% в пределах партии | Взвешивание |
| Максимальная температура эксплуатации | ≥ 800°C | Сертификация производителя |
| Устойчивость к тепловому удару | Отсутствие трещин после быстрого охлаждения | Испытание на термоциклирование |
Выбор размера пор (рейтинг PPI): Соответствие класса фильтра применению
Показатель PPI (поры на дюйм) является основным параметром спецификации для фильтров из керамической пены. Он указывает на количество пор, подсчитанных по линейному размеру в один дюйм. Более высокий PPI означает более мелкие поры, меньший минимальный размер улавливаемых частиц, более высокую эффективность фильтрации и более высокое сопротивление потоку.

Выбор правильного PPI для конкретного применения - одно из самых важных решений при выборе фильтра. Слишком грубый фильтр пропускает критические включения; слишком тонкий фильтр создает чрезмерное сопротивление потоку, замедляет скорость заполнения, создает риск холодного отключения и может быть ненадежным.
Читайте также: Как правильно выбрать ИПП для фильтрации в алюминиевом литейном производстве
Рейтинги PPI и их характеристики
| Рейтинг PPI | Диапазон размеров пор (мм) | Эффективность фильтрации | Типовое применение |
|---|---|---|---|
| 10 PPI | 3,0-4,0 мм | Низкий (грубое процеживание) | Предварительный фильтр, переплавка лома |
| 20 PPI | 1,5-2,5 мм | Умеренный | Общее гравитационное литье |
| 30 PPI | 1,0-1,8 мм | Хорошо | Конструкционные алюминиевые отливки |
| 40 PPI | 0,6-1,2 мм | Высокий | Конструктивные детали автомобилей |
| 50 PPI | 0,4-0,8 мм | Очень высокий | Аэрокосмическая промышленность, критически важные системы безопасности |
| 60 PPI | 0,3-0,6 мм | Максимальный | Аэрокосмическая промышленность премиум-класса, электроника |
Критерии отбора за пределами PPI
Давление напора металла: Доступный напор (высота металла над фильтром) должен быть достаточным для заправки фильтра и поддержания потока. Фильтры тонкой очистки (50-60 PPI) требуют большего напора. Если затворная система не может обеспечить достаточный напор, более грубый фильтр даст более надежные результаты, чем фильтр тонкой очистки, который периодически блокируется.
Требование к скорости потока: Время заполнения литейной формы определяется весом детали, сечением стенки и характеристиками сплава. Фильтр должен обеспечивать достаточный поток металла для заполнения формы до преждевременного затвердевания. Пропускная способность фильтра зависит от площади фильтра - большие сечения фильтра обеспечивают более высокую скорость потока.
Тип и размер включения: Если основной проблемой загрязнения являются оксидные бифильмы (тонкие и гибкие, часто размером более 100 микрометров), то даже фильтры 30 PPI достаточно эффективны. Для мелких интерметаллических частиц или тонких включений шпинели в диапазоне 10-50 микрометров необходимо 50-60 PPI.
Состав сплава: Высокомагниевые сплавы со шпинельными включениями выигрывают от более тонкой фильтрации. Литейные сплавы с более тяжелой оксидной оболочкой часто могут быть адекватно обработаны при 30-40 PPI.
Практические рекомендации по выбору ИПП
| Тип литья | Рекомендуемые ИПП | Примечания |
|---|---|---|
| HPDC (литье под высоким давлением) | Фильтрация не характерна | Нагнетание давления в обход фильтра |
| Гравитационная постоянная форма | 30-40 PPI | Баланс эффективности и потока |
| Литье в песок (структурное) | 30-40 PPI | Более крупные затворные системы справляются с потоком |
| Литье в песчаные формы (безопасность автомобилей) | 40-50 PPI | Более строгие требования к качеству |
| Инвестиционное литье | 50-60 PPI | Очень тонкие каналы требуют чистого металла |
| Непрерывное литье (заготовка/сляб) | 30-40 PPI в линию | Высокая производительность, непрерывная обработка |
| Аэрокосмическое литье | 50-60 PPI | Максимальное удаление включений |
Стандартные размеры, формы и габаритные характеристики
Фильтры из керамической пены производятся в стандартных размерах, чтобы соответствовать общим конструкциям коробок фильтров, используемых в промышленности. Понимание доступных размеров помогает инженерам правильно проектировать фильтровальные коробки, а командам, занимающимся закупками, - не допускать двусмысленности.
Общие размеры квадратного фильтра
| Размер (мм) | Размер (дюймы) | Типичная толщина (мм) | Типовое применение |
|---|---|---|---|
| 40 × 40 | 1.5″ × 1.5″ | 22 | Мелкое литье, ювелирные изделия |
| 50 × 50 | 2″ × 2″ | 22 | Легкие отливки |
| 75 × 75 | 3″ × 3″ | 22 | Отливки средней тяжести |
| 100 × 100 | 4″ × 4″ | 22 | Стандартные конструкционные отливки |
| 150 × 150 | 6″ × 6″ | 25 | Крупные конструктивные элементы |
| 200 × 200 | 8″ × 8″ | 25-30 | Крупные отливки, заготовки |
| 230 × 230 | 9″ × 9″ | 30-40 | Непрерывное литье |
| 300 × 300 | 12″ × 12″ | 40-50 | Непрерывное литье в больших объемах |
| 381 × 381 | 15″ × 15″ | 50 | Литье слябов |
Варианты круглых фильтров
Круглые фильтры из керамической пены используются там, где предпочтительнее круглые фильтрующие коробки, в частности, в некоторых системах отмывки и специализированных заливных устройствах. Обычные диаметры варьируются от 40 мм до 300 мм, толщина соответствует квадратным аналогам.
Возможность персонализации
Помимо стандартных размеров, AdTech производит фильтры из вспененной керамики нестандартных размеров, конических профилей, ступенчатых геометрий и с особыми конфигурациями уплотнительных прокладок. Нестандартные фильтры подходят в тех случаях, когда стандартные размеры не соответствуют существующим конструкциям фильтровальных коробок или когда требуются особые характеристики потока.
Как правильно установить вспененные керамические фильтры в фильтровальную коробку
Правильная установка так же важна, как и правильный выбор фильтра. Неправильно установленный фильтр практически не приносит пользы и может создать свои собственные проблемы с качеством.

Требования к конструкции фильтровальной коробки
Фильтрующий блок (также называемый сиденьем фильтра или сиденьем фильтра наливного резервуара) должен:
- Опирайте фильтр на все четыре края с помощью плоской и ровной поверхности.
- Создайте водонепроницаемое (металлическое) уплотнение между краем фильтра и коробкой, чтобы предотвратить обводку металла вокруг фильтра.
- Обеспечьте достаточную высоту напора над фильтром, чтобы заправлять его и поддерживать поток.
- Достаточно большое поперечное сечение, чтобы избежать чрезмерной скорости над и под фильтром.
- Перед заливкой их следует предварительно нагреть, чтобы предотвратить тепловой удар по фильтру и потерю температуры в металле.
Посадка и уплотнение
Наиболее важной деталью установки является герметизация периметра фильтра. Если расплавленный металл найдет путь по краю фильтра - между фильтром и стенкой фильтровальной коробки - нефильтрованный металл попадет в полость формы. Все преимущества фильтрации теряются.
Методы герметизации включают:
Прокладка из огнеупорного волокна: Веревка из керамического волокна или прокладка, помещаемая в гнездо фильтровальной коробки перед установкой фильтра. При установке фильтр сжимает прокладку, создавая уплотнение. Это самый надежный метод.
Уплотнение из керамической пасты/раствора: Огнеупорный раствор, наносимый на седло фильтровальной коробки перед установкой фильтра. При правильном применении подходит, но более вариативен, чем волокнистая прокладка.
Точная подгонка по размерам: Если размеры фильтровальной коробки и фильтра точно подогнаны (близкий допуск), то сама посадка обеспечивает достаточную герметичность. Менее надежно, чем активное уплотнение, но используется в некоторых промывочных установках непрерывного литья.
Требования к предварительному нагреву
Холодные фильтры из вспененной керамики, вставленные в горячий алюминиевый металл, подвергаются тепловому удару. Хотя качественные фильтры из вспененной керамики разработаны таким образом, чтобы противостоять тепловому удару, быстрый нагрев от комнатной температуры до 750°C все же создает напряжение. Более того, холодный фильтр значительно охлаждает соприкасающийся с ним металл, что может привести к преждевременному замерзанию до заполнения формы.
Стандартная практика заключается в предварительном нагреве фильтра и фильтровальной коробки с помощью горелки или станции предварительного нагрева до температуры не менее 200-300°C перед контактом с металлом. В крупносерийных производствах с жесткой продолжительностью цикла фильтровальные коробки выдерживаются при температуре литья между циклами.
Пошаговая процедура установки
- Осмотрите фильтр на предмет трещин, сколов или видимых повреждений - выбросьте поврежденные фильтры.
- Убедитесь, что PPI, размер и ориентация фильтра соответствуют спецификации.
- Очистите посадочные поверхности коробки фильтра от остатков предыдущих отливок.
- Установите уплотнительную прокладку или нанесите раствор на седло фильтра.
- Аккуратно установите фильтр, равномерно поддерживая его по всем краям.
- Перед контактом с металлом разогрейте коробку фильтра в сборе.
- Убедитесь, что высота напора металла в бассейне соответствует минимуму, необходимому для заливки фильтра.
- После заливки не используйте фильтр повторно - удалите и утилизируйте отработанный фильтр перед следующим нагревом.
Тестирование производительности и методы измерения инклюзивности
Для проверки эффективности фильтрации и количественного определения улучшений требуются соответствующие методы измерения. Литейные заводы, которые не могут измерить уровень включений, не могут оптимизировать процесс фильтрации.
Испытание K-формы (прекурсор PoDFA)
При испытании K-Mold определенный объем металла проходит через стандартную геометрию пресс-формы. Затвердевший образец подвергается поперечному сечению и металлографическому исследованию. Включения, видимые на поперечном срезе, подсчитываются и характеризуются. Несмотря на относительную простоту, результаты K-Mold являются полуколичественными и зависят от наблюдателя.
PoDFA (анализ пористой дисковой фильтрации)
PoDFA - наиболее широко используемый метод количественного измерения включений в алюминиевой промышленности. Определенный объем расплава (обычно 1-3 кг) продавливается под вакуумом через тонкий керамический фильтрующий диск. Все включения, размер которых превышает размер пор диска, концентрируются на его поверхности. После затвердевания и металлографической подготовки слой включений определяется в мм²/кг - это рейтинг включений, который позволяет напрямую сравнивать отфильтрованный и неотфильтрованный металл.
PoDFA позволяет определить типы включений (оксиды, шпинели, карбиды) с помощью EDX-анализа остатков фильтра, что дает подробную информацию об источниках загрязнения.
LiMCA (анализатор чистоты жидких металлов)
В LiMCA используется принцип измерения электрического сопротивления. Небольшое отверстие погружается в расплав, и через него протягивается металл. Частицы включений, проходящие через отверстие, вытесняют металл и вызывают кратковременное увеличение электрического сопротивления. Этот сигнал в реальном времени подсчитывает количество и размеры включений, предоставляя непрерывные данные о чистоте во время литья.
LiMCA особенно ценен для операций непрерывного литья, где мониторинг в реальном времени позволяет немедленно реагировать на ухудшение чистоты.
Ультразвуковые испытания литых образцов
После затвердевания ультразвуковой контроль контрольных прутков или репрезентативных участков позволяет обнаружить внутренние дефекты, включая скопления включений и пористость. Этот метод не определяет тип включений, но количественно оценивает пространственное распределение внутренних разрывов.
Сравнение методов измерения инклюзии
| Метод | Тип измерения | Скорость | Количественные | Приложение |
|---|---|---|---|---|
| K-Mold | Визуальный/полуколичественный | Быстрый | Нет | Мониторинг литейного производства |
| PoDFA | Количественные показатели (мм²/кг) | 30-60 мин | Да | Исследования и разработки, квалификация |
| LiMCA | Подсчет частиц в режиме реального времени | Непрерывный | Да | Непрерывное литье |
| Ультразвуковой | Составление карт внутренних дефектов | Переменная | Частичный | Послелитейный контроль |
| Металлографические | Визуальный, подробный | Часы | Да | Анализ первопричин |
Фильтр из керамической пены в сравнении с другими методами фильтрации
Для алюминия существует множество технологий фильтрации, и пенокерамические фильтры - не единственный вариант. Понимание альтернатив помогает инженерам выбрать правильный подход или комбинацию подходов.
Фильтры из стекловолоконной ткани
Самый первый из широко распространенных типов фильтров - стеклоткань, сплетенная из стеклянных волокон в сетку с определенным размером отверстий. Установка проста - ткань помещается в затворную систему. Однако эффективность фильтрации значительно ниже, чем у керамической пены, поскольку ткань обеспечивает только поверхностное натяжение без глубинной фильтрации. Стекловолокно также ограничено по температуре и при деградации может стать источником загрязнения.
Фильтры с набивным слоем (таблетированный глинозем)
Шарики или стружка из таблетированного глинозема, упакованные в фильтровальную коробку, обеспечивают глубокую фильтрацию с высокой емкостью включения. Упакованные слои эффективны, но требуют значительной инфраструктуры, не являются одноразовыми в том же смысле (слой может быть очищен и использован повторно) и обеспечивают менее стабильный поток по сравнению с керамической пеной. Они наиболее распространены в крупномасштабных операциях непрерывного литья, где объем фильтра и логистика замены делают керамическую пену непрактичной.
Керамические трубчатые фильтры
Пористые керамические трубки, через которые металл проходит радиально, имеют высокую эффективность фильтрации, но используются в основном в специализированных областях, а не для общего литья. Их трудно устанавливать в стандартные литниковые системы.
Электромагнитная фильтрация
Электромагнитное перемешивание и фильтрация используют электропроводность жидкого алюминия для перемещения металла от включений с помощью магнитной силы. Эта технология высокоэффективна для удаления мелких включений и работает непрерывно без физической замены фильтра. Компромисс заключается в высоких капитальных затратах и сложности, что ограничивает ее применение на крупных установках непрерывного литья.
Сравнительная таблица
| Тип фильтра | Эффективность фильтрации | Капитальные затраты | Операционные расходы | Простота использования |
|---|---|---|---|---|
| Керамическая пена | Высокий | Низкий | Низкий (одноразовое использование) | Высокий |
| Стекловолоконная ткань | Низкий-умеренный | Очень низкий | Очень низкий | Очень высокий |
| Набивной слой (глинозем) | Высокий | Средний | Низкий (многоразовый) | Средний |
| Электромагнитный | Очень высокий | Очень высокий | Средний | Низкий (специализированный) |
| Керамическая трубка | Высокий | Средний | Средний | Низкий |
Для подавляющего большинства областей применения алюминиевого литья - гравитационного, литья под низким давлением и полунепрерывного литья - фильтры из керамической пены представляют собой оптимальное сочетание стоимости, производительности и простоты эксплуатации.
Стандарты качества и сертификаты, которые имеют значение
При покупке фильтров из керамической пены для промышленного литья алюминия понимание применимых стандартов качества помогает командам, занимающимся закупками, правильно указать фильтры и оценить системы качества поставщиков.

Промышленные стандарты, относящиеся к фильтрации керамической пеной
Стандарты ASTM: Хотя не существует единого стандарта ASTM, специально предназначенного для фильтров из керамической пены, стандарт ASTM B594 (Ультразвуковой контроль изделий из алюминиевого сплава) косвенно определяет требования к чистоте, которые достигаются путем фильтрации.
AMS (Aerospace Material Specifications): Различные спецификации AMS на отливки из алюминиевых сплавов и кованые изделия включают требования к чистоте, которые требуют фильтрации. AMS 2175 охватывает классификацию отливок, и многие заказчики из аэрокосмической отрасли указывают фильтрацию в качестве технологического требования.
ISO 9001 / IATF 16949: Производители фильтров из вспененной керамики, поставляющие продукцию на автомобильные литейные заводы, должны иметь сертификат IATF 16949, подтверждающий наличие документированной системы управления качеством с контролем процессов, проверкой размеров и процедурами корректирующих действий.
Стандарты для конкретного заказчика: Крупные OEM-производители автомобильной техники (Ford, GM, BMW, Toyota) и аэрокосмические компании (Boeing, Airbus) обычно придерживаются собственных стандартов квалификации поставщиков, которым должны соответствовать производители и литейщики фильтров из керамической пены.
Что необходимо проверить при выборе поставщика фильтров
- Состав материала (рентгеноструктурный анализ содержания Al₂O₃).
- Согласованность размеров в партии (измерение нескольких фильтров).
- Прочность на сжатие (фильтр не должен сломаться во время установки или использования).
- Постоянство веса от партии к партии (указывает на постоянную керамическую нагрузку).
- Результаты испытаний на тепловой удар.
- Рекомендации от существующих клиентов в аналогичных областях применения.
- Документация по контролю качества продукции.
Срок годности, требования к хранению и обращению
Пенокерамические фильтры чувствительны к влаге. Глинозем гигроскопичен в ограниченной степени, и любая поглощенная влага будет выделяться в виде пара при контакте фильтра с горячим металлом. Этот пар может раствориться в алюминии в виде водорода, внося именно то загрязнение, которое должен устранить фильтр.
Требования к хранению
- Храните фильтры в сухая среда при относительной влажности ниже 60%.
- Не допускайте прямого контакта с водой или конденсатом.
- Храните в оригинальной упаковке до готовности к использованию.
- Не складывайте фильтры в стопку без защитной упаковки между ними - керамическая структура, хотя и прочная при сжатии, хрупка при точечных нагрузках и может расколоться или треснуть.
- Храните в складских помещениях вдали от полов, чтобы избежать попадания влаги на бетон.
Срок годности
Правильно хранящиеся фильтры из вспененной керамики не имеют строгого срока годности - сам керамический материал не подвергается химическому разрушению в процессе хранения. Однако фильтры, хранившиеся во влажных условиях или загрязненной среде, перед использованием следует осмотреть и, если есть сомнения, высушить в печи при температуре 200-300°C. Фильтры, на которых видна влага, загрязнения или физические повреждения, должны быть отбракованы.
Обработка в процессе производства
- Обращайтесь с фильтрами за края или с помощью инструментов с пенопластовой подкладкой - избегайте точечного контакта в центре лицевой стороны фильтра.
- Не роняйте фильтры - даже небольшие трещины нарушают герметичность и целостность фильтрации.
- Проверяйте каждый фильтр непосредственно перед установкой.
- Выбрасывайте любые фильтры с видимыми трещинами, сколами по краям уплотнения или сломанными стойками.
Распространенные ошибки в работе приложений и как их избежать
За годы работы в литейном производстве мы выявили основные причины, по которым фильтрация керамической пеной иногда не приносит ожидаемых результатов. Почти всех неудач можно избежать при соблюдении надлежащей технологической дисциплины.
Металлический байпас вокруг фильтра
Что происходит: Металл обтекает край фильтра, а не проходит через него, попадая в пресс-форму нефильтрованным.
Причина: Недостаточное уплотнение между фильтром и фильтровальной коробкой, превышение размера фильтра относительно коробки или повреждение края фильтра.
Решение: Постоянно используйте прокладки из керамического волокна. Проверьте соответствие размеров фильтра и коробки. Перед установкой проверьте края фильтра.
Фильтр не работает
Что происходит: Металл не проходит через фильтр, что приводит к неполному заполнению формы или чрезмерному противодавлению.
Причина: Недостаточная высота напора металла, очень тонкий ППИ, требующий большего напора, чем имеется, холодный фильтр, увеличивающий поверхностное натяжение, или чрезмерная вязкость металла (слишком низкая температура).
Решение: Проверьте высоту напора в соответствии с требованиями к расходу фильтра. Обеспечьте достаточный предварительный нагрев фильтра. При хронических проблемах с предварительной загрузкой рассмотрите вариант на один класс PPI грубее.
Разрушение фильтра во время литья
Что происходит: Фильтр разрушается при контакте с металлом, выбрасывая керамические осколки в отливку.
Причина: Тепловой удар от холодного фильтра, чрезмерная скорость металла, создающая скачок давления, или некачественный фильтр с недостаточной прочностью.
Решение: Подогревайте фильтры перед контактом с металлом. Проверьте скорость движения металла - добавьте площадь фильтра или измените конструкцию заслонки, чтобы снизить скорость. Приобретайте фильтры у поставщиков с документально подтвержденными испытаниями на прочность на сжатие.
Повторное загрязнение после фильтрации
Что происходит: В отливках видны включения, даже если фильтрация была проведена правильно.
Причина: Повторное окисление металла между фильтром и полостью формы, турбулентный поток металла после фильтра или оксидные шкурки, образующиеся в полости формы во время заполнения.
Решение: Минимизируйте высоту падения металла после фильтра. Проектируйте литники для плавного, не турбулентного наполнения. Следите за температурой металла и скоростью разлива.
Преждевременное насыщение фильтра
Что происходит: Фильтр быстро загружается, и поток прекращается до окончания заливки.
Причина: Очень высокое начальное содержание включений в расплаве, недостаточный размер фильтра для разливки или очень тонкий фильтр PPI, используемый с сильно загрязненным металлом.
Решение: Прежде чем полагаться только на фильтрацию, устраните загрязнения, находящиеся выше по течению, с помощью дегазации и обработки расплава. Используйте большую площадь фильтрации или двухступенчатую фильтрацию (грубая + тонкая).
Керамические пенные фильтры в специфических системах из алюминиевых сплавов
A356 / A357 (литейные сплавы Al-Si-Mg)
Это наиболее часто фильтруемые сплавы для литья алюминия, широко используемые в автомобильных конструкциях. Основными включениями, вызывающими беспокойство, являются оксидные пленки и частицы MgO/шпинели, содержащиеся в магнии. Обычно мы рекомендуем 30-40 PPI для стандартных конструкционных применений и 40-50 PPI для критически важных деталей, таких как рычаги управления и поворотные кулаки.
6061 / 6082 (деформируемые сплавы методом непрерывного литья)
При непрерывном литье заготовок и слябов из сплавов серии 6xxx в системе промывки используются поточные фильтры из керамической пены. Фильтр улавливает оксидные пленки и включения шпинели до того, как металл попадает в МНЛЗ, предотвращая появление поверхностных дефектов и внутренних несплошностей в деформируемом изделии. 30-40 PPI является стандартом для литья заготовок.
Серия 7xxx (высокопрочные сплавы Al-Zn-Mg)
Аэрокосмические алюминиевые сплавы требуют максимальной чистоты. Более высокое содержание магния и цинка увеличивает разнообразие и количество потенциальных включений. Для этих сплавов наиболее выгодна самая тонкая фильтрация (50-60 PPI) в сочетании с предварительной дегазацией и, для наиболее ответственных применений, проверкой чистоты по методу LiMCA или PoDFA.
Вторичный / переработанный алюминий
Переработанные алюминиевые сплавы по своей природе содержат большее количество включений, чем первичный металл - оксидные пленки, накапливающиеся при переплавке, интерметаллиды из смешанных составов лома, а также загрязнения от покрытий и смазочных материалов на ломе. Фильтрация вторичных сплавов требует более внимательного отношения к пропускной способности фильтров (использование более крупных фильтров или более частая замена) и обработки расплава перед фильтрацией для уменьшения количества включений.

Часто задаваемые вопросы о фильтрах из керамической пены для алюминия
1: Можно ли использовать пенокерамические фильтры повторно для нескольких отливок?
Нет. Керамические поролоновые фильтры являются одноразовыми изделиями и не подлежат повторному использованию. После одной заливки фильтр захватывает включения по всей своей сети пор. Повторное использование фильтра чревато тем, что при изменении химического состава, температуры или динамики потока расплава захваченные включения попадут обратно в поток металла. Кроме того, фильтр может подвергнуться микротрещинам в результате термоциклирования, которые не видны внешне, но нарушают его структурную целостность. Стоимость нового фильтра ничтожна по сравнению со стоимостью бракованной отливки, вызванной тем, что из повторно используемого фильтра выделились включения.
2: Какова правильная высота металлической головки над керамическим поролоновым фильтром?
Минимальные требования к металлической головке зависят от PPI фильтра и температуры. Общие рекомендации таковы: Фильтры 20-30 PPI требуют примерно 75-100 мм напора; фильтры 30-40 PPI обычно требуют 100-150 мм; фильтры 50-60 PPI могут требовать 150-200 мм и более. Это отправные точки - фактические требования зависят от площади фильтра, температуры металла и состава сплава. Если конструкция отливки не позволяет обеспечить достаточный напор, следует выбрать более грубую марку фильтра.
3: Как узнать, работает ли мой поролоновый фильтр?
Наиболее практичными методами подтверждения являются: (1) анализ PoDFA, сравнивающий уровни включений в отфильтрованном и неотфильтрованном металле - хорошо работающий фильтр снижает количество включений на 50-90%; (2) испытание литых образцов на К-форму или плотность; (3) рентгенографический контроль отливок, показывающий уменьшение или устранение пористости; (4) результаты механических испытаний, особенно значения удлинения, которые очень чувствительны к содержанию включений. Если качество отливок заметно улучшается после введения фильтрации, значит, фильтр работает. Если качество не улучшилось, необходимо проверить перепускной поток, неправильный выбор ИПП или повторное загрязнение выше по потоку.
4: Почему керамический поролоновый фильтр темнеет или чернеет после заливки?
Черная или темная окраска после литья - это осаждение углерода из органических остатков на металлоломе, которые сгорели во время плавки, или из некоторых флюсовых соединений. Оно также может отражать поглощение оксидов металлов и других темноокрашенных включений. Некоторое потемнение является нормальным и не указывает на проблемы с фильтром или отливкой. Если окрашивание сопровождается необычным образованием окалины или дефектами литья, проверьте процесс подготовки лома и обработки расплава.
5: Есть ли разница между фильтрами из керамической пены китайского и европейского производства?
Само по себе местоположение производства не является надежным показателем качества - качество варьируется у каждого отдельного производителя независимо от географии. Факторы, которые имеют значение: чистота сырья (содержание Al₂O₃), контроль производственного процесса, соответствие размеров, прочность на сжатие и система управления качеством. Компания AdTech производит фильтры из керамической пены с тщательным контролем технологического процесса и проверкой материалов. При оценке любого поставщика запрашивайте отчеты об испытаниях материалов, записи о проверке размеров и рекомендации от текущих клиентов. Испытание образцов фильтров третьей стороной перед принятием обязательств по объему является разумной практикой закупок.
6: Какой размер керамического поролонового фильтра мне нужен для моего литья?
Размер фильтра зависит от двух основных факторов: требуемой скорости потока металла и доступной высоты напора. Фильтр должен обеспечивать достаточную открытую площадь для прохождения требуемого объема металла в течение времени заполнения отливки, не превышая скорости потока, которая приведет к тому, что включения будут проталкиваться через фильтр, а не улавливаться. Практическая точка отсчета: для отливок весом до 10 кг обычно достаточно фильтра размером 100×100 мм; для отливок весом 10-50 кг - 150×150 мм; для отливок весом 50-200 кг - 200×200 мм или больше. Для непрерывного литья площадь фильтра рассчитывается исходя из скорости прохождения металла и максимально допустимого перепада давления.
7: Могут ли пенокерамические фильтры удалять растворенный водород из алюминия?
Нет. Пенокерамические фильтры улавливают твердые и полутвердые включения (оксидные пленки, частицы), но не имеют механизма для удаления растворенного водорода. Для удаления водорода требуется дегазация - дегазация с помощью вращающейся крыльчатки, продувка газом или вакуумная обработка. В производственной практике дегазация должна проводиться перед фильтрацией, поскольку в процессе дегазации могут образовываться включения (в результате турбулентности расплава и реакции флюса), которые затем удаляются последующим фильтром. Правильная последовательность такова: подготовка расплава → дегазация → фильтрация → литье.
8: Что произойдет, если температура металла при фильтрации будет слишком низкой?
Низкая температура металла увеличивает вязкость и поверхностное натяжение, что затрудняет грунтовку и прохождение металла через фильтр. При температуре ниже 700°C для большинства алюминиевых литейных сплавов сложность грунтовки значительно возрастает. Кроме того, низкотемпературный металл с большей вероятностью затвердеет в порах фильтра, если поток остановится, что приведет к преждевременному засорению. Поддерживайте температуру металла в пределах нормального диапазона температур литья сплава (обычно 720-780°C) и обеспечьте предварительный нагрев фильтровальной коробки, чтобы избежать чрезмерного охлаждения на поверхности фильтра.
9: Нужна ли мне фильтрация, если я уже дегазирую свой алюминий?
Да, дегазация и фильтрация направлены на борьбу с разными типами загрязнений и являются взаимодополняющими, а не взаимозаменяемыми. Дегазация удаляет растворенный водородный газ. Она не обеспечивает эффективного удаления твердых включений, таких как оксидные пленки, интерметаллиды или тугоплавкие частицы. Более того, турбулентность, создаваемая ротационной дегазацией, может привести к образованию новых оксидных включений, которые затем необходимо удалять путем фильтрации. Лучшей практикой всегда является сначала дегазация, а затем фильтрация дегазированного металла перед разливкой.
10: Как следует утилизировать использованные поролоновые фильтры?
Отработанные пенокерамические фильтры обычно классифицируются как неопасные твердые отходы, поскольку глиноземистая керамика химически инертна. Тем не менее, оставшийся металл и любые остатки флюса требуют внимания. Большинство литейных заводов дают отработанным фильтрам остыть, затем извлекают оставшийся металл путем дробления и переплавки фильтра в специальном процессе (следует отметить, что фрагменты керамики фильтра в расплаве требуют контролируемого обращения). Остатки керамики после извлечения металла обычно отправляются на свалку как инертные промышленные отходы. Проверьте местные экологические нормы - требования зависят от юрисдикции. Фильтры, контактировавшие с флюсами на основе хлора, могут требовать особого обращения при утилизации.
Резюме: Основные выводы для инженеров и покупателей
Пенокерамические фильтры для алюминия представляют собой один из наиболее экономически эффективных вариантов инвестиций в качество литья металлов. В этом техническом обзоре вы найдете следующие основные моменты:
- Удаление включений благодаря фильтрации керамической пены неизменно улучшает механические свойства, регулярно демонстрируя прирост удлинения на 30-100% в фильтрованном и нефильтрованном металле.
- Выбор ИПП необходимо соблюдать баланс между эффективностью фильтрации и требованиями к расходу - 30-40 PPI покрывают большинство применений конструкционного литья, в то время как аэрокосмическая промышленность требует 50-60 PPI.
- Фильтры на основе глинозема являются стандартом совместимости с алюминием, при этом правильное содержание Al₂O₃ (≥95%) является обязательным параметром качества.
- Правильная установка с соответствующим уплотнением так же важна, как и выбор фильтра - обойденный металл сводит на нет всю цель фильтрации.
- Фильтрация после дегазации в правильной последовательности - никогда не заменяйте одно другим.
- Дисциплина одноразового использования не подлежит обсуждению - повторное использование фильтров создает риск для качества, значительно превышающий стоимость нового фильтра.
- Измерения подтверждают эффективность работы - Для проверки того, что фильтрация обеспечивает ожидаемое улучшение чистоты, следует использовать испытания PoDFA, LiMCA или, как минимум, K-Mold.
Компания AdTech производит фильтры из керамической пены всех стандартных марок и размеров PPI, а также индивидуальные варианты для специализированных применений. Наши фильтры производятся с проверенным содержанием Al₂O₃, контролируемыми допусками на размеры и документированными процессами управления качеством, обслуживая клиентов из автомобильной, аэрокосмической и промышленной отраслей, занимающихся литьем алюминия по всему миру.
