Os filtros de espuma cerâmica para alumínio são a tecnologia de filtragem mais eficaz e amplamente adoptada para a remoção de inclusões não metálicas do alumínio fundido, fornecendo consistentemente um metal mais limpo com menor número de inclusões, propriedades mecânicas melhoradas e taxas de rejeição de fundição reduzidas. Na AdTech, há anos que fornecemos filtros de espuma cerâmica para operações de fundição de alumínio nos sectores automóvel, aeroespacial e da construção, e os dados são inequívocos: os filtros de espuma cerâmica corretamente selecionados e corretamente instalados reduzem os defeitos relacionados com a inclusão em 50-90% em comparação com o metal não filtrado.
Se o seu projeto requer a utilização de um filtro de espuma cerâmica, pode contactar-nos para um orçamento gratuito.
O que é um filtro de espuma cerâmica e como funciona na fundição de alumínio
A filtro de espuma de cerâmica é uma estrutura tridimensional porosa de células abertas, feita de material cerâmico refratário, concebida para ser colocada no percurso do fluxo de metal fundido entre o forno ou a panela e o molde de fundição. Quando o alumínio líquido passa através do filtro, as partículas não metálicas - películas de óxido, fragmentos refractários, compostos intermetálicos e outras inclusões - são fisicamente capturadas na rede de poros internos tortuosos e aí mantidas, enquanto o metal limpo continua na cavidade do molde.
A estrutura de um filtro de espuma de cerâmica é visualmente semelhante a uma esponja marinha natural, mas concebida com uma densidade de poros controlada, canais vazios interligados e uma composição cerâmica refractária capaz de suportar o contacto com alumínio fundido a temperaturas até 800°C sem degradação ou contaminação do metal.
Consideramos que os filtros de espuma cerâmica são a intervenção de qualidade de maior impacto e de menor custo disponível na fundição de alumínio. O filtro em si pode custar alguns dólares por unidade, mas a redução de defeitos que permite - evitando uma fundição rejeitada no valor de centenas de dólares - faz com que a economia seja esmagadora.

Porque é que os filtros de espuma cerâmica se tornaram o padrão da indústria
Antes da adoção generalizada dos filtros de espuma cerâmica nas décadas de 1970 e 1980, as fundições de alumínio recorriam a filtros de tecido de fibra de vidro, a filtros de leito compactado com partículas de alumina soltas ou, simplesmente, a nenhuma filtragem. Cada método anterior tinha sérias limitações:
- Os filtros de fibra de vidro têm uma baixa eficiência de captura de inclusões e uma resistência térmica limitada.
- Os sistemas de leitos compactos são difíceis de controlar para obter um fluxo consistente e exigem infra-estruturas significativas.
- A ausência de filtragem produz propriedades mecânicas pouco fiáveis e elevadas taxas de desperdício.
O filtro de espuma cerâmica substituiu estas abordagens porque combina uma elevada eficiência de filtração, uma instalação simples, uma utilização única, um baixo volume de escorva (o metal necessário para molhar o filtro antes do início do fluxo) e compatibilidade química com todas as ligas de alumínio comuns.
Porque é que as inclusões na fusão de alumínio causam falhas de fundição
Entender o que são as inclusões e o que elas fazem com as propriedades do fundido é um contexto essencial para entender por que a filtragem é importante. Muitas decisões de aquisição subestimam a filtração porque o papel das inclusões como causadoras de defeitos não é totalmente compreendido.

Tipos de inclusões encontradas na fusão de alumínio
Filmes de óxido (Bifilmes)
O alumínio forma uma película de óxido (Al₂O₃) quase instantaneamente quando a superfície fundida entra em contacto com o ar. Quando esta película de óxido se dobra sobre si mesma durante o vazamento turbulento ou a transferência, cria uma película de camada dupla chamada bifilme. As bifilmes são o tipo de inclusão mais prejudicial porque actuam como fissuras pré-existentes no metal solidificado. Têm tipicamente 1-100 micrómetros de espessura e podem atingir milímetros de comprimento.
Espinélios (MgAl₂O₄)
Nas ligas que contêm magnésio, o magnésio reage com o óxido de alumínio para formar partículas de espinélio de aluminato de magnésio. Estas partículas duras são particularmente difíceis de remover porque tendem a formar dispersões estáveis na massa fundida.
Carboneto de silício e fragmentos refractários
A erosão do revestimento do forno, o desgaste da panela e a contaminação das ferramentas introduzem partículas refractárias duras que causam defeitos na superfície, danos nas ferramentas de maquinagem e pontos de concentração de tensões na peça fundida.
Compostos Intermetálicos
Os intermetálicos que contêm ferro (Al₃Fe, Al₅FeSi) precipitam durante o arrefecimento quando o teor de ferro excede a tolerância da liga. Estas partículas semelhantes a placas são frágeis e reduzem a ductilidade e a vida à fadiga.
Compostos de metais alcalinos
Os cloretos de sódio e de cálcio e os óxidos resultantes do tratamento de fluxo ou da contaminação das matérias-primas criam inclusões que podem causar defeitos na superfície e reduzir a resistência à corrosão.
Como as inclusões danificam as propriedades mecânicas
| Tipo de inclusão | Mecanismo de dano primário | Impacto típico na propriedade |
|---|---|---|
| Bifilmes de óxido | Planos de fissuras pré-existentes | -30 a -601 Redução do alongamento doTP3T |
| Espinélio | Concentradores de tensão de partículas duras | Redução da vida de fadiga |
| Fragmentos refractários | Danos na ferramenta de maquinagem, buracos na superfície | Defeitos dimensionais e de superfície |
| Intermetálicos de ferro | Fase frágil na microestrutura | Redução da ductilidade e da resistência ao impacto |
| Compostos alcalinos | Locais de iniciação à corrosão | Resistência à corrosão reduzida |
A investigação publicada em revistas metalúrgicas mostra consistentemente que o alongamento - a propriedade mecânica mais sensível à inclusão - pode cair para metade ou mais no alumínio não filtrado, em comparação com o metal corretamente filtrado da mesma liga e condição de tratamento térmico. Para peças de segurança crítica, como componentes de suspensão automóvel ou suportes aeroespaciais, esta diferença entre metal filtrado e não filtrado pode significar a diferença entre uma peça que passa nos testes de fadiga e uma que falha prematuramente.
Mecanismos de filtração: Filtração de Profundidade vs Filtração de Bolo de Superfície
Os filtros de espuma cerâmica funcionam através de dois mecanismos físicos distintos, e compreender ambos é importante para selecionar o tipo de filtro correto e para interpretar o comportamento de filtração durante a produção.
Filtração de profundidade (Mecanismo primário na filtração precoce)
Quando o metal começa a fluir através de um novo filtro de espuma cerâmica, o mecanismo dominante é a filtração em profundidade. As inclusões são capturadas na rede de poros interior através de vários sub-mecanismos:
Esforço mecânico: As partículas maiores do que o diâmetro da garganta do poro são fisicamente bloqueadas e não podem passar.
Impactação por inércia: As partículas com massa suficiente não conseguem seguir as linhas de fluxo curvas através da rede tortuosa de poros e, em vez disso, embatem nas paredes cerâmicas.
Sedimentação: Nos poros maiores, as partículas podem depositar-se na superfície da cerâmica por ação da gravidade.
Adesão de superfície: A superfície cerâmica tem uma afinidade natural com as inclusões de óxido de alumínio. Quando uma partícula entra em contacto com a parede de um poro, as forças de van der Waals e a química de molhagem entre a inclusão de óxido e a superfície cerâmica de óxido promovem a adesão.
Filtragem de bolos (acumulação progressiva)
À medida que as inclusões se acumulam na face a montante do filtro, formam uma camada denominada bolo de filtração. Este bolo torna-se um meio de filtração com aberturas de poros efectivas ainda mais finas do que a estrutura cerâmica por si só. Paradoxalmente, a eficiência da filtragem melhora muitas vezes à medida que o filtro se carrega - mas à custa do aumento da resistência do fluxo.
É por esta razão que os filtros de espuma cerâmica são artigos de utilização única. Quando um filtro está saturado, a resistência ao fluxo torna-se inaceitável e o risco de libertação de inclusões aumenta. A reutilização de um filtro usado introduz um grande risco de qualidade.
Volume de escorva e caudal inicial
Antes do início da filtração em estado estacionário, o filtro deve ser escorvado - a estrutura cerâmica deve ser molhada pelo metal para que o metal flua através dele em vez de ficar simplesmente bloqueado na face a montante. O volume de escorva é a quantidade de metal necessária para estabelecer o fluxo através do filtro.
Os filtros de poros mais finos (PPI mais elevado) têm aberturas de poros mais pequenas e maior resistência à tensão superficial, exigindo mais energia (altura da cabeça metálica) e maior volume de escorvamento. É por isso que os filtros muito finos (50-60 PPI) requerem, por vezes, um pré-aquecimento e uma conceção cuidadosa do sistema de gaseificação para garantir uma escorva fiável.
Composição e processo de fabrico do material de filtragem de espuma cerâmica
As propriedades químicas e físicas do material do filtro de espuma cerâmica determinam o seu desempenho em aplicações de alumínio. Nem todos os filtros de espuma cerâmica são iguais - as diferenças de qualidade do material traduzem-se diretamente no desempenho da filtração, na resistência ao choque térmico e no risco de contaminação.
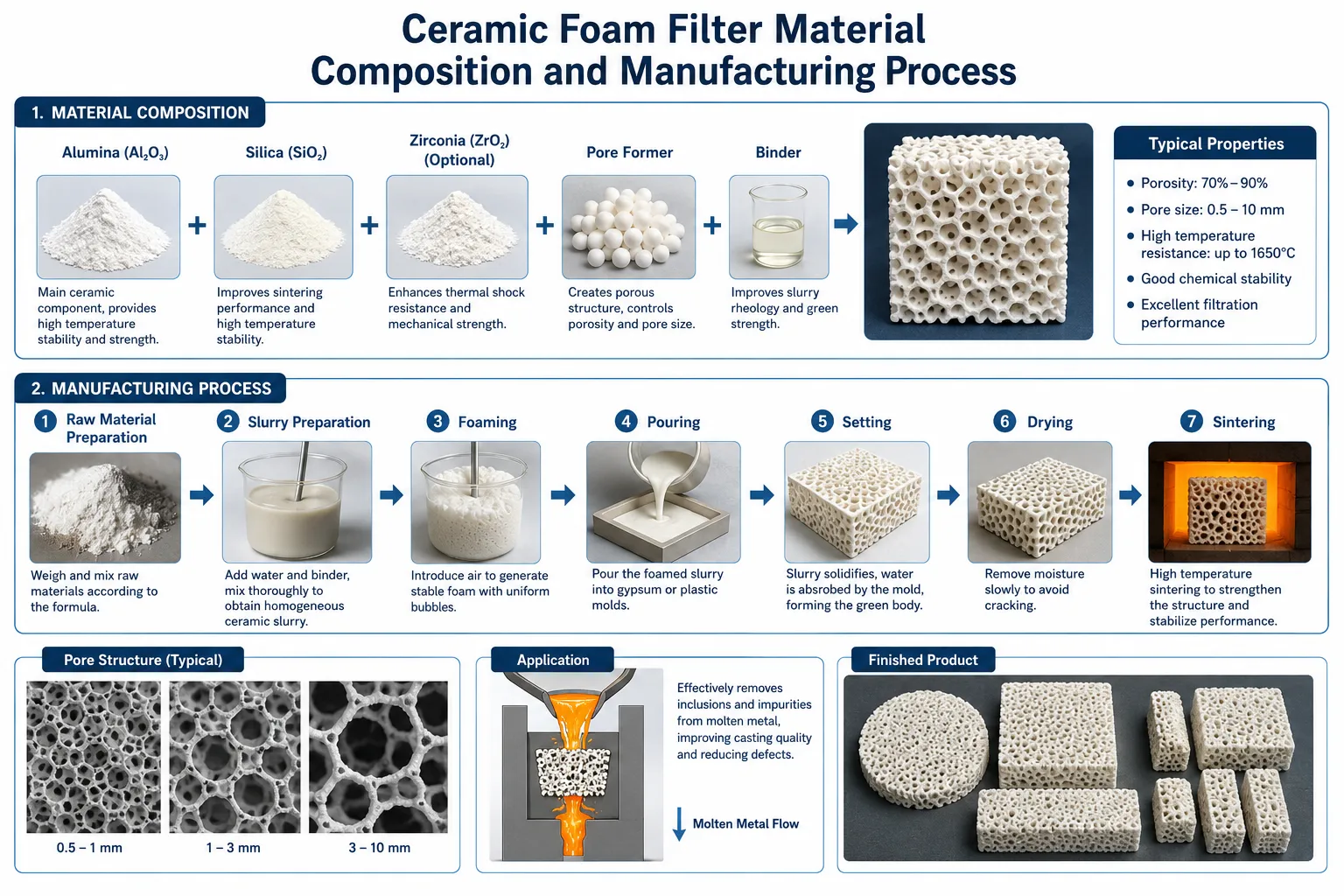
Filtros à base de alumina (Al₂O₃)
Os filtros de espuma cerâmica de alumina são o tipo mais utilizado para a filtragem de alumínio. As principais razões são:
- Compatibilidade química: O Al₂O₃ é termodinamicamente estável em contacto com o alumínio fundido em condições normais de fundição.
- Estabilidade a altas temperaturas: A alumina mantém a integridade estrutural acima da gama de temperaturas de todas as ligas de fundição de alumínio.
- Disponibilidade e custo: A alumina é um dos óxidos refractários mais disponíveis no mercado.
O teor de alumina padrão em filtros de espuma de cerâmica de qualidade é tipicamente 95-99% Al₂O₃, com pequenas adições de sílica, zircónia ou outros estabilizadores para melhorar o desempenho do choque térmico.
Filtros melhorados de zircónio (ZrO₂)
As adições de zircónia à matriz cerâmica melhoram a resistência ao choque térmico através do mecanismo de endurecimento associado à transformação de fase da zircónia. Algumas formulações de filtros de alto desempenho utilizam zircónio-mulite ou zircónio parcialmente estabilizado como fase cerâmica primária. Estes filtros são adequados para condições particularmente exigentes, incluindo taxas de fluxo de metal muito elevadas, ciclos térmicos frequentes ou contacto com ligas de alumínio reactivas.
Filtros de carboneto de silício (SiC)
Os filtros de espuma cerâmica de carboneto de silício oferecem maior condutividade térmica e resistência mecânica do que os tipos à base de alumina. No entanto, o SiC é reativo com certas composições de ligas de alumínio em condições específicas, e os filtros de SiC são mais frequentemente utilizados na filtragem de ligas de ferro, aço e cobre. Nas aplicações de alumínio, os filtros de SiC são utilizados em circunstâncias específicas em que as suas propriedades térmicas justificam a seleção.
Visão geral do processo de fabrico
Etapa 1 - Modelo de espuma de poliuretano
O fabrico de filtros de espuma cerâmica começa com espuma de poliuretano de células abertas cortada com as dimensões necessárias. A estrutura dos poros da espuma determina a geometria dos poros do filtro final.
Etapa 2 - Revestimento com pasta cerâmica
A espuma de poliuretano é imersa numa pasta cerâmica contendo partículas de alumina, aglutinante de sílica coloidal e aditivos de processamento. A pasta deve ser formulada de modo a revestir uniformemente os suportes de espuma sem bloquear as gargantas dos poros.
Passo 3 - Apertar e soprar
Após a impregnação, a espuma revestida é espremida e soprada para remover o excesso de lama e garantir canais de poros abertos. Este passo determina de forma crítica a uniformidade dos poros.
Etapa 4 - Secagem
A espuma revestida é cuidadosamente seca para remover a água sem rachar o revestimento cerâmico verde.
Etapa 5 - Queima (Burnout e Sinterização)
A peça seca é cozida num forno para queimar primeiro o modelo de espuma de poliuretano e depois sinterizar as partículas de cerâmica numa estrutura coerente. As temperaturas de cozedura atingem normalmente 1200-1450°C.
Etapa 6 - Inspeção da qualidade
Os filtros acabados são inspeccionados quanto à exatidão dimensional, peso (indicando a carga cerâmica), defeitos visuais e, no fabrico consciente da qualidade, quanto à estrutura dos poros e resistência à compressão.
Indicadores de qualidade para a aquisição de filtros de espuma cerâmica
| Parâmetro de qualidade | Intervalo aceitável | Método de ensaio |
|---|---|---|
| Teor de Al₂O₃ | ≥ 95% | Análise XRF |
| Resistência à compressão | ≥ 0,6 MPa (temperatura ambiente) | Ensaio de compressão |
| Tolerância dimensional | ±2 mm | Medição com paquímetro |
| Uniformidade de peso | ±5% dentro do lote | Pesagem |
| Temperatura máxima de serviço | ≥ 800°C | Certificação do fabricante |
| Resistência ao choque térmico | Sem fissuras após arrefecimento rápido | Ensaio de ciclos térmicos |
Seleção do tamanho dos poros (classificação PPI): Correspondência do tipo de filtro com a aplicação
A classificação PPI (poros por polegada) é o principal parâmetro de especificação para filtros de espuma cerâmica. Indica o número de poros contados ao longo de uma dimensão linear de uma polegada. Um PPI mais elevado significa poros mais finos, menor tamanho mínimo de captura de partículas, maior eficiência de filtração e maior resistência ao fluxo.

Selecionar o PPI correto para uma determinada aplicação é uma das decisões mais importantes na especificação de filtros. Um filtro demasiado grosseiro deixa passar inclusões críticas; um filtro demasiado fino cria uma resistência excessiva ao fluxo, abranda as taxas de enchimento, arrisca-se a ser fechado a frio e pode não ser preparado de forma fiável.
Leia também: Como escolher o PPI certo para filtragem de fundição de alumínio
Classificações PPI e suas caraterísticas
| Classificação PPI | Gama de tamanhos de poros (mm) | Eficiência de filtragem | Aplicação típica |
|---|---|---|---|
| 10 PPI | 3,0-4,0 mm | Baixo (coagem grosseira) | Pré-filtro, refusão de sucata |
| 20 PPI | 1,5-2,5 mm | Moderado | Fundição por gravidade geral |
| 30 PPI | 1,0-1,8 mm | Bom | Fundição de alumínio estrutural |
| 40 PPI | 0,6-1,2 mm | Elevado | Peças estruturais para automóveis |
| 50 PPI | 0,4-0,8 mm | Muito elevado | Aeroespacial, segurança crítica |
| 60 PPI | 0,3-0,6 mm | Máximo | Indústria aeroespacial e eletrónica de primeira qualidade |
Critérios de seleção para além do PPI
Pressão da cabeça metálica: A altura disponível (a altura do metal acima do filtro) deve ser suficiente para escorvar o filtro e manter o caudal. Os filtros finos (50-60 PPI) requerem uma altura maior. Se o sistema de comportas não puder fornecer uma altura adequada, um filtro mais grosso produzirá resultados mais fiáveis do que um filtro fino que bloqueia intermitentemente.
Requisitos de caudal: O tempo de enchimento do molde é determinado pelo peso da peça, secção da parede e caraterísticas da liga. O filtro deve permitir um fluxo de metal adequado para encher o molde antes de uma solidificação prematura. A capacidade de fluxo do filtro é proporcional à área do filtro - secções transversais maiores do filtro suportam taxas de fluxo mais elevadas.
Tipo e dimensão da inclusão: Se a principal preocupação em termos de contaminação são os bifilmes de óxido (finos e flexíveis, frequentemente maiores do que 100 micrómetros), mesmo os filtros de 30 PPI são razoavelmente eficazes. Para partículas intermetálicas finas ou inclusões finas de espinélio na gama de 10-50 micrómetros, são necessários 50-60 PPI.
Composição da liga: As ligas de alto teor de magnésio com inclusões de espinélio beneficiam de uma filtração mais fina. As ligas de fundição de silício com camadas de óxido mais pesadas podem frequentemente ser tratadas adequadamente com 30-40 PPI.
Orientações práticas para a seleção de PPI
| Tipo de fundição | PPI recomendado | Notas |
|---|---|---|
| HPDC (fundição injectada a alta pressão) | Filtragem não típica | A injeção de pressão contorna o filtro |
| Molde permanente por gravidade | 30-40 PPI | Equilibrar a eficiência e o fluxo |
| Fundição em areia (estrutural) | 30-40 PPI | Os sistemas de comportas de maiores dimensões lidam com o fluxo |
| Fundição em areia (segurança automóvel) | 40-50 PPI | Exigências de qualidade mais rigorosas |
| Fundição por cera perdida | 50-60 PPI | Canais muito finos requerem metal limpo |
| Lingotamento contínuo (tarugo/laje) | 30-40 PPI em linha | Tratamento contínuo e de alto rendimento |
| Fundição aeroespacial | 50-60 PPI | Remoção máxima de inclusões |
Tamanhos, formas e especificações dimensionais padrão
Os filtros de espuma cerâmica são fabricados em dimensões padronizadas para se adaptarem aos modelos de caixas de filtro comuns utilizados em toda a indústria. Conhecer os tamanhos disponíveis ajuda os engenheiros a conceber corretamente as caixas de filtro e ajuda as equipas de aquisição a especificar sem ambiguidades.
Dimensões do filtro quadrado comum
| Tamanho (mm) | Tamanho (polegadas) | Espessura típica (mm) | Aplicação típica |
|---|---|---|---|
| 40 × 40 | 1.5″ × 1.5″ | 22 | Pequenas peças fundidas, jóias |
| 50 × 50 | 2″ × 2″ | 22 | Peças fundidas leves |
| 75 × 75 | 3″ × 3″ | 22 | Peças fundidas de gravidade média |
| 100 × 100 | 4″ × 4″ | 22 | Peças fundidas estruturais padrão |
| 150 × 150 | 6″ × 6″ | 25 | Grandes peças estruturais |
| 200 × 200 | 8″ × 8″ | 25-30 | Peças fundidas de grandes dimensões, biletes |
| 230 × 230 | 9″ × 9″ | 30-40 | Fundição contínua |
| 300 × 300 | 12″ × 12″ | 40-50 | Fundição contínua de grande volume |
| 381 × 381 | 15″ × 15″ | 50 | Fundição de lajes |
Opções de filtros redondos
Os filtros redondos de espuma cerâmica são utilizados em aplicações em que as caixas de filtro circulares são preferíveis, particularmente em certos sistemas de lavagem e disposições de vazamento especializadas. Os diâmetros comuns variam entre 40 mm e 300 mm com espessuras correspondentes aos equivalentes quadrados.
Capacidade de personalização
Para além das dimensões padrão, a AdTech fabrica filtros de espuma cerâmica em tamanhos personalizados, perfis cónicos, geometrias escalonadas e com configurações específicas de juntas de vedação. Os filtros personalizados são adequados quando as dimensões padrão não correspondem aos projectos de caixas de filtros existentes ou quando são necessárias caraterísticas de fluxo específicas.
Como instalar corretamente os filtros de espuma cerâmica numa caixa de filtro
A instalação correta é tão importante como a seleção correta do filtro. Um filtro bem especificado instalado incorretamente traz poucos ou nenhuns benefícios - e pode introduzir os seus próprios problemas de qualidade.

Requisitos de conceção da caixa de filtro
A caixa do filtro (também designada por assento do filtro ou assento do filtro da bacia de vazamento) deve:
- Apoiar o filtro nos quatro bordos com uma superfície de assento plana e regular.
- Criar uma vedação estanque (estanque ao metal) entre o bordo do filtro e a caixa para evitar a passagem de metal à volta do filtro.
- Prever uma altura suficiente acima do filtro para o escorvar e manter o caudal.
- Ter uma secção transversal suficientemente grande para evitar uma velocidade excessiva acima e abaixo do filtro.
- Devem ser pré-aquecidos antes da fundição para evitar choques térmicos no filtro e perdas de temperatura no metal.
Assento e vedação
O pormenor mais crítico da instalação é a vedação do perímetro do filtro. Se o metal fundido encontrar um caminho à volta da borda do filtro - entre o filtro e a parede da caixa do filtro - o metal não filtrado chega à cavidade do molde. Todo o benefício da filtragem é perdido.
Os métodos de vedação incluem:
Junta de fibra refractária: Uma corda ou junta de fibra cerâmica colocada no assento da caixa do filtro antes de o filtro ser colocado. O filtro comprime a junta aquando da instalação, criando uma vedação. Este é o método mais fiável.
Pasta cerâmica/Selo de argamassa: Argamassa refractária aplicada no assento da caixa do filtro antes da colocação do filtro. Adequada quando aplicada corretamente, mas mais variável do que uma junta de fibra.
Ajuste dimensional preciso: Se as dimensões da caixa do filtro e do filtro forem exatamente iguais (tolerância estreita), o próprio encaixe proporciona uma vedação adequada. Menos fiável do que a vedação ativa, mas utilizada em algumas lavagens de vazamento contínuo.
Requisitos de pré-aquecimento
Os filtros de espuma cerâmica fria inseridos em metal de alumínio quente sofrem um choque térmico. Embora os filtros de espuma cerâmica de qualidade sejam concebidos para resistir ao choque térmico, o aquecimento rápido da temperatura ambiente para 750°C cria stress. Mais concretamente, um filtro frio arrefece significativamente o metal em contacto com ele, podendo causar um congelamento prematuro antes do enchimento do molde.
A prática habitual consiste em pré-aquecer o filtro e a caixa do filtro com um maçarico ou uma estação de pré-aquecimento a pelo menos 200-300°C antes do contacto com o metal. Em operações de grande volume com tempos de ciclo apertados, as caixas de filtro são mantidas à temperatura de fundição entre ciclos.
Procedimento de instalação passo a passo
- Inspecionar o filtro quanto a fissuras, lascas ou danos visíveis - deitar fora os filtros danificados.
- Verificar se o PPI, o tamanho e a orientação do filtro correspondem à especificação.
- Limpar as superfícies de assentamento da caixa do filtro de quaisquer resíduos de fundições anteriores.
- Colocar a junta de vedação ou aplicar argamassa na sede do filtro.
- Posicionar o filtro cuidadosamente com um apoio uniforme em todos os bordos.
- Pré-aquecer o conjunto da caixa do filtro antes do contacto com o metal.
- Verificar se a altura da cabeça metálica na bacia corresponde ao mínimo necessário para a escorva do filtro.
- Após a fundição, não reutilizar o filtro - retirar e eliminar o filtro usado antes do próximo aquecimento.
Testes de desempenho e métodos de medição da inclusão
Verificar se a filtragem está a funcionar - e quantificar a melhoria - requer técnicas de medição adequadas. As fundições que não conseguem medir os níveis de inclusão não podem otimizar o seu processo de filtragem.
Ensaio K-Mold (Precursor PoDFA)
O ensaio K-Mold recolhe amostras de um volume definido de metal através de uma geometria de molde padrão. A amostra solidificada é cortada em secções transversais e examinada metalograficamente. As inclusões visíveis na secção transversal são contadas e caracterizadas. Embora relativamente simples, os resultados do K-Mold são semi-quantitativos e dependentes do observador.
PoDFA (Análise de Filtração de Disco Poroso)
O PoDFA é o método de medição quantitativa de inclusões mais utilizado na indústria do alumínio. Um volume definido de fusão (tipicamente 1-3 kg) é forçado sob vácuo através de um disco de filtro de cerâmica fina. Todas as inclusões maiores que o tamanho do poro do disco são concentradas na superfície do disco. Após a solidificação e preparação metalográfica, a camada de inclusão é quantificada em mm²/kg - uma classificação de inclusão que compara diretamente o metal filtrado com o não filtrado.
O PoDFA pode identificar os tipos de inclusão (óxidos, espinélios, carbonetos) através da análise EDX do resíduo do filtro, fornecendo informações pormenorizadas sobre as fontes de contaminação.
LiMCA (Liquid Metal Cleanliness Analyzer)
O LiMCA utiliza um princípio de medição de resistência eléctrica. Um pequeno orifício é imerso na massa fundida e o metal é puxado através dele. As partículas de inclusão que passam pelo orifício deslocam o metal e provocam um aumento momentâneo da resistência eléctrica. Este sinal conta e dimensiona as inclusões em tempo real, fornecendo dados contínuos de limpeza durante a fundição.
O LiMCA é particularmente valioso para operações de fundição contínua, onde a monitorização em tempo real permite uma resposta imediata à deterioração da limpeza.
Ensaio por ultra-sons de amostras fundidas
Após a solidificação, o ensaio ultrassónico de barras de ensaio ou de secções representativas detecta defeitos internos, incluindo aglomerados de inclusões e porosidade. Este método não identifica o tipo de inclusão, mas quantifica a distribuição espacial das descontinuidades internas.
Comparação dos métodos de medição da inclusão
| Método | Tipo de medição | Velocidade | Quantitativo | Aplicação |
|---|---|---|---|---|
| K-Mold | Visual/semi-quantitativo | Rápido | Não | Monitorização da fundição |
| PoDFA | Quantitativo (mm²/kg) | 30-60 min | Sim | I&D, qualificação |
| LiMCA | Contagem de partículas em tempo real | Contínuo | Sim | Fundição contínua |
| Ultrassónico | Mapeamento de defeitos internos | Variável | Parcial | Controlo de qualidade pós-fundição |
| Metalográfico | Visual, pormenorizado | Horas | Sim | Análise da causa raiz |
Filtro de espuma cerâmica vs outros métodos de filtragem
Existem várias tecnologias de filtragem para o alumínio, e os filtros de espuma cerâmica não são a única opção. A compreensão das alternativas ajuda os engenheiros a selecionar a abordagem ou combinação de abordagens correta.
Filtros de tecido de fibra de vidro
O primeiro tipo de filtro amplamente adotado, o pano de fibra de vidro é tecido a partir de fibras de vidro numa malha com um tamanho de abertura definido. A instalação é simples - o tecido é colocado no sistema de comportas. No entanto, a eficiência da filtragem é muito inferior à da espuma cerâmica, uma vez que o tecido apenas permite uma filtragem superficial, sem filtragem em profundidade. A fibra de vidro também tem uma temperatura limitada e pode contribuir com fibras de vidro como fonte de contaminação se estiver degradada.
Filtros de leito empacotado (Alumina tabular)
Bolas ou lascas de alumina tabular soltas embaladas numa caixa de filtro fornecem um meio de filtração de leito profundo com elevada capacidade de inclusão. Os leitos compactados são eficazes, mas requerem infra-estruturas substanciais, não são de utilização única no mesmo sentido (o leito pode ser limpo e reutilizado) e proporcionam um fluxo menos consistente em comparação com a espuma cerâmica. São mais comuns em operações de fundição contínua em grande escala, onde o volume do filtro e a logística de substituição tornam a espuma cerâmica impraticável.
Filtros de tubos de cerâmica
Os tubos de cerâmica porosa através dos quais o metal flui radialmente têm uma elevada eficiência de filtração, mas são utilizados principalmente em aplicações especializadas e não na fundição geral. São difíceis de instalar em sistemas de comportas padrão.
Filtragem electromagnética
A agitação e filtragem electromagnéticas exploram a condutividade eléctrica do alumínio líquido para afastar o metal das inclusões, utilizando a força magnética. Esta tecnologia é altamente eficaz para a remoção de inclusões finas e funciona continuamente sem substituição física do filtro. A desvantagem é o elevado custo de capital e a complexidade, limitando a aplicação a grandes instalações de fundição contínua.
Tabela de comparação
| Tipo de filtro | Eficiência de filtragem | Custo do capital | Custos operacionais | Facilidade de utilização |
|---|---|---|---|---|
| Espuma cerâmica | Elevado | Baixa | Baixa (utilização única) | Elevado |
| Tecido de fibra de vidro | Baixo-Moderado | Muito baixo | Muito baixo | Muito elevado |
| Leito empacotado (alumina) | Elevado | Médio | Baixa (reutilizável) | Médio |
| Eletromagnético | Muito elevado | Muito elevado | Médio | Baixo (especializado) |
| Tubo de cerâmica | Elevado | Médio | Médio | Baixa |
Para a grande maioria das aplicações de fundição de alumínio - fundição por gravidade, fundição a baixa pressão e fundição semi-contínua - os filtros de espuma cerâmica representam a combinação ideal de custo, desempenho e simplicidade operacional.
Normas de qualidade e certificações importantes
Ao comprar filtros de espuma cerâmica para a fundição industrial de alumínio, a compreensão das normas de qualidade aplicáveis ajuda as equipas de aquisição a especificar corretamente os filtros e a avaliar os sistemas de qualidade dos fornecedores.

Normas da indústria que fazem referência à filtração com espuma cerâmica
Normas ASTM: Embora não exista uma norma ASTM específica para os filtros de espuma cerâmica, a norma ASTM B594 (Inspeção ultra-sónica de produtos forjados em liga de alumínio) especifica indiretamente os requisitos de limpeza que são alcançados através da filtração.
AMS (Especificações de Materiais Aeroespaciais): Várias especificações AMS para peças fundidas e produtos forjados em liga de alumínio incluem requisitos de limpeza que requerem filtragem. A AMS 2175 abrange as classificações de fundição e muitos clientes do sector aeroespacial especificam a filtragem como um requisito do processo.
ISO 9001 / IATF 16949: Os fabricantes de filtros de espuma cerâmica que fornecem fundições automóveis devem possuir a certificação IATF 16949, que demonstra um sistema de gestão da qualidade documentado com controlos de processos, inspeção dimensional e processos de ação corretiva.
Normas específicas do cliente: Os principais OEM do sector automóvel (Ford, GM, BMW, Toyota) e aeroespacial (Boeing, Airbus) mantêm normalmente as suas próprias normas de qualificação de fornecedores que os fabricantes de filtros de espuma cerâmica e as fundições devem cumprir.
O que verificar ao qualificar um fornecedor de filtros
- Composição do material (teste XRF do teor de Al₂O₃).
- Consistência dimensional num lote (medir vários filtros).
- Resistência à compressão (o filtro não deve fraturar durante a instalação ou a utilização).
- Consistência de peso de lote para lote (indica uma carga cerâmica consistente).
- Resultados dos ensaios de choque térmico.
- Referências de clientes actuais em aplicações comparáveis.
- Documentação de controlo da qualidade da produção.
Prazo de validade, armazenamento e requisitos de manuseamento
Os filtros de espuma cerâmica são sensíveis à humidade. A alumina é higroscópica até um grau limitado, e qualquer humidade absorvida será libertada sob a forma de vapor quando o filtro entrar em contacto com o metal quente. Este vapor pode dissolver-se no alumínio sob a forma de hidrogénio, introduzindo exatamente a contaminação que o filtro se destina a eliminar.
Requisitos de armazenamento
- Armazenar filtros num ficheiro ambiente seco com humidade relativa inferior a 60%.
- Proteger do contacto direto com água ou condensação.
- Conservar na embalagem original até à sua utilização.
- Não empilhar os filtros sem uma embalagem protetora entre eles - a estrutura cerâmica, embora forte à compressão, é frágil sob cargas pontuais e pode lascar ou rachar.
- Armazenar longe do chão num ambiente de armazém para evitar a humidade do betão.
Prazo de validade
Os filtros de espuma cerâmica corretamente armazenados não têm uma data de validade rigorosa - o próprio material cerâmico não se degrada quimicamente durante o armazenamento. No entanto, os filtros armazenados em condições húmidas ou em ambientes contaminados devem ser inspeccionados e, em caso de dúvida, secos numa estufa a 200-300°C antes de serem utilizados. Os filtros que apresentem humidade visível, contaminação ou danos físicos devem ser rejeitados.
Manuseamento durante a produção
- Manusear os filtros pelas extremidades ou utilizando ferramentas almofadadas com espuma - evitar o contacto pontual no centro da face do filtro.
- Não deixe cair os filtros - mesmo pequenas fissuras comprometem a integridade da vedação e da filtragem.
- Inspecionar cada filtro imediatamente antes da instalação.
- Deitar fora qualquer filtro com fissuras visíveis, lascas ao longo do bordo de vedação ou suportes partidos.
Falhas comuns nas aplicações e como evitá-las
Após anos de apoio às operações de fundição, documentámos as razões recorrentes pelas quais a filtragem de espuma cerâmica por vezes não produz os resultados esperados. Quase todas as falhas podem ser evitadas com uma disciplina de processo adequada.
Bypass metálico à volta do filtro
O que acontece: O metal flui à volta do bordo do filtro em vez de o atravessar, chegando ao molde sem ser filtrado.
Causa: Vedação inadequada entre o filtro e a caixa do filtro, filtro demasiado grande em relação à caixa ou bordo do filtro danificado.
Solução: Utilizar sistematicamente juntas de fibra cerâmica. Verificar a compatibilidade dimensional entre o filtro e a caixa. Inspecionar os bordos do filtro antes da instalação.
O filtro não se prepara
O que acontece: O metal não flui através do filtro, causando um enchimento incompleto do molde ou uma contrapressão excessiva.
Causa: Altura insuficiente da cabeça do metal, PPI muito fino que requer mais cabeça do que a disponível, filtro frio que aumenta a tensão superficial ou viscosidade excessiva do metal (temperatura demasiado baixa).
Solução: Verificar a altura da cabeça em relação aos requisitos de caudal do filtro. Pré-aquecer o filtro adequadamente. Considerar um grau PPI mais grosso se a escorva for cronicamente problemática.
Fratura do filtro durante a fundição
O que acontece: O filtro parte-se durante o contacto com o metal, libertando fragmentos de cerâmica para a peça fundida.
Causa: Choque térmico de um filtro frio, velocidade excessiva do metal criando um pico de pressão, ou filtro de baixa qualidade com resistência inadequada.
Solução: Pré-aquecer os filtros antes do contacto com o metal. Verificar a velocidade do metal - adicionar área de filtro ou redesenhar a porta para reduzir a velocidade. Obter filtros de fornecedores com testes documentados de resistência à compressão.
Re-contaminação após filtração
O que acontece: As peças fundidas apresentam inclusões, apesar de a filtragem ter sido efectuada corretamente.
Causa: Re-oxidação do metal entre o filtro e a cavidade do molde, fluxo turbulento do metal após o filtro, ou películas de óxido formadas na cavidade do molde durante o enchimento.
Solução: Minimizar a altura da queda de metal após o filtro. Conceber uma comporta para um enchimento suave e não turbulento. Rever a temperatura do metal e a velocidade de vazamento.
Saturação prematura do filtro
O que acontece: O filtro carrega-se rapidamente e o fluxo pára antes de a fundição estar completa.
Causa: Teor de inclusão inicial muito elevado na massa fundida, filtro subdimensionado para a fundição ou filtro PPI muito fino utilizado com metal muito contaminado.
Solução: Abordar a contaminação a montante através da desgaseificação e do tratamento da massa fundida antes de confiar apenas na filtração. Utilizar uma área de filtragem maior ou uma filtragem em duas fases (grossa + fina).
Filtros de espuma cerâmica em sistemas específicos de liga de alumínio
A356 / A357 (ligas de fundição Al-Si-Mg)
Estas são as ligas de fundição de alumínio mais comummente filtradas, utilizadas extensivamente em aplicações estruturais para automóveis. As principais inclusões que suscitam preocupação são as películas de óxido e as partículas de MgO/espinélio provenientes do teor de magnésio. Normalmente, recomendamos 30-40 PPI para aplicações estruturais normais e 40-50 PPI para peças críticas para a segurança, como braços de controlo e articulações de direção.
6061 / 6082 (ligas forjadas por fundição contínua)
A fundição contínua de lingotes e placas de ligas da série 6xxx utiliza filtros de espuma cerâmica em linha no sistema de lavagem. O filtro captura as películas de óxido e as inclusões de espinélio antes de o metal entrar na máquina de fundição, evitando defeitos de superfície e descontinuidades internas no produto forjado. 30-40 PPI é a norma para a fundição de biletes.
Série 7xxx (ligas de alta resistência Al-Zn-Mg)
As ligas de alumínio para o sector aeroespacial exigem uma limpeza máxima. O teor mais elevado de magnésio e zinco aumenta a variedade e a quantidade de potenciais inclusões. Estas ligas beneficiam mais da melhor filtração disponível (50-60 PPI) combinada com desgaseificação a montante e, para as aplicações mais críticas, verificação de limpeza LiMCA ou PoDFA.
Alumínio secundário / reciclado
As ligas de alumínio recicladas transportam inerentemente cargas de inclusão mais elevadas do que o metal primário - películas de óxido acumuladas durante a refusão, intermetálicos de composições mistas de sucata e contaminação de revestimentos ou lubrificantes na sucata. A filtragem de ligas secundárias requer uma atenção mais cuidadosa à capacidade do filtro (utilizar filtros maiores ou aceitar uma substituição mais frequente) e um tratamento a montante da fusão para reduzir a carga de inclusão antes da filtragem.

FAQs sobre filtros de espuma cerâmica para alumínio
1: Os filtros de espuma cerâmica podem ser reutilizados em várias peças fundidas?
Não. Os filtros de espuma cerâmica são artigos de utilização única e nunca devem ser reutilizados. Após uma fundição, o filtro capturou inclusões em toda a sua rede de poros. A reutilização do filtro corre o risco de libertar as inclusões capturadas de volta para o fluxo de metal à medida que a química, a temperatura ou a dinâmica do fluxo da fusão se alteram. Além disso, o filtro pode ter sofrido microfissuras devido a ciclos térmicos que não são visíveis externamente, mas que comprometem a sua integridade estrutural. O custo de um novo filtro é insignificante comparado com o custo de uma fundição rejeitada causada por um filtro reutilizado que liberta inclusões.
2: Qual é a altura correta da cabeça metálica acima de um filtro de espuma de cerâmica?
Os requisitos mínimos da cabeça metálica dependem do PPI do filtro e da temperatura. As diretrizes gerais são: Os filtros de 20-30 PPI requerem aproximadamente 75-100 mm de cabeça; os filtros de 30-40 PPI necessitam normalmente de 100-150 mm; os filtros de 50-60 PPI podem necessitar de 150-200 mm ou mais. Estes são pontos de partida - os requisitos reais dependem da área do filtro, da temperatura do metal e da composição da liga. Se o desenho da fundição não puder acomodar a cabeça adequada, deve ser selecionada uma classe de filtro mais grosseira.
3: Como posso saber se o meu filtro de espuma de cerâmica está a funcionar?
Os métodos de confirmação mais práticos são: (1) Análise PoDFA comparando os níveis de inclusão no metal filtrado com o não filtrado - um filtro que funcione bem reduz a contagem de inclusões em 50-90%; (2) K-Mold ou teste de densidade de amostras fundidas; (3) Inspeção radiográfica de peças fundidas mostrando porosidade reduzida ou eliminada; (4) Resultados de testes mecânicos, particularmente valores de alongamento, que são altamente sensíveis ao conteúdo de inclusão. Se a qualidade da peça fundida melhorar de forma mensurável após a implementação da filtragem, o filtro está a funcionar. Se a qualidade não melhorar, investigar o fluxo de desvio, a seleção incorrecta do PPI ou a recontaminação a montante.
4: O que é que faz com que um filtro de espuma cerâmica fique escuro ou preto após a fundição?
A coloração preta ou escura após a fundição é a deposição de carbono proveniente de resíduos orgânicos na sucata metálica que arderam durante a fusão, ou de certos compostos de fluxo. Também pode refletir a absorção de óxidos metálicos e outras inclusões de cor escura. Algum escurecimento é normal e não indica um problema com o filtro ou com a fundição. Se a coloração for acompanhada por uma formação invulgar de impurezas ou defeitos de fundição, investigar a preparação da sucata e o processo de tratamento da fusão.
5: Existe alguma diferença entre os filtros de espuma cerâmica fabricados na China e os fabricados na Europa?
A localização do fabrico, por si só, não é um indicador de qualidade fiável - a qualidade varia consoante o fabricante, independentemente da geografia. Os factores que importam são: pureza da matéria-prima (teor de Al₂O₃), controlo do processo de fabrico, consistência dimensional, resistência à compressão e sistema de gestão da qualidade. A AdTech fabrica filtros de espuma cerâmica com rigoroso controlo de processos e verificação de materiais. Ao avaliar qualquer fornecedor, solicite relatórios de testes de materiais, registos de inspeção dimensional e referências de clientes actuais. O teste de amostras de filtros por terceiros antes do compromisso de volume é uma boa prática de aquisição.
6: Qual é o tamanho do filtro de espuma cerâmica necessário para a minha fundição?
O dimensionamento do filtro depende de dois factores principais: o caudal de metal necessário e a altura da cabeça disponível. O filtro deve fornecer área aberta suficiente para passar o volume de metal necessário dentro do tempo de enchimento da peça fundida sem exceder uma velocidade de fluxo que faria com que as inclusões passassem em vez de serem capturadas. Um ponto de partida prático: para peças fundidas até 10 kg, um filtro de 100×100 mm é tipicamente adequado; para peças fundidas de 10-50 kg, 150×150 mm; para peças fundidas de 50-200 kg, 200×200 mm ou mais. Para a fundição contínua, a área do filtro é calculada com base na taxa de produção de metal e na queda de pressão máxima aceitável.
7: Os filtros de espuma cerâmica podem remover o hidrogénio dissolvido no alumínio?
Não. Os filtros de espuma cerâmica capturam inclusões sólidas e semi-sólidas (películas de óxido, partículas) mas não têm qualquer mecanismo para remover o hidrogénio dissolvido. A remoção do hidrogénio requer desgaseificação - desgaseificação por impulsor rotativo, purga de gás ou tratamento por vácuo. Na prática de produção, a desgaseificação deve ser realizada antes da filtração, porque o processo de desgaseificação pode gerar inclusões (da turbulência da fusão e da reação do fluxo) que o filtro subsequente remove. A sequência correta é: preparação da massa fundida → desgaseificação → filtração → fundição.
8: O que acontece se a temperatura do metal for demasiado baixa durante a filtragem?
A baixa temperatura do metal aumenta a viscosidade e a tensão superficial, tornando mais difícil para o metal escorvar e fluir através do filtro. Abaixo de aproximadamente 700°C para a maioria das ligas de fundição de alumínio, a dificuldade de escorvamento aumenta significativamente. Além disso, é mais provável que o metal a baixa temperatura solidifique dentro dos poros do filtro se o fluxo parar, causando um bloqueio prematuro. Manter a temperatura do metal dentro do intervalo normal de temperatura de fundição da liga (normalmente 720-780°C) e assegurar que a caixa do filtro é pré-aquecida para evitar o arrefecimento excessivo na superfície do filtro.
9: Preciso de filtragem se já estiver a desgaseificar o meu alumínio?
Sim - a desgaseificação e a filtração tratam de diferentes tipos de contaminantes e são complementares, não permutáveis. A desgaseificação remove o hidrogénio gasoso dissolvido. Não remove eficazmente inclusões sólidas como películas de óxido, intermetálicos ou partículas refractárias. De facto, a turbulência criada pela desgaseificação rotativa pode gerar novas inclusões de óxido que depois têm de ser removidas por filtração. A melhor prática é sempre realizar a desgaseificação primeiro e depois filtrar o metal desgaseificado antes da fundição.
10: Como devo eliminar os filtros de espuma de cerâmica usados?
Os filtros de espuma de cerâmica usados são geralmente classificados como resíduos sólidos não perigosos porque a cerâmica de alumina é quimicamente inerte. No entanto, o metal retido e quaisquer resíduos de fluxo requerem consideração. A maior parte das fundições deixa arrefecer os filtros usados e, em seguida, recupera o metal retido através da trituração e refusão do filtro num processo específico (tendo em conta que os fragmentos de cerâmica do filtro na fusão necessitam de um manuseamento controlado). O resíduo cerâmico após a recuperação do metal é normalmente enviado para aterro como resíduo industrial inerte. Verificar os regulamentos ambientais locais - os requisitos variam consoante a jurisdição. Os filtros que tenham entrado em contacto com fluxos à base de cloro podem exigir um tratamento específico para a sua eliminação.
Resumo: Principais conclusões para engenheiros e compradores
Os filtros de espuma cerâmica para alumínio representam um dos investimentos de qualidade mais económicos na fundição de metais. Os principais pontos a reter desta visão geral técnica são:
- Remoção de inclusão através da filtragem de espuma cerâmica melhora consistentemente as propriedades mecânicas, com ganhos de alongamento de 30-100% em metal filtrado versus metal não filtrado sendo demonstrados rotineiramente.
- Seleção PPI devem equilibrar a eficiência da filtragem com os requisitos de fluxo - 30-40 PPI cobrem a maioria das aplicações de fundição estrutural, enquanto a indústria aeroespacial exige 50-60 PPI.
- Filtros à base de alumina são padrão para a compatibilidade do alumínio, sendo o teor correto de Al₂O₃ (≥95%) um parâmetro de qualidade não negociável.
- Instalação correta com uma vedação adequada é tão importante como a seleção do filtro - o metal contornado anula todo o objetivo da filtragem.
- A filtração segue-se à desgaseificação na sequência correta do processo - nunca substituir um pelo outro.
- Disciplina de utilização única não é negociável - a reutilização de filtros introduz um risco de qualidade muito superior ao custo de um novo filtro.
- A medição valida o desempenho - Os testes PoDFA, LiMCA ou, no mínimo, K-Mold devem ser utilizados para verificar se a filtração está a proporcionar a melhoria de limpeza esperada.
Na AdTech, fabricamos filtros de espuma de cerâmica em todos os graus e tamanhos padrão de PPI, com opções personalizadas para aplicações especializadas. Os nossos filtros são produzidos com conteúdo de Al₂O₃ verificado, tolerâncias dimensionais controladas e processos de gestão de qualidade documentados, servindo clientes de fundição de alumínio automóvel, aeroespacial e industrial em todo o mundo.
