Filter busa keramik untuk aluminium adalah teknologi filtrasi yang paling efektif dan diadopsi secara luas untuk menghilangkan inklusi non-logam dari aluminium cair, secara konsisten menghasilkan logam yang lebih bersih dengan jumlah inklusi yang lebih rendah, sifat mekanik yang lebih baik, dan tingkat penolakan pengecoran yang lebih rendah. Di AdTech, kami telah memasok filter busa keramik untuk operasi pengecoran aluminium di sektor otomotif, kedirgantaraan, dan konstruksi selama bertahun-tahun, dan datanya jelas: filter busa keramik yang dipilih dengan benar dan dipasang dengan benar mengurangi cacat terkait inklusi sebesar 50-90% dibandingkan dengan logam yang tidak difilter.
Jika proyek Anda memerlukan penggunaan Filter Busa Keramik, Anda dapat hubungi kami untuk mendapatkan penawaran gratis.
Apa Itu Filter Busa Keramik dan Bagaimana Cara Kerjanya dalam Pengecoran Aluminium
A filter busa keramik adalah struktur berpori sel terbuka tiga dimensi yang terbuat dari bahan keramik tahan api, yang dirancang untuk ditempatkan di jalur aliran logam cair antara tungku atau sendok dan cetakan pengecoran. Ketika aluminium cair melewati filter, partikel non-logam - film oksida, fragmen tahan api, senyawa intermetalik, dan inklusi lainnya - secara fisik ditangkap di dalam jaringan pori-pori internal yang berliku-liku dan ditahan di sana sementara logam yang bersih terus berlanjut ke rongga cetakan.
Struktur filter busa keramik terlihat secara visual mirip dengan spons laut alami, tetapi direkayasa dengan kepadatan pori yang terkontrol, saluran kosong yang saling berhubungan, dan komposisi keramik tahan api yang mampu menahan kontak dengan aluminium cair pada suhu hingga 800 ° C tanpa degradasi atau kontaminasi logam.
Kami menganggap filter busa keramik sebagai satu-satunya intervensi kualitas dengan dampak tertinggi dan biaya terendah yang tersedia dalam pengecoran aluminium. Filter itu sendiri mungkin berharga beberapa dolar per unit, tetapi pengurangan cacat yang dimungkinkannya - mencegah pengecoran yang ditolak senilai ratusan dolar - membuat ekonomi menjadi luar biasa.

Mengapa Filter Busa Keramik Menjadi Standar Industri
Sebelum filter busa keramik digunakan secara luas pada tahun 1970-an dan 1980-an, pengecoran aluminium mengandalkan filter kain fiberglass, filter bed yang dikemas dengan partikel alumina yang longgar, atau tidak ada penyaringan sama sekali. Setiap metode sebelumnya memiliki keterbatasan yang serius:
- Filter fiberglass memiliki efisiensi penangkapan inklusi yang rendah dan ketahanan termal yang terbatas.
- Sistem tempat tidur yang dikemas sulit dikendalikan untuk aliran yang konsisten dan membutuhkan infrastruktur yang signifikan.
- Tidak ada penyaringan yang menghasilkan sifat mekanik yang tidak dapat diandalkan dan tingkat scrap yang tinggi.
Filter busa keramik menggantikan pendekatan ini karena menggabungkan efisiensi penyaringan yang tinggi, pemasangan yang sederhana, kenyamanan sekali pakai, volume priming yang rendah (logam yang dibutuhkan untuk membasahi filter sebelum aliran dimulai), dan kompatibilitas bahan kimia dengan semua paduan aluminium yang umum.
Mengapa Inklusi dalam Aluminium Meleleh Menyebabkan Kegagalan Pengecoran
Memahami apa itu inklusi dan apa yang mereka lakukan pada properti casting adalah konteks yang penting untuk memahami mengapa filtrasi itu penting. Banyak keputusan pengadaan yang meremehkan filtrasi karena peran inklusi yang menyebabkan cacat tidak sepenuhnya dipahami.

Jenis Inklusi yang Ditemukan dalam Aluminium Meleleh
Film Oksida (Bifilm)
Aluminium membentuk kulit oksida (Al₂O₃) hampir seketika ketika permukaan lelehan menyentuh udara. Ketika lapisan oksida ini terlipat dengan sendirinya selama penuangan atau pemindahan yang bergejolak, maka akan tercipta lapisan berlapis ganda yang disebut bifilm. Bifilm adalah jenis inklusi yang paling merusak karena bertindak sebagai retakan yang sudah ada sebelumnya di dalam logam yang dipadatkan. Bifilm biasanya setebal 1-100 mikrometer dan panjangnya bisa mencapai milimeter.
Spinel (MgAl₂O₄)
Dalam paduan yang mengandung magnesium, magnesium bereaksi dengan aluminium oksida untuk membentuk partikel spinel magnesium aluminat. Partikel keras ini sangat sulit dihilangkan karena cenderung membentuk dispersi yang stabil dalam lelehan.
Silikon Karbida dan Fragmen Tahan Api
Erosi lapisan tungku, keausan sendok, dan kontaminasi perkakas menyebabkan partikel refraktori keras yang menyebabkan cacat permukaan, kerusakan perkakas pemesinan, dan titik konsentrasi tegangan pada pengecoran.
Senyawa Intermetalik
Intermetalik yang mengandung besi (Al₃Fe, Al₅FeSi) akan mengendap selama pendinginan jika kandungan besinya melebihi toleransi paduan. Partikel seperti pelat ini rapuh dan mengurangi keuletan dan umur kelelahan.
Senyawa Logam Alkali
Natrium dan kalsium klorida serta oksida dari perlakuan fluks atau kontaminasi bahan baku menciptakan inklusi yang dapat menyebabkan cacat permukaan dan mengurangi ketahanan terhadap korosi.
Bagaimana Inklusi Merusak Sifat Mekanis
| Jenis Inklusi | Mekanisme Kerusakan Primer | Dampak Properti yang Khas |
|---|---|---|
| Bifilm oksida | Bidang retak yang sudah ada sebelumnya | Pengurangan perpanjangan -30 hingga -60% |
| Spinel | Konsentrator tegangan partikel keras | Pengurangan umur kelelahan |
| Fragmen tahan api | Kerusakan alat pemesinan, lubang permukaan | Cacat dimensi dan permukaan |
| Intermetalik besi | Fase rapuh dalam struktur mikro | Mengurangi keuletan dan kekuatan benturan |
| Senyawa alkali | Situs inisiasi korosi | Mengurangi ketahanan korosi |
Penelitian yang diterbitkan dalam jurnal metalurgi secara konsisten menunjukkan bahwa pemanjangan - sifat mekanis yang paling sensitif terhadap inklusi - dapat turun setengah atau lebih pada aluminium yang tidak disaring dibandingkan dengan logam yang disaring dengan benar dengan paduan yang sama dan kondisi perlakuan panas. Untuk komponen yang sangat penting bagi keselamatan seperti komponen suspensi otomotif atau braket kedirgantaraan, perbedaan antara logam yang disaring dan yang tidak disaring dapat berarti perbedaan antara komponen yang lulus uji fatik dan komponen yang gagal sebelum waktunya.
Mekanisme Filtrasi: Filtrasi Kedalaman vs Filtrasi Kue Permukaan
Filter busa keramik beroperasi melalui dua mekanisme fisik yang berbeda, dan memahami keduanya penting untuk memilih tingkat filter yang tepat dan untuk menafsirkan perilaku penyaringan selama produksi.
Filtrasi Kedalaman (Mekanisme Utama dalam Filtrasi Awal)
Ketika logam pertama kali mulai mengalir melalui filter busa keramik baru, mekanisme yang dominan adalah penyaringan kedalaman. Inklusi ditangkap di dalam jaringan pori-pori interior melalui beberapa sub-mekanisme:
Ketegangan Mekanis: Partikel yang lebih besar dari diameter tenggorokan pori-pori secara fisik tersumbat dan tidak dapat melewatinya.
Tumbukan Inersia: Partikel dengan massa yang cukup tidak dapat mengikuti garis lengkung melalui jaringan pori-pori yang berliku-liku dan malah menabrak dinding keramik.
Sedimentasi: Pada pori-pori yang lebih besar, partikel dapat mengendap pada permukaan keramik karena gravitasi.
Adhesi Permukaan: Permukaan keramik memiliki afinitas alami untuk inklusi aluminium oksida. Setelah partikel menyentuh dinding pori, gaya van der Waals dan kimiawi pembasahan antara inklusi oksida dan permukaan keramik oksida meningkatkan daya rekat.
Penyaringan Kue (Penumpukan Progresif)
Saat inklusi terakumulasi pada permukaan hulu filter, mereka membentuk lapisan yang disebut cake filter. Cake ini sendiri menjadi media filtrasi dengan bukaan pori-pori efektif yang lebih halus daripada struktur keramik saja. Paradoksnya, efisiensi penyaringan sering kali meningkat seiring dengan bertambahnya beban filter - tetapi dengan mengorbankan peningkatan hambatan aliran.
Inilah sebabnya mengapa filter busa keramik adalah barang sekali pakai. Setelah filter jenuh, hambatan aliran menjadi tidak dapat diterima dan risiko pelepasan inklusi meningkat. Menggunakan kembali filter yang sudah terpakai akan menimbulkan risiko kualitas yang besar.
Volume Priming dan Aliran Awal
Sebelum penyaringan kondisi tunak dimulai, filter harus dipreparasi - struktur keramik harus dibasahi oleh logam sehingga logam mengalir dan bukan hanya memblokir di permukaan hulu. Volume priming adalah jumlah logam yang diperlukan untuk membentuk aliran melalui filter.
Filter pori yang lebih halus (PPI yang lebih tinggi) memiliki bukaan pori yang lebih kecil dan ketahanan tegangan permukaan yang lebih tinggi, sehingga membutuhkan lebih banyak energi (tinggi kepala logam) dan volume pelapisan awal yang lebih besar. Inilah sebabnya mengapa filter yang sangat halus (50-60 PPI) terkadang memerlukan pemanasan awal dan desain sistem gating yang cermat untuk memastikan pelapisan awal yang andal.
Komposisi Bahan Filter Busa Keramik dan Proses Pembuatannya
Sifat kimia dan fisik dari bahan filter busa keramik menentukan kinerjanya dalam aplikasi aluminium. Tidak semua filter busa keramik sama - perbedaan kualitas material diterjemahkan secara langsung ke kinerja filtrasi, ketahanan guncangan termal, dan risiko kontaminasi.
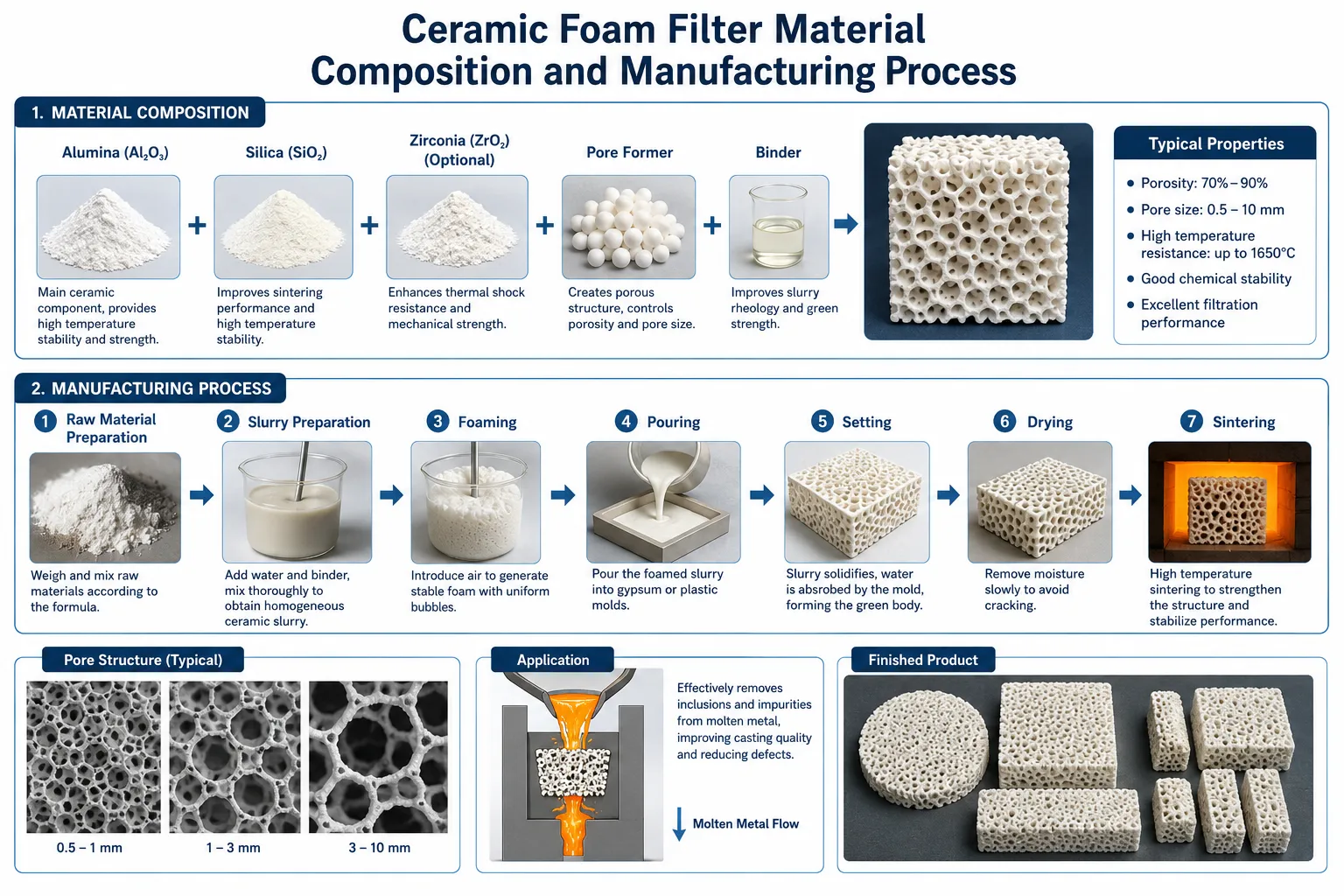
Filter Berbasis Alumina (Al₂O₃)
Filter busa keramik alumina adalah jenis yang paling banyak digunakan untuk penyaringan aluminium. Alasan utamanya adalah:
- Kompatibilitas bahan kimia: Al₂O₃ secara termodinamika stabil jika bersentuhan dengan aluminium cair dalam kondisi pengecoran normal.
- Stabilitas suhu tinggi: Alumina mempertahankan integritas struktural di atas kisaran suhu semua paduan pengecoran aluminium.
- Ketersediaan dan biaya: Alumina adalah salah satu oksida tahan api yang paling banyak tersedia secara komersial.
Kandungan alumina standar dalam filter busa keramik berkualitas biasanya 95-99% Al₂O₃, dengan sedikit tambahan silika, zirkonia, atau penstabil lainnya untuk meningkatkan kinerja kejut termal.
Filter yang Disempurnakan dengan Zirkonia (ZrO₂)
Penambahan zirkonia pada matriks keramik meningkatkan ketahanan goncangan termal melalui mekanisme pengerasan yang terkait dengan transformasi fase zirkonia. Beberapa formulasi filter berkinerja tinggi menggunakan zirkonia-mullite atau zirkonia yang distabilkan sebagian sebagai fase keramik utama. Filter ini sesuai untuk kondisi yang sangat menuntut termasuk laju aliran logam yang sangat tinggi, siklus termal yang sering, atau kontak dengan paduan aluminium reaktif.
Filter Silikon Karbida (SiC)
Filter busa keramik silikon karbida menawarkan konduktivitas termal dan kekuatan mekanis yang lebih tinggi daripada jenis berbasis alumina. Namun, SiC bersifat reaktif dengan komposisi paduan aluminium tertentu dalam kondisi tertentu, dan filter SiC lebih sering digunakan dalam penyaringan paduan besi, baja, dan tembaga. Dalam aplikasi aluminium, filter SiC digunakan dalam keadaan tertentu di mana sifat termalnya sesuai dengan pemilihan.
Gambaran Umum Proses Manufaktur
Langkah 1 - Template Busa Poliuretan
Pembuatan filter busa keramik dimulai dengan busa poliuretan sel terbuka yang dipotong sesuai dimensi yang dibutuhkan. Struktur pori-pori busa menentukan geometri pori-pori filter akhir.
Langkah 2 - Pelapisan Bubur Keramik
Busa poliuretan direndam dalam bubur keramik yang mengandung partikel alumina, pengikat silika koloid, dan bahan tambahan pemrosesan. Bubur harus diformulasikan untuk melapisi penyangga busa secara seragam tanpa menghalangi tenggorokan pori-pori.
Langkah 3 - Peras dan Tiup
Setelah impregnasi, busa yang dilapisi diperas dan ditiup untuk menghilangkan kelebihan bubur dan memastikan saluran pori-pori terbuka. Langkah ini sangat menentukan keseragaman pori-pori.
Langkah 4 - Pengeringan
Busa yang dilapisi secara hati-hati dikeringkan untuk menghilangkan air tanpa membuat lapisan keramik hijau retak.
Langkah 5 - Penembakan (Pembakaran dan Sintering)
Potongan yang telah dikeringkan dibakar dalam tungku pembakaran untuk pertama-tama membakar template busa poliuretan, kemudian menyinter partikel keramik menjadi struktur yang koheren. Suhu pembakaran biasanya mencapai 1200-1450°C.
Langkah 6 - Pemeriksaan Kualitas
Filter yang sudah jadi diperiksa untuk keakuratan dimensi, berat (mengindikasikan pemuatan keramik), cacat visual, dan dalam manufaktur yang memperhatikan kualitas, untuk struktur pori dan kekuatan kompresi.
Indikator Kualitas untuk Pengadaan Filter Busa Keramik
| Parameter Kualitas | Kisaran yang Dapat Diterima | Metode Pengujian |
|---|---|---|
| Kandungan Al₂O₃ | ≥ 95% | Analisis XRF |
| Kekuatan kompresi | ≥ 0,6 MPa (suhu ruangan) | Uji kompresi |
| Toleransi dimensi | ± 2 mm | Pengukuran kaliper |
| Keseragaman berat | ± 5% dalam batch | Menimbang |
| Suhu servis maksimum | ≥ 800°C | Sertifikasi produsen |
| Tahan guncangan termal | Tidak ada retak setelah pendinginan cepat | Uji siklus termal |
Pemilihan Ukuran Pori (Peringkat PPI): Mencocokkan Tingkat Filter dengan Aplikasi
Peringkat PPI (pori-pori per inci) adalah parameter spesifikasi utama untuk filter busa keramik. Ini menunjukkan jumlah pori-pori yang dihitung sepanjang dimensi linier satu inci. PPI yang lebih tinggi berarti pori-pori yang lebih halus, ukuran tangkapan partikel minimum yang lebih kecil, efisiensi penyaringan yang lebih tinggi, dan hambatan aliran yang lebih tinggi.

Memilih PPI yang tepat untuk aplikasi tertentu adalah salah satu keputusan yang paling penting dalam spesifikasi filter. Filter yang terlalu kasar akan melewatkan inklusi kritis; filter yang terlalu halus menciptakan hambatan aliran yang berlebihan, memperlambat laju pengisian, berisiko menutup secara dingin, dan mungkin tidak dapat diandalkan.
Baca juga: Bagaimana Memilih PPI yang Tepat untuk Filtrasi Pengecoran Aluminium
Peringkat PPI dan Karakteristiknya
| Peringkat PPI | Kisaran Ukuran Pori (mm) | Efisiensi Filtrasi | Aplikasi Khas |
|---|---|---|---|
| 10 PPI | 3,0-4,0 mm | Rendah (tegang kasar) | Pra-filter, peleburan ulang skrap |
| 20 PPI | 1,5-2,5 mm | Sedang | Pengecoran gravitasi umum |
| 30 PPI | 1,0-1,8 mm | Bagus. | Coran aluminium struktural |
| 40 PPI | 0,6-1,2 mm | Tinggi | Bagian struktural otomotif |
| 50 PPI | 0,4-0,8 mm | Sangat tinggi | Kedirgantaraan, sangat penting untuk keselamatan |
| 60 PPI | 0,3-0,6 mm | Maksimum | Kedirgantaraan premium, elektronik |
Kriteria Seleksi di Luar PPI
Tekanan Kepala Logam: Head yang tersedia (ketinggian logam di atas filter) harus cukup untuk menyaring dan mempertahankan aliran. Filter halus (50-60 PPI) membutuhkan head yang lebih tinggi. Jika sistem gating tidak dapat menyediakan head yang memadai, filter yang lebih kasar akan memberikan hasil yang lebih dapat diandalkan daripada filter halus yang sesekali menyumbat.
Persyaratan Laju Aliran: Waktu pengisian pengecoran ditentukan oleh berat bagian, bagian dinding, dan karakteristik paduan. Filter harus memungkinkan aliran logam yang memadai untuk mengisi cetakan sebelum pemadatan dini. Skala kapasitas aliran filter dengan area filter - penampang filter yang lebih besar menangani laju aliran yang lebih tinggi.
Jenis dan Ukuran Inklusi: Jika masalah kontaminasi utama adalah bifilm oksida (tipis dan fleksibel, sering kali lebih besar dari 100 mikrometer), bahkan filter 30 PPI pun cukup efektif. Untuk partikel intermetalik halus atau inklusi spinel halus dalam kisaran 10-50 mikrometer, diperlukan 50-60 PPI.
Komposisi Paduan: Paduan magnesium tinggi dengan inklusi spinel mendapat manfaat dari penyaringan yang lebih halus. Paduan pengecoran silikon dengan kulit oksida yang lebih berat sering kali dapat diolah secara memadai dengan 30-40 PPI.
Panduan Praktis Seleksi PPI
| Jenis Pengecoran | PPI yang direkomendasikan | Catatan |
|---|---|---|
| HPDC (Pengecoran Die Bertekanan Tinggi) | Filtrasi tidak khas | Injeksi tekanan melewati filter |
| Cetakan Permanen Gravitasi | 30-40 PPI | Menyeimbangkan efisiensi dan aliran |
| Pengecoran Pasir (struktural) | 30-40 PPI | Sistem gerbang yang lebih besar menangani aliran |
| Pengecoran Pasir (keselamatan otomotif) | 40-50 PPI | Tuntutan kualitas yang lebih ketat |
| Pengecoran Investasi | 50-60 PPI | Saluran yang sangat halus membutuhkan logam yang bersih |
| Pengecoran Berkelanjutan (billet/lempengan) | 30-40 PPI sebaris | Throughput tinggi, perawatan berkelanjutan |
| Pengecoran kedirgantaraan | 50-60 PPI | Penghapusan inklusi maksimum |
Ukuran, Bentuk, dan Spesifikasi Dimensi Standar
Filter busa keramik diproduksi dalam dimensi standar agar sesuai dengan desain kotak filter yang umum digunakan di seluruh industri. Memahami ukuran yang tersedia membantu para insinyur mendesain kotak filter dengan benar dan membantu tim pengadaan menentukan tanpa ambiguitas.
Dimensi Filter Persegi Umum
| Ukuran (mm) | Ukuran (inci) | Ketebalan Khas (mm) | Aplikasi Khas |
|---|---|---|---|
| 40 × 40 | 1.5″ × 1.5″ | 22 | Coran kecil, perhiasan |
| 50 × 50 | 2″ × 2″ | 22 | Coran ringan |
| 75 × 75 | 3″ × 3″ | 22 | Pengecoran gravitasi sedang |
| 100 × 100 | 4″ × 4″ | 22 | Coran struktural standar |
| 150 × 150 | 6″ × 6″ | 25 | Bagian struktural yang besar |
| 200 × 200 | 8″ × 8″ | 25-30 | Coran besar, billet |
| 230 × 230 | 9″ × 9″ | 30-40 | Pengecoran terus menerus |
| 300 × 300 | 12″ × 12″ | 40-50 | Pengecoran kontinu bervolume tinggi |
| 381 × 381 | 15″ × 15″ | 50 | Pengecoran lempengan |
Opsi Filter Bulat
Filter busa keramik bundar digunakan dalam aplikasi di mana kotak filter melingkar lebih disukai, terutama dalam sistem pencucian tertentu dan pengaturan penuangan khusus. Diameter umum berkisar antara 40 mm hingga 300 mm dengan ketebalan yang sesuai dengan kotak persegi.
Kemampuan Kustomisasi
Di luar dimensi standar, AdTech memproduksi filter busa keramik dalam ukuran khusus, profil meruncing, geometri berundak, dan dengan konfigurasi paking penyegelan tertentu. Filter khusus sesuai ketika ukuran standar tidak sesuai dengan desain kotak filter yang ada atau ketika karakteristik aliran tertentu diperlukan.
Cara Memasang Filter Busa Keramik dengan Benar dalam Kotak Filter
Pemasangan yang benar, sama pentingnya dengan pemilihan filter yang benar. Filter yang dispesifikasi dengan baik, tetapi dipasang secara tidak benar, hanya memberikan sedikit atau bahkan tidak ada manfaatnya - dan bisa menimbulkan masalah kualitas tersendiri.

Persyaratan Desain Kotak Filter
Kotak filter (juga disebut dudukan filter atau dudukan filter baskom tuang) harus ada:
- Sangga filter pada keempat tepinya dengan permukaan tempat duduk yang rata dan rata.
- Buat segel kedap air (kedap logam) di antara tepi filter dan kotak untuk mencegah masuknya logam di sekitar filter.
- Sediakan ketinggian head yang cukup di atas filter untuk menyaring dan mempertahankan aliran.
- Penampang melintangnya cukup besar untuk menghindari kecepatan yang berlebihan di atas dan di bawah filter.
- Panaskan terlebih dahulu sebelum melakukan pengecoran untuk mencegah guncangan termal pada filter dan kehilangan suhu pada logam.
Tempat Duduk dan Penyegelan
Detail pemasangan yang paling penting adalah menyegel perimeter filter. Jika logam cair menemukan jalur di sekeliling tepi filter - antara filter dan dinding kotak filter - logam yang tidak tersaring akan mencapai rongga cetakan. Seluruh manfaat filtrasi akan hilang.
Metode penyegelan meliputi:
Gasket Serat Tahan Api: Tali serat keramik atau paking yang ditempatkan di dudukan kotak filter sebelum filter ditempatkan. Filter akan menekan paking pada saat pemasangan, menciptakan segel. Ini adalah metode yang paling dapat diandalkan.
Pasta Keramik / Segel Mortar: Adukan tahan api yang diaplikasikan pada dudukan kotak filter sebelum penempatan filter. Memadai jika diterapkan dengan benar tetapi lebih bervariasi daripada paking serat.
Kesesuaian Dimensi yang Tepat: Jika kotak filter dan dimensi filter disesuaikan secara tepat (toleransi dekat), pemasangannya sendiri memberikan penyegelan yang memadai. Kurang dapat diandalkan daripada penyegelan aktif tetapi digunakan dalam beberapa mesin cuci pengecoran kontinu.
Persyaratan Pemanasan Awal
Filter busa keramik dingin yang dimasukkan ke dalam logam aluminium panas akan mengalami guncangan termal. Meskipun filter busa keramik berkualitas didesain untuk menahan guncangan termal, namun pemanasan yang cepat dari suhu kamar hingga 750°C memang menciptakan tekanan. Lebih praktisnya, filter dingin secara signifikan mendinginkan logam yang bersentuhan dengannya, yang berpotensi menyebabkan pembekuan dini sebelum cetakan terisi.
Praktik standarnya adalah memanaskan terlebih dahulu filter dan kotak filter dengan obor atau stasiun pemanasan awal hingga setidaknya 200-300°C sebelum kontak dengan logam. Dalam operasi volume tinggi dengan waktu siklus yang ketat, kotak filter dipertahankan pada suhu pengecoran di antara siklus.
Prosedur Instalasi Langkah-demi-Langkah
- Periksa filter apakah ada retakan, serpihan, atau kerusakan yang terlihat - buang filter yang rusak.
- Verifikasi PPI filter, ukuran, dan orientasi sesuai dengan spesifikasi.
- Bersihkan permukaan tempat duduk kotak filter dari residu apa pun dari pengecoran sebelumnya.
- Tempatkan paking penyegelan atau oleskan mortar ke dudukan filter.
- Posisikan filter secara hati-hati dengan penyangga yang rata pada semua sisi.
- Panaskan terlebih dahulu rakitan kotak filter sebelum bersentuhan dengan logam.
- Pastikan ketinggian kepala logam di dalam bak memenuhi persyaratan minimum yang diperlukan untuk pelapisan awal filter.
- Setelah pengecoran, jangan gunakan kembali filter - lepaskan dan buang filter yang sudah terpakai sebelum pemanasan berikutnya.
Metode Pengujian Kinerja dan Pengukuran Inklusi
Memverifikasi bahwa filtrasi berfungsi - dan mengukur peningkatan - membutuhkan teknik pengukuran yang tepat. Pengecoran yang tidak dapat mengukur tingkat inklusi tidak dapat mengoptimalkan proses filtrasi mereka.
Uji K-Mold (Prekursor PoDFA)
Uji K-Mold mengambil sampel volume logam yang ditentukan melalui geometri cetakan standar. Sampel yang dipadatkan dipotong melintang dan diperiksa secara metalografi. Inklusi yang terlihat pada penampang dihitung dan dikarakterisasi. Meskipun relatif sederhana, hasil K-Mold bersifat semi-kuantitatif dan bergantung pada pengamat.
PoDFA (Analisis Filtrasi Disk Berpori)
PoDFA adalah metode pengukuran inklusi kuantitatif yang paling banyak digunakan dalam industri aluminium. Volume lelehan yang ditentukan (biasanya 1-3 kg) dipaksa di bawah vakum melalui piringan filter keramik halus. Semua inklusi yang lebih besar dari ukuran pori piringan terkonsentrasi pada permukaan piringan. Setelah pemadatan dan persiapan metalografi, lapisan inklusi dikuantifikasi dalam mm²/kg - peringkat inklusi yang secara langsung membandingkan logam yang disaring vs yang tidak disaring.
PoDFA dapat mengidentifikasi jenis inklusi (oksida, spinel, karbida) melalui analisis EDX dari residu filter, memberikan informasi terperinci tentang sumber kontaminasi.
LiMCA (Alat Analisis Kebersihan Logam Cair)
LiMCA menggunakan prinsip pengukuran hambatan listrik. Sebuah lubang kecil dicelupkan ke dalam lelehan, dan logam ditarik melaluinya. Partikel inklusi yang melewati lubang akan menggantikan logam dan menyebabkan peningkatan hambatan listrik sesaat. Sinyal ini menghitung dan mengukur inklusi secara real time, memberikan data kebersihan yang berkelanjutan selama pengecoran.
LiMCA sangat berharga untuk operasi pengecoran kontinu di mana pemantauan waktu nyata memungkinkan respons langsung terhadap penurunan kebersihan.
Pengujian Ultrasonik Sampel Cor
Setelah pemadatan, pengujian ultrasonik pada batang uji atau bagian yang representatif mendeteksi cacat internal termasuk kelompok inklusi dan porositas. Metode ini tidak mengidentifikasi jenis inklusi tetapi mengukur distribusi spasial diskontinuitas internal.
Perbandingan Metode Pengukuran Inklusi
| Metode | Jenis Pengukuran | Kecepatan | Kuantitatif | Aplikasi |
|---|---|---|---|---|
| K-Mold | Visual / semi-kuantitatif | Cepat | Tidak. | Pemantauan pengecoran |
| PoDFA | Kuantitatif (mm²/kg) | 30-60 menit | Ya. | Litbang, kualifikasi |
| LiMCA | Jumlah partikel waktu nyata | Berkelanjutan | Ya. | Pengecoran terus menerus |
| Ultrasonik | Pemetaan cacat internal | Variabel | Sebagian | QC pasca-pengecoran |
| Metalografi | Visual, detail | Jam | Ya. | Analisis akar masalah |
Filter Busa Keramik vs Metode Filtrasi Lainnya
Beberapa teknologi filtrasi tersedia untuk aluminium, dan filter busa keramik bukan satu-satunya pilihan. Memahami alternatif membantu para insinyur memilih pendekatan yang tepat atau kombinasi pendekatan.
Filter Kain Fibreglass
Jenis filter yang paling awal diadopsi secara luas, kain fiberglass ditenun dari serat kaca menjadi jala dengan ukuran aperture yang ditentukan. Pemasangannya sederhana - kain ditempatkan dalam sistem gating. Namun, efisiensi penyaringan jauh lebih rendah daripada busa keramik karena kain hanya menyediakan penyaringan permukaan tanpa penyaringan kedalaman. Fibreglass juga terbatas pada suhu dan dapat menyumbangkan serat kaca sebagai sumber kontaminasi jika terdegradasi.
Filter Tempat Tidur yang Dikemas (Alumina Tabular)
Bola alumina tabular longgar atau chip yang dikemas dalam kotak filter menyediakan media filtrasi unggun dalam dengan kapasitas inklusi yang tinggi. Packed bed efektif tetapi membutuhkan infrastruktur yang substansial, tidak sekali pakai dalam arti yang sama (bed dapat dibersihkan dan digunakan kembali), dan memberikan aliran yang kurang konsisten dibandingkan dengan busa keramik. Mereka paling umum dalam operasi pengecoran kontinu skala besar di mana volume filter dan logistik penggantian membuat busa keramik tidak praktis.
Filter Tabung Keramik
Tabung keramik berpori yang melaluinya logam mengalir secara radial memiliki efisiensi penyaringan yang tinggi tetapi terutama digunakan dalam aplikasi khusus daripada pengecoran umum. Mereka sulit dipasang dalam sistem gerbang standar.
Filtrasi Elektromagnetik
Pengadukan dan penyaringan elektromagnetik mengeksploitasi konduktivitas listrik aluminium cair untuk memindahkan logam dari inklusi menggunakan gaya magnet. Teknologi ini sangat efektif untuk menghilangkan inklusi halus dan beroperasi terus menerus tanpa penggantian filter fisik. Trade-off-nya adalah biaya modal yang tinggi dan kompleksitas, sehingga membatasi aplikasi untuk instalasi pengecoran kontinu yang besar.
Tabel Perbandingan
| Jenis Filter | Efisiensi Filtrasi | Biaya Modal | Biaya Operasional | Kemudahan Penggunaan |
|---|---|---|---|---|
| Busa Keramik | Tinggi | Rendah | Rendah (sekali pakai) | Tinggi |
| Kain Fibreglass | Rendah-Sedang | Sangat rendah | Sangat rendah | Sangat tinggi |
| Tempat Tidur yang Dikemas (alumina) | Tinggi | Sedang | Rendah (dapat digunakan kembali) | Sedang |
| Elektromagnetik | Sangat tinggi | Sangat tinggi | Sedang | Rendah (khusus) |
| Tabung Keramik | Tinggi | Sedang | Sedang | Rendah |
Untuk sebagian besar aplikasi pengecoran aluminium - pengecoran gravitasi, pengecoran tekanan rendah, dan pengecoran semi-kontinyu - filter busa keramik mewakili kombinasi optimal antara biaya, kinerja, dan kesederhanaan operasional.
Standar Kualitas dan Sertifikasi yang Penting
Ketika membeli filter busa keramik untuk pengecoran aluminium industri, memahami standar kualitas yang berlaku akan membantu tim pengadaan menentukan filter dengan benar dan mengevaluasi sistem kualitas pemasok.

Standar Industri yang Mengacu pada Filtrasi Busa Keramik
Standar ASTM: Meskipun tidak ada standar ASTM tunggal yang khusus untuk filter busa keramik, ASTM B594 (Inspeksi Ultrasonik untuk Produk Tempa Paduan Aluminium) secara tidak langsung menentukan persyaratan kebersihan yang dicapai melalui penyaringan.
AMS (Spesifikasi Material Dirgantara): Berbagai spesifikasi AMS untuk coran paduan aluminium dan produk tempa mencakup persyaratan kebersihan yang memerlukan penyaringan. AMS 2175 mencakup klasifikasi pengecoran, dan banyak pelanggan kedirgantaraan yang menetapkan penyaringan sebagai persyaratan proses.
ISO 9001 / IATF 16949: Produsen filter busa keramik yang memasok pengecoran otomotif harus memiliki sertifikasi IATF 16949 yang menunjukkan sistem manajemen mutu terdokumentasi dengan kontrol proses, inspeksi dimensi, dan proses tindakan korektif.
Standar Khusus Pelanggan: OEM otomotif utama (Ford, GM, BMW, Toyota) dan primer kedirgantaraan (Boeing, Airbus) biasanya mempertahankan standar kualifikasi pemasok mereka sendiri yang harus dipenuhi oleh produsen dan pengecoran filter busa keramik.
Apa yang Harus Diverifikasi Saat Memenuhi Kualifikasi Pemasok Filter
- Komposisi material (pengujian XRF untuk kandungan Al₂O₃).
- Konsistensi dimensi di seluruh batch (mengukur beberapa filter).
- Kekuatan kompresi (filter tidak boleh retak selama pemasangan atau penggunaan).
- Konsistensi berat batch ke batch (menunjukkan pemuatan keramik yang konsisten).
- Hasil pengujian kejut termal.
- Referensi dari pelanggan yang sudah ada dalam aplikasi yang sebanding.
- Dokumentasi kontrol kualitas produksi.
Persyaratan Umur Simpan, Penyimpanan, dan Penanganan
Filter busa keramik peka terhadap kelembapan. Alumina bersifat higroskopis sampai tingkat tertentu, dan uap air yang terserap akan dilepaskan sebagai uap ketika filter menyentuh logam panas. Uap ini dapat larut dalam aluminium sebagai hidrogen, memperkenalkan kontaminasi yang seharusnya dihilangkan oleh filter.
Persyaratan Penyimpanan
- Menyimpan filter di dalam lingkungan kering dengan kelembapan relatif di bawah 60%.
- Lindungi dari kontak langsung dengan air atau kondensasi.
- Simpan dalam kemasan aslinya sampai siap digunakan.
- Jangan menumpuk filter tanpa kemasan pelindung di antara keduanya - struktur keramik, meskipun kuat dalam kompresi, namun rapuh di bawah beban titik dan dapat pecah atau retak.
- Simpan jauh dari lantai di lingkungan gudang untuk menghindari kelembapan dari beton.
Umur simpan
Filter busa keramik yang disimpan dengan benar tidak memiliki tanggal kedaluwarsa yang ketat - bahan keramik itu sendiri tidak terdegradasi secara kimiawi selama penyimpanan. Namun demikian, filter yang disimpan dalam kondisi lembab atau lingkungan yang terkontaminasi harus diperiksa dan, jika ragu, dikeringkan dalam oven pada suhu 200-300 ° C sebelum digunakan. Filter yang menunjukkan kelembapan, kontaminasi, atau kerusakan fisik yang terlihat harus ditolak.
Penanganan Selama Produksi
- Tangani filter pada bagian tepinya atau menggunakan alat yang dilapisi busa - hindari kontak titik pada bagian tengah permukaan filter.
- Jangan menjatuhkan filter - bahkan retakan kecil pun dapat merusak segel dan integritas filtrasi.
- Periksa setiap filter segera sebelum pemasangan.
- Buang filter apa pun yang terlihat retak, serpihan di sepanjang tepi penyegelan, atau penyangga yang patah.
Kegagalan Aplikasi yang Umum Terjadi dan Cara Menghindarinya
Setelah bertahun-tahun mendukung operasi pengecoran, kami telah mendokumentasikan alasan berulang mengapa filtrasi busa keramik terkadang gagal memberikan hasil yang diharapkan. Hampir semua kegagalan dapat dihindari dengan disiplin proses yang tepat.
Bypass Logam di Sekitar Filter
Apa yang terjadi: Logam mengalir di sekeliling tepi filter, bukan melaluinya, sehingga mencapai cetakan tanpa filter.
Karena: Penyegelan yang tidak memadai antara filter dan kotak filter, filter yang terlalu besar relatif terhadap kotak, atau tepi filter yang rusak.
Solusi: Gunakan gasket serat keramik secara konsisten. Periksa kompatibilitas dimensi antara filter dan kotak. Periksa tepi filter sebelum pemasangan.
Filter Gagal untuk Memfilter
Apa yang terjadi: Logam tidak mengalir melalui filter, menyebabkan pengisian cetakan tidak sempurna atau tekanan balik yang berlebihan.
Karena: Ketinggian kepala logam yang tidak mencukupi, PPI yang sangat halus membutuhkan lebih banyak kepala daripada yang tersedia, filter dingin meningkatkan tegangan permukaan, atau viskositas logam yang berlebihan (suhu yang terlalu rendah).
Solusi: Verifikasi tinggi head terhadap persyaratan aliran filter. Panaskan filter secara memadai. Pertimbangkan satu tingkat PPI yang lebih kasar jika pelapisan awal bermasalah secara kronis.
Fraktur Filter Selama Pengecoran
Apa yang terjadi: Filter pecah selama kontak dengan logam, melepaskan fragmen keramik ke dalam casting.
Karena: Kejutan termal dari filter dingin, kecepatan logam yang berlebihan sehingga menimbulkan lonjakan tekanan, atau filter berkualitas rendah dengan kekuatan yang tidak memadai.
Solusi: Panaskan filter sebelum kontak dengan logam. Periksa kecepatan logam - tambahkan area filter atau desain ulang gerbang untuk mengurangi kecepatan. Dapatkan filter dari pemasok dengan pengujian kekuatan kompresi yang terdokumentasi.
Kontaminasi Ulang Setelah Penyaringan
Apa yang terjadi: Coran menunjukkan inklusi meskipun penyaringan dilakukan dengan benar.
Karena: Oksidasi ulang logam antara filter dan rongga cetakan, aliran logam yang bergejolak setelah filter, atau kulit oksida yang terbentuk di rongga cetakan selama pengisian.
Solusi: Meminimalkan ketinggian tetesan logam setelah filter. Rancang gerbang untuk pengisian yang mulus dan tidak bergejolak. Tinjau suhu logam dan kecepatan penuangan.
Saturasi Filter Prematur
Apa yang terjadi: Filter terisi dengan cepat dan aliran berhenti sebelum pengecoran selesai.
Karena: Kandungan inklusi awal yang sangat tinggi dalam lelehan, filter berukuran kecil untuk pengecoran, atau filter PPI yang sangat halus yang digunakan dengan logam yang sangat terkontaminasi.
Solusi: Atasi kontaminasi hulu melalui pengolahan degassing dan pencairan sebelum hanya mengandalkan penyaringan. Gunakan area filter yang lebih besar atau penyaringan dua tahap (kasar + halus).
Filter Busa Keramik dalam Sistem Paduan Aluminium Tertentu
A356 / A357 (Paduan Pengecoran Al-Si-Mg)
Ini adalah paduan pengecoran aluminium yang paling sering disaring, yang digunakan secara luas dalam aplikasi struktural otomotif. Inklusi utama yang menjadi perhatian adalah film oksida dan partikel MgO / spinel dari kandungan magnesium. Kami biasanya merekomendasikan 30-40 PPI untuk aplikasi struktural standar dan 40-50 PPI untuk bagian yang sangat penting bagi keselamatan seperti lengan kontrol dan buku-buku jari kemudi.
6061 / 6082 (Paduan Tempa melalui Pengecoran Berkelanjutan)
Pengecoran billet dan slab secara kontinu dari paduan seri 6xxx menggunakan filter busa keramik inline dalam sistem pencucian. Filter ini menangkap film oksida dan inklusi spinel sebelum logam memasuki kastor, sehingga mencegah cacat permukaan dan diskontinuitas internal pada produk tempa. 30-40 PPI adalah standar untuk pengecoran billet.
Seri 7xxx (Paduan Kekuatan Tinggi Al-Zn-Mg)
Paduan aluminium kedirgantaraan menuntut kebersihan maksimum. Kandungan magnesium dan seng yang lebih tinggi meningkatkan variasi dan kuantitas inklusi potensial. Paduan ini mendapatkan manfaat maksimal dari penyaringan terbaik yang tersedia (50-60 PPI) yang dikombinasikan dengan degassing hulu dan, untuk aplikasi yang paling kritis, verifikasi kebersihan LiMCA atau PoDFA.
Aluminium Sekunder / Daur Ulang
Paduan aluminium daur ulang secara inheren membawa beban inklusi yang lebih tinggi daripada logam primer - film oksida yang terakumulasi selama peleburan ulang, intermetalik dari komposisi skrap campuran, dan kontaminasi dari pelapis atau pelumas pada skrap. Penyaringan paduan sekunder membutuhkan perhatian yang lebih cermat terhadap kapasitas filter (gunakan filter yang lebih besar atau terima penggantian yang lebih sering) dan perlakuan peleburan hulu untuk mengurangi beban inklusi sebelum penyaringan.

Tanya Jawab Tentang Filter Busa Keramik untuk Aluminium
1: Dapatkah filter busa keramik digunakan kembali untuk beberapa kali pengecoran?
Tidak. Filter busa keramik adalah barang sekali pakai dan tidak boleh digunakan kembali. Setelah satu kali pengecoran, filter telah menangkap inklusi di seluruh jaringan pori-porinya. Menggunakan kembali filter berisiko melepaskan inklusi yang tertangkap kembali ke dalam aliran logam saat kimiawi, suhu, atau dinamika aliran lelehan berubah. Selain itu, filter mungkin telah mengalami retak mikro akibat siklus termal yang tidak terlihat secara eksternal tetapi membahayakan integritas strukturalnya. Biaya filter baru dapat diabaikan dibandingkan dengan biaya pengecoran yang ditolak yang disebabkan oleh filter yang digunakan kembali yang melepaskan inklusi.
2: Berapa tinggi kepala logam yang benar di atas filter busa keramik?
Persyaratan kepala logam minimum tergantung pada PPI filter dan suhu. Pedoman umumnya adalah: Filter PPI 20-30 membutuhkan head sekitar 75-100 mm; filter PPI 30-40 biasanya membutuhkan 100-150 mm; filter PPI 50-60 mungkin membutuhkan 150-200 mm atau lebih. Ini adalah titik awal - persyaratan aktual tergantung pada area filter, suhu logam, dan komposisi paduan. Jika desain casting tidak dapat mengakomodasi head yang memadai, maka, filter yang lebih kasar harus dipilih.
3: Bagaimana saya tahu jika filter busa keramik saya berfungsi?
Metode konfirmasi yang paling praktis adalah: (1) Analisis PoDFA yang membandingkan tingkat inklusi pada logam yang difilter vs yang tidak difilter - filter yang berfungsi dengan baik mengurangi jumlah inklusi sebesar 50-90%; (2) K-Mold atau pengujian densitas sampel cor; (3) Inspeksi radiografi coran yang menunjukkan berkurangnya atau dihilangkannya porositas; (4) Hasil uji mekanis, khususnya nilai elongasi, yang sangat sensitif terhadap kandungan inklusi. Jika kualitas pengecoran meningkat secara terukur setelah menerapkan filtrasi, berarti filter berfungsi. Jika kualitas tidak membaik, selidiki aliran bypass, pemilihan PPI yang salah, atau kontaminasi ulang di bagian hulu.
4: Apa yang menyebabkan filter busa keramik menjadi gelap atau hitam setelah pengecoran?
Warna hitam atau gelap setelah pengecoran adalah endapan karbon dari residu organik pada logam bekas yang terbakar selama peleburan, atau dari senyawa fluks tertentu. Hal ini juga bisa mencerminkan penyerapan oksida logam dan inklusi berwarna gelap lainnya. Sebagian penggelapan adalah normal dan tidak mengindikasikan masalah pada filter atau casting. Jika pewarnaan disertai dengan pembentukan sampah yang tidak biasa atau cacat pengecoran, selidiki persiapan skrap dan proses perawatan peleburan.
5: Apakah ada perbedaan antara filter busa keramik buatan Tiongkok dan buatan Eropa?
Lokasi produksi saja bukanlah indikator kualitas yang dapat diandalkan - kualitas bervariasi pada setiap produsen terlepas dari geografisnya. Faktor-faktor yang penting adalah: kemurnian bahan baku (kandungan Al₂O₃), kontrol proses manufaktur, konsistensi dimensi, kekuatan kompresi, dan sistem manajemen mutu. AdTech memproduksi filter busa keramik dengan kontrol proses yang ketat dan verifikasi material. Saat mengevaluasi pemasok mana pun, mintalah laporan pengujian material, catatan inspeksi dimensi, dan referensi dari pelanggan saat ini. Pengujian sampel filter oleh pihak ketiga sebelum komitmen volume adalah praktik pengadaan yang baik.
6: Berapa ukuran filter busa keramik yang saya perlukan untuk pengecoran saya?
Ukuran filter tergantung pada dua faktor utama: laju aliran logam yang diperlukan dan tinggi head yang tersedia. Filter harus menyediakan area terbuka yang cukup untuk melewatkan volume logam yang diperlukan dalam waktu pengisian pengecoran tanpa melebihi kecepatan aliran yang akan menyebabkan inklusi terdorong dan bukannya tertangkap. Titik awal yang praktis: untuk pengecoran hingga 10 kg, filter 100 × 100 mm biasanya memadai; untuk pengecoran 10-50 kg, 150 × 150 mm; untuk pengecoran 50-200 kg, 200 × 200 mm atau lebih besar. Untuk pengecoran kontinu, area filter dihitung berdasarkan tingkat keluaran logam dan penurunan tekanan maksimum yang dapat diterima.
7: Dapatkah filter busa keramik menghilangkan hidrogen terlarut dari aluminium?
Filter busa keramik menangkap inklusi padat dan semi-padat (film oksida, partikel) tetapi tidak memiliki mekanisme untuk menghilangkan hidrogen terlarut. Penghilangan hidrogen membutuhkan degassing - degassing impeler putar, pembersihan gas, atau perawatan vakum. Dalam praktik produksi, degassing harus dilakukan sebelum penyaringan karena proses degassing dapat menghasilkan inklusi (dari turbulensi lelehan dan reaksi fluks) yang kemudian akan dihilangkan oleh filter berikutnya. Urutan yang benar adalah: persiapan lelehan → degassing → penyaringan → pengecoran.
8: Apa yang terjadi jika suhu logam terlalu rendah ketika menyaring?
Temperatur logam yang rendah meningkatkan viskositas dan tegangan permukaan, sehingga lebih sulit bagi logam untuk melapisi dan mengalir melalui filter. Di bawah sekitar 700°C untuk sebagian besar paduan pengecoran aluminium, kesulitan pelapisan dasar meningkat secara signifikan. Selain itu, logam bersuhu rendah lebih cenderung mengeras di dalam pori-pori filter jika aliran terhenti, sehingga menyebabkan penyumbatan dini. Pertahankan suhu logam dalam kisaran suhu pengecoran normal paduan (biasanya 720-780 ° C) dan pastikan kotak filter dipanaskan terlebih dahulu untuk menghindari pendinginan yang berlebihan pada permukaan filter.
9: Apakah saya memerlukan penyaringan jika saya sudah melakukan degassing pada aluminium saya?
Ya - degassing dan filtrasi menangani jenis kontaminan yang berbeda dan saling melengkapi, tidak dapat dipertukarkan. Degassing menghilangkan gas hidrogen terlarut. Proses ini tidak secara efektif menghilangkan inklusi padat seperti film oksida, intermetalik, atau partikel tahan api. Faktanya, turbulensi yang diciptakan oleh rotary degassing dapat menghasilkan inklusi oksida baru yang kemudian perlu dihilangkan dengan penyaringan. Praktik terbaik adalah selalu melakukan degassing terlebih dahulu, kemudian menyaring logam yang telah didegassing sebelum pengecoran.
10: Bagaimana cara membuang filter busa keramik bekas?
Filter busa keramik bekas umumnya diklasifikasikan sebagai limbah padat yang tidak berbahaya karena keramik alumina secara kimiawi bersifat inert. Namun, logam yang tertahan dan residu fluks perlu dipertimbangkan. Sebagian besar pengecoran memungkinkan filter bekas menjadi dingin, kemudian memulihkan logam yang tertahan dengan menghancurkan dan melebur kembali filter dalam proses khusus (dengan catatan bahwa fragmen keramik filter dalam lelehan akan membutuhkan penanganan yang terkendali). Residu keramik setelah pemulihan logam biasanya dikirim ke tempat pembuangan akhir sebagai limbah industri lembam. Periksa peraturan lingkungan setempat - persyaratannya berbeda-beda di setiap yurisdiksi. Filter yang telah bersentuhan dengan fluks berbasis klorin mungkin memerlukan penanganan pembuangan khusus.
Ringkasan: Hal-hal Penting untuk Insinyur dan Pembeli
Filter busa keramik untuk aluminium merupakan salah satu investasi kualitas yang paling hemat biaya dalam pengecoran logam. Poin-poin inti yang perlu diingat dari tinjauan teknis ini adalah:
- Penghapusan inklusi through ceramic foam filtration consistently improves mechanical properties, with elongation gains of 30–100% in filtered vs unfiltered metal being routinely demonstrated.
- Pemilihan PPI must balance filtration efficiency against flow requirements — 30–40 PPI covers most structural casting applications, while aerospace demands 50–60 PPI.
- Filter berbasis alumina are standard for aluminium compatibility, with correct Al₂O₃ content (≥95%) being a non-negotiable quality parameter.
- Pemasangan yang benar with adequate sealing is as important as filter selection — bypassed metal defeats the entire filtration purpose.
- Filtrasi mengikuti degassing in the correct process sequence — never substitute one for the other.
- Disiplin sekali pakai is non-negotiable — filter reuse introduces quality risk far exceeding the cost of a new filter.
- Pengukuran memvalidasi kinerja — PoDFA, LiMCA, or at minimum K-Mold testing should be used to verify that filtration is delivering the expected cleanliness improvement.
Di AdTech, kami memproduksi filter busa keramik di semua kelas dan ukuran PPI standar, dengan opsi khusus untuk aplikasi khusus. Filter kami diproduksi dengan konten Al₂O₃ yang terverifikasi, toleransi dimensi yang terkendali, dan proses manajemen kualitas yang terdokumentasi yang melayani pelanggan pengecoran aluminium otomotif, kedirgantaraan, dan industri di seluruh dunia.
