アルミニウム用セラミックフォームフィルターは、溶融アルミニウムから非金属介在物を除去するための最も効果的で広く採用されている濾過技術であり、介在物数が少なく、機械的特性が改善され、鋳造不良率が低減された、より清浄な金属を一貫して提供します。. アドテックでは、長年にわたり、自動車、航空宇宙、建設分野のアルミ鋳造工程にセラミックフォームフィルターを供給しており、そのデータは明白です。セラミックフォームフィルターを適切に選択し、正しく設置することで、フィルターなしの金属と比較して、介在物関連の欠陥を50-90%減少させることができます。.
お客様のプロジェクトでセラミック・フォーム・フィルターの使用が必要な場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
セラミック・フォーム・フィルターとは何か、そしてアルミ鋳造におけるセラミック・フォーム・フィルターの働きについて
A セラミックフォームフィルター は、耐火セラミック材料から作られた三次元のオープンセル多孔質構造で、炉または取鍋と鋳型の間の溶湯流路に設置するように設計されています。液体アルミニウムがフィルターを通過する際、非金属粒子(酸化膜、耐火物片、金属間化合物、その他の介在物)は、蛇行した内部孔網内に物理的に捕捉され、清浄な金属が鋳型キャビティに進む間、そこに保持されます。.
セラミック・フォーム・フィルターの構造は、見た目は天然の海綿に似ているが、制御された細孔密度、相互接続されたボイド・チャンネル、金属の劣化や汚染なしに最高800℃の溶融アルミニウムとの接触に耐えることができる耐火性セラミック組成で設計されている。.
セラミック発泡フィルターは、アルミ鋳造で利用可能な、最も影響が大きく、最も低コストの品質介入であると考えています。フィルター自体のコストは1個あたり数ドルかもしれませんが、欠陥の減少を可能にし、数百ドル相当の不合格鋳造を防ぐことができるため、その経済性は圧倒的です。.

セラミックフォームフィルターが業界標準になった理由
1970年代から1980年代にかけてセラミック発泡フィルターが広く採用される以前は、アルミニウム鋳物工場は、ガラス繊維布フィルター、アルミナ粒子が緩い充填床フィルター、あるいは全く濾過しないフィルターに頼っていました。以前の方法にはそれぞれ重大な限界がありました:
- グラスファイバーフィルターは、インクルージョンの捕獲効率が低く、熱抵抗も限られている。.
- 充填床システムは、安定した流量をコントロールするのが難しく、大規模なインフラを必要とする。.
- 濾過を行わないと、機械的特性が不安定になり、スクラップ率が高くなる。.
セラミック・フォーム・フィルターがこれらのアプローチに取って代わったのは、高い濾過効率、簡単な設置、使い捨ての利便性、低いプライミング量(通液開始前にフィルターを濡らすために必要な金属量)、一般的なアルミ合金すべてとの化学的適合性を兼ね備えているからである。.
アルミニウム溶湯中の介在物が鋳造の失敗を引き起こす理由
介在物がどのようなもので、鋳造特性にどのような影響を与えるかを理解することは、なぜ濾過が重要なのかを理解するために不可欠な背景です。多くの調達決定は、介在物の欠陥の原因となる役割が十分に理解されていないため、濾過を過小評価しています。.

アルミニウム溶湯に見られる介在物の種類
酸化膜(バイフィルム)
アルミニウムは、融液表面が空気に触れるとほぼ瞬時に酸化皮膜(Al₂O₃)を形成する。この酸化皮膜が乱流注湯または移送中にそれ自身の上に折り重なると、バイフィルムと呼ばれる二層皮膜が形成される。バイフィルムは、凝固した金属内にあらかじめ存在する亀裂として作用するため、最も損傷を与える介在物タイプである。通常、厚さは1~100マイクロメートルで、長さはミリメートルに及ぶこともある。.
スピネル (MgAl₂O₄)
マグネシウム含有合金では、マグネシウムは酸化アルミニウムと反応してアルミン酸マグネシウムスピネル粒子を形成する。これらの硬い粒子は、溶融物中で安定した分散体を形成する傾向があるため、除去が特に困難である。.
炭化ケイ素と耐火物片
炉内ライニングの侵食、取鍋の摩耗、工具の汚染は、表面欠陥、加工工具の損傷、鋳物の応力集中点を引き起こす硬い耐火物粒子を導入する。.
金属間化合物
鉄含有量が合金の許容量を超えると、冷却中に鉄含有金属間化合物(Al₃Fe、Al₅FeSi)が析出する。これらの板状粒子は脆く、延性と疲労寿命を低下させる。.
アルカリ金属化合物
ナトリウムやカルシウムの塩化物、フラックス処理や原料汚染による酸化物が介在物を生成し、表面欠陥の原因となり、耐食性を低下させる。.
介在物が機械的特性に与える影響
| インクルージョン・タイプ | 主な損傷メカニズム | 典型的な財産への影響 |
|---|---|---|
| 酸化物バイフィルム | 既存のクラック面 | -30~-60%伸長減少 |
| スピネル | 硬質粒子応力集中装置 | 疲労寿命の短縮 |
| 耐火物の破片 | 加工工具の損傷、表面ピット | 寸法および表面の欠陥 |
| 鉄の金属間化合物 | 微細構造中の脆性相 | 延性と衝撃強度の低下 |
| アルカリ化合物 | 腐食開始部位 | 耐食性の低下 |
冶金学専門誌に掲載された研究によると、最も介在物の影響を受けやすい機械的特性である伸びは、同じ合金と熱処理条件で適切に濾過された金属と比較して、濾過されていないアルミニウムでは半分以下に低下する可能性があることが一貫して示されています。自動車用サスペンション部品や航空宇宙用ブラケットのような安全性が重要な部品では、濾過された金属と濾過されていない金属との間のこの違いは、疲労試験に合格する部品と早期に故障する部品との違いを意味します。.
ろ過メカニズム深層ろ過 vs 表面ケーキろ過
セラミック・フォーム・フィルターは、2つの異なる物理的メカニズムによって作動しますが、この2つを理解することは、適切なフィルター・グレードを選択し、製造中のろ過挙動を解釈するために重要です。.
深層ろ過(初期ろ過の主要メカニズム)
金属が新しいセラミック発泡フィルターを初めて通過するとき、支配的なメカニズムは深層ろ過です。介在物は、いくつかのサブメカニズムを通じて内部の細孔ネットワーク内に捕獲される:
メカニカル・ストレイン:孔径より大きな粒子は物理的にブロックされ、通過できない。.
慣性インパクション:十分な質量を持つ粒子は、曲がりくねった細孔網の中を曲がった流線に沿って進むことができず、代わりにセラミック壁に衝突する。.
堆積:より大きな孔では、粒子は重力によってセラミック表面に沈殿する。.
表面接着:セラミック表面は、酸化アルミニウム介在物に対して自然な親和性を持っています。一旦粒子が孔壁に接触すると、ファンデルワールス力と酸化物包有物と酸化物セラミック表面の間の濡れ化学が接着を促進します。.
ケーキろ過(進行性の蓄積)
フィルターの上流面に介在物が蓄積すると、フィルターケーキと呼ばれる層が形成される。このケーキ自体が、セラミック構造のみよりもさらに微細な有効孔を持つろ過媒体となる。逆説的ですが、フィルターの負荷が上がるとろ過効率が向上することがよくあります。.
これが、セラミック・フォーム・フィルターが使い捨てである理由である。. フィルターが飽和すると、流路抵抗が許容できなくなり、封入物放出のリスクが高まる。使用済みのフィルターを再利用することは、大きな品質リスクをもたらす。.
プライミング量と初期流量
定常濾過を開始する前に、フィルターはプライミングされなければならない。セラミック構造が金属によって濡らされ、金属が単に上流面で塞がれるのではなく、流れるようにしなければならない。プライミング量とは、フィルターを通過する流れを確立するために必要な金属の量である。.
細孔フィルター(高PPI)は、細孔開口部が小さく、表面張力抵抗が高いため、より大きなエネルギー(メタルヘッドの高さ)とより大きなプライミング量を必要とする。このため、非常に微細なフィルター(50~60 PPI)では、信頼性の高いプライミングを確保するために、予熱と慎重なゲーティングシステムの設計が必要になることがあります。.
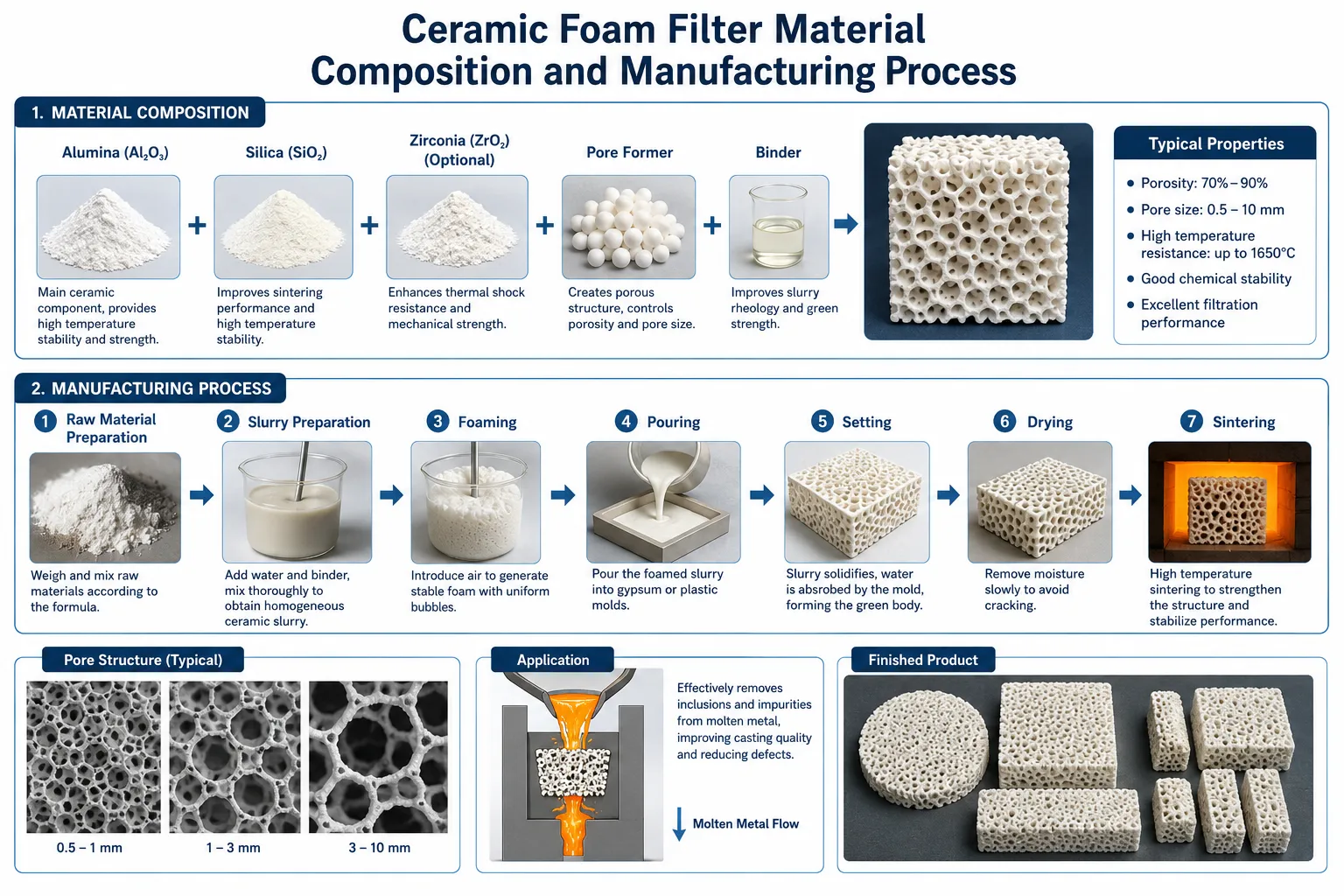
セラミック発泡フィルターの素材構成と製造工程
セラミックフォームフィルター材料の化学的および物理的特性は、アルミニウム用途におけるその性能を決定します。セラミック発泡フィルタはすべて同じではありません。材料の品質の違いは、ろ過性能、耐熱衝撃性、汚染リスクに直結します。.
アルミナ(Al₂O₃)ベースのフィルター
アルミナセラミック発泡フィルターは、アルミニウム濾過に最も広く使用されているタイプである。主な理由は以下の通り:
- 化学的適合性:Al₂O₃は、通常の鋳造条件下では、溶融アルミニウムとの接触において熱力学的に安定である。.
- 高温安定性:アルミナは、すべてのアルミ鋳造合金の温度範囲以上で構造的完全性を維持します。.
- 空室状況とコスト:アルミナは、最も市販されている耐火性酸化物の一つである。.
高品質のセラミック発泡フィルターの標準的なアルミナ含有量は、通常95~99% Al₂O₃で、熱衝撃性能を向上させるためにシリカ、ジルコニア、その他の安定剤がわずかに添加されている。.
ジルコニア(ZrO₂)強化フィルター
セラミック・マトリックスへのジルコニアの添加は、ジルコニアの相変態に伴う強靭化メカニズムを通じて耐熱衝撃性を向上させます。一部の高性能フィルター処方では、ジルコニア・ムライトまたは部分安定化ジルコニアを主要セラミック相として使用しています。これらのフィルターは、非常に高い金属流量、頻繁な熱サイクル、反応性アルミニウム合金との接触など、特に要求の厳しい条件に適しています。.
炭化ケイ素(SiC)フィルター
炭化ケイ素セラミック発泡フィルターは、アルミナベースのタイプよりも高い熱伝導性と機械的強度を提供する。しかし、SiCは特定の条件下で特定のアルミニウム合金組成と反応性があり、SiCフィルターは鉄、鋼、銅合金の濾過でより一般的に使用されている。アルミニウム用途では、SiCフィルターは、その熱特性が選択を正当化する特定の状況で使用される。.
製造工程の概要
ステップ1 - ポリウレタンフォームテンプレート
セラミック・フォーム・フィルターの製造は、必要な寸法にカットされたオープンセル・ポリウレタン・フォームから始まります。発泡体の孔構造が最終的なフィルターの孔形状を決定します。.
ステップ2 - セラミックスラリーコーティング
ポリウレタン・フォームは、アルミナ粒子、コロイダル・シリカ・バインダー、加工添加剤を含むセラミックスラリーに浸漬される。このスラリーは、孔を塞ぐことなく発泡支柱を均一に被覆するように調合されなければならない。.
ステップ3 - 絞って吹く
含浸後、コーティングされた発泡体を絞り、余分なスラリーを除去し、気孔チャネルが開いていることを確認するためにブローする。この工程は、孔の均一性を決定的に左右する。.
ステップ4 - 乾燥
コーティングされたフォームを注意深く乾燥させ、緑色のセラミック・コーティングにひびが入らないように水分を除去する。.
ステップ5 - 焼成(バーンアウトと焼結)
乾燥した作品は窯で焼成され、まず発泡ポリウレタンのテンプレートが焼失し、次にセラミック粒子が焼結してまとまった構造になる。焼成温度は通常1200~1450℃に達する。.
ステップ6 - 品質検査
完成したフィルターは、寸法精度、重量(セラミック充填量を示す)、外観上の欠陥、そして品質重視の製造では気孔構造と圧縮強度について検査される。.
セラミック・フォーム・フィルター調達のための品質指標
| 品質パラメーター | 許容範囲 | 試験方法 |
|---|---|---|
| Al₂O₃含有量 | ≥ 95% | 蛍光X線分析 |
| 圧縮強度 | ≥ 0.6 MPa以上(室温) | 圧縮試験 |
| 寸法公差 | ±2mm | ノギス測定 |
| 重量均一性 | バッチ内で±5% | 計量 |
| 最高使用温度 | ≥ 800°C | メーカー認証 |
| 耐熱衝撃性 | 急冷後もクラックが発生しない | 熱サイクル試験 |
ポアサイズ(PPI定格)の選択:フィルターグレードを用途に合わせる
PPI(1インチあたりの孔数)は、セラミックフォームフィルターの主要な仕様パラメータです。これは、1インチの直線に沿って数えられた孔の数を示します。PPIが高いほど細孔が細かく、最小粒子捕捉サイズが小さく、濾過効率が高く、流動抵抗が高いことを意味します。.

ある用途に適したPPIを選択することは、フィルター仕様において最も重大な決定の一つである。粗すぎるフィルターは重要な介在物を見逃し、細かすぎるフィルターは過度の流動抵抗を生み、充填率を低下させ、コールドシャットの危険性があり、確実にプライムできない可能性がある。.
こちらもお読みください: アルミ鋳造のろ過に適したPPIの選び方
PPI格付けとその特徴
| PPI格付け | 孔径範囲 (mm) | ろ過効率 | 代表的なアプリケーション |
|---|---|---|---|
| 10 PPI | 3.0-4.0 mm | 低(粗漉し) | プレフィルター、スクラップ再溶解 |
| 20 PPI | 1.5-2.5 mm | 中程度 | 一般重力鋳造 |
| 30 PPI | 1.0~1.8ミリ | グッド | 構造用アルミ鋳物 |
| 40 PPI | 0.6-1.2 mm | 高い | 自動車構造部品 |
| 50 PPI | 0.4-0.8 mm | 非常に高い | 航空宇宙、セーフティクリティカル |
| 60 PPI | 0.3-0.6 mm | 最大 | プレミアム航空宇宙、エレクトロニクス |
PPI以外の選考基準
メタルヘッド圧力:使用可能な揚程(フィルター上の金属の高さ)は、フィルターをプライミングし、流量を維持するのに十分でなければなりません。微細フィルター(50~60 PPI)にはより高いヘッドが必要です。ゲーティングシステムが十分な揚程を提供できない場合は、断続的に閉塞するファインフィルターよりも、より粗いフィルターの方が信頼性の高い結果が得られる。.
必要流量:鋳物の充填時間は、部品の重量、壁の断面積、合金の特性によって決まります。凝固が早まる前に鋳型を充填するためには、フィルターが十分なメタルフローを確保する必要があります。フィルター流量はフィルター面積に比例し、フィルター断面積が大きいほど高流量に対応できます。.
インクルージョンの種類とサイズ:汚染の主な懸念が酸化物バイフィルム(薄くて柔軟性があり、多くの場合100マイクロメートルより大きい)である場合、30 PPIフィルターでも十分に効果があります。10~50マイクロメートルの微細な金属間粒子や微細なスピネル介在物の場合は、50~60 PPIが必要です。.
合金組成:スピネルを含む高マグネシウム合金は、より細かい濾過が有効である。より重い酸化皮膜を持つシリコン鋳造合金は、30~40 PPIで十分に処理できることが多い。.
実践的なPPI選定ガイドライン
| 鋳造タイプ | 推奨PPI | 備考 |
|---|---|---|
| HPDC(高圧ダイカスト) | 濾過は一般的ではない | 圧力噴射はフィルターをバイパスする |
| 重力式永久金型 | 30-40 PPI | 効率とフローのバランス |
| 砂型鋳造(構造用) | 30-40 PPI | より大きなゲーティングシステムがフローを処理する |
| 砂型鋳造(自動車安全) | 40-50 PPI | 品質要求の厳格化 |
| インベストメント鋳造 | 50-60 PPI | 非常に微細なチャンネルは、クリーンな金属を必要とする |
| 連続鋳造(ビレット/スラブ) | 30-40 PPI インライン | 高スループット、連続処理 |
| 航空宇宙鋳造 | 50-60 PPI | 最大限の介在物除去 |
標準サイズ、形状、寸法仕様
セラミックフォームフィルターは、業界全体で使用されている一般的なフィルターボックスの設計に適合するよう、標準化された寸法で製造されています。利用可能なサイズを理解することは、エンジニアがフィルターボックスを正しく設計し、調達チームが曖昧さを排除して指定するのに役立ちます。.
共通正方形フィルター寸法
| サイズ(mm) | サイズ(インチ) | 標準的な厚さ (mm) | 代表的なアプリケーション |
|---|---|---|---|
| 40 × 40 | 1.5″ × 1.5″ | 22 | 小型鋳物、ジュエリー |
| 50 × 50 | 2″ × 2″ | 22 | 軽鋳物 |
| 75 × 75 | 3″ × 3″ | 22 | 中重力の鋳物 |
| 100 × 100 | 4″ × 4″ | 22 | 標準構造鋳物 |
| 150 × 150 | 6″ × 6″ | 25 | 大型構造部品 |
| 200 × 200 | 8″ × 8″ | 25-30 | 大型鋳物、ビレット |
| 230 × 230 | 9″ × 9″ | 30-40 | 連続鋳造 |
| 300 × 300 | 12″ × 12″ | 40-50 | 大量連続鋳造 |
| 381 × 381 | 15″ × 15″ | 50 | スラブ鋳造 |
ラウンド・フィルター・オプション
円形のセラミック・フォーム・フィルターは、円形のフィルターボックスが好まれる用途、特に特定の洗浄システムや特殊な注水設備で使用されます。一般的な直径は40mmから300mmで、厚さは正方形と同等です。.
カスタマイズ能力
AdTechでは、標準寸法以外にも、カスタムサイズ、テーパー形状、段差形状、特定のシールガスケット構成のセラミックフォームフィルターを製造しています。カスタムフィルターは、標準サイズが既存のフィルターボックス設計にマッチしない場合や、特定の流量特性が必要な場合に適しています。.
セラミックフォームフィルターをフィルターボックスに正しく設置する方法
正しい設置は、正しいフィルター選択と同じくらい重要です。正しく選定されたフィルターが正しく設置されていない場合、その効果はほとんどなく、品質上の問題を引き起こすこともあります。.

フィルターボックスの設計要件
フィルターボックス(フィルターシートまたは注水枡フィルターシートとも呼ばれる)は、必ず必要です:
- フィルターの四隅を、平らで均等な設置面で支える。.
- フィルター周辺の金属バイパスを防ぐため、フィルターの縁とボックスの間に水密(金属密閉)シールを作る。.
- フィルタの上に十分な揚程を設け、呼び水と流量を維持する。.
- フィルターの上下に過度の流速が生じないよう、十分な大きさの断面を持つこと。.
- フィルターへの熱衝撃と金属の温度低下を防ぐため、鋳造前に予熱すること。.
シートとシーリング
設置の細部で最も重要なのは、フィルターの周囲を密閉することです。溶融金属がフィルター端の周囲、つまりフィルターとフィルターボックスの壁の間に経路を見つけると、濾過されない金属が金型キャビティに到達します。濾過の利点はすべて失われてしまいます。.
シーリング方法には次のようなものがある:
耐火ファイバーガスケット:セラミックファイバー製のロープまたはガスケットを、フィルターを設置する前にフィルターボックスのシートに入れること。設置時にフィルターがガスケットを圧縮し、密閉を作る。最も信頼性の高い方法である。.
セラミックペースト/モルタルシール:耐火モルタル:フィルター設置前にフィルターボックスの座面に塗布される。正しく塗布されていれば適切だが、ファイバーガスケットよりもばらつきが大きい。.
正確な寸法フィット:フィルターボックスとフィルターの寸法が正確に合っていれば(公差が近い)、はめ込み自体で十分なシーリングが得られる。アクティブ・シーリングより信頼性は低いが、連続鋳造用ランダーの一部で使用されている。.
予熱の条件
高温のアルミ金属に挿入された冷たいセラミック・フォーム・フィルターは、熱衝撃を受けます。高品質のセラミック発泡フィルターは熱衝撃に耐えるように設計されていますが、室温から750℃まで急速に加熱するとストレスが生じます。より現実的な問題として、冷たいフィルターはそれに接触する金属を著しく冷やし、金型が充填される前に早期凍結剥離を引き起こす可能性があります。.
標準的なやり方は、金属と接触する前に、トーチまたは予熱ステーションでフィルターとフィルターボックスを少なくとも200~300℃に予熱することである。厳しいサイクルタイムを要する大量操業では、フィルターボックスはサイクル間で鋳造温度に維持される。.
ステップ・バイ・ステップのインストール手順
- フィルターに亀裂、欠け、目に見える損傷がないかを点検し、損傷がある場合は廃棄する。.
- フィルターのPPI、サイズ、向きが仕様に合っていることを確認する。.
- フィルターボックスの座面を清掃し、以前の鋳物の残留物を取り除く。.
- シールガスケットを置くか、モルタルをフィルターシートに塗る。.
- フィルターの端が均等になるように注意深く配置する。.
- 金属と接触する前に、フィルターボックス・アセンブリを予熱してください。.
- ベイスン内のメタルヘッドの高さがフィル ターのプライミングに必要な最小値を満 たしていることを確認する。.
- キャスティング後はフィルターを再利用せず、次のヒートまでに使用済みのフィルターを取り外して処分すること。.
性能試験と包含率測定法
濾過が機能していることを検証し、改善を定量化するには、適切な測定技術が必要である。介在物レベルを測定できない鋳物工場では、濾過プロセスを最適化することはできません。.
Kモールド試験(PoDFA前駆体)
K-モールド試験は、標準的な金型形状を通して定義された体積の金属をサンプリングします。凝固したサンプルは断面され、金属組織学的に検査される。断面に見える介在物がカウントされ、特性評価される。比較的単純ではあるが、K-Moldの結果は半定量的で観察者に依存する。.
PoDFA(多孔性ディスクろ過分析)
PoDFAは、アルミニウム業界で最も広く使用されている定量的介在物測定法である。決められた量の溶融物(通常1~3 kg)が、真空下で微細セラミックフィルターディスクに強制的に通される。ディスクの孔径より大きい介在物はすべてディスク表面に集中する。凝固および金属組織学的前処理後、介在物層はmm²/kg単位で定量化され、濾過された金属と濾過されていない金属を直接比較する介在物評価となります。.
PoDFAでは、フィルター残渣のEDX分析によって介在物の種類(酸化物、スピネル、炭化物)を特定することができ、汚染源に関する詳細な情報を得ることができる。.
LiMCA(液体金属清浄度分析装置)
LiMCAは電気抵抗測定原理を使用している。小さなオリフィスが融液に浸され、金属がその中に引き込まれます。オリフィスを通過する介在物粒子が金属を置換し、電気抵抗の瞬間的な増加を引き起こします。この信号がリアルタイムで介在物をカウントし、サイズを決定するため、鋳造中の連続的な清浄度データが得られます。.
LiMCAは、リアルタイム監視により清浄度の悪化に即座に対応できる連続鋳造工程で特に有用である。.
鋳造サンプルの超音波試験
凝固後、テストバーまたは代表的な断面の超音波探傷試験により、介在物クラスターや気孔率などの内部欠陥を検出する。この方法は介在物の種類を特定するものではなく、内部不連続面の空間分布を定量化するものである。.
インクルージョン測定法の比較
| 方法 | 測定タイプ | スピード | 定量的 | 申し込み |
|---|---|---|---|---|
| Kモールド | 視覚的/半定量的 | 速い | いいえ | 鋳造モニタリング |
| ポドファ | 定量的(mm²/kg) | 30~60分 | はい | 研究開発、資格 |
| LiMCA | リアルタイム粒子カウント | 連続 | はい | 連続鋳造 |
| 超音波 | 内部欠陥マッピング | 可変 | パーシャル | ポストキャストQC |
| 金属組織 | ビジュアル、詳細 | 時間 | はい | 根本原因分析 |
セラミック・フォーム・フィルターと他のろ過方法との比較
アルミニウムには複数の濾過技術が存在し、セラミック発泡フィルターだけが唯一の選択肢ではありません。選択肢を理解することは、エンジニアが適切なアプローチやアプローチの組み合わせを選択するのに役立ちます。.
ガラス繊維フィルター
最も早くから広く採用されているフィルタータイプで、ガラス繊維をメッシュ状に織ったもの。設置は簡単で、布をゲートシステムに入れるだけである。しかし、濾過効率はセラミックフォームよりはるかに低い。また、グラスファイバーは温度制限があり、劣化するとガラス繊維が汚染源となる可能性がある。.
充填床フィルター(タビュラーアルミナ)
フィルターボックス内に充填された緩い板状のアルミナボールまたはチップは、高い封入容量を持つ深層ろ過媒体を提供する。パックドベッドは効果的であるが、相当なインフラを必要とし、同じ意味で使い捨てではなく(ベッドは洗浄して再利用できる)、セラミックフォームと比較して安定した流量が得られない。パックドベッドは、フィルター容量と交換ロジスティックスからセラミックフォームが実用的でない大規模連続鋳造工程で最も一般的である。.
セラミック管フィルター
金属が放射状に流れる多孔質セラミック管は、ろ過効率は高いが、一般的な鋳造ではなく、主に特殊な用途で使用される。標準的なゲートシステムへの設置は難しい。.
電磁ろ過
電磁攪拌フィルターは、液体アルミニウムの導電性を利用し、磁力を利用して金属を介在物から遠ざける。この技術は、微細な介在物の除去に非常に効果的で、物理的なフィルター交換なしに連続的に作動する。その代償として、資本コストが高く、複雑であるため、大規模な連続鋳造設備への適用が制限される。.
比較表
| フィルタータイプ | ろ過効率 | 資本コスト | 営業費用 | 使いやすさ |
|---|---|---|---|---|
| セラミック・フォーム | 高い | 低い | 低い(シングルユース) | 高い |
| グラスファイバー・クロス | 低・中程度 | 非常に低い | 非常に低い | 非常に高い |
| パックドベッド(アルミナ) | 高い | ミディアム | 低い(再利用可能) | ミディアム |
| 電磁 | 非常に高い | 非常に高い | ミディアム | 低い(専門的) |
| セラミック管 | 高い | ミディアム | ミディアム | 低い |
重力鋳造、低圧鋳造、半連続鋳造など、アルミニウム鋳造の大半の用途において、セラミックフォームフィルターは、コスト、性能、操作の簡便さの最適な組み合わせです。.
重要な品質基準と認証
工業用アルミ鋳造用のセラミックフォームフィルターを購入する際、適用される品質基準を理解することは、調達チームがフィルターを正しく指定し、サプライヤーの品質システムを評価するのに役立ちます。.

セラミックフォームろ過を参照する業界標準
ASTM規格:セラミックフォームフィルターに特化したASTM規格はありませんが、ASTM B594(アルミニウム合金鍛造製品の超音波検査)は、ろ過によって達成される清浄度要件を間接的に規定しています。.
AMS(航空宇宙材料規格):アルミニウム合金の鋳造品や展伸材に対する様々なAMS仕様には、ろ過を必要とする清浄度要件が含まれています。AMS 2175は鋳造品の分類をカバーしており、多くの航空宇宙産業のお客様がプロセス要件としてろ過を指定しています。.
ISO 9001 / IATF 16949:自動車鋳物工場に供給しているセラミックフォームフィルターメーカーは、工程管理、寸法検査、是正処置プロセスを備えた文書化された品質管理システムを実証するIATF16949認証を保持すべきである。.
顧客固有の基準:主要な自動車OEM(フォード、GM、BMW、トヨタ)および航空宇宙主要企業(ボーイング、エアバス)は通常、セラミック・フォーム・フィルター・メーカーや鋳造工場が満たさなければならない独自のサプライヤー認定基準を維持している。.
フィルター・サプライヤーを認定する際に確認すべきこと
- 材料組成(Al₂O₃含有量の蛍光X線検査)。.
- バッチ全体にわたる次元の一貫性(複数のフィルターを測定する)。.
- 圧縮強度(設置中や使用中にフィルターが破損しないこと)。.
- バッチ間の重量の一貫性(一貫したセラミック装填を示す)。.
- 熱衝撃試験の結果。.
- 同等の用途における既存顧客からの推薦。.
- 生産品質管理文書。.
賞味期限、保管および取り扱いに関する要件
セラミック発泡フィルターは湿気に弱い。アルミナは限られた程度しか吸湿性がなく、フィルターが高温の金属に接触すると、吸収された水分が蒸気として放出されます。この水蒸気は水素としてアルミに溶け込み、フィルターが除去しようとしているコンタミネーションをもたらす可能性がある。.
保管条件
- フィルタを 乾燥環境 相対湿度が60%以下の場合。.
- 水や結露に直接触れないようにしてください。.
- 使用できるようになるまで、元の包装で保管してください。.
- セラミック構造は、圧縮時には強いが、点荷重がかかるともろくなり、欠けたり割れたりすることがある。.
- コンクリートからの湿気を避けるため、倉庫内では床から離して保管すること。.
賞味期限
適切に保管されたセラミック・フォーム・フィルターには厳密な使用期限はありません - セラミック素材自体は、保管中に化学的に劣化することはありません。しかし、湿度の高い条件下や汚染された環境で保管されたフィルターは、検査し、疑わしい場合は、使用前に200~300℃のオーブンで乾燥させる必要があります。目に見える湿気、汚染、物理的損傷があるフィルターは、不合格にする必要があります。.
生産時の取り扱い
- フィルターの縁を持つか、フォームパッド入りの工具を使用する。.
- フィルターを落とさないでください。わずかな亀裂でも、シールとろ過の完全性を損ないます。.
- すべてのフィルターは、取り付けの直前に点検してください。.
- 目に見えるひび割れ、シールエッジの欠け、支柱の破損があるフィルターは廃棄する。.
よくあるアプリケーションの失敗とその回避方法
長年にわたって鋳造作業を支援してきた結果、セラミックフォームろ過が期待された結果を得られないことがある理由を繰り返し文書化してきました。ほとんどすべての失敗は、適切なプロセス規律によって回避可能です。.
フィルター周辺のメタルバイパス
何が起こるのか:金属はフィルターエッジを通過するのではなく、フィルターエッジの周囲を流れ、濾過されずに金型に到達する。.
原因:フィルタとフィルタボックスの間のシーリングが不十分、フィルタがボックスに対して大きすぎる、またはフィルタの端が破損している。.
ソリューション:ガスケットはセラミックファイバーを使用する。フィルターとボックスの寸法適合性を確認してください。取り付け前にフィルターエッジを検査してください。.
フィルタのプライミング不良
何が起こるのか:メタルがフィルターを通過せず、金型への充填が不完全になったり、過剰な背圧が発生したりする。.
原因:メタルヘッドの高さが不十分、非常に微細なPPIでヘッドが必要、コールドフィルターで表面張力が増大、またはメタル粘度が高すぎる(温度が低すぎる)。.
ソリューション:ヘッド高さをフィルター流量要件に照らして確認する。フィルターを十分に予熱する。プライミングに慢性的な問題がある場合は、PPIグレードを1つ粗くする。.
鋳造時のフィルター破損
何が起こるのか:金属との接触でフィルターが破損し、セラミック片が鋳物中に放出される。.
原因:冷たいフィルターによる熱衝撃、過剰な金属速度による圧力スパイク、または強度不足の低品質フィルター。.
ソリューション:金属接触前にフィルターを予熱する。金属速度のチェック - 速度を下げるためにフィルター面積を追加するか、ゲーテ ィングを再設計する。圧縮強度試験を文書化した供給業者からフィルターを調達する。.
ろ過後の再汚染
何が起こるのか:濾過が正しく行われているにもかかわらず、鋳物に介在物が見られる。.
原因:フィルターと金型キャビティ間の金属の再酸化、フィルター後の金属の乱流、または充填中に金型キャビティに形成された酸化皮膜。.
ソリューション:フィルター後の金属落下高さを最小にする。スムーズで乱れのない充填のためのゲート設計。メタル温度と注湯速度を見直す。.
フィルターの早期飽和
何が起こるのか:フィルタの負荷が速く、キャスティングが完了する前に流れが止まる。.
原因:溶融物中の初期介在物含有量が非常に高い、鋳造用フィルターのサイズが小さい、または高濃度汚染金属で使用される非常に微細なPPIフィルター。.
ソリューション:濾過だけに頼る前に、脱気と溶融処理によって上流の汚染に対処する。濾過面積を大きくするか、二段濾過(粗+細)を使用する。.
特定アルミニウム合金システムにおけるセラミックフォームフィルター
A356 / A357 (Al-Si-Mg系鋳造合金)
これらは最も一般的なアルミ鋳造合金で、自動車構造用途に広く使用されている。懸念される主な介在物は、マグネシウム含有による酸化皮膜とMgO/スピネル粒子である。通常、標準的な構造用途には30~40PPI、コントロールアームやステアリングナックルのような安全上重要な部品には40~50PPIを推奨しています。.
6061 / 6082 (連続鋳造による展伸合金)
6xxxシリーズ合金のビレットとスラブの連続鋳造では、洗浄システムにインライン・セラミック・フォーム・フィルターを使用しています。このフィルターは、金属がキャスターに入る前に酸化皮膜とスピネル介在物を捕捉し、表面欠陥と鍛造製品の内部不連続を防止します。30-40PPIがビレット鋳造の標準です。.
7xxxシリーズ(Al-Zn-Mg系高強度合金)
航空宇宙用アルミ合金は最大限の清浄度を要求する。マグネシウムと亜鉛の含有量が高いほど、潜在的な介在物の種類と量が増加します。これらの合金は、上流での脱気と、最も重要な用途のためのLiMCAまたはPoDFAによる清浄度の検証を組み合わせた、利用可能な最も微細な濾過(50~60 PPI)から最も恩恵を受けます。.
二次/リサイクル・アルミニウム
リサイクルされたアルミ合金は、再溶解中に蓄積された酸化皮膜、混合スクラップ組成からの金属間化合物、スクラップ上のコーティングや潤滑剤からの汚染など、一次金属よりも本質的に高い介在物負荷を持っている。二次合金の濾過には、フィルター容量(より大きなフィルターを使用するか、より頻繁な交換を受け入れるか)及び濾過前の介在物負荷を低減するための上流溶融処理に、より注意深く注意を払う必要がある。.

アルミニウム用セラミックフォームフィルターに関するFAQ
1: セラミック発泡フィルターは、複数の鋳物に再利用できますか?
セラミック・フォーム・フィルターは1回限りの使用で、決して再利用すべきではありません。1回の鋳造後、フィルターはその細孔網全体に介在物を捕獲しています。フィルターを再利用することは、溶融物の化学的性質、温度、流動力学が変化する際に、捕獲された介在物を金属流に戻す危険性がある。さらに、熱サイクルによってフィルターに微小亀裂が生じ、外見上は見えないが構造的完全性が損なわれている可能性もある。新しいフィルターのコストは、再使用されたフィルターが介在物を放出することによって引き起こされる不合格鋳造のコストに比べれば、ごくわずかである。.
2: セラミック・フォーム・フィルター上のメタルヘッドの高さはどのくらいが適切ですか?
最小メタルヘッド要件は、フィルターPPIと温度に依存する。一般的なガイドラインは以下の通り:20~30PPIフィルターでは約75~100mm、30~40PPIフィルターでは通常100~150mm、50~60PPIフィルターでは150~200mmまたはそれ以上が必要な場合がある。これらは出発点であり、実際の要件はフィルター面積、金属温度、合金組成によって異なります。鋳造設計が十分な揚程に対応できない場合は、より粗いフィルターグレードを選択する必要があります。.
3: セラミック・フォーム・フィルターが機能しているかどうかを知るには?
最も実用的な確認方法は以下の通りである:(1)濾過された金属と濾過されていない金属の介在物レベ ルを比較するPoDFA分析-十分に機能するフィルター は介在物カウントを50-90%減少させる; (2)鋳造サンプルのK-モールドまたは密度試験; (3)鋳造品のX線写真検査で、空隙率の減少または除去を 示す; (4)機械的試験結果、特に伸度値-これは介在物含有量 に非常に敏感である。濾過を実施した後、鋳造品の品質が測定可能な程 改善した場合、フィルターは機能している。品質が改善されない場合は、バイパスフロー、 PPIの選択ミス、上流での再汚染を調査する。.
4: セラミック・フォーム・フィルターがキャスティング後に黒く変色する原因は何ですか?
鋳造後の黒色または暗色の着色は、溶解中に燃焼した金属スクラップ上の有機残留物、または特定のフラックス化合物による炭素の沈着である。また、金属酸化物やその他の暗色の介在物の吸収を反映することもあります。多少の黒ずみは正常であり、フィルターや鋳物に問題があることを示すものではない。着色に異常なドロスの形成や鋳造欠陥が伴 う場合は、スクラップの準備や溶融処理工程 を調査してください。.
5:中国製とヨーロッパ製のセラミックフォームフィルターに違いはありますか?
製造場所だけでは信頼できる品質指標にはならない-品質は地理に関係なく個々のメーカーによって異なる。重要な要素は、原材料の純度(Al₂O₃含有量)、製造工程管理、寸法の一貫性、圧縮強度、品質管理システムです。AdTechは、厳格な工程管理と材料検証を行い、セラミックフォームフィルターを製造しています。サプライヤーを評価する際には、材料試験報告書、寸法検査記録、現在の顧客からの推薦状を要求してください。数量確約の前にサンプルフィルターの第三者試験を行うことは、健全な調達慣行です。.
6: 鋳造に必要なセラミック・フォーム・フィルターのサイズは?
フィルターのサイジングは、要求されるメタル流量と利用可能なヘッド高さの2つの主な要因によって決まります。フィルターは、介在物が捕捉されずに押し流されるような流速を超えることなく、鋳物充填時間内に必要なメタル量を通過させるのに十分な開口面積を提供しなければならない。実用的な出発点:10 kgまでの鋳物では、100×100 mmのフィルターが一般的に適切であり、10~50 kgの鋳物では150×150 mm、50~200 kgの鋳物では200×200 mmまたはそれ以上である。連続鋳造の場合、フィルター面積は金属処理量と最大許容圧力損失に基づいて計算されます。.
7: セラミック発泡フィルターはアルミニウムから溶存水素を除去できますか?
セラミックフォームフィルターは、固体および半固体の介在物(酸化膜、粒子)を捕捉しますが、溶存水素を除去するメカニズムはありません。水素を除去するには、脱ガス(ロータリーインペラー脱ガス、ガスパージ、真空処理)が必要です。生産実務では、脱ガスは濾過の前に行うべきである。なぜなら、脱ガスの過程で(溶融物の乱流とフラックス反応による)介在物が発生し、その後のフィルターで除去されるからである。正しい順序は、溶融準備→脱ガス→濾過→鋳造である。.
8: ろ過の際、金属温度が低すぎるとどうなりますか?
金属の温度が低いと、粘度と表面張力が増加し、金属がプライムしにくくなり、フィルター内を流れにくくなる。ほとんどのアルミ鋳造合金の場合、約700℃以下ではプライミングの難易度が著しく上昇する。さらに、低温の金属は、流れが滞るとフィルター孔内で凝固しやすくなり、早期の閉塞を引き起こします。金属温度は合金の通常の鋳造温度範囲内(通常720~780℃)に維持し、フィルター表面での過度の冷却を避けるためにフィルターボックスが予熱されていることを確認してください。.
9: アルミニウムをすでに脱気している場合、ろ過は必要ですか?
脱気と濾過は異なる汚染物質に対応するものであり、相互補完的なものであって、交換可能なものではありません。脱ガスは溶存水素ガスを除去します。酸化皮膜、金属間化合物、耐火物粒子のような固形介在物を効果的に除去することはできません。実際、回転脱ガスによって生じる乱流は、新たな酸化物包有物を生成する可能性があり、その場合はろ過によって除去する必要がある。ベストプラクティスは、常に最初に脱ガスを行い、鋳造前に脱ガスした金属を濾過することである。.
10: 使用済みのセラミック・フォーム・フィルターはどのように廃棄すればよいですか?
使用済みセラミック発泡フィルターは、アルミナセラミックが化学的に不活性であるため、一般に非有害固体廃棄物に分類される。しかし、保持された金属とフラックス残留物については考慮が必要である。ほとんどの鋳物工場では、使用済みフィルターを冷却した後、専用工程でフィルターを破砕・再溶解することにより、保持された金属を回収している(溶融物中のフィルターセラミック片は、管理された取り扱いが必要であることに注意)。金属回収後のセラミック残渣は通常、不活性産業廃棄物として埋立地に送られる。地域の環境規制を確認する - 要件は管轄区域によって異なる。塩素系フラックスに接触したフィルターは、特定の廃棄処理が必要になる場合がある。.
要約:エンジニアとバイヤーにとっての重要なポイント
アルミニウム用セラミックフォームフィルターは、金属鋳造における最も費用対効果の高い品質投資の一つです。この技術概要から得られる重要なポイントは以下の通りです:
- インクルージョン除去 セラミック・フォーム濾過によって機械的特性が一貫して改善され、濾過された金属と濾過されていない金属では、30-100%の伸びの向上が日常的に実証されている。.
- PPI選択 30~40PPIでほとんどの構造鋳造用途をカバーできるが、航空宇宙用途では50~60PPIが要求される。.
- アルミナベースのフィルター はアルミニウム互換性の標準であり、正しいAl₂O₃含有量(≧95%)は譲れない品質パラメータである。.
- 適切な設置 適切なシーリングは、フィルター選択と同じくらい重要である。.
- 脱気に続くろ過 一方を他方に置き換えてはならない。.
- シングルユースの規律 フィルターの再利用は、新しいフィルターのコストをはるかに上回る品質リスクをもたらす。.
- 測定はパフォーマンスを検証する - PoDFA、LiMCA、または最低でもK-Mold試験を使用して、ろ過が期待される清浄度向上をもたらしていることを検証する必要がある。.
AdTechでは、すべての標準PPIグレードおよびサイズにわたるセラミックフォームフィルターを製造しており、特殊用途向けのカスタムオプションもご用意しています。当社のフィルターは、検証されたAl₂O₃含有量、制御された寸法公差、および文書化された品質管理プロセスで製造され、世界中の自動車、航空宇宙、および工業用アルミ鋳造のお客様にサービスを提供しています。.
