Choisissez le PPI (pores par pouce) approprié en fonction de la propreté de l'alliage, du type de pièce moulée et des exigences en matière de débit. Un PPI faible (10-20) offre un débit plus élevé et est idéal pour les contaminations importantes ou les pièces coulées de grande taille. L'IPP moyen (30-40) équilibre l'efficacité de la filtration et le débit, et convient à la plupart des applications. L'IPP élevé (50-60) permet une filtration plus fine pour les pièces moulées de haute qualité et présentant peu de défauts, mais réduit le débit. Il faut également tenir compte de la pression de la tête métallique, de la vitesse de coulée et de la conception des vannes pour éviter les blocages tout en obtenant une élimination optimale des inclusions.
Si votre projet nécessite l'utilisation d'un filtre en mousse céramique, vous pouvez nous contacter pour un devis gratuit.
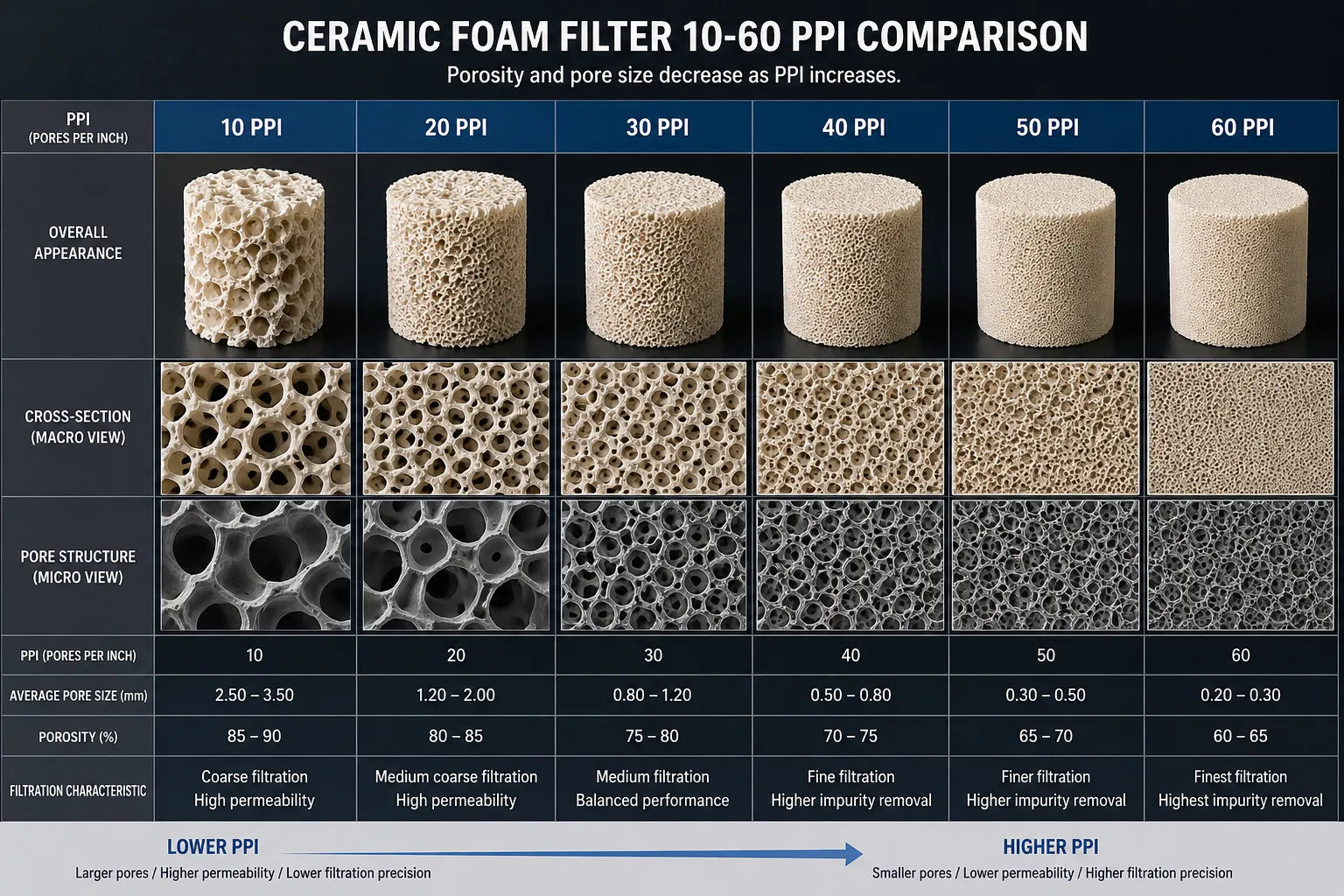
Que signifie PPI dans la filtration sur mousse céramique ?
PPI signifie "pores par pouce", c'est-à-dire le nombre de cellules ouvertes mesuré linéairement sur un pouce (25,4 mm) d'un produit. filtre en mousse céramique visage. Un filtre de 10 ppi comporte environ 10 cellules par pouce linéaire, chaque cellule mesurant environ 2,5 mm de diamètre. Un filtre de 50 ppi comporte environ 50 cellules par pouce, les dimensions de chaque cellule étant d'environ 0,5 mm. L'indice PPI est la principale spécification qui détermine la capacité de filtration, la résistance à l'écoulement et la capacité de rétention des inclusions d'un filtre.
Le concept est simple en principe. Dans la pratique, la conversion du nombre de PPI en performance de filtration réelle implique plusieurs variables qui font de la sélection du PPI une décision d'ingénierie nuancée plutôt qu'une simple consultation.
Comment l'IPP est-il mesuré et pourquoi varie-t-il d'un fournisseur à l'autre ?
La mesure de l'IPP est effectuée en comptant les ouvertures des cellules le long d'une ligne droite sur la face du filtre, sous un faible grossissement. Cela semble simple, mais la distribution de la taille des cellules au sein d'un produit IPP donné varie d'un fabricant à l'autre. Deux fournisseurs affirmant tous deux “30 ppp”peut produire des filtres ayant des tailles moyennes de cellules sensiblement différentes, des distributions de tailles de cellules différentes et, par conséquent, des performances de filtration différentes.
Les recherches publiées par l'Université norvégienne des sciences et technologies (NTNU) sur la caractérisation des filtres en mousse céramique - notamment les travaux de Sandnes, Engh et de ses collègues - ont constamment démontré que l'indice PPI nominal est une spécification imprécise. Leurs mesures ont montré que le nombre réel de cellules dans les filtres commerciaux 30 ppi de différents fabricants variait de 26 à 34 cellules par pouce, avec une variation correspondante dans le diamètre hydraulique des cellules.
Cette variabilité des mesures a une conséquence pratique : lorsque l'on change de fournisseur pour un même indice PPI, les performances de filtration peuvent changer. Chez AdTech, nous en tenons compte en spécifiant nos filtres en utilisant à la fois l'indice PPI et la résistance minimale à la compression, qui fournit une approximation de la cohérence de la structure cellulaire.
PPI vs. taille des pores : La relation technique
Le diamètre de la gorge des pores individuels - la constriction la plus étroite par laquelle une particule doit passer dans la structure réticulée du filtre - est distinct de la taille des cellules. Le diamètre de la gorge des pores correspond généralement à 30-50% du diamètre moyen des cellules. Pour un filtre de 30 ppi dont le diamètre moyen des cellules est d'environ 0,85 mm, le diamètre typique de la gorge des pores est d'environ 0,28-0,43 mm.
Cette distinction est importante car la plus petite inclusion qui peut être capturée par simple contrainte (interception mécanique au niveau de la gorge des pores) est approximativement égale au diamètre de la gorge des pores. Les inclusions plus petites que le diamètre de la gorge du pore nécessitent des mécanismes d'adhésion de surface et de diffusion pour être capturées - c'est pourquoi les filtres en mousse céramique capturent des inclusions nettement plus petites que la taille nominale de leurs pores, mais avec une efficacité de plus en plus faible à mesure que la taille de l'inclusion diminue.
Gamme standard de PPI dans la pratique de la fonderie d'aluminium
| Classement PPI | Taille approximative des cellules | Diamètre approximatif de la gorge du pore. | Position sur le marché | Volume de métal typique par filtre* |
|---|---|---|---|---|
| 10 ppi | 2,5 mm | 0,75-1,25 mm | Préfiltre, élimination des particules grossières | Très élevé (>3000 kg) |
| 20 ppi | 1,3 mm | 0,39-0,65 mm | Fonte générale, standard | Haut (1500-3000 kg) |
| 30 ppp | 0,85 mm | 0,26-0,43 mm | Qualité industrielle la plus courante | Modéré (800-1500 kg) |
| 40 ppi | 0,63 mm | 0,19-0,32 mm | Applications de haute propreté | Moyennement bas (400-800 kg) |
| 50 ppi | 0,50 mm | 0,15-0,25 mm | Exigence de propreté | Faible (200-400 kg) |
| 60 ppi | 0,42 mm | 0,13-0,21 mm | Applications ultra-propres | Très faible (<200 kg) |
Par filtre standard 9″ × 9″ × 2″ (229 × 229 × 50 mm) à des débits typiques de coulée d'aluminium et à une charge d'inclusion modérée.

Comment l'IPP affecte-t-il l'efficacité de l'élimination des inclusions ?
La relation entre l'indice PPI et l'efficacité de l'élimination des inclusions est l'un des aspects les plus souvent mal compris de la technologie de filtration de l'aluminium. De nombreux ingénieurs supposent qu'un indice PPI plus élevé signifie toujours une meilleure filtration. C'est vrai pour la capture d'inclusions plus importantes, dominée par la déformation, mais le tableau complet est plus complexe.
Les trois mécanismes de capture et leur dépendance à l'égard des IPP
Le filtrage mécanique (tamisage) : Les inclusions plus grandes que le diamètre de la gorge du pore ne peuvent pas passer et sont capturées au premier pore qu'elles rencontrent. Ce mécanisme dépend fortement de l'IPP - un filtre de 50 ppi a des pores environ 3 fois plus petits qu'un filtre de 20 ppi et filtrera les particules de taille correspondante.
Adhésion de surface (filtration en profondeur) : Les inclusions plus petites que le diamètre de la gorge du pore mais supérieures à environ 5 microns sont capturées lorsque l'inertie les met en contact avec la surface de la tige d'alumine, où les forces d'adhésion de van der Waals les retiennent. Ce mécanisme est modérément dépendant de l'IPP - une plus grande surface par unité de volume (en raison de la structure plus fine des pores) augmente la probabilité de contact.
Diffusion brownienne : Pour les inclusions très fines inférieures à environ 1 micron, le mouvement thermique aléatoire les fait entrer en contact avec les surfaces de l'entretoise. Ce mécanisme dépend légèrement de l'IPP, mais aussi fortement du temps de séjour du métal dans le filtre, qui est lié à la vitesse d'écoulement plutôt qu'à l'IPP seul.
Données publiées sur l'IPP par rapport à l'efficacité de la filtration
Une recherche publiée dans la revue Metallurgical and Materials Transactions B par Voigt, Johansen et Engh (utilisant la méthodologie de mesure LiMCA pour quantifier la propreté de l'aluminium fondu) a trouvé les taux suivants de réduction du nombre d'inclusions pour les filtres en mousse céramique commerciaux standard à des vitesses de coulée typiques :
| Classement PPI | Inclusions >15 μm Réduction | Inclusions 5-15 μm Réduction | Inclusions <5 μm Réduction |
|---|---|---|---|
| 20 ppi | 70-80% | 45-60% | 25-40% |
| 30 ppp | 82-92% | 60-75% | 35-52% |
| 40 ppi | 90-97% | 72-85% | 48-65% |
| 50 ppi | 95-99% | 82-93% | 60-75% |
| 60 ppi | >99% | 88-96% | 68-80% |
Ces valeurs reflètent les performances typiques d'un filtre commercial dans des conditions normales de fonderie. Les performances réelles dans une installation spécifique dépendent de la vitesse d'écoulement du métal, de la température et du type d'inclusion.
Diminution des rendements en cas d'augmentation de l'IPP
L'amélioration de l'efficacité résultant de l'augmentation du PPI n'est pas linéaire - elle présente des rendements décroissants. Le passage de 20 à 30 ppi permet d'obtenir environ 12 à 15 points de pourcentage d'efficacité supplémentaire pour les inclusions moyennes (5 à 15 μm). Le passage de 40 ppi à 50 ppi n'apporte que 8 à 10 points de pourcentage supplémentaires pour la même gamme d'inclusions. Parallèlement, la résistance à l'écoulement augmente d'environ 35-45% pour chaque augmentation de l'indice PPI.
Ce profil de rendement décroissant est la raison pour laquelle la plupart des systèmes de filtration bien conçus plafonnent à 40-50 ppi pour la filtration à un étage plutôt que de spécifier le grade le plus fin disponible. La pénalité de résistance à l'écoulement à 60 ppi l'emporte généralement sur l'avantage supplémentaire de la filtration dans la plupart des scénarios de moulage en production.
Comment le chargement en profondeur de l'inclusion affecte les performances de l'IPP au fil du temps
Un aspect essentiel mais souvent négligé de la sélection des PPI est l'évolution de l'efficacité de la filtration au fur et à mesure que le filtre recueille des inclusions au cours d'une campagne de coulée. Les recherches menées par Laé, Durand et Thibault à l'Institut national polytechnique de Grenoble ont montré que les filtres en mousse céramique présentent une évolution caractéristique de l'efficacité :
Phase 1 (amorçage du filtre, 0-5% de la campagne) : L'efficacité est à son point le plus bas. La surface propre du filtre n'a pas encore développé la couche d'inclusion initiale qui améliore l'adhérence des inclusions suivantes. Les données LiMCA du côté aval montrent généralement une brève augmentation du nombre d'inclusions au cours de cette période.
Phase 2 (filtration régulière, 5-80% de campagne) : L'efficacité augmente et se stabilise au fur et à mesure que les inclusions capturées remplissent le volume des pores, créant ainsi un milieu de filtration plus fin et efficace. C'est la période productive de la campagne de filtration.
Phase 3 (avant la percée, 80-100% de la campagne) : Lorsque le filtre approche de sa capacité, l'efficacité peut rester stable (si le filtre est géré de manière conservatrice) ou commencer à diminuer lorsque le métal passe à travers les pores partiellement remplis. Les opérateurs de coulée expérimentés reconnaissent cette phase par l'augmentation de la tête de métal en amont du filtre.
Cette évolution signifie qu'un filtre de 30 ppi à la fin de la campagne 50% est souvent plus performant qu'un nouveau filtre de 30 ppi. Le choix de l'IPP doit tenir compte de l'état d'avancement de la campagne du filtre pendant la partie la plus critique de chaque cycle de coulée.
Quel indice PPI convient à chaque famille d'alliage d'aluminium ?
La composition de l'alliage est l'une des deux variables les plus importantes dans la sélection des IPP (l'autre étant les exigences de qualité de l'utilisation finale). Les différentes familles d'alliages génèrent différents types, tailles et quantités d'inclusions.
Série 1xxx (aluminium pur, qualité conducteur électrique)
L'aluminium de qualité conducteur électrique (EC) (1350, 1370) exige les normes de propreté les plus élevées parmi les alliages de base, car les inclusions non métalliques nuisent directement à la conductivité électrique et aux performances de tréfilage. Les inclusions dans l'aluminium de qualité EC sont principalement des films d'alumine (Al₂O₃) générés lors de la refonte et de la coulée, dont la taille varie généralement de 5 à 100 microns.
PPI recommandé : 40-50 ppi, combiné à un dégazage en ligne en amont.
Raison d'être : Le fil de qualité CE doit passer par des filières de tréfilage extrêmement petites (jusqu'à 0,05 mm pour le fil magnétique fin). Une seule inclusion supérieure à environ 50 microns peut rompre le fil pendant le tréfilage, ce qui entraîne des temps d'arrêt coûteux au niveau du laminoir. La spécification relative à la conductivité (minimum 61,0% IACS selon IEC 60889) exige également de faibles niveaux d'impuretés, ce qui nécessite indirectement un métal propre. Des recherches menées par Alcan (aujourd'hui Rio Tinto Aluminium) et publiées dans Light Metals 2003 ont montré que la fréquence des ruptures de fil dans le fil machine tréfilé a été réduite de 62% lorsque la filtration est passée de 30 ppi à 40 ppi.
Série 3xxx (alliages d'aluminium et de manganèse)
Les alliages 3xxx (3003, 3004, 3105) sont largement utilisés dans les tôles de boîtes de boisson, les produits de construction et les échangeurs de chaleur. Les principaux types d'inclusion sont les films d'alumine, les particules intermétalliques contenant du manganèse et les particules de fer et de silicium provenant du recyclage des déchets.
PPI recommandé : 30 ppi pour les corps de canettes standard ; 30-40 ppi pour les ailettes de haute qualité et les applications d'échangeurs de chaleur.
Raison d'être : Les exigences en matière de qualité de surface pour les tôles de boîtes de boisson sont élevées - les inclusions supérieures à environ 50 microns créent des défauts de surface visibles lors du laminage et du formage. La filtration standard de 30 ppi permet d'éliminer convenablement ces inclusions plus importantes. Pour les ailerons qui subissent un amincissement important pendant le laminage (jusqu'à des épaisseurs finales inférieures à 0,1 mm), une filtration de 40 ppi est appropriée.
Série 5xxx (alliages d'aluminium et de magnésium)
Les alliages 5xxx (5052, 5083, 5182) présentent un défi de filtration spécifique car la teneur en magnésium augmente la vitesse de génération du film d'oxyde. Le magnésium s'oxyde plus facilement que l'aluminium aux températures de fusion, formant des inclusions de MgO et de spinelle (MgAl₂O₄) en plus d'Al₂O₃. Pour les alliages dont le Mg est supérieur à 3%, le taux de génération d'inclusions peut être 3 à 5 fois plus élevé que pour les alliages à faible teneur en magnésium.
PPI recommandé : 30 ppi pour Mg 4% avec un dimensionnement approprié de la boîte à filtre pour une charge d'inclusion plus élevée.
Raison d'être : La charge d'inclusion plus élevée due à la teneur élevée en Mg signifie que les filtres les plus fins (>40 ppi) se bloquent plus rapidement, ce qui réduit la durée de vie de la campagne. L'équilibre entre l'efficacité de la filtration et la durée de la campagne favorise souvent les filtres 30-40 ppi plutôt que la qualité la plus fine disponible. Le dimensionnement de la boîte filtrante (surface par unité de flux de métal) devient plus important que le seul choix de l'IPP dans la filtration des alliages à forte teneur en Mg.
Série 6xxx (alliages aluminium-magnésium-silicium)
Les alliages 6xxx (6061, 6063, 6082) sont largement utilisés dans l'extrusion automobile, les profils structurels et les billettes pour le forgeage. Ces alliages génèrent des films d'alumine, du MgO et parfois des agglomérats d'affineur de grain (TiB₂) comme principaux types d'inclusion.
PPI recommandé : 30 ppi pour les billettes d'extrusion standard ; 40 ppi pour les applications structurelles automobiles et les billettes de qualité aérospatiale.
Raison d'être : Les billettes d'extrusion pour les profils architecturaux standard peuvent tolérer des niveaux d'inclusion modérés sans défauts de surface visibles dans le produit extrudé. Les applications structurelles automobiles (gestion des collisions, carrosserie en blanc) exigent une plus grande propreté pour la fiabilité de la durée de vie en fatigue. L'étude AMAG de l'Association européenne de l'aluminium (publiée en 2019) a révélé que la durée de vie en fatigue des échantillons 6082 T6 a augmenté de 23% lorsque la filtration est passée de 30 ppi à 40 ppi, ce qui est attribué à la réduction de la population d'inclusions importantes agissant comme des sites d'initiation de fissures de fatigue.
Série 7xxx (alliages d'aluminium-zinc-magnésium-cuivre)
Les alliages 7xxx (7050, 7075, 7475) représentent la catégorie la plus exigeante en matière de filtration car ils sont utilisés presque exclusivement dans des applications structurelles aérospatiales où les spécifications en matière de résistance à la fatigue, à la rupture et à la corrosion sous contrainte sont extrêmement strictes. Les inclusions dans les alliages 7xxx comprennent MgO, MgAl₂O₄, des films Al₂O₃, et des résidus de sel NaCl/KCl provenant du fluxage.
PPI recommandé : 40-50 ppi, généralement dans un système à deux étages avec une filtration en lit profond (alumine tabulaire) comme étape finale de polissage pour les applications aérospatiales les plus critiques.
Raison d'être : Les spécifications aérospatiales (AMS 2772, Airbus ABS2728, Boeing BMS) exigent que les pièces forgées et les plaques de structure critiques soient pratiquement exemptes d'inclusions supérieures à environ 20-30 microns. La filtration sur mousse céramique en une seule étape à 40-50 ppi élimine la majorité de ces inclusions. Pour les applications les plus exigeantes (composants critiques en termes de résistance à la rupture), la filtration en lit profond en aval de la CFF est spécifiée.
Tableau de référence pour la sélection des PPI de la famille d'alliages
| Série alliage | Alliages représentatifs | Types d'inclusion primaire | PPI standard | Prime/PPI critique | Notes |
|---|---|---|---|---|---|
| 1xxx (grade CE) | 1350, 1370 | Al₂O₃ films | 40 | 50 | Sensibilité à la rupture de fil |
| 1xxx (autres) | 1100, 1200 | Al₂O₃ films | 30 | 40 | Moins critique que la CE |
| 2xxx (Al-Cu) | 2024, 2219 | Particules d'Al₂O₃, CuAl₂ | 40 | 50 | Applications aérospatiales |
| 3xxx | 3003, 3004, 3105 | Al₂O₃, particules de Fe-Si | 30 | 40 | Tôle de canette ou ailettes |
| 5xxx (<2% Mg) | 5005, 5052 | Al₂O₃, MgO | 30 | 40 | — |
| 5xxx (>2% Mg) | 5083, 5182, 5754 | Al₂O₃, MgO, spinelle | 30-40 | 40 | Charge d'inclusion plus élevée |
| 6xxx (extrusion) | 6063, 6005A | Al₂O₃, MgO, TiB₂ | 30 | 40 | Qualité de la surface du profil |
| 6xxx (automobile) | 6061, 6082 | Al₂O₃, MgO | 40 | 50 | Durée de vie critique |
| 7xxx (structurel) | 7050, 7075 | Al₂O₃, MgO, spinelle | 40 | 50 + lit profond | Spécification aérospatiale |
| A380, A356 (moulage sous pression) | A380, A356 | Al₂O₃, Fe-Si, porosité | 20-30 | 30 | Contrainte de débit |
Pour filtrer les produits en alliage d'aluminium de haute pureté, nous recommandons d'utiliser notre filtre en mousse céramique sans phosphate.
Comment les exigences de qualité de la coulée déterminent-elles le choix du PPI ?
L'application finale de la coulée fixe un plafond de qualité que le système de filtration doit respecter. L'identification de l'attribut de qualité critique du produit - plutôt que l'application d'un objectif de propreté générique - permet une sélection PPI précisément calibrée plutôt que d'opter par défaut pour la meilleure qualité disponible.
Cadre de sélection des IPP axé sur la qualité
Intégrité structurelle (résistance à la fatigue, résistance à la rupture) : Les inclusions supérieures à environ 20-50 microns agissent comme des sites de concentration de contraintes pour l'initiation de fissures de fatigue. Les recherches de Murakami et Endo (publiées dans Engineering Fracture Mechanics, 1994, et confirmées dans des études ultérieures spécifiques à l'aluminium) ont établi que la durée de vie en fatigue est inversement proportionnelle à la racine carrée de la surface projetée de la plus grande inclusion à l'origine de la fracture. Conséquence : la réduction de la taille maximale des inclusions de 50% peut théoriquement doubler la durée de vie en fatigue. Pour les applications où l'intégrité structurelle est critique, spécifier la sélection du PPI sur la base de la taille maximale d'inclusion tolérable plutôt que sur la propreté moyenne.
Qualité de la surface après laminage ou extrusion : Les inclusions superficielles supérieures à environ 30-100 microns (selon l'alliage et le procédé) créent des défauts de surface visibles dans les tôles laminées ou les profilés extrudés. Pour les surfaces visibles de l'aluminium automobile, le seuil de défaut est d'environ 50 microns. Cela correspond à 40 ppi comme spécification minimale dans la plupart des applications de tôles extérieures pour l'automobile.
Conductivité électrique (qualité EC) : Les inclusions jusqu'à environ 5-10 microns contribuent de façon minimale à la réduction de la conductivité. Les inclusions supérieures à cette taille qui sont alignées dans le sens de l'étirage entraînent une dégradation disproportionnée de la conductivité. La spécification de 40-50 ppi pour la qualité EC vise principalement les inclusions plus importantes (>30 microns) plutôt que les particules ultrafines.
Étanchéité à la pression (composants hydrauliques et pneumatiques) : Les inclusions à la surface des alésages usinés peuvent provoquer des fuites liées à la porosité. Pour les corps de vannes hydrauliques et les pièces moulées similaires étanches à la pression, la densité des inclusions de surface est plus importante que le nombre d'inclusions en vrac. Cette densité est généralement de 30 à 40 ppi, en fonction de l'épaisseur de la paroi et de la pression requise.
Seuil d'étanchéité à la pression : Les composants dont la pression hydraulique est supérieure à 200 bars nécessitent généralement un minimum de 40 ppi. Les composants dont la pression hydraulique est comprise entre 50 et 200 bars sont correctement desservis par 30 ppi. En dessous de 50 bar, 20-30 ppi sont généralement suffisants.
Tableau de sélection des IPP pour les applications finales
| Application finale | Attribut critique de qualité | Taille d'inclusion maximale tolérable | PPI recommandé |
|---|---|---|---|
| Pièces forgées structurales pour l'aérospatiale | Durée de vie à la fatigue, ténacité à la rupture | 20-30 μm | 40-50 + lit profond |
| Structures de crash automobile | Absorption de l'énergie d'impact | 40-60 μm | 40 |
| Panneaux de carrosserie visibles pour l'automobile | Finition de la surface après le formage | 30-50 μm | 40 |
| Corps de canette de boisson | Emboutissage profond sans déchirure | 50-80 μm | 30 |
| Barre conductrice électrique (EC) | Fréquence de rupture des fils, conductivité | 30-50 μm | 40-50 |
| Profilés d'extrusion pour le bâtiment | Aspect de la surface | 80-120 μm | 30 |
| Moulages hydrauliques à haute pression | Étanchéité à la pression | 40-60 μm | 40 |
| Pièces moulées sous pression standard | Aspect de surface, dimensionnel | 100-150 μm | 20-30 |
| Plaque en alliage marin (5083) | Résistance à la corrosion uniformité | 50-80 μm | 30-40 |
| Stock d'ailettes d'échangeur de chaleur | Homogénéité du laminage, amincissement | 30-50 μm | 40 |
| Extrusion architecturale (anodisée) | Qualité de la surface anodisée | 40-60 μm | 30-40 |
| Feuille de condensateur (haute pureté) | Uniformité électrique | 10-20 μm | 50-60 |
Comment le débit de métal interagit-il avec le choix de l'IPP ?
Le débit de métal est la troisième branche du triangle de sélection de l'IPP, et c'est celle qui est le plus souvent sous-pondérée dans les décisions de spécification. Un filtre mal dimensionné en termes de débit produit des problèmes qui imitent les erreurs de sélection de l'IPP, poussant les ingénieurs à rechercher des améliorations de l'efficacité de la filtration alors que le véritable problème est la conception hydraulique.
Relation entre le débit, l'IPP et la perte de charge
Lorsque le métal s'écoule à travers un filtre en mousse céramique, il crée une chute de pression (perte de charge) à travers le filtre. Cette perte de charge, mesurée en millimètres de colonne de métal, augmente avec :
- Vitesse d'écoulement (approximativement proportionnelle au carré de la vitesse à des vitesses de coulée typiques).
- Indice PPI (les pores les plus fins créent une plus grande résistance hydraulique).
- État de charge du filtre (les filtres partiellement bloqués ont une résistance plus élevée).
La relation entre l'IPP et la résistance hydraulique a été caractérisée par Acosta, Castillejos et Hernandez dans Metallurgical Transactions B (1995), qui ont établi que la résistance à l'écoulement augmente approximativement avec le carré de l'indice IPP. Le passage de 20 ppi à 40 ppi quadruple approximativement la résistance hydraulique à vitesse d'écoulement équivalente.
Concrètement, un système de filtration conçu pour un filtre de 30 ppi subira une perte de charge d'environ 1,5 à 2 fois plus élevée lorsqu'un filtre de 40 ppi lui sera substitué sans qu'il soit nécessaire de revoir la conception du système. Si la tête de métal disponible dans le système de lavage est insuffisante pour faire passer le métal à travers le filtre plus fin à la vitesse de coulée requise, le flux de métal ralentira, la température de coulée baissera et des défauts de fermeture à froid pourront apparaître dans le produit.
Calcul de la surface filtrante requise pour le débit cible
La relation entre la surface du filtre et le débit de métal acceptable :
Surface filtrante requise (cm²) = Débit de métal (kg/min) / Taux de filtration spécifique maximal (kg/min-cm²)
Le taux de filtration spécifique maximal dépend de l'IPP et de l'alliage :
| Classement PPI | Taux de filtration spécifique maximal (kg/min-cm²) | Notes |
|---|---|---|
| 20 ppi | 0.12-0.18 | Débit élevé, efficacité réduite |
| 30 ppp | 0.08-0.12 | Équilibré pour la plupart des applications |
| 40 ppi | 0.05-0.08 | Débit modéré, haute efficacité |
| 50 ppi | 0.03-0.05 | Faible débit, très grande efficacité |
| 60 ppi | 0.02-0.03 | Très faible débit, très haute efficacité |
Exemple travaillé : Une opération de coulée de billettes à 1200 kg/heure (20 kg/min) à travers un seul filtre. En utilisant 30 ppi avec un taux spécifique maximum de 0,10 kg/min-cm² : Surface requise = 20/0,10 = 200 cm². Un filtre standard de 229 × 229 mm (9″ × 9″) a une surface frontale d'environ 524 cm², ce qui donne un facteur de sécurité confortable de 2,6×.
Si la même opération spécifie 50 ppi : Surface requise = 20/0,04 = 500 cm². Le filtre 9″ × 9″ (524 cm²) répond à peine à l'exigence, avec un facteur de sécurité pratiquement nul. Toute augmentation de la charge d'inclusion entraînerait un blocage prématuré, et tout démarrage à froid du métal créerait une crise de débit momentanée. Dans ce cas, le passage à un filtre de 15″ × 15″ (1452 cm²) avec 50 ppi serait la bonne conception - conservant l'efficacité de la filtration fine sans le problème de restriction du débit.
Implications de la conception du caisson filtrant
L'interaction entre le PPI et le débit signifie que changer de PPI sans revoir la conception de la boîte à filtres est une source fréquente de problèmes inattendus. Lorsqu'AdTech aide ses clients à passer d'un degré d'IPP à un autre, nous procédons toujours à un examen :
- Tête métallique disponible (hauteur de la colonne métallique disponible pour pousser le métal à travers le filtre).
- La surface du filtre et sa relation avec le débit maximal de métal.
- Géométrie du lavage en amont et en aval du caisson filtrant (répartition du débit).
- Gestion de la température du métal (une perte de charge plus importante nécessite une plus grande marge de température pour éviter le gel dans les zones d'écoulement lent du filtre).
Filtration en deux étapes : Quand l'utilisation de plusieurs degrés d'IPP se justifie-t-elle ?
La filtration sur mousse céramique en deux étapes - en utilisant deux filtres en série avec des indices PPI différents - est une technique bien établie dans les applications exigeantes de moulage de l'aluminium. Il est important de comprendre quand elle améliore réellement les résultats et quand elle ajoute des coûts et de la complexité sans bénéfice proportionnel.
La logique de la filtration en deux étapes
Un filtre plus grossier (PPI inférieur) placé en amont d'un filtre plus fin (PPI supérieur) capture les grosses inclusions avant qu'elles n'atteignent le filtre fin et ne le chargent prématurément. Cela prolonge la durée de vie du filtre fin et permet au filtre en aval de fonctionner plus efficacement avec la charge réduite d'inclusions qu'il reçoit.
Les recherches menées par Bao, Tao et Yao à l'Université Jiao Tong de Shanghai (Light Metals 2018) ont quantifié l'extension de la durée de vie de la campagne grâce à une filtration en deux étapes : un système en série de 20 ppi + 40 ppi a traité 38% de volume de métal en plus avant la percée par rapport à un filtre unique de 40 ppi d'une surface frontale totale équivalente. L'efficacité du filtre aval de 40 ppi, mesurée par LiMCA, était également supérieure de 8-12% à mi-campagne par rapport à l'équivalent à un seul étage, ce qui est attribué à une charge de pores plus faible permettant une meilleure filtration en profondeur.
Quand la filtration en deux étapes vaut-elle la peine d'être investie ?
La filtration à deux étages justifie le coût supplémentaire du filtre, l'encombrement du caisson de filtration et la complexité opérationnelle lorsqu'il s'agit d'une filtration à deux étages :
La charge d'inclusion métallique est élevée : Les matières fondues à haute teneur en ferraille, les alliages supérieurs à 3% Mg ou les opérations sans dégazage et fluxage adéquats en amont génèrent des charges d'inclusion élevées qui bloqueront rapidement un seul filtre fin.
L'exigence de qualité requiert une filtration fine, mais la contrainte de débit limite l'IPP à une seule étape plus fine : Deux étages permettent d'augmenter la surface totale de filtration sans la résistance hydraulique d'un seul filtre fin.
La campagne de casting est longue : Les longues campagnes de coulée continue (production de billettes pour l'aérospatiale ou opérations de coulée en continu) bénéficient de la durée de vie prolongée des systèmes à deux étages, ce qui réduit la fréquence de remplacement des filtres et les interruptions de coulée qui en découlent.
Le produit en aval est la spécification la plus exigeante en matière d'aérospatiale ou de qualité CE : Lorsque l'objectif de qualité exige véritablement l'élimination des inclusions supérieures à 10 microns (95%+), un filtre à mousse céramique à un seul étage, quel que soit son indice PPI, ne permet pas d'atteindre cet objectif de manière cohérente. L'approche en deux étapes (généralement 20 ppi + 40 ppi ou 30 ppi + 50 ppi, parfois suivie d'une filtration en lit profond) est la solution technique.
Combinaisons d'IPP en deux étapes recommandées
| Application | Étape 1 (en amont) | Étape 2 (en aval) | Amélioration attendue de l'efficacité par rapport à l'étape unique |
|---|---|---|---|
| billettes standard, haute teneur en ferraille | 20 ppi | 30 ppp | 15-25% efficacité, 30-40% campagne plus longue |
| Billet d'extrusion pour l'industrie automobile | 20 ppi | 40 ppi | 20-30% efficacité, 35-45% campagne plus longue |
| Barre de qualité CE | 20 ppi | 40 ppi | 22-32% efficacité, 35-50% campagne plus longue |
| Billettes aérospatiales (avant le lit profond) | 20 ppi | 40-50 ppi | 25-35% efficacité |
| Alliage à haute teneur en magnésium (>4% Mg) | 20 ppi | 30 ppp | 20-30% durée de la campagne, empêche le blocage prématuré |
Étude de cas en situation réelle : Optimisation de la sélection des PPI dans une usine de moulage de billettes pour l'industrie automobile
Contexte : Producteur de billettes en aluminium A 6082 en Corée du Sud, 2023
Profil de l'entreprise : Installation de coulée de billettes d'aluminium de taille moyenne dans la province de Gyeonggi, en Corée du Sud, produisant des billettes 6082-T6 pour le forgeage de structures automobiles. Volume de production mensuel : environ 800 tonnes métriques de billettes en alliage 6082 dans des diamètres de 152 mm et 203 mm. Le client en aval : un fournisseur de forgeage automobile de niveau 1 produisant des composants de suspension pour les programmes de véhicules OEM coréens.
Le point de douleur du client : À partir du premier trimestre 2023, le client de forgeage en aval a commencé à signaler des taux de rejet élevés sur les pièces forgées usinées - en particulier, des rejets de contrôle par ultrasons (UT) déclenchés par des indications dans la plage de profondeur de 3 à 5 mm sur les composants usinés finaux. Le taux de rejet est passé d'un niveau de référence de 0,3% à 2,1% en l'espace de six mois, soit une augmentation de 7× qui a déclenché une demande formelle d'action corrective de la part du fournisseur (SCAR). Le producteur de billettes utilisait des filtres en mousse céramique de 30 ppi dans un système à un étage, avec le produit de son fournisseur de filtres existant.
Enquête sur les causes profondes : L'équipe d'ingénierie d'application d'AdTech a été engagée en juillet 2023 pour effectuer un audit du système de filtration. En utilisant un échantillonnage PoDFA (Porous Disk Filtration Apparatus) en amont et en aval du filtre existant, nous avons quantifié la population d'inclusion. Principales conclusions :
- Teneur en inclusions en amont : 0,42 mm²/kg (mesure de surface PoDFA), avec 68% d'inclusions classées comme films d'alumine dans la gamme 20-80 microns.
- Contenu d'inclusion en aval (filtre post-30 ppi) : 0,11 mm²/kg.
- Efficacité calculée à un étage 30 ppi : environ 74% par zone.
- Large queue d'inclusion (>50 microns) : Taux d'élimination de 18% - nettement inférieur aux 85%+ obtenus par une filtration de 30 ppi correctement spécifiée dans des installations comparables.
- L'examen métallographique des pièces forgées rejetées a confirmé la présence de larges inclusions de film d'alumine (60-120 microns) sur les sites d'indication UT.
Le diagnostic du problème : Le filtre existant de 30 ppi était sous-dimensionné par rapport au débit de métal. L'opération de coulée se fait à un taux moyen de 28 kg/min, mais la boîte de filtration a été conçue pour un filtre de 178 × 178 mm (7″ × 7″), soit une surface frontale d'environ 317 cm². Le taux de filtration spécifique résultant était de 0,088 kg/min-cm², à l'extrémité supérieure de la plage acceptable pour 30 ppi et entraînant une vitesse élevée du métal à travers le filtre. Cette vitesse élevée a réduit le temps de contact des inclusions avec les surfaces des supports du filtre et a provoqué un réentraînement des inclusions précédemment capturées dans les couches supérieures du filtre.
La solution d'AdTech - mise en œuvre en septembre 2023 :
- Remaniement de la boîte à filtres : Remplacement du caisson filtrant 7″ × 7″ par un nouveau caisson filtrant 9″ × 9″ (229 × 229 mm) conçu par AdTech, augmentant la surface de filtration de 317 cm² à 524 cm² - soit une augmentation de surface de 65%. Cela a permis de réduire le taux de filtration spécifique à 0,053 kg/min-cm², bien en deçà de la plage de fonctionnement optimale.
- Amélioration du PPI à 40 ppi : Le débit par unité de surface étant désormais conforme aux spécifications, il était possible de passer de 30 à 40 ppi sans pénalité hydraulique. La combinaison d'une boîte de filtration plus grande et d'un PPI plus fin a été conçue pour atteindre une efficacité d'élimination des inclusions supérieure à 90% pour des inclusions de l'ordre de 20 à 80 microns.
- Amélioration des processus en amont : AdTech a recommandé et le client a mis en œuvre des pratiques améliorées d'écrémage des crasses dans le four de maintien, réduisant la charge d'inclusion en amont d'environ 25% avant que le métal n'atteigne le filtre.
- Amélioration de la qualité du filtre : Le client a remplacé son ancien fournisseur de filtres par le filtre en mousse d'alumine 40 ppi sans phosphate d'AdTech, éliminant ainsi le risque de contamination par le phosphore qui avait également été identifié comme une préoccupation secondaire pour les produits en aval de qualité CE.
Résultats - mesurés en janvier 2024 (quatre mois après la mise en œuvre) :
- Teneur en inclusion post-filtre : 0,038 mm²/kg (contre 0,11 mm²/kg précédemment) - une réduction de 65%
- Grande queue d'inclusion (>50 microns) : Taux d'élimination de 97% (contre 18% auparavant)
- Taux de rejet des UT de forgeage en aval : revenu à 0,2% - inférieur à la valeur de référence de 0,3% avant le problème.
- Durée de vie de la campagne de filtration : elle est passée d'une moyenne de 680 kg par filtre à 920 kg par filtre (amélioration de 35%), ce qui s'explique par un taux de filtration spécifique plus faible et une meilleure propreté en amont.
- SCAR client : clôturé avec une action corrective vérifiée en février 2024
- Impact sur le coût annuel des filtres : Le coût unitaire du filtre a augmenté d'environ 22% (40 ppi contre 30 ppi, plus une taille plus grande), mais l'amélioration de la durée de vie de la campagne de filtrage a compensé cette augmentation, ce qui s'est traduit par un coût net du filtre par tonne métrique de billettes produites pratiquement inchangé.
Ce cas illustre un principe que nous rencontrons régulièrement dans le cadre de nos activités de conseil en filtration : Le choix du PPI ne peut pas être optimisé de manière isolée. Le débit, la surface du filtre, la charge d'inclusion en amont et la qualité du filtre doivent tous être pris en compte ensemble pour atteindre la performance de filtration visée.
Les erreurs courantes de sélection des PPI et comment les éviter
Erreur 1 : choisir un IPP basé uniquement sur l'alliage, sans tenir compte du débit
L'erreur la plus courante. Un ingénieur spécifie 40 ppi sur la base de la sensibilité de l'alliage, mais la boîte à filtre existante et la conception du laveur ne peuvent pas supporter l'augmentation de la résistance à l'écoulement. L'écoulement du métal ralentit, la température de coulée chute et des défauts de fermeture à froid ou des fissures superficielles apparaissent dans le produit. L'ingénieur conclut que 40 ppi “ne fonctionne pas” et revient à 30 ppi.
La prévention : Calculez toujours le taux de filtration spécifique (kg/min-cm²) pour la combinaison de taille de filtre et de PPI proposée avant d'établir la spécification. Vérifier que la tête métallique disponible est suffisante pour faire passer le débit cible à travers le filtre avec le PPI choisi.
Erreur 2 : spécifier une IPP plus fine sans tenir compte de la durée de vie de la campagne
Les filtres à PPI élevé ont une capacité de rétention des inclusions plus faible car la structure des pores plus fine est bloquée par un nombre plus faible d'inclusions totales. Une opération à forte charge d'inclusions - teneur élevée en ferraille, dégazage en amont inadéquat, élimination insuffisante des crasses - bloquera un filtre de 50 ppi en une fraction du temps par rapport à un filtre de 30 ppi. Si les changements de filtre nécessitent des interruptions de coulée, les blocages très fréquents créent plus de risques pour la qualité (en raison de l'instabilité de la température pendant les redémarrages) que le filtre plus grossier qu'il a remplacé.
La prévention : Estimez la durée de vie du filtre avant de le spécifier. Si le calcul indique une durée de vie inférieure à la longueur de coulée minimale acceptable pour votre opération, réduisez la charge d'inclusion en amont, augmentez la surface du filtre (pour augmenter la capacité totale de rétention des inclusions), réduisez le PPI à un grade avec une capacité plus élevée, ou passez à une filtration en deux étapes.
Erreur 3 : Traiter l'IPP comme une spécification fixe pour tous les produits d'une installation mixte
De nombreuses fonderies d'aluminium produisent plusieurs alliages sur la même ligne de coulée. Une spécification PPI unique appliquée à tous les produits ne sera optimale pour aucun d'entre eux. Les alliages 5xxx à haute teneur en magnésium produits à 30 ppi doivent passer à 40 ppi lorsque la ligne passe aux billettes automobiles 6xxx, et vice versa.
La prévention : Élaborer une matrice de filtration spécifique au produit qui spécifie l'IPP (et la taille du filtre) pour chaque alliage produit sur chaque ligne de coulée. Cela ajoute un peu de complexité opérationnelle, mais permet d'éviter les sur-filtrages et les sous-filtrages dans l'ensemble de la gamme de produits.
Erreur n° 4 : ne pas vérifier la qualité du filtre au niveau de l'IPP spécifié
Comme indiqué plus haut, la valeur nominale de l'indice PPI varie d'un fournisseur à l'autre. Un fournisseur qui annonce “30 ppi” peut livrer un produit dont la taille effective des cellules équivaut à 25 ppi ou 35 ppi. Sans vérification des propriétés chimiques et physiques, la spécification PPI figurant sur le bon de commande ne garantit pas la performance de filtration.
La prévention : Exiger des fournisseurs de filtres des certificats d'essais par lots, notamment en ce qui concerne la résistance à la compression, la vérification des dimensions et la composition chimique. Pour les applications critiques, procéder à des vérifications périodiques de l'efficacité de la filtration par PoDFA ou LiMCA.
Cadre de décision pour la sélection des IPP et tableaux de référence rapide
Processus de sélection des IPP étape par étape
Étape 1 : Identifier la famille d'alliages et ses principaux types d'inclusion (voir le tableau des alliages ci-dessus).
Étape 2 : Identifier l'exigence de qualité de l'utilisation finale et l'associer à une taille d'inclusion maximale tolérable (voir le tableau des exigences de qualité ci-dessus).
Étape 3 : Déterminer le débit de métal à travers le filtre (kg/min)
Étape 4 : Calculer la surface de filtration requise : Surface requise (cm²) = Débit (kg/min) / Taux de filtration spécifique maximal pour le candidat PPI (d'après le tableau ci-dessus)
Étape 5 : Comparez la surface filtrante requise aux tailles de filtre disponibles. Choisir la taille standard la plus proche qui offre une marge de sécurité d'au moins 20% par rapport à la surface minimale requise.
Étape 6 : Évaluer la charge d'inclusion du métal entrant (sur la base du contrôle du processus en amont, du taux de rebut et de l'efficacité du dégazage) et estimer la durée de vie de la campagne au niveau de l'IPP et de la zone de filtrage choisis.
Étape 7 : Confirmer que la durée de vie de la campagne est suffisante pour le calendrier de coulée. Si ce n'est pas le cas, évaluer la filtration à deux étages ou les améliorations en amont.
Étape 8 : Vérifier que la hauteur de chute de métal disponible dans le système de lavage est suffisante pour faire passer le débit cible à travers la combinaison de filtres et de PPI choisie.
Tableau complet de sélection rapide de l'IPP pour 2026
| Scénario | Alliage | Utilisation finale | Débit | PPI recommandé | Taille du filtre | Deux étapes ? |
|---|---|---|---|---|---|---|
| Billet d'extrusion standard | 6063 | Profil architectural | Faible-Moyen | 30 ppp | 9″ × 9″ | Non |
| Billet d'extrusion pour l'industrie automobile | 6082 | Composant structurel de l'accident | Moyen | 40 ppi | 9″ × 9″ | En option |
| Production de barres de qualité CE | 1350 | Fil conducteur électrique | Moyenne-élevée | 40 ppi | 9″ × 9″ à 15″ × 15″ | Recommandé |
| Billetterie aérospatiale | 7075 | Forgeage structurel | Faible-Moyen | 40-50 ppi | 15″ × 15″ | Oui + lit profond |
| Feuille de canette de boisson | 3004 | Can body stock | Haut | 30 ppp | 9″ × 9″ ou 15″ × 15″ | Non |
| Plaque marine à haute teneur en magnésium | 5083 | Structure marine | Moyen | 30-40 ppi | 9″ × 9″ | En option |
| Alliage de moulage sous pression | A380 | Moulage sous pression de véhicules automobiles | Haut | 20-30 ppi | 7″ × 7″ à 9″ × 9″ | Non |
| Feuille de condensateur de haute pureté | 1xxx pur | Film de condensateur | Faible | 50-60 ppi | 9″ × 9″ à 15″ × 15″ | Oui |
| billettes à contenu recyclé | Mixte 6xxx | Applications mixtes | Variable | 30 ppi en amont / 40 ppi en aval | Système à deux étages | Oui |
| Standard DC billette | 6061 | Pièces usinées générales | Moyen | 30 ppp | 9″ × 9″ | Non |
Questions fréquemment posées sur la sélection des PPI pour la filtration dans les fonderies d'aluminium
1 : Quel filtre PPI en mousse céramique dois-je utiliser pour l'aluminium 6061 ?
Pour les billettes 6061 standard destinées à des applications d'usinage générales, 30 ppi est la spécification de départ correcte. Le 6061 génère des charges d'inclusion modérées - principalement des films d'alumine et du MgO provenant de la teneur en Mg de 1% - et la filtration standard en mousse céramique de 30 ppi permet une élimination de 80-92% des inclusions supérieures à 20 microns, ce qui est suffisant pour la plupart des applications d'usinage. Pour les billettes 6061 destinées aux pièces forgées de l'aérospatiale, aux composants automobiles critiques en termes de fatigue ou aux produits architecturaux anodisés pour lesquels les piqûres de surface sont inacceptables, passez à 40 ppi. Vérifiez que la surface du filtre fournit un taux de filtration spécifique inférieur à 0,10 kg/min-cm² afin d'éviter un blocage prématuré ou une réduction de l'efficacité due à une vitesse d'écoulement élevée. L'utilisation des filtres en alumine sans phosphate 30 ppi ou 40 ppi d'AdTech élimine le risque de contamination par le phosphore associé aux filtres conventionnels liés au phosphate.
2 : Quelle est la différence entre les filtres en mousse céramique 30 ppi et 40 ppi en termes de performance de filtration réelle ?
Le passage de 30 ppi à 40 ppi améliore l'élimination des inclusions moyennes (5-20 μm) d'environ 10 à 15 points de pourcentage, et l'élimination des grosses inclusions (>30 μm) d'environ 5 à 8 points de pourcentage. Pour les inclusions supérieures à 50 microns - qui sont la cause principale de la plupart des défauts de surface, des ruptures de fil et des défaillances dues à la fatigue - 30 ppi permet déjà d'obtenir un enlèvement de 85-92% dans des conditions optimisées, tandis que 40 ppi permet d'obtenir 95-98%. La différence de performance est significative mais pas transformatrice pour les grandes inclusions. La différence significative se situe entre 10 et 30 microns, où 30 ppi permet d'éliminer 65-80% et 40 ppi 78-90%. Le compromis est que 40 ppi crée environ 40-50% de résistance à l'écoulement de plus que 30 ppi à vitesse équivalente, ce qui signifie que la boîte de filtration doit être dimensionnée de manière adéquate pour maintenir le débit de métal requis sans perte de charge excessive.
3 : Puis-je utiliser un filtre à IPP plus élevé pour compenser un dégazage ou un fluxage inadéquat en amont ?
Non - l'augmentation de l'indice PPI n'est pas un substitut efficace au dégazage en amont et au traitement des flux. Le dégazage élimine l'hydrogène dissous qui forme des porosités dans les pièces moulées solidifiées, un mécanisme de défaut que les filtres en mousse céramique ne peuvent pas traiter, quel que soit le degré d'IPP. Le traitement par flux favorise l'agglomération des inclusions, ce qui les rend plus grosses et donc plus faciles à capturer ; sans ce traitement, la distribution fine des inclusions qui subsiste dans le métal mal traité est également la moins efficace à capturer, quel que soit le degré de PPI. La séquence correcte est la suivante : d'abord un dégazage et un fluxage adéquats, puis une filtration sur mousse céramique spécifiée de manière appropriée. L'utilisation de 50 ppi ou 60 ppi pour tenter de compenser un mauvais traitement en amont entraînera un blocage rapide du filtre, des problèmes d'écoulement de la coulée et des problèmes de qualité persistants en dépit de la finesse de la filtration. Il faut s'attaquer au processus en amont, puis optimiser la sélection des PPI.
4 : Comment puis-je savoir si ma sélection actuelle d'IPP entraîne un blocage prématuré du filtre ?
Le principal indicateur d'un blocage prématuré est l'augmentation de la tête de métal en amont de la boîte de filtration à un rythme plus rapide que prévu pour le volume de métal traité. Si un filtre qui durait auparavant 900 kg de métal se bloque maintenant à 500 kg sans modification de la pratique de coulée, un blocage prématuré dû à une charge d'inclusion excessive ou à une surface de filtrage insuffisante en est la cause probable. Parmi les autres indicateurs, on peut citer : une accumulation visible de métal dans le laveur en amont de la boîte à filtres pendant la coulée, une diminution du débit de coulée à tête de métal constante et des échantillons de PoDFA montrant des concentrations d'inclusions en amont plus élevées que prévu par rapport aux campagnes précédentes. Effectuer un contrôle systématique de la tête de métal en fonction du volume cumulé de métal à travers le filtre pendant plusieurs campagnes afin d'établir une courbe de blocage de base - les écarts par rapport à cette courbe de base indiquent des changements de procédé nécessitant une investigation.
5 : Est-il possible d'utiliser des filtres de 20 ppi pour réduire les coûts de la coulée d'aluminium standard ?
Les filtres 20 ppi conviennent aux applications où le débit de métal est très élevé et où l'élimination des grosses inclusions est la principale exigence, mais ils sont insuffisants en tant que mesure générale d'économie pour les applications nécessitant une propreté modérée à élevée. À 20 ppi, l'efficacité d'élimination des inclusions dans la plage 5-20 microns n'est que de 45-60%, ce qui signifie que la majorité des inclusions fines passent à travers le filtre sans restriction. Pour les applications produisant des billettes d'extrusion, des barres de conducteurs électriques, des composants automobiles ou tout autre produit pour lequel la qualité de surface, la conductivité ou les performances mécaniques sont spécifiées, 20 ppi génère des taux de rejet en aval plus élevés dont le coût dépasse de manière significative les économies réalisées sur le coût du filtre. 20 ppi est la spécification correcte pour les étapes de préfiltration dans les systèmes à deux étages, pour les opérations de moulage sous pression à très haut débit où 30 ppi crée une restriction de débit inacceptable, et pour la filtration préliminaire de métal fortement contaminé avant un traitement plus raffiné.
6 : Quel est l'effet de la température du métal sur la sélection des IPP ?
La température du métal affecte l'efficacité de la filtration par son influence sur la viscosité du métal et la mouillabilité des inclusions à la surface du filtre. À des températures de coulée plus basses (plus proches du liquidus, typiquement 680-700°C pour la plupart des alliages), la viscosité du métal est plus élevée, ce qui réduit la vitesse de sédimentation des inclusions mais ralentit également l'écoulement du métal à travers le filtre. À des températures de coulée plus élevées (730-760 °C), la viscosité est plus faible, le métal s'écoule plus librement, mais l'énergie d'adhésion entre l'inclusion et le filtre peut être réduite en raison de changements dans les caractéristiques du film d'oxyde à la surface de l'inclusion. Conséquence pratique : il faut travailler dans la plage de température de coulée recommandée pour l'alliage - qui est déterminée par les exigences de qualité de la coulée, et non par l'optimisation de la filtration. Si la température est inférieure à la plage recommandée, la restriction du débit du filtre peut sembler s'aggraver (il s'agit en fait d'un effet de viscosité) ; au-dessus de la plage recommandée, l'absorption d'hydrogène et la génération d'oxyde augmentent la charge d'inclusion sur le filtre. Dans la fenêtre normale de température de coulée, la température a un effet secondaire sur l'efficacité de la filtration par rapport à l'IPP et au débit.
7 : Quelle est l'incidence de la teneur en ferraille de la charge sur les exigences en matière d'IPP ?
Une teneur plus élevée en ferraille dans la charge augmente à la fois la quantité et la distribution de la taille des inclusions dans la masse fondue, ce qui nécessite généralement une amélioration de l'IPP en une étape ou une zone de filtrage plus grande pour le même indice d'IPP. L'aluminium primaire (provenant de la fonderie) contient relativement peu d'inclusions. L'aluminium secondaire provenant de déchets de post-consommation contient des surfaces peintes, des résidus de lubrifiants, des couches anodisées et divers contaminants qui génèrent beaucoup plus d'inclusions lors de la refonte. Des recherches menées par le Recycling Research Institute of Finland (publiées dans Resources, Conservation and Recycling, 2021) ont montré que l'aluminium fondu préparé à partir d'un mélange de déchets de post-consommation présentait une teneur en inclusions de PoDFA environ 3,5 fois supérieure à celle de l'aluminium primaire équivalent avant filtration. La ligne directrice pratique : les opérations utilisant plus de 40% de déchets de post-consommation devraient augmenter le PPI d'un cran (par exemple, de 30 à 40 ppi) et augmenter la surface de filtration de 20 à 30% par rapport à la spécification de base pour le métal primaire à la même nuance d'alliage.
8 : Quel est le PPI recommandé pour filtrer l'aluminium A356 destiné à la fonderie automobile ?
L'alliage A356 destiné aux pièces moulées automobiles critiques pour la sécurité (mâchoires de direction, bras de commande, étriers de frein) nécessite une filtration de 30 à 40 ppi en fonction du composant spécifique et du processus de moulage. L'A356 est un alliage de fonderie (Al-7Si-0,3Mg) qui génère des films d'alumine et des inclusions de MgO à partir de la teneur en magnésium. Pour le moulage par gravité et à basse pression de composants structurels de sécurité, 30 ppi est la spécification minimale acceptable, 40 ppi étant recommandé pour les composants dont la durée de vie en fatigue ou les spécifications d'allongement sont strictes (ce qui est courant dans les spécifications des équipementiers européens qui exigent un allongement minimum de 8% dans les zones critiques). Le moulage sous haute pression de l'A356 fonctionne à des vitesses de métal beaucoup plus élevées à travers le système de coulée, ce qui rend le placement et le dimensionnement des filtres critiques - 20-30 ppi sont utilisés dans les manchons de grenaillage ou les positions de coulée où le débit est très élevé, tandis que 30 ppi est approprié dans les positions de carotte ou de porte avec un débit modéré. Pour les applications automobiles haut de gamme destinées au NADCAP ou à des systèmes de qualité équivalents au niveau de l'aérospatiale, 40 ppi combinés à un dégazage adéquat en amont constituent la référence actuelle de l'industrie.
9 : Comment dois-je ajuster la sélection du PPI lors d'une coulée à très faible débit par rapport à un débit très élevé ?
Pour les débits très faibles, choisir un PPI plus grossier que la recommandation standard (un cran plus grossier) afin d'éviter la formation de ponts de métal froid à travers les pores du filtre. Pour les débits très élevés, il faut soit augmenter la surface du filtre avec l'IPP standard, soit passer à un degré plus grossier tout en augmentant la taille du filtre. Des débits de métal très faibles (inférieurs à environ 5 kg/min à travers un filtre standard de 9″ × 9″) peuvent entraîner le refroidissement du métal à la surface du filtre en dessous du liquidus local, créant une fine peau solidifiée qui bloque rapidement le filtre - un phénomène appelé “cold bridging” (pontage à froid). Un PPI plus grossier réduit la probabilité de pontage à froid en offrant des ouvertures de pores plus grandes. Les débits très élevés (supérieurs à 0,12 kg/min-cm² pour 30 ppi) provoquent des turbulences dans la structure du filtre qui entraînent à nouveau les inclusions précédemment capturées, réduisant ainsi l'efficacité nette de la filtration. La solution pour les débits élevés est toujours d'augmenter la surface du filtre plutôt que d'utiliser un PPI plus fin, ce qui aggraverait le problème de la résistance à l'écoulement.
10 : Quelle est la durée de vie d'un filtre en mousse céramique et le PPI a-t-il une incidence sur cette durée ?
Un filtre en mousse céramique est un produit à usage unique qui est remplacé à la fin de chaque campagne de moulage et, effectivement, l'indice PPI est l'un des facteurs qui déterminent la durée d'une campagne avant que le filtre ne doive être remplacé. Les filtres PPI plus grossiers ont une capacité de rétention des inclusions plus élevée - parce que leur volume de pores plus important permet d'accueillir plus de matériaux capturés avant que la restriction du flux ne devienne inacceptable - et permettent donc une durée de campagne plus longue à charge d'inclusion équivalente. Comme référence générale pour un filtre 9″ × 9″ (229 × 229 mm) à une charge d'inclusion normale à partir d'une fonte d'aluminium primaire bien traitée : un filtre de 20 ppi traite typiquement 1500-3000 kg de métal par campagne ; 30 ppi traite 800-1500 kg ; 40 ppi traite 400-800 kg ; et 50 ppi traite 200-400 kg. Ces fourchettes sont larges car la propreté du métal en amont, le taux de filtration spécifique (débit par unité de surface) et la température du métal influencent fortement la durée de vie réelle de la campagne. Les opérations à forte charge d'inclusion (teneur élevée en ferraille, mauvais dégazage) se situeront dans la partie inférieure de ces fourchettes, quel que soit le PPI. Pour les campagnes de coulée de longue durée nécessitant un volume de métal plus important que celui supporté par un seul filtre, la filtration en deux étapes ou plusieurs filtres en parallèle sont les solutions techniques.
Conclusion : Une décision de sélection du PPI qui reflète votre activité spécifique
Le bon PPI pour la filtration en fonderie d'aluminium en 2026 est celui qui a été sélectionné en évaluant simultanément la sensibilité à l'inclusion d'alliage, les exigences de qualité de l'utilisation finale et le débit de métal - et non en appliquant une moyenne industrielle ou en copiant les spécifications d'un concurrent.
Les preuves issues de la recherche métallurgique publiée, nos données de surveillance directe sur le terrain dans les installations des clients d'AdTech et l'étude de cas sud-coréenne documentée ci-dessus aboutissent toutes à la même conclusion : la plupart des problèmes de performance de filtration dans le moulage de l'aluminium ne sont pas causés par le choix d'un mauvais PPI pris isolément. Ils sont dus au choix d'un PPI sans vérifier simultanément que la zone de filtration, le contrôle du processus en amont et la qualité du filtre permettent d'atteindre le niveau de performance prévu.
Une sélection techniquement correcte du PPI, un caisson filtrant correctement dimensionné et un produit filtrant dont la qualité a été vérifiée permettront d'obtenir en permanence les performances d'élimination des inclusions requises par l'alliage et l'application d'utilisation finale. Lorsque ces trois variables sont alignées, la filtration sur mousse céramique offre une cohérence prévisible, vérifiable, d'une campagne à l'autre, qui soutient les systèmes de gestion de la qualité exigés par les chaînes d'approvisionnement de l'automobile et de l'aérospatiale d'aujourd'hui.
Pour des recommandations PPI spécifiques à l'application, une révision de la conception de la boîte de filtration ou une aide à l'interprétation des données LiMCA ou PoDFA de votre opération de coulée, l'équipe d'ingénieurs en filtration d'AdTech est disponible pour aider les clients industriels qualifiés.
Cet article a été préparé par l'équipe éditoriale technique d'AdTech sur la base de l'expérience de l'ingénierie de filtration primaire, de la recherche métallurgique publiée et des données d'application directe des clients. Les principales références sont les suivantes : Voigt et al. (Metallurgical and Materials Transactions B), Acosta et al. (Metallurgical Transactions B, 1995), Bao et al. (Light Metals 2018), Laé et al. (INPG, Grenoble), Murakami et Endo (Engineering Fracture Mechanics, 1994), et les données d'application de l'Association européenne de l'aluminium. Le contenu est revu chaque année.
Dernière mise à jour : 2026 | AdTech Technical Resource Library
