Schaumkeramikfilter für Aluminium sind die effektivste und am weitesten verbreitete Filtrationstechnologie zur Entfernung nichtmetallischer Einschlüsse aus geschmolzenem Aluminium. Sie liefern durchweg sauberes Metall mit einer geringeren Anzahl von Einschlüssen, verbesserten mechanischen Eigenschaften und einer geringeren Ausschussrate beim Gießen. Wir bei AdTech liefern seit Jahren Schaumkeramikfilter an Aluminiumgießereien in der Automobil-, Luft- und Raumfahrt- und Baubranche, und die Daten sind eindeutig: Richtig ausgewählte und korrekt installierte Schaumkeramikfilter reduzieren einschlussbedingte Fehler um 50-90% im Vergleich zu ungefiltertem Metall.
Wenn Ihr Projekt die Verwendung von Ceramic Foam Filter erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist ein keramischer Schaumstofffilter und wie funktioniert er beim Aluminiumgießen?
A Keramikschaumfilter ist eine dreidimensionale, offenporige Struktur aus feuerfestem keramischem Material, die in den Fließweg des geschmolzenen Metalls zwischen dem Ofen oder der Pfanne und der Gussform eingesetzt wird. Wenn flüssiges Aluminium durch den Filter fließt, werden nichtmetallische Partikel - Oxidschichten, feuerfeste Fragmente, intermetallische Verbindungen und andere Einschlüsse - in dem gewundenen internen Porennetzwerk aufgefangen und dort festgehalten, während das saubere Metall in den Formhohlraum gelangt.
Die Struktur eines keramischen Schaumstofffilters ähnelt optisch einem natürlichen Meeresschwamm, ist jedoch mit einer kontrollierten Porendichte, miteinander verbundenen Hohlraumkanälen und einer feuerfesten Keramikzusammensetzung ausgestattet, die dem Kontakt mit geschmolzenem Aluminium bei Temperaturen von bis zu 800 °C standhält, ohne das Metall zu beschädigen oder zu verunreinigen.
Wir halten Schaumkeramikfilter für die wirkungsvollste und kostengünstigste Qualitätsmaßnahme, die es beim Aluminiumguss gibt. Der Filter selbst mag ein paar Dollar pro Stück kosten, aber die Fehlerreduzierung, die er ermöglicht - die Vermeidung von Ausschuss im Wert von Hunderten von Dollar - macht die Wirtschaftlichkeit überwältigend.

Warum keramische Schaumstofffilter zum Industriestandard wurden
Bevor sich Schaumkeramikfilter in den 1970er und 1980er Jahren durchsetzten, verwendeten Aluminiumgießereien Glasfasertuchfilter, Schüttschichtfilter mit losen Tonerdepartikeln oder einfach gar keine Filterung. Jede frühere Methode hatte ernsthafte Einschränkungen:
- Glasfaserfilter haben einen geringen Einschlusswirkungsgrad und eine begrenzte Wärmebeständigkeit.
- Festbettsysteme sind schwierig zu steuern, um einen gleichmäßigen Durchfluss zu gewährleisten, und erfordern eine umfangreiche Infrastruktur.
- Keine Filtration führt zu unzuverlässigen mechanischen Eigenschaften und hohen Ausschussraten.
Der Schaumkeramikfilter ersetzte diese Ansätze, da er eine hohe Filtrationseffizienz, eine einfache Installation, die Bequemlichkeit des Einmalgebrauchs, ein geringes Ansaugvolumen (das Metall, das benötigt wird, um den Filter zu benetzen, bevor der Durchfluss beginnt) und eine chemische Kompatibilität mit allen gängigen Aluminiumlegierungen vereint.
Warum Einschlüsse in der Aluminiumschmelze zu Gussfehlern führen
Um zu verstehen, warum Filtration so wichtig ist, muss man wissen, was Einschlüsse sind und wie sie sich auf die Gusseigenschaften auswirken. Bei vielen Beschaffungsentscheidungen wird die Filtration unterbewertet, weil die fehlerverursachende Rolle von Einschlüssen nicht vollständig verstanden wird.

Arten von Einschlüssen in Aluminiumschmelzen
Oxidfilme (Bifilme)
Aluminium bildet fast sofort eine Oxidhaut (Al₂O₃), wenn die Schmelzoberfläche mit Luft in Berührung kommt. Wenn sich dieser Oxidfilm während des turbulenten Gießens oder Transfers über sich selbst faltet, entsteht ein doppellagiger Film, der als Bifilm bezeichnet wird. Bifilme sind die schädlichste Art von Einschlüssen, da sie wie bereits vorhandene Risse im erstarrten Metall wirken. Sie sind in der Regel 1-100 Mikrometer dick und können eine Länge von mehreren Millimetern haben.
Spinelle (MgAl₂O₄)
In magnesiumhaltigen Legierungen reagiert Magnesium mit Aluminiumoxid und bildet Magnesiumaluminat-Spinellpartikel. Diese harten Partikel sind besonders schwer zu entfernen, da sie dazu neigen, stabile Dispersionen in der Schmelze zu bilden.
Siliziumkarbid und feuerfeste Fragmente
Die Erosion der Ofenauskleidung, der Verschleiß der Gießpfanne und die Verunreinigung der Werkzeuge führen harte feuerfeste Partikel ein, die Oberflächenfehler, Schäden an den Bearbeitungswerkzeugen und Spannungskonzentrationen im Gussteil verursachen.
Intermetallische Verbindungen
Eisenhaltige Intermetalle (Al₃Fe, Al₅FeSi) scheiden sich beim Abkühlen aus, wenn der Eisengehalt die Toleranz der Legierung überschreitet. Diese plättchenförmigen Partikel sind spröde und verringern die Duktilität und Ermüdungslebensdauer.
Alkalimetall-Verbindungen
Natrium- und Kalziumchloride sowie Oxide aus der Flussmittelbehandlung oder Verunreinigungen des Rohmaterials führen zu Einschlüssen, die Oberflächenfehler verursachen und die Korrosionsbeständigkeit verringern können.
Wie Einschlüsse die mechanischen Eigenschaften beeinträchtigen
| Einschluss Typ | Primärer Schadensmechanismus | Typische Auswirkungen auf das Eigentum |
|---|---|---|
| Oxid-Bifilme | Vorhandene Rissebenen | -30 bis -60% Dehnungsminderung |
| Spinelle | Hartpartikel-Stresskonzentratoren | Reduzierung der Ermüdungslebensdauer |
| Feuerfeste Fragmente | Beschädigung des Bearbeitungswerkzeugs, Oberflächengrübchen | Maß- und Oberflächenfehler |
| Intermetallisches Eisen | Spröde Phase im Gefüge | Reduzierte Duktilität und Schlagzähigkeit |
| Alkaliverbindungen | Stellen, an denen Korrosion beginnt | Verminderte Korrosionsbeständigkeit |
In metallurgischen Fachzeitschriften veröffentlichte Untersuchungen zeigen immer wieder, dass die Dehnung - die einschlussempfindlichste mechanische Eigenschaft - bei ungefiltertem Aluminium im Vergleich zu ordnungsgemäß gefiltertem Metall derselben Legierung und desselben Wärmebehandlungszustands um die Hälfte oder mehr abnehmen kann. Bei sicherheitskritischen Teilen wie Aufhängungskomponenten für Kraftfahrzeuge oder Halterungen für die Luft- und Raumfahrt kann dieser Unterschied zwischen gefiltertem und ungefiltertem Metall den Unterschied zwischen einem Teil, das den Ermüdungstest besteht, und einem, das vorzeitig versagt, bedeuten.
Filtrationsmechanismen: Tiefenfiltration vs. Oberflächenkuchenfiltration
Keramische Schaumstofffilter arbeiten mit zwei unterschiedlichen physikalischen Mechanismen, und beide zu verstehen ist wichtig für die Auswahl der richtigen Filterklasse und für die Interpretation des Filtrationsverhaltens während der Produktion.
Tiefenfiltration (primärer Mechanismus der frühen Filtration)
Wenn Metall zum ersten Mal durch einen neuen Schaumkeramikfilter fließt, ist der vorherrschende Mechanismus die Tiefenfiltration. Einschlüsse werden im inneren Porennetzwerk durch mehrere Teilmechanismen aufgefangen:
Mechanische Beanspruchung: Partikel, die größer sind als der Durchmesser der Porenöffnung, werden physisch blockiert und können nicht passieren.
Trägheitseinwirkung: Partikel mit ausreichender Masse können den gekrümmten Stromlinien durch das gewundene Porennetz nicht folgen und prallen stattdessen auf die Keramikwände.
Sedimentation: In größeren Poren können sich die Partikel aufgrund der Schwerkraft auf der Keramikoberfläche absetzen.
Oberflächenhaftung: Die Keramikoberfläche hat eine natürliche Affinität zu Aluminiumoxideinschlüssen. Sobald ein Partikel mit einer Porenwand in Berührung kommt, fördern Van-der-Waals-Kräfte und die Benetzungschemie zwischen dem Oxideinschluss und der Oxidkeramikoberfläche die Adhäsion.
Kuchenfiltration (Progressive Ablagerung)
Da sich die Einschlüsse auf der stromaufwärtigen Seite des Filters ansammeln, bilden sie eine Schicht, die als Filterkuchen bezeichnet wird. Dieser Kuchen wird selbst zu einem Filtrationsmedium mit noch feineren effektiven Porenöffnungen als die Keramikstruktur allein. Paradoxerweise verbessert sich die Filtrationseffizienz oft mit zunehmender Beladung des Filters - allerdings um den Preis eines höheren Durchflusswiderstands.
Aus diesem Grund sind Schaumkeramikfilter Einwegartikel. Sobald ein Filter gesättigt ist, wird der Durchflusswiderstand inakzeptabel und das Risiko der Freisetzung von Einschlüssen steigt. Die Wiederverwendung eines verbrauchten Filters birgt ein großes Qualitätsrisiko.
Ansaugvolumen und Anfangsdurchfluss
Bevor die stationäre Filtration beginnt, muss der Filter geprimert werden - die keramische Struktur muss durch das Metall benetzt werden, damit das Metall durchfließt und nicht einfach an der stromaufwärts gelegenen Seite blockiert. Das Ansaugvolumen ist die Menge an Metall, die erforderlich ist, um den Durchfluss durch den Filter herzustellen.
Filter mit feineren Poren (höherer PPI) haben kleinere Porenöffnungen und einen höheren Oberflächenspannungswiderstand, was mehr Energie (Metallkopfhöhe) und ein größeres Ansaugvolumen erfordert. Aus diesem Grund erfordern sehr feine Filter (50-60 PPI) manchmal ein Vorheizen und eine sorgfältige Auslegung des Anschnittsystems, um eine zuverlässige Ansaugung zu gewährleisten.
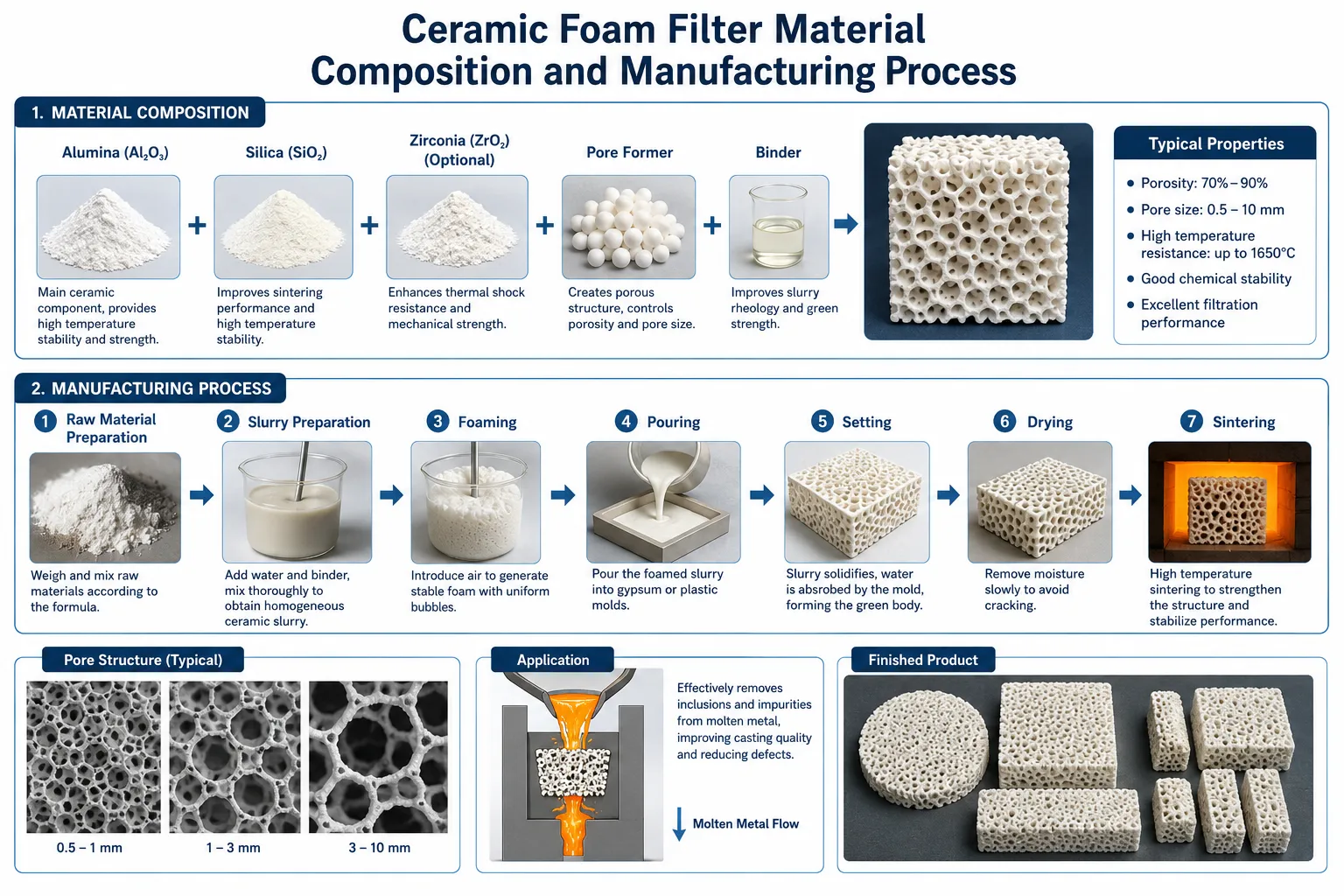
Keramischer Schaumstofffilter - Zusammensetzung und Herstellungsverfahren
Die chemischen und physikalischen Eigenschaften des Schaumkeramikfiltermaterials bestimmen seine Leistung in Aluminiumanwendungen. Schaumkeramikfilter sind nicht gleich Schaumkeramikfilter - Unterschiede in der Materialqualität wirken sich direkt auf die Filtrationsleistung, die Temperaturwechselbeständigkeit und das Kontaminationsrisiko aus.
Filter auf Aluminiumoxidbasis (Al₂O₃)
Aluminiumoxid-Keramikschaumfilter werden am häufigsten für die Aluminiumfiltration eingesetzt. Die Hauptgründe sind:
- Chemische Verträglichkeit: Al₂O₃ ist im Kontakt mit geschmolzenem Aluminium unter normalen Gussbedingungen thermodynamisch stabil.
- Hohe Temperaturstabilität: Aluminiumoxid bewahrt die strukturelle Integrität oberhalb des Temperaturbereichs aller Aluminiumgusslegierungen.
- Verfügbarkeit und Kosten: Tonerde ist eines der am häufigsten im Handel erhältlichen feuerfesten Oxide.
Der Standard-Aluminiumoxidgehalt in hochwertigen Schaumstofffiltern liegt in der Regel bei 95-99% Al₂O₃, mit geringfügigen Zusätzen von Siliziumdioxid, Zirkoniumdioxid oder anderen Stabilisatoren zur Verbesserung der Thermoschockleistung.
Verbesserte Filter aus Zirkoniumdioxid (ZrO₂)
Der Zusatz von Zirkoniumdioxid zur Keramikmatrix verbessert die Temperaturwechselbeständigkeit durch den mit der Phasenumwandlung von Zirkoniumdioxid verbundenen Mechanismus der Zähigkeit. Einige Hochleistungsfilterformulierungen verwenden Zirkoniumdioxid-Mullit oder teilstabilisiertes Zirkoniumdioxid als primäre Keramikphase. Diese Filter eignen sich für besonders anspruchsvolle Bedingungen wie sehr hohe Metalldurchflussraten, häufige Temperaturwechsel oder Kontakt mit reaktiven Aluminiumlegierungen.
Siliziumkarbid-Filter (SiC)
Schaumstofffilter aus Siliziumkarbidkeramik bieten eine höhere Wärmeleitfähigkeit und mechanische Festigkeit als Filter auf Aluminiumoxidbasis. Allerdings reagiert SiC unter bestimmten Bedingungen mit bestimmten Aluminiumlegierungen, und SiC-Filter werden eher für die Filtration von Eisen-, Stahl- und Kupferlegierungen verwendet. Bei Aluminiumanwendungen werden SiC-Filter unter bestimmten Umständen eingesetzt, wenn ihre thermischen Eigenschaften die Auswahl rechtfertigen.
Überblick über den Herstellungsprozess
Schritt 1 - Polyurethanschaum-Schablone
Die Herstellung keramischer Schaumstofffilter beginnt mit offenzelligem Polyurethanschaum, der auf die gewünschten Abmessungen zugeschnitten wird. Die Porenstruktur des Schaums bestimmt die Porengeometrie des endgültigen Filters.
Schritt 2 - Keramische Schlämmbeschichtung
Der Polyurethanschaum wird in eine keramische Aufschlämmung getaucht, die Aluminiumoxidpartikel, kolloidales Siliziumdioxid als Bindemittel und Verarbeitungshilfsstoffe enthält. Die Aufschlämmung muss so formuliert sein, dass die Schaumstoffstreben gleichmäßig beschichtet werden, ohne die Poren zu verstopfen.
Schritt 3 - Quetschen und Blasen
Nach der Imprägnierung wird der beschichtete Schaum gepresst und geblasen, um überschüssigen Schlamm zu entfernen und offene Porenkanäle zu gewährleisten. Dieser Schritt ist entscheidend für die Gleichmäßigkeit der Poren.
Schritt 4 - Trocknen
Der beschichtete Schaumstoff wird sorgfältig getrocknet, um das Wasser zu entfernen, ohne die grüne Keramikbeschichtung zu beschädigen.
Schritt 5 - Brennen (Ausbrennen und Sintern)
Das getrocknete Stück wird in einem Ofen gebrannt, um zunächst die Polyurethanschaumvorlage auszubrennen und dann die Keramikpartikel zu einer zusammenhängenden Struktur zu sintern. Die Brenntemperaturen erreichen in der Regel 1200-1450 °C.
Schritt 6 - Qualitätsinspektion
Die fertigen Filter werden auf Maßhaltigkeit, Gewicht (mit Angabe der Keramikbeladung), optische Mängel und bei qualitätsbewusster Herstellung auf Porenstruktur und Druckfestigkeit geprüft.
Qualitätsindikatoren für die Beschaffung von keramischen Schaumstofffiltern
| Qualitätsparameter | Zulässiger Bereich | Prüfverfahren |
|---|---|---|
| Al₂O₃-Inhalt | ≥ 95% | XRF-Analyse |
| Druckfestigkeit | ≥ 0,6 MPa (Raumtemperatur) | Kompressionstest |
| Maßtoleranz | ±2 mm | Messung mit einem Messschieber |
| Gleichmäßigkeit des Gewichts | ±5% innerhalb einer Charge | Wiegen |
| Maximale Betriebstemperatur | ≥ 800°C | Hersteller-Zertifizierung |
| Temperaturwechselbeständigkeit | Keine Rissbildung nach schneller Abkühlung | Thermischer Zyklustest |
Auswahl der Porengröße (PPI-Wert): Anpassung der Filterklasse an die Anwendung
Der PPI-Wert (Poren pro Zoll) ist der wichtigste Spezifikationsparameter für Schaumkeramikfilter. Er gibt die Anzahl der Poren an, die entlang einer linearen Abmessung von einem Zoll gezählt werden. Ein höherer PPI-Wert bedeutet feinere Poren, eine geringere Mindestpartikelabscheidegröße, eine höhere Filtrationseffizienz und einen höheren Durchflusswiderstand.

Die Auswahl des richtigen PPI für eine bestimmte Anwendung ist eine der folgenreichsten Entscheidungen bei der Filterspezifikation. Ein zu grober Filter übersieht kritische Einschlüsse; ein zu feiner Filter erzeugt einen übermäßigen Durchflusswiderstand, verlangsamt die Füllraten, riskiert Kaltverschlüsse und kann nicht zuverlässig entlüften.
Lesen Sie auch: Wie man den richtigen PPI für die Aluminiumgießerei-Filtration auswählt
PPI-Ratings und ihre Merkmale
| PPI-Bewertung | Porengrößenbereich (mm) | Wirkungsgrad der Filtration | Typische Anwendung |
|---|---|---|---|
| 10 PPI | 3,0-4,0 mm | Niedrig (grobes Abseihen) | Vorfilter, Schrottumschmelzen |
| 20 PPI | 1,5-2,5 mm | Mäßig | Allgemeines Schwerkraftgießen |
| 30 PPI | 1,0-1,8 mm | Gut | Strukturelle Aluminiumgussteile |
| 40 PPI | 0,6-1,2 mm | Hoch | Kfz-Strukturteile |
| 50 PPI | 0,4-0,8 mm | Sehr hoch | Luft- und Raumfahrt, sicherheitskritisch |
| 60 PPI | 0,3-0,6 mm | Maximum | Premium Luft- und Raumfahrt, Elektronik |
Auswahlkriterien über PPI hinaus
Metall-Kopfdruck: Die verfügbare Förderhöhe (die Höhe des Metalls über dem Filter) muss ausreichen, um den Filter anzusaugen und den Durchfluss aufrechtzuerhalten. Feine Filter (50-60 PPI) erfordern eine größere Förderhöhe. Wenn das Anschnittsystem keine ausreichende Förderhöhe bieten kann, liefert ein gröberer Filter zuverlässigere Ergebnisse als ein Feinfilter, der zeitweise blockiert.
Durchflussmengenanforderung: Die Füllzeit des Gussteils wird durch das Gewicht des Teils, den Wandquerschnitt und die Legierungseigenschaften bestimmt. Der Filter muss einen ausreichenden Metallfluss ermöglichen, um die Form vor dem vorzeitigen Erstarren zu füllen. Die Durchflusskapazität des Filters hängt von der Filterfläche ab - größere Filterquerschnitte ermöglichen höhere Durchflussraten.
Art und Größe der Einschlüsse: Wenn das Hauptproblem der Verunreinigung Oxid-Bifilme sind (dünn und flexibel, oft größer als 100 Mikrometer), sind sogar 30 PPI-Filter einigermaßen wirksam. Für feine intermetallische Partikel oder feine Spinell-Einschlüsse im Bereich von 10-50 Mikrometern sind 50-60 PPI erforderlich.
Zusammensetzung der Legierung: Hochmagnesiumhaltige Legierungen mit Spinell-Einschlüssen profitieren von einer feineren Filtration. Siliziumgusslegierungen mit schwereren Oxidhäuten können oft mit 30-40 PPI angemessen behandelt werden.
Praktische PPI-Auswahlrichtlinien
| Gussteil Typ | Empfohlener PPI | Anmerkungen |
|---|---|---|
| HPDC (Hochdruck-Druckguss) | Filtration nicht typisch | Die Druckeinspritzung umgeht den Filter |
| Schwerkraft-Dauerform | 30-40 PPI | Gleichgewicht zwischen Effizienz und Fluss |
| Sandguss (strukturell) | 30-40 PPI | Größere Anschnittsysteme bewältigen den Durchfluss |
| Sandguss (Automobilsicherheit) | 40-50 PPI | Strengere Qualitätsanforderungen |
| Feinguss | 50-60 PPI | Sehr feine Kanäle erfordern sauberes Metall |
| Strangguss (Knüppel/Bramme) | 30-40 PPI inline | Hohe Durchsatzleistung, kontinuierliche Behandlung |
| Luft- und Raumfahrtguss | 50-60 PPI | Maximale Entfernung von Einschlüssen |
Standardgrößen, -formen und -abmessungen
Keramische Schaumstofffilter werden in standardisierten Abmessungen hergestellt, die zu den in der Branche üblichen Filtergehäusen passen. Die Kenntnis der verfügbaren Größen hilft den Ingenieuren bei der korrekten Konstruktion von Filterkästen und den Beschaffungsteams bei der Spezifikation ohne Unklarheiten.
Gemeinsame quadratische Filterabmessungen
| Größe (mm) | Größe (Zoll) | Typische Dicke (mm) | Typische Anwendung |
|---|---|---|---|
| 40 × 40 | 1.5″ × 1.5″ | 22 | Kleine Gussteile, Schmuck |
| 50 × 50 | 2″ × 2″ | 22 | Leichte Gussteile |
| 75 × 75 | 3″ × 3″ | 22 | Gussteile mit mittlerer Schwerkraft |
| 100 × 100 | 4″ × 4″ | 22 | Standard-Strukturgussteile |
| 150 × 150 | 6″ × 6″ | 25 | Große Strukturteile |
| 200 × 200 | 8″ × 8″ | 25-30 | Große Gussteile, Knüppel |
| 230 × 230 | 9″ × 9″ | 30-40 | Strangguss |
| 300 × 300 | 12″ × 12″ | 40-50 | Großserien-Strangguss |
| 381 × 381 | 15″ × 15″ | 50 | Brammenguss |
Runde Filteroptionen
Runde Schaumkeramikfilter werden in Anwendungen eingesetzt, bei denen runde Filterkästen vorzuziehen sind, insbesondere in bestimmten Rinnensystemen und speziellen Gießanlagen. Die üblichen Durchmesser reichen von 40 mm bis 300 mm, die Dicken entsprechen den quadratischen Pendants.
Anpassungsfähigkeit
Über die Standardabmessungen hinaus stellt AdTech Schaumkeramikfilter in kundenspezifischen Größen, konischen Profilen, abgestuften Geometrien und mit speziellen Dichtungskonfigurationen her. Kundenspezifische Filter sind geeignet, wenn die Standardgrößen nicht zu den vorhandenen Filterkastenkonstruktionen passen oder wenn besondere Durchflusseigenschaften erforderlich sind.
Wie man Keramikschaumfilter richtig in einem Filterkasten installiert
Die korrekte Installation ist ebenso wichtig wie die richtige Auswahl des Filters. Ein gut spezifizierter Filter, der falsch installiert ist, bringt nur wenig oder gar keinen Nutzen - und kann eigene Qualitätsprobleme mit sich bringen.

Anforderungen an das Design der Filterbox
Der Filterkasten (auch Filtersitz oder Gießkannenfiltersitz genannt) muss:
- Unterstützen Sie den Filter an allen vier Kanten mit einer flachen, ebenen Auflagefläche.
- Stellen Sie eine wasserdichte (metalldichte) Dichtung zwischen dem Filterrand und dem Kasten her, um einen Metallbypass um den Filter herum zu verhindern.
- Sorgen Sie für eine ausreichende Fallhöhe über dem Filter, um ihn anzusaugen und den Durchfluss aufrechtzuerhalten.
- Der Querschnitt muss groß genug sein, um übermäßige Geschwindigkeiten über und unter dem Filter zu vermeiden.
- Sie müssen vor dem Gießen vorgewärmt werden, um einen thermischen Schock für den Filter und einen Temperaturverlust im Metall zu vermeiden.
Sitzen und Versiegeln
Das wichtigste Detail bei der Installation ist die Abdichtung des Filterrands. Wenn geschmolzenes Metall einen Weg um den Filterrand herum findet - zwischen dem Filter und der Filterkastenwand - gelangt ungefiltertes Metall in den Formhohlraum. Der gesamte Filtrationsvorteil geht verloren.
Zu den Versiegelungsmethoden gehören:
Dichtung aus feuerfesten Fasern: Ein Keramikfaserseil oder eine Dichtung, die vor dem Einsetzen des Filters in den Sitz des Filterkastens gelegt wird. Der Filter drückt die Dichtung beim Einbau zusammen, wodurch eine Dichtung entsteht. Dies ist die zuverlässigste Methode.
Keramische Paste/Mörtel-Dichtung: Feuerfester Mörtel, der vor dem Einsetzen des Filters auf den Sitz des Filterkastens aufgetragen wird. Bei korrekter Anwendung ausreichend, aber variabler als eine Faserdichtung.
Präzise Maßanpassung: Wenn die Abmessungen des Filterkastens und des Filters genau aufeinander abgestimmt sind (enge Toleranz), bietet die Passung selbst eine ausreichende Abdichtung. Weniger zuverlässig als die aktive Abdichtung, wird aber in einigen Stranggussrinnen verwendet.
Anforderungen an das Vorwärmen
Kalte Schaumkeramikfilter, die in heißes Aluminiummetall eingesetzt werden, erleiden einen Temperaturschock. Qualitativ hochwertige Schaumkeramikfilter sind zwar so konstruiert, dass sie Wärmeschocks widerstehen, aber die schnelle Erhitzung von Raumtemperatur auf 750 °C führt zu Spannungen. Praktischer ausgedrückt: Ein kalter Filter kühlt das mit ihm in Berührung kommende Metall erheblich ab, was zu einem vorzeitigen Abfrieren führen kann, bevor sich die Form füllt.
In der Regel werden der Filter und der Filterkasten vor dem Metallkontakt mit einem Brenner oder einer Vorwärmstation auf mindestens 200-300 °C vorgewärmt. Bei hochvolumigen Operationen mit kurzen Zykluszeiten werden die Filterkästen zwischen den Zyklen auf Gießtemperatur gehalten.
Schritt-für-Schritt-Installationsverfahren
- Überprüfen Sie den Filter auf Risse, Absplitterungen oder sichtbare Schäden - entsorgen Sie beschädigte Filter.
- Überprüfen Sie, ob PPI, Größe und Ausrichtung des Filters den Spezifikationen entsprechen.
- Reinigen Sie die Sitzflächen des Filterkastens von allen Rückständen früherer Gussarbeiten.
- Legen Sie die Dichtung ein oder tragen Sie Mörtel auf den Filtersitz auf.
- Legen Sie den Filter vorsichtig und mit gleichmäßiger Auflage an allen Kanten auf.
- Wärmen Sie den Filterkasten vor dem Metallkontakt vor.
- Vergewissern Sie sich, dass die Höhe des Metallkopfes im Becken den Mindestanforderungen für die Filteransaugung entspricht.
- Nach dem Gießen darf der Filter nicht wiederverwendet werden - entfernen und entsorgen Sie den verbrauchten Filter vor dem nächsten Durchgang.
Leistungstests und Methoden zur Messung der Inklusion
Um zu überprüfen, ob die Filtration funktioniert - und um Verbesserungen zu quantifizieren - sind geeignete Messverfahren erforderlich. Gießereien, die den Gehalt an Einschlüssen nicht messen können, können ihren Filtrationsprozess nicht optimieren.
K-Mold-Test (PoDFA-Vorläufer)
Bei der K-Mold-Prüfung wird ein definiertes Metallvolumen durch eine standardisierte Formgeometrie gepresst. Die erstarrte Probe wird im Querschnitt geschnitten und metallographisch untersucht. Die im Querschnitt sichtbaren Einschlüsse werden gezählt und charakterisiert. Obwohl die K-Mold-Prüfung relativ einfach ist, sind die Ergebnisse halbquantitativ und beobachterabhängig.
PoDFA (Poröse Scheibenfiltrationsanalyse)
PoDFA ist die am weitesten verbreitete Methode zur quantitativen Messung von Einschlüssen in der Aluminiumindustrie. Ein bestimmtes Volumen der Schmelze (typischerweise 1-3 kg) wird unter Vakuum durch eine feine Keramikfilterscheibe gepresst. Alle Einschlüsse, die größer als die Porengröße der Scheibe sind, werden auf der Scheibenoberfläche konzentriert. Nach der Erstarrung und der metallographischen Präparation wird die Einschlussschicht in mm²/kg quantifiziert - ein Einschlusswert, der einen direkten Vergleich zwischen gefiltertem und ungefiltertem Metall ermöglicht.
PoDFA kann die Art der Einschlüsse (Oxide, Spinelle, Karbide) durch EDX-Analyse der Filterrückstände identifizieren und so detaillierte Informationen über die Kontaminationsquellen liefern.
LiMCA (Liquid Metal Cleanliness Analyzer)
LiMCA verwendet ein elektrisches Widerstandsmessprinzip. Eine kleine Öffnung wird in die Schmelze eingetaucht, und Metall wird durch sie hindurchgezogen. Einschlusspartikel, die die Öffnung passieren, verdrängen das Metall und verursachen einen kurzzeitigen Anstieg des elektrischen Widerstands. Dieses Signal zählt und bestimmt die Größe der Einschlüsse in Echtzeit und liefert kontinuierliche Sauberkeitsdaten während des Gießens.
LiMCA ist besonders wertvoll für den Stranggussbetrieb, wo die Echtzeitüberwachung eine sofortige Reaktion auf eine Verschlechterung der Sauberkeit ermöglicht.
Ultraschallprüfung von Gussproben
Nach der Erstarrung werden bei der Ultraschallprüfung von Probestäben oder repräsentativen Abschnitten innere Defekte wie Einschlusscluster und Porosität festgestellt. Diese Methode identifiziert nicht die Art der Einschlüsse, sondern quantifiziert die räumliche Verteilung der inneren Diskontinuitäten.
Vergleich der Methoden zur Messung der Inklusion
| Methode | Messung Typ | Geschwindigkeit | Quantitativ | Anmeldung |
|---|---|---|---|---|
| K-Mold | Visuell/semi-quantitativ | Schnell | Nein | Überwachung der Gießerei |
| PoDFA | Quantitativ (mm²/kg) | 30-60 min | Ja | F&E, Qualifizierung |
| LiMCA | Partikelzählung in Echtzeit | Kontinuierlich | Ja | Strangguss |
| Ultraschall | Interne Fehlerkartierung | Variabel | Teilweise | Qualitätskontrolle nach dem Guss |
| Metallografie | Visuell, detailliert | Stunden | Ja | Analyse der Grundursache |
Keramischer Schaumstofffilter im Vergleich zu anderen Filtrationsmethoden
Es gibt mehrere Filtrationstechnologien für Aluminium, und Schaumkeramikfilter sind nicht die einzige Option. Das Verständnis der Alternativen hilft den Ingenieuren, den richtigen Ansatz oder die richtige Kombination von Ansätzen zu wählen.
Glasfasertuch-Filter
Der am frühesten verbreitete Filtertyp, Glasfasergewebe, wird aus Glasfasern zu einem Netz mit definierter Maschenweite gewebt. Die Installation ist einfach - das Gewebe wird in das Anschnittsystem eingesetzt. Die Filtrationseffizienz ist jedoch wesentlich geringer als bei Keramikschaum, da das Gewebe nur eine Oberflächenfilterung ohne Tiefenfilterung bietet. Glasfasern sind außerdem temperaturbegrenzt und können bei Zersetzung Glasfasern als Kontaminationsquelle beitragen.
Schüttschichtfilter (Tabulartonerde)
Lose Tonerdekugeln oder -chips, die in einem Filterkasten verpackt sind, bieten ein Tiefenfiltrationsmedium mit hoher Einschlusskapazität. Gepackte Betten sind effektiv, erfordern jedoch eine umfangreiche Infrastruktur, sind nicht im gleichen Sinne einmalig verwendbar (das Bett kann gereinigt und wiederverwendet werden) und bieten im Vergleich zu Keramikschaum einen weniger gleichmäßigen Durchfluss. Sie sind am häufigsten in großen Stranggussanlagen zu finden, wo das Filtervolumen und die Logistik für den Austausch von Keramikschaum unpraktisch sind.
Keramische Rohrfilter
Poröse keramische Rohre, die radial von Metall durchströmt werden, haben eine hohe Filtrationsleistung, werden aber hauptsächlich für Spezialanwendungen und nicht für den allgemeinen Guss verwendet. Sie lassen sich nur schwer in Standard-Anschnittsysteme einbauen.
Elektromagnetische Filtration
Beim elektromagnetischen Rühren und Filtern wird die elektrische Leitfähigkeit des flüssigen Aluminiums ausgenutzt, um das Metall mit Hilfe von Magnetkraft von den Einschlüssen wegzubewegen. Diese Technologie ist hocheffektiv bei der Entfernung feiner Einschlüsse und arbeitet kontinuierlich ohne physischen Filterwechsel. Der Nachteil sind die hohen Investitionskosten und die Komplexität, die die Anwendung auf große Stranggussanlagen beschränken.
Vergleichstabelle
| Filter Typ | Wirkungsgrad der Filtration | Kapitalkosten | Betriebskosten | Benutzerfreundlichkeit |
|---|---|---|---|---|
| Keramischer Schaum | Hoch | Niedrig | Niedrig (einmaliger Gebrauch) | Hoch |
| Glasfaser-Gewebe | Gering-Mäßig | Sehr niedrig | Sehr niedrig | Sehr hoch |
| Füllkörperbett (Tonerde) | Hoch | Mittel | Niedrig (wiederverwendbar) | Mittel |
| Elektromagnetische | Sehr hoch | Sehr hoch | Mittel | Niedrig (spezialisiert) |
| Keramisches Rohr | Hoch | Mittel | Mittel | Niedrig |
Für die überwiegende Mehrheit der Aluminiumgussanwendungen - Schwerkraftguss, Niederdruckguss und halbkontinuierlicher Guss - stellen Schaumkeramikfilter die optimale Kombination aus Kosten, Leistung und Betriebsfreundlichkeit dar.
Maßgebliche Qualitätsstandards und Zertifizierungen
Beim Kauf von Schaumkeramikfiltern für den industriellen Aluminiumguss hilft die Kenntnis der geltenden Qualitätsstandards den Beschaffungsteams, die Filter richtig zu spezifizieren und die Qualitätssysteme der Lieferanten zu bewerten.

Industrienormen, die sich auf die keramische Schaumstofffiltration beziehen
ASTM-Normen: Es gibt zwar keine ASTM-Norm speziell für Schaumkeramikfilter, aber die ASTM B594 (Ultraschallprüfung von Knetprodukten aus Aluminiumlegierungen) legt indirekt Reinheitsanforderungen fest, die durch Filtration erreicht werden.
AMS (Aerospace Material Specifications): Verschiedene AMS-Spezifikationen für Guss- und Kneterzeugnisse aus Aluminiumlegierungen enthalten Reinheitsanforderungen, die eine Filtration erfordern. AMS 2175 deckt Gussklassifizierungen ab, und viele Kunden aus der Luft- und Raumfahrt geben Filtration als Prozessanforderung an.
ISO 9001 / IATF 16949: Hersteller von Schaumkeramikfiltern, die Automobilgießereien beliefern, sollten über eine IATF 16949-Zertifizierung verfügen, die ein dokumentiertes Qualitätsmanagementsystem mit Prozesskontrollen, Maßprüfungen und Korrekturmaßnahmen nachweist.
Kundenspezifische Standards: Die großen Automobilhersteller (Ford, GM, BMW, Toyota) und die führenden Unternehmen der Luft- und Raumfahrtindustrie (Boeing, Airbus) haben in der Regel ihre eigenen Qualifikationsstandards für Zulieferer, die die Hersteller und Gießereien von Schaumkeramikfiltern erfüllen müssen.
Worauf ist bei der Qualifizierung eines Filterlieferanten zu achten?
- Materialzusammensetzung (XRF-Untersuchung des Al₂O₃-Gehalts).
- Maßliche Konsistenz über eine Charge hinweg (Messung mehrerer Filter).
- Druckfestigkeit (der Filter darf während des Einbaus oder der Verwendung nicht brechen).
- Gewichtskonstanz von Charge zu Charge (deutet auf eine gleichmäßige Keramikbeladung hin).
- Ergebnisse der Thermoschocktests.
- Referenzen von bestehenden Kunden in vergleichbaren Anwendungen.
- Dokumentation der Qualitätskontrolle der Produktion.
Anforderungen an Lagerfähigkeit, Lagerung und Handhabung
Keramische Schaumstofffilter sind feuchtigkeitsempfindlich. Aluminiumoxid ist bis zu einem gewissen Grad hygroskopisch, und jede absorbierte Feuchtigkeit wird als Dampf freigesetzt, wenn der Filter mit heißem Metall in Berührung kommt. Dieser Dampf kann sich im Aluminium als Wasserstoff auflösen und genau die Verunreinigung einbringen, die der Filter beseitigen soll.
Anforderungen an die Lagerung
- Speichern Sie Filter in einem trockene Umgebung bei einer relativen Luftfeuchtigkeit unter 60%.
- Vor direktem Kontakt mit Wasser oder Kondenswasser schützen.
- Bis zum Gebrauch in der Originalverpackung aufbewahren.
- Stapeln Sie die Filter nicht ohne Schutzverpackung zwischen den Filtern - die keramische Struktur ist zwar bei Druckbelastung stabil, aber bei punktueller Belastung spröde und kann splittern oder brechen.
- Lagern Sie das Produkt in einem Lagerhaus nicht auf dem Boden, um Feuchtigkeit durch Beton zu vermeiden.
Haltbarkeitsdauer
Ordnungsgemäß gelagerte Schaumkeramikfilter haben kein strenges Verfallsdatum - das Keramikmaterial selbst baut sich während der Lagerung chemisch nicht ab. Filter, die unter feuchten Bedingungen oder in kontaminierten Umgebungen gelagert werden, sollten jedoch überprüft und im Zweifelsfall vor der Verwendung in einem Ofen bei 200-300 °C getrocknet werden. Filter, die sichtbare Feuchtigkeit, Verunreinigungen oder physische Beschädigungen aufweisen, sollten aussortiert werden.
Handhabung während der Produktion
- Fassen Sie Filter an den Kanten oder mit schaumstoffgepolsterten Werkzeugen an - vermeiden Sie punktuellen Kontakt in der Mitte der Filterfläche.
- Lassen Sie die Filter nicht fallen - selbst kleine Risse gefährden die Dichtung und die Integrität des Filters.
- Prüfen Sie jeden Filter unmittelbar vor dem Einbau.
- Entsorgen Sie alle Filter mit sichtbaren Rissen, Absplitterungen an der Dichtungskante oder gebrochenen Streben.
Häufige Fehler bei Bewerbungen und wie man sie vermeidet
Nach jahrelanger Unterstützung von Gießereibetrieben haben wir die immer wiederkehrenden Gründe dokumentiert, warum die Schaumkeramikfiltration manchmal nicht die erwarteten Ergebnisse liefert. Fast alle Ausfälle lassen sich durch eine angemessene Prozessdisziplin vermeiden.
Metallumgehung um den Filter herum
Was geschieht: Das Metall fließt um den Filterrand herum, anstatt durch ihn hindurch und gelangt ungefiltert in die Form.
Ursache: Unzureichende Abdichtung zwischen Filter und Filterkasten, zu großer Filter im Verhältnis zum Kasten oder beschädigter Filterrand.
Lösung: Verwenden Sie konsequent Keramikfaserdichtungen. Prüfen Sie die Kompatibilität der Abmessungen von Filter und Gehäuse. Prüfen Sie die Kanten des Filters vor dem Einbau.
Filter entlüftet nicht
Was geschieht: Das Metall fließt nicht durch den Filter und verursacht eine unvollständige Formfüllung oder einen übermäßigen Gegendruck.
Ursache: Unzureichende Höhe des Metallkopfes, sehr feines PPI, das mehr Kopf erfordert als vorhanden, kalter Filter, der die Oberflächenspannung erhöht, oder zu hohe Metallviskosität (zu niedrige Temperatur).
Lösung: Überprüfen Sie die Förderhöhe anhand der Anforderungen an den Filterdurchfluss. Heizen Sie den Filter ausreichend vor. Ziehen Sie eine PPI-Stufe gröber in Betracht, wenn die Ansaugung chronisch problematisch ist.
Filterfraktur beim Gießen
Was geschieht: Der Filter zerbricht beim Kontakt mit dem Metall und gibt Keramikfragmente an das Gussteil ab.
Ursache: Wärmeschock durch kalten Filter, zu hohe Metallgeschwindigkeit, die eine Druckspitze verursacht, oder minderwertige Filter mit unzureichender Festigkeit.
Lösung: Filter vor dem Metallkontakt vorwärmen. Überprüfen Sie die Metallgeschwindigkeit - vergrößern Sie die Filterfläche oder gestalten Sie die Anschnitte neu, um die Geschwindigkeit zu verringern. Filter von Lieferanten mit dokumentierten Druckfestigkeitstests beziehen.
Wiederverschmutzung nach der Filtration
Was geschieht: Die Gussteile weisen Einschlüsse auf, obwohl die Filtration korrekt durchgeführt wurde.
Ursache: Re-Oxidation des Metalls zwischen Filter und Formhohlraum, turbulenter Metallfluss nach dem Filter oder Oxidhäute, die sich während des Füllens im Formhohlraum bilden.
Lösung: Minimieren Sie die Metallfallhöhe nach dem Filter. Entwerfen Sie Anschnitte für eine gleichmäßige, nicht turbulente Füllung. Überprüfen Sie die Metalltemperatur und die Gießgeschwindigkeit.
Vorzeitige Filtersättigung
Was geschieht: Der Filter lädt sich schnell auf und der Durchfluss stoppt, bevor der Guss abgeschlossen ist.
Ursache: Sehr hoher Anfangsgehalt an Einschlüssen in der Schmelze, unterdimensionierter Filter für das Gussteil oder sehr feiner PPI-Filter, der bei stark verunreinigtem Metall verwendet wird.
Lösung: Beheben Sie Verunreinigungen im Vorfeld durch Entgasung und Schmelzebehandlung, bevor Sie sich ausschließlich auf die Filtration verlassen. Verwenden Sie eine größere Filterfläche oder eine zweistufige Filtration (grob + fein).
Keramische Schaumstofffilter in speziellen Aluminiumlegierungssystemen
A356 / A357 (Al-Si-Mg-Gusslegierungen)
Dies sind die am häufigsten gefilterten Aluminiumgusslegierungen, die in großem Umfang in der Automobilindustrie eingesetzt werden. Die wichtigsten Einschlüsse sind Oxidschichten und MgO/Spinel-Partikel aus dem Magnesiumgehalt. Wir empfehlen in der Regel 30-40 PPI für Standard-Strukturanwendungen und 40-50 PPI für sicherheitskritische Teile wie Querlenker und Achsschenkel.
6061 / 6082 (Knetlegierungen im Stranggussverfahren)
Beim Stranggießen von Knüppeln und Brammen aus Legierungen der Serie 6xxx werden Inline-Keramikschaumfilter im Rinnensystem eingesetzt. Der Filter fängt Oxidfilme und Spinell-Einschlüsse auf, bevor das Metall in die Gießanlage gelangt, und verhindert so Oberflächenfehler und innere Unstetigkeiten im Knetprodukt. 30-40 PPI ist Standard für Knüppelguss.
Serie 7xxx (hochfeste Al-Zn-Mg-Legierungen)
Aluminiumlegierungen für die Luft- und Raumfahrt erfordern höchste Sauberkeit. Ein höherer Magnesium- und Zinkgehalt erhöht die Vielfalt und die Menge der möglichen Einschlüsse. Diese Legierungen profitieren am meisten von der feinsten verfügbaren Filtration (50-60 PPI) in Kombination mit einer vorgelagerten Entgasung und - für die kritischsten Anwendungen - einer LiMCA- oder PoDFA-Verifizierung der Reinheit.
Sekundäres/recyceltes Aluminium
Recycelte Aluminiumlegierungen sind von Natur aus stärker mit Einschlüssen belastet als Primärmetall - Oxidschichten, die sich beim Umschmelzen angesammelt haben, intermetallische Stoffe aus gemischten Schrottzusammensetzungen und Verunreinigungen durch Beschichtungen oder Schmiermittel auf dem Schrott. Bei der Filtration von Sekundärlegierungen muss auf die Filterkapazität geachtet werden (größere Filter verwenden oder einen häufigeren Austausch in Kauf nehmen) sowie auf eine vorgeschaltete Schmelzebehandlung zur Verringerung der Einschlussbelastung vor der Filtration.

FAQs zu Keramikschaumfiltern für Aluminium
1: Können Schaumkeramikfilter für mehrere Gussstücke wiederverwendet werden?
Nein. Schaumkeramikfilter sind Einwegartikel und sollten niemals wiederverwendet werden. Nach einem Guss hat der Filter überall in seinem Porennetz Einschlüsse aufgenommen. Bei der Wiederverwendung des Filters besteht die Gefahr, dass die eingeschlossenen Einschlüsse wieder in den Metallstrom gelangen, wenn sich die Chemie, die Temperatur oder die Fließdynamik der Schmelze ändert. Außerdem kann der Filter durch thermische Wechselbeanspruchung Mikrorisse erlitten haben, die äußerlich nicht sichtbar sind, aber seine strukturelle Integrität beeinträchtigen. Die Kosten für einen neuen Filter sind vernachlässigbar im Vergleich zu den Kosten für einen Ausschuss, der durch einen wiederverwendeten Filter verursacht wird, der Einschlüsse freisetzt.
2: Was ist die richtige Höhe des Metallkopfes über einem Keramikschaumfilter?
Die Mindestanforderungen an den Metallkopf hängen vom PPI-Wert des Filters und der Temperatur ab. Allgemeine Richtlinien sind: 20-30 PPI-Filter benötigen etwa 75-100 mm Kopfhöhe; 30-40 PPI-Filter benötigen typischerweise 100-150 mm; 50-60 PPI-Filter können 150-200 mm oder mehr erfordern. Dies sind Ausgangspunkte - die tatsächlichen Anforderungen hängen von der Filterfläche, der Metalltemperatur und der Legierungszusammensetzung ab. Wenn die Gusskonstruktion keine ausreichende Filterhöhe zulässt, sollte ein gröberer Filtertyp gewählt werden.
3: Wie kann ich feststellen, ob mein Keramikschaumfilter funktioniert?
Die praktischsten Bestätigungsmethoden sind: (1) PoDFA-Analyse, bei der die Anzahl der Einschlüsse in gefiltertem und ungefiltertem Metall verglichen wird - ein gut funktionierender Filter reduziert die Anzahl der Einschlüsse um 50-90%; (2) K-Mold- oder Dichteprüfung von Gussproben; (3) Röntgeninspektion von Gussstücken, die eine reduzierte oder eliminierte Porosität zeigt; (4) mechanische Testergebnisse, insbesondere Dehnungswerte, die sehr empfindlich auf den Einschlussgehalt reagieren. Wenn sich die Gussqualität nach der Einführung der Filtration messbar verbessert, funktioniert der Filter. Verbessert sich die Qualität nicht, sollten Sie den Bypass-Fluss, eine falsche PPI-Auswahl oder eine vorgelagerte Rekontamination untersuchen.
4: Warum färbt sich ein Schaumkeramikfilter nach dem Gießen dunkel oder schwarz?
Bei der schwarzen oder dunklen Färbung nach dem Gießen handelt es sich um Kohlenstoffablagerungen aus organischen Rückständen auf dem Schrott, die beim Schmelzen verbrannt sind, oder aus bestimmten Flussmittelverbindungen. Sie kann auch die Absorption von Metalloxiden und anderen dunkel gefärbten Einschlüssen widerspiegeln. Eine gewisse Dunkelfärbung ist normal und deutet nicht auf ein Problem mit dem Filter oder dem Gussstück hin. Wenn die Verfärbung mit ungewöhnlicher Krätzebildung oder Gussfehlern einhergeht, sollten Sie die Schrottaufbereitung und den Schmelzprozess untersuchen.
5: Gibt es einen Unterschied zwischen in China und in Europa hergestellten Keramikschaumfiltern?
Der Herstellungsort allein ist kein zuverlässiger Qualitätsindikator - die Qualität variiert von Hersteller zu Hersteller, unabhängig von der geografischen Lage. Entscheidend sind folgende Faktoren: Reinheit des Rohmaterials (Al₂O₃-Gehalt), Kontrolle des Herstellungsprozesses, Maßhaltigkeit, Druckfestigkeit und Qualitätsmanagementsystem. AdTech stellt Schaumkeramikfilter mit strenger Prozesskontrolle und Materialprüfung her. Fordern Sie bei der Bewertung eines Lieferanten Materialprüfberichte, Maßprüfungsprotokolle und Referenzen von aktuellen Kunden an. Die Prüfung von Musterfiltern durch eine dritte Partei, bevor eine Mengenverpflichtung eingegangen wird, ist eine gute Beschaffungspraxis.
6: Welche Größe des Schaumstofffilters benötige ich für meinen Guss?
Die Dimensionierung des Filters hängt von zwei Hauptfaktoren ab: der erforderlichen Metalldurchflussrate und der verfügbaren Förderhöhe. Der Filter muss genügend offene Fläche bieten, um das erforderliche Metallvolumen innerhalb der Gussstück-Füllzeit durchzulassen, ohne dabei eine Fließgeschwindigkeit zu überschreiten, die dazu führen würde, dass Einschlüsse durchgedrückt statt aufgefangen werden. Ein praktischer Ausgangspunkt: Für Gussstücke bis zu 10 kg ist in der Regel ein Filter von 100×100 mm ausreichend; für Gussstücke von 10-50 kg 150×150 mm; für Gussstücke von 50-200 kg 200×200 mm oder größer. Beim Stranggießen wird die Filterfläche auf der Grundlage der Metalldurchsatzrate und des maximal zulässigen Druckabfalls berechnet.
7: Können Schaumkeramikfilter gelösten Wasserstoff aus Aluminium entfernen?
Nein. Schaumkeramikfilter fangen feste und halbfeste Einschlüsse (Oxidfilme, Partikel) ab, haben aber keinen Mechanismus zur Entfernung von gelöstem Wasserstoff. Die Entfernung des Wasserstoffs erfordert eine Entgasung - Rotationsradentgasung, Gasspülung oder Vakuumbehandlung. In der Produktionspraxis sollte die Entgasung vor der Filtration durchgeführt werden, da beim Entgasungsprozess Einschlüsse (durch Schmelzeturbulenzen und Flussreaktionen) entstehen können, die dann durch den nachfolgenden Filter entfernt werden. Die richtige Reihenfolge ist: Schmelzevorbereitung → Entgasung → Filtration → Gießen.
8: Was passiert, wenn die Metalltemperatur beim Filtern zu niedrig ist?
Niedrige Metalltemperaturen erhöhen die Viskosität und die Oberflächenspannung und erschweren es dem Metall, sich anzusaugen und durch den Filter zu fließen. Bei den meisten Aluminiumgusslegierungen nimmt die Ansaugschwierigkeit unterhalb von etwa 700 °C erheblich zu. Außerdem verfestigt sich das Metall bei niedrigen Temperaturen eher in den Filterporen, wenn der Durchfluss stockt, was zu einer vorzeitigen Verstopfung führt. Halten Sie die Metalltemperatur innerhalb des normalen Gießtemperaturbereichs der Legierung (in der Regel 720-780°C) und stellen Sie sicher, dass der Filterkasten vorgeheizt ist, um eine übermäßige Abkühlung an der Filteroberfläche zu vermeiden.
9: Brauche ich eine Filtration, wenn ich mein Aluminium bereits entgase?
Ja - Entgasung und Filtration sind für unterschiedliche Arten von Verunreinigungen gedacht und ergänzen sich, sind aber nicht austauschbar. Die Entgasung entfernt gelöstes Wasserstoffgas. Feste Einschlüsse wie Oxidschichten, intermetallische Verbindungen oder feuerfeste Partikel werden nicht wirksam entfernt. Vielmehr können die durch die Rotationsentgasung erzeugten Turbulenzen neue Oxideinschlüsse erzeugen, die dann durch Filtration entfernt werden müssen. Die beste Praxis ist immer, zuerst die Entgasung durchzuführen und dann das entgaste Metall vor dem Gießen zu filtern.
10: Wie sollte ich gebrauchte Schaumkeramikfilter entsorgen?
Verbrauchte Schaumkeramikfilter werden im Allgemeinen als nicht gefährlicher fester Abfall eingestuft, da Aluminiumoxidkeramik chemisch inert ist. Das zurückgehaltene Metall und etwaige Flussmittelrückstände müssen jedoch berücksichtigt werden. Die meisten Gießereien lassen verbrauchte Filter abkühlen und gewinnen dann das zurückbehaltene Metall durch Zerkleinern und Umschmelzen des Filters in einem speziellen Verfahren zurück (wobei zu beachten ist, dass Filterkeramikfragmente in der Schmelze eine kontrollierte Handhabung erfordern). Die keramischen Rückstände nach der Metallrückgewinnung werden in der Regel als inerter Industrieabfall auf einer Deponie entsorgt. Prüfen Sie die örtlichen Umweltvorschriften - die Anforderungen variieren je nach Gerichtsbarkeit. Filter, die mit Flussmitteln auf Chlorbasis in Berührung gekommen sind, müssen möglicherweise speziell entsorgt werden.
Zusammenfassung: Die wichtigsten Erkenntnisse für Ingenieure und Einkäufer
Keramische Schaumstofffilter für Aluminium stellen eine der kostengünstigsten Qualitätsinvestitionen im Metallguss dar. Die wichtigsten Punkte, die Sie aus diesem technischen Überblick mitnehmen sollten, sind:
- Entfernung von Einschlüssen through ceramic foam filtration consistently improves mechanical properties, with elongation gains of 30–100% in filtered vs unfiltered metal being routinely demonstrated.
- PPI-Auswahl must balance filtration efficiency against flow requirements — 30–40 PPI covers most structural casting applications, while aerospace demands 50–60 PPI.
- Filter auf Tonerdebasis are standard for aluminium compatibility, with correct Al₂O₃ content (≥95%) being a non-negotiable quality parameter.
- Richtiger Einbau with adequate sealing is as important as filter selection — bypassed metal defeats the entire filtration purpose.
- Filtration folgt auf Entgasung in the correct process sequence — never substitute one for the other.
- Einweg-Disziplin is non-negotiable — filter reuse introduces quality risk far exceeding the cost of a new filter.
- Messung validiert Leistung — PoDFA, LiMCA, or at minimum K-Mold testing should be used to verify that filtration is delivering the expected cleanliness improvement.
Bei AdTech stellen wir Schaumkeramikfilter in allen Standard-PPI-Qualitäten und -Größen sowie kundenspezifische Optionen für Spezialanwendungen her. Unsere Filter werden mit geprüftem Al₂O₃-Gehalt, kontrollierten Maßtoleranzen und dokumentierten Qualitätsmanagementprozessen für Kunden aus der Automobilindustrie, der Luft- und Raumfahrt und dem industriellen Aluminiumguss weltweit hergestellt.
