مرشحات رغوة السيراميك للألومنيوم هي تقنية الترشيح الأكثر فعالية والأكثر اعتمادًا على نطاق واسع لإزالة الشوائب غير المعدنية من الألومنيوم المصهور، مما يوفر باستمرار معدنًا أنظف مع انخفاض عدد الشوائب وتحسين الخواص الميكانيكية وتقليل معدلات رفض الصب. في AdTech، قمنا في AdTech بتزويد مرشحات رغوة السيراميك لعمليات صب الألومنيوم في قطاعات السيارات والفضاء والبناء لسنوات، والبيانات لا لبس فيها: مرشحات رغوة السيراميك المختارة بشكل صحيح والمثبتة بشكل صحيح تقلل من العيوب المتعلقة بالتضمين بنسبة 50-90% مقارنة بالمعدن غير المرشح.
إذا كان مشروعك يتطلب استخدام مرشح رغوة السيراميك، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
ما هو مرشح رغوة السيراميك وكيف يعمل في صب الألومنيوم
A فلتر رغوة السيراميك عبارة عن هيكل مسامي ثلاثي الأبعاد ثلاثي الأبعاد مفتوح الخلية مصنوع من مادة خزفية حرارية، مصممة لتوضع في مسار تدفق المعدن المنصهر بين الفرن أو المغرفة وقالب الصب. عندما يمر الألومنيوم السائل من خلال المرشح، يتم التقاط الجسيمات غير المعدنية - أغشية الأكسيد والشظايا الحرارية والمركبات بين الفلزات وغيرها من الشوائب - فيزيائيًا داخل شبكة المسام الداخلية المتعرجة ويتم الاحتفاظ بها هناك بينما يستمر المعدن النظيف في تجويف القالب.
يبدو هيكل مرشح الرغوة الخزفية مشابهًا بصريًا للإسفنج البحري الطبيعي، ولكنه مصمم بكثافة مسام متحكم بها وقنوات فراغ مترابطة وتركيبة خزفية حرارية قادرة على تحمل التلامس مع الألومنيوم المنصهر عند درجات حرارة تصل إلى 800 درجة مئوية دون تدهور أو تلوث المعدن.
نحن نعتبر مرشحات الرغوة الخزفية التدخل الوحيد الأعلى تأثيرًا والأقل تكلفة في صب الألومنيوم. قد يكلف الفلتر نفسه بضعة دولارات لكل وحدة، ولكن الحد من العيوب التي يتيحها - منعًا لصب مرفوض يساوي مئات الدولارات - يجعل الاقتصاديات هائلة.

لماذا أصبحت فلاتر رغوة السيراميك هي المعيار في الصناعة
قبل انتشار استخدام مرشحات الرغوة الخزفية على نطاق واسع في السبعينيات والثمانينيات، كانت مسابك الألومنيوم تعتمد على مرشحات قماش من الألياف الزجاجية، أو مرشحات قاعية معبأة بجزيئات الألومينا السائبة، أو ببساطة عدم الترشيح على الإطلاق. وكانت كل طريقة سابقة تنطوي على قيود خطيرة:
- تتميز المرشحات المصنوعة من الألياف الزجاجية بكفاءة منخفضة في التقاط التضمين ومقاومة حرارية محدودة.
- يصعب التحكم في أنظمة القيعان المعبأة من أجل تدفق ثابت وتتطلب بنية تحتية كبيرة.
- عدم وجود ترشيح ينتج عنه خصائص ميكانيكية غير موثوقة ومعدلات خردة عالية.
وقد حل مرشح رغوة السيراميك محل هذه الأساليب لأنه يجمع بين كفاءة الترشيح العالية، والتركيب البسيط، والراحة في الاستخدام مرة واحدة، وانخفاض حجم التحضير (المعدن اللازم لتبليل المرشح قبل بدء التدفق)، والتوافق الكيميائي مع جميع سبائك الألومنيوم الشائعة.
لماذا تتسبب الشوائب في ذوبان الألومنيوم في فشل الصب
يعد فهم ماهية الشوائب وما تفعله بخصائص الصب سياقًا أساسيًا لتقدير أهمية الترشيح. فالعديد من قرارات الشراء تقلل من قيمة الترشيح لأن الدور المسبب للعيوب في الشوائب غير مفهوم تمامًا.

أنواع الشوائب الموجودة في ذوبان الألومنيوم
أفلام الأكسيد (Bifilms)
يكوّن الألومنيوم طبقة أكسيد (Al₂O₃O₃) على الفور تقريباً عندما يلامس سطح الذوبان الهواء. عندما ينطوي غشاء الأكسيد هذا على نفسه أثناء الصب أو النقل المضطرب، فإنه يخلق طبقة مزدوجة الطبقات تسمى ثنائية الطبقة. وتُعد الأغشية ثنائية الطبقة أكثر أنواع التضمينات ضرراً لأنها تعمل كشقوق موجودة مسبقاً داخل المعدن المتصلب. وعادةً ما يتراوح سمكها بين 1-100 ميكرومتر ويمكن أن يمتد طولها إلى مليمترات.
الإسبنيل (MgAl₂O₄O₄)
في السبائك المحتوية على المغنيسيوم، يتفاعل المغنيسيوم مع أكسيد الألومنيوم لتكوين جسيمات سبينيل ألومينات المغنيسيوم. ويصعب إزالة هذه الجسيمات الصلبة بشكل خاص لأنها تميل إلى تكوين مشتتات مستقرة في الذوبان.
كربيد السيليكون والشظايا الحرارية
يؤدي تآكل تبطين الفرن وتآكل المغرفة وتلوث الأدوات إلى ظهور جسيمات حرارية صلبة تسبب عيوبًا في السطح وتلفًا في أداة التصنيع وتركزًا إجهاديًا في الصب.
مركبات بين الفلزات
تترسب الجسيمات البينية الحاملة للحديد (Al₃FeFe، Al₅FeSi) أثناء التبريد عندما يتجاوز محتوى الحديد قدرة تحمل السبيكة. تكون هذه الجسيمات الشبيهة بالصفائح هشة وتقلل من الليونة وعمر التعب.
مركبات الفلزات القلوية
تخلق كلوريدات الصوديوم والكالسيوم والأكاسيد الناتجة عن معالجة التدفق أو تلوث المواد الخام شوائب يمكن أن تسبب عيوبًا في السطح وتقلل من مقاومة التآكل.
كيف تضر الشوائب بالخصائص الميكانيكية
| نوع التضمين | آلية الضرر الأساسي | التأثير النموذجي للممتلكات |
|---|---|---|
| أكسيد ثنائي الأكسيد | مستويات التشقق الموجودة مسبقاً | -30 إلى -601 إلى -60% تخفيض الاستطالة |
| الإسبنيل | مكثفات إجهاد الجسيمات الصلبة | تقليل العمر الافتراضي للتعب |
| شظايا حرارية | تلف أداة التصنيع بالماكينات، الحفر السطحية | عيوب الأبعاد والعيوب السطحية |
| الحديد البيني | الطور الهش في البنية المجهرية | ليونة منخفضة وقوة تأثير منخفضة |
| مركبات قلوية | مواقع بدء التآكل | انخفاض مقاومة التآكل |
تُظهر الأبحاث المنشورة في مجلات علم المعادن باستمرار أن الاستطالة - الخاصية الميكانيكية الأكثر حساسية للشوائب - يمكن أن تنخفض بمقدار النصف أو أكثر في الألومنيوم غير المرشح مقارنةً بالمعدن المرشح بشكل صحيح من نفس السبيكة وحالة المعالجة الحرارية. وبالنسبة للأجزاء الحساسة للسلامة مثل مكونات نظام التعليق في السيارات أو أقواس الطيران، فإن هذا الفرق بين المعدن المرشح وغير المرشح يمكن أن يعني الفرق بين الجزء الذي يجتاز اختبار الكلال والجزء الذي يفشل قبل الأوان.
آليات الترشيح: ترشيح العمق مقابل ترشيح الكعكة السطحية
تعمل فلاتر الرغوة الخزفية من خلال آليتين فيزيائيتين متميزتين، وفهم كلتا الآليتين مهم لاختيار درجة المرشح المناسبة ولتفسير سلوك الترشيح أثناء الإنتاج.
الترشيح العميق (الآلية الأساسية في الترشيح المبكر)
عندما يبدأ المعدن بالتدفق لأول مرة من خلال مرشح رغوة السيراميك الجديد، فإن الآلية السائدة هي الترشيح العميق. ويتم التقاط الشوائب داخل شبكة المسام الداخلية من خلال عدة آليات فرعية:
الإجهاد الميكانيكي: يتم حظر الجسيمات الأكبر من قطر حلق المسام فيزيائيًا ولا يمكنها المرور.
القصور الذاتي بالقصور الذاتي: لا يمكن للجسيمات ذات الكتلة الكافية أن تتبع خطوط الانسياب المنحنية عبر شبكة المسام المتعرجة وبدلاً من ذلك تصطدم بالجدران الخزفية.
الترسيب: في المسام الكبيرة، يمكن أن تستقر الجسيمات على سطح السيراميك تحت تأثير الجاذبية.
التصاق السطح: يتميز سطح السيراميك بتقارب طبيعي مع شوائب أكسيد الألومنيوم. وبمجرد ملامسة الجسيم لجدار المسام، تعمل قوى فان دير فالز وكيمياء الترطيب بين شوائب الأكسيد وسطح السيراميك الأكسيد على تعزيز الالتصاق.
ترشيح الكعكة (التراكم التدريجي)
وعندما تتراكم الشوائب على الوجه العلوي للمرشح، فإنها تشكل طبقة تسمى كعكة المرشح. وتصبح هذه الكعكة نفسها وسيط ترشيح بفتحات مسام فعالة أدق من الهيكل الخزفي وحده. ومن المفارقات أن كفاءة الترشيح غالبًا ما تتحسن كفاءة الترشيح مع زيادة أحمال المرشح - ولكن على حساب زيادة مقاومة التدفق.
هذا هو السبب في أن فلاتر رغوة السيراميك هي عناصر تستخدم مرة واحدة. وبمجرد تشبع المرشح، تصبح مقاومة التدفق غير مقبولة وتزداد مخاطر إطلاق التضمين. تؤدي إعادة استخدام مرشح مستهلك إلى مخاطر جودة كبيرة.
حجم التحضير والتدفق الأولي
قبل أن يبدأ الترشيح في الحالة المستقرة، يجب أن يتم تحضير المرشح - يجب أن يكون الهيكل الخزفي مبللًا بالمعدن بحيث يتدفق المعدن من خلاله بدلًا من مجرد انسداده في الوجه العلوي. حجم التحضير هو كمية المعدن المطلوبة لإنشاء التدفق عبر المرشح.
تحتوي المرشحات ذات المسام الدقيقة (PPI الأعلى) على فتحات مسام أصغر ومقاومة أعلى للتوتر السطحي، مما يتطلب المزيد من الطاقة (ارتفاع الرأس المعدني) وحجم تحضير أكبر. هذا هو السبب في أن المرشحات الدقيقة جدًا (50-60 PPI) تتطلب أحيانًا تسخينًا مسبقًا وتصميم نظام تحضير دقيق لضمان تحضير موثوق.
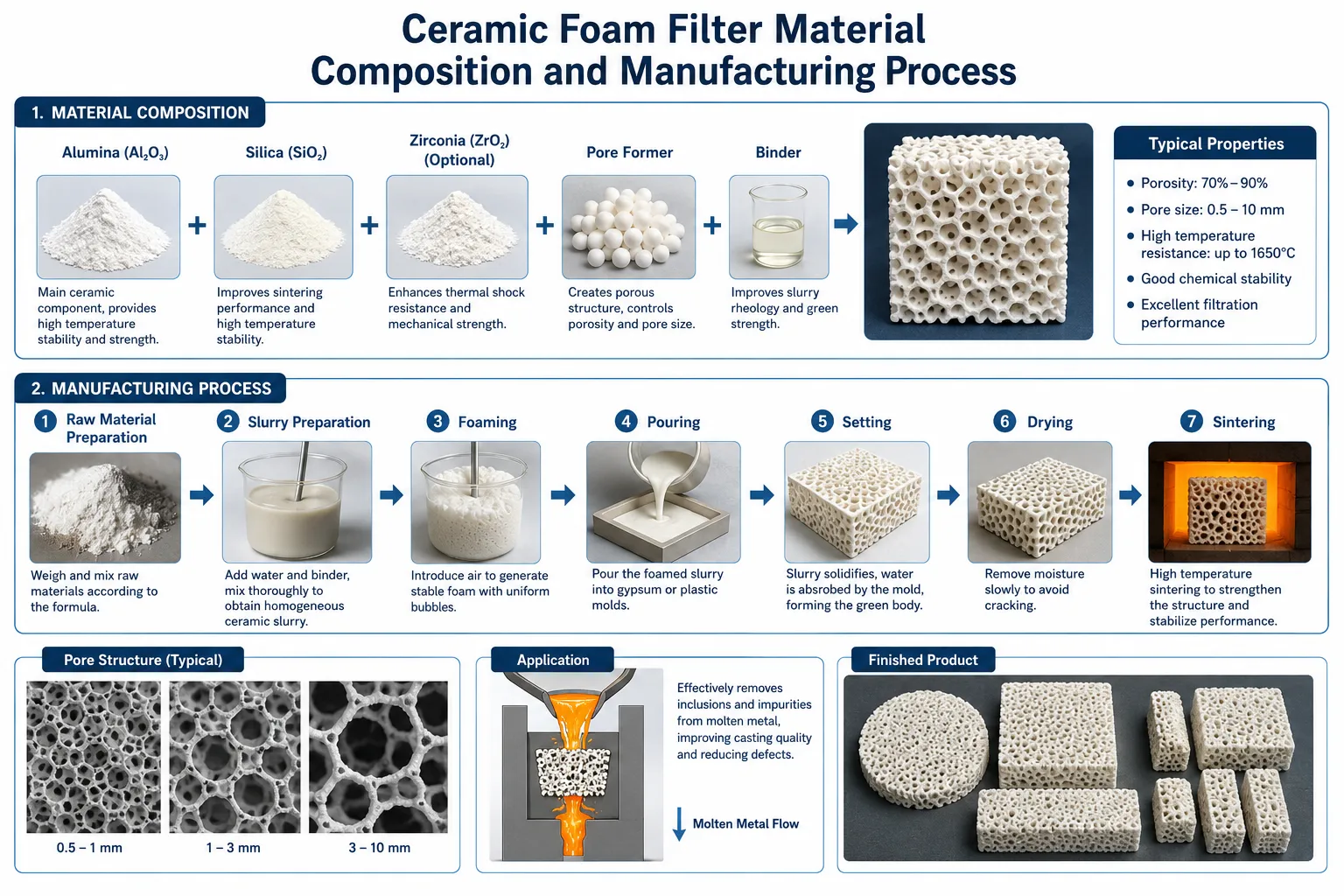
تكوين مادة مرشح الرغوة الخزفية وعملية التصنيع
تحدد الخواص الكيميائية والفيزيائية لمادة مرشح رغوة السيراميك أداءها في تطبيقات الألومنيوم. لا تتساوى جميع مرشحات الرغوة الخزفية - فالاختلافات في جودة المواد تترجم مباشرةً إلى أداء الترشيح ومقاومة الصدمات الحرارية ومخاطر التلوث.
المرشحات القائمة على الألومينا (Al₂O₃)
مرشحات رغوة الألومينا الخزفية هي النوع الأكثر استخدامًا لترشيح الألومنيوم. والأسباب الرئيسية هي:
- التوافق الكيميائي: يعتبر Al₂O₃O₃ مستقر ديناميكيًا حراريًا عند التلامس مع الألومنيوم المصهور في ظروف الصب العادية.
- ثبات في درجات الحرارة العالية: تحافظ الألومينا على السلامة الهيكلية فوق نطاق درجة حرارة جميع سبائك الألومنيوم المسبوكة.
- التوفر والتكلفة: الألومينا هي واحدة من أكثر الأكاسيد الحرارية المتاحة تجارياً.
عادةً ما يكون محتوى الألومينا القياسي في مرشحات رغوة السيراميك عالية الجودة هو 95-99% Al₂O₃، مع إضافات طفيفة من السيليكا أو الزركونيا أو مثبتات أخرى لتحسين أداء الصدمات الحرارية.
مرشحات الزركونيا المحسنة (ZrO₂)
تعمل إضافات الزركونيا إلى مصفوفة السيراميك على تحسين مقاومة الصدمات الحرارية من خلال آلية التقوية المرتبطة بتحول طور الزركونيا. بعض تركيبات المرشحات عالية الأداء تستخدم الزركونيا-الموليت أو الزركونيا المستقرة جزئيًا كمرحلة سيراميك أساسية. تكون هذه المرشحات مناسبة للظروف الصعبة بشكل خاص بما في ذلك معدلات تدفق المعادن العالية جدًا أو التدوير الحراري المتكرر أو التلامس مع سبائك الألومنيوم التفاعلية.
مرشحات كربيد السيليكون (SiC)
توفر مرشحات الرغوة الخزفية المصنوعة من كربيد السيليكون كربيد السيليكون موصلية حرارية وقوة ميكانيكية أعلى من الأنواع القائمة على الألومينا. ومع ذلك، فإن كربيد السيليكون تفاعلي مع بعض تركيبات سبائك الألومنيوم في ظل ظروف محددة، وتستخدم مرشحات كربيد السيليكون بشكل أكثر شيوعًا في ترشيح سبائك الحديد والصلب والنحاس. في تطبيقات الألومنيوم، تُستخدم مرشحات SiC في ظروف محددة حيث تبرر خصائصها الحرارية اختيارها.
نظرة عامة على عملية التصنيع
الخطوة 1 - قالب رغوة البولي يوريثان
يبدأ تصنيع مرشح رغوة السيراميك الرغوية برغوة البولي يوريثان ذات الخلايا المفتوحة المقطوعة بالأبعاد المطلوبة. ويحدد هيكل مسام الرغوة هندسة مسام المرشح النهائي.
الخطوة 2 - طلاء السيراميك بالطين الخزفي
يتم غمر رغوة البولي يوريثان في ملاط خزفي يحتوي على جزيئات الألومينا ومواد رابطة من السيليكا الغروية وإضافات المعالجة. يجب صياغة الملاط لتغليف الدعامات الرغوية بشكل موحد دون سد حلق المسام.
الخطوة 3 - الضغط والنفخ
بعد التشريب، يتم عصر الرغوة المغلفة ونفخها لإزالة الطين الزائد وضمان فتح قنوات المسام. تحدد هذه الخطوة انتظام المسام بشكل حاسم.
الخطوة 4 - التجفيف
يتم تجفيف الرغوة المغطاة بعناية لإزالة الماء دون تكسير طلاء السيراميك الأخضر.
الخطوة 5 - إطلاق النار (الاحتراق والتلبيد)
تُحرق القطعة المجففة في فرن لحرق قالب رغوة البولي يوريثان أولاً، ثم تلبيد جزيئات السيراميك في بنية متماسكة. تصل درجات حرارة الحرق عادةً إلى 1200-1450 درجة مئوية.
الخطوة 6 - فحص الجودة
يتم فحص المرشحات النهائية للتأكد من دقة الأبعاد، والوزن (مما يشير إلى تحميل السيراميك)، والعيوب البصرية، وفي التصنيع الذي يراعي الجودة، من أجل بنية المسام وقوة الضغط.
مؤشرات الجودة لمشتريات مرشحات الرغوة الخزفية
| معلمة الجودة | النطاق المقبول | طريقة الاختبار |
|---|---|---|
| محتوى Al₂O₃O₃ | ≥ 95% | تحليل التفلور الراديوم السيني (XRF) |
| قوة الانضغاط | ≥ 0.6 ميجا باسكال (درجة حرارة الغرفة) | اختبار الضغط |
| تفاوت الأبعاد | ± 2 مم | قياس الفرجار |
| اتساق الوزن | ±5% داخل الدفعة | الوزن |
| درجة الحرارة القصوى للخدمة | ≥ 800°C | شهادة الشركة المصنعة |
| مقاومة الصدمات الحرارية | عدم التشقق بعد التبريد السريع | اختبار التدوير الحراري |
اختيار حجم المسام (تصنيف PPI): مطابقة درجة الفلتر مع الاستخدام
تصنيف PPI (المسام لكل بوصة) هو معلمة المواصفات الأساسية لمرشحات الرغوة الخزفية. وهو يشير إلى عدد المسام المحسوبة على طول بُعد خطي يبلغ بوصة واحدة. ارتفاع PPI يعني مسامًا أدق، وحجم التقاط جسيمات أصغر حجمًا، وكفاءة ترشيح أعلى، ومقاومة تدفق أعلى.

اختيار PPI الصحيح لتطبيق معين هو واحد من أكثر القرارات أهمية في مواصفات المرشح. فالمرشح الخشن للغاية يفوت الشوائب الحرجة؛ والمرشح الناعم للغاية يخلق مقاومة تدفق مفرطة، ويبطئ معدلات الملء، ويخاطر بالإغلاق البارد، وقد لا يتم تجهيزه بشكل موثوق.
اقرأ أيضًا: كيفية اختيار PPI المناسب لترشيح مسبك الألومنيوم
تصنيفات مؤشر أسعار المنتجين وخصائصها
| تصنيف PPI | نطاق حجم المسام (مم) | كفاءة الترشيح | التطبيق النموذجي |
|---|---|---|---|
| 10 PPI | 3.0-4.0 مم | منخفض (إجهاد خشن) | التصفية المسبقة، إعادة صهر الخردة |
| 20 PPI 20 | 1.5-2.5 مم | معتدل | الصب بالجاذبية العامة |
| 30 PPI 30 | 1.0-1.8 مم | جيد | مصبوبات الألومنيوم الإنشائية |
| 40 PPI 40 | 0.6-1.2 مم | عالية | الأجزاء الهيكلية للسيارات |
| 50 PPI | 0.4 - 0.8 مم | عالية جداً | الطيران والفضاء، والسلامة الحرجة |
| 60 PPI | 0.3-0.6 مم | الحد الأقصى | الطيران والفضاء والإلكترونيات المتميزة |
معايير الاختيار ما بعد مؤشر أسعار المنتجين
ضغط الرأس المعدني: يجب أن يكون الرأس المتاح (ارتفاع المعدن فوق المرشح) كافياً لتهيئة المرشح والحفاظ على التدفق. تتطلب المرشحات الدقيقة (50-60 PPI) رأسًا أعلى. إذا لم يتمكن نظام البوابات من توفير رأس كافٍ، فإن المرشح الخشن سيؤدي إلى نتائج أكثر موثوقية من المرشح الدقيق الذي يسد بشكل متقطع.
متطلبات معدل التدفق: يتم تحديد وقت ملء القالب حسب وزن الجزء، وقسم الجدار، وخصائص السبيكة. يجب أن يسمح المرشح بتدفق المعدن الكافي لملء القالب قبل التصلب المبكر. تتناسب سعة تدفق المرشح مع مساحة المرشح - المقاطع العرضية الأكبر للمرشح تتعامل مع معدلات تدفق أعلى.
نوع التضمين وحجمه: إذا كان الشاغل الرئيسي للتلوث هو الأكسيد ثنائي البوصة البينية (رقيقة ومرنة، وغالباً ما تكون أكبر من 100 ميكرومتر)، فإن المرشحات ذات 30 PPI تكون فعالة بشكل معقول. أما بالنسبة للجسيمات الدقيقة بين الفلزات أو الشوائب الإسبنيل الدقيقة في نطاق 10-50 ميكرومتر، فإن 50-60 PPI ضرورية.
تركيبة السبيكة: تستفيد سبائك المغنيسيوم عالية المغنيسيوم مع شوائب الإسبنيل من الترشيح الدقيق. وغالبًا ما يمكن معالجة سبائك السيليكون المصبوبة بالسيليكون ذات قشور الأكسيد الأثقل بشكل مناسب باستخدام 30-40 PPI.
إرشادات عملية لاختيار مؤشر أسعار المنتجين
| نوع الصب | مؤشر أسعار المنتجين الموصى به | الملاحظات |
|---|---|---|
| HPDC (الصب بالقالب عالي الضغط) | الترشيح ليس نموذجيًا | حقن الضغط يتجاوز الفلتر |
| قالب الجاذبية الدائمة | 30-40 PPI | تحقيق التوازن بين الكفاءة والتدفق |
| الصب بالرمل (هيكلي) | 30-40 PPI | تتعامل أنظمة البوابات الأكبر حجماً مع التدفق |
| الصب بالرمل (سلامة السيارات) | 40-50 PPI | متطلبات جودة أكثر صرامة |
| الصب الاستثماري | 50-60 PPI | تتطلب القنوات الدقيقة جدًا معدنًا نظيفًا |
| الصب المستمر (البليت/البلاطة) | 30-40 PPI مضمنة | معالجة عالية الإنتاجية ومستمرة |
| الصب الفضائي الجوي | 50-60 PPI | الحد الأقصى لإزالة التضمين |
المقاسات والأشكال القياسية والمواصفات القياسية للأبعاد
يتم تصنيع فلاتر الرغوة الخزفية بأبعاد موحدة لتناسب تصميمات صناديق الترشيح الشائعة المستخدمة في جميع أنحاء الصناعة. يساعد فهم الأحجام المتاحة المهندسين على تصميم صناديق المرشحات بشكل صحيح ويساعد فرق المشتريات على تحديد المواصفات دون غموض.
أبعاد المرشح المربع المشترك
| الحجم (مم) | الحجم (بوصة) | السُمك النموذجي (مم) | التطبيق النموذجي |
|---|---|---|---|
| 40 × 40 | 1.5″ × 1.5″ | 22 | المسبوكات الصغيرة والمجوهرات |
| 50 × 50 | 2″ × 2″ | 22 | المسبوكات الخفيفة |
| 75 × 75 | 3″ × 3″ | 22 | مصبوبات متوسطة الجاذبية |
| 100 × 100 | 4″ × 4″ | 22 | المسبوكات الهيكلية القياسية |
| 150 × 150 | 6″ × 6″ | 25 | الأجزاء الهيكلية الكبيرة |
| 200 × 200 | 8″ × 8″ | 25-30 | المسبوكات الكبيرة والقضبان |
| 230 × 230 | 9″ × 9″ | 30-40 | الصب المستمر |
| 300 × 300 | 12″ × 12″ | 40-50 | الصب المستمر عالي الحجم |
| 381 × 381 | 15″ × 15″ | 50 | صب البلاطة |
خيارات التصفية الدائرية
تُستخدم مرشحات الرغوة الخزفية الدائرية في التطبيقات التي يفضل فيها استخدام صناديق الترشيح الدائرية، خاصة في بعض أنظمة الغسيل وترتيبات الصب المتخصصة. وتتراوح الأقطار الشائعة من 40 مم إلى 300 مم بسماكة مطابقة لمثيلاتها المربعة.
إمكانية التخصيص
بالإضافة إلى الأبعاد القياسية، تقوم AdTech بتصنيع مرشحات رغوة السيراميك بأحجام مخصصة، وملامح مدببة، وأشكال هندسية متدرجة، وبتكوينات حشية مانعة للتسرب محددة. تكون المرشحات المخصصة مناسبة عندما لا تتطابق الأحجام القياسية مع تصميمات صناديق الترشيح الحالية أو عندما تكون هناك حاجة إلى خصائص تدفق محددة.
كيفية تركيب فلاتر رغوة السيراميك بشكل صحيح في صندوق الترشيح
التركيب الصحيح لا يقل أهمية عن الاختيار الصحيح للمرشح. فالمرشح ذو المواصفات الجيدة الذي يتم تركيبه بشكل غير صحيح لا يقدم فائدة تذكر أو لا يقدم أي فائدة على الإطلاق - ويمكن أن يؤدي إلى مشاكل الجودة الخاصة به.

متطلبات تصميم صندوق الترشيح
يجب أن يكون صندوق الفلتر (يسمى أيضاً مقعد المرشح أو مقعد مرشح حوض الصب):
- ادعم الفلتر على جميع الحواف الأربعة بسطح جلوس مسطح ومتساوٍ.
- قم بإنشاء مانع تسرب الماء (محكم الإغلاق (معدني محكم) بين حافة الفلتر والصندوق لمنع تجاوز المعدن حول الفلتر.
- توفير ارتفاع رأس كافٍ فوق الفلتر لتهيئته والحفاظ على التدفق.
- أن تكون كبيرة بما يكفي في المقطع العرضي لتجنب السرعة الزائدة فوق المرشح وتحته.
- يتم تسخينها مسبقًا قبل الصب لمنع حدوث صدمة حرارية للمرشح وفقدان درجة الحرارة في المعدن.
المقاعد والختم
أكثر تفاصيل التركيب أهمية هو إحكام إغلاق محيط المرشح. إذا وجد المعدن المنصهر مسارًا حول حافة المرشح - بين المرشح وجدار صندوق المرشح - فإن المعدن غير المرشح يصل إلى تجويف القالب. تضيع فائدة الترشيح بالكامل.
تشمل طرق الختم:
حشية الألياف الحرارية: حبل أو حشية من ألياف السيراميك توضع في مقعد صندوق المرشح قبل وضع المرشح. يقوم المرشح بضغط الحشية عند التركيب، مما يؤدي إلى إحكام الإغلاق. هذه هي الطريقة الأكثر موثوقية.
معجون سيراميك معجون السيراميك/ختم مورتار: ملاط حراري يوضع على مقعد صندوق المرشح قبل وضع المرشح. مناسب عند تطبيقه بشكل صحيح ولكنه أكثر تغيراً من حشية الألياف.
ملاءمة دقيقة للأبعاد: إذا كانت أبعاد صندوق المرشح والمرشح متطابقة بدقة (تفاوت متقارب)، فإن الملاءمة نفسها توفر إحكامًا مناسبًا. أقل موثوقية من الختم النشط ولكنه يستخدم في بعض مغاسل الصب المستمر.
متطلبات التسخين المسبق
تعاني مرشحات الرغوة الخزفية الباردة التي يتم إدخالها في معدن الألومنيوم الساخن من صدمة حرارية. في حين أن مرشحات رغوة السيراميك عالية الجودة مصممة لمقاومة الصدمة الحرارية، فإن التسخين السريع من درجة حرارة الغرفة إلى 750 درجة مئوية يسبب الإجهاد. وبشكل أكثر عملية، يعمل المرشح البارد على تبريد المعدن الملامس له بشكل كبير، مما قد يتسبب في تجمد سابق لأوانه قبل أن يمتلئ القالب.
وتتمثل الممارسة القياسية في التسخين المسبق للمرشح وصندوق الترشيح باستخدام شعلة أو محطة تسخين مسبق إلى 200-300 درجة مئوية على الأقل قبل ملامسة المعدن. في العمليات كبيرة الحجم ذات أوقات الدورات الضيقة، يتم الحفاظ على صناديق الترشيح في درجة حرارة الصب بين الدورات.
إجراء التثبيت خطوة بخطوة
- افحص الفلتر بحثًا عن أي تشققات أو شقوق أو تلف مرئي - تخلص من أي فلاتر تالفة.
- تحقق من تطابق المرشح PPI والحجم والاتجاه مع المواصفات.
- نظف أسطح جلوس صندوق الفلتر من أي بقايا من المسبوكات السابقة.
- ضع الحشية المانعة للتسرب أو ضع الملاط على مقعد المرشح.
- ضع الفلتر بعناية مع دعم متساوٍ على جميع الحواف.
- قم بتسخين مجموعة صندوق الفلتر قبل ملامسة المعدن.
- تحقق من أن ارتفاع الرأس المعدني في الحوض يفي بالحد الأدنى المطلوب لتهيئة المرشح.
- بعد عملية الصب، لا تقم بإعادة استخدام الفلتر - قم بإزالة الفلتر المستهلك والتخلص منه قبل عملية التسخين التالية.
طرق اختبار الأداء وقياس التضمين والقياس
يتطلب التحقق من أن عملية الترشيح تعمل - وقياس التحسن الكمي - تقنيات قياس مناسبة. المسابك التي لا تستطيع قياس مستويات التضمين لا يمكنها تحسين عملية الترشيح.
اختبار K-Mold Test (سلائف PoDFA)
يقوم اختبار القالب K-Mold بأخذ عينات من حجم محدد من المعدن من خلال هندسة قالب قياسية. يتم عمل مقطع عرضي للعينة المتصلبة وفحصها معدنياً. يتم عدّ الشوائب المرئية في المقطع العرضي وتوصيفها. على الرغم من بساطة نتائج اختبار K-Mold، إلا أن نتائج الاختبار شبه كمية وتعتمد على المراقب.
تحليل الترشيح بالقرص المسامي (PoDFA)
PoDFA هي طريقة قياس التضمين الكمي الأكثر استخدامًا على نطاق واسع في صناعة الألومنيوم. يتم إجبار حجم محدد من الذوبان (عادةً 1-3 كجم) تحت التفريغ من خلال قرص ترشيح خزفي دقيق. تتركز جميع الشوائب الأكبر من حجم مسام القرص على سطح القرص. بعد التصلب والتحضير المعدني، يتم قياس طبقة الشوائب كمياً بالمليمتر المربع/كجم - وهو تصنيف الشوائب الذي يقارن مباشرةً بين المعدن المرشح والمعدن غير المرشح.
يمكن لـ PoDFA تحديد أنواع الشوائب (الأكاسيد، والإسبنيلات، والكربيدات) من خلال تحليل EDX لبقايا المرشح، مما يعطي معلومات مفصلة عن مصادر التلوث.
LiMCA (محلل نظافة المعادن السائلة)
يستخدم LiMCA مبدأ قياس المقاومة الكهربائية. يتم غمر فتحة صغيرة في الذوبان، ويتم سحب المعدن من خلالها. تقوم جزيئات الشوائب التي تمر عبر الفتحة بإزاحة المعدن وتسبب زيادة لحظية في المقاومة الكهربائية. تقوم هذه الإشارة بحساب الشوائب وحجمها في الوقت الحقيقي، مما يعطي بيانات نظافة مستمرة أثناء الصب.
تُعد LiMCA ذات قيمة خاصة لعمليات الصب المستمر حيث تسمح المراقبة في الوقت الفعلي بالاستجابة الفورية لتدهور النظافة.
الاختبار بالموجات فوق الصوتية للعينات المصبوبة
بعد التصلب، يكشف الاختبار بالموجات فوق الصوتية لقضبان الاختبار أو المقاطع التمثيلية عن العيوب الداخلية بما في ذلك تجمعات التضمين والمسامية. لا تحدد هذه الطريقة نوع التضمين ولكنها تحدد التوزيع المكاني للانقطاعات الداخلية.
مقارنة بين طرق قياس الإدماج
| الطريقة | نوع القياس | السرعة | الكمية | التطبيق |
|---|---|---|---|---|
| ك-مولد | مرئية/سيميائية/كمية | سريع | لا يوجد | مراقبة المسبك |
| PoDFA | الكمية (مم²/كجم) | 30-60 دقيقة | نعم | البحث والتطوير والتأهيل |
| ليماكا | تعداد الجسيمات في الوقت الحقيقي | مستمر | نعم | الصب المستمر |
| الموجات فوق الصوتية | تخطيط العيوب الداخلية | متغير | جزئي | مراقبة الجودة بعد الصب |
| علم المعادن | مرئية ومفصلة | الساعات | نعم | تحليل الأسباب الجذرية |
مرشح رغوة السيراميك مقابل طرق الترشيح الأخرى
توجد تقنيات ترشيح متعددة للألومنيوم، ومرشحات رغوة السيراميك ليست الخيار الوحيد. إن فهم البدائل يساعد المهندسين على اختيار النهج الصحيح أو مجموعة من النهج الصحيحة.
فلاتر قماشية من الألياف الزجاجية
أول أنواع المرشحات المعتمدة على نطاق واسع، وهو قماش من الألياف الزجاجية منسوج من الألياف الزجاجية في شبكة ذات حجم فتحة محددة. التركيب بسيط - يتم وضع القماش في نظام البوابات. ومع ذلك، فإن كفاءة الترشيح أقل بكثير من رغوة السيراميك لأن القماش يوفر فقط إجهاد السطح دون ترشيح العمق. كما أن الألياف الزجاجية محدودة في درجة الحرارة ويمكن أن تساهم الألياف الزجاجية كمصدر تلوث إذا تدهورت.
مرشحات القاع المعبأة (الألومينا الجدولية)
توفر كرات أو رقائق الألومينا الجدولية السائبة أو الرقائق المعبأة في صندوق ترشيح وسيط ترشيح عميق القاع مع قدرة تضمين عالية. تعتبر القيعان المعبأة فعالة ولكنها تتطلب بنية تحتية كبيرة، ولا تستخدم مرة واحدة بنفس المعنى (يمكن تنظيف القاع وإعادة استخدامه)، وتوفر تدفقًا أقل اتساقًا مقارنةً برغوة السيراميك. وهي الأكثر شيوعًا في عمليات الصب المستمر على نطاق واسع حيث يجعل حجم المرشح ولوجستيات الاستبدال رغوة السيراميك غير عملية.
مرشحات أنابيب السيراميك
تتمتع الأنابيب الخزفية المسامية التي يتدفق المعدن من خلالها شعاعيًا بكفاءة ترشيح عالية ولكنها تستخدم في المقام الأول في التطبيقات المتخصصة بدلاً من الصب العام. يصعب تركيبها في أنظمة البوابات القياسية.
الترشيح الكهرومغناطيسي
يستغل التقليب والترشيح الكهرومغناطيسي التوصيل الكهربائي للألومنيوم السائل لتحريك المعدن بعيدًا عن الشوائب باستخدام القوة المغناطيسية. هذه التقنية فعالة للغاية في إزالة الشوائب الدقيقة وتعمل بشكل مستمر دون استبدال المرشح المادي. وتتمثل المفاضلة في التكلفة الرأسمالية العالية والتعقيد، مما يحد من التطبيق في منشآت الصب المستمر الكبيرة.
جدول المقارنة
| نوع المرشح | كفاءة الترشيح | التكلفة الرأسمالية | تكلفة التشغيل | سهولة الاستخدام |
|---|---|---|---|---|
| رغوة السيراميك | عالية | منخفضة | منخفض (استخدام واحد) | عالية |
| قماش من الألياف الزجاجية | منخفضة-متوسطة | منخفضة جداً | منخفضة جداً | عالية جداً |
| سرير معبأ (ألومينا) | عالية | متوسط | منخفضة (قابلة لإعادة الاستخدام) | متوسط |
| الكهرومغناطيسية | عالية جداً | عالية جداً | متوسط | منخفضة (متخصصة) |
| أنبوب السيراميك | عالية | متوسط | متوسط | منخفضة |
بالنسبة للغالبية العظمى من تطبيقات صب الألومنيوم - الصب بالجاذبية، والصب بالضغط المنخفض، والصب شبه المستمر - تمثل مرشحات الرغوة الخزفية المزيج الأمثل من حيث التكلفة والأداء والبساطة التشغيلية.
معايير الجودة والشهادات المهمة
عند شراء فلاتر رغوة السيراميك لصب الألومنيوم الصناعي، يساعد فهم معايير الجودة المعمول بها فرق المشتريات على تحديد الفلاتر بشكل صحيح وتقييم أنظمة جودة الموردين.

معايير الصناعة التي تشير إلى الترشيح بالرغوة الخزفية
معايير ASTM: على الرغم من عدم وجود معيار واحد من معايير ASTM مخصص لمرشحات الرغوة الخزفية تحديدًا، إلا أن ASTM B594 (الفحص بالموجات فوق الصوتية لمنتجات سبائك الألومنيوم المشغولة) يحدد بشكل غير مباشر متطلبات النظافة التي يتم تحقيقها من خلال الترشيح.
AMS (مواصفات مواد الفضاء الجوي): تشتمل مواصفات AMS المختلفة لمسبوكات سبائك الألومنيوم والمنتجات المشغولة على متطلبات النظافة التي تستلزم الترشيح. وتغطي مواصفة AMS 2175 تصنيفات الصب، ويحدد العديد من عملاء صناعة الطيران الترشيح كمتطلب من متطلبات العملية.
ISO 9001 / IATF 16949: يجب أن تكون الشركات المصنعة لمرشحات الرغوة الخزفية التي تزود مسابك السيارات حاصلة على شهادة IATF 16949 التي تثبت وجود نظام موثق لإدارة الجودة مع ضوابط العملية وفحص الأبعاد وعمليات الإجراءات التصحيحية.
المعايير الخاصة بالعميل: عادةً ما تحافظ الشركات الرئيسية المصنعة للمعدات الأصلية للسيارات (فورد، جنرال موتورز، جنرال موتورز، بي إم دبليو، تويوتا) وشركات الطيران الرئيسية (بوينج، إيرباص) على معايير تأهيل الموردين الخاصة بها والتي يجب على مصنعي مرشحات الرغوة الخزفية والمسابك الوفاء بها.
ما الذي يجب التحقق منه عند تأهيل مورد التصفية
- تركيب المواد (اختبار التفلور بالأشعة السينية لمحتوى Al₂O₃O₃).
- اتساق الأبعاد عبر دفعة (قياس مرشحات متعددة).
- قوة الضغط (يجب ألا ينكسر الفلتر أثناء التركيب أو الاستخدام).
- اتساق الوزن من دفعة إلى أخرى (يشير إلى اتساق التحميل الخزفي).
- نتائج اختبار الصدمات الحرارية.
- مراجع من العملاء الحاليين في تطبيقات مماثلة.
- وثائق مراقبة جودة الإنتاج.
متطلبات مدة الصلاحية والتخزين والمناولة
مرشحات رغوة السيراميك حساسة للرطوبة. فالألومينا مادة استرطابية بدرجة محدودة، وأي رطوبة ممتصة سوف تنطلق على شكل بخار عندما يلامس المرشح المعدن الساخن. يمكن أن يذوب هذا البخار في الألومنيوم على شكل هيدروجين، مما يؤدي إلى حدوث التلوث الذي يهدف المرشح إلى التخلص منه.
متطلبات التخزين
- قم بتخزين المرشحات في بيئة جافة مع رطوبة نسبية أقل من 60%.
- الحماية من التلامس المباشر مع الماء أو التكثيف.
- يُحفظ في العبوة الأصلية حتى يصبح جاهزاً للاستخدام.
- لا تقم بتكديس المرشحات دون وضع عبوات واقية بينها - فالهيكل الخزفي، رغم قوته في حالة الضغط، إلا أنه هش تحت الأحمال النقطية ويمكن أن يتشقق أو يتصدع.
- يُخزن بعيداً عن الأرضيات في بيئة المستودعات لتجنب الرطوبة من الخرسانة.
مدة الصلاحية
لا يوجد تاريخ انتهاء صلاحية صارم لمرشحات الرغوة الخزفية المخزنة بشكل صحيح - فالمادة الخزفية نفسها لا تتحلل كيميائياً أثناء التخزين. ومع ذلك، يجب فحص المرشحات المخزنة في ظروف رطبة أو بيئات ملوثة وتجفيفها في فرن بدرجة حرارة 200-300 درجة مئوية قبل الاستخدام، إذا كان هناك شك في ذلك. يجب رفض المرشحات التي تظهر عليها رطوبة مرئية أو تلوث أو تلف مادي.
المناولة أثناء الإنتاج
- تعامل مع الفلاتر من حوافها أو باستخدام أدوات مبطنة بالرغوة - تجنب ملامسة نقطة التلامس في منتصف وجه الفلتر.
- لا تُسقط الفلاتر - حتى الشقوق الطفيفة تضر بسلامة الختم والترشيح.
- افحص كل مرشح على الفور قبل تركيبه.
- تخلص من أي فلتر به تشققات مرئية أو شقوق على طول حافة الإغلاق أو دعامات مكسورة.
إخفاقات التطبيق الشائعة وكيفية تجنبها
بعد سنوات من دعم عمليات المسابك، قمنا بتوثيق الأسباب المتكررة لفشل الترشيح بالرغوة الخزفية أحيانًا في تحقيق النتائج المتوقعة. يمكن تجنب جميع حالات الفشل تقريبًا من خلال الانضباط السليم للعملية.
تجاوز معدني حول الفلتر
ما يحدث: يتدفق المعدن حول حافة الفلتر بدلاً من أن يتدفق من خلالها، ويصل إلى القالب غير مصفى.
السبب: عدم كفاية العزل بين المرشح وصندوق المرشح، أو مرشح كبير الحجم بالنسبة للصندوق، أو حافة المرشح التالفة.
الحل: استخدم حشوات الألياف الخزفية باستمرار. تحقق من توافق الأبعاد بين الفلتر والصندوق. افحص حواف الفلتر قبل التركيب.
فشل المرشح في التصفية الأولية
ما يحدث: لا يتدفق المعدن من خلال الفلتر، مما يتسبب في عدم اكتمال ملء القالب أو الضغط الخلفي المفرط.
السبب: ارتفاع رأس المعدن غير الكافي، أو ارتفاع رأس المعدن غير الكافي، أو أن يكون رأس المعدن ناعمًا جدًا ويتطلب رأسًا أكثر من المتاح، أو أن يزيد المرشح البارد من التوتر السطحي، أو اللزوجة المفرطة للمعدن (درجة حرارة منخفضة جدًا).
الحل: تحقق من ارتفاع الرأس مقابل متطلبات تدفق الفلتر. سخن المرشح بشكل كافٍ. ضع في اعتبارك درجة واحدة من PPI أكثر خشونة إذا كان التحضير مزمنًا.
كسر مرشح الكسر أثناء الصب
ما يحدث: يتفكك المرشح أثناء ملامسة المعدن، مما يؤدي إلى إطلاق شظايا السيراميك في الصب.
السبب: صدمة حرارية من مرشح بارد، أو سرعة معدنية مفرطة تخلق ارتفاعًا في الضغط، أو مرشح منخفض الجودة مع قوة غير كافية.
الحل: تسخين المرشحات قبل ملامسة المعدن. فحص سرعة المعدن - إضافة مساحة مرشح أو إعادة تصميم البوابات لتقليل السرعة. الحصول على المرشحات من الموردين الذين لديهم اختبارات قوة ضغط موثقة.
إعادة التلوث بعد الترشيح
ما يحدث: تظهر المسبوكات شوائب على الرغم من إجراء الترشيح بشكل صحيح.
السبب: إعادة أكسدة المعدن بين الفلتر وتجويف القالب، أو التدفق المعدني المضطرب بعد الفلتر، أو قشور الأكسيد المتكونة في تجويف القالب أثناء التعبئة.
الحل: تقليل ارتفاع السقوط المعدني بعد المرشح. تصميم البوابات من أجل تعبئة سلسة وغير مضطربة. مراجعة درجة حرارة المعدن وسرعة الصب.
تشبع المرشح قبل الأوانه
ما يحدث: يتم تحميل المرشح بسرعة ويتوقف التدفق قبل اكتمال الصب.
السبب: محتوى شوائب أولية عالية جدًا في المصهور، أو مرشح صغير الحجم للصب أو مرشح PPI ناعم جدًا يستخدم مع معدن ملوث بشدة.
الحل: معالجة التلوث من المنبع من خلال إزالة الغازات ومعالجة الذوبان قبل الاعتماد فقط على الترشيح. استخدام مساحة ترشيح أكبر أو ترشيح على مرحلتين (خشن + ناعم).
مرشحات رغوة السيراميك في أنظمة سبائك الألومنيوم المحددة
A356 / A357 (سبائك الصب Al-Si-Mg)
هذه هي أكثر سبائك الألومنيوم المصبوبة من الألومنيوم المصفاة شيوعًا، وتستخدم على نطاق واسع في التطبيقات الهيكلية للسيارات. الشوائب الأساسية المثيرة للقلق هي أغشية الأكسيد وجزيئات MgO/spinel من محتوى المغنيسيوم. نوصي عادةً ب 30-40 PPI للتطبيقات الهيكلية القياسية و40-50 PPI للأجزاء الحرجة للسلامة مثل أذرع التحكم ومفاصل التوجيه.
6061/6082 (السبائك المشغولة عن طريق الصب المستمر)
يستخدم الصب المستمر للبليت والبلاطة من سبائك السلسلة 6xxx مرشحات رغوة السيراميك المضمنة في نظام الغسيل. يلتقط الفلتر أغشية الأكسيد والشوائب الإسبنيل قبل دخول المعدن إلى العجلة، مما يمنع العيوب السطحية والانقطاعات الداخلية في المنتج المصبوب. 30-40 PPI هو المعيار القياسي لصب البليت.
السلسلة 7xxx (سبائك الزنك-الزنك-الملغ عالية القوة)
تتطلب سبائك الألومنيوم الفضائية أقصى قدر من النظافة. يزيد المحتوى العالي من المغنيسيوم والزنك من تنوع وكمية الشوائب المحتملة. وتستفيد هذه السبائك أكثر من غيرها من أجود أنواع الترشيح المتاحة (50-60 PPI) إلى جانب إزالة الغازات من المنبع، وبالنسبة للتطبيقات الأكثر أهمية، التحقق من نظافة LiMCA أو PoDFA.
ألومنيوم ثانوي/ألومنيوم معاد تدويره
تحمل سبائك الألومنيوم المعاد تدويرها بطبيعتها أحمال شوائب أعلى من المعدن الأولي - أغشية الأكسيد المتراكمة أثناء إعادة الصهر، والطبقات البينية من تركيبات الخردة المختلطة، والتلوث من الطلاءات أو مواد التشحيم على الخردة. يتطلب ترشيح السبائك الثانوية اهتمامًا أكبر بسعة المرشح (استخدام مرشحات أكبر أو قبول الاستبدال المتكرر) ومعالجة الذوبان في المراحل الأولية لتقليل حمل الشوائب قبل الترشيح.

الأسئلة الشائعة حول فلاتر رغوة السيراميك للألومنيوم
1: هل يمكن إعادة استخدام فلاتر رغوة السيراميك لعدة مصبوبات؟
لا، ففلاتر الرغوة الخزفية هي عناصر تستخدم مرة واحدة ولا ينبغي إعادة استخدامها. بعد صب واحد، يكون المرشح قد التقط شوائب في جميع أنحاء شبكة مسامه. تخاطر إعادة استخدام المرشح بإطلاق الشوائب الملتقطة مرة أخرى في تيار المعدن مع تغير كيمياء الذوبان أو درجة الحرارة أو ديناميكيات التدفق. بالإضافة إلى ذلك، قد يكون المرشح قد تعرض لتشققات دقيقة من التدوير الحراري غير المرئي خارجيًا ولكنه يضر بسلامته الهيكلية. تكلفة المرشح الجديد ضئيلة مقارنةً بتكلفة الصب المرفوض الناجم عن مرشح معاد استخدامه يطلق شوائب.
2: ما هو ارتفاع الرأس المعدني الصحيح فوق مرشح رغوة السيراميك؟
ويعتمد الحد الأدنى لمتطلبات الرأس المعدني على مرشح PPI ودرجة الحرارة. والإرشادات العامة هي: مرشحات 20-30 PPI تتطلب حوالي 75-100 مم من الرأس؛ مرشحات 30-40 PPI تحتاج عادةً إلى 100-150 مم؛ مرشحات 50-60 PPI قد تتطلب 150-200 مم أو أكثر. هذه هي نقاط البداية - تعتمد المتطلبات الفعلية على مساحة المرشح ودرجة حرارة المعدن وتركيبة السبيكة. إذا كان تصميم الصب لا يمكن أن يستوعب الرأس الكافي، فيجب اختيار درجة مرشح أكثر خشونة.
3: كيف أعرف ما إذا كان فلتر رغوة السيراميك الخاص بي يعمل؟
طرق التأكيد الأكثر عملية هي: (1) تحليل PoDFA الذي يقارن مستويات الشوائب في المعدن المرشح مقابل المعدن غير المرشح - يقلل المرشح الذي يعمل بشكل جيد من عدد الشوائب بنسبة 50-90%؛ (2) اختبار K-Mold أو اختبار كثافة عينات الصب؛ (3) الفحص الإشعاعي للمسبوكات التي تظهر انخفاض المسامية أو القضاء عليها؛ (4) نتائج الاختبار الميكانيكي، وخاصة قيم الاستطالة، والتي تعتبر حساسة للغاية لمحتوى الشوائب. إذا تحسنت جودة الصب بشكل ملموس بعد تنفيذ الترشيح، فإن المرشح يعمل. إذا لم تتحسن الجودة، فتحقق من التدفق الجانبي أو الاختيار غير الصحيح لمرشح PPI أو إعادة التلوث من المنبع.
4: ما الذي يجعل مرشح رغوة السيراميك يتحول إلى اللون الأسود أو الداكن بعد الصب؟
اللون الأسود أو الداكن بعد الصب هو ترسب الكربون من البقايا العضوية على الخردة المعدنية التي احترقت أثناء الصهر، أو من بعض مركبات التدفق. ويمكن أن يعكس أيضًا امتصاص أكاسيد المعادن وغيرها من الشوائب الداكنة اللون. بعض السواد أمر طبيعي ولا يشير إلى وجود مشكلة في الفلتر أو الصب. إذا كان التلوين مصحوبًا بتكوين خبث غير عادي أو عيوب في الصب، تحقق من عملية تحضير الخردة ومعالجة الصهر.
5: هل هناك فرق بين فلاتر رغوة السيراميك المصنوعة في الصين والأوروبية الصنع؟
لا يعد موقع التصنيع وحده مؤشرًا موثوقًا للجودة - فالجودة تختلف من مصنع لآخر بغض النظر عن الموقع الجغرافي. والعوامل المهمة هي: نقاء المواد الخام (محتوى Al₂O₃)، والتحكم في عملية التصنيع، واتساق الأبعاد، وقوة الضغط، ونظام إدارة الجودة. تقوم AdTech بتصنيع فلاتر رغوة السيراميك مع التحكم الصارم في العملية والتحقق من المواد. عند تقييم أي مورد، اطلب تقارير اختبار المواد وسجلات فحص الأبعاد والمراجع من العملاء الحاليين. يعد اختبار الطرف الثالث لعينات من المرشحات قبل الالتزام بالحجم ممارسة شراء سليمة.
6: ما هو حجم فلتر رغوة السيراميك الذي أحتاجه لسبكتي؟
يعتمد تحديد حجم المرشح على عاملين رئيسيين: معدل تدفق المعدن المطلوب وارتفاع الرأس المتاح. يجب أن يوفر المرشح مساحة مفتوحة كافية لتمرير حجم المعدن المطلوب خلال وقت ملء المسبوكات دون تجاوز سرعة التدفق التي من شأنها أن تتسبب في دفع الشوائب بدلاً من التقاطها. نقطة البداية العملية: بالنسبة للمسبوكات التي يصل وزنها إلى 10 كجم، عادةً ما يكون المرشح 100×100 مم مناسبًا؛ وبالنسبة للمسبوكات التي يتراوح وزنها بين 10 و50 كجم، 150×150 مم؛ وبالنسبة للمسبوكات التي يتراوح وزنها بين 50 و200 كجم، 200×200 مم أو أكبر. بالنسبة للصب المستمر، يتم حساب مساحة المرشح على أساس معدل إنتاجية المعدن والحد الأقصى لانخفاض الضغط المقبول.
7: هل يمكن لمرشحات الرغوة الخزفية إزالة الهيدروجين المذاب من الألومنيوم؟
لا. تلتقط مرشحات الرغوة الخزفية الشوائب الصلبة وشبه الصلبة (أغشية الأكسيد والجسيمات) ولكن ليس لديها آلية لإزالة الهيدروجين المذاب. تتطلب إزالة الهيدروجين تفريغ الغازات - تفريغ الغازات الدوارة أو التطهير بالغاز أو المعالجة بالتفريغ. في ممارسة الإنتاج، يجب إجراء عملية التفريغ قبل الترشيح لأن عملية التفريغ يمكن أن تولد شوائب (من الاضطراب الذائب وتفاعل التدفق) التي يزيلها المرشح اللاحق بعد ذلك. التسلسل الصحيح هو: تحضير الذوبان ← التفريغ ← التفريغ ← الترشيح ← الصب.
8: ماذا يحدث إذا كانت درجة حرارة المعدن منخفضة للغاية عند التصفية؟
يؤدي انخفاض درجة حرارة المعدن إلى زيادة اللزوجة والتوتر السطحي، مما يزيد من صعوبة تحضير المعدن وتدفقه عبر المرشح. وتحت درجة حرارة أقل من 700 درجة مئوية تقريبًا لمعظم سبائك الألومنيوم المصبوبة، تزداد صعوبة التجهيز بشكل كبير. بالإضافة إلى ذلك، من المرجح أن يتصلب المعدن منخفض الحرارة داخل مسام المرشح إذا توقف التدفق، مما يسبب انسدادًا مبكرًا. حافظ على درجة حرارة المعدن ضمن نطاق درجة حرارة الصب العادية للسبائك (عادةً 720-780 درجة مئوية) وتأكد من تسخين صندوق المرشح مسبقًا لتجنب التبريد المفرط على سطح المرشح.
9: هل أحتاج إلى الترشيح إذا كنت أقوم بالفعل بتفريغ الألومنيوم من الغازات؟
نعم - تعالج عمليتا إزالة الغاز والترشيح أنواعًا مختلفة من الملوثات وهما متكاملتان وليستا قابلتين للتبادل. يزيل التفريغ غاز الهيدروجين المذاب. ولا يزيل بفعالية الشوائب الصلبة مثل أغشية الأكسيد أو المعادن البينية أو الجسيمات الحرارية. في الواقع، يمكن أن يؤدي الاضطراب الناتج عن التفريغ الدوار إلى توليد شوائب أكسيد جديدة يجب إزالتها بعد ذلك عن طريق الترشيح. وتتمثل أفضل الممارسات دائمًا في إجراء التفريغ أولاً، ثم ترشيح المعدن المفرغ من الغاز قبل الصب.
10: كيف يمكنني التخلص من فلاتر رغوة السيراميك المستعملة؟
تصنف مرشحات الرغوة الخزفية المستهلكة بشكل عام على أنها نفايات صلبة غير خطرة لأن سيراميك الألومينا خامل كيميائياً. ومع ذلك، فإن المعدن المحتجز وأي بقايا تدفق تتطلب النظر فيها. تسمح معظم المسابك للمرشحات المستهلكة بالتبريد، ثم تستعيد المعدن المحتجز عن طريق سحق المرشح وإعادة صهره في عملية مخصصة (مع ملاحظة أن شظايا سيراميك المرشح في المصهر تحتاج إلى مناولة محكومة). وعادةً ما يتم إرسال بقايا السيراميك بعد استعادة المعدن إلى مكب النفايات كنفايات صناعية خاملة. تحقق من اللوائح البيئية المحلية - تختلف المتطلبات حسب الولاية القضائية. قد تتطلب المرشحات التي تلامس التدفقات القائمة على الكلور مناولة محددة للتخلص منها.
ملخص: الوجبات الرئيسية للمهندسين والمشترين
تمثل فلاتر رغوة السيراميك للألومنيوم أحد أكثر الاستثمارات فعالية من حيث التكلفة في صب المعادن. والنقاط الأساسية التي يجب الاحتفاظ بها من هذه النظرة العامة التقنية هي:
- إزالة الإدراج من خلال الترشيح بالرغوة الخزفية يحسّن الخواص الميكانيكية باستمرار، حيث يتم بشكل روتيني إثبات مكاسب استطالة تبلغ 30-100% في المعدن المرشح مقابل المعدن غير المرشح.
- اختيار مؤشر أسعار المنتجين يجب أن يوازن بين كفاءة الترشيح ومتطلبات التدفق - 30-40 PPI تغطي معظم تطبيقات الصب الهيكلي، بينما يتطلب الفضاء الجوي 50-60 PPI.
- المرشحات القائمة على الألومينا هي معيار لتوافق الألومنيوم، مع اعتبار محتوى الألومنيوم الصحيح (≥95%) معيار جودة غير قابل للتفاوض.
- التركيب المناسب مع وجود مانع تسرب مناسب لا يقل أهمية عن اختيار المرشح - فالمعدن المتجاوز يتعارض مع الغرض من الترشيح بالكامل.
- الترشيح بعد إزالة الغازات في تسلسل العملية الصحيح - لا تستبدل أحدهما بالآخر.
- نظام الاستخدام الواحد غير قابلة للتفاوض - إعادة استخدام الفلتر تقدم مخاطر جودة تفوق بكثير تكلفة الفلتر الجديد.
- قياس التحقق من صحة الأداء - يجب استخدام اختبار PoDFA، أو LiMCA، أو على الأقل اختبار K-Mold للتحقق من أن الترشيح يحقق التحسن المتوقع في النظافة.
في AdTech، نقوم في AdTech بتصنيع فلاتر رغوة السيراميك عبر جميع درجات وأحجام PPI القياسية، مع خيارات مخصصة للتطبيقات المتخصصة. يتم إنتاج مرشحاتنا بمحتوى أل₂O₃O₃ مع التحقق من محتواها من الألومنيوم وتفاوتات الأبعاد الخاضعة للرقابة وعمليات إدارة الجودة الموثقة التي تخدم عملاء صب الألومنيوم في صناعة السيارات والفضاء والصناعات في جميع أنحاء العالم.
