A filtro de espuma cerámica (CFF) es una estructura reticulada tridimensional y porosa fabricada con materiales cerámicos avanzados -más comúnmente alúmina, carburo de silicio, circonio o magnesia- diseñada específicamente para eliminar inclusiones no metálicas, partículas sólidas y gases arrastrados del metal fundido durante el proceso de fundición. El filtro funciona forzando el metal líquido a través de una red interconectada de tortuosas vías de flujo, capturando las inclusiones mediante una combinación de mecanismos mecánicos de tamizado, adhesión física y filtración de la torta. El resultado son piezas de fundición más limpias y de mayor integridad, con una porosidad significativamente reducida, un mejor acabado superficial y mejores propiedades mecánicas.
Si su proyecto requiere el uso de Filtro de Espuma Cerámica, puede Contacto para obtener un presupuesto gratuito.
En términos prácticos, los filtros de espuma cerámica son una de las herramientas de mejora de la calidad más rentables disponibles en las operaciones modernas de fundición y colada. Hemos evaluado sistemas de filtración en líneas de fundición de aleaciones de aluminio, hierro, acero y cobre, y la evidencia es consistente: la integración de filtros de espuma cerámica adecuadamente seleccionados en un sistema de inyección reduce las tasas de desechos relacionados con la inclusión en un 40-80% al tiempo que mejora la resistencia a la tracción, el alargamiento y la vida a fatiga de la fundición final. Para las industrias en las que los defectos de fundición se traducen directamente en fallos de campo -componentes aeroespaciales, piezas de seguridad de automoción y válvulas de presión crítica- esa mejora del rendimiento no es opcional.
¿Qué es un filtro de espuma cerámica y cómo funciona?
Un filtro de espuma cerámica ocupa una posición única en la tecnología de fundición porque su estructura es fundamentalmente distinta de la de los medios de filtración convencionales. En lugar de una malla plana o una simple placa perforada, un filtro de espuma cerámica consiste en una arquitectura de espuma de celda abierta -una red continua de puntales cerámicos que rodean huecos esféricos interconectados- que reproduce la geometría de una plantilla de espuma de poliuretano antes de la cocción.
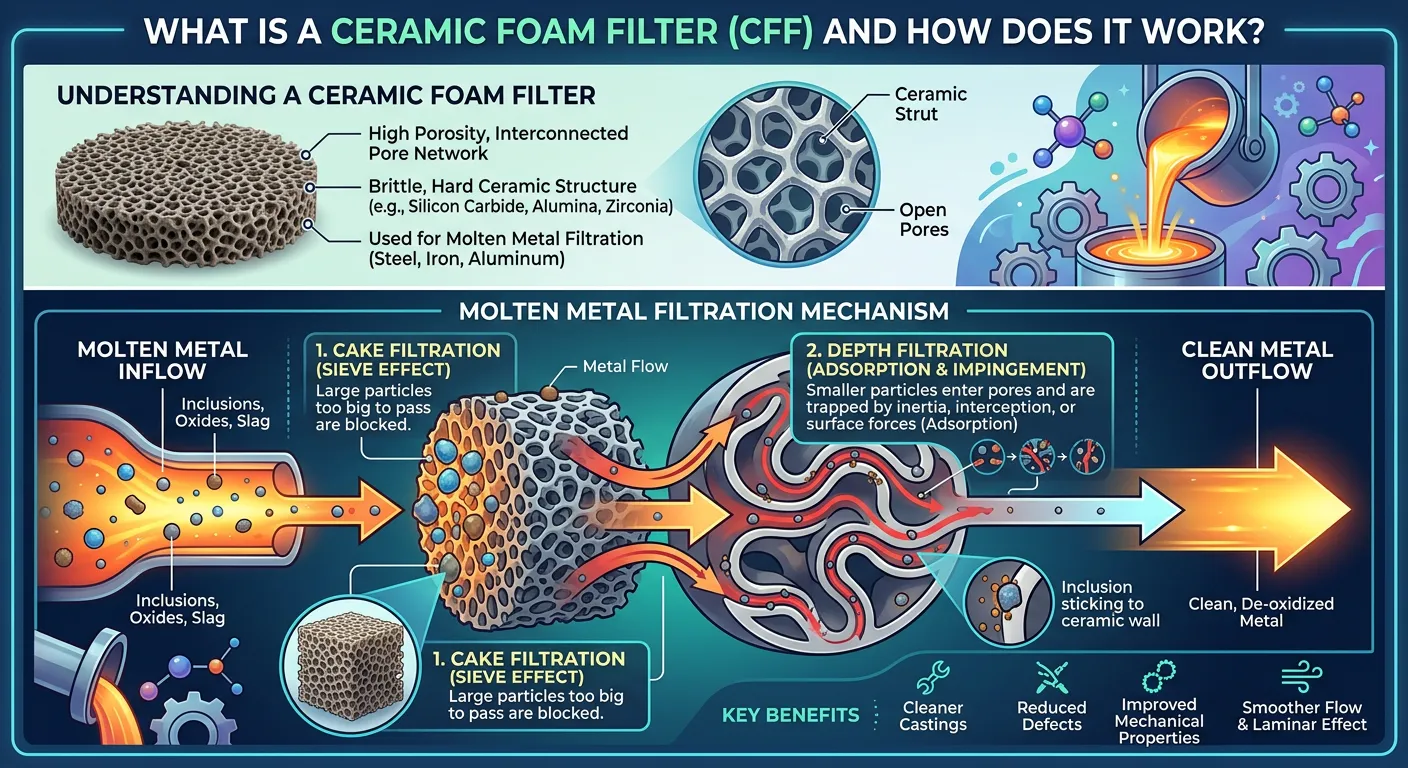
Los tres mecanismos de filtración en acción
Para entender cómo los filtros de espuma cerámica capturan realmente las inclusiones, es necesario examinar tres mecanismos simultáneos:
Tamizado mecánico (exclusión por tamaño):
Las inclusiones mayores que la abertura de los poros del filtro se bloquean físicamente en la cara del filtro, formando una torta de filtración que se vuelve progresivamente más eficaz a medida que continúa el flujo de metal. Este es el mecanismo más sencillo y se aplica principalmente a las inclusiones de mayor tamaño (por encima de 50-100 micras).
Filtración por camino tortuoso (filtración en profundidad):
Aquí es donde los filtros de espuma cerámica superan a los simples tamices de malla. La trayectoria irregular y tridimensional del flujo obliga al metal fundido a cambiar de dirección repetidamente a su paso por la estructura de espuma. Cada cambio de dirección aumenta la probabilidad de que una partícula de inclusión entre en contacto con una superficie de puntal cerámico y se adhiera a ella. Las inclusiones de hasta 10-20 micras se capturan mediante este mecanismo incluso cuando son más pequeñas que la abertura nominal del poro.
Adhesión basada en la mojabilidad:
La química de la superficie cerámica del material filtrante favorece la adhesión de tipos específicos de inclusiones. Las inclusiones de alúmina en aluminio fundido, por ejemplo, se adhieren preferentemente a las superficies filtrantes a base de alúmina. Esta afinidad química entre el sustrato del filtro y el tipo de inclusión es una razón clave por la que la selección del material importa mucho más que la compatibilidad térmica.
Comportamiento del flujo a través del filtro
Cuando el metal fundido entra en contacto por primera vez con la cara del filtro, se produce un breve periodo de cebado durante el cual el metal supera la tensión superficial y comienza a mojar los puntales cerámicos. Una vez establecido el flujo, la caída de presión a través del filtro sigue una relación de Darcy modificada:
ΔP = (μ × L × v) / k
Donde ΔP es la caída de presión, μ es la viscosidad de la masa fundida, L es el espesor del filtro, v es la velocidad de flujo y k es la constante de permeabilidad del grado de filtro específico. En términos prácticos de fundición, esto significa que la colocación del filtro en el sistema de compuerta debe tener en cuenta la presión metalostática disponible para conducir el metal a través del filtro: una presión de cabeza insuficiente provoca un llenado incompleto o una solidificación prematura.
Proceso de fabricación: Cómo se fabrican los filtros de espuma cerámica
La producción de filtros de espuma cerámica sigue un proceso denominado método de réplica (o método de impregnación de espuma de polímero), desarrollado y patentado por primera vez por Schwartzwalder y Somers en 1963. Este método de fabricación sigue siendo el estándar de la industria más de seis décadas después, con importantes perfeccionamientos en la química de la lechada, los sistemas aglutinantes y el control de la cocción.
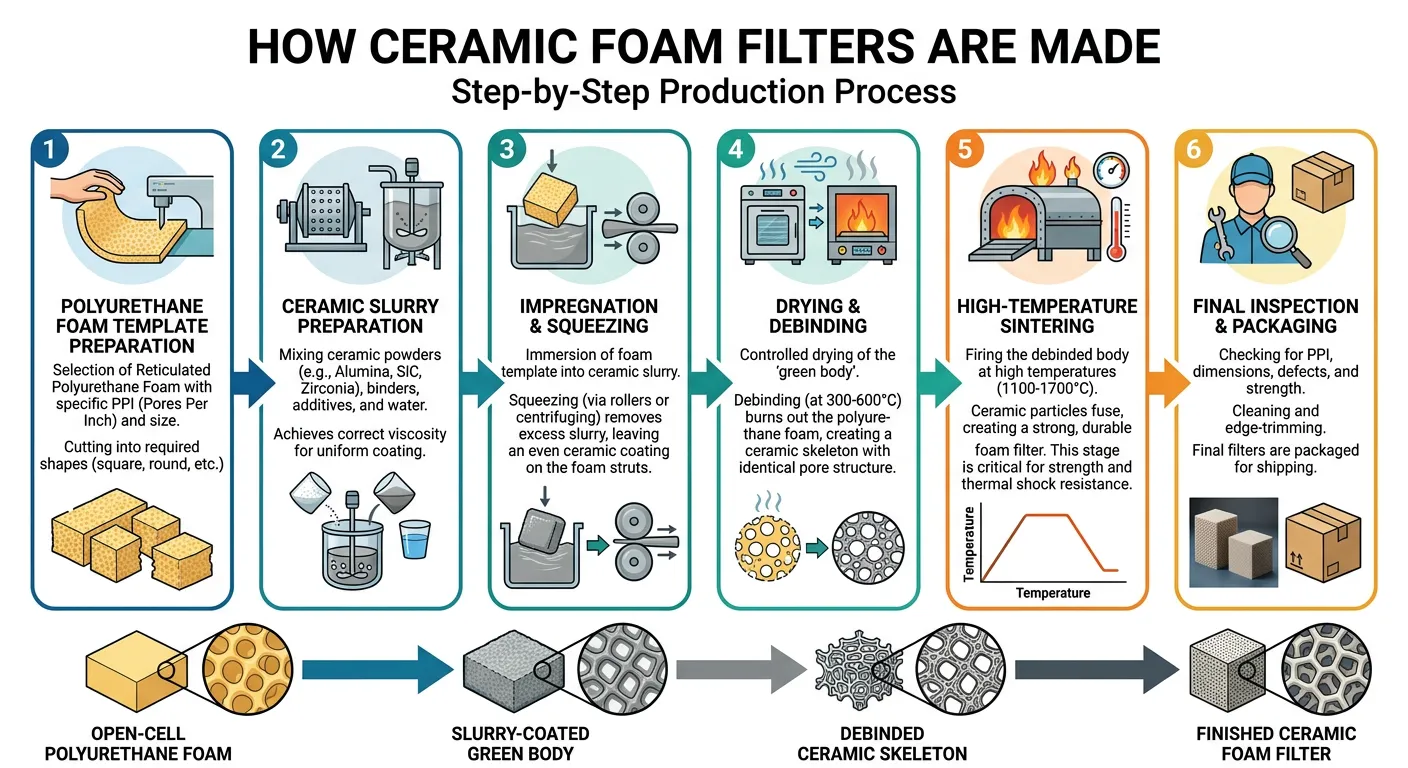
Etapa 1: Preparación de la plantilla de espuma de polímero
La espuma de poliuretano de célula abierta con la densidad de poros deseada (medida en PPI - poros por pulgada) se corta a las dimensiones requeridas. La plantilla de espuma se inspecciona para comprobar la distribución uniforme de las células y la ausencia de poros cerrados, que bloquearían el flujo de metal en el producto final.
Fase 2: Preparación de la pasta cerámica
Se formula una pasta cerámica a partir de:
- Materia prima cerámica primaria (alúmina, SiC, circonio, etc.) en forma de polvo fino.
- Sílice coloidal, sol de alúmina o aglutinante de fosfato.
- Modificadores reológicos (bentonita, espesantes orgánicos)
- Antiespumantes.
- Portador de agua o disolvente orgánico.
La viscosidad de la lechada se controla con precisión -normalmente 1000-3000 cP para la impregnación- para garantizar una cobertura celular completa sin bloquear las aberturas de los poros.
Fase 3: Impregnación y revestimiento por presión
La plantilla de espuma de poliuretano se sumerge en la lechada cerámica y se aprieta manual o mecánicamente para garantizar la penetración completa de la lechada en todas las celdas. El exceso de lechada se elimina mediante rodillos de exprimido controlados para alcanzar el peso de recubrimiento objetivo y mantener abiertos los canales de poros.
Etapa 4: Secado
La espuma impregnada se seca a 80-150°C para eliminar el agua libre y desarrollar una resistencia verde suficiente para su manipulación. El secado debe controlarse para evitar el agrietamiento por tensiones diferenciales de contracción.
Etapa 5: Cocción de quemado (400-600°C)
La plantilla de espuma de poliuretano se quema completamente durante esta fase, dejando tras de sí el esqueleto cerámico. Se trata de una fase crítica: si la combustión orgánica genera una presión de gas interna excesiva, los puntales cerámicos pueden agrietarse antes de que se consolide la estructura. Los hornos modernos utilizan atmósferas controladas y velocidades de calentamiento lentas durante toda esta fase.
Etapa 6: Sinterización (1200-1650°C)
La sinterización final densifica los puntales cerámicos, desarrolla la resistencia mecánica y establece la química superficial responsable de la adhesión de la inclusión. La temperatura máxima de sinterización se adapta al sistema cerámico específico:
| Material cerámico | Temperatura de sinterización |
|---|---|
| Alúmina (Al₂O₃) | 1450-1600°C |
| Carburo de silicio (SiC) | 1900-2100°C (con coadyuvantes de sinterización) |
| Circonio (ZrO₂) | 1400-1550°C |
| Magnesia (MgO) | 1550-1650°C |
| Alúmina-sílice (mullita) | 1350-1500°C |
Etapa 7: Inspección de calidad y clasificación
Cada filtro se somete a inspección visual, medición dimensional y verificación de peso. Los controles de calidad críticos incluyen:
- Uniformidad de la distribución del tamaño de los poros.
- Ausencia de grietas o poros cerrados.
- Integridad del revestimiento de la superficie.
- Tolerancias dimensionales (normalmente ±2 mm en longitud/anchura, ±1 mm en grosor)
Tipos de filtros de espuma cerámica por material
La selección del material es la primera y más importante decisión en la especificación de un filtro de espuma cerámica. Cada sistema cerámico tiene un rango de temperatura de funcionamiento, un perfil de compatibilidad química y una característica de eficacia de filtración distintos.

Filtros de espuma cerámica de alúmina
Filtros de espuma cerámica de alúmina (Al₂O₃) son los más producidos y utilizados en todo el mundo, y se calcula que representan entre 60 y 70% del consumo total de filtros de espuma cerámica. Su predominio se debe a una excelente combinación de coste, rendimiento térmico y compatibilidad química con la mayoría de las operaciones de fundición de metales no férreos.
Aplicaciones primarias: Fundición de aleaciones de aluminio, fundición de aleaciones de cobre, fundición de bronce
Propiedades clave:
- Temperatura máxima de servicio: 1100°C (para uso en aluminio), con grados de alta pureza de hasta 1700°C.
- Excelente resistencia química al aluminio fundido y sus inclusiones de óxido.
- Afinidad natural por las inclusiones de tipo alúmina (el defecto más común en las piezas fundidas de Al).
- Disponible en la gama 10-60 PPI
Filtros de espuma cerámica de carburo de silicio (SiC)
Los filtros de carburo de silicio se distinguen de los basados en óxidos por su excepcional conductividad térmica -aproximadamente 10 veces superior a la de la alúmina- y su extraordinaria resistencia al choque térmico. Estas propiedades convierten al carburo de silicio en el material preferido para aplicaciones de fundición de hierro y algunas de acero en las que se producen masas térmicas y cambios rápidos de temperatura.
Aplicaciones primarias: Fundición gris, fundición dúctil, fundición maleable.
Propiedades clave:
- Temperatura máxima de servicio: 1500°C.
- Conductividad térmica: 15-25 W/m-K (frente a 2-5 W/m-K para la alúmina).
- La resistencia superior al choque térmico reduce el riesgo de agrietamiento durante el vertido del metal.
- La química de la superficie del SiC resiste la adhesión de inclusiones de óxido de hierro (importante para una separación limpia del hierro).
Filtros de espuma cerámica de circonio
Los filtros de óxido de circonio (ZrO₂) representan el nivel superior de filtración de espuma cerámica, diseñados para los entornos más exigentes de alta temperatura y químicamente agresivos que se encuentran en la fundición de acero y el procesamiento de aleaciones especiales.
Aplicaciones primarias: Fundición de acero, fundición de superaleaciones a base de níquel, aleaciones especiales de alta temperatura.
Propiedades clave:
- Temperatura máxima de servicio: 1760°C+.
- Excepcional resistencia química a la escoria de acero fundido y a las inclusiones de óxido de acero.
- Baja conductividad térmica (ayuda a mantener la temperatura del metal durante la filtración)
- El coste más elevado entre los tipos estándar de filtros de espuma cerámica.
Filtros de espuma cerámica de magnesia (MgO)
Los filtros a base de magnesia son una categoría de productos especializados, especificados principalmente para aplicaciones de fundición de acero en las que la química básica de la escoria podría atacar a los materiales filtrantes que contienen alúmina o sílice.
Aplicaciones primarias: Fundición de acero con condiciones básicas de escoria, aleaciones especiales de hierro
Propiedades clave:
- Temperatura máxima de servicio: 1750°C.
- El carácter químico básico resiste el ataque de la escoria básica.
- Mayor densidad que las opciones de alúmina y circonio.
- Disponibilidad limitada en comparación con otros tipos.

Filtros de espuma cerámica de alúmina y sílice (fase mullita)
Los filtros con fase de mullita ofrecen un compromiso coste-rendimiento entre la alúmina pura y las calidades con alto contenido en alúmina. La fase cristalina de mullita (3Al₂O₃-2SiO₂) ofrece una buena resistencia al choque térmico y capacidad de temperatura útil a un coste moderado.
Aplicaciones primarias: Fundición de aleaciones de aluminio a media temperatura, aleaciones de cobre, algunas aplicaciones de hierro ligero.
Tabla resumen de selección de materiales
| Material filtrante | Temperatura máxima de servicio | Metal primario | Carácter químico | Coste relativo |
|---|---|---|---|---|
| Alúmina (Al₂O₃) | 1100-1700°C | Aluminio, cobre | Neutro-ácido | Bajo-Medio |
| Carburo de silicio (SiC) | 1500°C | Hierro gris, hierro dúctil | Neutro | Medio |
| Circonio (ZrO₂) | 1760°C+ | Acero, superaleaciones | Neutro-Básico | Alta |
| Magnesia (MgO) | 1750°C | Acero (escoria básica) | Básico | Medio-Alto |
| Mullita (Al₂O₃-SiO₂) | 1400°C | Aluminio, cobre, hierro ligero | Neutro | Bajo |
| Espinela (MgAl₂O₄) | 1700°C | Acero, aleaciones de níquel | Neutro | Alta |
Clasificación del tamaño de los poros (PPI) y su significado
El PPI -poros por pulgada- es el principal parámetro de especificación que determina la eficacia de filtración, la resistencia al flujo y la capacidad de retención de metal de un filtro de espuma cerámica. Comprender la selección del PPI es fundamental para optimizar el rendimiento del filtro en cualquier aplicación de fundición.
Cómo se mide y define el IPP
El PPI se refiere al número de poros (células) contados a lo largo de una pulgada lineal de la sección transversal del filtro. Un filtro de 10 PPI tiene aproximadamente 10 células por pulgada, lo que proporciona canales de poros relativamente grandes y abiertos. Un filtro de 30 PPI tiene aproximadamente 30 células por pulgada - aberturas de poro mucho más pequeñas con una tasa de captura de inclusión correspondientemente mayor y una mayor resistencia al flujo.
En la práctica, la distribución real del tamaño de los poros dentro de un mismo filtro no es perfectamente uniforme. La mayoría de los filtros producidos comercialmente tienen una variación de ±15-20% en el tamaño de las células en toda la cara del filtro, lo cual es normal y aceptable. Los filtros con una distribución del tamaño de las células más ajustada son más caros para aplicaciones críticas.

Clasificación PPI Comparación de resultados
| Clasificación PPI | Tamaño aproximado de los poros | Eficacia de filtración | Resistencia al flujo | Mejor aplicación |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Inferior (sólo inclusiones gruesas) | Muy bajo | Gran caudal, grandes coladas |
| 20 PPI | 1,2-1,5 mm | Moderado | Bajo | Uso general, piezas de automóvil |
| 25 PPI | 0,9-1,1 mm | Bien | Moderado | Fundiciones estructurales de aluminio |
| 30 PPI | 0,7-0,9 mm | Alta | Moderado-alto | Piezas aeroespaciales estancas a la presión |
| 40 PPI | 0,5-0,7 mm | Muy alta | Alta | Fundición crítica, médica |
| 50 PPI | 0,4-0,55 mm | Máximo | Muy alta | Superaleaciones, metal ultralimpio |
| 60 PPI | 0,3-0,4 mm | Máximo | Extremadamente alto | Investigación, aplicaciones especializadas |
Elección del IPP: Marco práctico para la toma de decisiones
La selección óptima del IPP implica equilibrar tres requisitos contrapuestos:
1. Nivel de limpieza requerido: Los requisitos de limpieza más estrictos exigen mayores PPI. Las piezas de fundición aeroespacial pueden especificar 30-40 PPI, mientras que las piezas de fundición industrial general pueden utilizar adecuadamente 20 PPI.
2. Presión metalostática disponible: Una mayor PPI significa una mayor resistencia al flujo. La presión de cabeza disponible en el sistema de compuerta debe ser suficiente para llenar la cavidad del molde antes de que comience la solidificación. Calculamos la altura mínima requerida en función de las dimensiones específicas del filtro y el índice PPI antes de finalizar la especificación del filtro.
3. Requisitos de caudal de metal: Las grandes piezas de fundición con secciones finas requieren caudales elevados. Especificar un PPI demasiado alto puede privar al molde de metal, provocando fallos y cierres en frío, defectos peores que algunas inclusiones.
Principales propiedades y especificaciones técnicas
A la hora de comprar filtros de espuma cerámica, los equipos de compras y los ingenieros deben evaluar un conjunto estandarizado de propiedades técnicas. Esto es lo que más importa y por qué:
Propiedades térmicas
Resistencia al choque térmico:
Expresado como el número de ciclos de choque térmico que resiste un filtro sin agrietarse en condiciones de prueba normalizadas (normalmente, desde temperatura ambiente hasta inmersión rápida a 1000 °C). Los filtros de SiC suelen superar los 5-10 ciclos; los de alúmina, los 3-6 ciclos. Una resistencia deficiente al choque térmico provoca la rotura del filtro durante el vertido, liberando fragmentos de cerámica en la masa fundida, lo que es mucho peor que no filtrar en absoluto.
Temperatura máxima de servicio:
Límite superior de temperatura a la que el filtro mantiene la integridad estructural y no contamina la masa fundida por disolución o descomposición. Compruébelo siempre con la temperatura máxima de colada de la aleación específica, con un margen de seguridad mínimo de 50 °C.
Conductividad térmica:
La alta conductividad térmica (filtros de SiC) minimiza la pérdida de temperatura en el metal que atraviesa el filtro. La baja conductividad térmica (circonio) actúa como aislante térmico, manteniendo la temperatura del metal en la zona del filtro pero acelerando potencialmente la solidificación en la cara del filtro.
Propiedades mecánicas
| Propiedad | Método de prueba | Alcance típico | Significado |
|---|---|---|---|
| Resistencia a la compresión en frío | ASTM C133 | 0,5-2,5 MPa | Resistencia a la manipulación y la instalación |
| Módulo de rotura en caliente | ASTM C583 | 0,3-1,5 MPa | Integridad estructural durante el vertido |
| Densidad aparente | ISO 5017 | 0,25-0,45 g/cm³ | Indicador indirecto de porosidad |
| Porosidad total | Método de Arquímedes | 75-90% | Mayor porosidad = mayor caudal |
| Superficie específica | Método BET | 0,3-1,5 m²/g | Área de captura de la inclusión de influencias |
Propiedades de filtración
Eficacia de filtración (FE):
Porcentaje de inclusiones eliminadas de una muestra de metal que pasa por el filtro en comparación con una referencia sin filtrar. Se mide mediante el análisis metalográfico del valor K (prueba de presión reducida) o el análisis PoDFA (Prefil-Footprinter) antes y después de la filtración.
Presión de cebado:
La presión metalostática mínima necesaria para iniciar el flujo de metal a través del filtro. Este valor debe superarse en el diseño del sistema de obturación. Valores típicos: 50-150 mm de cabeza metálica, dependiendo del PPI y de la tensión superficial del metal.
Metal Capacidad de retención:
La masa máxima de inclusiones que el filtro puede capturar antes de bloquearse por completo. Se expresa en gramos de inclusión por centímetro cuadrado de superficie filtrante.
Cómo los filtros de espuma cerámica mejoran la calidad de la fundición
La conexión entre la filtración de espuma cerámica y la calidad final de la fundición está bien documentada en la literatura metalúrgica revisada por expertos y respaldada por décadas de datos de producción de fundiciones. He aquí una mirada cuantificada a lo que realmente aporta la filtración:
Eliminación de inclusiones y limpieza de metales
Las inclusiones no metálicas son la fuente más común y perjudicial de defectos de fundición. Tienen su origen en múltiples causas:
- Películas de óxido: Se forma cuando el metal fundido entra en contacto con el oxígeno durante el vertido
- Productos refractarios de erosión: De cazos, correderas y manguitos elevadores
- Arrastre de escoria: Transportado desde el horno de fusión
- Escoria: Piel metálica parcialmente solidificada plegada en la corriente de fusión
- Compuestos intermetálicos: Precipitados por desequilibrios químicos de la aleación
Los filtros de espuma cerámica interrumpen el transporte de estas inclusiones desde el sistema de inyección hasta la cavidad del molde. Los datos publicados de múltiples fuentes muestran:
| Parámetros de fundición | Sin filtro | Con filtro de 30 PPI | Mejora |
|---|---|---|---|
| Resistencia a la tracción (Al A356) | 215 MPa | 248 MPa | +15% |
| Alargamiento a la rotura | 4.5% | 7.2% | +60% |
| Vida útil a la fatiga (ciclos hasta el fallo) | 85,000 | 140,000 | +65% |
| Porosidad Fracción de área | 0.8% | 0.2% | -75% |
| Recuento de inclusiones (por cm²) | 12.4 | 2.1 | -83% |
| Rugosidad superficial (Ra) | 6,3 μm | 4,1 μm | -35% |
Datos agregados de estudios publicados sobre la industria de la fundición, 2018-2024.
Reducción de turbulencias y regularización del flujo
Más allá de la captura de inclusiones, los filtros de espuma cerámica alteran fundamentalmente el carácter del flujo del metal que entra en el molde. El metal sin filtrar entra en la cavidad del molde en una corriente turbulenta y caótica que arrastra aire y pliega las películas de óxido. El filtro convierte este flujo turbulento en una corriente suave y laminar, una transformación que impide la formación de nuevas inclusiones aguas abajo del filtro.
Este efecto de amortiguación de la turbulencia es a veces más valioso que la eliminación directa de la inclusión, sobre todo en configuraciones de colada de flujo largo en las que la generación de película de óxido durante el llenado es el mecanismo de defecto dominante.
Ventajas de la termorregulación
En aplicaciones específicas de fundición de hierro, los filtros de espuma cerámica de SiC actúan como depósito de precalentamiento para la corriente de metal. La elevada masa térmica y conductividad del filtro entra en contacto brevemente con el metal y lo sobrecalienta ligeramente en contacto con la superficie caliente del filtro durante el vertido en estado estacionario, lo que ayuda a mantener el llenado del molde antes de que comience la solidificación en secciones finas.
Aplicaciones industriales y usos específicos del metal
Industria de fundición de aluminio
La industria de la fundición de aluminio es la mayor consumidora mundial de filtros de espuma cerámica por volumen, impulsada por el crecimiento explosivo de los componentes de aluminio para automoción y las piezas estructurales aeroespaciales. La aplicación típica implica filtros de espuma cerámica de alúmina a 20-40 PPI colocados en el sistema de canal de gravedad, baja presión, o herramientas de fundición a presión de alta presión.
Familias clave de aleación de aluminio filtrada:
- A356/A357 (componentes estructurales de automoción)
- series 319, 380 (bloques de motor, cajas de transmisión)
- Aleaciones forjadas de las series 2xxx y 7xxx (tochos aeroespaciales)
- Palanquillas de extrusión de la serie 6xxx.
Beneficio específico de filtración en aluminio: La principal inclusión en el aluminio es el óxido de aluminio (Al₂O₃) en forma de bifilm y partículas dispersas. El material filtrante de alúmina comparte la química con estas inclusiones, lo que favorece una adhesión preferente y una alta eficacia de captura.
Fundición de hierro y fundición dúctil
Las fundiciones de hierro utilizan filtros de espuma cerámica de carburo de silicio para gestionar las inclusiones de grafito, la escoria y los productos de la erosión de la arena. Las altas temperaturas de colada de la fundición gris (1300-1400°C) y la fundición dúctil (1380-1450°C) exigen la resistencia al choque térmico que proporcionan los filtros de carburo de silicio.
Aplicaciones en fundición de hierro:
- Discos y tambores de freno para automóviles.
- Bloques de motor y culatas.
- Tuberías y accesorios.
- Componentes de equipos agrícolas.
- Carcasas de bombas y cuerpos de válvulas.
Fundición de acero
El acero presenta el entorno de filtración más exigente: temperaturas de colada de 1550-1650°C, escoria oxidante agresiva y alta presión metalostática. Los filtros de espuma cerámica de óxido de circonio son la opción estándar, a menudo utilizados en combinación con asientos de filtro refractarios fibrosos y diques cerámicos.
Aplicaciones en la fundición de acero:
- Piezas de desgaste para minería (mandíbulas de trituradoras, revestimientos de molinos)
- Componentes ferroviarios (ruedas, bogies)
- Componentes de recipientes a presión.
- Cuerpos de bombas y válvulas industriales.
- Componentes de defensa y protección balística.
Fundición de cobre y aleaciones de cobre
Las aleaciones de cobre, incluidos el latón, el bronce y las aleaciones de cobre-níquel, se filtran utilizando filtros de espuma cerámica de alúmina o mullita a temperaturas relativamente más bajas (1000-1200°C de colada). La filtración en la colada de aleaciones de cobre tiene objetivos específicos:
- Inclusiones de arena por erosión del moho
- Pieles de óxido formadas durante el vertido
- Productos refractarios contra la erosión
Fundición a cera perdida de superaleaciones de níquel y titanio
El sector de la fundición a presión aeroespacial utiliza los índices de PPI más elevados (40-60 PPI) con filtros de espuma de cerámica de circonio o espinela de gran pureza para producir álabes de turbina, álabes y componentes estructurales de fuselaje. Los requisitos de limpieza absoluta de estas piezas, en las que una sola inclusión significativa puede provocar un fallo catastrófico por fatiga, justifican el uso de los sistemas de filtración de mayor rendimiento disponibles.

Cómo seleccionar el filtro de espuma cerámica adecuado
La selección del filtro de espuma cerámica óptimo requiere un proceso de evaluación estructurado en lugar de una simple búsqueda de productos.
Paso 1: Identificar el metal de colada y la temperatura de colada
| Categoría de metal | Temperatura de vertido | Material filtrante recomendado |
|---|---|---|
| Aleaciones de aluminio | 680-780°C | Alúmina (Al₂O₃) |
| Aleaciones de cobre | 1000-1200°C | Alúmina o mullita |
| Gris/Hierro dúctil | 1300-1450°C | Carburo de silicio (SiC) |
| Acero al carbono/baja aleación | 1550-1620°C | Circonio (ZrO₂) |
| Acero inoxidable | 1580-1650°C | Circonio (ZrO₂) |
| Superaleaciones de níquel | 1400-1550°C | Circonio o espinela |
| Aleaciones de titanio | 1650-1700°C | ZrO₂ estabilizado con itrio. |
Paso 2: Determinar el nivel de filtración necesario
Tenga en cuenta los requisitos de uso final de la pieza fundida. Los componentes aeroespaciales estructurales necesitan la máxima eficacia de filtración (30-40 PPI). Las piezas de fundición industriales en general pueden ser servidas adecuadamente con 20 PPI. Las piezas de fundición decorativas que no soportan carga pueden utilizar 10-15 PPI para el control del flujo sin filtración agresiva.
Paso 3: Calcular la superficie filtrante necesaria
El área de la cara del filtro debe ser suficiente para pasar el volumen de metal requerido dentro del tiempo de llenado disponible sin superar la velocidad de flujo máxima permitida. Una pauta comúnmente utilizada:
Superficie mínima del filtro (cm²) = Masa de metal (kg) / (Tiempo de llenado (seg) × Factor de caudal máximo)
Para el aluminio con un filtro de 20 PPI, el caudal máximo típico es de aproximadamente 0,3-0,5 kg/cm²/segundo. Un error común es no dimensionar bien el filtro, lo que provoca la acumulación de contrapresión, el llenado incorrecto del molde y la rotura del filtro.
Paso 4: Especifique las dimensiones y el grosor
Las dimensiones estándar de los filtros de espuma cerámica se ajustan a las convenciones del sector, aunque también están disponibles tamaños personalizados:
| Tamaños estándar (mm) | Opciones de grosor (mm) | Aplicación común |
|---|---|---|
| 40 × 40 | 15, 22 | Pequeñas piezas de fundición, patines |
| 50 × 50 | 15, 22 | Uso general |
| 75 × 75 | 15, 22, 25 | Fundición media |
| 100 × 100 | 22, 25 | Automoción, estructuras |
| 150 × 150 | 22, 25 | Grandes piezas de fundición |
| 200 × 200 | 25 | Piezas moldeadas muy grandes |
| Redondo: Ø40-Ø230 | 15-25 | Bloques de pocillos, especializados |
Instalación, integración del sistema de compuertas y buenas prácticas
La instalación correcta es tan importante como la selección correcta del filtro. Un filtro de alta calidad mal colocado en el sistema de obturación ofrece un rendimiento muy inferior a su potencial.
Diseño del asiento del filtro
El asiento del filtro es el hueco en la barra de rodadura o en la carcasa del filtro específico que coloca y retiene el filtro. Principios críticos de diseño del asiento:
Integridad del sello: El filtro debe asentarse en un asiento que impida que el metal pase alrededor de los bordes del filtro. Incluso un espacio de 1 mm entre el borde del filtro y el asiento permite que el metal se canalice alrededor del filtro, lo que reduce drásticamente la eficacia de la filtración. Recomendamos una profundidad de asiento de 2-3 mm y una anchura de asiento de 3-5 mm más allá de la dimensión del filtro en cada lado.
Soporte de filtros: El canal aguas abajo debe proporcionar una superficie de apoyo adecuada para evitar la fractura del filtro bajo la presión hidráulica del flujo metálico. Mínimo contacto de apoyo: 20% del área de la cara del filtro.
Ventilación: El aire atrapado debajo del filtro antes de la llegada del metal debe tener una vía de ventilación para escapar. Sin ventilación, la contrapresión del aire atrapado retrasa el cebado del filtro y puede causar turbulencias durante la fase inicial de llenado.
Posicionamiento en el sistema Gating
| Posición del filtro | Ventajas | Limitaciones |
|---|---|---|
| Base de bebedero | Captura todas las inclusiones a tiempo | Llegada de metales a gran velocidad, riesgo de choque térmico |
| Barra de corredor | Posición más común, buena presión de la cabeza | Debe tener en cuenta el enfriamiento del metal en los corredores largos |
| Posición de ingestión | Filtra el metal inmediatamente antes de la cavidad | Pequeña superficie filtrante, gran caudal por unidad de superficie |
| Base elevadora | Filtros durante la fase de alimentación | Menos eficaz para los defectos relacionados con el relleno |
Filtros de precalentamiento
En la fundición de acero y hierro a alta temperatura, el precalentamiento de los filtros de espuma cerámica a 200-400°C antes de colocarlos en el conjunto del molde reduce el choque térmico durante el contacto inicial con el metal. En la fundición de aluminio, no suele ser necesario el precalentamiento, pero evitar el contacto con la humedad o las superficies frías antes de la instalación previene el agrietamiento inducido por el choque térmico.
Manipulación y almacenamiento
- Manipule siempre los filtros de espuma cerámica con guantes limpios - la contaminación por aceite de la piel puede interferir con la humectación del metal.
- Conservar en condiciones secas a temperatura ambiente en su envase original.
- No apilar más de 10 filtros por columna para evitar que se aplasten por el peso.
- Compruebe si hay grietas o daños antes de la instalación; los filtros dañados deben desecharse.
Comparación de los filtros de espuma cerámica con otros métodos de filtración
Comprender en qué aspectos los filtros de espuma cerámica superan a las alternativas ayuda a los ingenieros a tomar decisiones justificadas sobre las especificaciones.
Tabla comparativa: Métodos de filtración para la fundición de metales
| Parámetro | Filtro de espuma cerámica | Filtro de fibra (fibra de vidrio) | Filtro cerámico extruido | Núcleo del filtro | Sin filtro |
|---|---|---|---|---|---|
| Temperatura límite | Hasta 1760°C | Hasta 1000°C | Hasta 1600°C | Hasta 1500°C | N/A |
| Inclusión Eliminación | Excelente | Bien | Moderado | Pobre-Moderado | Ninguno |
| Resistencia al flujo | Moderado | Bajo | Moderado-alto | Bajo-Moderado | Ninguno |
| Amortiguación de turbulencias | Excelente | Moderado | Moderado | Pobre | Ninguno |
| Resistencia al choque térmico | Bueno-Excelente | Pobre | Moderado | Bien | N/A |
| Coste por filtro | Moderado | Bajo | Bajo-Moderado | Muy bajo | Ninguno |
| ¿Disponible para Steel? | Sí (circonio) | No | Limitado | Limitado | Sí |
| Superficie de captura | Muy alta | Moderado | Bajo | Muy bajo | Ninguno |
| Eficacia relativa de filtración | Referencia 100% | 40-60% | 30-50% | 10-20% | 0% |
Por qué la espuma cerámica triunfa en aplicaciones de alta demanda
La combinación de un recorrido tortuoso tridimensional, una elevada superficie específica y la capacidad de soportar altas temperaturas convierten a la espuma cerámica en la elección definitiva para las piezas de fundición en las que la limpieza repercute directamente en el rendimiento mecánico. El único escenario en el que se puede preferir una filtración alternativa son las aplicaciones de caudal extremadamente alto en las que la caída de presión de un filtro de espuma restringiría el llenado; en estos casos, se pueden sustituir por filtros de panal extruidos.
Normas de calidad, pruebas y certificación
Normas internacionales aplicables
| Estándar | Organización | Alcance |
|---|---|---|
| ISO 26910 | ISO | Filtros de espuma cerámica para fundición de metales - requisitos |
| ASTM C1674 | ASTM | Resistencia a la flexión de cerámicas avanzadas con porosidad abierta |
| GB/T 25139 | China GB | Filtros de espuma cerámica para fundición de aleaciones de aluminio |
| GB/T 30840 | China GB | Filtros de espuma cerámica para fundición de hierro y acero |
| EN 993-1 | Europea | Pruebas físicas de productos refractarios de forma densa |
| JIS R 2412 | Japonés | Productos filtrantes cerámicos para metal fundido |
Pruebas de calidad clave para la inspección de entrada
Inspección visual:
100% de filtros deben inspeccionarse visualmente para detectar grietas, revestimiento incompleto, poros cerrados y conformidad dimensional. Recomendamos utilizar una configuración de inspección de mesa de luz estandarizada para operaciones de fundición de gran volumen.
Verificación dimensional:
Muestreo aleatorio de 5-10% de filtros recibidos para la medición dimensional con respecto a las tolerancias de dibujo.
Pruebas de resistencia a la compresión:
Pruebas de lotes de muestras aleatorias utilizando ASTM C133 o equivalente. La resistencia mínima aceptable a la compresión en frío varía según el material y la aplicación.
Verificación del recuento de poros:
Verificación del índice PPI mediante recuento estandarizado de células en múltiples secciones de filtros de muestra. Una variación de más de ±2 PPI del valor nominal es causa de rechazo.
Prueba de choque térmico:
Para aplicaciones críticas, las pruebas de choque térmico de precalificación de lotes de filtros expuestos a ciclos de cambio rápido de temperatura confirman la resistencia al agrietamiento en condiciones reales de vertido.
Lea también:
Guía de contratación: Dimensionamiento, fijación de precios y evaluación de proveedores
Resumen de precios (referencia de mercado 2026)
| Tipo de filtro | Tamaños | Precio unitario aproximado |
|---|---|---|
| Alúmina, 20-30 PPI | 50×50×22mm | $0,15-0,45 USD |
| Alúmina, 20-30 PPI | 100×100×22mm | $0,50-1,20 USD |
| SiC, 20-30 PPI | 100×100×22mm | $0.80-2.00 USD |
| Zirconia, 30 PPI | 100×100×22mm | $3.00-8.00 USD |
| Zirconia, 40 PPI | 150×150×25mm | $8.00-20.00 USD |
| Tamaños a medida | Varios | 30-100% superior al estándar |
Los precios varían considerablemente en función del volumen de pedidos, la región del proveedor y las condiciones del mercado de materias primas.
Marco de evaluación de proveedores
Al evaluar a los proveedores de filtros de espuma cerámica, aplicamos la siguiente estructura de criterios:
Capacidad técnica:
- Gama de materiales y grados PPI ofrecidos.
- Gama dimensional y capacidad de personalización.
- Laboratorio de ensayos propio con métodos de ensayo publicados.
- Fichas técnicas con listados completos de propiedades.
Gestión de la calidad:
- Certificación ISO 9001 como mínimo.
- Sistema de trazabilidad de lotes.
- Certificado de conformidad con cada envío.
- Definición de criterios de muestreo y aceptación.
Fiabilidad del suministro:
- Disponibilidad de existencias en almacenes regionales o locales.
- Cantidad mínima de pedido.
- Plazo de entrega para productos estándar y personalizados.
- Historial de resultados de entrega.
Asistencia técnica:
- Capacidad de apoyo a la ingeniería de aplicaciones.
- Disposición para realizar pruebas de fundición y evaluación del rendimiento.
- Casos prácticos publicados o referencias de aplicaciones.
Errores comunes en los pedidos
- Especificar sólo material e IPP sin verificación de temperatura: Confirme siempre la temperatura máxima de servicio nominal del filtro con la temperatura real de vertido.
- Área de filtro subdimensionada para ahorrar costes: El coste de una pieza de fundición defectuosa supera con creces la diferencia de coste entre un filtro de tamaño correcto y uno de tamaño insuficiente.
- Ignorar la humedad durante el almacenamiento: Los filtros cerámicos húmedos pueden fracturarse de forma explosiva al entrar en contacto con metal fundido.
- Mezcla de tipos de filtro de diferentes lotes en la misma tirada de producción: Las variaciones de propiedad entre lotes pueden provocar resultados incoherentes.
- Diseño del asiento del filtro con vistas: Incluso el mejor filtro funciona mal en un asiento mal diseñado.
Preguntas más frecuentes (FAQ)
P1: ¿Para qué sirve principalmente un filtro de espuma cerámica en la fundición de metales?
El objetivo principal es eliminar las inclusiones no metálicas -partículas de óxido, fragmentos de escoria, granos de arena y productos de erosión refractaria- del metal fundido antes de que entre en la cavidad del molde. Una función secundaria pero igualmente importante es convertir el flujo turbulento de metal en una corriente suave y laminar que impida la formación de nuevo óxido durante el llenado del molde. Juntas, estas funciones reducen los defectos de fundición y mejoran las propiedades mecánicas de la pieza acabada.
P2: ¿Pueden reutilizarse los filtros de espuma cerámica en la producción?
No. Los filtros de espuma cerámica son consumibles de un solo uso. Una vez que un filtro ha pasado metal fundido, sus poros están parcial o totalmente saturados de inclusiones capturadas y metal solidificado. Intentar reutilizar un filtro expondría la pieza fundida a esas inclusiones capturadas más cualquier contaminación adicional procedente de la estructura degradada del filtro. El coste de un filtro es una pequeña fracción del valor de la colada, por lo que su reutilización es económicamente injustificable en cualquier contexto de producción.
P3: ¿Qué índice PPI debo utilizar para la fundición de aluminio?
Para la mayoría de las aplicaciones de fundición de aluminio estructural (piezas de suspensión de automóviles, soportes de motor y componentes similares), un filtro de espuma cerámica de alúmina de 20-30 PPI ofrece el mejor equilibrio entre eliminación de inclusiones y caudal. Para aplicaciones aeroespaciales o críticas para la seguridad que requieran la máxima limpieza, es adecuado un PPI de 30-40. Para piezas de fundición decorativas sencillas y no estructurales, suele bastar con 10-20 PPI.
P4: ¿Cuál es la diferencia entre un filtro de espuma cerámica y un filtro de cerámica extruida?
Un filtro de espuma cerámica tiene una estructura de poros tridimensional, irregular y reticulada, creada por el método de réplica de espuma. Este recorrido tortuoso proporciona una filtración profunda, capturando inclusiones más pequeñas que el tamaño nominal de los poros. Un filtro cerámico extruido tiene canales rectos y paralelos -como un panal- que sólo permiten el tamizado superficial de inclusiones mayores que la abertura del canal. Los filtros cerámicos de espuma son mucho más eficaces para la eliminación de inclusiones finas, pero tienen una mayor resistencia al flujo que las alternativas extruidas.
P5: ¿Cómo sé si mi filtro de espuma cerámica ha funcionado eficazmente?
Los métodos de evaluación posteriores a la colada incluyen: examen metalográfico de secciones transversales de la colada (recuento y dimensionamiento de inclusiones), pruebas de presión reducida (valor K) de muestras de metal tomadas antes y después de la posición del filtro, y análisis PoDFA o LAIS en operaciones de colada de aluminio. Un indicador de campo más sencillo es examinar el filtro después de la colada: una cara del filtro muy cargada con acumulación visible de inclusiones confirma la captura activa.
P6: ¿Qué hace que un filtro de espuma cerámica se agriete durante el vertido?
El agrietamiento durante el vertido suele deberse al choque térmico que se produce cuando los filtros fríos o a temperatura ambiente entran en contacto con metal fundido caliente. El rápido aumento de temperatura crea tensiones de gradiente térmico que superan el módulo de rotura del filtro. Las estrategias de prevención incluyen precalentar el conjunto del filtro, asegurarse de que el filtro está completamente seco antes de su uso y utilizar filtros de carburo de silicio (con una resistencia superior al choque térmico) para aplicaciones de hierro y acero.
P7: ¿Afectan los filtros de espuma cerámica a la temperatura del metal?
Sí, en un grado medible pero manejable. El metal que pasa a través de un filtro de espuma cerámica a temperatura ambiente pierde algo de energía térmica en la masa del filtro durante la fase inicial de vertido. Para el aluminio en volúmenes típicos, esta pérdida de temperatura suele ser de 3-8°C a través del filtro. Para el hierro y el acero, con su masa térmica de metal mucho mayor, el efecto es proporcionalmente menor. En la mayoría de las operaciones de fundición de producción, esta caída de temperatura se tiene en cuenta en la especificación de la temperatura de colada.
P8: ¿Son adecuados los filtros de espuma cerámica para la fundición a alta presión (HPDC)?
No. Los filtros de espuma cerámica estándar no se utilizan en la fundición a alta presión porque las velocidades y presiones de inyección (hasta 150 MPa) fracturarían inmediatamente cualquier estructura de espuma cerámica. La filtración en HPDC se consigue por otros medios: sistemas de vacío, diseño optimizado de las compuertas y equipos de desgasificación. Los filtros de espuma cerámica son adecuados para los procesos de fundición por gravedad, fundición a baja presión (LPDC), fundición a la cera perdida y fundición en arena.
P9: ¿Cuál es el impacto medioambiental de la eliminación de los filtros de espuma cerámica?
Los filtros de espuma cerámica usados se clasifican como residuos industriales sólidos. Tras su fundición, los filtros contienen inclusiones metálicas solidificadas y posiblemente pequeñas cantidades de metal. En la mayoría de las jurisdicciones, se eliminan como residuos industriales no peligrosos en instalaciones autorizadas. Algunas fundiciones recuperan el valor residual del metal mediante el reciclado de filtros usados de alto contenido metálico. El material cerámico en sí es químicamente estable y no lixivia componentes peligrosos, por lo que su eliminación en vertederos suele ser aceptable con arreglo a la normativa estándar sobre residuos industriales.
Q10: ¿Pueden adaptarse los filtros de espuma cerámica a formas o tamaños inusuales?
Sí. Aunque los tamaños cuadrados y rectangulares estándar son los más comunes y económicos, los filtros de espuma cerámica pueden fabricarse en forma redonda, ovalada, trapezoidal y otras geometrías personalizadas. Las cantidades mínimas de pedido para tamaños personalizados suelen ser de 500-2000 piezas, dependiendo de la complejidad. Los plazos de entrega de las herramientas personalizadas y la producción inicial oscilan entre 4 y 12 semanas. En el caso de aplicaciones personalizadas de gran volumen, la rentabilidad de los tamaños personalizados suele justificar la inversión en utillaje en el primer año de producción.
Conclusión
Los filtros de espuma cerámica ocupan una posición crítica en los sistemas modernos de calidad de la fundición de metales. Su capacidad para eliminar inclusiones, regularizar el flujo de metal y mejorar las propiedades mecánicas de las piezas fundidas los convierte en uno de los pocos componentes consumibles en los que la inversión aumenta directa y mensurablemente la calidad del producto y reduce el coste de la chatarra.
Las principales conclusiones para los ingenieros: la selección del material debe ajustarse tanto a la composición química del metal como a la temperatura de funcionamiento; la selección del PPI debe equilibrar los requisitos de limpieza con la presión de paso disponible; y el tamaño del filtro debe calcularse en lugar de estimarse. Para los profesionales de compras: el coste unitario por filtro es una medida engañosa; el cálculo del valor total debe incluir la reducción de la tasa de desechos, la mejora del rendimiento del mecanizado y la reducción de las reclamaciones de garantía atribuibles a unas piezas fundidas más limpias.
En AdTech trabajamos con fundiciones de aluminio, hierro, acero y aleaciones especiales. La lección que se desprende de esa experiencia es sencilla: un filtro de espuma cerámica bien especificado, correctamente instalado, se amortiza muchas veces en cada ciclo de fundición.
