A Keramikschaumfilter (CFF) ist eine poröse, dreidimensionale netzartige Struktur aus hochentwickelten keramischen Werkstoffen - meist Aluminiumoxid, Siliziumkarbid, Zirkoniumdioxid oder Magnesiumoxid -, die speziell entwickelt wurde, um nichtmetallische Einschlüsse, feste Partikel und mitgerissene Gase aus der Metallschmelze während des Gießprozesses zu entfernen. Der Filter arbeitet, indem er flüssiges Metall durch ein verbundenes Netzwerk gewundener Fließwege drückt und dabei Einschlüsse durch eine Kombination aus mechanischer Siebung, physikalischer Adhäsion und Kuchenfiltrationsmechanismen auffängt. Das Ergebnis sind sauberere Gussteile mit höherer Integrität, deutlich geringerer Porosität, besserer Oberflächenqualität und besseren mechanischen Eigenschaften.
Wenn Ihr Projekt die Verwendung von Ceramic Foam Filter erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
In der Praxis sind Schaumkeramikfilter eines der kosteneffektivsten Werkzeuge zur Qualitätsverbesserung in modernen Gießereien und Gussbetrieben. Wir haben Filtersysteme in Gießanlagen für Aluminium-, Eisen-, Stahl- und Kupferlegierungen bewertet, und die Ergebnisse sind eindeutig: Die Integration von richtig ausgewählten Schaumkeramikfiltern in ein Anschnittsystem reduziert die mit Einschlüssen verbundene Ausschussrate um 40-80% und verbessert gleichzeitig die Zugfestigkeit, Dehnung und Ermüdungslebensdauer des fertigen Gussteils. In Branchen, in denen sich Gussfehler direkt in Ausfällen niederschlagen - Luft- und Raumfahrtkomponenten, Sicherheitsteile für die Automobilindustrie und druckkritische Ventile - ist diese Leistungsverbesserung keine Option.
Was ist ein keramischer Schaumstofffilter und wie funktioniert er?
Ein Schaumkeramikfilter nimmt in der Gießereitechnik eine einzigartige Stellung ein, da sich seine Struktur grundlegend von herkömmlichen Filtermedien unterscheidet. Anstelle eines flachen Netzes oder einer einfachen Lochplatte besteht ein Schaumkeramikfilter aus einer offenzelligen Schaumstoffarchitektur - einem durchgängigen Netzwerk aus keramischen Streben, die miteinander verbundene kugelförmige Hohlräume umgeben -, die die Geometrie einer Polyurethanschaumschablone vor dem Brennen nachbildet.
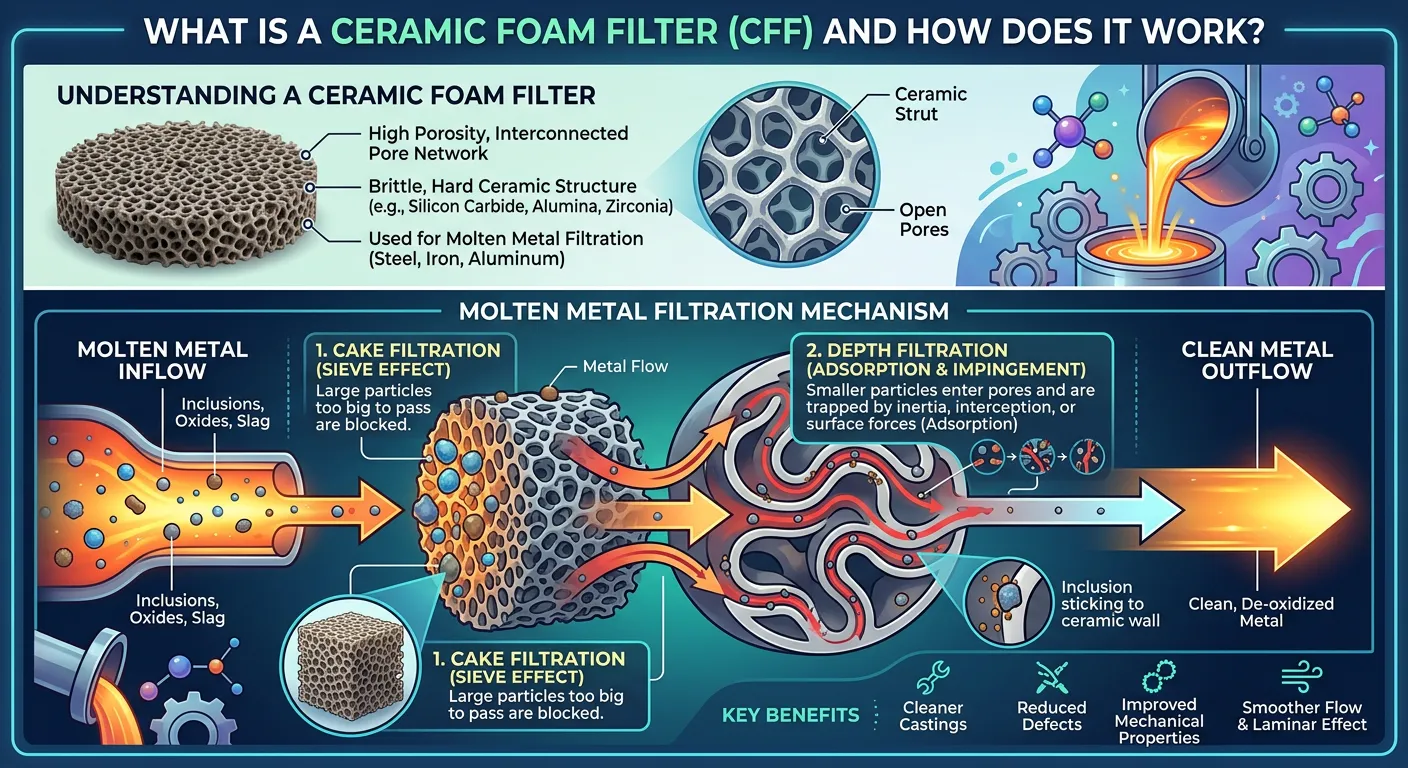
Die drei Filtrationsmechanismen in Aktion
Um zu verstehen, wie keramische Schaumstofffilter tatsächlich Einschlüsse auffangen, müssen drei gleichzeitige Mechanismen betrachtet werden:
Mechanische Siebung (Größenausschluß):
Einschlüsse, die größer als die Porenöffnung des Filters sind, werden an der Filterfläche physisch blockiert und bilden einen Filterkuchen, der mit fortschreitendem Metallfluss immer effektiver wird. Dies ist der einfachste Mechanismus und gilt vor allem für größere Einschlüsse (über 50-100 Mikrometer).
Verschlungene Pfadfiltration (Tiefenfiltration):
Hier sind Schaumkeramikfilter einfachen Maschensieben überlegen. Der unregelmäßige, dreidimensionale Fließweg zwingt das geschmolzene Metall dazu, auf seinem Weg durch die Schaumstoffstruktur wiederholt die Richtung zu ändern. Jede Richtungsänderung erhöht die Wahrscheinlichkeit, dass ein Einschlusspartikel mit einer keramischen Strebenoberfläche in Berührung kommt und daran haftet. Einschlüsse mit einer Größe von 10 bis 20 Mikrometern werden durch diesen Mechanismus aufgefangen, selbst wenn sie kleiner sind als die Nennporenöffnung.
Auf Benetzbarkeit basierende Adhäsion:
Die keramische Oberflächenchemie des Filtermaterials begünstigt die Adhäsion bestimmter Einschlussarten. Aluminiumoxideinschlüsse in Aluminiumschmelzen haften beispielsweise bevorzugt an Filteroberflächen auf Aluminiumoxidbasis. Diese chemische Affinität zwischen Filtersubstrat und Einschlussart ist ein Hauptgrund, warum die Materialauswahl weit über die Temperaturkompatibilität hinaus von Bedeutung ist.
Strömungsverhalten durch den Filter
Wenn das geschmolzene Metall zum ersten Mal mit der Filterfläche in Berührung kommt, gibt es eine kurze Ansaugphase, in der das Metall die Oberflächenspannung überwindet und beginnt, die Keramikstreben zu benetzen. Sobald der Durchfluss hergestellt ist, folgt der Druckabfall über den Filter einer modifizierten Darcy-Beziehung:
ΔP = (μ × L × v) / k
Dabei ist ΔP der Druckabfall, μ die Viskosität der Schmelze, L die Filterdicke, v die Fließgeschwindigkeit und k die Permeabilitätskonstante der jeweiligen Filtersorte. In der Gießereipraxis bedeutet dies, dass bei der Platzierung des Filters im Anschnittsystem der metallostatische Druck berücksichtigt werden muss, der zur Verfügung steht, um das Metall durch den Filter zu treiben - ein unzureichender Kopfdruck führt zu einer unvollständigen Füllung oder vorzeitigen Erstarrung.
Herstellungsprozess: Wie keramische Schaumstoff-Filter hergestellt werden
Die Herstellung von Schaumkeramikfiltern erfolgt nach einem Verfahren, das als Replica-Methode (oder Polymerschaum-Imprägnierungsmethode) bezeichnet wird und erstmals 1963 von Schwartzwalder und Somers entwickelt und patentiert wurde. Dieses Herstellungsverfahren ist auch mehr als sechs Jahrzehnte später noch der Industriestandard, wobei die Chemie der Aufschlämmung, die Bindemittelsysteme und die Brennkontrolle erheblich verfeinert wurden.
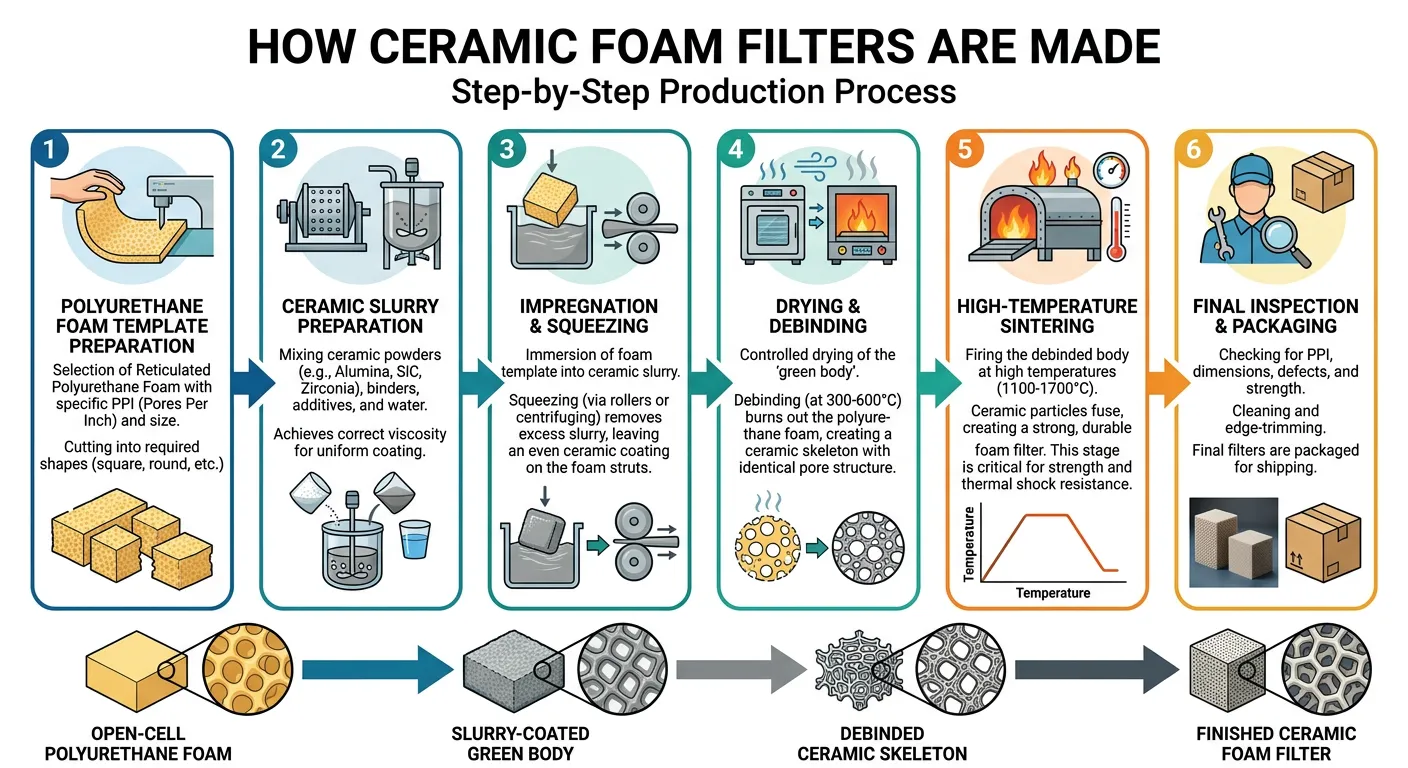
Stufe 1: Vorbereitung der Polymerschaum-Schablone
Offenzelliger Polyurethanschaum mit der gewünschten Porendichte (gemessen in PPI - Poren pro Zoll) wird auf die erforderlichen Abmessungen zugeschnitten. Die Schaumstoffschablone wird auf eine gleichmäßige Zellverteilung und das Fehlen geschlossener Poren geprüft, die den Metallfluss im Endprodukt blockieren würden.
Stufe 2: Vorbereitung der keramischen Aufschlämmung
Es wird ein keramischer Schlicker formuliert:
- Primäres keramisches Rohmaterial (Tonerde, SiC, Zirkoniumdioxid usw.) in Form von feinem Pulver.
- Kolloidales Siliziumdioxid, Aluminiumoxidsol oder Phosphatbinder.
- Rheologiemodifikatoren (Bentonit, organische Verdickungsmittel)
- Antischaummittel.
- Wasser oder organisches Lösungsmittel als Träger.
Die Viskosität der Aufschlämmung wird genau kontrolliert - typischerweise 1000-3000 cP für die Imprägnierung - um eine vollständige Abdeckung der Zellen zu gewährleisten, ohne die Porenöffnungen zu blockieren.
Stufe 3: Imprägnierung und Squeeze Coating
Die Polyurethanschaumschablone wird in den keramischen Schlicker getaucht und manuell oder mechanisch gepresst, um ein vollständiges Eindringen des Schlickers in alle Zellen zu gewährleisten. Überschüssiger Schlicker wird durch kontrollierte Abquetschwalzen entfernt, um das angestrebte Beschichtungsgewicht zu erreichen und offene Porenkanäle zu erhalten.
Stufe 4: Trocknung
Der imprägnierte Schaumstoff wird bei 80-150°C getrocknet, um freies Wasser zu entfernen und eine ausreichende Grünfestigkeit für die Verarbeitung zu entwickeln. Die Trocknung muss kontrolliert erfolgen, um Rissbildung durch unterschiedliche Schrumpfungsspannungen zu vermeiden.
Stufe 5: Ausbrandbrand (400-600°C)
In dieser Phase brennt die Polyurethanschaumschablone vollständig aus und hinterlässt das Keramikskelett. Dies ist eine kritische Phase - wenn der organische Ausbrand einen übermäßigen inneren Gasdruck erzeugt, können die Keramikstreben reißen, bevor die Struktur verfestigt ist. Moderne Brennöfen arbeiten in diesem Bereich mit kontrollierter Atmosphäre und langsamen Heizraten.
Stufe 6: Sintern (1200-1650°C)
Die abschließende Sinterung verdichtet die keramischen Verstrebungen, entwickelt die mechanische Festigkeit und stellt die Oberflächenchemie her, die für die Haftung der Einschlüsse verantwortlich ist. Die maximale Sintertemperatur ist auf das jeweilige Keramiksystem abgestimmt:
| Keramisches Material | Sintertemperaturbereich |
|---|---|
| Tonerde (Al₂O₃) | 1450-1600°C |
| Siliziumkarbid (SiC) | 1900-2100°C (mit Sinterhilfsmitteln) |
| Zirkoniumdioxid (ZrO₂) | 1400-1550°C |
| Magnesia (MgO) | 1550-1650°C |
| Tonerde-Kieselerde (Mullit) | 1350-1500°C |
Stufe 7: Qualitätsprüfung und Sortierung
Jeder Filter wird einer Sichtprüfung, einer Messung der Abmessungen und einer Gewichtsüberprüfung unterzogen. Zu den kritischen Qualitätsprüfungen gehören:
- Gleichmäßigkeit der Porengrößenverteilung.
- Fehlen von Rissen oder geschlossenen Poren.
- Vollständigkeit der Oberflächenbeschichtung.
- Maßtoleranzen (typischerweise ±2 mm bei Länge/Breite, ±1 mm bei der Dicke)
Arten von Keramikschaumfiltern nach Material
Die Materialauswahl ist die erste und wichtigste Entscheidung bei der Spezifikation von Schaumkeramikfiltern. Jedes Keramiksystem hat einen eigenen Betriebstemperaturbereich, ein eigenes chemisches Kompatibilitätsprofil und eine eigene Filtrationseffizienz.

Aluminiumoxid-Keramik-Schaumstoff-Filter
Schaumkeramikfilter aus Aluminiumoxid (Al₂O₃) sind der weltweit am häufigsten hergestellte und verwendete Filtertyp, auf den schätzungsweise 60-70% des Gesamtverbrauchs an Schaumkeramikfiltern entfallen. Ihre Dominanz ergibt sich aus einer hervorragenden Kombination aus Kosten, Temperaturleistung und chemischer Kompatibilität mit den meisten Nichteisenmetallgießverfahren.
Primäre Anwendungen: Guss aus Aluminiumlegierung, Kupferlegierung, Bronzeguss
Wichtige Eigenschaften:
- Maximale Betriebstemperatur: 1100°C (bei Verwendung von Aluminium), bei hochreinen Sorten bis zu 1700°C.
- Hervorragende chemische Beständigkeit gegen geschmolzenes Aluminium und seine Oxideinschlüsse.
- Natürliche Affinität zu aluminiumoxidartigen Einschlüssen (der häufigste Fehler in Al-Gussteilen).
- Erhältlich im Bereich 10-60 PPI
Siliziumkarbid (SiC)-Keramik-Schaumstoff-Filter
Siliziumkarbidfilter unterscheiden sich von Filtern auf Oxidbasis durch ihre außergewöhnliche Wärmeleitfähigkeit - die etwa 10-mal höher ist als die von Aluminiumoxid - und ihre hervorragende Temperaturwechselbeständigkeit. Diese Eigenschaften machen SiC zum Material der Wahl für Eisen- und einige Stahlgussanwendungen, bei denen thermische Masse und schnelle Temperaturwechsel auftreten.
Primäre Anwendungen: Grauguss, Sphäroguss, Temperguss.
Wichtige Eigenschaften:
- Maximale Betriebstemperatur: 1500°C.
- Wärmeleitfähigkeit: 15-25 W/m-K (gegenüber 2-5 W/m-K für Aluminiumoxid).
- Hervorragende Temperaturwechselbeständigkeit verringert das Risiko der Rissbildung beim Metallguss.
- Die SiC-Oberflächenchemie widersteht dem Anhaften von Eisenoxideinschlüssen (wichtig für eine saubere Eisenabscheidung).
Zirkoniumdioxid-Keramik-Schaumstoff-Filter
Zirkonoxid (ZrO₂)-Filter stellen die Spitzenklasse der Schaumkeramikfiltration dar. Sie wurden für die anspruchsvollsten Hochtemperatur- und chemisch aggressiven Umgebungen entwickelt, die beim Stahlguss und bei der Verarbeitung von Speziallegierungen auftreten.
Primäre Anwendungen: Stahlguss, Superlegierungsguss auf Nickelbasis, Hochtemperaturspeziallegierungen.
Wichtige Eigenschaften:
- Maximale Betriebstemperatur: 1760°C+.
- Außergewöhnliche chemische Beständigkeit gegen geschmolzene Stahlschlacke und Stahloxideinschlüsse.
- Geringe Wärmeleitfähigkeit (hilft bei der Aufrechterhaltung der Metalltemperatur während der Filtration)
- Höchste Kosten unter den Standard-Keramikschaumfiltertypen.
Magnesia (MgO) Keramische Schaumstoff-Filter
Filter auf Magnesiabasis sind eine spezielle Produktkategorie, die in erster Linie für Stahlgussanwendungen eingesetzt wird, bei denen die chemische Zusammensetzung der Schlacke Aluminiumoxid oder kieselsäurehaltige Filtermaterialien angreifen könnte.
Primäre Anwendungen: Stahlguss mit einfachen Schlackebedingungen, Spezialeisenlegierungen
Wichtige Eigenschaften:
- Maximale Betriebstemperatur: 1750°C.
- Der basische chemische Charakter widersteht dem Angriff von basischer Schlacke.
- Höhere Dichte als Optionen aus Aluminiumoxid und Zirkoniumdioxid.
- Begrenzte Verfügbarkeit im Vergleich zu anderen Typen.

Aluminiumoxid-Kieselerde (Mullit-Phase) Keramikschaumfilter
Mullit-Phasenfilter bieten einen Preis-Leistungs-Kompromiss zwischen reinem Aluminiumoxid und hochtonerdehaltigen Sorten. Die kristalline Mullit-Phase (3Al₂O₃-2SiO₂) bietet eine gute Temperaturwechselbeständigkeit und nützliche Temperatureigenschaften zu moderaten Kosten.
Primäre Anwendungen: Gießen von Aluminiumlegierungen bei mittleren Temperaturen, Kupferlegierungen, einige leichte Eisenanwendungen
Übersichtstabelle zur Materialauswahl
| Filtermaterial | Maximale Betriebstemperatur | Primäres Metall | Chemischer Charakter | Relative Kosten |
|---|---|---|---|---|
| Tonerde (Al₂O₃) | 1100-1700°C | Aluminium, Kupfer | Neutral-sauer | Niedrig bis mittel |
| Siliziumkarbid (SiC) | 1500°C | Grauguss, Sphäroguss | Neutral | Mittel |
| Zirkoniumdioxid (ZrO₂) | 1760°C+ | Stahl, Superlegierungen | Neutral-Basisch | Hoch |
| Magnesia (MgO) | 1750°C | Stahl (basische Schlacke) | Grundlegend | Mittel-Hoch |
| Mullit (Al₂O₃-SiO₂) | 1400°C | Aluminium, Kupfer, leichtes Eisen | Neutral | Niedrig |
| Spinell (MgAl₂O₄) | 1700°C | Stahl, Nickellegierungen | Neutral | Hoch |
Porengrößenbewertungen (PPI) und ihre Bedeutung
PPI - Poren pro Zoll - ist der wichtigste Spezifikationsparameter, der die Filtrationseffizienz, den Durchflusswiderstand und die Metallhaltekapazität eines Schaumkeramikfilters bestimmt. Das Verständnis der PPI-Auswahl ist grundlegend für die Optimierung der Filterleistung in jeder Gussanwendung.
Wie PPI gemessen und definiert wird
PPI bezieht sich auf die Anzahl der Poren (Zellen), die entlang eines linearen Zolls des Filterquerschnitts gezählt werden. Ein 10 PPI-Filter hat etwa 10 Zellen pro Zoll, was relativ große, offene Porenkanäle ergibt. Ein 30 PPI-Filter hat etwa 30 Zellen pro Zoll - viel kleinere Porenöffnungen mit einer entsprechend größeren Einschlussrate und einem höheren Durchflusswiderstand.
In der Praxis ist die tatsächliche Porengrößenverteilung innerhalb eines einzelnen Filters nicht vollkommen gleichmäßig. Die meisten kommerziell hergestellten Filter weisen eine Schwankung der Zellgröße von ±15-20% über die gesamte Filterfläche auf, was normal und akzeptabel ist. Filter mit einer engeren Verteilung der Zellgröße sind für kritische Anwendungen von Vorteil.

PPI-Rating Leistungsvergleich
| PPI-Bewertung | Ca. Porengröße | Wirkungsgrad der Filtration | Strömungswiderstand | Beste Anwendung |
|---|---|---|---|---|
| 10 PPI | 2,5-3,0 mm | Niedriger (nur grobe Einschlüsse) | Sehr niedrig | Hoher Durchsatz, große Gussstücke |
| 20 PPI | 1,2-1,5 mm | Mäßig | Niedrig | Allgemeine Zwecke, Automobilteile |
| 25 PPI | 0,9-1,1 mm | Gut | Mäßig | Aluminium-Strukturgussteile |
| 30 PPI | 0,7-0,9 mm | Hoch | Mäßig-hoch | Luft- und Raumfahrt, druckdichte Teile |
| 40 PPI | 0,5-0,7 mm | Sehr hoch | Hoch | Kritische Gussteile, medizinisch |
| 50 PPI | 0,4-0,55 mm | Maximum | Sehr hoch | Superlegierungen, ultrasauberes Metall |
| 60 PPI | 0,3-0,4 mm | Maximum | Extrem hoch | Forschung, Spezialanwendungen |
Die Wahl von PPI: Praktischer Entscheidungsrahmen
Bei der optimalen Auswahl von PPI müssen drei konkurrierende Anforderungen gegeneinander abgewogen werden:
1. Erforderlicher Sauberkeitsgrad: Höhere Sauberkeitsanforderungen führen zu höheren PPI-Werten. Gussteile für die Luft- und Raumfahrt können mit 30-40 PPI spezifiziert werden, während für Gussteile für die allgemeine Industrie 20 PPI ausreichend sein können.
2. Verfügbarer metallostatischer Druck: Ein höherer PPI bedeutet einen höheren Fließwiderstand. Der verfügbare Kopfdruck im Anschnittsystem muss ausreichen, um den Formhohlraum zu füllen, bevor die Verfestigung beginnt. Wir berechnen die erforderliche Mindestdruckhöhe auf der Grundlage der spezifischen Filterabmessungen und des PPI-Wertes, bevor wir die Filterspezifikation festlegen.
3. Anforderungen an die Metalldurchflussrate: Große Gussteile mit dünnen Querschnitten erfordern hohe Fließgeschwindigkeiten. Die Angabe eines zu hohen PPI kann die Form mit Metall aushungern, was zu Fehlläufen und Kaltverschlüssen führt - Defekte, die schlimmer sind als manche Einschlüsse.
Wichtige Leistungseigenschaften und technische Spezifikationen
Bei der Beschaffung von Schaumkeramikfiltern müssen die Beschaffungsteams und Ingenieure eine Reihe von standardisierten technischen Eigenschaften bewerten. Hier ist, was am wichtigsten ist und warum:
Thermische Eigenschaften
Widerstandsfähigkeit gegen thermische Schocks:
Ausgedrückt als die Anzahl der Thermoschockzyklen, die ein Filter unter standardisierten Testbedingungen (typischerweise Raumtemperatur bis 1000°C schnelles Eintauchen) ohne Rissbildung übersteht. SiC-Filter erreichen in der Regel 5-10+ Zyklen, Aluminiumoxidfilter in der Regel 3-6 Zyklen. Eine schlechte Temperaturwechselbeständigkeit führt dazu, dass der Filter während des Gießens reißt und Keramikfragmente in die Schmelze gelangen - was weitaus schlimmer ist als gar keine Filtration.
Maximale Betriebstemperatur:
Die obere Temperaturgrenze, bei der der Filter seine strukturelle Integrität bewahrt und die Schmelze nicht durch Auflösung oder Zersetzung verunreinigt. Überprüfen Sie dies immer anhand der maximalen Gießtemperatur der spezifischen Legierung, mit einem Sicherheitsabstand von mindestens 50°C.
Wärmeleitfähigkeit:
Hohe Wärmeleitfähigkeit (SiC-Filter) minimiert den Temperaturverlust im Metall, das den Filter passiert. Niedrige Wärmeleitfähigkeit (Zirkoniumdioxid) wirkt wie ein thermischer Isolator, der die Metalltemperatur in der Filterzone aufrechterhält, aber möglicherweise die Erstarrung an der Filteroberfläche beschleunigt.
Mechanische Eigenschaften
| Eigentum | Prüfverfahren | Typischer Bereich | Bedeutung |
|---|---|---|---|
| Kaltdruckfestigkeit | ASTM C133 | 0,5-2,5 MPa | Handhabung und Installationswiderstand |
| Heißbruchmodul | ASTM C583 | 0,3-1,5 MPa | Strukturelle Integrität während des Gießens |
| Schüttdichte | ISO 5017 | 0,25-0,45 g/cm³ | Indirekter Porositätsindikator |
| Gesamtporosität | Archimedes-Verfahren | 75-90% | Höhere Porosität = höhere Durchflussrate |
| Spezifische Oberfläche | BET-Methode | 0,3-1,5 m²/g | Einflüsse auf den Aufnahmebereich |
Eigenschaften der Filtrationsleistung
Filtrationseffizienz (FE):
Der Prozentsatz der Einschlüsse, die aus einer Metallprobe entfernt wurden, die den Filter passiert hat, verglichen mit einer ungefilterten Referenz. Gemessen durch metallographische Analyse des K-Wertes (Unterdrucktest) oder PoDFA (Prefil-Footprinter) Analyse vor und nach der Filtration.
Ansaugdruck:
Der minimale metallostatische Druck, der erforderlich ist, um den Metallfluss durch den Filter zu initiieren. Dieser Wert muss bei der Auslegung des Anschnittsystems überschritten werden. Typische Werte: 50-150 mm Metallkopf, abhängig von PPI und Oberflächenspannung des Metalls.
Metall Aufnahmekapazität:
Die maximale Masse an Einschlüssen, die der Filter auffangen kann, bevor er vollständig verstopft. Ausgedrückt in Gramm Einschlüsse pro Quadratzentimeter der Filterfläche.
Wie keramische Schaumstofffilter die Gussqualität verbessern
Der Zusammenhang zwischen keramischer Schaumfiltration und endgültiger Gussqualität ist in der Fachliteratur für Metallurgie gut dokumentiert und wird durch jahrzehntelange Produktionsdaten von Gießereien belegt. Hier ist ein quantifizierter Blick auf das, was Filtration tatsächlich liefert:
Entfernung von Einschlüssen und Metallreinheit
Nichtmetallische Einschlüsse sind die häufigste und schädlichste Ursache für Gussfehler. Sie stammen aus verschiedenen Quellen:
- Oxidschichten: Entsteht, wenn geschmolzenes Metall beim Gießen mit Sauerstoff in Berührung kommt
- Feuerfeste Erosionsprodukte: Von Schöpfkellen, Läufern und Steigrohren
- Mitnahme von Schlacke: Aus dem Schmelzofen befördert
- Schlacke: Teilweise erstarrte Metallhaut, die in den Schmelzestrom gefaltet wird
- Intermetallische Verbindungen: Ausgelöst durch Ungleichgewichte in der Legierungschemie
Keramische Schaumstofffilter unterbrechen den Transport dieser Einschlüsse vom Anschnittsystem zum Formhohlraum. Veröffentlichte Daten aus verschiedenen Quellen zeigen:
| Guss-Parameter | Ohne Filter | Mit 30 PPI-Filter | Verbesserung |
|---|---|---|---|
| Zugfestigkeit (Al A356) | 215 MPa | 248 MPa | +15% |
| Dehnung beim Bruch | 4.5% | 7.2% | +60% |
| Ermüdungslebensdauer (Zyklen bis zum Versagen) | 85,000 | 140,000 | +65% |
| Porosität Flächenanteil | 0.8% | 0.2% | -75% |
| Anzahl der Einschlüsse (pro cm²) | 12.4 | 2.1 | -83% |
| Oberflächenrauhigkeit (Ra) | 6,3 μm | 4,1 μm | -35% |
Aggregierte Daten aus veröffentlichten Studien der Gießereiindustrie, 2018-2024.
Turbulenzreduzierung und Strömungsregulierung
Abgesehen von der Abscheidung von Einschlüssen verändern Schaumkeramikfilter die Fließeigenschaften des Metalls beim Eintritt in die Form grundlegend. Ungefiltertes Metall tritt in einer turbulenten, chaotischen Strömung in den Formhohlraum ein, die Luft mitreißt und Oxidschichten faltet. Der Filter wandelt diese turbulente Strömung in eine glatte, laminare Strömung um - eine Umwandlung, die verhindert, dass sich stromabwärts des Filters neue Einschlüsse bilden.
Diese turbulenzdämpfende Wirkung ist manchmal wertvoller als die direkte Entfernung von Einschlüssen, insbesondere bei Gusskonfigurationen mit langen Fließwegen, bei denen die Bildung von Oxidschichten während des Füllens der vorherrschende Defektmechanismus ist.
Thermische Regulierung Vorteile
Speziell bei Eisengussanwendungen dienen SiC-Keramikschaumfilter als Vorwärmreservoir für den Metallstrom. Durch die hohe thermische Masse und Leitfähigkeit des Filters wird das Metall, das während des stationären Gießens mit der heißen Filteroberfläche in Berührung kommt, kurzzeitig kontaktiert und leicht überhitzt, was dazu beiträgt, die Formfüllung aufrechtzuerhalten, bevor die Erstarrung in dünnen Abschnitten beginnt.
Industrielle Anwendungen und metall-spezifische Verwendungen
Aluminium-Gussindustrie
Die Aluminiumgussindustrie ist der weltweit größte Abnehmer von Schaumkeramikfiltern, was auf das explosive Wachstum bei Aluminiumkomponenten für die Automobilindustrie und die Luft- und Raumfahrt zurückzuführen ist. Die typische Anwendung umfasst Aluminiumoxid-Keramikschaumfilter mit 20-40 PPI, die im Kanalsystem von Schwerkraft-, Niederdruck- oder Hochdruck-Druckgusswerkzeugen positioniert werden.
Wichtige Familien der Aluminiumlegierung gefiltert:
- A356/A357 (Strukturbauteile für die Automobilindustrie)
- Serien 319, 380 (Motorblöcke, Getriebegehäuse)
- Knetlegierungen der Serien 2xxx und 7xxx (Knüppel für die Luft- und Raumfahrt)
- Strangpressknüppel der Serie 6xxx.
Spezifische Filtrationsvorteile bei Aluminium: Der wichtigste Einschluss in Aluminium ist Aluminiumoxid (Al₂O₃) in Form von Bifilmen und dispergierten Partikeln. Aluminiumoxid-Filtermaterial teilt die Chemie mit diesen Einschlüssen, was eine bevorzugte Haftung und hohe Abscheidungseffizienz fördert.
Gusseisen und Sphäroguss
Eisengießereien verwenden Siliziumkarbid-Keramikschaumfilter, um Graphiteinschlüsse, Schlacke und Sanderosionsprodukte zu bewältigen. Die hohen Gießtemperaturen von Grauguss (1300-1400°C) und Sphäroguss (1380-1450°C) erfordern die Temperaturwechselbeständigkeit, die SiC-Filter bieten.
Anwendungen im Eisenguss:
- Bremsscheiben und Bremstrommeln für Kraftfahrzeuge.
- Motorblöcke und Zylinderköpfe.
- Rohre und Formstücke.
- Komponenten für landwirtschaftliche Geräte.
- Pumpengehäuse und Ventilkörper.
Stahlguss
Stahl stellt die anspruchsvollste Filtrationsumgebung dar: Gießtemperaturen von 1550-1650°C, aggressive oxidierende Schlacke und hoher metallostatischer Druck. Zirkoniumdioxid-Keramikschaumfilter sind die Standardwahl und werden oft in Kombination mit faserigen feuerfesten Filtersitzen und Keramikdämmen verwendet.
Anwendungen im Stahlguss:
- Verschleißteile für den Bergbau (Brecherbacken, Mühlenauskleidungen)
- Eisenbahnkomponenten (Räder, Drehgestelle)
- Druckbehälterkomponenten.
- Industrielle Pumpen- und Ventilgehäuse.
- Verteidigungs- und ballistische Schutzkomponenten.
Guss aus Kupfer und Kupferlegierungen
Kupferlegierungen, einschließlich Messing, Bronze und Kupfer-Nickel-Legierungen, werden mit Aluminiumoxid- oder Mullit-Keramikschaumfiltern bei relativ niedrigen Temperaturen gefiltert (1000-1200°C beim Gießen). Die Filtration beim Gießen von Kupferlegierungen zielt speziell darauf ab:
- Sandeinschlüsse durch Schimmelerosion
- Beim Gießen gebildete Oxidhäute
- Feuerfeste Erosionsprodukte
Feinguss aus Nickel- und Titan-Superlegierungen
Im Feingussbereich der Luft- und Raumfahrt werden feinste PPI-Werte (40-60 PPI) mit hochreinen Schaumfiltern aus Zirkoniumdioxid oder Spinellkeramik für die Herstellung von Turbinenschaufeln, Leitblechen und strukturellen Flugzeugkomponenten verwendet. Die absoluten Reinheitsanforderungen für diese Teile - bei denen ein einziger signifikanter Einschluss zu einem katastrophalen Ermüdungsversagen führen kann - rechtfertigen den Einsatz der leistungsstärksten verfügbaren Filtersysteme.

So wählen Sie den richtigen Keramikschaumfilter
Die Auswahl des optimalen Schaumkeramikfilters erfordert einen strukturierten Bewertungsprozess und nicht nur eine einfache Produktrecherche.
Schritt 1: Bestimmen des Gussmetalls und der Gießtemperatur
| Kategorie Metall | Gießtemperaturbereich | Empfohlenes Filtermaterial |
|---|---|---|
| Aluminium-Legierungen | 680-780°C | Tonerde (Al₂O₃) |
| Kupferlegierungen | 1000-1200°C | Tonerde oder Mullit |
| Grau/Duktil-Eisen | 1300-1450°C | Siliziumkarbid (SiC) |
| Kohlenstoff-/Niedriglegierter Stahl | 1550-1620°C | Zirkoniumdioxid (ZrO₂) |
| Rostfreier Stahl | 1580-1650°C | Zirkoniumdioxid (ZrO₂) |
| Nickel-Superlegierungen | 1400-1550°C | Zirkoniumdioxid oder Spinell |
| Titan-Legierungen | 1650-1700°C | Yttriumoxid-stabilisiertes ZrO₂ |
Schritt 2: Erforderliche Filtrationsstufe bestimmen
Berücksichtigen Sie die Anforderungen an die Endanwendung des Gussteils. Strukturbauteile für die Luft- und Raumfahrt benötigen eine maximale Filtrationseffizienz (30-40 PPI). Allgemeine Industriegussteile können mit 20 PPI ausreichend versorgt werden. Für dekorative, nicht tragende Gussteile können 10-15 PPI zur Durchflusskontrolle ohne aggressive Filtration verwendet werden.
Schritt 3: Berechnung der erforderlichen Filterfläche
Die Filterfläche muss ausreichen, um das erforderliche Metallvolumen innerhalb der verfügbaren Füllzeit durchzulassen, ohne die maximal zulässige Strömungsgeschwindigkeit zu überschreiten. Ein häufig verwendeter Richtwert:
Minimale Filterfläche (cm²) = Metallmasse (kg) / (Füllzeit (sec) × Faktor der maximalen Durchflussrate)
Bei Aluminium mit einem 20 PPI-Filter liegt die typische maximale Durchflussrate bei etwa 0,3-0,5 kg/cm²/Sekunde. Eine Unterdimensionierung des Filters ist ein häufiger Fehler, der zum Aufbau von Gegendruck, zur Fehlbefüllung der Form und zum Bruch des Filters führt.
Schritt 4: Spezifizieren Sie Abmessungen und Dicke
Die Standardabmessungen von Schaumkeramikfiltern entsprechen den Industriekonventionen, es sind jedoch auch kundenspezifische Größen erhältlich:
| Standardgrößen (mm) | Dicke Optionen (mm) | Gemeinsame Bewerbung |
|---|---|---|
| 40 × 40 | 15, 22 | Kleine Gussteile, Kufen |
| 50 × 50 | 15, 22 | Allgemeiner Zweck |
| 75 × 75 | 15, 22, 25 | Mittlere Gussstücke |
| 100 × 100 | 22, 25 | Automobilindustrie, Bauwesen |
| 150 × 150 | 22, 25 | Große Eisengussstücke |
| 200 × 200 | 25 | Sehr große Gussteile |
| Rund: Ø40-Ø230 | 15-25 | Schöpfkelle Brunnenblöcke, spezialisiert |
Installation, Integration des Angusssystems und bewährte Praktiken
Der korrekte Einbau ist ebenso wichtig wie die richtige Auswahl des Filters. Ein hochwertiger Filter, der nicht richtig im Anschnittsystem positioniert ist, liefert weit weniger als seine potenzielle Leistung.
Filter Sitz Design
Der Filtersitz ist die Aussparung in der Laufschiene oder dem speziellen Filtergehäuse, in der der Filter positioniert und gehalten wird. Kritische Sitzkonstruktionsprinzipien:
Integrität des Siegels: Der Filter muss in einem Sitz sitzen, der verhindert, dass Metall um die Filterkanten herumfließt. Schon ein Spalt von 1 mm zwischen Filterrand und Sitz ermöglicht es, dass Metall um den Filter herumfließen kann, was die effektive Filtrationseffizienz drastisch reduziert. Wir empfehlen eine Sitztiefe von 2-3 mm und eine Sitzbreite von 3-5 mm über die Filterabmessungen hinaus auf jeder Seite.
Filter-Unterstützung: Das nachgeschaltete Laufrad muss eine ausreichende Auflagefläche bieten, um ein Brechen des Filters unter dem hydraulischen Druck des Metallflusses zu verhindern. Mindestauflagefläche: 20% der Filterfläche.
Entlüftung: Luft, die vor dem Eintreffen des Metalls unter dem Filter eingeschlossen ist, muss über einen Entlüftungsweg entweichen können. Ohne Entlüftung verzögert der Gegendruck der eingeschlossenen Luft das Ansaugen des Filters und kann während der anfänglichen Füllphase Turbulenzen verursachen.
Positionierung im Gattersystem
| Filter Position | Vorteile | Beschränkungen |
|---|---|---|
| Angussbasis | Fängt alle Einschlüsse frühzeitig auf | Hohe Geschwindigkeit beim Eintreffen von Metall, Risiko eines thermischen Schocks |
| Laufschiene | Häufigste Position, guter Kopfdruck | Muss die Metallkühlung bei langen Kufen berücksichtigen |
| Stellung einnehmen | Filtert Metall unmittelbar vor der Kavität | Kleine Filterfläche, hohe Durchflussrate pro Flächeneinheit |
| Steigbügelhalter | Filter während der Fütterungsphase | Weniger wirksam bei füllungsbedingten Mängeln |
Vorheizen von Filtern
Beim Stahl- und Hochtemperatureisenguss verringert das Vorheizen von Schaumkeramikfiltern auf 200-400°C vor dem Einsetzen in die Form den Temperaturschock beim ersten Metallkontakt. Beim Aluminiumguss ist ein Vorwärmen in der Regel nicht erforderlich, doch sollte der Kontakt mit Feuchtigkeit oder kalten Oberflächen vor dem Einbau vermieden werden, um thermoschockbedingte Risse zu vermeiden.
Handhabung und Lagerung
- Fassen Sie Keramikschaumfilter immer mit sauberen Handschuhen an - Ölverschmutzungen auf der Haut können die Metallbenetzung beeinträchtigen.
- Trocken und bei Raumtemperatur in der Originalverpackung lagern.
- Stapeln Sie nicht mehr als 10 Filter pro Säule, um ein Zerdrücken unter dem Gewicht zu vermeiden.
- Vor dem Einbau auf Risse oder Beschädigungen prüfen - beschädigte Filter müssen entsorgt werden.
Vergleich von Keramikschaumfiltern mit anderen Filtrationsmethoden
Das Wissen darüber, wo Schaumkeramikfilter besser abschneiden als Alternativen, hilft Ingenieuren, begründete Spezifikationsentscheidungen zu treffen.
Vergleichstabelle: Filtrationsmethoden für den Metallguss
| Parameter | Keramischer Schaumstofffilter | Faserige Filter (Glasfaser) | Extrudierte keramische Filter | Siebeinsatz | Kein Filter |
|---|---|---|---|---|---|
| Temperatur-Grenzwert | Bis zu 1760°C | Bis zu 1000°C | Bis zu 1600°C | Bis zu 1500°C | K.A. |
| Einschluss Entfernung | Ausgezeichnet | Gut | Mäßig | Schlecht-Mäßig | Keine |
| Strömungswiderstand | Mäßig | Niedrig | Mäßig-hoch | Gering-Mäßig | Keine |
| Dämpfung von Turbulenzen | Ausgezeichnet | Mäßig | Mäßig | Schlecht | Keine |
| Widerstandsfähigkeit gegen thermische Schocks | Gut-Ausgezeichnet | Schlecht | Mäßig | Gut | K.A. |
| Kosten pro Filter | Mäßig | Niedrig | Gering-Mäßig | Sehr niedrig | Keine |
| Verfügbar für Steel? | Ja (Zirkoniumdioxid) | Nein | Begrenzt | Begrenzt | Ja |
| Oberfläche für den Einfang | Sehr hoch | Mäßig | Niedrig | Sehr niedrig | Keine |
| Relative Filtrationseffizienz | 100% Referenz | 40-60% | 30-50% | 10-20% | 0% |
Warum keramischer Schaumstoff in anspruchsvollen Anwendungen siegt
Die Kombination aus dreidimensionalem, gewundenem Pfad, hoher spezifischer Oberfläche und Hochtemperaturfähigkeit macht Keramikschaum zur definitiven Wahl für Gussteile, bei denen sich die Sauberkeit direkt auf die mechanische Leistung auswirkt. Das einzige Szenario, in dem eine alternative Filtration bevorzugt werden kann, sind Anwendungen mit extrem hohen Durchflussraten, bei denen der Druckabfall eines Schaumstofffilters die Befüllung einschränken würde - in diesen Fällen können extrudierte Wabenfilter eingesetzt werden.
Qualitätsstandards, Prüfung und Zertifizierung
Anwendbare internationale Normen
| Standard | Organisation | Umfang |
|---|---|---|
| ISO 26910 | ISO | Keramische Schaumstofffilter für den Metallguss - Anforderungen |
| ASTM C1674 | ASTM | Biegefestigkeit von Hochleistungskeramiken mit offener Porosität |
| GB/T 25139 | China GB | Keramische Schaumstofffilter für den Guss von Aluminiumlegierungen |
| GB/T 30840 | China GB | Keramische Schaumstofffilter für Eisen- und Stahlguss |
| EN 993-1 | Europäisch | Physikalische Prüfung von feuerfesten Produkten mit dichter Form |
| JIS R 2412 | Japanisch | Keramische Filterprodukte für geschmolzenes Metall |
Wichtige Qualitätstests für die Eingangskontrolle
Visuelle Inspektion:
100% von Filtern sollte visuell auf Risse, unvollständige Beschichtung, geschlossene Poren und Maßhaltigkeit geprüft werden. Wir empfehlen die Verwendung eines standardisierten Lichttischs für die Inspektion von Gießereibetrieben mit hohen Stückzahlen.
Überprüfung der Dimensionen:
Zufallsstichprobe von 5-10% der eingegangenen Filter zur Messung der Abmessungen anhand der Zeichnungstoleranzen.
Prüfung der Druckfestigkeit:
Stichprobenartige Prüfung nach ASTM C133 oder gleichwertig. Die minimal akzeptable Kaltdruckfestigkeit variiert je nach Material und Anwendung.
Überprüfung der Porenanzahl:
Überprüfung des PPI-Wertes durch standardisierte Zellzählung an mehreren Abschnitten von Probenfiltern. Eine Abweichung von mehr als ±2 PPI vom Nennwert ist ein Grund zur Ablehnung.
Thermoschockprüfung:
Bei kritischen Anwendungen wird durch Temperaturschocktests vor der Qualifizierung von Filterchargen, die schnellen Temperaturwechseln ausgesetzt sind, die Rissbeständigkeit unter tatsächlichen Gießbedingungen bestätigt.
Lesen Sie auch:
Leitfaden für die Beschaffung: Größenbestimmung, Preisgestaltung und Lieferantenbewertung
Preisübersicht (Marktreferenz 2026)
| Filter Typ | Größenbereich | Ungefähre Preisspanne pro Einheit |
|---|---|---|
| Tonerde, 20-30 PPI | 50×50×22mm | $0,15-0,45 USD |
| Tonerde, 20-30 PPI | 100×100×22mm | $0,50-1,20 USD |
| SiC, 20-30 PPI | 100×100×22mm | $0.80-2.00 USD |
| Zirkoniumdioxid, 30 PPI | 100×100×22mm | $3.00-8.00 USD |
| Zirkoniumdioxid, 40 PPI | 150×150×25mm | $8.00-20.00 USD |
| Kundenspezifische Größen | Verschiedene | 30-100% Premium gegenüber Standard |
Die Preise variieren je nach Auftragsvolumen, Lieferregion und Rohstoffmarktbedingungen erheblich.
Rahmen für die Lieferantenbewertung
Bei der Bewertung der Anbieter von Schaumkeramikfiltern legen wir die folgende Kriterienstruktur zugrunde:
Technische Fähigkeiten:
- Palette der angebotenen Materialien und PPI-Grade.
- Abmessungsbereich und kundenspezifische Möglichkeiten.
- Internes Prüflabor mit veröffentlichten Prüfverfahren.
- Technische Datenblätter mit vollständiger Auflistung der Eigenschaften.
Qualitätsmanagement:
- Zertifizierung nach ISO 9001 als Minimum.
- System zur Rückverfolgbarkeit der Chargen.
- Konformitätsbescheinigung mit jeder Sendung.
- Definierte Stichproben und Akzeptanzkriterien.
Lieferzuverlässigkeit:
- Regionales Lager oder lokale Verfügbarkeit der Ware.
- Anforderungen an die Mindestbestellmenge.
- Vorlaufzeit für Standard- und kundenspezifische Produkte.
- Erfolgsbilanz bei der Lieferleistung.
Technische Unterstützung:
- Fähigkeit zur anwendungstechnischen Unterstützung.
- Bereitschaft zur Durchführung von Gießereiversuchen und Leistungsbewertung.
- Veröffentlichte Fallstudien oder Anwendungsreferenzen.
Häufige Fehler bei der Bestellung zu vermeiden
- Angabe nur von Material und PPI ohne Temperaturnachweis: Bestätigen Sie immer die maximale Betriebstemperatur des Filters mit der tatsächlichen Gießtemperatur.
- Unterdimensionierung der Filterfläche, um Kosten zu sparen: Die Kosten für ein defektes Gussteil übersteigen bei weitem den Kostenunterschied zwischen einem korrekt dimensionierten und einem unterdimensionierten Filter.
- Ignorieren von Feuchtigkeit während der Lagerung: Nasse Keramikfilter können explosionsartig zerbrechen, wenn sie mit geschmolzenem Metall in Berührung kommen.
- Mischen von Filtertypen aus verschiedenen Chargen im selben Produktionslauf: Unterschiedliche Eigenschaften der einzelnen Lose können zu uneinheitlichen Ergebnissen führen.
- Design des Filtersitzes übersehen: Selbst der beste Filter funktioniert schlecht auf einem schlecht konstruierten Sitz.
Häufig gestellte Fragen (FAQs)
F1: Was ist der Hauptzweck eines Keramikschaumfilters beim Metallguss?
Der Hauptzweck besteht darin, nichtmetallische Einschlüsse - Oxidpartikel, Schlackefragmente, Sandkörner und feuerfeste Erosionsprodukte - aus dem geschmolzenen Metall zu entfernen, bevor es in den Formhohlraum gelangt. Eine sekundäre, aber ebenso wichtige Funktion ist die Umwandlung des turbulenten Metallflusses in einen glatten, laminaren Strom, der die Bildung neuer Oxide während der Formfüllung verhindert. Zusammengenommen verringern diese Funktionen Gussfehler und verbessern die mechanischen Eigenschaften des fertigen Teils.
F2: Können Schaumkeramikfilter in der Produktion wiederverwendet werden?
Nein. Schaumkeramikfilter sind Verbrauchsmaterialien für den einmaligen Gebrauch. Sobald ein Filter geschmolzenes Metall passiert hat, sind seine Poren teilweise oder vollständig mit eingeschlossenen Einschlüssen und erstarrtem Metall gesättigt. Der Versuch, einen Filter wiederzuverwenden, würde das Gussteil diesen eingeschlossenen Einschlüssen sowie einer zusätzlichen Verunreinigung durch die degradierte Filterstruktur aussetzen. Die Kosten eines Filters machen nur einen Bruchteil des Gussstückwertes aus, so dass die Wiederverwendung in jedem Produktionskontext wirtschaftlich nicht zu rechtfertigen ist.
F3: Welchen PPI-Wert sollte ich für Aluminiumguss verwenden?
Für die meisten strukturellen Aluminiumgussanwendungen - Kfz-Aufhängungsteile, Motorhalterungen und ähnliche Komponenten - bietet ein Aluminiumoxid-Keramikschaumfilter mit 20-30 PPI das beste Gleichgewicht zwischen der Entfernung von Einschlüssen und der Durchflussrate. Für Luft- und Raumfahrt oder sicherheitskritische Anwendungen, die höchste Reinheit erfordern, sind 30-40 PPI angemessen. Für einfache, nicht-strukturelle, dekorative Gussteile sind 10-20 PPI oft ausreichend.
F4: Was ist der Unterschied zwischen einem Schaumkeramikfilter und einem extrudierten Keramikfilter?
Ein Schaumkeramikfilter hat eine dreidimensionale, unregelmäßige, netzartige Porenstruktur, die durch die Replikschaum-Methode erzeugt wird. Dieser gewundene Pfad sorgt für eine Tiefenfiltration und fängt Einschlüsse auf, die kleiner als die nominale Porengröße sind. Ein extrudierter keramischer Filter hat gerade, parallele Kanäle - wie eine Bienenwabe -, die nur eine Oberflächenabsiebung von Einschlüssen ermöglichen, die größer als die Kanalöffnung sind. Schaumkeramikfilter sind wesentlich effektiver bei der Entfernung feiner Einschlüsse, haben aber einen höheren Durchflusswiderstand als extrudierte Alternativen.
F5: Wie kann ich feststellen, ob mein Keramikschaumfilter effektiv funktioniert?
Zu den Bewertungsmethoden nach dem Gießen gehören: metallografische Untersuchung von Querschnitten aus dem Gussteil (Zählen und Klassifizieren von Einschlüssen), Prüfung des reduzierten Drucks (K-Wert) von Metallproben, die vor und nach der Filterposition entnommen wurden, und PoDFA- oder LAIS-Analyse bei Aluminiumgussverfahren. Ein einfacherer Feldindikator ist die Untersuchung des Filters nach dem Gießen - eine stark belastete Filterfläche mit sichtbarem Aufbau von Einschlüssen bestätigt eine aktive Abscheidung.
F6: Wie kommt es dazu, dass ein Schaumkeramikfilter beim Gießen reißt?
Die Rissbildung während des Gießens wird in den meisten Fällen durch einen Temperaturschock verursacht, wenn kalte oder auf Raumtemperatur befindliche Filter mit heißem geschmolzenem Metall in Berührung kommen. Der rasche Temperaturanstieg führt zu Spannungen mit Temperaturgradienten, die den Bruchmodul des Filters übersteigen. Zu den Vorbeugungsstrategien gehören das Vorheizen der Filterbaugruppe, die Sicherstellung, dass der Filter vor der Verwendung vollständig trocken ist, und die Verwendung von Siliziumkarbidfiltern (mit überlegener Temperaturwechselbeständigkeit) für Eisen- und Stahlanwendungen.
F7: Beeinflussen Schaumkeramikfilter die Metalltemperatur?
Ja, in einem messbaren, aber überschaubaren Ausmaß. Metall, das einen Keramikschaumfilter bei Raumtemperatur durchläuft, verliert in der ersten Gießphase etwas Wärmeenergie an die Filtermasse. Bei Aluminium beträgt dieser Temperaturverlust bei typischen Volumina typischerweise 3-8 °C über den Filter. Bei Eisen und Stahl mit ihrer viel höheren thermischen Masse ist der Effekt proportional geringer. Bei den meisten Produktionsgießverfahren wird dieser Temperaturabfall bei der Angabe der Gießtemperatur berücksichtigt.
F8: Eignen sich Schaumkeramikfilter für den Druckguss (HPDC)?
Nein. Standard-Keramikschaumfilter werden beim Druckguss nicht verwendet, da die Einspritzgeschwindigkeiten und -drücke (bis zu 150 MPa) jede Keramikschaumstruktur sofort zerbrechen würden. Die Filtration im Hochdruckguss wird durch andere Mittel erreicht: Vakuumsysteme, optimierte Anschnittkonstruktion und Entgasungsanlagen. Schaumkeramikfilter eignen sich für Kokillenguss, Niederdruckguss (NDK), Feinguss und Sandgussverfahren.
F9: Wie wirkt sich die Entsorgung von Keramikschaumfiltern auf die Umwelt aus?
Gebrauchte Schaumkeramikfilter werden als fester Industrieabfall eingestuft. Nach dem Gießen enthalten die Filter verfestigte Metalleinschlüsse und möglicherweise geringe Mengen an Metall. In den meisten Ländern werden sie als nicht gefährlicher Industrieabfall in zugelassenen Anlagen entsorgt. Einige Gießereien gewinnen den Restmetallwert durch das Recycling von gebrauchten Filtern mit hohem Metallgehalt zurück. Das keramische Material selbst ist chemisch stabil und laugt keine gefährlichen Bestandteile aus, so dass eine Deponieentsorgung nach den üblichen Industrieabfallvorschriften im Allgemeinen akzeptabel ist.
Q10: Können Schaumkeramikfilter für ungewöhnliche Formen oder Größen angepasst werden?
Ja. Während quadratische und rechteckige Standardgrößen am gebräuchlichsten und wirtschaftlichsten sind, können Schaumkeramikfilter auch in runden, ovalen, trapezförmigen und anderen kundenspezifischen Geometrien hergestellt werden. Die Mindestbestellmenge für kundenspezifische Größen beträgt je nach Komplexität 500-2000 Stück. Die Vorlaufzeiten für kundenspezifische Werkzeuge und die Erstproduktion liegen zwischen 4 und 12 Wochen. Bei kundenspezifischen Anwendungen mit sehr hohen Stückzahlen rechtfertigt die Wirtschaftlichkeit der kundenspezifischen Größenanpassung in der Regel die Investition in die Werkzeuge innerhalb des ersten Produktionsjahres.
Schlussfolgerung
Keramische Schaumstofffilter nehmen in modernen Qualitätssystemen für den Metallguss eine entscheidende Stellung ein. Ihre Fähigkeit, gleichzeitig Einschlüsse zu entfernen, den Metallfluss zu regulieren und die mechanischen Eigenschaften des Gussteils zu verbessern, macht sie zu einer der wenigen Verbrauchskomponenten, bei denen Investitionen direkt und messbar die Produktqualität erhöhen und die Ausschusskosten senken.
Die wichtigsten Erkenntnisse für Ingenieure: Die Materialauswahl muss sowohl auf die Metallchemie als auch auf die Betriebstemperatur abgestimmt sein; bei der PPI-Auswahl muss ein Gleichgewicht zwischen den Reinheitsanforderungen und dem verfügbaren Anschnittdruck gefunden werden; und die Filtergröße muss berechnet und nicht geschätzt werden. Für Beschaffungsexperten: Die Stückkosten pro Filter sind ein irreführender Maßstab - die Berechnung des Gesamtwerts muss die Verringerung der Ausschussrate, die Verbesserung der Bearbeitungsausbeute und die Verringerung von Gewährleistungsansprüchen einschließen, die auf sauberere Gussteile zurückzuführen sind.
Wir bei AdTech arbeiten mit Gießereien und Gussbetrieben in den Bereichen Aluminium, Eisen, Stahl und Speziallegierungen zusammen. Die Lektion aus dieser Erfahrung ist einfach: Ein gut spezifizierter Schaumkeramikfilter, der korrekt installiert ist, macht sich in jedem Gießzyklus um ein Vielfaches bezahlt.
