Alaşım temizliğine, döküm tipine ve akış gereksinimlerine göre doğru PPI'yı (inç başına gözenek) seçin. Düşük PPI (10-20) daha yüksek akış sunar ve ağır kirlenme veya büyük dökümler için idealdir. Orta PPI (30-40) filtrasyon verimliliği ile akışı dengeler ve çoğu uygulama için uygundur. Yüksek PPI (50-60) yüksek kaliteli, düşük kusurlu dökümler için daha ince filtreleme sağlar ancak akış hızını azaltır. Optimum inklüzyon giderimi elde ederken tıkanmayı önlemek için metal kafa basıncını, dökme hızını ve yolluk tasarımını da göz önünde bulundurun.
Projeniz Seramik köpük Filtre kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
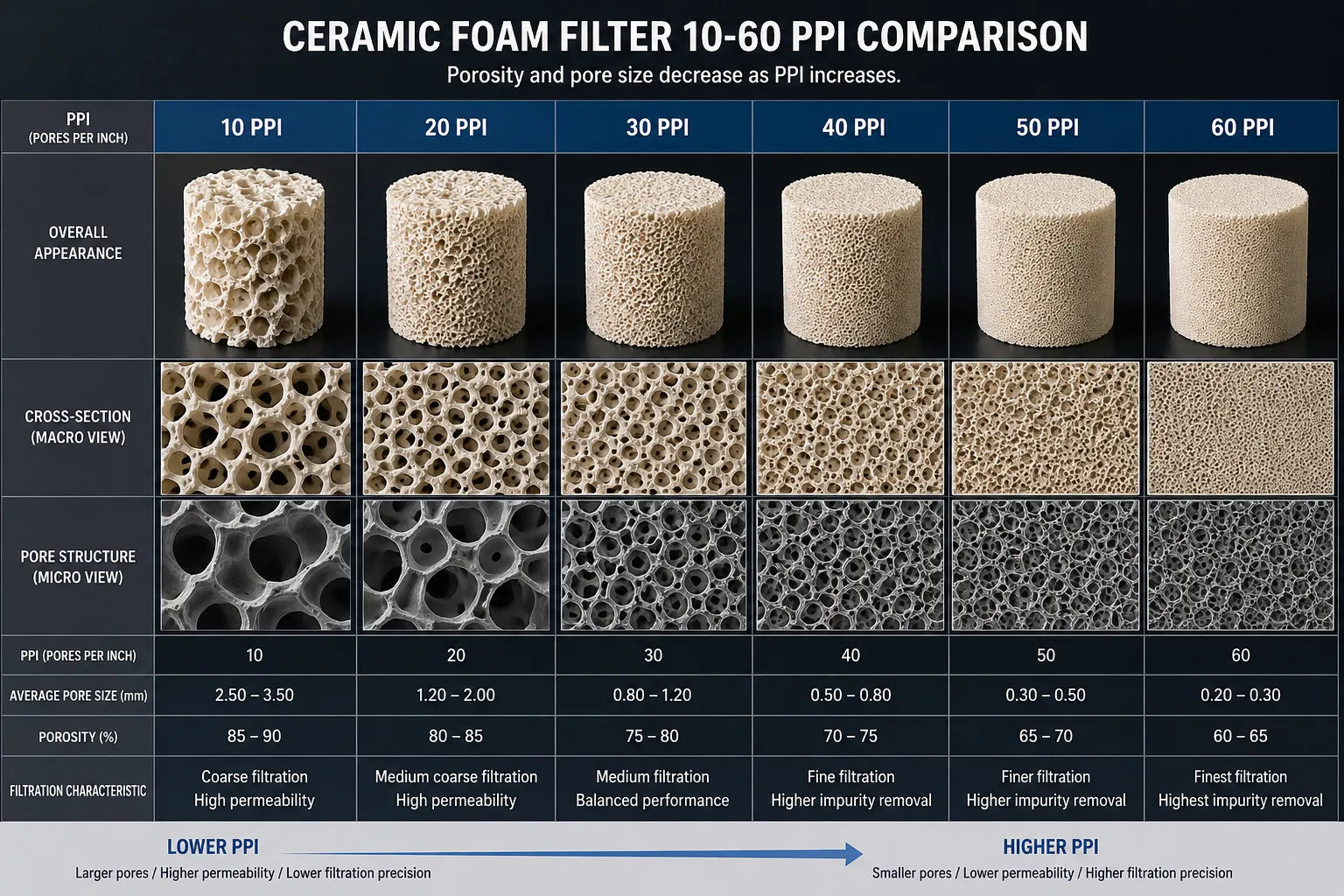
Seramik Köpük Filtrasyonunda PPI Ne Anlama Geliyor?
PPI, inç başına gözenek anlamına gelir - bir inç (25,4 mm) boyunca doğrusal olarak ölçülen açık hücre sayısıdır. seramik köpük filtre yüz. 10 ppi'lik bir filtrede doğrusal inç başına yaklaşık 10 hücre bulunur ve her bir hücre yaklaşık 2,5 mm genişliğindedir. 50 ppi'lik bir filtrede inç başına yaklaşık 50 hücre bulunur ve her bir hücrenin boyutu yaklaşık 0,5 mm'dir. PPI derecesi, bir filtrenin filtrasyon kabiliyetini, akış direncini ve inklüzyon tutma kapasitesini belirleyen birincil özelliktir.
Bu kavram prensipte basittir. Pratikte, PPI sayısından gerçek filtrasyon performansına geçiş, PPI seçimini basit bir aramadan ziyade incelikli bir mühendislik kararı haline getiren çeşitli değişkenler içerir.
ÜFE Nasıl Ölçülür ve Tedarikçiler Arasında Neden Farklılık Gösterir?
PPI ölçümü, düşük büyütme altında filtre yüzeyi boyunca düz bir çizgi boyunca hücre açıklıklarının sayılmasıyla gerçekleştirilir. Bu kulağa basit geliyor, ancak belirli bir PPI dereceli ürün içindeki hücre boyutu dağılımı üreticiler arasında farklılık gösterir. İki tedarikçinin her ikisi de “30 ppi” belirgin şekilde farklı ortalama hücre boyutlarına, farklı hücre boyutu dağılımlarına ve sonuç olarak farklı filtreleme performansına sahip filtreler üretebilir.
Norveç Bilim ve Teknoloji Üniversitesi (NTNU) tarafından seramik köpük filtre karakterizasyonu üzerine yayınlanan araştırmalar - Sandnes, Engh ve meslektaşlarının çalışmaları da dahil olmak üzere - nominal PPI derecesinin kesin olmayan bir spesifikasyon olduğunu sürekli olarak göstermiştir. Ölçümleri, farklı üreticilerin ticari 30 ppi filtrelerindeki gerçek hücre sayısının inç başına 26 ila 34 hücre arasında değiştiğini ve hücrelerin hidrolik çaplarında da buna karşılık gelen farklılıklar olduğunu göstermiştir.
Bu ölçüm değişkenliğinin pratik bir sonucu vardır: aynı PPI derecesinde tedarikçi değiştirirken filtrasyon performansı değişebilir. AdTech'te, filtrelerimizi hem PPI derecesini hem de hücre yapısı tutarlılığı için bir vekil sağlayan minimum basınç dayanımını kullanarak belirleyerek bunu hesaba katıyoruz.
PPI ve Gözenek Boyutu: Teknik İlişki
Bireysel gözenek boğaz çapı - filtrenin ağsı yapısında bir partikülün geçmesi gereken en dar daralma - hücre boyutundan farklıdır. Gözenek boğazı çapı tipik olarak ortalama hücre çapının 30-50%'si kadardır. Ortalama hücre çapı yaklaşık 0,85 mm olan 30 ppi'lik bir filtre için tipik gözenek boğazı çapı yaklaşık 0,28-0,43 mm'dir.
Bu ayrım önemlidir çünkü saf süzme (gözenek boğazlarında mekanik durdurma) ile yakalanabilecek en küçük inklüzyon yaklaşık olarak gözenek boğaz çapına eşittir. Gözenek boğazından daha küçük inklüzyonların yakalanması için yüzeye yapışma ve difüzyon mekanizmaları gerekir - bu nedenle seramik köpük filtreler nominal gözenek boyutlarından önemli ölçüde daha küçük inklüzyonları yakalar, ancak inklüzyon boyutu azaldıkça verimlilik giderek düşer.
Alüminyum Döküm Uygulamalarında Standart PPI Aralığı
| ÜFE Değerlendirmesi | Yaklaşık Hücre Boyutu | Yaklaşık Gözenek Boğaz Çapı. | Pazar Pozisyonu | Filtre Başına Tipik Metal Hacmi* |
|---|---|---|---|---|
| 10 ppi | 2,5 mm | 0,75-1,25 mm | Ön filtre, kaba temizleme | Çok Yüksek (>3000 kg) |
| 20 ppi | 1,3 mm | 0,39-0,65 mm | Genel döküm, standart | Yüksek (1500-3000 kg) |
| 30 ppi | 0,85 mm | 0,26-0,43 mm | En yaygın endüstriyel sınıf | Orta (800-1500 kg) |
| 40 ppi | 0,63 mm | 0,19-0,32 mm | Yüksek temizlik uygulamaları | Orta-Düşük (400-800 kg) |
| 50 ppi | 0,50 mm | 0,15-0,25 mm | Temizlik talebi | Düşük (200-400 kg) |
| 60 ppi | 0,42 mm | 0,13-0,21 mm | Ultra temiz uygulamalar | Çok Düşük (<200 kg) |
Tipik alüminyum döküm akış hızlarında ve orta düzeyde inklüzyon yüklemesinde standart 9″ × 9″ × 2″ (229 × 229 × 50 mm) filtre başına.

PPI İnklüzyon Giderme Etkinliğini Nasıl Etkiler?
PPI derecesi ile inklüzyon giderme verimliliği arasındaki ilişki, alüminyum filtrasyon teknolojisinin en sık yanlış anlaşılan yönlerinden biridir. Birçok mühendis daha yüksek PPI değerinin her zaman daha iyi filtreleme anlamına geldiğini varsaymaktadır. Bu, daha büyük inklüzyonların süzme ağırlıklı yakalanması için doğrudur, ancak resmin tamamı daha karmaşıktır.
Üç Yakalama Mekanizması ve PPI Bağımlılıkları
Mekanik süzme (eleme): Gözenek boğazı çapından daha büyük inklüzyonlar geçemez ve karşılaştıkları ilk gözenekte yakalanır. Bu mekanizma büyük ölçüde PPI'ye bağlıdır - 50 ppi'lik bir filtre, 20 ppi'lik bir filtreden yaklaşık 3 kat daha küçük gözenek boğazlarına sahiptir ve buna bağlı olarak daha küçük boyuttaki partikülleri süzecektir.
Yüzey yapışması (derinlik filtrasyonu): Gözenek boğaz çapından daha küçük ancak yaklaşık 5 mikronun üzerindeki inklüzyonlar, atalet onları van der Waals yapışma kuvvetlerinin onları tuttuğu alümina dikme yüzeyi ile temasa geçirdiğinde yakalanır. Bu mekanizma orta derecede PPI bağımlıdır - birim hacim başına daha fazla yüzey alanı (daha ince gözenek yapısından) temas olasılığını artırır.
Brownian difüzyonu: Yaklaşık 1 mikronun altındaki çok ince kalıntılar için rastgele termal hareket, bunların dikme yüzeylerine temas etmesine neden olur. Bu mekanizma biraz PPI'ya bağlıdır ancak aynı zamanda metalin filtrede kalma süresine de güçlü bir şekilde bağlıdır ve bu da tek başına PPI'dan ziyade akış hızıyla ilgilidir.
PPI ve Filtrasyon Verimliliğine İlişkin Yayınlanmış Veriler
Voigt, Johansen ve Engh tarafından Metallurgical and Materials Transactions B dergisinde yayınlanan araştırmada (alüminyum eriyik temizliğini ölçmek için LiMCA ölçüm metodolojisi kullanılarak) tipik döküm hızlarında standart ticari seramik köpük filtreler için aşağıdaki inklüzyon sayısı azaltma oranları bulunmuştur:
| ÜFE Değerlendirmesi | Kapanımlar >15 μm Azaltma | Kapanımlar 5-15 μm Azalma | Kapanımlar <5 μm Azaltma |
|---|---|---|---|
| 20 ppi | 70-80% | 45-60% | 25-40% |
| 30 ppi | 82-92% | 60-75% | 35-52% |
| 40 ppi | 90-97% | 72-85% | 48-65% |
| 50 ppi | 95-99% | 82-93% | 60-75% |
| 60 ppi | >99% | 88-96% | 68-80% |
Bu değerler normal dökümhane koşulları altında tipik ticari filtre performansını yansıtmaktadır. Belirli bir kurulumdaki gerçek performans metal akış hızına, sıcaklığa ve inklüzyon tipine bağlıdır.
Daha Yüksek ÜFE'de Azalan Getiriler
PPI artışından kaynaklanan verimlilik artışı doğrusal değildir - azalan getiriler sergiler. 20 ppi'den 30 ppi'ye geçiş, orta dereceli inklüzyonlar (5-15 μm) için yaklaşık 12-15 yüzde puanı ek verimlilik sağlar. 40 ppi'den 50 ppi'ye geçiş, aynı inklüzyon aralığı için yalnızca 8-10 yüzde puanı ek verimlilik sağlar. Bu arada, akış direnci PPI derecesindeki her adım için yaklaşık 35-45% artar.
Bu azalan getiri profili, iyi tasarlanmış filtreleme sistemlerinin çoğunun mevcut en iyi kaliteyi belirtmek yerine tek aşamalı filtreleme için 40-50 ppi'de sınırlandırılmasının nedenidir. Çoğu üretim döküm senaryosunda 60 ppi'deki akış direnci cezası tipik olarak artan filtreleme faydasından daha ağır basar.
İçerme Derinliği Yüklemesi Zaman İçinde PPI Performansını Nasıl Etkiler?
PPI seçiminin kritik ancak genellikle göz ardı edilen bir yönü, filtre bir döküm kampanyası sırasında kalıntıları topladıkça filtrasyon verimliliğinin nasıl değiştiğidir. Institut National Polytechnique de Grenoble'da Laé, Durand ve Thibault tarafından yapılan araştırma, seramik köpük filtrelerin karakteristik bir verimlilik gelişimi sergilediğini göstermiştir:
Aşama 1 (filtre hazırlama, 0-5% kampanya): Verimlilik en düşük noktasındadır. Temiz filtre yüzeyi, sonraki inklüzyonlar için yapışmayı iyileştiren ilk inklüzyon katmanını henüz geliştirmemiştir. Aşağı akış tarafından alınan LiMCA verileri tipik olarak bu dönemde kısa süreli yüksek inklüzyon sayısı gösterir.
Aşama 2 (sabit filtreleme, kampanyanın 5-80%'si): Yakalanan kalıntılar bir miktar gözenek hacmini doldurarak daha ince ve etkili bir filtrasyon ortamı oluşturdukça verimlilik artar ve stabilize olur. Bu, filtre kampanyasının verimli dönemidir.
3. Aşama (atılım öncesi, kampanyanın 80-100%'si): Filtre kapasiteye yaklaştıkça, verimlilik ya sabit kalabilir (filtre muhafazakar bir şekilde yönetiliyorsa) ya da metal kısmen dolu gözeneklerden geçerken düşmeye başlayabilir. Deneyimli döküm operatörleri bu aşamayı filtrenin yukarı akışında yükselen metal kafasından anlar.
Bu evrim, 50% kampanya tamamlandığında 30 ppi filtrenin genellikle yeni bir 30 ppi filtreden daha iyi performans gösterdiği anlamına gelir. PPI seçimi, filtrenin her bir döküm çalışmasının en kritik kısmı için kampanyasında nerede olacağını hesaba katmalıdır.
Her Alüminyum Alaşım Ailesi için Hangi PPI Derecesi Doğrudur?
Alaşım bileşimi, PPI seçimindeki en önemli iki değişkenden biridir (diğeri son kullanım kalite gereklilikleridir). Farklı alaşım aileleri farklı inklüzyon tipleri, boyutları ve miktarları üretir.
1xxx Serisi (Saf Alüminyum, Elektrik İletken Sınıfı)
Elektrik iletken (EC) sınıfı alüminyum (1350, 1370), emtia alaşımları arasında en yüksek temizlik standartlarını talep eder çünkü metalik olmayan kalıntılar elektrik iletkenliğini ve tel çekme performansını doğrudan bozar. EC sınıfı alüminyumdaki kalıntılar ağırlıklı olarak yeniden eritme ve döküm sırasında oluşan ve boyutları tipik olarak 5 ila 100 mikron arasında değişen alümina filmleridir (Al₂O₃).
Önerilen PPI: 40-50 ppi, yukarı akışta hat içi gaz giderme ile birlikte.
Gerekçe: EC sınıfı tel son derece küçük çekme kalıplarından geçmelidir (ince mıknatıslı tel için 0,05 mm'ye kadar). Yaklaşık 50 mikronun üzerindeki tek bir inklüzyon, çekme sırasında teli kırabilir ve tel fabrikasında maliyetli duruş sürelerine neden olabilir. İletkenlik spesifikasyonu (IEC 60889 uyarınca minimum 61,0% IACS) da dolaylı olarak temiz metal gerektiren düşük safsızlık seviyeleri gerektirir. Light Metals 2003'te yayınlanan Alcan (şimdi Rio Tinto Aluminium) araştırması, filtreleme 30 ppi'den 40 ppi'ye yükseltildiğinde çekme çubuktaki tel kopma sıklığının 62% azaldığını belgelemiştir.
3xxx Serisi (Alüminyum-Manganez Alaşımları)
3xxx alaşımları (3003, 3004, 3105) içecek kutusu saclarında, yapı ürünlerinde ve ısı eşanjörü stoklarında yaygın olarak kullanılmaktadır. Başlıca inklüzyon türleri alümina filmler, manganez içeren intermetalik partiküller ve hurda geri dönüşümünden elde edilen demir-silikon partikülleridir.
Önerilen PPI: Standart içecek kutusu gövde stoğu için 30 ppi; yüksek kaliteli kanat stoğu ve ısı eşanjörü uygulamaları için 30-40 ppi.
Gerekçe: İçecek kutusu sacları için yüzey kalitesi gereksinimleri zorludur - yaklaşık 50 mikronun üzerindeki kalıntılar haddeleme ve şekillendirme sırasında görünür yüzey kusurları oluşturur. Standart 30 ppi filtreleme, bu büyük kalıntıların yeterli düzeyde giderilmesini sağlar. Haddeleme sırasında ciddi incelmeye maruz kalan fin stoğu için (0,1 mm'nin altındaki son ölçülere kadar) 40 ppi uygundur.
5xxx Serisi (Alüminyum-Magnezyum Alaşımları)
5xxx alaşımları (5052, 5083, 5182), magnezyum içeriği oksit film oluşum oranını artırdığı için özel bir filtrasyon zorluğu sunar. Magnezyum, erime sıcaklıklarında alüminyumdan daha kolay oksitlenir ve Al₂O₃'e ek olarak MgO ve spinel (MgAl₂O₄) inklüzyonları oluşturur. 3%'nin üzerinde Mg içeren alaşımlar için inklüzyon oluşum oranı, düşük magnezyumlu alaşımlara göre 3-5 kat daha yüksek olabilir.
Önerilen PPI: Mg 4% için 40 ppi.
Gerekçe: Yüksek Mg içeriğinden kaynaklanan daha yüksek inklüzyon yükü, daha ince filtrelerin (>40 ppi) daha hızlı tıkanması ve kampanya ömrünün kısalması anlamına gelir. Filtrasyon verimliliğinin kampanya süresine karşı dengelenmesi genellikle mevcut en iyi kalite yerine 30-40 ppi'yi tercih eder. Filtre kutusu boyutlandırması (birim metal akışı başına yüzey alanı), yüksek Mg alaşım filtrasyonunda tek başına PPI seçiminden daha önemli hale gelir.
6xxx Serisi (Alüminyum-Magnezyum-Silisyum Alaşımları)
6xxx alaşımları (6061, 6063, 6082) otomotiv ekstrüzyonunda, yapısal profillerde ve dövme için kütüklerde yaygın olarak kullanılmaktadır. Bu alaşımlar, birincil inklüzyon türleri olarak alümina filmler, MgO ve bazen tane arıtıcı (TiB₂) aglomeralar üretir.
Önerilen PPI: Standart ekstrüzyon kütük için 30 ppi; otomotiv yapısal uygulamaları ve havacılık sınıfı kütük için 40 ppi.
Gerekçe: Standart mimari profiller için ekstrüzyon kütüğü, ekstrüde üründe görünür yüzey kusurları olmaksızın orta düzeyde inklüzyon seviyelerini tolere edebilir. Otomotiv yapısal uygulamaları (çarpışma yönetimi, beyaz gövde) yorulma ömrü güvenilirliği için daha yüksek temizlik gerektirir. Avrupa Alüminyum Birliği'nin AMAG araştırması (2019'da yayınlandı), filtrasyon 30 ppi'den 40 ppi'ye yükseltildiğinde 6082 T6 numunelerindeki yorulma ömrünün 23% arttığını ve bunun yorulma çatlağı başlatma bölgeleri olarak hareket eden büyük inklüzyon popülasyonunun azalmasına atfedildiğini buldu.
7xxx Serisi (Alüminyum-Çinko-Magnezyum-Bakır Alaşımları)
7xxx alaşımları (7050, 7075, 7475) filtrasyon için en zorlu kategoriyi temsil eder, çünkü neredeyse sadece yorulma, kırılma tokluğu ve stres korozyon direnci spesifikasyonlarının son derece sıkı olduğu havacılık ve uzay yapısal uygulamalarında kullanılırlar. 7xxx alaşımlarındaki kalıntılar arasında MgO, MgAl₂O₄, Al₂O₃ filmleri ve flakslamadan kaynaklanan NaCl/KCl tuz kalıntıları bulunur.
Önerilen PPI: 40-50 ppi, tipik olarak en kritik havacılık uygulamaları için son parlatma aşaması olarak derin yatak filtrasyonu (tabular alümina) ile iki aşamalı bir sistemde.
Gerekçe: Havacılık ve uzay şartnameleri (AMS 2772, Airbus ABS2728, Boeing BMS şartnameleri) kritik yapısal dövme ve plaka ürünlerinde yaklaşık 20-30 mikronun üzerindeki kalıntıların neredeyse hiç olmamasını gerektirir. 40-50 ppi'de tek aşamalı seramik köpük filtrasyonu bu kalıntıların çoğunu giderir. En yüksek spesifikasyon uygulamaları için (kırılma tokluğu kritik bileşenler), CFF'nin akış aşağısında derin yatak filtrasyonu belirtilir.
Alaşım Ailesi PPI Seçimi Referans Tablosu
| Alaşım Serisi | Temsili Alaşımlar | Birincil Dahil Etme Türleri | Standart ÜFE | Prim/Kritik ÜFE | Notlar |
|---|---|---|---|---|---|
| 1xxx (EC sınıfı) | 1350, 1370 | Al₂O₃ filmleri | 40 | 50 | Tel kopma hassasiyeti |
| 1xxx (diğer) | 1100, 1200 | Al₂O₃ filmleri | 30 | 40 | EC'den daha az kritik |
| 2xxx (Al-Cu) | 2024, 2219 | Al₂O₃, CuAl₂ parçacıkları | 40 | 50 | Havacılık ve uzay uygulamaları |
| 3xxx | 3003, 3004, 3105 | Al₂O₃, Fe-Si parçacıkları | 30 | 40 | Kutu sac vs. kanatçık stoğu |
| 5xxx (<2% Mg) | 5005, 5052 | Al₂O₃, MgO | 30 | 40 | — |
| 5xxx (>2% Mg) | 5083, 5182, 5754 | Al₂O₃, MgO, spinel | 30-40 | 40 | Daha yüksek içerme yükü |
| 6xxx (ekstrüzyon) | 6063, 6005A | Al₂O₃, MgO, TiB₂ | 30 | 40 | Profil yüzey kalitesi |
| 6xxx (otomotiv) | 6061, 6082 | Al₂O₃, MgO | 40 | 50 | Yorulma ömrü kritik |
| 7xxx (yapısal) | 7050, 7075 | Al₂O₃, MgO, spinel | 40 | 50 + derin yatak | Havacılık ve uzay spesifikasyonu |
| A380, A356 (kalıp döküm) | A380, A356 | Al₂O₃, Fe-Si, gözeneklilik | 20-30 | 30 | Akış hızı kısıtı |
Yüksek saflıkta alüminyum alaşımlı ürünleri filtrelemek için fosfat içermeyen seramik köpük filtre.
Döküm Kalite Gereklilikleri PPI Seçimini Nasıl Belirler?
Dökümün son kullanım uygulaması, filtrasyon sisteminin karşılaması gereken bir kalite tavanı belirler. Genel bir temizlik hedefi uygulamak yerine ürünün kritik kalite özelliğini tanımlamak, mevcut en iyi kaliteyi varsayılan olarak seçmek yerine hassas bir şekilde kalibre edilmiş bir PPI seçimine olanak tanır.
Kalite Odaklı ÜFE Seçim Çerçevesi
Yapısal bütünlük (yorulma ömrü, kırılma tokluğu): Yaklaşık 20-50 mikronun üzerindeki inklüzyonlar, yorulma çatlağının başlaması için stres konsantrasyon bölgeleri olarak hareket eder. Murakami ve Endo tarafından yapılan araştırma (Engineering Fracture Mechanics, 1994'te yayınlandı ve sonraki alüminyuma özgü çalışmalarda doğrulandı) yorulma ömrünün, kırılma kaynağındaki en büyük inklüzyonun öngörülen alanının karekökü ile ters orantılı olduğunu ortaya koydu. Bunun anlamı: maksimum inklüzyon boyutunun 50% kadar azaltılması teorik olarak yorulma ömrünü iki katına çıkarabilir. Yapısal bütünlüğün kritik olduğu uygulamalarda, PPI seçimini ortalama temizlik yerine tolere edilebilir maksimum inklüzyon boyutuna göre belirleyin.
Haddeleme veya ekstrüzyon sonrası yüzey kalitesi: Yaklaşık 30-100 mikronun üzerindeki yüzey kalıntıları (alaşım ve prosese bağlı olarak) haddelenmiş sac veya ekstrüzyon profillerde görünür yüzey kusurları oluşturur. Alüminyum otomotiv görünür yüzeyleri için kusur eşiği yaklaşık 50 mikrondur. Bu, çoğu otomotiv dış sac uygulamasında minimum spesifikasyon olarak 40 ppi ile eşleşir.
Elektriksel iletkenlik (EC sınıfı): Yaklaşık 5-10 mikrona kadar olan inklüzyonlar iletkenlik azalmasına minimum düzeyde katkıda bulunur. Çizim yönünde hizalanan bu boyutun üzerindeki inklüzyonlar orantısız iletkenlik azalması yaratır. EC sınıfı için 40-50 ppi spesifikasyonu öncelikle ultra ince partiküllerden ziyade daha büyük inklüzyonları (>30 mikron) hedefler.
Basınç sızdırmazlığı (hidrolik ve pnömatik bileşenler): İşlenmiş deliklerin yüzeyindeki inklüzyonlar porozite bağlantılı sızıntı yollarına neden olabilir. Hidrolik valf gövdeleri ve benzer basınç sızdırmaz dökümler için yüzey inklüzyon yoğunluğu, yığın inklüzyon sayısından daha önemlidir. Bu, duvar kalınlığına ve basınç gereksinimine bağlı olarak tipik olarak 30-40 ppi ile eşleşir.
Basınç sızdırmazlık eşiği: 200 bar hidrolik basıncın üzerindeki bileşenler tipik olarak minimum 40 ppi gerektirir. 50-200 bar aralığındaki bileşenler 30 ppi ile yeterli düzeyde servis edilir. 50 barın altında, 20-30 ppi genellikle yeterlidir.
Son Kullanım Uygulaması PPI Seçim Tablosu
| Son Kullanım Uygulaması | Kritik Kalite Niteliği | Maksimum Tolere Edilebilir Eklenti Boyutu | Önerilen PPI |
|---|---|---|---|
| Havacılık ve uzay yapısal dövmeleri | Yorulma ömrü, kırılma tokluğu | 20-30 μm | 40-50 + derin yatak |
| Otomotiv çarpışma yapıları | Darbe enerjisi emilimi | 40-60 μm | 40 |
| Otomotiv görünür gövde panelleri | Şekillendirme sonrası yüzey kalitesi | 30-50 μm | 40 |
| İçecek kutusu gövde stoğu | Yırtılmadan derin çekme | 50-80 μm | 30 |
| Elektrik iletken çubuğu (EC) | Tel kopma frekansı, iletkenlik | 30-50 μm | 40-50 |
| Yapı ekstrüzyon profilleri | Yüzey görünümü | 80-120 μm | 30 |
| Yüksek basınçlı hidrolik dökümler | Basınç sızdırmazlığı | 40-60 μm | 40 |
| Standart kalıp dökümler | Yüzey görünümü, boyutsal | 100-150 μm | 20-30 |
| Deniz alaşımlı levha (5083) | Korozyon direnci homojenliği | 50-80 μm | 30-40 |
| Isı eşanjörü kanatçık stoğu | Haddeleme homojenliği, inceltme | 30-50 μm | 40 |
| Mimari ekstrüzyon (anodize) | Eloksal yüzey kalitesi | 40-60 μm | 30-40 |
| Kondansatör folyosu (yüksek saflıkta) | Elektriksel homojenlik | 10-20 μm | 50-60 |
Metal Akış Hızı PPI Seçimi ile Nasıl Etkileşir?
Metal akış hızı, PPI seçim üçgeninin üçüncü ayağıdır ve spesifikasyon kararlarında en sık eksik ağırlık verilen ayaktır. Akış hızı açısından yanlış boyutlandırılmış bir filtre, PPI seçim hatalarını taklit eden sorunlar üretir ve mühendislerin asıl sorun hidrolik tasarım olduğunda filtrasyon verimliliği iyileştirmeleri peşinde koşmasına neden olur.
Debi Oranı-PPI-Kafa Kaybı İlişkisi
Metal bir seramik köpük filtreden akarken, filtre boyunca bir basınç düşüşü (yük kaybı) yaratır. Milimetre metal sütun cinsinden ölçülen bu basınç kaybı, metal sütun miktarıyla birlikte artar:
- Akış hızı (tipik döküm hızlarında hızın karesiyle yaklaşık olarak orantılıdır).
- PPI derecesi (daha ince gözenekler daha fazla hidrolik direnç oluşturur).
- Filtre yükleme durumu (kısmen tıkalı filtreler daha yüksek dirence sahiptir).
PPI ve hidrolik direnç arasındaki ilişki Acosta, Castillejos ve Hernandez tarafından Metallurgical Transactions B'de (1995) karakterize edilmiş ve akış direncinin yaklaşık olarak PPI derecesinin karesi ile ölçeklendiği tespit edilmiştir. 20 ppi'den 40 ppi'ye geçiş, eşdeğer akış hızında hidrolik direnci yaklaşık dört katına çıkarır.
Pratik açıdan: 30 ppi filtre için tasarlanmış bir filtreleme sistemi, sistem yeniden tasarlanmadan 40 ppi filtre ile değiştirildiğinde yaklaşık 1,5-2 kat daha fazla tepe kaybı yaşayacaktır. Yıkama sistemindeki mevcut metal kafası, metali daha ince filtreden gerekli döküm hızında geçirmek için yetersizse, metal akışı yavaşlayacak, döküm sıcaklığı düşecek ve üründe soğuk kapanma kusurları ortaya çıkabilecektir.
Hedef Akış Hızı için Gerekli Filtre Alanının Hesaplanması
Filtre yüzey alanı ile kabul edilebilir metal akış hızı arasındaki ilişki:
Gerekli filtre alanı (cm²) = Metal akış hızı (kg/dak) / Maksimum spesifik filtrasyon hızı (kg/dak-cm²)
Maksimum spesifik filtrasyon hızı PPI ve alaşıma bağlıdır:
| ÜFE Değerlendirmesi | Maksimum Spesifik Filtrasyon Hızı (kg/dk-cm²) | Notlar |
|---|---|---|
| 20 ppi | 0.12-0.18 | Yüksek akış, düşük verimlilik |
| 30 ppi | 0.08-0.12 | Çoğu uygulama için dengeli |
| 40 ppi | 0.05-0.08 | Orta akış, yüksek verimlilik |
| 50 ppi | 0.03-0.05 | Düşük akış, çok yüksek verimlilik |
| 60 ppi | 0.02-0.03 | Çok düşük akış, ultra yüksek verimlilik |
Çalışılmış örnek: Bir kütük döküm işlemi, tek bir filtreden 1200 kg/saat (20 kg/dak) hızla dökülür. Maksimum 0,10 kg/dak-cm² spesifik oran ile 30 ppi kullanılıyor: Gerekli alan = 20/0.10 = 200 cm². Standart bir 229 × 229 mm (9″ × 9″) filtre yaklaşık 524 cm²'lik bir yüz alanına sahiptir ve 2,6×'lık rahat bir güvenlik faktörü sağlar.
Aynı işlem 50 ppi olarak belirtilmişse: Gerekli alan = 20/0,04 = 500 cm². 9″ × 9″ filtre (524 cm²), esasen hiçbir güvenlik faktörü olmadan gereksinimi zar zor karşılar. Ekleme yükündeki herhangi bir artış erken tıkanmaya neden olur ve herhangi bir soğuk metal başlangıcı anlık bir akış krizi yaratır. Bu durumda, 50 ppi ile 15″ × 15″ filtreye (1452 cm²) geçmek doğru tasarım olacaktır - akış kısıtlama sorunu olmadan ince filtrasyonun verimliliğini koruyacaktır.
Filtre Kutusu Tasarımının Etkileri
PPI ve akış hızı arasındaki etkileşim, filtre kutusu tasarımını yeniden gözden geçirmeden PPI değiştirmenin beklenmedik sorunların yaygın bir kaynağı olduğu anlamına gelir. AdTech, bir PPI derecesinden diğerine geçiş yapan müşterileri desteklediğinde, her zaman gözden geçiririz:
- Mevcut metal başlık (metali filtreden geçirmek için mevcut metal sütun yüksekliği).
- Filtre yüzey alanı ve bunun pik metal akış hızıyla ilişkisi.
- Filtre kutusunun yukarı ve aşağı akış yönündeki akıntı geometrisi (akış dağılımı).
- Metal sıcaklık yönetimi (daha yüksek yük kaybı, yavaş akan filtre yüzey alanlarında donmayı önlemek için daha fazla sıcaklık marjı gerektirir).
İki Aşamalı Filtrasyon: Birden Fazla PPI Derecesi Kullanmak Ne Zaman Mantıklıdır?
İki aşamalı seramik köpük filtreleme - farklı PPI değerlerinde iki filtrenin seri olarak kullanılması - zorlu alüminyum döküm uygulamalarında iyi bilinen bir tekniktir. Ne zaman sonuçları gerçekten iyileştirdiğini ve ne zaman orantılı bir fayda sağlamadan maliyet ve karmaşıklık eklediğini anlamak önemlidir.
İki Aşamalı Filtrasyonun Mantığı
Daha ince bir filtrenin (daha yüksek PPI) akış yukarısına yerleştirilen daha kaba bir filtre (daha düşük PPI), büyük inklüzyonları ince filtreye ulaşmadan ve erken yüklenmeden yakalar. Bu, ince filtrenin kampanya ömrünü uzatır ve aşağı akış filtresinin aldığı düşük inklüzyon yükünde daha yüksek verimlilikle çalışmasını sağlar.
Bao, Tao ve Yao tarafından Şangay Jiao Tong Üniversitesi'nde yapılan araştırma (Light Metals 2018), iki aşamalı filtrelemenin kampanya ömrünü uzatmasını ölçmüştür: 20 ppi + 40 ppi serisi bir sistem, eşdeğer toplam yüz alanına sahip tek bir 40 ppi filtreye kıyasla atılımdan önce 38% daha fazla metal hacmi işlemiştir. LiMCA ile ölçülen 40 ppi aşağı akış filtresinin verimliliği de kampanya ortasında tek aşamalı eşdeğerine kıyasla 8-12% daha yüksekti ve bu da daha iyi derinlik filtrelemesine olanak tanıyan daha düşük gözenek yüklemesine bağlandı.
İki Aşamalı Filtreleme Ne Zaman Yatırıma Değer?
İki aşamalı filtreleme, ek filtre maliyetini, filtre kutusu alanını ve operasyonel karmaşıklığı şu durumlarda haklı çıkarır:
Metal inklüzyon yükü yüksektir: Yüksek hurda içerikli eriyik, 3% Mg üzerindeki alaşımlar veya yeterli yukarı akış gaz giderme ve flakslama yapılmayan işlemler, tek bir ince filtreyi hızla tıkayacak yüksek inklüzyon yükleri oluşturur.
Kalite gereksinimi ince filtreleme gerektirir, ancak akış hızı kısıtlaması tek aşamalı daha ince PPI'yi sınırlar: İki aşama, tek bir ince filtrenin hidrolik direnci olmadan daha yüksek toplam filtreleme alanı sağlar.
Oyuncu seçme kampanyası uzun sürüyor: Uzun sürekli döküm kampanyaları (havacılık ve uzay kütük üretimleri veya büyük DC döküm operasyonları), iki aşamalı sistemlerin uzatılmış kampanya ömründen faydalanarak filtre değişim sıklığını ve buna bağlı döküm kesintilerini azaltır.
Alt ürün, en zorlu havacılık veya EC sınıfı spesifikasyonlardır: Kalite hedefi gerçekten 95%+ 10 mikronun üzerindeki inklüzyonların giderilmesini gerektirdiğinde, herhangi bir PPI derecesindeki tek aşamalı seramik köpük filtre bunu tutarlı bir şekilde başaramaz. İki aşamalı yaklaşım (tipik olarak 20 ppi + 40 ppi veya 30 ppi + 50 ppi, bazen ardından derin yatak filtrasyonu) mühendislik çözümüdür.
Önerilen İki Aşamalı PPI Kombinasyonları
| Uygulama | Aşama 1 (Yukarı Akış) | Aşama 2 (Aşağı Akım) | Tek Kademeye Karşı Beklenen Verimlilik İyileştirmesi |
|---|---|---|---|
| Standart kütük, yüksek hurda içeriği | 20 ppi | 30 ppi | 15-25% verimlilik, 30-40% daha uzun kampanya |
| Otomotiv ekstrüzyon kütüğü | 20 ppi | 40 ppi | 20-30% verimlilik, 35-45% daha uzun kampanya |
| EC sınıfı çubuk | 20 ppi | 40 ppi | 22-32% verimlilik, 35-50% daha uzun kampanya |
| Havacılık ve uzay kütüğü (derin yatak öncesi) | 20 ppi | 40-50 ppi | 25-35% verimlilik |
| Yüksek Mg alaşımı (>4% Mg) | 20 ppi | 30 ppi | 20-30% kampanya ömrü, erken tıkanmayı önler |
Gerçek Dünya Örnek Olay İncelemesi: Bir Otomotiv Kütük Tekerinde PPI Seçim Optimizasyonu
Arka Plan: Güney Kore'de A 6082 Alüminyum Kütük Üreticisi, 2023
Şirket profili: Güney Kore'nin Gyeonggi Eyaletinde, otomotiv yapısal dövme için 6082-T6 biyet üreten orta ölçekli bir alüminyum biyet döküm tesisi. Aylık üretim hacmi: 152 mm ve 203 mm çaplarında yaklaşık 800 metrik ton 6082 alaşımlı biyet. Alt müşteri: Koreli OEM araç programları için süspansiyon bileşenleri üreten 1. Kademe bir otomotiv dövme tedarikçisi.
Müşterinin acı noktası: 2023 yılının ilk çeyreğinden itibaren, alt dövme müşterisi işlenmiş dövmelerde yüksek ret oranları rapor etmeye başladı - özellikle, son işlenmiş bileşenlerde 3-5 mm derinlik aralığındaki göstergelerle tetiklenen ultrasonik test (UT) retleri. Ret oranı altı ay içinde 0,3%'den 2,1%'ye tırmanarak 7 kat arttı ve resmi bir tedarikçi düzeltici eylem talebini (SCAR) tetikledi. Kütük üreticisi, mevcut filtre tedarikçisinin ürünüyle tek aşamalı bir sistemde 30 ppi seramik köpük filtreler kullanıyordu.
Kök neden araştırması: AdTech'in uygulama mühendisliği ekibi Temmuz 2023'te bir filtrasyon sistemi denetimi yapmak üzere görevlendirildi. PoDFA (Gözenekli Disk Filtrasyon Aparatı) örneklemesini mevcut filtrenin yukarı ve aşağı akış yönünde kullanarak, içerme popülasyonunu ölçtük. Önemli bulgular:
- Yukarı akış inklüzyon içeriği: 0,42 mm²/kg (PoDFA alan ölçümü), 68% inklüzyon 20-80 mikron aralığında alümina filmler olarak sınıflandırılmıştır.
- Aşağı akış (30 ppi filtre sonrası) inklüzyon içeriği: 0,11 mm²/kg.
- Hesaplanan tek kademeli 30 ppi verimlilik: alana göre yaklaşık 74%.
- Büyük inklüzyon kuyruğu (>50 mikron): 18% giderme oranı - karşılaştırılabilir tesislerde doğru belirlenmiş 30 ppi filtreleme ile elde edilen 85%+ değerinin önemli ölçüde altında.
- Reddedilen dövme parçaların metalografik incelemesi, UT endikasyon bölgelerinde büyük alümina film kalıntılarını (60-120 mikron) doğrulamıştır.
Sorun teşhisi: Mevcut 30 ppi filtre, metal akış hızına göre yetersiz boyuttaydı. Döküm işlemi ortalama 28 kg/dak hızla dökülüyordu, ancak filtre kutusu 178 × 178 mm (7″ × 7″) filtre için tasarlanmıştı - yaklaşık 317 cm²'lik bir yüzey alanı. Sonuçta ortaya çıkan spesifik filtrasyon hızı 0,088 kg/dak-cm² olup 30 ppi için kabul edilebilir aralığın üst ucundadır ve filtre boyunca yüksek metal hızına neden olmaktadır. Yüksek hız, inklüzyonun filtre dikme yüzeyleriyle temas süresini azaltmış ve daha önce yakalanan inklüzyonların üst filtre katmanlarında yeniden sürüklenmesine neden olmuştur.
AdTech'in çözümü - Eylül 2023'te uygulandı:
- Filtre kutusu yeniden tasarlandı: 7″ × 7″ filtre kutusu AdTech tasarımı yeni 9″ × 9″ (229 × 229 mm) filtre kutusu ile değiştirilerek filtre yüzey alanı 317 cm²'den 524 cm²'ye çıkarıldı - 65% alan artışı. Bu, spesifik filtrasyon oranını 0,053 kg/dak-cm²'ye düşürerek optimum çalışma aralığının oldukça içinde kalmasını sağladı.
- PPI 40 ppi'ye yükseltildi: Birim alan başına akış hızı artık spesifikasyon dahilinde olduğundan, 30 ppi'den 40 ppi'ye yükseltme hidrolik ceza olmadan uygulanabilirdi. Daha büyük filtre kutusu ve daha ince PPI kombinasyonu, 20-80 mikron aralığındaki inklüzyonlar için 90%'nin üzerinde inklüzyon giderme verimliliği elde etmek üzere tasarlanmıştır.
- Yukarı akış süreç iyileştirmesi: AdTech önerdi ve müşteri bekletme fırınında iyileştirilmiş cüruf sıyırma uygulamalarını hayata geçirerek metal filtreye ulaşmadan önce yukarı akış inklüzyon yükünü yaklaşık 25% azalttı.
- Filtre kalitesi yükseltmesi: Müşteri, önceki filtre tedarikçisinden AdTech'in fosfat içermeyen 40 ppi alümina seramik köpük filtresine geçerek EC sınıfı aşağı akış ürünleri için ikincil bir sorun olarak tanımlanan fosfor kontaminasyonu riskini ortadan kaldırdı.
Sonuçlar - Ocak 2024'te ölçülmüştür (uygulamadan dört ay sonra):
- Filtre sonrası inklüzyon içeriği: 0,038 mm²/kg (önceki 0,11 mm²/kg'a kıyasla) - 65% azalma
- Büyük inklüzyon kuyruğu (>50 mikron): 97% çıkarma oranı (önceki 18%'ye kıyasla)
- Aşağı akış dövme UT ret oranı: 0,2%'ye geri döndü - sorun öncesi 0,3% olan taban çizgisinin altında
- Filtre kampanya ömrü: filtre başına ortalama 680 kg'dan 920 kg'a çıkmıştır (35% iyileşme), bunun nedeni daha düşük spesifik filtreleme oranı ve iyileştirilmiş yukarı akış temizliğidir
- Müşteri SCAR'ı: Şubat 2024'te doğrulanmış düzeltici eylem ile kapatıldı
- Yıllık filtre maliyeti etkisi: Filtre birim maliyeti yaklaşık 22% arttı (40 ppi'ye karşı 30 ppi, artı daha büyük boyut), ancak filtre kampanya ömründeki iyileşme bunu dengeledi ve sonuçta üretilen metrik ton kütük başına net filtre maliyeti esasen değişmedi
Bu vaka, filtrasyon danışmanlığında tekrar tekrar karşılaştığımız bir prensibi göstermektedir: PPI seçimi tek başına optimize edilemez. Hedef filtrasyon performansına ulaşmak için akış hızı, filtre alanı, yukarı akış inklüzyon yüklemesi ve filtre kalitesi birlikte ele alınmalıdır.
Yaygın PPI Seçim Hataları ve Bunlardan Nasıl Kaçınılacağı
Hata 1: Akış Hızını Göz Ardı Ederek Sadece Alaşıma Dayalı PPI Seçimi
En yaygın hata. Bir mühendis alaşımın hassasiyetine göre 40 ppi belirtir, ancak mevcut filtre kutusu ve yolluk tasarımı artan akış direncini kaldıramaz. Metal akışı yavaşlar, döküm sıcaklığı düşer ve üründe soğuk kapama kusurları veya yüzey çatlamaları ortaya çıkar. Mühendis 40 ppi'nin “işe yaramadığı” sonucuna varır ve 30 ppi'ye geri döner.
Önleme: Belirleme yapmadan önce her zaman önerilen filtre boyutu ve PPI kombinasyonu için spesifik filtrasyon oranını (kg/dk-cm²) hesaplayın. Mevcut metal kafasının, seçilen PPI ile hedef akış hızını filtreden geçirmek için yeterli olduğunu doğrulayın.
Hata 2: Kampanya Ömrünü Dikkate Almadan Daha İnce PPI Belirtmek
Daha yüksek PPI filtreler daha düşük inklüzyon tutma kapasitesine sahiptir çünkü daha ince gözenek yapısı daha az toplam inklüzyon tarafından bloke edilir. Yüksek inklüzyon yüklemesine sahip bir operasyon - yüksek hurda içeriği, yetersiz yukarı akış gaz giderme, zayıf cüruf giderme - 50 ppi'lik bir filtreyi 30 ppi'ye kıyasla çok daha kısa sürede tıkayacaktır. Filtre değişiklikleri döküm kesintileri gerektiriyorsa, çok sık tıkanma, yerini aldığı daha kaba filtreden daha fazla kalite riski yaratır (yeniden başlatma sırasındaki sıcaklık dengesizliğinden).
Önleme: Belirlemeden önce filtre kampanya ömrünü tahmin edin. Hesaplama, operasyonunuz için kabul edilebilir minimum döküm çalışma uzunluğundan daha az kampanya ömrü gösteriyorsa, ya yukarı akıştaki inklüzyon yükünü azaltın, filtre alanını artırın (toplam inklüzyon tutma kapasitesini artırmak için), PPI'yi daha yüksek kapasiteli bir dereceye düşürün veya iki aşamalı filtrelemeye geçin.
Hata 3: Karma Bir Tesiste ÜFE'nin Tüm Ürünlerde Sabit Bir Spesifikasyon Olarak Ele Alınması
Birçok alüminyum döküm tesisi aynı döküm hattında birden fazla alaşım üretmektedir. Tüm ürünlere uygulanan tek bir PPI spesifikasyonu hiçbiri için optimum olmayacaktır. 30 ppi ile çalışan yüksek Mg 5xxx alaşımları, hat 6xxx otomotiv kütüğüne geçtiğinde 40 ppi'ye geçmelidir ve bunun tersi de geçerlidir.
Önleme: Her döküm hattında üretilen her alaşım için PPI (ve filtre boyutu) belirleyen ürüne özel bir filtreleme matrisi geliştirin. Bu, az miktarda operasyonel karmaşıklık ekler, ancak ürün karışımı boyunca hem aşırı hem de yetersiz filtrelemeyi önler.
Hata 4: Belirtilen ÜFE'de Filtre Kalitesinin Doğrulanmaması
Yukarıda belirtildiği gibi, nominal PPI derecesi tedarikçiler arasında değişiklik göstermektedir. “30 ppi” olduğunu iddia eden bir tedarikçi, 25 ppi veya 35 ppi'ye eşdeğer etkin hücre boyutlarına sahip ürün teslim ediyor olabilir. Kimyasal ve fiziksel özellik doğrulaması olmadan, satın alma siparişindeki PPI spesifikasyonu filtrasyon performansını garanti etmez.
Önleme: Filtre tedarikçilerinden basınç dayanımı, boyutsal doğrulama ve kimyasal bileşim dahil olmak üzere toplu test sertifikaları talep edin. Kritik uygulamalar için periyodik PoDFA veya LiMCA filtrasyon verimliliği doğrulaması yapın.
PPI Seçim Karar Çerçevesi ve Hızlı Referans Tabloları
Adım Adım PPI Seçim Süreci
Adım 1: Alaşım ailesini ve birincil inklüzyon tiplerini tanımlayın (yukarıdaki alaşım tablosuna bakın)
Adım 2: Son kullanım kalite gereksinimini belirleyin ve bunu tolere edilebilir maksimum inklüzyon boyutuyla eşleştirin (yukarıdaki kalite gereksinimleri tablosuna bakın)
Adım 3: Filtreden geçen metal akış hızını belirleyin (kg/dak)
Adım 4: Gerekli filtre yüzey alanını hesaplayın: Gerekli alan (cm²) = Akış hızı (kg/dak) / Aday PPI için maksimum spesifik filtrasyon hızı (yukarıdaki tablodan)
Adım 5: Gerekli filtre alanını mevcut filtre boyutlarıyla karşılaştırın. Gerekli minimum alanın üzerinde en az 20% güvenlik marjı sağlayan en yakın standart boyutu seçin
Adım 6: Gelen metalin inklüzyon yüklemesini değerlendirin (yukarı akış proses kontrolü, hurda oranı ve gaz giderme etkinliğine dayalı olarak) ve seçilen PPI ve filtre alanında kampanya ömrünü tahmin edin
Adım 7: Kampanya ömrünün döküm programı için yeterli olduğunu teyit edin. Değilse, iki aşamalı filtreleme veya yukarı akış iyileştirmelerini değerlendirin
Adım 8: Yıkama sistemindeki mevcut metal kafasının, seçilen filtre ve PPI kombinasyonu aracılığıyla hedef akış hızını sağlamak için yeterli olduğunu doğrulayın
2026 için PPI Hızlı Seçim Tablosunu Tamamlayın
| Senaryo | Alaşım | Son Kullanım | Akış Hızı | Önerilen PPI | Filtre Boyutu | İki Aşamalı mı? |
|---|---|---|---|---|---|---|
| Standart ekstrüzyon kütük | 6063 | Mimari profil | Düşük-Orta | 30 ppi | 9″ × 9″ | Hayır |
| Otomotiv ekstrüzyon kütüğü | 6082 | Yapısal çarpışma bileşeni | Orta | 40 ppi | 9″ × 9″ | Opsiyonel |
| EC sınıfı çubuk üretimi | 1350 | Elektrik iletken tel | Orta-Yüksek | 40 ppi | 9″ × 9″ ila 15″ × 15″ | Tavsiye edilir |
| Havacılık ve uzay kütüğü | 7075 | Yapısal dövme | Düşük-Orta | 40-50 ppi | 15″ × 15″ | Evet + derin yatak |
| İçecek kutusu sayfası | 3004 | Can gövde stoğu | Yüksek | 30 ppi | 9″ × 9″ veya 15″ × 15″ | Hayır |
| Yüksek Mg deniz plakası | 5083 | Deniz yapısı | Orta | 30-40 ppi | 9″ × 9″ | Opsiyonel |
| Basınçlı döküm alaşımı | A380 | Otomotiv basınçlı döküm | Yüksek | 20-30 ppi | 7″ × 7″ ila 9″ × 9″ | Hayır |
| Yüksek saflıkta kondansatör folyosu | 1xxx saf | Kondansatör filmi | Düşük | 50-60 ppi | 9″ × 9″ ila 15″ × 15″ | Evet |
| Geri dönüştürülmüş içerikli kütük | Karışık 6xxx | Karma uygulamalar | Değişken | 30 ppi yukarı akış / 40 ppi aşağı akış | İki aşamalı sistem | Evet |
| Standart DC kütük | 6061 | Genel işlenmiş parçalar | Orta | 30 ppi | 9″ × 9″ | Hayır |
Alüminyum Döküm Filtrasyonu için PPI Seçimi Hakkında Sıkça Sorulan Sorular
1: 6061 alüminyum kütük için hangi PPI seramik köpük filtreyi kullanmalıyım?
Genel işleme uygulamalarına yönelik standart 6061 kütük için 30 ppi doğru başlangıç spesifikasyonudur. 6061, 1% Mg içeriğinden dolayı öncelikle alümina filmler ve MgO olmak üzere orta düzeyde inklüzyon yükleri oluşturur ve standart 30 ppi seramik köpük filtreleme, çoğu işleme uygulaması için yeterli olan 20 mikronun üzerindeki inklüzyonların 80-92% giderilmesini sağlar. Havacılık ve uzay dövme parçaları, yorulma açısından kritik otomotiv bileşenleri veya yüzey çukurlaşmasının kabul edilemez olduğu anodize mimari ürünlere yönelik 6061 kütük için 40 ppi'ye yükseltin. Yüksek akış hızından kaynaklanan erken tıkanma veya verimlilik düşüşünü önlemek için filtre alanının 0,10 kg/dk-cm²'nin altında belirli bir filtrasyon hızı sağladığını doğrulayın. AdTech'in 30 ppi veya 40 ppi fosfat içermeyen alümina filtrelerinin kullanılması, geleneksel fosfat bağlı filtrelerle ilişkili fosfor kontaminasyonu riskini ortadan kaldırır.
2: Gerçek filtreleme performansı açısından 30 ppi ve 40 ppi seramik köpük filtreler arasındaki fark nedir?
30 ppi'den 40 ppi'ye geçiş, orta dereceli inklüzyonların (5-20 μm) giderilmesini yaklaşık yüzde 10-15 puan, büyük inklüzyonların (>30 μm) giderilmesini ise yaklaşık yüzde 5-8 puan iyileştirmektedir. Çoğu yüzey kusurunun, tel kopmalarının ve yorulma arızalarının birincil nedeni olan 50 mikronun üzerindeki inklüzyonlar için 30 ppi, optimize edilmiş koşullar altında 85-92% giderim sağlarken, 40 ppi 95-98%'ye ulaşır. Performans farkı anlamlıdır ancak büyük inklüzyonlar için dönüştürücü değildir. Önemli fark, 30 ppi'nin 65-80% giderim ve 40 ppi'nin 78-90% giderim sağladığı 10-30 mikron aralığındadır. Aradaki fark, 40 ppi'nin eşdeğer hızda 30 ppi'den yaklaşık 40-50% daha fazla akış direnci oluşturmasıdır; bu da filtre kutusunun aşırı yük kaybı olmadan gerekli metal akışını korumak için yeterli boyutta olması gerektiği anlamına gelir.
3: Yetersiz yukarı akış gaz giderme veya akışkanlaştırmayı telafi etmek için daha yüksek bir PPI filtresi kullanabilir miyim?
Hayır - PPI derecesini artırmak, uygun yukarı akış gaz giderme ve akı işleminin yerine geçmez. Gaz giderme, katılaşmış dökümlerde gözeneklilik oluşturan çözünmüş hidrojeni giderir; bu, PPI derecesine bakılmaksızın seramik köpük filtrelerin ele alamayacağı bir kusur mekanizmasıdır. Flux işlemi inklüzyon aglomerasyonunu teşvik ederek inklüzyonları daha büyük ve dolayısıyla daha kolay yakalanabilir hale getirir; bu işlem olmadan, kötü işlem görmüş metalde kalan ince inklüzyon dağılımı da herhangi bir PPI derecesi tarafından en az verimli şekilde yakalanır. Doğru sıra şudur: önce yeterli gaz giderme ve flakslama, ardından uygun şekilde belirlenmiş seramik köpük filtreleme. Kötü ön işlemeyi telafi etmek amacıyla 50 ppi veya 60 ppi kullanmak hızlı filtre tıkanmasına, döküm akışı sorunlarına ve ince filtrelemeye rağmen devam eden kalite sorunlarına yol açacaktır. Yukarı akış prosesini ele alın, ardından PPI seçimini optimize edin.
4: Mevcut PPI seçimimin erken filtre tıkanmasına neden olup olmadığını nasıl bilebilirim?
Erken tıkanmanın birincil göstergesi, işlenen metal hacmi için beklenenden daha hızlı bir şekilde filtre kutusunun yukarı akışında metal kafasının yükselmesidir. Geçmişte 900 kg metale dayanabilen bir filtre, döküm uygulamasında bir değişiklik olmaksızın 500 kg'da tıkanıyorsa, bunun muhtemel nedeni aşırı inklüzyon yükü veya yetersiz filtre alanıdır. Ek göstergeler arasında şunlar yer alır: döküm çalışması sırasında filtre kutusunun yukarısındaki yollukta gözle görülür metal seviyesi birikmesi, sabit metal yüksekliğinde döküm akış hızının azalması ve PoDFA numunelerinin önceki kampanyalara kıyasla beklenenden daha yüksek yukarı akış inklüzyon konsantrasyonları göstermesi. Temel bir engelleme eğrisi oluşturmak için birkaç kampanya boyunca metal yüküne karşı filtreden geçen kümülatif metal hacminin sistematik olarak izlenmesi - bu temelden sapmalar araştırılması gereken proses değişikliklerine işaret eder.
5: Standart alüminyum döküm için maliyet tasarrufu önlemi olarak 20 ppi filtreler kullanmak mümkün mü?
20 ppi filtreler, metal akış hızının çok yüksek olduğu ve büyük inklüzyonların giderilmesinin birincil gereksinim olduğu uygulamalar için uygundur, ancak orta ila yüksek temizlik gerektiren uygulamalar için genel bir maliyet tasarrufu önlemi olarak yetersizdir. 20 ppi'de, 5-20 mikron aralığındaki kalıntılar için giderme verimliliği sadece 45-60%'dir, bu da ince kalıntıların çoğunun filtreden sınırsız geçtiği anlamına gelir. Ekstrüzyon kütüğü, elektrik iletken çubuğu, otomotiv bileşenleri veya yüzey kalitesi, iletkenlik veya mekanik performansın belirtildiği herhangi bir ürün üreten uygulamalar için 20 ppi, maliyeti filtre maliyetindeki tasarrufları önemli ölçüde aşan daha yüksek aşağı akış reddetme oranları üretecektir. 20 ppi, iki aşamalı sistemlerde ön filtreleme aşamaları için, 30 ppi'nin kabul edilemez akış kısıtlaması yarattığı çok yüksek akış hızlı basınçlı döküm işlemleri için ve daha rafine işlemlerden önce yoğun şekilde kirlenmiş metalin ön filtrasyonu için doğru spesifikasyondur.
6: Metal sıcaklığının PPI seçimi üzerinde nasıl bir etkisi vardır?
Metal sıcaklığı, metal viskozitesi ve inklüzyonların filtre yüzeyine ıslanabilirliği üzerindeki etkisi yoluyla filtrasyon verimliliğini etkiler. Düşük döküm sıcaklıklarında (sıvıya yakın, çoğu alaşım için tipik olarak 680-700°C), metal viskozitesi daha yüksektir, bu da inklüzyonların çökelme hızını azaltır, ancak aynı zamanda filtreden metal akışını yavaşlatır. Daha yüksek döküm sıcaklıklarında (730-760°C) viskozite daha düşüktür, metal daha serbest akar, ancak inklüzyon yüzeyindeki oksit film özelliklerindeki değişiklikler nedeniyle inklüzyon-filtre yapışma enerjisi azalabilir. Pratik anlamı: alaşımın önerilen döküm sıcaklığı aralığında çalışın - bu sıcaklık filtrasyon optimizasyonu ile değil döküm kalitesi gereksinimleri ile belirlenir. Sıcaklık önerilen aralığın altındaysa, filtre akış kısıtlaması kötüleşiyor gibi görünebilir (aslında bir viskozite etkisi); önerilen aralığın üzerindeyse, hidrojen toplanması ve oksit oluşumu filtre üzerindeki inklüzyon yükünü artırır. Normal döküm sıcaklığı penceresi içinde sıcaklık, PPI ve akış hızına kıyasla filtrasyon verimliliği üzerinde ikincil bir etkiye sahiptir.
7: Ücretteki hurda içeriği PPI gerekliliklerini nasıl etkiler?
Şarjdaki daha yüksek hurda içeriği, eriyikteki inklüzyonların hem miktarını hem de boyut dağılımını artırır ve genellikle tek adımlı bir PPI yükseltmesi veya aynı PPI derecesinde daha büyük bir filtre alanı gerektirir. Birincil alüminyum (izabe tesisinden gelen) nispeten düşük inklüzyon içeriğine sahiptir. Tüketici sonrası hurdadan elde edilen ikincil alüminyum ise boyalı yüzeyler, yağlayıcı kalıntıları, anodize katmanlar ve yeniden eritme sırasında önemli ölçüde daha fazla inklüzyon oluşturan çeşitli kirleticiler içerir. Finlandiya Geri Dönüşüm Araştırma Enstitüsü'nün araştırması (Resources, Conservation and Recycling, 2021'de yayınlanmıştır), karışık tüketici sonrası hurdadan hazırlanan erimiş alüminyumun filtrasyondan önce eşdeğer birincil alüminyuma göre yaklaşık 3,5 kat daha yüksek PoDFA inklüzyon içeriğine sahip olduğunu göstermiştir. Pratik kılavuz: 40%'den fazla tüketici sonrası hurda kullanan operasyonlar, PPI'yi bir adım yükseltmeli (örneğin, 30 ila 40 ppi) ve filtre alanını aynı alaşım sınıfındaki birincil metal için temel spesifikasyona kıyasla 20-30% artırmalıdır.
8: Otomotiv dökümünde A356 alüminyumun filtrelenmesi için önerilen PPI nedir?
Güvenlik açısından kritik otomotiv dökümleri (direksiyon mafsalları, salıncak kolları, fren kaliperleri) için A356 alaşımı, belirli bileşene ve döküm işlemine bağlı olarak 30-40 ppi filtreleme gerektirir. A356, magnezyum içeriğinden alümina filmleri ve MgO kalıntıları üreten bir döküm alaşımıdır (Al-7Si-0.3Mg). Yapısal güvenlik bileşenlerinin yerçekimi ve düşük basınçlı kalıp dökümü için 30 ppi kabul edilebilir minimum spesifikasyondur ve yorulma ömrü veya uzama spesifikasyonlarının sıkı olduğu bileşenler için 40 ppi önerilir (kritik bölgelerde minimum 8% uzama gerektiren Avrupa OEM spesifikasyonlarında yaygındır). A356'nın yüksek basınçlı kalıp dökümü, yolluk sistemi boyunca çok daha yüksek metal hızlarında çalışır, bu da filtre yerleşimini ve boyutlandırmasını kritik hale getirir - 20-30 ppi, akış hızının çok yüksek olduğu bilye kovanı veya yolluk konumlarında kullanılırken, 30 ppi orta akış hızına sahip yolluk veya kapı konumlarında uygundur. NADCAP veya eşdeğer havacılık seviyesi kalite sistemleri için hedeflenen birinci sınıf otomotiv uygulamaları için, yeterli yukarı akış gaz giderme ile birlikte 40 ppi mevcut endüstri ölçütüdür.
9: Çok düşük akış hızlarında ve çok yüksek akış hızlarında döküm yaparken PPI seçimini nasıl ayarlamalıyım?
Çok düşük akış hızlarında, filtre gözenekleri boyunca soğuk metal köprülenmesini önlemek için standart öneriden daha kaba bir PPI seçin (bir adım daha kaba). Çok yüksek akış hızlarında, ya standart PPI'da filtre alanını artırın ya da filtre boyutunu artırırken bir adım daha kabalaştırın. Çok düşük metal akış hızları (standart bir 9″ × 9″ filtreden yaklaşık 5 kg/dk'nın altında) filtre yüzeyindeki metalin yerel olarak sıvının altında soğumasına neden olarak filtreyi hızla tıkayan ince bir katılaşmış kabuk oluşturabilir - bu olaya “soğuk köprüleme” denir. Daha kaba PPI, daha büyük gözenek açıklıkları sağlayarak soğuk köprüleme olasılığını azaltır. Çok yüksek akış hızları (30 ppi için 0,12 kg/dak-cm²'nin üzerinde) filtre yapısı içinde türbülansa neden olarak daha önce yakalanan inklüzyonları yeniden sürükler ve net filtrasyon verimliliğini azaltır. Yüksek akış hızlarında çözüm, daha ince bir PPI kullanmak yerine her zaman filtre alanını artırmaktır, bu da akış direnci sorununu daha da karmaşık hale getirecektir.
10: Seramik köpük filtrenin kullanım ömrü ne kadardır ve PPI kullanım süresini etkiler mi?
Seramik köpük filtre, her döküm kampanyasının sonunda değiştirilen tek kullanımlık bir üründür ve evet, PPI derecesi, filtrenin değiştirilmesi gerekmeden önce bir kampanyanın ne kadar sürebileceğini belirleyen faktörlerden biridir. Daha kaba PPI filtreler daha yüksek inklüzyon tutma kapasitesine sahiptir - çünkü daha büyük gözenek hacimleri, akış kısıtlaması kabul edilemez hale gelmeden önce daha fazla yakalanan malzeme barındırır - ve bu nedenle eşdeğer inklüzyon yüklemesinde daha uzun kampanya süresi sağlar. İyi işlenmiş bir birincil alüminyum eriyikten normal inklüzyon yüklemesinde 9″ × 9″ (229 × 229 mm) filtre için genel bir kriter olarak: 20 ppi filtre tipik olarak kampanya başına 1500-3000 kg metal işler; 30 ppi 800-1500 kg işler; 40 ppi 400-800 kg işler; ve 50 ppi 200-400 kg işler. Bu aralıklar geniştir çünkü yukarı akış metal temizliği, spesifik filtrasyon hızı (birim alan başına akış) ve metal sıcaklığı gerçek kampanya ömrünü büyük ölçüde etkiler. Yüksek inklüzyon yüklemesi (yüksek hurda içeriği, zayıf gaz giderme) olan operasyonlar, PPI'dan bağımsız olarak bu aralıkların alt ucuna düşecektir. Tek bir filtrenin desteklediğinden daha fazla metal hacmi gerektiren uzun döküm kampanyaları için, iki aşamalı filtreleme veya paralel olarak birden fazla filtre mühendislik çözümleridir.
Sonuç: Özel Operasyonunuzu Yansıtan Bir PPI Seçim Kararı
2026'da alüminyum dökümhane filtrasyonu için doğru PPI, alaşım ekleme hassasiyeti, son kullanım kalite gereksinimleri ve metal akış hızı aynı anda değerlendirilerek seçilen PPI'dır - bir endüstri ortalaması uygulayarak veya bir rakibin spesifikasyonunu kopyalayarak değil.
Yayınlanan metalürjik araştırmalardan, AdTech müşteri tesislerindeki doğrudan saha izleme verilerimizden ve yukarıda belgelenen Güney Kore vaka çalışmasından elde edilen kanıtların tümü aynı sonuca işaret etmektedir: alüminyum dökümdeki filtrasyon performansı sorunlarının çoğu, tek başına yanlış PPI seçiminden kaynaklanmamaktadır. Filtre alanının, yukarı akış proses kontrolünün ve filtre kalitesinin amaçlanan performans seviyesini desteklediğini eş zamanlı olarak doğrulamadan PPI seçilmesinden kaynaklanır.
Teknik olarak doğru bir PPI seçimi, uygun boyutta filtre kutusu ve kalitesi doğrulanmış filtre ürünü, alaşımın ve son kullanım uygulamasının gerektirdiği inklüzyon giderme performansını tutarlı bir şekilde sağlayacaktır. Bu üç değişken aynı hizaya getirildiğinde seramik köpük filtreleme, günümüzün otomotiv ve havacılık tedarik zincirlerinin ihtiyaç duyduğu kalite yönetim sistemlerini destekleyen öngörülebilir, doğrulanabilir, kampanyadan kampanyaya tutarlılık sağlar.
Uygulamaya özel PPI önerileri, filtre kutusu tasarımı incelemesi veya döküm operasyonunuzdan LiMCA veya PoDFA verilerini yorumlama konusunda yardım almak için AdTech filtrasyon mühendisliği ekibi nitelikli endüstriyel müşterileri desteklemeye hazırdır.
Bu makale, AdTech teknik editör ekibi tarafından birincil filtrasyon mühendisliği deneyimi, yayınlanmış metalürjik araştırmalar ve doğrudan müşteri uygulama verilerinden yararlanılarak hazırlanmıştır. Temel referanslar şunlardır: Voigt ve diğerleri (Metallurgical and Materials Transactions B), Acosta ve diğerleri (Metallurgical Transactions B, 1995), Bao ve diğerleri (Light Metals 2018), Laé ve diğerleri (INPG, Grenoble), Murakami ve Endo (Engineering Fracture Mechanics, 1994) ve Avrupa Alüminyum Birliği uygulama verileri. İçerik yıllık olarak gözden geçirilir.
Son güncelleme 2026 | AdTech Teknik Kaynak Kütüphanesi
