Выберите подходящий PPI (поры на дюйм) в зависимости от чистоты сплава, типа отливки и требований к расходу. Низкий PPI (10-20) обеспечивает более высокий поток и идеально подходит для сильных загрязнений или крупных отливок. Средний PPI (30-40) обеспечивает баланс между эффективностью фильтрации и расходом, подходит для большинства применений. Высокий PPI (50-60) обеспечивает более тонкую фильтрацию для высококачественных отливок с низким уровнем дефектов, но снижает скорость потока. Также учитывайте давление напора металла, скорость разливки и конструкцию литников, чтобы избежать засорения и при этом добиться оптимального удаления включений.
Если ваш проект требует использования фильтра из керамической пены, вы можете связаться с нами для получения бесплатного предложения.
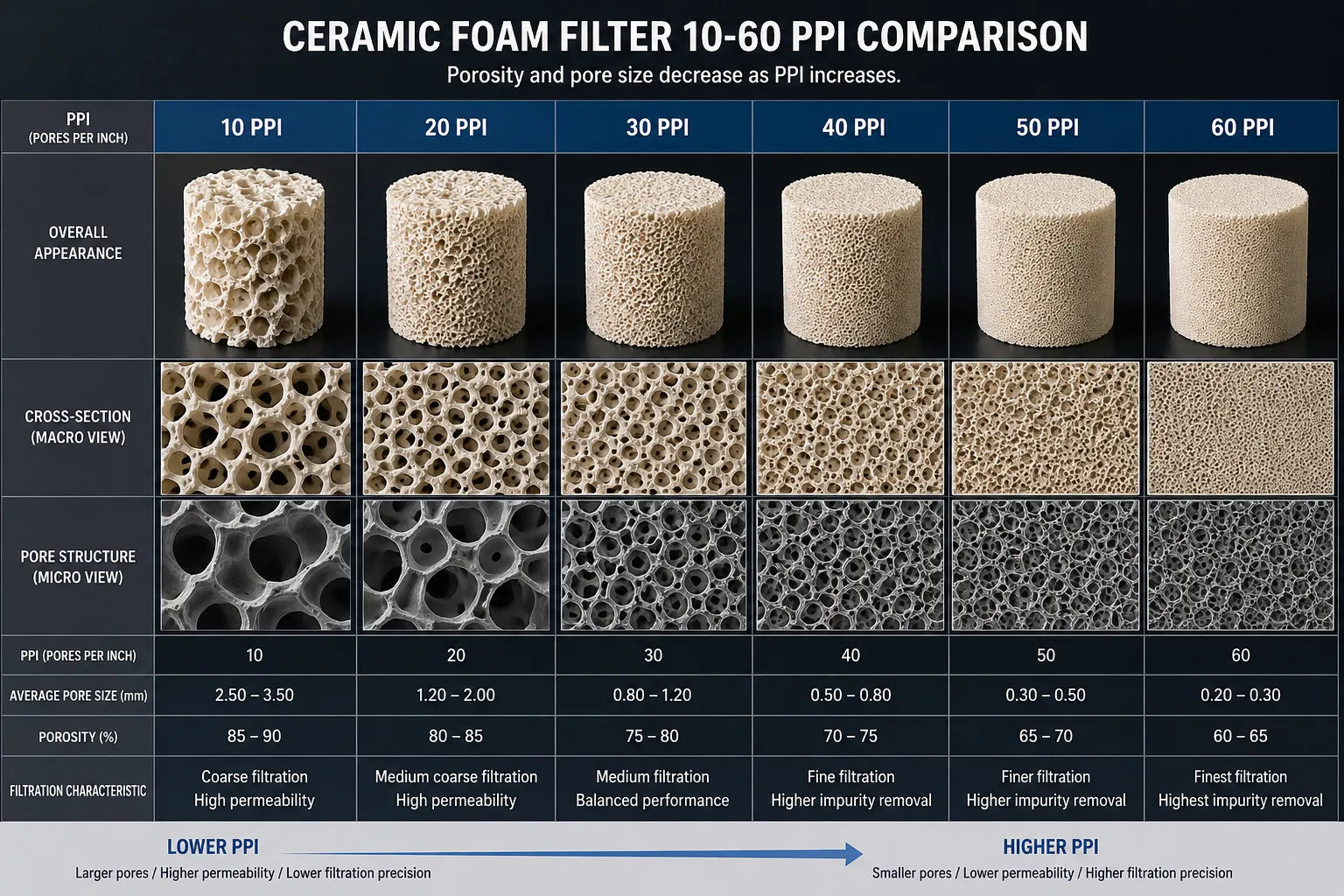
Что означает PPI в фильтрации керамической пеной?
PPI означает "поры на дюйм" - количество открытых ячеек, измеренное линейно на протяжении одного дюйма (25,4 мм). керамический поролоновый фильтр лицо. Фильтр с разрешением 10 ppi имеет примерно 10 ячеек на линейный дюйм, каждая ячейка имеет размер около 2,5 мм в поперечнике. Фильтр 50 ppi имеет примерно 50 ячеек на дюйм, а размер каждой ячейки составляет около 0,5 мм. Рейтинг PPI - это основная характеристика, определяющая способность фильтра к фильтрации, сопротивление потоку и способность удерживать включения.
В принципе, эта концепция проста. На практике перевод числа PPI в фактическую производительность фильтрации включает несколько переменных, которые делают выбор PPI тонким инженерным решением, а не простым поиском.
Как измеряется PPI и почему он различается у разных поставщиков
Измерение PPI производится путем подсчета отверстий для клеток вдоль прямой линии, проходящей через поверхность фильтра под малым увеличением. Звучит просто, но распределение размеров ячеек в одном продукте с рейтингом PPI у разных производителей разное. Два поставщика утверждают, что “30 точек на дюйм” могут быть получены фильтры с заметно отличающимися средними размерами ячеек, различным распределением ячеек по размерам и, соответственно, различной эффективностью фильтрации.
Опубликованные исследования Норвежского университета науки и технологии (NTNU) по характеристикам фильтров из вспененной керамики, включая работу Санднеса, Энга и коллег, постоянно демонстрируют, что номинальный показатель PPI является неточной характеристикой. Их измерения показали, что фактическое количество ячеек в коммерческих фильтрах 30 ppi от разных производителей варьируется от 26 до 34 ячеек на дюйм, с соответствующими изменениями в гидравлическом диаметре ячеек.
Такая вариативность измерений имеет практическое следствие: при смене поставщика при одинаковом значении PPI эффективность фильтрации может измениться. В AdTech мы учитываем это, указывая в спецификации наших фильтров как рейтинг PPI, так и минимальную прочность на сжатие, которая служит косвенным показателем однородности структуры ячеек.
PPI против размера пор: Техническое соотношение
Диаметр горла поры - самого узкого сужения, через которое должна пройти частица в сетчатой структуре фильтра, - отличается от размера ячейки. Диаметр горла поры обычно составляет 30-50% от среднего диаметра ячейки. Для фильтра 30 ppi со средним диаметром ячеек примерно 0,85 мм типичный диаметр горла пор составляет примерно 0,28-0,43 мм.
Это различие имеет значение, поскольку наименьшее включение, которое может быть захвачено чистым растяжением (механическим перехватом в горле поры), приблизительно равно диаметру горла поры. Для улавливания включений, размер которых меньше диаметра горла поры, требуются механизмы поверхностной адгезии и диффузии - именно поэтому пенокерамические фильтры улавливают включения, размер которых значительно меньше номинального размера пор, но с прогрессивно снижающейся эффективностью по мере уменьшения размера включений.
Стандартный диапазон PPI в практике литейного производства алюминия
| Рейтинг PPI | Приблизительный размер ячейки | Прибл. диаметр горла поры. | Положение на рынке | Типичный объем металла на фильтр* |
|---|---|---|---|---|
| 10 ppi | 2,5 мм | 0,75-1,25 мм | Предварительный фильтр, удаление грубых частиц | Очень высокая (>3000 кг) |
| 20 ppi | 1,3 мм | 0,39-0,65 мм | Общее литье, стандарт | Высокий (1500-3000 кг) |
| 30 точек на дюйм | 0,85 мм | 0,26-0,43 мм | Наиболее распространенный промышленный класс | Умеренный (800-1500 кг) |
| 40 ppi | 0,63 мм | 0,19-0,32 мм | Области применения с высокой степенью чистоты | Умеренно-низкий (400-800 кг) |
| 50 ppi | 0,50 мм | 0,15-0,25 мм | Требовательность к чистоте | Низкий (200-400 кг) |
| 60 ppi | 0,42 мм | 0,13-0,21 мм | Сверхчистые приложения | Очень низкий (<200 кг) |
На стандартный фильтр 9″ × 9″ × 2″ (229 × 229 × 50 мм) при типичной скорости потока алюминиевого литья и умеренной загрузке включениями.

Как PPI влияет на эффективность удаления включений?
Взаимосвязь между показателем PPI и эффективностью удаления включений - один из наиболее часто недопонимаемых аспектов технологии алюминиевой фильтрации. Многие инженеры полагают, что более высокий PPI всегда означает лучшую фильтрацию. Это верно для улавливания крупных включений с преобладанием деформации, но полная картина более сложная.
Три механизма захвата и их зависимость от PPI
Механическое процеживание (просеивание): Включения, размер которых превышает диаметр горла поры, не могут пройти через нее и задерживаются в первой же встречной поре. Этот механизм сильно зависит от PPI - фильтр 50 ppi имеет поры примерно в 3 раза меньше, чем фильтр 20 ppi, и будет задерживать частицы соответственно меньшего размера.
Поверхностная адгезия (глубинная фильтрация): Включения, размер которых меньше диаметра горла поры, но превышает примерно 5 микрон, захватываются, когда инерция приводит их в контакт с поверхностью глинозема, где их удерживают силы ван-дер-ваальсовой адгезии. Этот механизм в значительной степени зависит от PPI - увеличение площади поверхности на единицу объема (за счет более тонкой структуры пор) повышает вероятность контакта.
Броуновская диффузия: Для очень мелких включений размером менее 1 микрона случайное тепловое движение приводит к их контакту с поверхностями стоек. Этот механизм немного зависит от PPI, но также сильно зависит от времени пребывания металла в фильтре, которое связано со скоростью потока, а не только с PPI.
Опубликованные данные по ИПП в сравнении с эффективностью фильтрации
Исследование, опубликованное в журнале Metallurgical and Materials Transactions B, проведенное Фойгтом, Йохансеном и Энгом (с использованием методики измерения LiMCA для количественной оценки чистоты алюминиевого расплава), показало следующие показатели снижения количества включений для стандартных коммерческих фильтров из керамической пены при типичных скоростях литья:
| Рейтинг PPI | Включения >15 мкм Уменьшение | Включения 5-15 мкм Уменьшение | Включения <5 мкм Уменьшение |
|---|---|---|---|
| 20 ppi | 70-80% | 45-60% | 25-40% |
| 30 точек на дюйм | 82-92% | 60-75% | 35-52% |
| 40 ppi | 90-97% | 72-85% | 48-65% |
| 50 ppi | 95-99% | 82-93% | 60-75% |
| 60 ppi | >99% | 88-96% | 68-80% |
Эти значения отражают типичную производительность коммерческих фильтров при нормальных условиях литейного производства. Фактическая производительность в конкретной установке зависит от скорости потока металла, температуры и типа включений.
Уменьшающаяся доходность при более высоком PPI
Повышение эффективности при увеличении PPI не является линейным - оно демонстрирует убывающую отдачу. Переход от 20 ppi к 30 ppi дает примерно 12-15 процентных пунктов дополнительной эффективности для средних включений (5-15 мкм). Переход с 40 ppi на 50 ppi дает только 8-10 дополнительных процентных пунктов для того же диапазона включений. При этом сопротивление потоку увеличивается примерно на 35-45% с каждым шагом повышения рейтинга PPI.
Именно поэтому большинство хорошо спроектированных систем фильтрации ограничиваются 40-50 ppi для одноступенчатой фильтрации, а не указывают самый тонкий из имеющихся сортов. В большинстве сценариев производственного литья штраф за сопротивление потоку при 60 ppi обычно перевешивает дополнительные преимущества фильтрации.
Как загрузка глубины включения влияет на производительность PPI с течением времени
Важным, но часто упускаемым из виду аспектом выбора ИПП является то, как изменяется эффективность фильтрации по мере накопления включений в фильтре в процессе заливки. Исследование, проведенное Лаэ, Дюраном и Тибо в Национальном политехническом институте Гренобля, показало, что фильтры из керамической пены демонстрируют характерную эволюцию эффективности:
Фаза 1 (грунтование фильтра, 0-5% кампании): Эффективность находится на самом низком уровне. На чистой поверхности фильтра еще не сформировался начальный слой включений, который улучшает адгезию для последующих включений. Данные LiMCA со стороны нисходящего потока обычно показывают кратковременное повышение количества включений в этот период.
Фаза 2 (устойчивая фильтрация, 5-80% кампании): Эффективность повышается и стабилизируется по мере того, как захваченные включения заполняют часть объема пор, создавая более тонкую эффективную фильтрационную среду. Это продуктивный период работы фильтра.
Фаза 3 (предпрорывная, 80-100% кампании): По мере приближения фильтра к производительности эффективность может либо оставаться стабильной (если фильтр управляется консервативно), либо начать снижаться по мере прохождения металла через частично заполненные поры. Опытные операторы разливки распознают эту фазу по увеличению напора металла перед фильтром.
Эта эволюция означает, что фильтр с разрешением 30 ppi по завершении кампании 50% часто превосходит свежий фильтр с разрешением 30 ppi. При выборе PPI следует учитывать, на каком этапе кампании фильтр будет находиться в течение наиболее важной части каждого прогона.
Какой рейтинг PPI подходит для каждого семейства алюминиевых сплавов?
Состав сплава - одна из двух наиболее важных переменных при выборе ИПП (вторая - требования к качеству конечного использования). В разных семействах сплавов образуются различные типы, размеры и количество включений.
Серия 1xxx (чистый алюминий, класс электропроводности)
К электропроводящему (EC) алюминию (1350, 1370) предъявляются самые высокие стандарты чистоты среди товарных сплавов, поскольку неметаллические включения непосредственно ухудшают электропроводность и характеристики протяжки проводов. Включения в алюминии марки EC - это преимущественно глиноземные пленки (Al₂O₃), образующиеся при переплавке и литье, размер которых обычно составляет от 5 до 100 микрон.
Рекомендуемые ИПП: 40-50 ppi, в сочетании с поточной дегазацией вверх по течению.
Обоснование: Проволока EC-класса должна проходить через очень маленькие фильеры для волочения (до 0,05 мм для тонкой магнитной проволоки). Одно включение размером более 50 микрон может разорвать проволоку во время волочения, что приведет к дорогостоящему простою на проволочном стане. Спецификация проводимости (минимум 61,0% IACS по IEC 60889) также требует низкого уровня примесей, что косвенно требует чистоты металла. Исследования компании Alcan (сейчас Rio Tinto Aluminium), опубликованные в журнале Light Metals 2003, подтвердили, что частота обрыва проволоки в тянутой катанке снизилась на 62%, когда фильтрация была повышена с 30 ppi до 40 ppi.
Серия 3xxx (алюминиево-марганцевые сплавы)
Сплавы 3xxx (3003, 3004, 3105) широко используются в производстве листовых банок для напитков, строительных изделий и теплообменников. Основными типами включений являются глиноземные пленки, марганецсодержащие интерметаллические частицы и железо-кремниевые частицы из переработанного лома.
Рекомендуемые ИПП: 30 ppi для стандартных корпусов банок для напитков; 30-40 ppi для высококачественных корпусов ребер и теплообменников.
Обоснование: К качеству поверхности листов для банок для напитков предъявляются высокие требования - включения размером более 50 микрон создают видимые дефекты поверхности при прокатке и формовке. Стандартная фильтрация с плотностью 30 ppi обеспечивает достаточное удаление этих крупных включений. Для тонколистового проката, подвергающегося сильному утончению во время прокатки (до конечного размера менее 0,1 мм), подходит фильтрация 40 ppi.
Серия 5xxx (алюминиево-магниевые сплавы)
Сплавы 5xxx (5052, 5083, 5182) представляют собой особую проблему для фильтрации, поскольку содержание магния увеличивает скорость образования оксидной пленки. Магний окисляется быстрее алюминия при температурах расплава, образуя MgO и шпинель (MgAl₂O₄) в дополнение к Al₂O₃. Для сплавов с Mg выше 3% скорость образования включений может быть в 3-5 раз выше, чем для сплавов с низким содержанием магния.
Рекомендуемые ИПП: 30 ppi для Mg 4% с соответствующим размером фильтровальной коробки для более высокой загрузки включений.
Обоснование: Более высокая нагрузка на включения из-за повышенного содержания Mg означает, что более тонкие фильтры (>40 ppi) быстрее забиваются, что сокращает срок службы кампании. Баланс между эффективностью фильтрации и продолжительностью кампании часто позволяет отдать предпочтение 30-40 ppi, а не самому тонкому из имеющихся сортов. Размер фильтровальной коробки (площадь поверхности на единицу потока металла) становится более важным, чем выбор PPI при фильтрации сплавов с высоким содержанием Mg.
Серия 6xxx (алюминиево-магниево-кремниевые сплавы)
Сплавы 6xxx (6061, 6063, 6082) широко используются в автомобильной экструзии, конструкционных профилях и заготовках для ковки. В этих сплавах в качестве первичных включений образуются пленки глинозема, MgO и иногда агломераты рафинера (TiB₂).
Рекомендуемые ИПП: 30 ppi для стандартных экструзионных заготовок; 40 ppi для автомобильных конструкций и заготовок аэрокосмического класса.
Обоснование: Экструзионные заготовки для стандартных архитектурных профилей могут выдерживать умеренные уровни включения без видимых дефектов поверхности в экструдированном изделии. Автомобильные конструкционные приложения (управление при столкновениях, кузов в белом) требуют более высокой чистоты для обеспечения усталостной прочности. Исследование Европейской алюминиевой ассоциации AMAG (опубликовано в 2019 году) показало, что усталостный ресурс образцов 6082 T6 увеличился на 23% при повышении степени фильтрации с 30 ppi до 40 ppi, что объясняется снижением количества крупных включений, выступающих в качестве мест зарождения усталостных трещин.
Серия 7xxx (алюминиево-цинково-магниево-медные сплавы)
Сплавы 7xxx (7050, 7075, 7475) представляют собой наиболее требовательную к фильтрации категорию, поскольку они используются почти исключительно в аэрокосмических конструкциях, где требования к усталости, вязкости разрушения и коррозионной стойкости под напряжением чрезвычайно жесткие. Включения в сплавах 7xxx включают MgO, MgAl₂O₄, пленки Al₂O₃ и остатки солей NaCl/KCl, образующиеся при флюсовании.
Рекомендуемые ИПП: 40-50 ppi, обычно в двухступенчатой системе с глубокой фильтрацией (таблетированный глинозем) в качестве заключительного этапа полировки для наиболее ответственных аэрокосмических применений.
Обоснование: Авиакосмические спецификации (AMS 2772, Airbus ABS2728, Boeing BMS) требуют, чтобы критически важные конструкционные поковки и листовые изделия практически не содержали включений размером более 20-30 микрон. Одноступенчатая фильтрация керамической пеной при 40-50 ppi удаляет большинство таких включений. Для самых высоких спецификаций (критические по вязкости разрушения компоненты) требуется фильтрация с глубоким слоем после CFF.
Справочная таблица выбора PPI для семейства сплавов
| Серия сплавов | Представительские сплавы | Основные типы включений | Стандартный PPI | Премиальные/критические PPI | Примечания |
|---|---|---|---|---|---|
| 1xxx (класс EC) | 1350, 1370 | Фильмы Al₂O₃ | 40 | 50 | Чувствительность к обрыву провода |
| 1xxx (другое) | 1100, 1200 | Фильмы Al₂O₃ | 30 | 40 | Менее критично, чем EC |
| 2xxx (Al-Cu) | 2024, 2219 | Частицы Al₂O₃, CuAl₂ | 40 | 50 | Аэрокосмические приложения |
| 3xxx | 3003, 3004, 3105 | Al₂O₃, частицы Fe-Si | 30 | 40 | Листовой металл против плавника |
| 5xxx (<2% Mg) | 5005, 5052 | Al₂O₃, MgO | 30 | 40 | — |
| 5xxx (>2% Mg) | 5083, 5182, 5754 | Al₂O₃, MgO, шпинель | 30-40 | 40 | Повышенная нагрузка на включения |
| 6xxx (экструзия) | 6063, 6005A | Al₂O₃, MgO, TiB₂ | 30 | 40 | Качество поверхности профиля |
| 6xxx (автомобильная промышленность) | 6061, 6082 | Al₂O₃, MgO | 40 | 50 | Критический усталостный ресурс |
| 7xxx (структурный) | 7050, 7075 | Al₂O₃, MgO, шпинель | 40 | 50 + глубокая кровать | Аэрокосмическая спецификация |
| A380, A356 (литье под давлением) | A380, A356 | Al₂O₃, Fe-Si, пористость | 20-30 | 30 | Ограничение скорости потока |
Для фильтрации изделий из алюминиевых сплавов высокой чистоты мы рекомендуем использовать наши бесфосфатный керамический поролоновый фильтр.
Как требования к качеству литья определяют выбор ППИ?
Конечное применение отливки устанавливает потолок качества, которому должна соответствовать система фильтрации. Определение критического атрибута качества продукта - вместо применения общего целевого показателя чистоты - позволяет точно выверять выбор ИПП, а не выбирать по умолчанию самый лучший из имеющихся сортов.
Система выбора ИПП на основе качества
Структурная целостность (усталостная прочность, вязкость разрушения): Включения размером более 20-50 микрон служат местами концентрации напряжений для зарождения усталостных трещин. Исследования Мураками и Эндо (опубликованные в журнале Engineering Fracture Mechanics, 1994, и подтвержденные в последующих исследованиях по алюминию) установили, что усталостная долговечность обратно пропорциональна квадратному корню из проекции площади самого большого включения в месте возникновения трещины. Следствие: уменьшение максимального размера включений на 50% теоретически может удвоить усталостную долговечность. В тех случаях, когда целостность конструкции имеет решающее значение, выбирайте ИПП на основе максимально допустимого размера включений, а не средней чистоты.
Качество поверхности после прокатки или экструзии: Поверхностные включения размером более 30-100 микрон (в зависимости от сплава и процесса) создают видимые дефекты поверхности в прокатных листах или экструдированных профилях. Для алюминиевых автомобильных видимых поверхностей порог дефектов составляет примерно 50 микрон. Это соответствует минимальной спецификации 40 ppi в большинстве случаев применения автомобильных листов для наружной отделки.
Электропроводность (EC-класс): Включения размером примерно до 5-10 микрон вносят минимальный вклад в снижение проводимости. Включения выше этого размера, выровненные в направлении рисунка, приводят к непропорциональному ухудшению проводимости. Спецификация 40-50 ppi для сорта EC в первую очередь нацелена на более крупные включения (>30 микрон), а не на сверхтонкие частицы.
Герметичность (гидравлические и пневматические компоненты): Включения на поверхности обработанных отверстий могут стать причиной возникновения каналов утечки, связанных с пористостью. Для корпусов гидравлических клапанов и аналогичных герметичных отливок плотность поверхностных включений более важна, чем количество объемных включений. Обычно этот показатель составляет 30-40 ppi в зависимости от толщины стенки и требуемого давления.
Порог герметичности: Для компонентов с гидравлическим давлением выше 200 бар обычно требуется не менее 40 ppi. Для компонентов с давлением 50-200 бар достаточно 30 ppi. При давлении ниже 50 бар обычно достаточно 20-30 ppi.
Таблица выбора ИПП для конечного применения
| Конечное применение | Критический атрибут качества | Максимально допустимый размер включений | Рекомендуемые ИПП |
|---|---|---|---|
| Поковки для аэрокосмических конструкций | Усталостная прочность, вязкость разрушения | 20-30 мкм | 40-50 + глубокая кровать |
| Автомобильные конструкции для защиты от столкновений | Поглощение энергии удара | 40-60 мкм | 40 |
| Автомобильные видимые кузовные панели | Обработка поверхности после формовки | 30-50 мкм | 40 |
| Корпус банки для напитков | Глубокая вытяжка без разрывов | 50-80 мкм | 30 |
| Электропроводящий стержень (EC) | Частота обрыва проводов, проводимость | 30-50 мкм | 40-50 |
| Строительные экструзионные профили | Внешний вид поверхности | 80-120 мкм | 30 |
| Гидравлические отливки высокого давления | Герметичность | 40-60 мкм | 40 |
| Стандартные отливки под давлением | Внешний вид поверхности, размеры | 100-150 мкм | 20-30 |
| Пластина из морского сплава (5083) | Однородность коррозионной стойкости | 50-80 мкм | 30-40 |
| Запас ребер теплообменника | Равномерность прокатки, утончение | 30-50 мкм | 40 |
| Архитектурная экструзия (анодированная) | Качество поверхности анодирования | 40-60 мкм | 30-40 |
| Конденсаторная фольга (высокой чистоты) | Электрическая однородность | 10-20 мкм | 50-60 |
Как скорость потока металла влияет на выбор ИПП?
Расход металла - это третья часть треугольника выбора ИПП, и именно ей чаще всего уделяется недостаточное внимание при принятии решений о спецификации. Неправильно подобранный по расходу фильтр приводит к проблемам, имитирующим ошибки выбора ИПП, заставляя инженеров гнаться за повышением эффективности фильтрации, в то время как на самом деле проблема заключается в гидравлической конструкции.
Взаимосвязь между скоростью потока и PPI и потерями напора
Когда металл проходит через фильтр из вспененной керамики, он создает перепад давления (потерю напора) на фильтре. Эта потеря напора, измеряемая в миллиметрах металлического столба, увеличивается с ростом давления:
- Скорость потока (приблизительно пропорциональна квадрату скорости при типичных скоростях литья).
- Рейтинг PPI (более мелкие поры создают большее гидравлическое сопротивление).
- Состояние загрузки фильтра (частично заблокированные фильтры имеют более высокое сопротивление).
Взаимосвязь между PPI и гидравлическим сопротивлением была охарактеризована Акостой, Кастильехосом и Эрнандесом в журнале Metallurgical Transactions B (1995), которые установили, что сопротивление потоку приблизительно зависит от квадрата значения PPI. При переходе от 20 ppi к 40 ppi гидравлическое сопротивление при эквивалентной скорости потока увеличивается примерно в четыре раза.
С практической точки зрения: система фильтрации, рассчитанная на фильтр 30 ppi, будет испытывать примерно 1,5-2× большую потерю напора при замене фильтра 40 ppi без перепроектирования системы. Если имеющийся напор металла в системе отмывки недостаточен для прогона металла через более тонкий фильтр с требуемой скоростью разливки, поток металла замедлится, температура разливки снизится, и в изделии могут появиться дефекты холодного затвора.
Расчет требуемой площади фильтра для заданной скорости потока
Связь между площадью фильтрующей поверхности и допустимым расходом металла:
Необходимая площадь фильтра (см²) = Расход металла (кг/мин) / Максимальная удельная скорость фильтрации (кг/мин-см²)
Максимальная удельная скорость фильтрации зависит от PPI и сплава:
| Рейтинг PPI | Максимальная удельная скорость фильтрации (кг/мин-см²) | Примечания |
|---|---|---|
| 20 ppi | 0.12-0.18 | Высокий расход, низкая эффективность |
| 30 точек на дюйм | 0.08-0.12 | Сбалансирован для большинства применений |
| 40 ppi | 0.05-0.08 | Умеренный расход, высокая эффективность |
| 50 ppi | 0.03-0.05 | Низкий расход, очень высокая эффективность |
| 60 ppi | 0.02-0.03 | Очень низкий расход, сверхвысокая эффективность |
Пример работы: Заготовка разливается со скоростью 1200 кг/час (20 кг/мин) через один фильтр. Используется 30 ppi с максимальной удельной скоростью 0,10 кг/мин-см²: Требуемая площадь = 20/0,10 = 200 см². Площадь лицевой поверхности стандартного фильтра 229 × 229 мм (9″ × 9″) составляет примерно 524 см², что обеспечивает комфортный коэффициент безопасности 2,6×.
Если при той же операции указано 50 ppi: Требуемая площадь = 20/0,04 = 500 см². Фильтр 9″ × 9″ (524 см²) едва удовлетворяет требованию, не имея практически никакого коэффициента безопасности. Любое увеличение нагрузки на включение приведет к преждевременному блокированию, а любой запуск холодного металла вызовет кратковременный кризис потока. В этом случае переход на фильтр 15″ × 15″ (1452 см²) с 50 ppi был бы правильной конструкцией, сохраняющей эффективность тонкой фильтрации без проблемы ограничения потока.
Последствия проектирования фильтровальной коробки
Взаимосвязь между PPI и скоростью потока означает, что изменение PPI без пересмотра конструкции фильтровальной коробки является распространенным источником неожиданных проблем. Когда AdTech оказывает поддержку клиентам, переходящим с одного класса PPI на другой, мы всегда проводим анализ:
- Доступный металлический напор (высота металлической колонны, доступной для проталкивания металла через фильтр).
- Площадь поверхности фильтра и ее связь с пиковым расходом металла.
- Геометрия промывки до и после фильтровальной коробки (распределение потока).
- Управление температурой металла (при больших потерях напора требуется больший температурный запас для предотвращения замерзания на участках фильтрующей поверхности с медленным течением).
Двухступенчатая фильтрация: Когда использование нескольких степеней PPI имеет смысл?
Двухступенчатая фильтрация керамической пены - последовательное использование двух фильтров с разными показателями PPI - является хорошо зарекомендовавшей себя технологией в сложных условиях литья алюминия. Важно понимать, когда она действительно улучшает результаты, а когда увеличивает стоимость и сложность без пропорциональной пользы.
Логика двухступенчатой фильтрации
Фильтр грубой очистки (более низкий PPI), расположенный перед фильтром тонкой очистки (более высокий PPI), улавливает крупные включения до того, как они достигнут и преждевременно загрузят фильтр тонкой очистки. Это продлевает срок службы фильтра тонкой очистки и позволяет фильтру, расположенному ниже по потоку, работать с более высокой эффективностью при сниженной загрузке включениями.
Исследование Бао, Тао и Яо из Шанхайского университета Цзяо Тонг (Light Metals 2018) количественно оценило увеличение срока службы кампании за счет двухступенчатой фильтрации: система серии 20 ppi + 40 ppi обработала на 38% больше металла до прорыва по сравнению с одним фильтром 40 ppi с эквивалентной общей площадью поверхности. Эффективность фильтра 40 ppi, измеренная методом LiMCA, также была на 8-12% выше в середине кампании по сравнению с одноступенчатым аналогом, что объясняется меньшей загрузкой пор, обеспечивающей лучшую глубинную фильтрацию.
Когда двухступенчатая фильтрация стоит инвестиций
Двухступенчатая фильтрация оправдывает дополнительную стоимость фильтра, площадь фильтровальной коробки и сложность эксплуатации, если:
Высокая нагрузка на металлические включения: Расплав с высоким содержанием лома, сплавы с содержанием Mg выше 3% или операции без надлежащей предварительной дегазации и флюсования приводят к образованию большого количества включений, которые быстро забивают один фильтр тонкой очистки.
Требования к качеству требуют тонкой фильтрации, но ограничение по расходу ограничивает одноступенчатую тонкую PPI: Две ступени позволяют увеличить общую площадь фильтрации без гидравлического сопротивления одного фильтра тонкой очистки.
Кастинговая кампания длится долго: Длительные кампании непрерывного литья (производство аэрокосмических заготовок или крупные операции литья на постоянном токе) выигрывают от увеличения срока службы двухступенчатых систем, что позволяет сократить частоту замены фильтров и связанные с этим перерывы в литье.
В качестве конечного продукта используются самые требовательные спецификации аэрокосмического или EC-класса: Если для обеспечения качества действительно требуется удаление включений 95%+ размером более 10 микрон, одноступенчатый фильтр из вспененной керамики с любым показателем PPI не сможет последовательно достичь этой цели. Двухступенчатый подход (обычно 20 ppi + 40 ppi или 30 ppi + 50 ppi, иногда с последующей фильтрацией в глубоком слое) является инженерным решением.
Рекомендуемые двухступенчатые комбинации ИПП
| Приложение | Стадия 1 (верхнее течение) | Этап 2 (вниз по течению) | Ожидаемое повышение эффективности по сравнению с одноступенчатой системой |
|---|---|---|---|
| Стандартная заготовка, высокое содержание лома | 20 ppi | 30 точек на дюйм | 15-25% эффективность, 30-40% более длительная кампания |
| Автомобильная экструзионная заготовка | 20 ppi | 40 ppi | 20-30% эффективность, 35-45% более длительная кампания |
| Стержень класса ЕС | 20 ppi | 40 ppi | 22-32% эффективность, 35-50% более длительная кампания |
| Аэрокосмическая заготовка (предварительная глубокая станина) | 20 ppi | 40-50 ppi | Эффективность 25-35% |
| Высокомагниевый сплав (>4% Mg) | 20 ppi | 30 точек на дюйм | 20-30% Срок службы кампании, предотвращает преждевременное блокирование |
Реальный пример из практики: Оптимизация выбора PPI на автомобильной литейной машине
Общие сведения: Производитель алюминиевых заготовок A 6082 в Южной Корее, 2023 г.
Профиль компании: Среднее предприятие по литью алюминиевых заготовок в провинции Кёнги, Южная Корея, производящее заготовки из сплава 6082-T6 для штамповки автомобильных конструкций. Ежемесячный объем производства: около 800 метрических тонн заготовок из сплава 6082 диаметром 152 мм и 203 мм. Потребитель: поставщик автомобильных штамповок уровня Tier 1, производящий компоненты подвески для корейских OEM-производителей автомобилей.
Болевая точка клиента: Начиная с первого квартала 2023 года заказчик штамповки начал сообщать о повышенном уровне брака обработанных поковок - в частности, о браке по результатам ультразвукового контроля (УЗК), вызванном наличием признаков в диапазоне глубин 3-5 мм на окончательно обработанных деталях. Коэффициент брака вырос с базового уровня 0,3% до 2,1% за шесть месяцев, т. е. в 7 раз, что послужило причиной официального запроса на корректирующие действия поставщика (SCAR). Производитель заготовок использовал одноступенчатые фильтры из вспененной керамики плотностью 30 ppi, используя продукцию своего существующего поставщика фильтров.
Расследование первопричин: В июле 2023 года команда прикладных инженеров AdTech была привлечена для проведения аудита системы фильтрации. Используя метод PoDFA (Porous Disk Filtration Apparatus) для отбора проб выше и ниже по течению от существующего фильтра, мы количественно определили популяцию включений. Основные результаты:
- Содержание включений в восходящем потоке: 0,42 мм²/кг (измерение площади PoDFA), при этом 68% включений классифицируются как глиноземные пленки в диапазоне 20-80 микрон.
- Содержание включений в нижнем течении (после фильтра 30 ppi): 0,11 мм²/кг.
- Расчетный КПД одноступенчатой установки 30 ppi: около 74% по площади.
- Большой хвост включений (>50 микрон): 18% - значительно ниже 85%+, достигнутого при правильной фильтрации 30 ppi на сопоставимых предприятиях.
- Металлографическое исследование забракованных поковок подтвердило наличие крупных включений глиноземной пленки (60-120 мкм) в местах индикации UT.
Диагностика проблемы: Существующий фильтр 30 ppi был маловат по сравнению с расходом металла. Разливка производилась со средней скоростью 28 кг/мин, но фильтровальная коробка была рассчитана на фильтр размером 178 × 178 мм (7″ × 7″) - площадь поверхности примерно 317 см². В результате удельная скорость фильтрации составила 0,088 кг/мин-см², что находится на верхней границе допустимого диапазона для 30 ppi и вызывает повышенную скорость прохождения металла через фильтр. Высокая скорость уменьшила время контакта включений с поверхностью стоек фильтра и вызвала повторное улавливание ранее захваченных включений в верхних слоях фильтра.
Решение AdTech - реализовано в сентябре 2023 года:
- Изменение дизайна блока фильтров: Заменили фильтровальную коробку 7″ × 7″ на новую, разработанную компанией AdTech, 9″ × 9″ (229 × 229 мм), увеличив площадь фильтрующей поверхности с 317 см² до 524 см² - на 65% больше. Это позволило снизить удельную скорость фильтрации до 0,053 кг/мин-см², что вполне соответствует оптимальному рабочему диапазону.
- Повышение PPI до 40 ppi: Поскольку расход на единицу площади теперь находился в пределах спецификации, переход с 30 ppi на 40 ppi был возможен без гидравлических потерь. Комбинация из более крупного фильтрующего элемента и более тонкого PPI была разработана для достижения эффективности удаления включений выше 90% для включений в диапазоне 20-80 микрон.
- Совершенствование процессов: Компания AdTech рекомендовала, а заказчик внедрил улучшенные методы очистки от окалины в печи выдержки, что позволило снизить нагрузку по включению в поток примерно на 25% до того, как металл достигнет фильтра.
- Повышение качества фильтра: Заказчик перешел от предыдущего поставщика фильтров к фильтру AdTech с бесфосфатной алюмокерамической пеной 40 ppi, устранив риск загрязнения фосфором, который также был определен как вторичная проблема для последующих продуктов EC-класса.
Результаты - измеряются в январе 2024 года (через четыре месяца после внедрения):
- Содержание включений после фильтрации: 0,038 мм²/кг (против прежних 0,11 мм²/кг) - снижение на 65%
- Большой хвост включений (>50 микрон): Скорость удаления 97% (по сравнению с предыдущим показателем 18%)
- Коэффициент отбраковки UT при штамповке: вернулся к 0,2% - ниже базового уровня 0,3% до возникновения проблемы.
- Срок службы фильтра: увеличился в среднем с 680 кг на фильтр до 920 кг на фильтр (улучшение на 35%), что объясняется снижением удельной скорости фильтрации и улучшением чистоты потока.
- Клиентский SCAR: закрыт с проверенными корректирующими действиями в феврале 2024 года
- Влияние годовой стоимости фильтра: Стоимость единицы фильтра увеличилась примерно на 22% (40 ppi против 30 ppi, плюс больший размер), но увеличение срока службы фильтра компенсировало это, в результате чего чистая стоимость фильтра на метрическую тонну произведенной заготовки осталась практически неизменной
Этот случай иллюстрирует принцип, с которым мы неоднократно сталкиваемся при консультировании по вопросам фильтрации: Выбор ИПП не может быть оптимизирован изолированно. Для достижения целевых показателей фильтрации необходимо учитывать скорость потока, площадь фильтра, загрузку вышележащих включений и качество фильтра.
Распространенные ошибки при выборе ИПП и как их избежать
Ошибка 1: Выбор ИПП только на основе сплава, игнорирование скорости потока
Самая распространенная ошибка. Инженер указывает 40 ppi, основываясь на чувствительности сплава, но существующая конструкция фильтровальной коробки и промывочного устройства не может справиться с возросшим сопротивлением потоку. Течение металла замедляется, температура отливки падает, а в изделии появляются дефекты холодного затвора или поверхностные трещины. Инженер приходит к выводу, что 40 ppi “не работает”, и возвращается к 30 ppi.
Профилактика: Всегда рассчитывайте удельную скорость фильтрации (кг/мин-см²) для предлагаемого размера фильтра и комбинации PPI, прежде чем делать заказ. Убедитесь, что имеющийся напор металла достаточен для обеспечения заданной скорости потока через фильтр с выбранным PPI.
Ошибка 2: указывать более тонкие PPI без учета срока службы кампании
Фильтры с более высоким PPI имеют меньшую способность удерживать включения, поскольку более тонкая структура пор блокируется меньшим количеством общих включений. Операция с высокой загрузкой включениями - высокое содержание лома, недостаточная дегазация, плохое удаление окалины - приведет к блокировке фильтра 50 ppi за меньшее время по сравнению с 30 ppi. Если замена фильтра требует перерывов в литье, то очень частое блокирование создает больший риск для качества (из-за нестабильности температуры во время перезапуска), чем замененный более грубый фильтр.
Профилактика: Оцените срок службы фильтрующей кампании перед тем, как приступить к выбору. Если расчет показывает, что срок службы фильтра меньше минимально допустимой длины литья для вашей операции, либо уменьшите загрузку включениями выше по потоку, либо увеличьте площадь фильтра (для увеличения общей емкости удержания включений), либо уменьшите PPI до марки с более высокой производительностью, либо перейдите на двухступенчатую фильтрацию.
Ошибка 3: рассматривать PPI как фиксированную характеристику для всех продуктов в смешанном комплексе
Многие предприятия по литью алюминия производят несколько сплавов на одной литейной линии. Единая спецификация PPI, применяемая ко всем изделиям, не будет оптимальной ни для одного из них. Высокомагниевые сплавы 5xxx, которые производятся на 30 ppi, должны переходить на 40 ppi, когда линия переходит на автомобильные заготовки 6xxx, и наоборот.
Профилактика: Разработайте матрицу фильтрации для конкретного продукта, в которой указывается PPI (и размер фильтра) для каждого сплава, производимого на каждой литейной линии. Это немного усложняет работу, но предотвращает как избыточную, так и недостаточную фильтрацию по всей номенклатуре продукции.
Ошибка 4: Не проверять качество фильтра при заданном PPI
Как отмечалось выше, номинальный показатель PPI у разных поставщиков различен. Поставщик, заявляющий “30 ppi”, может поставлять продукт с эффективным размером ячеек, эквивалентным 25 ppi или 35 ppi. Без проверки химических и физических свойств спецификация PPI в заказе на поставку не гарантирует эффективность фильтрации.
Профилактика: Требуйте от поставщиков фильтров сертификаты испытаний партии, включая прочность на сжатие, проверку размеров и химического состава. Для критически важных применений периодически проводите проверку эффективности фильтрации PoDFA или LiMCA.
Система принятия решений по выбору ИПП и таблицы для быстрого ознакомления
Пошаговый процесс выбора ИПП
Шаг 1: Определите семейство сплавов и их основные типы включений (см. таблицу сплавов выше)
Шаг 2: Определите требования к качеству конечного использования и сопоставьте их с максимально допустимым размером включений (см. таблицу требований к качеству выше)
Шаг 3: Определите расход металла через фильтр (кг/мин)
Шаг 4: Рассчитайте требуемую площадь фильтрующей поверхности: Требуемая площадь (см²) = Расход (кг/мин) / Максимальная удельная скорость фильтрации для кандидата PPI (из таблицы выше)
Шаг 5: Сравните требуемую площадь фильтра с имеющимися размерами фильтров. Выберите ближайший стандартный размер, обеспечивающий запас прочности не менее 20% сверх минимальной требуемой площади.
Шаг 6: Оценить загрузку входящего металла включениями (на основе контроля технологического процесса, соотношения лома и эффективности дегазации) и оценить срок службы кампании на выбранном ИПП и участке фильтрации
Шаг 7: Убедитесь, что срок службы кампании соответствует графику литья. Если нет, оцените возможность двухступенчатой фильтрации или усовершенствования системы подачи.
Шаг 8: Убедитесь, что имеющийся напор металла в системе отмывки достаточен для обеспечения заданного расхода через выбранную комбинацию фильтров и ИПП
Полная таблица быстрого выбора PPI на 2026 год
| Сценарий | Сплав | Конечное использование | Скорость потока | Рекомендуемые ИПП | Размер фильтра | Двухступенчатый? |
|---|---|---|---|---|---|---|
| Стандартная экструзионная заготовка | 6063 | Архитектурный профиль | Низкий-средний | 30 точек на дюйм | 9″ × 9″ | Нет |
| Автомобильная экструзионная заготовка | 6082 | Структурный компонент аварии | Средний | 40 ppi | 9″ × 9″ | Дополнительно |
| Производство стержней класса EC | 1350 | Электрический проводник | Средний и высокий | 40 ppi | От 9″ × 9″ до 15″ × 15″ | Рекомендуем |
| Аэрокосмическая заготовка | 7075 | Конструкционная ковка | Низкий-средний | 40-50 ppi | 15″ × 15″ | Да + глубокая кровать |
| Лист с изображением банки для напитков | 3004 | Может ли кузов быть запасным | Высокий | 30 точек на дюйм | 9″ × 9″ или 15″ × 15″ | Нет |
| Высокомолибденовая морская плита | 5083 | Морская структура | Средний | 30-40 ppi | 9″ × 9″ | Дополнительно |
| Сплав для литья под давлением | A380 | Автомобильное литье под давлением | Высокий | 20-30 ppi | От 7″ × 7″ до 9″ × 9″ | Нет |
| Высокочистая фольга для конденсаторов | 1xxx чистый | Конденсаторная пленка | Низкий | 50-60 ppi | От 9″ × 9″ до 15″ × 15″ | Да |
| Заготовка из вторичного сырья | Смешанный 6xxx | Смешанные приложения | Переменная | 30 ppi вверх по течению / 40 ppi вниз по течению | Двухступенчатая система | Да |
| Стандартная заготовка DC | 6061 | Детали, прошедшие общую механическую обработку | Средний | 30 точек на дюйм | 9″ × 9″ | Нет |
Часто задаваемые вопросы о выборе PPI для фильтрации в алюминиевом литейном производстве
1: Какой поролоновый фильтр PPI следует использовать для алюминиевых заготовок 6061?
Для стандартных заготовок 6061, предназначенных для общей обработки, правильной начальной спецификацией является 30 ppi. Заготовка 6061 создает умеренное количество включений - в основном глиноземных пленок и MgO из-за содержания Mg 1% - и стандартная фильтрация керамической пеной 30 ppi обеспечивает удаление 80-92% включений размером более 20 микрон, что достаточно для большинства видов механической обработки. Для заготовок 6061, предназначенных для аэрокосмических штамповок, критических по усталости автомобильных компонентов или анодированных архитектурных изделий, где точечная коррозия поверхности неприемлема, следует повысить степень фильтрации до 40 ppi. Убедитесь, что площадь фильтра обеспечивает удельную скорость фильтрации менее 0,10 кг/мин-см², чтобы избежать преждевременного засорения или снижения эффективности из-за высокой скорости потока. Использование бесфосфатных алюмооксидных фильтров AdTech 30 ppi или 40 ppi устраняет риск загрязнения фосфором, связанный с использованием обычных фильтров на фосфатной связке.
2: В чем разница между фильтрами из вспененной керамики 30 ppi и 40 ppi с точки зрения фактической эффективности фильтрации?
Переход от 30 ppi к 40 ppi улучшает удаление средних включений (5-20 мкм) примерно на 10-15 процентных пунктов, а удаление крупных включений (>30 мкм) - примерно на 5-8 процентных пунктов. Для включений размером более 50 микрон, которые являются основной причиной большинства дефектов поверхности, разрывов проволоки и усталостных разрушений, 30 ppi уже обеспечивает удаление 85-92% при оптимизированных условиях, а 40 ppi - 95-98%. Для крупных включений разница в производительности значима, но не кардинальна. Существенная разница наблюдается в диапазоне 10-30 микрон, где при 30 ppi достигается удаление 65-80%, а при 40 ppi - 78-90%. Компромисс заключается в том, что 40 ppi создает примерно на 40-50% большее сопротивление потоку, чем 30 ppi при эквивалентной скорости, что означает, что фильтровальная коробка должна быть адекватного размера для поддержания требуемого потока металла без чрезмерной потери напора.
3: Могу ли я использовать фильтр с более высоким PPI для компенсации недостаточной дегазации или флюсования?
Нет - повышение рейтинга PPI не является эффективной заменой надлежащей дегазации и обработки флюсом. Дегазация удаляет растворенный водород, который образует пористость в затвердевших отливках - механизм дефектов, с которым не могут справиться пенокерамические фильтры независимо от класса PPI. Обработка флюсом способствует агломерации включений, делая их более крупными и, следовательно, более легкими для улавливания; без этой обработки распределение мелких включений, которое остается в плохо обработанном металле, также является наименее эффективным для улавливания любым классом PPI. Правильная последовательность такова: сначала адекватная дегазация и флюсование, затем соответствующая фильтрация керамической пеной. Использование 50 ppi или 60 ppi в попытке компенсировать плохую предварительную обработку приведет к быстрому засорению фильтра, проблемам с потоком литья и постоянным проблемам с качеством, несмотря на тонкую фильтрацию. Разберитесь с процессом, а затем оптимизируйте выбор PPI.
4: Как узнать, не является ли мой текущий выбор PPI причиной преждевременного блокирования фильтра?
Основным признаком преждевременного блокирования является повышение напора металла перед фильтровальной коробкой быстрее, чем ожидается для обрабатываемого объема металла. Если фильтр, который исторически выдерживал 900 кг металла, теперь блокируется при 500 кг без изменений в практике разливки, вероятной причиной является преждевременное блокирование из-за избыточной загрузки включениями или недостаточной площади фильтра. Дополнительные индикаторы включают: видимое повышение уровня металла в отмывочном устройстве перед фильтровальной коробкой во время разливки, снижение скорости разливки при постоянном напоре металла, а также образцы PoDFA, показывающие более высокие, чем ожидалось, концентрации включений вверх по потоку по сравнению с предыдущими кампаниями. Проводите систематический мониторинг зависимости напора металла от суммарного объема металла через фильтр в течение нескольких кампаний, чтобы установить базовую кривую блокировки - отклонения от этой базовой кривой указывают на изменения в процессе, требующие исследования.
5: Можно ли использовать фильтры с разрешением 20 ppi в качестве меры экономии при стандартном алюминиевом литье?
Фильтры 20 ppi подходят для применения в тех случаях, когда расход металла очень высок и главным требованием является удаление крупных включений, но они не подходят в качестве общей меры экономии для применений, требующих умеренной или высокой чистоты. При 20 ppi эффективность удаления включений в диапазоне 5-20 микрон составляет всего 45-60%, то есть большинство мелких включений беспрепятственно проходит через фильтр. При производстве экструзионных заготовок, электропроводящих стержней, автомобильных компонентов или любой другой продукции, где требуется качество поверхности, электропроводность или механические характеристики, 20 ppi приведет к более высокому уровню отбраковки на выходе, стоимость которого значительно превышает экономию на стоимости фильтра. 20 ppi - это правильная спецификация для ступеней предварительной фильтрации в двухступенчатых системах, для операций литья под давлением с очень высокой скоростью потока, где 30 ppi создает неприемлемое ограничение потока, и для предварительной фильтрации сильно загрязненного металла перед более тонкой обработкой.
6: Как влияет температура металла на выбор PPI?
Температура металла влияет на эффективность фильтрации через влияние на вязкость металла и смачиваемость включений поверхностью фильтра. При более низких температурах разливки (ближе к температуре ликвидус, обычно 680-700°C для большинства сплавов) вязкость металла выше, что снижает скорость оседания включений, но также замедляет прохождение металла через фильтр. При более высоких температурах разливки (730-760°C) вязкость ниже, металл течет свободнее, но энергия сцепления включений с фильтром может уменьшиться из-за изменения характеристик оксидной пленки на поверхности включений. Практическое значение: работайте в рекомендуемом диапазоне температур литья сплава, который определяется требованиями к качеству литья, а не оптимизацией фильтрации. Если температура ниже рекомендованного диапазона, может показаться, что ограничение потока в фильтре ухудшается (на самом деле это эффект вязкости); выше рекомендованного диапазона захват водорода и образование оксидов увеличивают нагрузку на фильтр включений. В пределах нормального температурного окна литья температура оказывает второстепенное влияние на эффективность фильтрации по сравнению с PPI и скоростью потока.
7: Как содержание лома в шихте влияет на требования к PPI?
Более высокое содержание лома в шихте увеличивает как количество, так и распределение по размерам включений в расплаве, что обычно требует повышения PPI на одну ступень или увеличения площади фильтра при том же значении PPI. Первичный алюминий (из плавильного цеха) имеет относительно низкое содержание включений. Вторичный алюминий, полученный из лома после переработки, содержит окрашенные поверхности, остатки смазки, анодированные слои и различные загрязнения, которые создают значительно больше включений при переплавке. Исследование Финского научно-исследовательского института по переработке отходов (опубликовано в журнале Resources, Conservation and Recycling, 2021) показало, что в расплавленном алюминии, полученном из смешанного послепотребительского лома, содержание включений PoDFA было примерно в 3,5 раза выше, чем в эквивалентном первичном алюминии до фильтрации. Практическое руководство: предприятия, использующие более 40% лома после переработки, должны повысить PPI на одну ступень (например, от 30 до 40 ppi) и увеличить площадь фильтра на 20-30% по сравнению с базовой спецификацией для первичного металла той же марки сплава.
8: Каков рекомендуемый PPI для фильтрации алюминия A356 для автомобильного литья?
Сплав A356 для автомобильных отливок, критичных с точки зрения безопасности (поворотные кулаки, рычаги управления, тормозные суппорты), требует фильтрации 30-40 ppi в зависимости от конкретного компонента и процесса литья. A356 - это литейный сплав (Al-7Si-0,3Mg), в котором за счет содержания магния образуются глиноземные пленки и включения MgO. Для гравитационного литья и литья под низким давлением конструктивных элементов безопасности минимально допустимым значением является 30 ppi, а 40 ppi рекомендуется для компонентов с жесткими требованиями к усталостному ресурсу или удлинению (как правило, в европейских спецификациях OEM, которые требуют минимального удлинения 8% в критических зонах). Литье под высоким давлением из A356 работает при гораздо более высоких скоростях прохождения металла через систему бегунков, что делает размещение и размер фильтров критически важными - 20-30 ppi используется в гильзах или бегунках, где скорость потока очень высока, в то время как 30 ppi подходит для литников или затворов с умеренной скоростью потока. Для автомобильных изделий премиум-класса, предназначенных для систем качества NADCAP или эквивалентных систем качества аэрокосмического уровня, 40 ppi в сочетании с адекватной дегазацией перед потоком является текущим отраслевым эталоном.
9: Как настроить выбор PPI при литье с очень низкой скоростью потока по сравнению с очень высокой скоростью потока?
При очень низких расходах выбирайте более грубый PPI по сравнению со стандартными рекомендациями (на один шаг грубее), чтобы предотвратить образование мостиков холодного металла в порах фильтра. При очень высоких расходах либо увеличьте площадь фильтра при стандартном PPI, либо перейдите на шаг грубее при увеличении размера фильтра. Очень низкие скорости потока металла (менее 5 кг/мин через стандартный фильтр 9″ × 9″) могут привести к тому, что металл на поверхности фильтра охладится ниже температуры ликвидуса, образуя тонкую затвердевшую оболочку, которая быстро заблокирует фильтр - это явление называется “холодным мостиком”. Более грубый ИПП снижает вероятность образования "холодного моста" за счет больших отверстий пор. Очень высокие скорости потока (более 0,12 кг/мин-см² для 30 ppi) вызывают турбулентность в структуре фильтра, что приводит к повторному захвату ранее задержанных включений, снижая эффективность чистой фильтрации. Решение при высоких скоростях потока всегда заключается в увеличении площади фильтра, а не в использовании более тонкого PPI, что усугубит проблему сопротивления потоку.
10: Каков срок службы фильтра из вспененной керамики и влияет ли PPI на его срок службы?
Фильтр из керамической пены - это одноразовый продукт, заменяемый в конце каждой кампании по заливке, и да, рейтинг PPI является одним из факторов, определяющих, как долго может длиться кампания, прежде чем фильтр нужно будет заменить. Более грубые фильтры PPI обладают более высокой способностью удерживать включения, поскольку их больший объем пор вмещает больше захваченного материала, прежде чем ограничение потока становится неприемлемым, и поэтому позволяют увеличить продолжительность кампании при эквивалентной загрузке включениями. В качестве общего ориентира для фильтра размером 9″ × 9″ (229 × 229 мм) при нормальной загрузке включениями из хорошо обработанного расплава первичного алюминия: фильтр 20 ppi обычно обрабатывает 1500-3000 кг металла за кампанию; 30 ppi - 800-1500 кг; 40 ppi - 400-800 кг; и 50 ppi - 200-400 кг. Эти диапазоны широки, поскольку чистота металла, удельная скорость фильтрации (расход на единицу площади) и температура металла сильно влияют на фактический срок службы. Операции с высокой загрузкой включениями (высокое содержание лома, плохая дегазация) будут находиться в нижней части этих диапазонов независимо от PPI. Для длительных разливочных кампаний, требующих большего объема металла, чем позволяет один фильтр, инженерными решениями являются двухступенчатая фильтрация или несколько параллельно работающих фильтров.
Заключение: Решение о выборе PPI, которое отражает специфику вашей деятельности
Правильный PPI для фильтрации в алюминиевом литейном производстве в 2026 году - это тот, который был выбран путем одновременной оценки чувствительности к включениям сплава, требований к качеству конечного использования и скорости потока металла, а не путем применения среднего значения по отрасли или копирования спецификации конкурента.
Данные опубликованных металлургических исследований, данные нашего непосредственного полевого мониторинга на предприятиях клиентов AdTech и южнокорейское тематическое исследование, описанное выше, приводят к одному и тому же выводу: большинство проблем с эффективностью фильтрации при литье алюминия вызваны не изолированным выбором неправильного PPI. Они вызваны выбором PPI без одновременной проверки того, что площадь фильтрации, управление процессом и качество фильтра поддерживают запланированный уровень производительности.
Технически правильный выбор ИПП, правильно подобранный размер фильтрующего блока и проверенный на качество фильтрующий продукт неизменно обеспечивают эффективность удаления включений, которая требуется для сплава и конечного применения. При согласовании этих трех переменных фильтрация с помощью керамической пены обеспечивает предсказуемое, проверяемое, постоянство от кампании к кампании, которое поддерживает системы управления качеством, необходимые современным автомобильным и аэрокосмическим цепочкам поставок.
Для получения рекомендаций по применению PPI, пересмотра конструкции фильтровальной коробки или помощи в интерпретации данных LiMCA или PoDFA, полученных в процессе литья, команда инженеров по фильтрации AdTech готова оказать поддержку квалифицированным промышленным клиентам.
Эта статья была подготовлена технической редакцией AdTech на основе первичного инженерного опыта в области фильтрации, опубликованных металлургических исследований, а также данных непосредственного применения у клиентов. Ключевые ссылки включают: Voigt et al. (Metallurgical and Materials Transactions B), Acosta et al. (Metallurgical Transactions B, 1995), Bao et al. (Light Metals 2018), Laé et al. (INPG, Grenoble), Murakami and Endo (Engineering Fracture Mechanics, 1994), а также данные по применению Европейской алюминиевой ассоциации. Содержание пересматривается ежегодно.
Последнее обновление: 2026 | Библиотека технических ресурсов AdTech
