A desgaseificação de árgon supera consistentemente a desgaseificação de azoto na qualidade de refinação de alumínio fundido - proporcionando um teor final de hidrogénio mais baixo, menos inclusões e um acabamento superficial superior em aplicações de ligas sensíveis - mas o azoto continua a ser a escolha dominante em fundições de grande volume devido à sua vantagem de custo de 60% a 80%, um preço mais baixo por metro cúbico em comparação com o árgon. A escolha correta entre estes dois gases inertes nunca é universal. Depende da série de ligas, dos objectivos de qualidade, do volume de produção e do equipamento de desgaseificação específico utilizado. Com base na nossa experiência direta na otimização dos processos de refinação de alumínio em múltiplas configurações de fundição, a estrutura de decisão é mais matizada do que a maioria dos guias de aquisição reconhece. Este artigo fornece uma comparação rigorosa e baseada em dados que abrangem o desempenho metalúrgico, os custos operacionais, a compatibilidade de equipamentos, as recomendações específicas de ligas e as estratégias híbridas de mistura de gases que muitas fundições líderes usam atualmente para equilibrar qualidade e custo.
Se o seu projeto exigir a utilização de Equipamento de desgaseificação de alumínio em linha, pode contactar-nos para um orçamento gratuito.
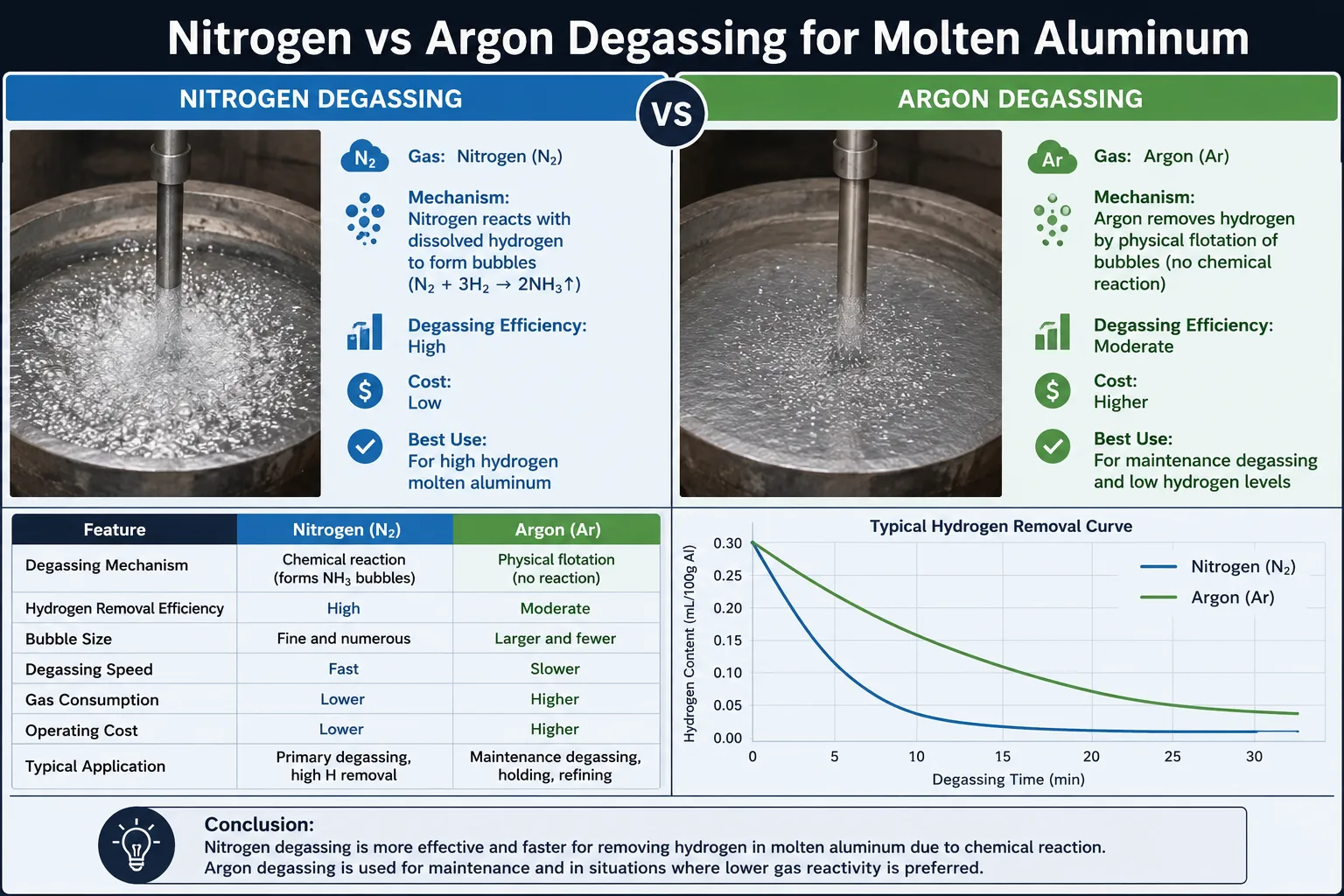
O que é a desgaseificação do alumínio e porque é que a seleção do gás é importante?
O alumínio no seu estado fundido absorve hidrogénio da humidade atmosférica, dos materiais de carga húmidos e dos revestimentos refractários dos fornos e das lavadoras. O hidrogénio é o único gás que se dissolve no alumínio líquido em quantidades significativas - é essencialmente invisível durante a fusão, mas torna-se altamente destrutivo durante a solidificação, onde a sua solubilidade cai drasticamente e precipita como porosidade dentro da peça fundida.
O processo de desgaseificação introduz bolhas finas de gás inerte na massa fundida através de um impulsor rotativo ou de um tampão poroso estático. Estas bolhas recolhem o hidrogénio dissolvido por diferencial de pressão parcial - a concentração de hidrogénio no interior de uma bolha de gás inerte puro é zero, pelo que o hidrogénio migra da fusão para a bolha e é transportado para fora do banho à medida que a bolha sobe à superfície.
A seleção do gás é importante porque:
- A pureza e a inércia do gás de transporte determinam a eficiência com que o hidrogénio é capturado.
- O nitrogénio reage com certas ligas de alumínio a temperaturas elevadas, formando inclusões de nitreto de alumínio (AlN).
- O árgon é completamente inerte quimicamente com todas as ligas de alumínio em todas as condições de funcionamento.
- A diferença de custo entre o azoto e o árgon afecta a economia de cada ciclo de refinação.
- As taxas de desgaste do equipamento diferem entre o serviço de azoto e de árgon.
O problema da porosidade de hidrogénio em peças fundidas de alumínio
O teor de hidrogénio no alumínio fundido é medido em centímetros cúbicos por 100 gramas de metal (cc/100g). A relação entre o nível de hidrogénio e a qualidade da fundição está bem estabelecida:
| Nível de hidrogénio (cc/100g) | Efeito na qualidade da fundição |
|---|---|
| Inferior a 0,10 | Excelente, adequado para peças fundidas aeroespaciais e estanques à pressão |
| 0,10 a 0,15 | Bom, adequado para peças fundidas estruturais para automóveis |
| 0,15 a 0,20 | Aceitável para aplicações não críticas |
| 0,20 a 0,30 | Microporosidade marginal e visível provável |
| Acima de 0,30 | Inaceitável, macroporosidade significativa e risco de rejeição |
Um ciclo de desgaseificação bem executado, utilizando azoto ou árgon, pode reduzir o hidrogénio de um nível típico de pré-tratamento de 0,30 a 0,50 cc/100g para 0,08 a 0,15 cc/100g, dependendo da pureza do gás, da velocidade do rotor, do caudal de gás e da duração do tratamento.
Como funciona a desgaseificação do azoto na refinação do alumínio?
A desgaseificação com azoto (N₂) utiliza azoto gasoso de elevada pureza - tipicamente 99,99% ou grau de pureza superior - fornecido através de um sistema rotativo rotor-estator de grafite submerso na massa fundida. O rotor corta o gás em bolhas finas, normalmente com 1 mm a 5 mm de diâmetro, que sobem através da fusão e recolhem o hidrogénio.
Componentes do sistema de desgaseificação do azoto
- Rotor rotativo (unidade rotor-estator): construção em grafite, diâmetro de 100 mm a 250 mm, velocidade de rotação de 200 a 600 RPM.
- Tubo de alimentação de gás: tubagem de aço inoxidável ou de cobre com válvula de controlo do caudal e rotâmetro.
- Fonte de azoto: reservatório de azoto líquido a granel (estação LOX/LIN) ou coletor de garrafas de alta pressão.
- Caudal: tipicamente 1 a 8 Nm³/hora, dependendo do volume de fusão.
- Duração do tratamento: 10 a 30 minutos por ciclo.
Como o azoto reage com as ligas de alumínio
A temperaturas de funcionamento entre 700°C e 780°C, o azoto é largamente inerte com o alumínio puro. No entanto, a situação muda com certos elementos de liga:
- Ligas que contêm magnésio (séries 5xxx e algumas séries 7xxx)O magnésio actua como um catalisador para a formação de AlN. Em concentrações de magnésio superiores a 1,5%, o risco de formação de inclusões de nitreto de alumínio aumenta significativamente.
- Ligas que contêm lítioaltamente reativo com o azoto, proibindo efetivamente a utilização de azoto no processamento de ligas Al-Li.
- Alumínio puro e ligas com Si: a reatividade do azoto é mínima a temperaturas de funcionamento normais.
Esta limitação da reatividade é a razão metalúrgica mais importante pela qual o árgon é por vezes especificado em vez do azoto, independentemente do custo.
Como funciona a desgaseificação de árgon e o que a torna diferente?
O árgon (Ar) é um gás nobre - quimicamente inerte em todas as condições encontradas no processamento do alumínio. Não reage com o alumínio, magnésio, lítio ou qualquer outro elemento de liga comum a qualquer temperatura relevante para a refinação do alumínio.
O mecanismo físico da desgaseificação do árgon é idêntico ao do azoto: bolhas finas sobem através da fusão, recolhendo o hidrogénio dissolvido por diferencial de pressão parcial. A diferença reside apenas na química e nas propriedades do gás.
Comparação de propriedades físicas: Nitrogénio vs Árgon
| Imóveis | Azoto (N₂) | Árgon (Ar) |
|---|---|---|
| Peso molecular (g/mol) | 28.0 | 39.9 |
| Densidade a 20°C (kg/m³) | 1.165 | 1.661 |
| Ponto de ebulição (°C) | -195.8 | -185.9 |
| Reatividade química com Al | Baixo (varia consoante a liga) | Nenhum |
| Condutividade térmica (mW/m-K) | 25.8 | 17.7 |
| Solubilidade em Al líquido | Negligenciável | Negligenciável |
| Pureza comercial disponível | 99.999% | 99.999% |
| Preço industrial típico | Baixa | 60% a 80% superior a N₂ |
O peso molecular mais elevado do árgon significa que as bolhas de árgon sobem ligeiramente mais devagar através da massa fundida do que as bolhas de azoto do mesmo tamanho, proporcionando um tempo de contacto marginalmente mais longo para a recolha de hidrogénio. Esta vantagem física, combinada com uma reatividade química nula, contribui para a eficiência superior de desgaseificação do árgon em estudos controlados.
Eficiência de desgaseificação: Árgon vs Azoto em Comparações Controladas
Vários ensaios de fundição publicados e o nosso próprio trabalho de otimização de processos indicam as seguintes diferenças de desempenho em condições equivalentes:
| Métrica de desempenho | Nitrogénio | Árgon | Vantagem do árgon |
|---|---|---|---|
| Teor final de H (cc/100g) | 0,10 a 0,15 | 0,07 a 0,12 | 15% a 25% inferior |
| Eficiência de desgaseificação (%) | 60% a 75% | 70% a 85% | 10 a 15 pontos percentuais |
| Tempo de tratamento para atingir 0,10 cc/100g | 18 a 25 min | 14 a 20 min | 15% a 20% mais rápido |
| Eficácia da remoção da inclusão | Bom | Muito bom | Mensuravelmente melhor |
| Risco de inclusão de nitretos (ligas Al-Mg) | Moderado a elevado | Nenhum | Significativo |
| Oxidação da massa fundida durante o tratamento | Ligeiramente superior | Inferior | Superfície mais limpa |
Qual é a diferença de custo real entre o azoto e o árgon para a desgaseificação do alumínio?
A comparação de custos entre a desgaseificação de azoto e árgon requer uma análise que vai além do simples preço por metro cúbico de gás. O custo total da desgaseificação inclui o consumo de gás, o desgaste do equipamento, as rejeições devido a falhas de qualidade e o impacto na produtividade da duração do tratamento.
Preços de referência do gás por modo de aprovisionamento
| Modo de alimentação | Preço do azoto (USD/Nm³) | Preço do árgon (USD/Nm³) | Rácio de preços (Ar/N₂) |
|---|---|---|---|
| Cilindros de alta pressão | $0.08 a $0.18 | $0.35 a $0.65 | 3,5x a 5x |
| Distribuição de líquidos a granel (pequena) | $0.04 a $0.10 | $0.18 a $0.40 | 3x a 5x |
| Entrega de líquidos a granel (grande) | $0.02 a $0.06 | $0.10 a $0.25 | 3x a 5x |
| Produção de azoto no local (PSA) | $0.01 a $0.03 | N/A | N/A |
| Fornecimento de condutas (grandes indústrias) | $0.008 a $0.02 | $0.06 a $0.15 | 4x a 8x |
Nota: Os preços variam significativamente consoante a região, o volume do contrato e os custos de energia. Estes valores representam as gamas de mercado da América do Norte e da Europa Ocidental.
Geração de nitrogénio no local: A mudança de custo
Um dos factores económicos mais significativos na decisão entre azoto e árgon é a disponibilidade de produção de azoto no local através da tecnologia de adsorção por oscilação de pressão (PSA) ou de separação por membranas.
Geradores de azoto PSA:
- Pureza de saída: 99,0% a 99,999%
- Capacidade de caudal: 1 Nm³/hora a 1.000+ Nm³/hora.
- Custo de exploração: apenas eletricidade, aproximadamente $0,01 a $0,03 por Nm³
- Custo de capital: $15.000 a $250.000, consoante a capacidade.
- Período de retorno do investimento: normalmente 12 a 36 meses em relação ao fornecimento de cilindros.
A $0,02/Nm³ de azoto versus $0,20/Nm³ de árgon, uma fundição que processe 50 toneladas por dia com um consumo de gás de 3 Nm³/hora por forno e 4 fornos a funcionar 20 horas/dia gastaria:
- Custo do azoto: 3 × 4 × 20 × $0.02 = $4,80 por dia
- Custo do árgon: 3 × 4 × 20 × $0.20 = $48.00 por dia
Diferença anual do custo do gás: aproximadamente $15,768 por ano e por instalação - poupanças substanciais que justificam a seleção do azoto sempre que os objectivos de qualidade metalúrgica o permitam.
Custo total de propriedade: Para além do preço do gás
| Fator de custo | Nitrogénio | Árgon | Notas |
|---|---|---|---|
| Custo da matéria-prima do gás | Baixo a muito baixo | Médio a elevado | Variável individual de maior dimensão |
| Taxa de desgaste do rotor de grafite | Padrão | 5% a 10% inferior | Árgon ligeiramente menos oxidante |
| Duração do tratamento custo | Ligeiramente superior | Ligeiramente inferior | Ciclos de árgon 15% mais rápidos |
| Taxa de rejeição (ligas Al-Mg) | Risco mais elevado | Risco mais baixo | Inclusões de AlN em N₂ |
| Qualidade e valor acrescentado | Inferior | Mais alto | As especificações aeroespaciais requerem Ar |
| Opção de produção no local | Sim (PSA) | Não | Vantagem N₂ principal |
| Fiabilidade da cadeia de abastecimento | Excelente | Bom | N₂ mais amplamente disponível |
Quais as ligas de alumínio que necessitam de árgon e quais as que podem utilizar azoto?
Esta é a questão mais importante na prática para os metalúrgicos de fundição e engenheiros de processo. A resposta determina se o nitrogénio é sequer uma opção antes de as considerações de custo entrarem em cena.
Recomendações de seleção de gás específico da liga
| Série Alloy | Teor de Mg | Nitrogénio Adequado | Árgon necessário | Notas |
|---|---|---|---|---|
| 1xxx (Al puro) | Nenhum | Sim | Não | N₂ totalmente adequado |
| 2xxx (Al-Cu) | Traço | Sim | Não | N₂ geralmente adequado |
| 3xxx (Al-Mn) | Até 1,3% | Sim | Preferenciais | Baixo Mg, N₂ aceitável |
| 4xxx (Al-Si) | Nenhum a baixo | Sim | Não | N₂ totalmente adequado, comum na fundição injectada |
| 5xxx (Al-Mg) | 0,5% a 5,5% | Não | Sim | Risco de formação de AlN inaceitável |
| 6xxx (Al-Mg-Si) | 0,4% a 1,2% | Marginal | Preferenciais | N₂ utilizável com cuidado abaixo de 0,7% Mg |
| 7xxx (Al-Zn-Mg) | 1,0% a 3,5% | Não | Sim | O teor de Mg proíbe o N₂ |
| 8xxx (Al-Li) | Variável | Não | Sim | Li extremamente reativo com N₂ |
O problema da inclusão de nitreto de alumínio em pormenor
Quando o azoto entra em contacto com o alumínio fundido contendo magnésio acima de aproximadamente 0,8% a 1,5% (o limiar varia com a temperatura e a pressão parcial do azoto), pode ocorrer a seguinte reação:
2Al + N₂ = 2AlN
O nitreto de alumínio (AlN) forma-se como partículas finas no interior da massa fundida. Estas partículas:
- Actuam como locais de iniciação de fissuras na peça fundida solidificada.
- Reduzem significativamente o alongamento e a resistência ao impacto.
- São invisíveis à maioria dos testes de limpeza de fusão padrão.
- Não pode ser removido por filtração uma vez formado (o tamanho das partículas é submicrónico a 5 microns).
- Causar falha prematura em componentes estruturais carregados por fadiga.
Num caso documentado do nosso trabalho de revisão de processos numa fábrica de fundição de biletes da série 6xxx, a mudança da desgaseificação de azoto para a desgaseificação de árgon na liga 6061 (0,8% para 1,2% Mg) reduziu as falhas de alongamento em testes de tração de 8,3% para 1,2% de produção - uma melhoria dramática da qualidade atribuível diretamente à eliminação do AlN.
Que equipamento é utilizado para a desgaseificação do alumínio e isso afecta a escolha do gás?
O tipo de equipamento de desgaseificação influencia tanto a taxa de consumo de gás como a eficácia relativa do azoto em relação ao árgon.
Tipos de equipamento de desgaseificação e compatibilidade de gases
Unidades de desgaseificação de turbina rotativa (tipo SNIF, ALPUR, Hycast)
Estes são o padrão da indústria para desgaseificação contínua ou semi-contínua. Um conjunto rotor-estator de grafite roda a 200 a 600 RPM, dispersando o gás em bolhas finas. Tanto o azoto como o árgon são compatíveis.
- Caudal de gás: 1 a 10 Nm³/hora
- Diâmetro do rotor: 100 a 300 mm
- Lote de tratamento típico: 500 kg a 30 toneladas
- Tamanho das bolhas geradas: 1 a 4 mm.
Injeção de lança (tubo estático ou varinha)
Uma abordagem mais simples que utiliza um tubo submerso ou uma lança de grafite para injetar gás. Menos eficiente do que os sistemas rotativos devido ao maior tamanho das bolhas.
- Tamanho da bolha: 5 a 20 mm (muito maior do que os sistemas rotativos).
- Eficiência: 40% a 60% (vs 60% a 85% para rotativo).
- Consumo de gás: mais elevado por unidade de hidrogénio removido.
- Custo: capital reduzido, custo de funcionamento do gás mais elevado.
Sistemas de tampões porosos
Os tampões porosos de grafite ou cerâmica instalados no chão do forno geram bolhas muito finas (0,5 a 2 mm) através de filtração por contrapressão. Eficaz para a desgaseificação de fornos descontínuos.
- Eficiência: 55% a 75%.
- Suscetível de ser obstruído por escórias e óxidos.
- Funciona tanto com azoto como com árgon.
Caixas de desgaseificação em linha (linhas de fundição contínua)
Para a fundição contínua de chapas, barras e biletes, as caixas de desgaseificação em linha com múltiplos rotores tratam a massa fundida à medida que esta flui do forno para a estação de fundição.
- Estágios múltiplos do rotor: 2 a 4 rotores em série.
- Atinge níveis finais de hidrogénio mais baixos: 0,06 a 0,09 cc/100g com árgon.
- Consumo de gás: 2 a 15 Nm³/hora total.
- Gás preferido: árgon para produtos de fundição contínua da mais alta qualidade.
Otimização da velocidade do rotor e do caudal de gás
| Parâmetro | Definição baixa | Gama óptima | Definição elevada | Efeito do excesso |
|---|---|---|---|---|
| Velocidade do rotor (RPM) | 100 a 200 | 300 a 500 | 500 a 600 | Formação de vórtices, oxidação da massa fundida |
| Caudal de gás (Nm³/hr) | 0,5 a 1,0 | 2,0 a 5,0 | 6,0 a 10,0 | Bolhas grandes, turbulência de superfície |
| Duração do tratamento (min) | 8 a 12 | 15 a 25 | 30 a 45 | Rendimentos decrescentes, perda de calor |
| Fluxo de árgon vs. fluxo de N₂ | O mesmo equipamento | O mesmo equipamento | O mesmo equipamento | O árgon pode utilizar menos 5% a 10% de gás |
Como é que se mede a eficácia da desgaseificação para ambos os tipos de gás?
A verificação de que o tratamento de desgaseificação atingiu o objetivo de redução do hidrogénio é essencial para o controlo do processo. Na prática industrial, são utilizados vários métodos de medição.
Métodos de medição do teor de hidrogénio
Ensaio de pressão reduzida (RPT / Ensaio Straube-Pfeiffer)
O método de controlo de qualidade mais utilizado em ambientes de fundição. Uma amostra fundida solidifica sob vácuo, e a densidade da amostra resultante é comparada com uma amostra solidificada à pressão atmosférica.
- Cálculo do índice de densidade (DI): DI = [(ρ_atm - ρ_vacuum) / ρ_atm] × 100%
- Objetivo DI para peças fundidas de qualidade: inferior a 2% a 3%
- Custo: baixo (equipamento simples de câmara de vácuo)
- Limitação: medição indireta, afetada pelo teor de óxido.
Telegas / Alscan Medição de hidrogénio em linha
Medição direta do hidrogénio dissolvido utilizando uma sonda de difusão submersa na massa fundida. O gás portador de azoto flui através da sonda, equilibra-se com o hidrogénio da fusão e a concentração de equilíbrio é medida pela condutividade térmica.
- Gama de medição: 0,01 a 0,50 cc/100g
- Precisão: ±0,01 a ±0,02 cc/100g
- Tempo de resposta: 3 a 8 minutos por leitura.
- Compatível com fundidos desgaseificados com azoto e árgon.
Método CHAPEL (Analisador contínuo de hidrogénio para avaliação de processos)
Um sistema em linha que permite a monitorização contínua do hidrogénio durante o tratamento de desgaseificação, permitindo o ajuste em tempo real do fluxo de gás e da velocidade do rotor para atingir eficazmente os níveis de hidrogénio pretendidos.
Medição da limpeza da fusão
A desgaseificação com árgon produz normalmente uma fusão mais limpa ao remover mais inclusões não metálicas em comparação com o azoto. O teor de inclusões é medido por:
- PoDFA (Análise de Filtração de Disco Poroso)Medida quantitativa do tipo e do volume da inclusão, expressa em mm²/kg.
- LAIS (Amostrador de Inclusão de Alumínio Líquido)Método de filtração semelhante com análise automatizada.
- Ensaios por ultra-sons: medição em linha em tempo real durante a fundição.
O que são estratégias de desgaseificação de gás misto (mistura de nitrogénio e árgon)?
Uma das estratégias mais eficazes e subutilizadas na desgaseificação do alumínio é a utilização de misturas de gás azoto-argónio. Esta abordagem capta benefícios parciais de desempenho do árgon enquanto reduz significativamente os custos de gás em comparação com a operação 100% de árgon.
Opções de mistura de nitrogénio e árgon
| Rácio de mistura (N₂:Ar) | Custo relativo | Eficiência de desgaseificação | Risco AlN | Aplicação recomendada |
|---|---|---|---|---|
| 100% N₂ | 1.0x | Linha de base | Presente nas ligas de Mg | Ligas 1xxx, 2xxx, 4xxx |
| 75% N₂ / 25% Ar | 1,3x a 1,5x | +5% a +8% | Reduzido | Ligas de baixo Mg (6xxx < 0,7% Mg) |
| 50% N₂ / 50% Ar | 1,6x a 2,0x | +8% a +12% | Redução significativa | Ligas 6xxx, sensíveis à qualidade 3xxx |
| 25% N₂ / 75% Ar | 2,0x a 2,5x | +10% a +15% | Mínimo | Aplicações de qualidade crítica |
| 100% Ar | 3x a 5x | Máximo | Nenhum | 5xxx, 7xxx, 8xxx, aeroespacial |
A mistura de gás pode ser conseguida através de:
- Fornecimento de cilindros pré-misturadosFornecedor: fornece gás pré-misturado em garrafas.
- Painéis de mistura em linha: os controladores de fluxo misturam azoto e árgon a partir de fornecimentos separados no ponto de utilização.
- Sistemas de mistura com controlador de fluxo de massa: mistura automatizada com rácios de mistura programáveis por receita de liga.
Implementámos uma mistura de azoto e árgon numa fábrica de biletes da série 6xxx onde a utilização total de árgon era considerada demasiado dispendiosa. Uma mistura de 40% de árgon / 60% de azoto reduziu o índice de densidade de uma média de 4,1% (apenas azoto) para 1,8% (mistura de gás), mantendo o aumento do custo do gás em cerca de 35% acima do custo de base do azoto. Isto representou uma excelente relação custo-qualidade para esta operação específica.
Que factores operacionais afectam o desempenho da desgaseificação com azoto ou árgon?
Para além da química e da física fundamentais, há diversas variáveis operacionais que influenciam significativamente qual o gás com melhor desempenho na prática.
Principais variáveis operacionais e seu impacto
Requisitos de pureza do gás
Tanto o azoto como o árgon têm de cumprir os limites mínimos de pureza para uma desgaseificação eficaz do alumínio. As impurezas - particularmente o oxigénio e a humidade - anulam a vantagem da pressão parcial e introduzem a oxidação.
- Pureza mínima recomendada: 99,99% para ambos os gases.
- Humidade máxima aceitável: 10 ppm (ponto de orvalho inferior a -60°C)
- Oxigénio máximo aceitável: 5 ppm.
Efeitos da temperatura de fusão
Temperaturas de fusão mais elevadas aumentam a solubilidade do hidrogénio no alumínio, exigindo uma desgaseificação mais agressiva. Ambos os gases são afectados, mas a vantagem relativa do árgon é ligeiramente mais pronunciada a temperaturas mais elevadas devido ao risco reduzido de produtos de decomposição térmica do azoto.
- Temperatura óptima de desgaseificação: 720°C a 750°C.
- Acima de 780°C: aumento da oxidação com ambos os gases, o árgon mantém a superfície de fusão mais limpa.
- Abaixo de 700°C: taxas de difusão reduzidas, tempos de tratamento mais longos para ambos os gases.
Condições atmosféricas do forno
Os fornos que funcionam sob uma pressão ligeiramente positiva com uma atmosfera inerte acima da superfície da fusão apresentam melhores resultados de desgaseificação com ambos os tipos de gás. A humidade ambiente afecta diretamente o teor de hidrogénio do pré-tratamento.
| Humidade ambiente | H de entrada típica (cc/100g) | Dificuldade de desgaseificação | Recomendação de gás |
|---|---|---|---|
| Baixo (< 40% RH) | 0,20 a 0,30 | Padrão | Ou gás |
| Médio (40% a 70% RH) | 0,30 a 0,45 | Moderado | Preferencialmente árgon |
| Elevado (> 70% RH) | 0,40 a 0,60 | Desafiante | Preferencialmente, árgon |
Como é que as fundições devem escolher entre o azoto e o árgon com base na aplicação?
A estrutura de seleção abaixo consolida considerações técnicas, económicas e operacionais numa estrutura de decisão prática para engenheiros de fundição e equipas de aquisição.
Quadro de decisão: Seleção de Azoto vs Árgon
Escolher o azoto quando:
- Processamento de ligas das séries 1xxx, 2xxx ou 4xxx cujo teor de Mg seja inferior a 0,5%.
- O objetivo de qualidade é um índice de densidade inferior a 3% (não é uma especificação de porosidade ultra-baixa).
- Produção de grande volume em que o custo do gás é uma despesa operacional importante.
- Está instalada ou prevista a produção de azoto por PSA no local.
- A aplicação da fundição não é estrutural ou não é crítica em termos de segurança.
Escolha Argon quando:
- Processamento de ligas das séries 5xxx, 7xxx ou 8xxx com um teor significativo de Mg.
- Aplicam-se especificações de fundição aeroespacial, de segurança automóvel ou estanques à pressão.
- É necessário um nível-alvo de hidrogénio inferior a 0,10 cc/100g.
- O custo da rejeição da qualidade supera o prémio do custo do gás.
- Processamento de ligas Al-Li (o árgon é obrigatório).
Escolha Nitrogen-Argon Blend quando:
- Processamento de ligas da série 6xxx com teor de Mg de 0,5% a 1,2%.
- O objetivo de qualidade é o Índice de Densidade de 1,5% a 2,5%.
- É necessária uma redução de custos em relação ao árgon 100% sem a aceitação total do risco do azoto.
- O equipamento de mistura de gás em linha está disponível ou pode ser economicamente justificado.
Recomendações específicas da aplicação
| Aplicação de fundição | Liga típica | Seleção de gás | Objetivo DI (%) | Objetivo H (cc/100g) |
|---|---|---|---|---|
| Estruturas aeroespaciais | 2xxx, 7xxx | Árgon | < 1,0% | < 0.08 |
| Segurança automóvel (airbag, travagem) | 6xxx, 5xxx | Árgon | < 1.5% | < 0.10 |
| Estrutura automóvel | 6xxx, 3xxx | Mistura de Ar/N₂ | < 2.0% | < 0.12 |
| Fundição injectada (não estrutural) | 4xxx, 3xx.x | Nitrogénio | < 3.0% | < 0.15 |
| Fundição em areia geral | 3xx.x | Nitrogénio | < 3.5% | < 0.20 |
| Aplicações marítimas | 5xxx | Árgon | < 1.5% | < 0.10 |
| Barra condutora de eletricidade | 1xxx | Nitrogénio | < 2.5% | < 0.12 |
| Folha de embalagem de qualidade alimentar | 1xxx, 8xxx | Árgon | < 1.5% | < 0.09 |
Quais são as considerações ambientais e de segurança para ambos os gases?
Considerações sobre a segurança do azoto
O nitrogénio é um asfixiante - desloca o oxigénio sem aviso. Em espaços confinados em torno de fornos, áreas de lavagem fechadas ou estações de desgaseificação ao nível da cave, as fugas de azoto ou a ventilação de purga podem criar atmosferas deficientes em oxigénio, letais em segundos.
- Limiar de alarme de oxigénio: alarme a 19,5%, imediatamente perigoso para a vida a menos de 16%.
- Salvaguardas necessárias: monitores fixos de O₂, ventilação, procedimentos de entrada em espaços confinados.
- Sem risco de inflamabilidade - o azoto não é combustível e não reage à temperatura ambiente.
Considerações sobre a segurança do árgon
O árgon apresenta um risco de asfixia idêntico ao do azoto. Sendo mais denso do que o ar (1,66 kg/m³ contra 1,165 kg/m³ do azoto), o árgon acumula-se ao nível do chão e em zonas baixas mais rapidamente do que o azoto, tornando o seu risco de asfixia em algumas configurações ligeiramente maior.
- A monitorização do oxigénio ao nível do chão é fundamental quando é utilizado árgon.
- Os depósitos de armazenamento de árgon (árgon líquido) apresentam um risco de queimadura criogénica.
- Ambos os gases requerem sistemas de camaradagem e equipamento de salvamento para trabalhos em espaços confinados.
Impacto ambiental
Nem o azoto nem o árgon contribuem diretamente para as emissões de gases com efeito de estufa. No entanto:
- A produção de azoto no local através de PSA requer eletricidade - a pegada de carbono depende da fonte de energia da rede.
- A produção de gás líquido (tanto N₂ como Ar) requer instalações de separação de ar que consomem muita energia.
- O árgon é um subproduto da produção de oxigénio na separação do ar - a sua pegada ambiental por unidade é baixa.
Perguntas frequentes: Nitrogénio vs Árgon para desgaseificação de alumínio
Q1: O árgon é sempre melhor do que o azoto para a desgaseificação do alumínio?
Nem sempre. O árgon proporciona resultados metalúrgicos superiores em todos os tipos de ligas, mas para ligas de alumínio com baixo ou nulo teor de magnésio - como as séries 1xxx, 4xxx e a maioria das séries 2xxx - o azoto tem um desempenho adequado e a um custo significativamente inferior. A resposta depende da composição da liga e das especificações de qualidade.
Q2: Qual o nível de teor de magnésio que torna obrigatório o árgon em vez do azoto?
A maioria das diretrizes da indústria estabelece o limite de 1,0% a 1,5% de magnésio em peso. Acima deste nível, o risco de formação de inclusões de nitreto de alumínio (AlN) com azoto torna-se metalurgicamente inaceitável para aplicações estruturais. Algumas especificações conservadoras estabelecem o limite tão baixo quanto 0,5% Mg para peças fundidas de segurança crítica.
Q3: Posso utilizar uma mistura de azoto e árgon para poupar dinheiro ao processar ligas da série 5xxx?
Não. Para as ligas da série 5xxx com um teor de magnésio de 2% a 5,5%, qualquer fração significativa de azoto introduz um risco inaceitável de inclusão de AlN. O árgon deve ser utilizado a uma concentração de 100% para as ligas das séries 5xxx e 7xxx.
Q4: Qual é a quantidade de árgon que um ciclo típico de desgaseificação do alumínio consome?
Um sistema de rotor rotativo que desgasifica um lote de 1.000 kg consome normalmente 20 a 40 Nm³ de árgon por ciclo a um caudal de 2 a 4 Nm³/hora durante 15 a 25 minutos. O consumo exato depende do tamanho do rotor, da velocidade e do nível de hidrogénio pretendido.
Q5: Qual é a pureza mínima aceitável para o azoto utilizado na desgaseificação do alumínio?
A pureza de 99,99% (grau 4.0) é a especificação mínima recomendada. O teor de humidade deve ser inferior a 10 ppm (ponto de orvalho -60°C ou mais frio). O azoto de pureza inferior introduz oxigénio que reage com a massa fundida e reduz a eficácia da desgaseificação.
Q6: O equipamento de desgaseificação tem de ser alterado quando se muda de azoto para árgon?
Na maioria dos casos, não. Os sistemas padrão de rotor-estator de grafite, as lanças e os tampões porosos são compatíveis com ambos os gases. As ligações de fornecimento de gás e o equipamento de controlo do fluxo são idênticos. A mudança requer apenas a alteração da fonte de fornecimento de gás e a atualização dos parâmetros do processo, caso se pretenda otimizar a duração do tratamento ou o caudal.
Q7: Como é que a produção de azoto no local se compara ao fornecimento de árgon em termos de custo total?
A produção de azoto PSA no local custa normalmente $0,01 a $0,03 por Nm³ em custos de funcionamento (apenas eletricidade) após recuperação de capital, em comparação com o árgon líquido a granel que custa $0,10 a $0,25 por Nm³. Para uma fundição que consome 50 Nm³/hora de gás de desgaseificação em vários fornos, as poupanças anuais da produção de azoto em relação ao árgon podem exceder $100.000.
Q8: É possível obter níveis de hidrogénio inferiores a 0,08 cc/100g com desgaseificação de azoto?
Conseguir níveis de hidrogénio abaixo de 0,08 cc/100g com azoto é difícil na maioria das condições práticas. A desgaseificação com árgon com velocidade do rotor optimizada, caudal e equipamento em linha de várias fases pode atingir de forma fiável 0,05 a 0,07 cc/100g. Para aplicações aeroespaciais que requerem estes níveis, o árgon é efetivamente obrigatório.
Q9: O que faz com que a desgaseificação seja ineficaz, independentemente de se utilizar azoto ou árgon?
As causas comuns de um mau desempenho da desgaseificação incluem: pureza do gás abaixo da especificação (contaminação por humidade ou oxigénio), velocidade do rotor demasiado baixa (formação de bolhas grandes), caudal de gás demasiado elevado (turbulência da superfície e borbulhamento em curto-circuito), temperatura de fusão demasiado baixa (difusão lenta do hidrogénio), formação de película de óxido que impede a fuga das bolhas e duração insuficiente do tratamento. Estes factores afectam igualmente os dois gases.
Q10: Existe uma forma rentável de alternar entre azoto e árgon para diferentes ligas na mesma linha de produção?
Sim. As instalações de alimentação dupla com cabeçalhos separados de azoto e árgon que alimentam um coletor de comutação permitem que os operadores seleccionem o gás adequado por receita de liga. Os painéis de mistura de gás em linha oferecem ainda mais flexibilidade, permitindo rácios de mistura programáveis por código de liga. O custo de capital de um sistema de comutação de duplo fornecimento é tipicamente de $5.000 a $20.000 e pode ser rapidamente compensado em custos de gás optimizados através de programas de produção de ligas mistas.
Conclusão: Tomar a decisão certa de seleção de gás para a sua operação
A decisão entre azoto e árgon na desgaseificação do alumínio é fundamentalmente um equilíbrio entre a necessidade metalúrgica e a otimização económica. Não existe uma única resposta correta que se aplique a todas as fundições.
O nosso quadro de recomendações consolidado:
- Azoto puro: ideal para ligas 1xxx, 4xxx e 2xxx de baixo teor de Mg com produção sensível aos custos; maximizar as poupanças com a geração de PSA no local.
- Árgon puroObrigatório para as ligas 5xxx, 7xxx, 8xxx e Al-Li; exigido para as peças de fundição estruturais aeroespaciais e de segurança crítica, independentemente da liga.
- Mistura de nitrogénio e árgonA melhor escolha prática para as linhas de produção da série 6xxx e de ligas mistas em que os objectivos de qualidade se situam entre as capacidades do azoto puro e o custo do árgon puro.
- Investimento em controlo de processosIndependentemente da seleção do gás, o retorno do investimento resultante do controlo adequado da temperatura, da otimização da velocidade do rotor, da verificação da pureza do gás e da medição do hidrogénio em linha é positivo em praticamente todas as aplicações.
As fundições que obtêm os melhores resultados - menor teor de hidrogénio ao menor custo total - são as que fazem corresponder rigorosamente a seleção de gases à química da liga, investem na geração de azoto no local, quando aplicável, e implementam sistemas de controlo de desgaseificação em circuito fechado que eliminam a variabilidade humana do ciclo de tratamento.
Esta referência técnica é produzida pela equipa editorial e de engenharia da AdTech. A AdTech é especializada em equipamentos de tratamento de alumínio fundido, incluindo unidades de desgaseificação em linha, filtros de espuma de cerâmica e sistemas de injeção de fluxo para operações globais de fundição de alumínio.
