A filtro de espuma cerâmica de alumina sem fosfatos é uma placa de filtração de cerâmica de alumina reticulada fabricada sem quaisquer ligantes contendo fosfato, auxiliares de sinterização ou tratamentos de superfície no seu processo de produção, concebida especificamente para filtrar alumínio fundido e ligas de alumínio para remover inclusões não metálicas antes da fundição. Ao contrário dos filtros de espuma de cerâmica convencionais que utilizam fosfato de alumínio (AlPO₄) ou compostos de fosfato semelhantes como aglutinantes para unir as partículas de alumina durante a sinterização, as versões sem fosfato alcançam uma integridade estrutural equivalente ou superior através de sistemas aglutinantes inorgânicos alternativos - principalmente sol de alumina coloidal, composições de alumina-sílica ou outros produtos químicos de ligação de cerâmica sem fosfato.
Se o seu projeto requer a utilização de um filtro de espuma cerâmica, pode contactar-nos para um orçamento gratuito.
Na AdTech, desenvolvemos e produzimos filtros de espuma cerâmica de alumina sem fosfatos especificamente para resolver um problema consistente e bem documentado que os nossos clientes de fundição de alumínio encontram: contaminação por fósforo do alumínio fundido durante a filtração, o que degrada as propriedades mecânicas das ligas de alumínio de elevada pureza e causa níveis de impureza inaceitáveis em aplicações onde o teor de fósforo é um parâmetro de especificação controlado. A conclusão é direta - se a sua operação de fundição de alumínio produz barras de grau condutor elétrico, biletes estruturais aeroespaciais, ligas de elevada pureza ou qualquer produto em que o fósforo é uma impureza máxima especificada, os filtros de espuma cerâmica sem fosfatos são a especificação tecnicamente correta e não uma atualização opcional.

O que é um filtro de espuma cerâmica de alumina sem fosfato?
Para compreender o que torna um filtro sem fosfatos diferente, é útil compreender primeiro o que são os filtros de espuma cerâmica e como é feita a versão convencional.
Fundamentos dos filtros de espuma cerâmica
A filtro de espuma cerâmica (CFF) é uma estrutura cerâmica reticulada tridimensional - essencialmente uma esponja cerâmica rígida - com uma rede interligada de células abertas através das quais o metal fundido flui. A estrutura celular cria um caminho de fluxo tortuoso que captura inclusões não metálicas através de uma combinação de mecanismos de adesão à superfície, interceção mecânica e filtragem de bolos. A placa de filtragem fica numa caixa de filtragem posicionada entre a saída do forno e o molde ou estação de fundição, e todo o metal que passa para a fundição tem de passar pelo filtro.
A alumina (Al₂O₃) é o material cerâmico dominante utilizado para a filtragem de alumínio fundido devido à sua compatibilidade química com o alumínio - não reage desfavoravelmente com o alumínio fundido ou com os seus elementos de liga comuns em condições normais de fundição, e proporciona uma resistência adequada ao choque térmico para sobreviver à rápida mudança de temperatura quando o filtro a frio entra em contacto com o metal fundido durante a preparação.
Leia também: Processo de fabrico de filtros de espuma cerâmica
O percurso normal de fabrico e onde entra o fosfato
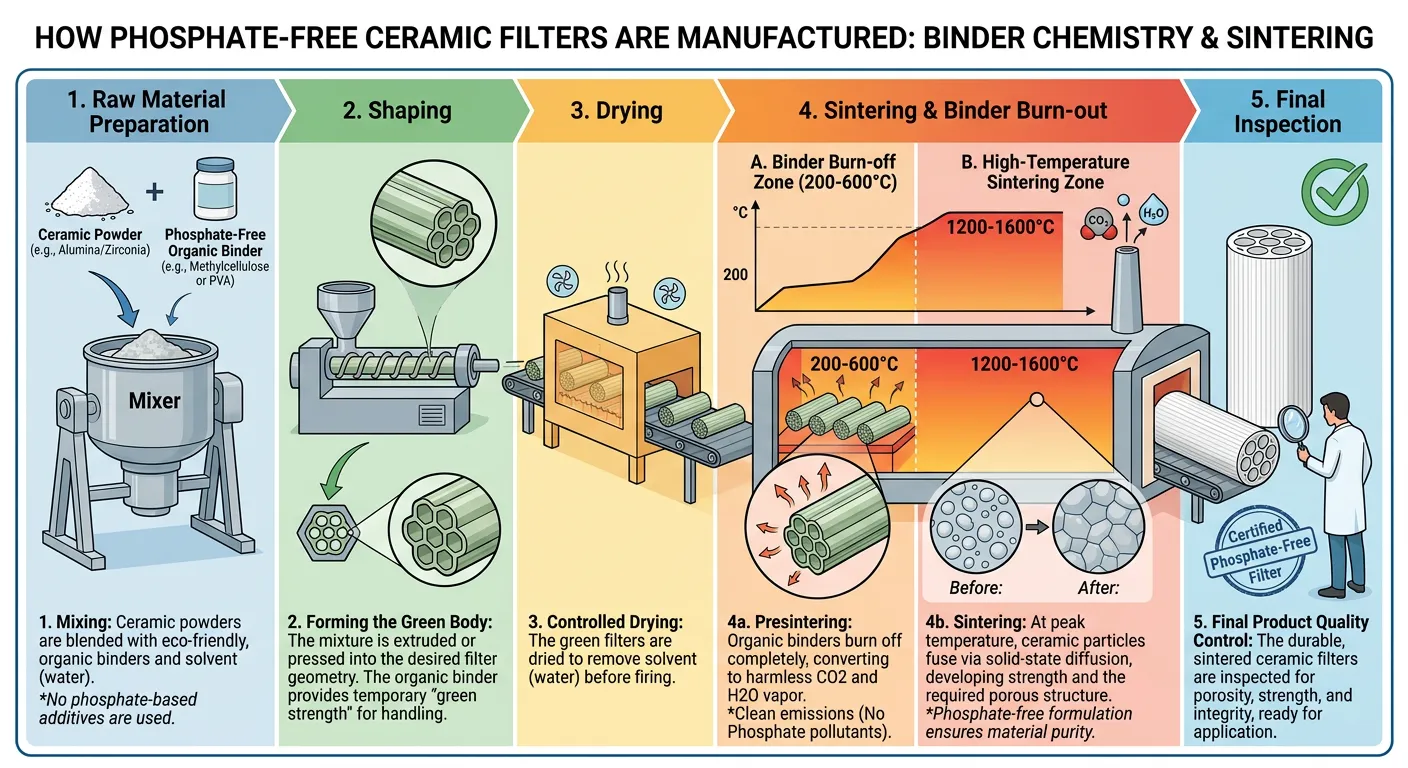
Os filtros de espuma de cerâmica convencionais são fabricados através de um processo de replicação de espuma de polímero:
Passo 1: Um modelo de espuma de poliuretano de células abertas é cortado de acordo com as dimensões necessárias da placa de filtragem.
Passo 2: A espuma é impregnada com uma pasta cerâmica - uma suspensão de partículas de alumina em água com vários aditivos, incluindo aglutinantes, defloculantes e modificadores reológicos.
Passo 3: A espuma impregnada é espremida para remover o excesso de lama, deixando um revestimento uniforme de material cerâmico nos suportes de espuma.
Passo 4: A espuma revestida é seca e depois cozida a alta temperatura (normalmente 1200-1400°C). Durante a cozedura, a espuma de poliuretano é queimada, deixando o revestimento cerâmico como uma rede de escoras autoportantes - a estrutura cerâmica reticulada.
Etapa 5 (onde o fosfato é tradicionalmente utilizado): Durante a cozedura, as partículas de cerâmica devem unir-se para formar uma estrutura forte e coesa. Os fabricantes convencionais utilizam o fosfato de alumínio (AlPO₄) como aglutinante de alta temperatura porque é eficaz, de baixo custo e bem conhecido. Os aglutinantes de fosfato sinterizam bem no intervalo de temperatura utilizado para a produção de filtros de espuma cerâmica e proporcionam uma resistência mecânica adequada.
O problema é que o fosfato de alumínio não reage totalmente numa fase cerâmica quimicamente inerte durante a cozedura. Os compostos de fosfato residuais permanecem nos limites dos grãos e nas superfícies de suporte do filtro acabado. Quando o alumínio fundido entra em contacto com estas superfícies durante a filtração, ocorre uma reação de dissolução-lixiviação que transfere o fósforo para o alumínio fundido.
A alternativa sem fosfato
Os filtros de espuma cerâmica de alumina sem fosfato substituem o ligante de fosfato por sistemas de ligação alternativos. A química específica do aglutinante varia consoante o fabricante e é tipicamente proprietária, mas as abordagens tecnicamente mais credíveis incluem:
Aglutinantes solares de alumina coloidal: As partículas de alumina à escala nanométrica em suspensão coloidal proporcionam uma excelente ligação entre as partículas maiores do filtro de alumina durante a sinterização sem introduzir qualquer fósforo. As partículas de sol preenchem os limites do grão e o colo entre as partículas maiores, proporcionando uma resistência verde (antes da cozedura) e uma resistência de ligação a altas temperaturas.
Aglutinantes de fase vítrea de alumina-sílica: É introduzida uma quantidade controlada de SiO₂ na matriz cerâmica, que forma uma fase de ligação vítrea à temperatura de cozedura. A fase vítrea liga as partículas de alumina sem a química do fosfato. O teor de silício no filtro final deve ser cuidadosamente controlado para evitar a introdução de contaminação de silício em ligas sensíveis.
Sistemas de aglutinantes de alumina reactiva: Certas formas de alumina reactiva (fase de transição) sinterizam a temperaturas mais baixas do que a alfa-alumina totalmente calcinada e podem unir partículas de alfa-alumina sem necessitar de um composto aglutinante separado. Esta abordagem produz um filtro de Al₂O₃ quase puro, sem adição intencional de impurezas.
Aglutinante em forma de mulita: Uma combinação de alumina e sílica na proporção correta para formar mulita (3Al₂O₃-2SiO₂) durante a queima proporciona uma fase de ligação estável e quimicamente resistente. A inércia química da mulita com alumínio fundido torna-a aceitável em aplicações de baixa pureza onde a contaminação de silício da mulita está dentro da especificação da liga.

Porque é que a contaminação por fósforo dos filtros normais é um problema real
Esta secção cobre a base técnica para o requisito de filtro sem fosfato - o mecanismo real de contaminação e as suas consequências medidas.
O mecanismo de lixiviação do fósforo
Quando o alumínio fundido a cerca de 700-750°C entra em contacto com a superfície de um filtro de espuma cerâmica ligado a fosfato, ocorrem simultaneamente vários processos químicos:
O alumínio fundido molha a superfície da alumina porque o óxido de alumínio é termodinamicamente estável em contacto com o alumínio a temperaturas de fundição. À medida que a fusão flui através da estrutura tortuosa dos poros e entra em contacto com a fase ligante nos limites dos grãos, o fosfato de alumínio (AlPO₄) e os compostos de fosfato relacionados na superfície do filtro entram em contacto com o alumínio fundido altamente reativo.
A análise termodinâmica do sistema Al-P-O a 700-750°C mostra que as fases que contêm fósforo são termodinamicamente instáveis em contacto com o alumínio líquido. O alumínio reduz o fosfato, libertando fósforo que se dissolve no alumínio fundido. A taxa de dissolução depende de:
- O teor de aglutinante de fosfato do filtro.
- A área de superfície dos suportes do filtro exposta ao fluxo de metal.
- A velocidade do fluxo de metal através do filtro.
- O volume total de metal processado através do filtro.
- O teor inicial de fósforo da fase aglutinante do filtro.
Recolha de fósforo medido na prática industrial
A recolha de fósforo dos filtros de espuma cerâmica convencionais foi documentada em investigação metalúrgica publicada e na nossa própria monitorização da produção nas instalações dos clientes da AdTech. Resultados típicos:
Em operações normais de fundição de alumínio utilizando filtros de espuma cerâmica de alumina de 30 ppi ligados a fosfato, a recolha de fósforo do filtro varia entre 0,5 e 3 ppm por peso no metal filtrado, dependendo do produto específico do filtro, da temperatura do metal, do caudal e do tamanho do filtro. Este valor parece pequeno em termos absolutos, mas as implicações para aplicações específicas são significativas.
Para o alumínio de grau condutor elétrico (grau EC, liga 1350), a Comissão Eletrotécnica Internacional (IEC) e a ASTM B233 especificam um teor máximo de fósforo de 0,003% (30 ppm) por peso. Embora uma recolha de 3 ppm proveniente apenas da filtração não viole necessariamente este limite, representa uma fração significativa do orçamento total permitido e elimina a margem para outras fontes de fósforo no processo.
Para ligas de alumínio de alta pureza (graus de pureza 3N a 5N, 99,9% a 99,999% Al), o fósforo é uma impureza controlada com especificações típicas abaixo de 5 ppm no total. A contaminação por fósforo derivada da filtração de 1-3 ppm representa uma fração inaceitável do orçamento total de impurezas.
No caso das ligas aeroespaciais, em que o fósforo afecta especificamente a estrutura do grão, o comportamento de precipitação e as propriedades mecânicas, mesmo a recolha de fósforo abaixo da especificação cria uma incerteza de qualidade que os sistemas de qualidade aeroespaciais não podem acomodar.
Leia também: Preço do filtro de espuma de cerâmica 2026
Efeito do fósforo nas propriedades das ligas de alumínio
Efeito na condutividade eléctrica: O fósforo é uma das mais potentes impurezas redutoras de condutividade eléctrica no alumínio. Mesmo em concentrações de 1-2 ppm, o fósforo reduz a condutividade eléctrica do alumínio de grau CE de forma mensurável. Para aplicações de condutores eléctricos de alumínio em que a condutividade é uma especificação de desempenho primário, minimizar todas as fontes de fósforo - incluindo a filtração - é um imperativo de qualidade.
Efeito nas propriedades mecânicas: Nas ligas de alumínio-silício, o fósforo reage com o silício para formar núcleos de fosforeto de alumínio (AlP) que modificam a morfologia da fase de silício. Esta interação pode ser intencional (a adição de fósforo é utilizada para refinar o silício primário em ligas hipereutécticas Al-Si) ou não intencional. Nas ligas em que este efeito não é desejado, a recolha de fósforo derivado da filtração cria uma variável metalúrgica não controlada.
Efeito na qualidade da anodização: Nos produtos de alumínio arquitectónicos e decorativos que são submetidos a anodização, o fósforo nos limites do grão pode criar padrões de ataque preferenciais durante a anodização que produzem um aspeto irregular da superfície. Esta é uma preocupação de qualidade para os produtos de alumínio para arquitetura de alta qualidade.
Efeito nos certificados de pureza do alumínio de alta pureza: Os produtos certificados de alumínio de alta pureza requerem uma análise de impurezas rastreável. A contaminação por fósforo proveniente da filtragem complica a certificação e cria uma potencial não-conformidade com os níveis máximos de fósforo especificados pelo cliente.
Comparação de captação de fósforo: Filtros Padrão vs. Filtros Sem Fosfato
| Tipo de filtro | Sistema de encadernação | Recolha típica de P (ppm) | Aceitável para o grau CE? | Aceitável para a pureza 4N? |
|---|---|---|---|---|
| Ligado a fosfato padrão | AlPO₄ | 1.0-3.0 | Marginal | Não |
| Ligado com baixo teor de fosfato | AlPO₄ reduzido | 0.5-1.5 | Marginal | Não |
| Alumina coloidal sem fosfatos | Al₂O₃ sol | <0.1 | Sim | Sim |
| Alumina reactiva sem fosfatos | Al₂O₃ reativo | <0.1 | Sim | Sim |
| Sem fosfatos, com ligações de mulite | Al₂O₃-SiO₂ | <0,1 (P), 0,5-2,0 (Si) | Sim (preocupação P) | Depende da especificação Si |
Como são fabricados os filtros sem fosfatos: Química do aglutinante e sinterização
O fabrico de um filtro de espuma cerâmica mecanicamente adequado sem aglutinantes de fosfato exige a superação de desafios técnicos específicos que explicam o facto de os filtros sem fosfatos custarem historicamente mais e terem uma penetração no mercado inferior à dos produtos normais.
O desafio técnico da colagem sem fosfatos
O fosfato de alumínio tornou-se o ligante dominante na produção de filtros de espuma cerâmica porque oferece várias vantagens de fabrico: cria corpos verdes fortes que resistem a danos durante o manuseamento antes da cozedura, sinteriza eficazmente na gama de 1200-1400°C utilizada para a produção de filtros de alumina e é quimicamente compatível com a alumina a temperaturas de sinterização (sem reacções desfavoráveis entre o ligante e as partículas de alumina).
Os aglutinantes alternativos devem corresponder a estes requisitos de fabrico sem introduzir fósforo. Os principais desafios são:
Força verde: O ligante deve proporcionar uma resistência mecânica adequada no estado não cozido para sobreviver à secagem, manuseamento e carregamento no forno sem fraturar ou deformar. Os ligantes solares de alumina coloidal atingem uma boa resistência verde através da ligação de hidrogénio e da interação eletrostática entre as partículas de alumina à escala nanométrica e a superfície dos grãos de alumina maiores.
Compatibilidade da temperatura de sinterização: O aglutinante deve sinterizar à mesma temperatura que a matriz de partículas de alumina, criando ligações fortes nos limites do grão sem exigir temperaturas que causariam a deformação ou o colapso da rede de suportes cerâmicos sob o seu próprio peso durante a cozedura.
Estabilidade dimensional: Os suportes do filtro são finos e não têm apoio durante a queima. O sistema de aglutinação deve controlar a contração do revestimento cerâmico durante a sinterização para manter a precisão dimensional e a estrutura celular uniforme do filtro acabado.
Pureza química: Qualquer elemento introduzido através do sistema de aglutinante que se infiltra no alumínio durante a filtração representa uma fonte de contaminação. Os aglutinantes de alumina coloidal introduzem apenas alumínio e oxigénio - ambos já presentes no material do filtro e no alumínio fundido - tornando-os a opção mais limpa disponível.
Abordagem de fabrico da AdTech
Na AdTech, os nossos filtros de espuma cerâmica de alumina sem fosfatos são produzidos utilizando um sistema de aglutinante à base de sol de alumina coloidal desenvolvido através do nosso próprio programa de engenharia de processos. Os elementos-chave da nossa abordagem de fabrico:
Seleção de matéria-prima: Utilizamos alfa-alumina calcinada de alta pureza (>99,5% Al₂O₃) como material de filtro primário, com uma distribuição de tamanho de partículas cuidadosamente controlada para otimizar o equilíbrio entre o desempenho do revestimento de lama, a resistência sinterizada e a porosidade da estrutura de suporte acabada.
Formulação da lama: A pasta cerâmica é formulada utilizando sol de alumina coloidal como aglutinante primário, com auxiliares de processamento orgânicos cuidadosamente selecionados (modificadores de reologia, agentes molhantes) que se queimam totalmente durante a cozedura, não deixando qualquer resíduo carbonoso no filtro acabado.
Seleção do modelo de espuma: Os modelos de espuma de poliuretano são obtidos de acordo com especificações consistentes de distribuição de tamanho de célula que se traduzem na classificação de poros por polegada (PPI) do filtro acabado. A qualidade da espuma determina diretamente a uniformidade das células do filtro, o que afecta tanto a resistência ao fluxo como a eficiência da filtragem.
Protocolo de disparo: O nosso protocolo de queima é optimizado para o sistema de aglutinante de alumina coloidal, utilizando um perfil de taxa de aquecimento controlado que permite a queima completa dos auxiliares de processamento orgânicos antes do início da fase de sinterização da cerâmica, evitando o aprisionamento de carbono na estrutura da escora.
Verificação da qualidade: Cada lote de produção é testado quanto à resistência à compressão, densidade aparente e pureza - incluindo o teor de fósforo por análise ICP-OES - antes de ser libertado para expedição.
Especificações técnicas e propriedades físicas
Propriedades físicas padrão
| Imóveis | Especificação | Método de teste |
|---|---|---|
| Composição do material | Al₂O₃ ≥ 99,0% | Análise XRF |
| Teor de fósforo | <0,005% (50 ppm) | ICP-OES |
| Densidade aparente | 0,30-0,45 g/cm³ | ASTM C134 |
| Porosidade (aberta) | 80-90% | Método de Arquimedes |
| Resistência à compressão | ≥0,8 MPa (30 ppi) a ≥1,2 MPa (10 ppi) | ASTM C133 |
| Resistência à flexão (MOR) | ≥0,6 MPa | ASTM C133 |
| Temperatura máxima de serviço | 1100°C (2012°F) | — |
| Resistência ao choque térmico | Sem fissuração, 700°C → ambiente → 700°C (3 ciclos) | Ensaio do fabricante |
| Contração linear em serviço | <1,5% a 850°C | ISO 10635 |
| Cor | Branco a esbranquiçado | Visual |
| Classificações de poros padrão | 10, 20, 30, 40, 50, 60 ppi | Método de contagem de células |
Dimensões disponíveis
| Tamanho padrão (mm) | Tamanho padrão (polegadas) | Classificações PPI disponíveis | Aplicação típica |
|---|---|---|---|
| 100 × 100 × 22 | 4″ × 4″ × 7/8″ | 20, 30, 40, 50 | Pequena fundição, laboratório |
| 150 × 150 × 22 | 6″ × 6″ × 7/8″ | 20, 30, 40, 50 | Fundição média |
| 178 × 178 × 22 | 7″ × 7″ × 7/8″ | 20, 30, 40, 50 | Fundição média |
| 200 × 200 × 50 | 7.87″ × 7.87″ × 2″ | 10, 20, 30 | Fundição de grandes dimensões, biletes |
| 229 × 229 × 50 | 9″ × 9″ × 2″ | 10, 20, 30 | Fundição grande |
| 300 × 300 × 50 | 11.8″ × 11.8″ × 2″ | 10, 20, 30 | Grande formato, fundição em placas |
| 381 × 381 × 50 | 15″ × 15″ × 2″ | 10, 20 | Formato muito grande |
| 432 × 432 × 50 | 17″ × 17″ × 2″ | 10, 20 | Formato muito grande |
| Tamanhos personalizados | Por encomenda | Por especificação | Equipamento específico |
Nota: As placas de filtro redondas e as geometrias não normalizadas estão disponíveis mediante pedido. A espessura pode variar de 22 mm a 75 mm, consoante os requisitos da aplicação.
Dados de propriedades térmicas
| Imóveis | Valor | Condições |
|---|---|---|
| Condutividade térmica | 0,8-1,2 W/m-K | A 700°C |
| Capacidade térmica específica | 0,9-1,0 J/g-K | A 700°C |
| Expansão térmica linear (CTE) | 8.0-8.5 × 10-⁶/°C | 20-1000°C |
| Resistência ao choque térmico (ΔT) | ≥400°C sem fissuração | Ensaio de choque simples |
| Taxa de pré-aquecimento (recomendada) | ≤200°C/hora abaixo de 400°C | Para evitar choques térmicos |
Classes de tamanho de poros (PPI), eficiência de filtração e remoção de inclusões
Compreender a classificação do PPI
A classificação de poros por polegada (PPI) de um filtro de espuma cerâmica descreve o número de células abertas contadas ao longo de uma medida linear de uma polegada (25,4 mm) ao longo da face do filtro. Um número PPI mais elevado significa mais células por unidade de comprimento, o que significa aberturas de células individuais mais pequenas e uma filtragem mais fina.
A relação entre a classificação PPI e o desempenho da filtragem não é simplesmente “PPI mais elevado = melhor filtragem”. A eficiência efectiva da filtragem depende de:
- A distribuição específica do tamanho das células no PPI classificado.
- A tortuosidade do trajeto do fluxo através do filtro.
- A velocidade do fluxo de metal.
- Os tipos específicos de inclusão e as distribuições de tamanho na massa fundida.
- O volume de filtragem do metal em relação à capacidade do filtro.
Na prática, os filtros com PPI mais elevado capturam inclusões mais finas, mas criam uma maior resistência ao fluxo (perda de carga), o que abranda o fluxo de metal e pode causar o bloqueio prematuro do filtro se a carga de inclusão for elevada. A seleção da classificação PPI correta requer um equilíbrio entre o nível de limpeza necessário e os requisitos práticos de fluxo de metal do sistema de fundição.
Classificação PPI vs. Desempenho de filtragem
| Classificação PPI | Tamanho aproximado da célula | Tamanho efetivo da captura de inclusão | Resistência ao fluxo de metal | Aplicação típica |
|---|---|---|---|---|
| 10 ppi | 2,5 mm | >100 microns de forma eficaz | Muito baixo | Pré-filtro, inclusões muito grandes |
| 20 ppi | 1,3 mm | >50 microns de forma eficaz | Baixa | Fundição geral, limpeza normal |
| 30 ppi | 0,85 mm | >20 microns de forma eficaz | Moderado | Boa limpeza, fundição em bilete |
| 40 ppi | 0,63 mm | >10 microns de forma eficaz | Moderado-Alto | Bilete aeroespacial de elevada limpeza |
| 50 ppi | 0,50 mm | >5 microns de forma eficaz | Elevado | Requisitos de limpeza muito elevados |
| 60 ppi | 0,42 mm | >3 microns de forma eficaz | Muito elevado | Aplicações ultra-limpas |
Nota: “Tamanho efetivo de captura” refere-se ao tamanho da inclusão em que a eficiência de remoção excede aproximadamente 80% em condições típicas de fluxo de vazamento. As inclusões mais pequenas são capturadas com menor eficiência devido à redução da impactação por inércia.

Eficiência de remoção de inclusões por grau de filtragem
Os dados seguintes baseiam-se na análise PoDFA (Porous Disk Filtration Apparatus) de amostras de alumínio recolhidas antes e depois da filtração utilizando filtros de espuma cerâmica de alumina sem fosfatos nas instalações dos clientes da AdTech.
| Tipo de inclusão | 20 ppi Remoção | 30 ppi Remoção | 40 ppi Remoção | 50 ppi Remoção |
|---|---|---|---|---|
| Películas de alumina de grandes dimensões (>50 μm) | 90-95% | 95-99% | >99% | >99% |
| Inclusões médias de alumina (20-50 μm) | 75-85% | 85-95% | 90-97% | 95-99% |
| Inclusões finas de alumina (5-20 μm) | 50-70% | 65-80% | 75-90% | 85-95% |
| Partículas de espinélio (MgAl₂O₄) | 70-85% | 80-92% | 88-96% | 93-98% |
| Aglomerados de TiB₂ (>30 μm) | 80-92% | 90-97% | >95% | >98% |
| Partículas refractárias (>100 μm) | >99% | >99% | >99% | >99% |
| Inclusões de cloreto | 60-75% | 70-85% | 78-90% | 85-93% |
Recomendações de filtragem de duas fases
Para aplicações críticas que requerem uma remoção máxima de inclusões, uma abordagem de filtração em duas fases utiliza dois filtros de espuma cerâmica em série - normalmente um filtro de grau mais grosseiro a montante (20-30 ppi) para capturar grandes inclusões e proteger o filtro a jusante, seguido de um filtro de grau mais fino (40-50 ppi) para remoção de inclusões finas. Esta disposição prolonga a vida útil do filtro de grau fino (que, de outro modo, bloquearia rapidamente se fosse exposto a cargas elevadas de grandes inclusões) e alcança uma eficiência de remoção global mais elevada do que qualquer um dos filtros isoladamente.
Na AdTech, concebemos sistemas completos de filtragem de duas fases para operações de fundição de lingotes e chapas de alumínio, incorporando filtros sem fosfatos em ambas as fases.

Aplicações onde são necessários filtros sem fosfato
Alumínio de grau condutor elétrico (grau EC, liga 1350)
O alumínio de grau CE é o material condutor dominante em linhas de transmissão aéreas, enrolamentos de transformadores e cabos de distribuição eléctrica. A sua especificação de condutividade eléctrica - mínimo 61.0% IACS (International Annealed Copper Standard) - requer um controlo extremamente rigoroso de todas as impurezas que reduzem a condutividade. O fósforo está entre as impurezas mais prejudiciais do ponto de vista elétrico no alumínio, por unidade de concentração.
A produção de fio-máquina de alumínio para trefilagem (fio-máquina de fundição contínua, ou CCR) envolve operações de fundição de alto rendimento que filtram grandes volumes de metal através de filtros de espuma de cerâmica durante campanhas prolongadas. Mesmo com os baixos níveis de captação de fósforo nos filtros individuais caraterísticos dos filtros ligados a fosfato, a introdução cumulativa de fósforo na massa fundida durante uma longa campanha de fundição pode aproximar-se de valores que ameaçam a conformidade com as especificações de grau CE.
Os filtros sem fosfatos eliminam completamente esta fonte de fósforo, proporcionando menos uma variável a gerir num processo já de si rigorosamente controlado.
Ligas de alumínio aeroespaciais
Os biletes de alumínio de qualidade aeroespacial destinados a aplicações estruturais críticas - revestimentos de fuselagem, longarinas de asas, componentes de trens de aterragem - são produzidos de acordo com as especificações de limpeza mais exigentes da indústria do alumínio. As especificações relevantes incluem a Especificação de Processo ABS2728 da Airbus, a Especificação de Material BMS7-240 da Boeing e os requisitos gerais dos sistemas de qualidade aprovados pela NADCAP.
Na fundição de lingotes aeroespaciais, todas as impurezas químicas no metal especificado devem ser rastreáveis e controladas. A contaminação por fósforo proveniente da filtragem não é uma impureza listada nestas especificações para ligas padrão, o que significa que o fósforo derivado da filtragem existe fora do sistema de qualidade controlado - uma situação inaceitável na gestão da qualidade aeroespacial. Os filtros sem fosfato eliminam esta fonte de contaminação não controlada.
Produção de alumínio de alta pureza (grau 3N a 5N)
O alumínio de elevada pureza (99,9% e superior) é utilizado em componentes de equipamento de fabrico de semicondutores, aplicações ópticas, alvos de deposição de película fina e aplicações químicas especiais. As especificações de pureza para estes materiais indicam tipicamente níveis máximos para dezenas de elementos individuais, frequentemente na gama de um dígito de partes por milhão. As especificações de fósforo para o alumínio de grau 4N (99,99%) são normalmente inferiores a 5 ppm de fósforo total.
A filtração com filtros padrão ligados a fosfato em níveis típicos de captação de fósforo de 1-3 ppm consumiria uma fração substancial deste orçamento de impurezas. Os filtros sem fosfato, com captação de fósforo abaixo do limite de deteção dos métodos analíticos padrão (<0,1 ppm na maioria dos casos), são obrigatórios para a filtragem da produção de alumínio de alta pureza.
Fundição de liga de alumínio para automóveis
Embora as ligas de fundição padrão para automóveis não sejam tão sensíveis ao fósforo como as ligas aeroespaciais, as aplicações para automóveis de alta qualidade - carcaças de baterias para veículos eléctricos, fundições estruturais para construção de carroçarias de veículos, componentes do sistema de travagem - especificam controlos de impurezas cada vez mais rigorosos. À medida que o teor de alumínio nos veículos aumenta e os requisitos de qualidade para o alumínio estrutural se tornam mais rigorosos, a filtragem sem fosfatos está a tornar-se parte dos requisitos de qualificação dos fornecedores de alumínio para a indústria automóvel de primeira qualidade.
Resumo das aplicações que requerem filtros sem fosfato
| Aplicação | Liga / Grau | Especificação típica P | Razão para a ausência de fosfatos |
|---|---|---|---|
| Varão de grau CE | 1350, 1370 | <30 ppm de P total | Proteção da condutividade |
| Tarugo aeroespacial | Séries 2xxx, 6xxx, 7xxx | Controlado, rastreável | Rastreabilidade do sistema de qualidade |
| Al (4N) de elevada pureza | 99.99% Al | <5 ppm de P total | Orçamento de pureza |
| Pureza ultra-alta (5N) | 99,999% Al | <1 ppm de P total | Orçamento de pureza |
| Dispositivo médico Al | Diversos | Auditoria de biocompatibilidade | Conformidade regulamentar |
| Folha de embalagem em contacto com os alimentos | 1xxx, 8xxx | Limites regulamentares | Segurança alimentar |
| Alojamentos de baterias EV de qualidade superior | Série 6xxx | Especificações de aperto | Integridade estrutural |
| Folha de condensador | 1xxx de alta pureza | <5 ppm P | Desempenho elétrico |
Filtros de Espuma Cerâmica Sem Fosfato vs. Filtros Padrão de Espuma Cerâmica com Fosfato
Esta comparação é o principal ponto de decisão para os compradores que avaliam se o prémio dos produtos sem fosfatos se justifica para a sua aplicação específica.
Comparação de desempenho
| Imóveis | Fosfato padrão ligado | Sem fosfatos (AdTech) | Vantagem |
|---|---|---|---|
| Teor de Al₂O₃ | 95-99% | ≥99.0% | Sem fosfatos |
| Teor de fósforo do filtro | 0,5-2,0% | <0,005% | Sem fosfatos |
| P pickup em alumínio fundido | 1,0-3,0 ppm | <0,1 ppm | Sem fosfatos |
| Resistência à compressão | 0,6-1,0 MPa | 0,8-1,2 MPa | Semelhante ou sem fosfatos |
| Resistência ao choque térmico | Bom | Bom | Semelhante |
| Precisão dimensional | Bom | Bom | Semelhante |
| Disponibilidade (tamanhos padrão) | Largo | Ampla (gama AdTech) | A norma tem um ligeiro rebordo |
| Custo por filtro | Referência de base | 15-35% prémio | Padrão |
| Vida útil (por campanha) | Utilização única | Utilização única | Semelhante |
| Eficiência de filtragem | Bom | Bom a Excelente | Semelhante a sem fosfato |
| Adequado para Al de grau CE | Marginal | Sim | Sem fosfatos |
| Adequado para Al de pureza 4N | Não | Sim | Sem fosfatos |
| Adequado para o sector aeroespacial | Marginal | Sim | Sem fosfatos |
Quando são aceitáveis os filtros padrão ligados a fosfato
Os filtros standard de espuma cerâmica ligada a fosfato continuam a ser adequados para:
- Aplicações de fundição de produtos de base em que o fósforo não é uma impureza especificada.
- Recozimento de alumínio reciclado onde as especificações de impureza são amplas.
- Aplicações que produzem ligas de fundição para peças fundidas sob pressão não críticas.
- Fundição de protótipos de curta duração em que a rastreabilidade do metal não é necessária.
- Aplicações em que o volume de metal é demasiado pequeno para que a recolha de fósforo seja mensurável.
Recomendar uniformemente filtros sem fosfato sem qualificação seria enganador. O prémio é justificado pela diferença de desempenho apenas nas aplicações em que a contaminação por fósforo é uma preocupação genuína de qualidade.
Quando o prémio por não conter fosfatos é definitivamente justificado
O prémio de custo para filtros sem fosfato é definitivamente justificado quando:
- A especificação da liga inclui um nível máximo de fósforo dentro de 5 × a recolha esperada do filtro.
- A aplicação a jusante inclui a medição da condutividade eléctrica como critério de conformidade.
- O sistema de qualidade exige um controlo rastreável das impurezas de todos os factores de produção.
- A especificação do cliente exige a declaração de todas as adições químicas intencionais e acidentais ao metal.
Nestas situações, o custo de uma única rejeição de produto ou reclamação do cliente excede em muito o prémio de custo acumulado dos filtros sem fosfato durante qualquer período de produção realista. Os clientes da AdTech calcularam explicitamente este compromisso e chegaram à mesma conclusão de forma consistente.
Conceção, instalação e procedimentos de funcionamento da caixa de filtro
Requisitos da caixa de filtro para filtros de espuma cerâmica
A caixa do filtro é o invólucro refratário que mantém o filtro de espuma cerâmica no percurso do fluxo metálico. A conceção adequada da caixa do filtro é tão importante como a seleção do filtro para obter um desempenho de filtragem consistente.
Principais requisitos de conceção da caixa de filtro:
Vedação: O filtro deve ser selado em todo o seu perímetro para evitar o desvio de metal - o fluxo de metal não filtrado à volta do filtro em vez de o atravessar. O bypass de metal é uma causa comum de mau desempenho da filtragem e nem sempre é óbvio na monitorização de rotina da produção. A vedação é conseguida através de uma combinação de um ajuste dimensional próximo entre a placa do filtro e o recesso da caixa do filtro, e um material de vedação de fibra cerâmica compressível (tipicamente corda de fibra cerâmica ou papel) que preenche qualquer espaço entre a borda do filtro e o recesso da caixa.
Apoio: O filtro deve ser apoiado na sua face a jusante para evitar a fratura sob a pressão hidrostática do metal que se encontra a montante. A maioria das caixas de filtro inclui uma saliência rebaixada ou uma grelha de suporte no lado a jusante. O suporte deve permitir o fluxo de metal, evitando a fratura do filtro sob pressão estática e dinâmica do metal.
Pré-aquecimento: A caixa do filtro deve ser pré-aquecida antes do contacto com o metal para evitar choques térmicos no filtro e para evitar a solidificação prematura do metal que entra em contacto com o refratário frio. A temperatura mínima de pré-aquecimento é normalmente 700°C (1292°F) para o próprio filtro, conseguida através do pré-aquecimento da caixa do filtro montada (com o filtro instalado) utilizando queimadores a gás durante 30-60 minutos antes do início da fundição.
Compatibilidade de materiais: Todos os materiais refractários na caixa do filtro que entram em contacto com o alumínio fundido devem ser compatíveis - não há refractários ricos em sílica que possam reagir com o magnésio, nem materiais com ferro que se dissolvam na fusão do alumínio.
Procedimento de instalação padrão
Passo 1: Inspeção da caixa de filtros: Inspecionar o recesso da caixa do filtro para verificar se existem danos, material de vedação antigo e incrustações de campanhas anteriores. Limpar cuidadosamente. Verificar se a saliência ou grelha de suporte está intacta.
Etapa 2: Instalação da junta: Colocar o material da junta de fibra cerâmica (corda ou papel) no recesso da caixa do filtro à volta do perímetro. A junta deve ser comprimida aproximadamente 20-30% quando o filtro estiver assente, para proporcionar uma vedação contínua e estanque ao metal.
Passo 3: Colocação do filtro: Introduzir o filtro de espuma cerâmica na cavidade da caixa com a orientação correta. Para filtros sem fosfatos com faces superior e inferior idênticas, a orientação não é crítica. Para filtros com uma direção de fluxo marcada (alguns modelos têm uma face mais densa no lado a montante), verifique a orientação correta antes de assentar.
Passo 4: Pré-aquecimento: Pré-aquecer a caixa do filtro montada e o filtro em conjunto. Aplicar o calor gradualmente - não expor um filtro frio ao impacto direto de uma chama ou a um aquecimento rápido a alta temperatura, uma vez que o choque térmico pode partir o filtro antes do primeiro contacto com o metal. O objetivo é atingir uma temperatura uniforme de 700-750°C em todo o filtro.
Etapa 5: Início da escorva e da fundição: Deixar o primeiro metal encher a caixa do filtro e escorvar naturalmente através do filtro. Não use força mecânica ou pressão de cabeça aumentada para forçar o metal através de um filtro não escorvado - isso pode fraturar o filtro. Manter uma cabeça de metal consistente acima do filtro durante toda a campanha de fundição.
Passo 6: Monitorização da campanha: Monitorizar a temperatura do metal, o caudal e a cabeça do metal acima do filtro durante toda a campanha. A diminuição do caudal a uma altura constante indica um aumento da resistência do filtro devido à carga de inclusão - isto é normal e esperado. Substituir o filtro quando o caudal cair abaixo do mínimo exigido para o sistema de fundição.
Etapa 7: Remoção da extremidade da campanha e do filtro: No final da campanha de fundição, deixar escorrer o metal da caixa do filtro, se possível. Retirar o filtro usado (conterá alumínio solidificado na sua estrutura e será significativamente mais pesado do que o filtro novo). Eliminar os filtros usados de acordo com os regulamentos locais.
Parâmetros críticos de funcionamento
| Parâmetro | Gama recomendada | Consequência do desvio |
|---|---|---|
| Temperatura do metal no filtro | 700-760°C | Abaixo do intervalo: risco de congelação; acima do intervalo: aumento da produção de gases e óxidos |
| Cabeça metálica por cima do filtro | 50-200 mm | Demasiado baixo: escorvamento incompleto; demasiado alto: risco de fratura do filtro |
| Temperatura de pré-aquecimento | 650-750°C | Abaixo do intervalo: choque térmico e fissuração |
| Taxa de pré-aquecimento | ≤200°C/hr abaixo de 400°C | Taxas mais rápidas de risco de fissuração por choque térmico |
| Volume máximo de metal por filtro | Especificação do fornecedor (por tamanho/PPI) | Excedido: risco de rutura |
| Velocidade do caudal através do filtro | 0,01-0,05 m/s | Demasiado elevado: reintegração na inclusão; demasiado baixo: risco de transição |
Verificação da qualidade e critérios de qualificação de fornecedores
O que verificar ao comprar filtros sem fosfato
O mercado dos filtros de espuma cerâmica sem fosfatos inclui produtos de qualidade muito variável e com um teor de fósforo genuinamente variável. A menção “sem fosfatos” num rótulo ou folha de dados de um produto requer verificação química - a afirmação deve ser apoiada por dados analíticos quantitativos e não apenas por uma descrição da formulação.
Etapas obrigatórias de verificação:
Análise do teor de fósforo: Solicitar relatórios de ensaio ICP-OES (espetrometria de emissão ótica com plasma indutivamente acoplado) que mostrem o teor de fósforo medido do material filtrante. Os filtros verificados como isentos de fosfato devem apresentar um teor de fósforo inferior a 0,005% (50 ppm) no próprio material filtrante. Os filtros com fósforo superior a 0,01% (100 ppm) mantêm um teor significativo de ligante de fosfato, independentemente da forma como são comercializados.
Composição química total: Solicitar análise XRF (fluorescência de raios X) mostrando a pureza de Al₂O₃ e todos os elementos de impureza significativos. O teor de Al₂O₃ deve ser ≥99,0% para um produto comercializado como filtro de espuma cerâmica de alumina. Um teor significativo de SiO₂ acima de 0,5% indica sistemas de aglutinantes à base de sílica que podem introduzir silício em ligas sensíveis ao silício.
Certificação da resistência mecânica: Solicitar dados de teste de resistência à compressão de acordo com a norma ASTM C133 ou equivalente. Uma resistência à compressão adequada (≥0,8 MPa para 30 ppi) confirma que o sistema de aglutinante sem fosfatos atingiu uma sinterização adequada. Uma baixa resistência pode indicar uma queima insuficiente ou um sistema de aglutinante inadequado.
Controlo dimensional: Medir as dimensões do filtro na receção. As tolerâncias de espessura, largura e comprimento devem estar dentro de ±1 mm da especificação. Uma espessura não uniforme indica problemas de prensagem ou sinterização que comprometem a vedação na caixa do filtro.
Ensaio de choque térmico: Um teste de verificação no terreno - pré-aquecer uma amostra de filtro a 700°C e arrefecer em água à temperatura ambiente, e depois inspecionar a existência de fissuras - fornece uma avaliação rápida da resistência ao choque térmico. Os filtros sem fosfatos com resistência à compressão adequada devem sobreviver a este teste sem fissuras visíveis.
Lista de verificação da qualificação do fornecedor
| Item de qualificação | Requisito padrão | Requisito crítico da aplicação |
|---|---|---|
| Certificação ISO 9001 | Necessário | Necessário |
| Análise de fósforo por ICP-OES (por lote) | Necessário | Necessário |
| Certificado de composição XRF (por lote) | Necessário | Necessário |
| Certificado de resistência à compressão (por lote) | Necessário | Necessário |
| Registo de controlo dimensional | Necessário | Necessário |
| Verificação laboratorial por terceiros | Recomendado | Necessário |
| Rastreabilidade até ao lote de matéria-prima | Recomendado | Necessário |
| Declaração de conformidade REACH | Mercados da UE | Mercados da UE |
| Ensaios de qualificação específicos do cliente | Recomendado | Necessário |
| Dados históricos do desempenho das entregas | Recomendado | Necessário |
| Capacidade de apoio técnico | Recomendado | Necessário |
Contexto do mercado e adoção pela indústria em 2026
Posição atual no mercado
O mercado global de filtros de espuma cerâmica para fundição de alumínio O consumo total de filtros de espuma cerâmica de alumina está avaliado em cerca de 280-350 milhões de dólares por ano, sendo que os filtros de espuma cerâmica de alumina representam o segmento de produto dominante. Os filtros sem fosfato representam atualmente cerca de 15-25% do consumo total de filtros de espuma cerâmica de alumina em termos de valor, com a adoção concentrada em segmentos de aplicação de elevado valor (condutores eléctricos, aeroespacial e alumínio de alta pureza).
A penetração no mercado de filtros sem fosfatos está a crescer aproximadamente 8-12% anualmente, significativamente mais rápido do que o crescimento global do mercado de filtros de espuma cerâmica de 4-6%, impulsionado por
- Aumento das exigências de especificação dos OEMs automotivos para fornecedores de fundição de alumínio.
- Crescimento da produção de varões de qualidade CE para infra-estruturas de carregamento de veículos eléctricos.
- Expansão da procura de alumínio para a indústria aeroespacial, impulsionada pelas encomendas de aeronaves em carteira.
- O endurecimento da regulamentação relativa ao contacto com alimentos nos mercados da UE e da Ásia afecta as embalagens de alumínio.
- Tendência geral da gestão da qualidade para materiais de entrada controlados e documentados.
Factores determinantes da regulamentação e das normas
Vários desenvolvimentos regulamentares e normativos estão a acelerar a adoção de filtros sem fosfatos:
Plano de Ação para a Economia Circular da UE: O aumento do escrutínio regulamentar dos compostos de fósforo nos processos industriais, particularmente aqueles que entram nos fluxos de resíduos ou nas superfícies dos produtos, está a aumentar a sensibilização para a utilização de ligantes de fosfato no processamento de alumínio.
Requisitos de qualidade da indústria automóvel: Os sistemas de gestão de qualidade IATF 16949 e os requisitos específicos do cliente (CSRs) dos principais OEMs automotivos estão levando os fornecedores de fundição de alumínio a um controle documentado de todas as entradas químicas para o processo de fundição, incluindo materiais de filtragem.
Requisitos da cadeia de abastecimento de veículos eléctricos: Os fornecedores de componentes estruturais e de invólucros de baterias para veículos eléctricos enfrentam requisitos de qualidade dos fabricantes de baterias que rastreiam todas as entradas de material. A filtragem sem fosfatos enquadra-se naturalmente neste quadro de documentação da cadeia de fornecimento.
Direção de desenvolvimento de produtos da AdTech
Na AdTech, o nosso programa de desenvolvimento de filtros sem fosfatos está centrado em três direcções em 2026:
Vida útil alargada da campanha: Desenvolvimento de graus de filtragem com maior capacidade de retenção de inclusões que aumentam o número de peças fundidas ou o volume de metal que pode ser processado antes da substituição do filtro, reduzindo o custo de filtragem por peça fundida.
Graus de filtragem mais finos: Alargamento da nossa gama sem fosfatos para 60 ppi e mais, respondendo à procura crescente dos produtores de alumínio de elevada pureza que requerem uma filtragem mais fina do que a fornecida pelas qualidades padrão actuais.
Otimização específica da aplicação: Desenvolvimento de fórmulas de filtro optimizadas para famílias de ligas específicas - particularmente para ligas que contêm magnésio, em que o material do filtro deve resistir à adesão de MgO e de inclusões de espinélio às superfícies do suporte do filtro para manter a eficiência da filtração durante longas campanhas.
Perguntas mais frequentes sobre filtros de espuma cerâmica de alumina sem fosfato
1: Porque é que um filtro de espuma cerâmica precisa de um aglutinante e qual é o problema de utilizar fosfato?
Os filtros de espuma cerâmica são fabricados revestindo um modelo de espuma de poliuretano com uma pasta cerâmica e, em seguida, queimando a espuma revestida a alta temperatura para queimar o polímero e sinterizar o revestimento cerâmico numa estrutura autoportante. Sem um aglutinante, as partículas individuais de alumina no revestimento cerâmico não se uniriam adequadamente durante a sinterização, e o filtro cozido seria demasiado fraco para sobreviver ao manuseamento e ao serviço em metal fundido. O fosfato de alumínio (AlPO₄) tornou-se o ligante dominante porque sinterizou eficazmente na gama de temperaturas de produção e proporcionou uma boa resistência mecânica. O problema é que os compostos residuais de fosfato permanecem no filtro acabado e reagem com o alumínio fundido durante a filtração, transferindo o fósforo para a fusão. Para aplicações padrão de ligas de alumínio, este nível de contaminação é tolerável. Para aplicações de alta pureza, grau EC e aeroespaciais, mesmo pequenas adições de fósforo provenientes da filtração excedem as tolerâncias de qualidade.
2: Como posso verificar se um filtro é verdadeiramente isento de fosfatos e não apenas rotulado como tal?
O único método de verificação fiável é a análise química do material filtrante. Solicite um relatório de análise ICP-OES (Espectrometria de Emissão Ótica de Plasma Acoplado Indutivamente) para o teor de fósforo de cada lote de produção. Um filtro genuinamente isento de fosfatos apresentará um teor de fósforo inferior a 0,005% (50 ppm) no material cerâmico. Os filtros com teor residual de ligante fosfatado apresentam normalmente 0,3-1,5% de fósforo, dependendo da carga do ligante. A medição de fósforo ao nível de 50 ppm está dentro da capacidade de rotina do ICP-OES e não deve exigir testes especializados. Na AdTech, fornecemos certificados de análise ICP com cada remessa de filtro como um item de documentação padrão, não como um pedido especial.
3: Os filtros sem fosfatos podem ser utilizados como substitutos diretos dos filtros padrão ligados a fosfatos?
Na maioria dos casos, sim - os filtros de espuma cerâmica de alumina sem fosfatos são fabricados de acordo com as mesmas normas dimensionais e classificações PPI que os filtros padrão ligados a fosfatos, e são instalados e funcionam nas mesmas caixas de filtro, utilizando os mesmos procedimentos. As caraterísticas do caudal metálico (perda de carga vs. relação de caudal) dos filtros sem fosfatos são comparáveis às dos filtros padrão com classificações e dimensões PPI equivalentes. A principal diferença operacional é que os filtros sem fosfatos podem exigir protocolos de pré-aquecimento ligeiramente diferentes se o sistema de aglutinante alternativo afetar as caraterísticas de expansão térmica do filtro. Consulte os dados técnicos do fornecedor específico para quaisquer modificações no protocolo de pré-aquecimento. Na nossa experiência na AdTech, os clientes que estão a fazer a transição dos filtros ligados a fosfatos para os nossos filtros sem fosfatos têm sido capazes de utilizar as caixas de filtros existentes, o equipamento de pré-aquecimento e os procedimentos operacionais sem modificações na maioria dos casos.
4: Qual é a recolha de fósforo esperada de um filtro sem fosfatos em utilização na produção?
Com base nas nossas próprias medições de produção nas instalações dos clientes da AdTech e na investigação metalúrgica publicada, a captação de fósforo dos filtros de espuma cerâmica de alumina sem fosfatos está abaixo do limite de deteção da análise ICP-OES padrão da fusão de alumínio - normalmente abaixo de 0,05 ppm no metal filtrado. Isto compara-se com 1,0-3,0 ppm de recolha de fósforo de filtros padrão ligados a fosfato em condições equivalentes. Para efeitos práticos, os filtros sem fosfato não contribuem com fósforo mensurável para a fusão do alumínio, razão pela qual são especificados para aplicações com requisitos rigorosos de controlo do fósforo.
5: Os filtros sem fosfatos têm uma resistência mecânica inferior à dos filtros ligados a fosfatos?
Esta é uma preocupação comum que os nossos dados técnicos não suportam. Quando o sistema aglutinante alternativo é corretamente formulado e o processo de sinterização é devidamente optimizado, os filtros sem fosfatos atingem valores de resistência à compressão que cumprem ou excedem os de produtos comparáveis ligados a fosfatos. Os nossos filtros sem fosfatos AdTech têm especificações de resistência à compressão de ≥0,8 MPa para graus de 30 ppi e ≥1,0 MPa para graus de 20 ppi, o que se alinha com as normas da indústria para produtos ligados a fosfatos. Os produtos sem fosfato de qualidade inferior - particularmente aqueles que não foram optimizados para o sistema de aglutinante específico - podem apresentar uma resistência inferior, o que é uma das razões pelas quais enfatizamos a verificação da resistência por terceiros ao qualificar novos fornecedores.
6: Os filtros sem fosfatos são mais caros e como é que justifico a diferença de custos?
Os filtros de espuma cerâmica de alumina sem fosfato custam normalmente 15-35% mais do que os produtos equivalentes ligados a fosfato, dependendo do tamanho do filtro, da classificação PPI e do volume da encomenda. A diferença de custo reflecte o custo mais elevado do sol de alumina coloidal ou de outros sistemas aglutinantes alternativos, em comparação com o fosfato de alumínio, e o controlo mais exigente do processo de fabrico necessário para obter uma resistência adequada sem um aglutinante de fosfato. A justificação para o prémio é simples em aplicações com especificações claras de fósforo: um único lote de fundição rejeitado por não conformidade com o fósforo custa normalmente mais do que o custo total do filtro para a produção. Para a produção de varetas de grau CE, a melhoria da condutividade resultante da eliminação da recolha de fósforo derivado da filtragem tem um valor económico mensurável nos mercados de condutividade superior. Para os fornecedores aeroespaciais, o custo de um relatório de não-conformidade ou de uma auditoria de qualidade do fornecedor desencadeada por um evento de contaminação excede em muito qualquer diferencial de custo do filtro.
7: Que ligas são mais sensíveis à contaminação por fósforo proveniente de filtros de espuma cerâmica?
As ligas mais sensíveis à contaminação por fósforo derivado da filtração dividem-se em três categorias. Em primeiro lugar, as ligas condutoras eléctricas (1350, 1370) em que o fósforo reduz a condutividade eléctrica e o orçamento total de impurezas permitido é muito apertado. Em segundo lugar, o alumínio de elevada pureza (classes 4N, 5N), em que o orçamento total de fósforo em todas as fontes pode ser de apenas 1-5 ppm. Em terceiro lugar, as ligas de alumínio-silício em que o fósforo modifica a morfologia do silício - quer intencionalmente em ligas hipereutécticas (em que a adição controlada de fósforo é utilizada para o refinamento do silício), quer não intencionalmente em ligas hipoeutécticas e eutécticas, em que a captação de fósforo cria um efeito metalúrgico não controlado e indesejável. Para as ligas padrão 3xxx, 6xxx e a maioria das ligas 7xxx em aplicações de produtos de base, os filtros padrão ligados a fosfato são normalmente aceitáveis.
8: Os filtros de espuma cerâmica sem fosfatos podem ser utilizados com todas as ligas de alumínio comuns, incluindo as ligas com elevado teor de magnésio?
Sim, os filtros de espuma de cerâmica de alumina sem fosfato são quimicamente compatíveis com todas as ligas de alumínio padrão, incluindo ligas de alto magnésio (série 5xxx com Mg até 5%). O material do filtro (Al₂O₃ com pureza ≥99%) não reage desfavoravelmente com o magnésio em temperaturas típicas de fundição de alumínio. No entanto, as ligas com alto teor de magnésio geram inclusões de MgO e espinélio (MgAl₂O₄) mais prontamente do que as ligas com baixo teor de magnésio, o que pode aumentar a carga de inclusão no filtro e reduzir a vida útil efetiva da campanha. Para ligas com alto teor de magnésio, recomendamos a utilização de uma classificação PPI mais grosseira do que a que poderia ser selecionada para uma liga de baixo teor de magnésio comparável - por exemplo, 30 ppi em vez de 40 ppi - para evitar o bloqueio prematuro do filtro devido à maior carga de inclusão. Contacte a AdTech para obter recomendações de seleção de filtros específicos para cada liga.
9: Como é que os filtros de espuma cerâmica sem fosfatos devem ser armazenados antes de serem utilizados?
Os filtros de espuma cerâmica de alumina sem fosfatos devem ser armazenados em condições secas, protegidos da humidade e do impacto físico. Armazenar na embalagem original em prateleiras planas ou paletes. Não empilhar caixas de filtros com mais de quatro de altura sem um suporte rígido intermédio, uma vez que o peso das caixas superiores pode partir os filtros inferiores. Manter afastado de fontes de água - embora a cerâmica em si não seja afetada pela água, a humidade absorvida pela estrutura do filtro deve ser totalmente seca durante o pré-aquecimento antes do contacto com o metal, para evitar a formação de vapor nos poros do filtro, o que pode fraturar o filtro. Armazenar em condições de temperatura ambiente (5-40°C); o frio extremo não danifica os filtros, mas pode tornar as embalagens de proteção frágeis e aumentar o risco de danos causados pelo manuseamento. O prazo de validade em condições de armazenamento corretas é indefinido - o material cerâmico não se degrada com o tempo.
10: Que documentos de qualidade devo receber com uma remessa de filtros de espuma cerâmica sem fosfatos?
Um pacote completo de documentação de qualidade para filtros de espuma cerâmica de alumina sem fosfato deve incluir certificado de conformidade que confirme que o produto cumpre a especificação da ordem de compra; relatório de análise ICP-OES que mostre o teor de fósforo (e idealmente um painel completo de elementos vestigiais) para o lote de produção; análise de composição XRF que mostre a pureza do Al₂O₃; relatório de teste de resistência à compressão de acordo com a norma ASTM C133 ou equivalente; registos de inspeção dimensional que confirmem o tamanho do filtro dentro da tolerância; declaração de conformidade REACH (para aquisições na UE); ficha de dados de segurança (SDS) atual; e número de lote e registos de rastreabilidade que liguem o envio aos registos de produção. Para aplicações aeroespaciais ou outras aplicações altamente regulamentadas, solicite adicionalmente certificados de matérias-primas para os componentes de alumina e aglutinante, registos de queima que confirmem o perfil de temperatura de sinterização e quaisquer relatórios de verificação laboratorial de terceiros. A AdTech fornece toda a documentação padrão automaticamente com cada remessa comercial e pode fornecer pacotes de documentação alargados para aplicações regulamentadas mediante pedido.
Resumo: Tomar a decisão correta sobre a especificação do filtro
A decisão de especificar filtros de espuma cerâmica de alumina sem fosfatos não é uma questão de preferência ou de fidelidade ao fornecedor - é uma decisão de qualidade tecnicamente orientada que deve ser tomada com base na sensibilidade ao fósforo da liga que está a ser fundida e nos requisitos da aplicação a jusante.
Para alumínio de grau CE, alumínio de alta pureza, tarugos aeroespaciais e qualquer aplicação com uma especificação máxima de fósforo definida, os filtros sem fosfato são a especificação correta. O prémio de custo é real e modesto, e o benefício de qualidade - eliminação completa de uma fonte controlável de contaminação por fósforo do processo de fundição - é substancial, mensurável e permanente.
Para aplicações de fundição de alumínio de base com especificações de impureza amplas e sem requisitos de desempenho elétrico ou de ultra-limpeza a jusante, os filtros ligados a fosfato padrão proporcionam um desempenho adequado a um custo mais baixo e devem ser utilizados.
Na AdTech, fabricamos filtros de espuma cerâmica de alumina sem fosfatos especificamente porque a nossa base de clientes na fundição de alumínio - particularmente na produção de barras de grau CE, lingotes de alumínio para a indústria aeroespacial e aplicações de alumínio de alta pureza - requer este nível de controlo químico na sua tecnologia de filtração. Os nossos filtros são apoiados por documentação química completa do lote, apoio de engenharia de aplicação e uma equipa técnica direta disponível para ajudar na seleção de PPI, revisão do design da caixa de filtro e otimização operacional.
Para amostras de filtros sem fosfatos, fichas técnicas ou recomendações específicas para aplicações, contacte a equipa técnica de vendas da AdTech com a especificação da sua liga, rendimento da fundição e detalhes do sistema de filtragem atual.



